
Mixed-Mode Interlaminar Fracture Toughness of Glass and Carbon Fibre Powder Epoxy Composites—For Design of Wind and Tidal Turbine Blades

 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Experimental Procedure
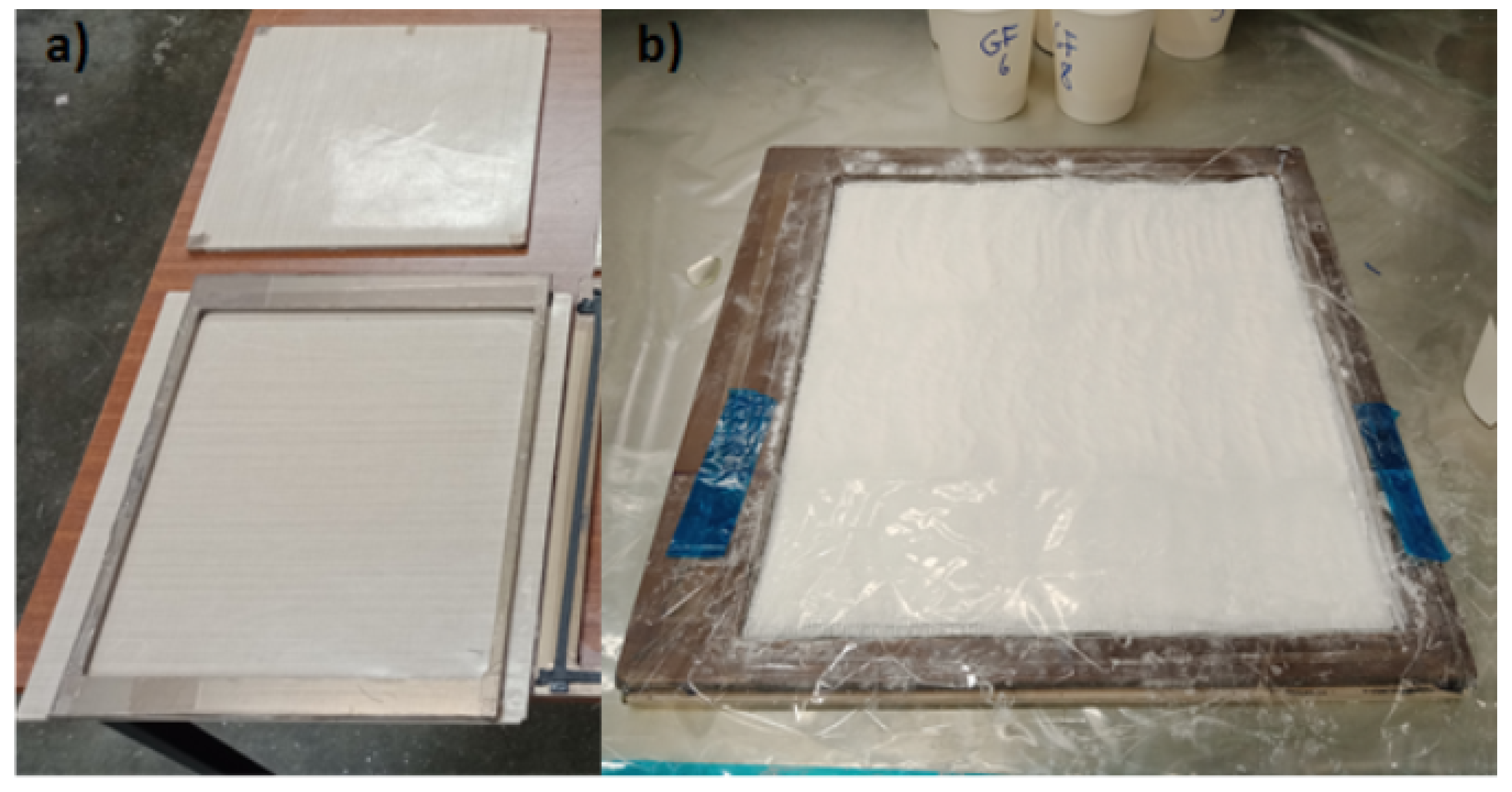
2.1. Material Manufacture and Preparation
2.2. Tensile Testing
2.3. Compression Testing
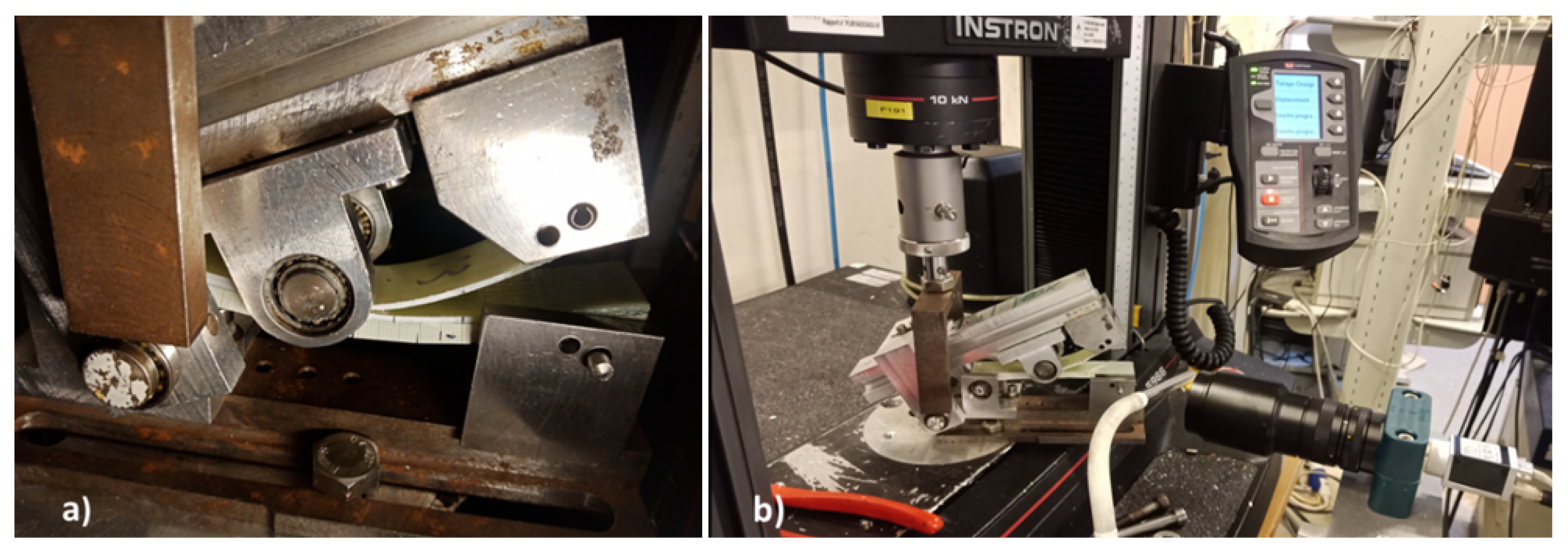
2.4. Mode I Interlaminar Fracture Toughness
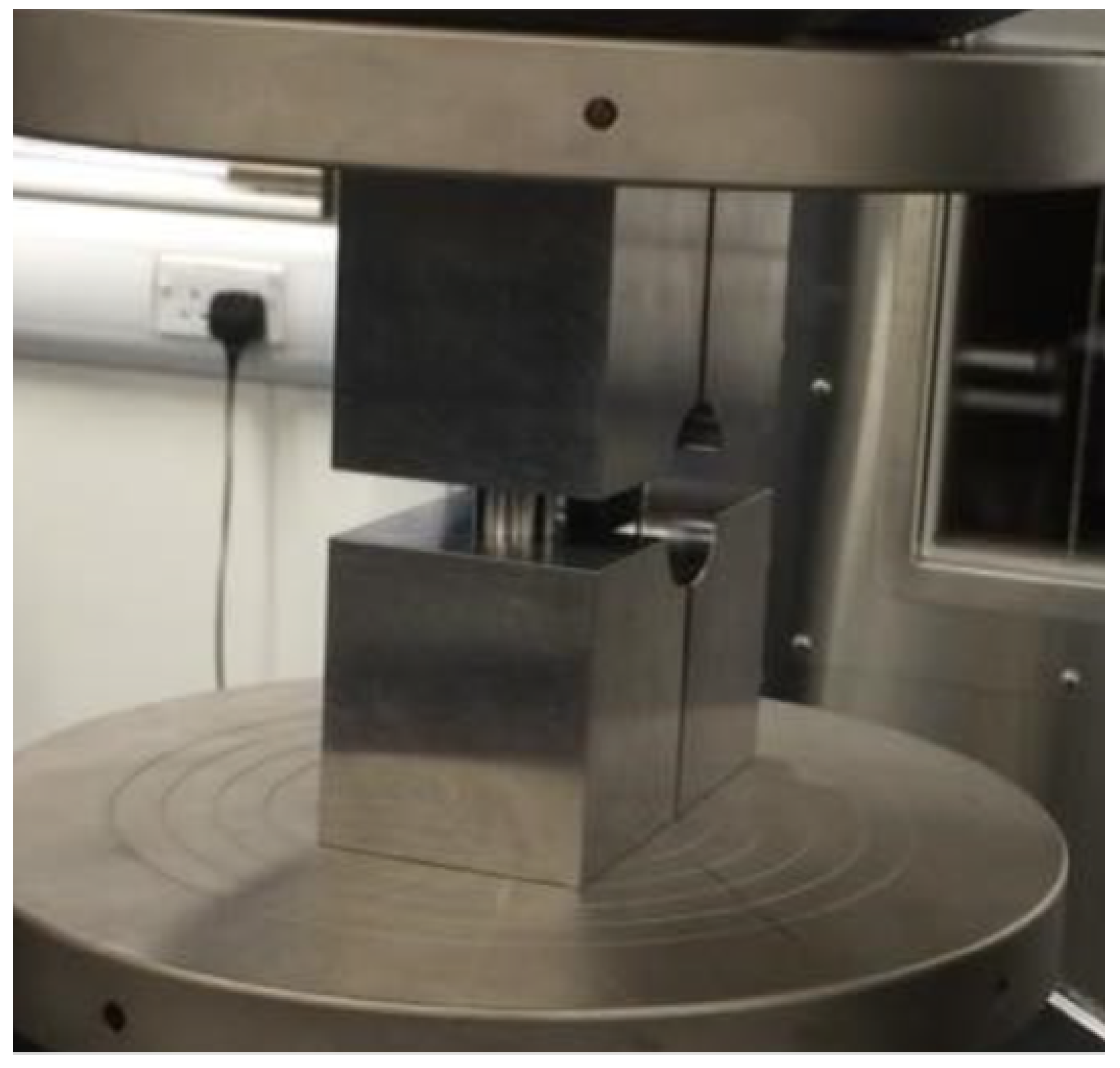
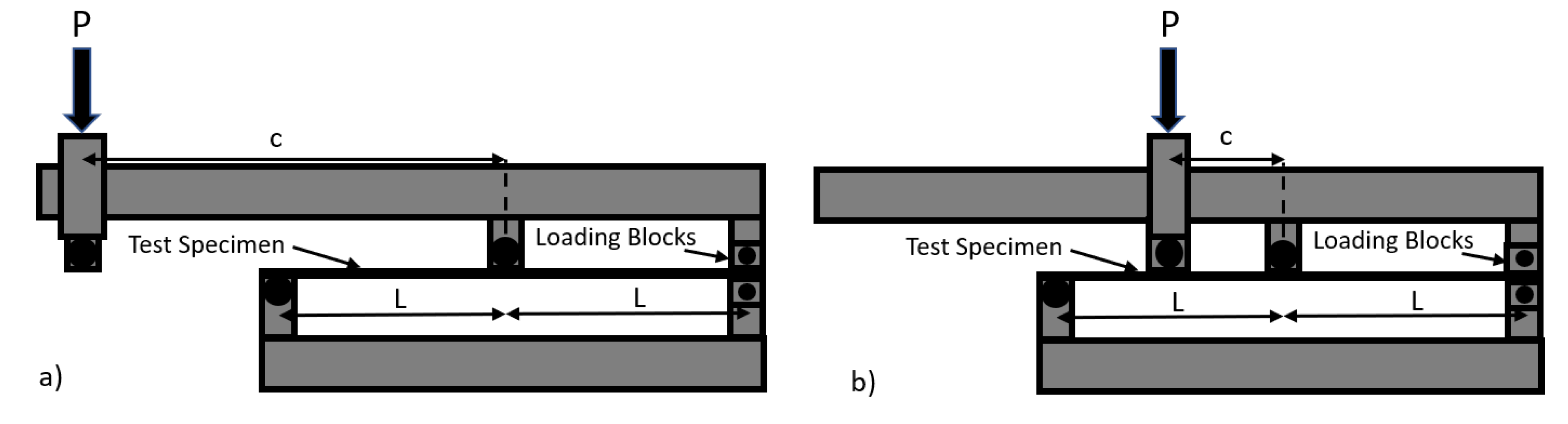
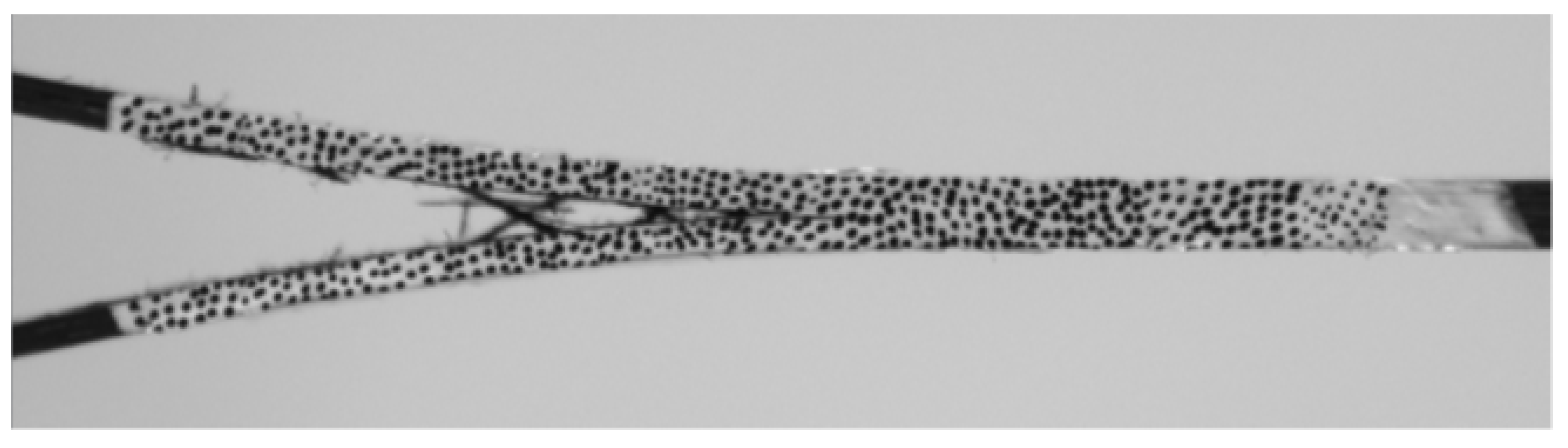
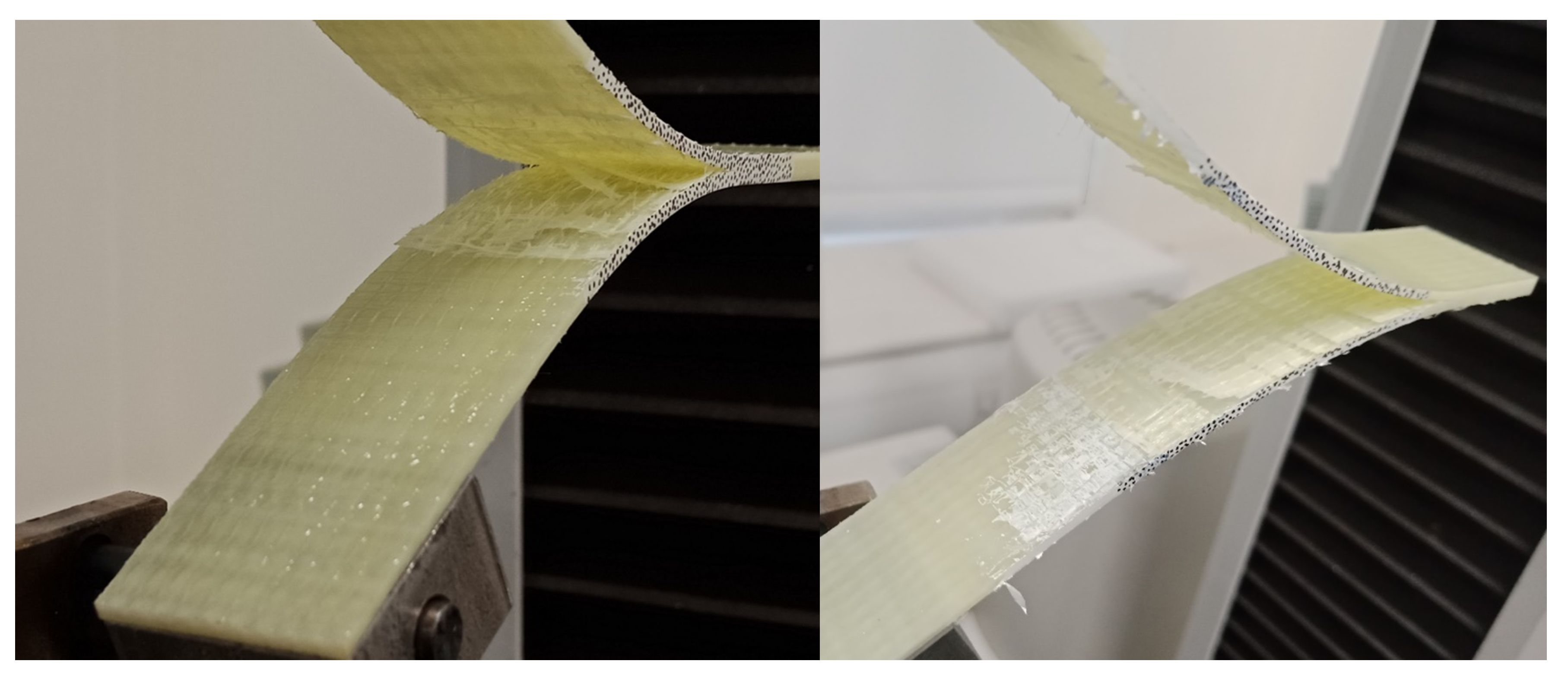
2.5. Mixed Mode Interlaminar Fracture Toughness
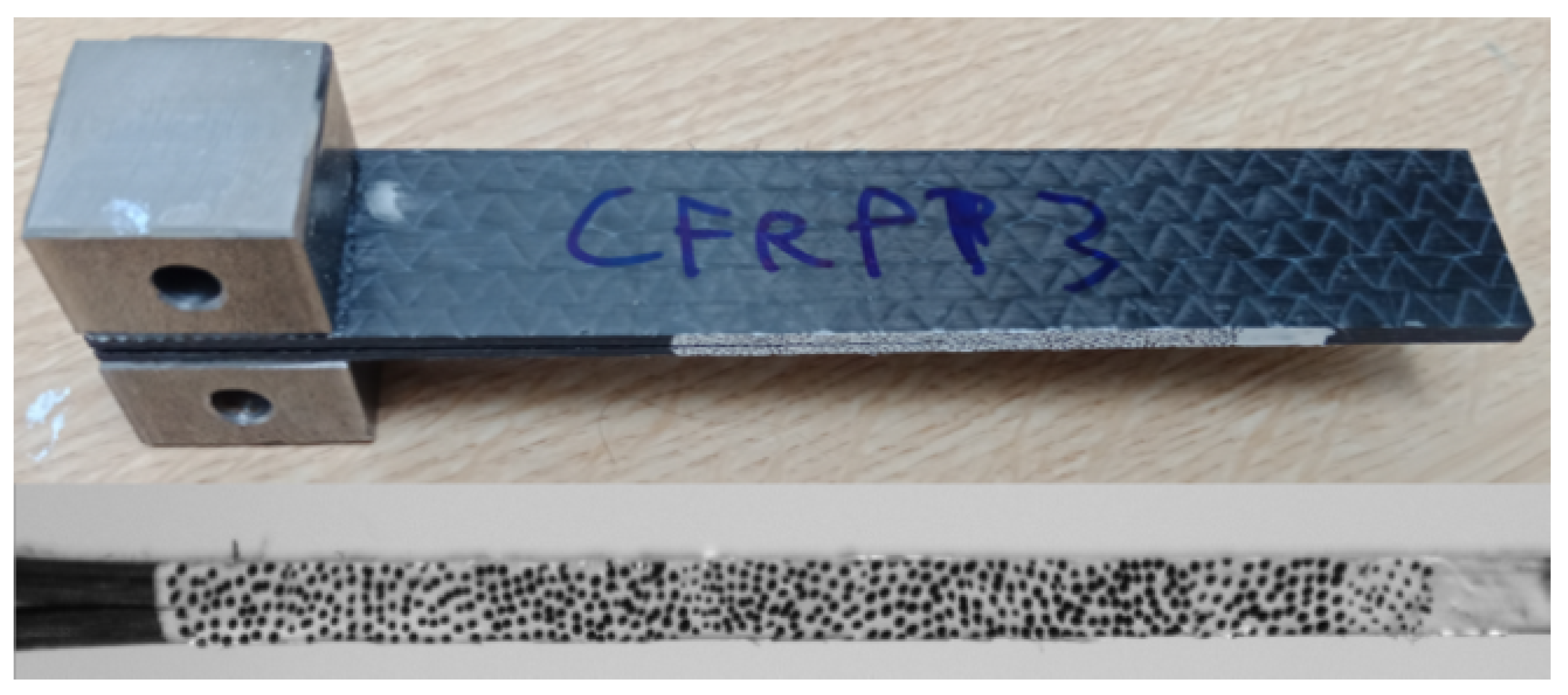
2.6. Manufacturing Quality Check
3. Results
3.1. Tension Results
3.2. Compression Results
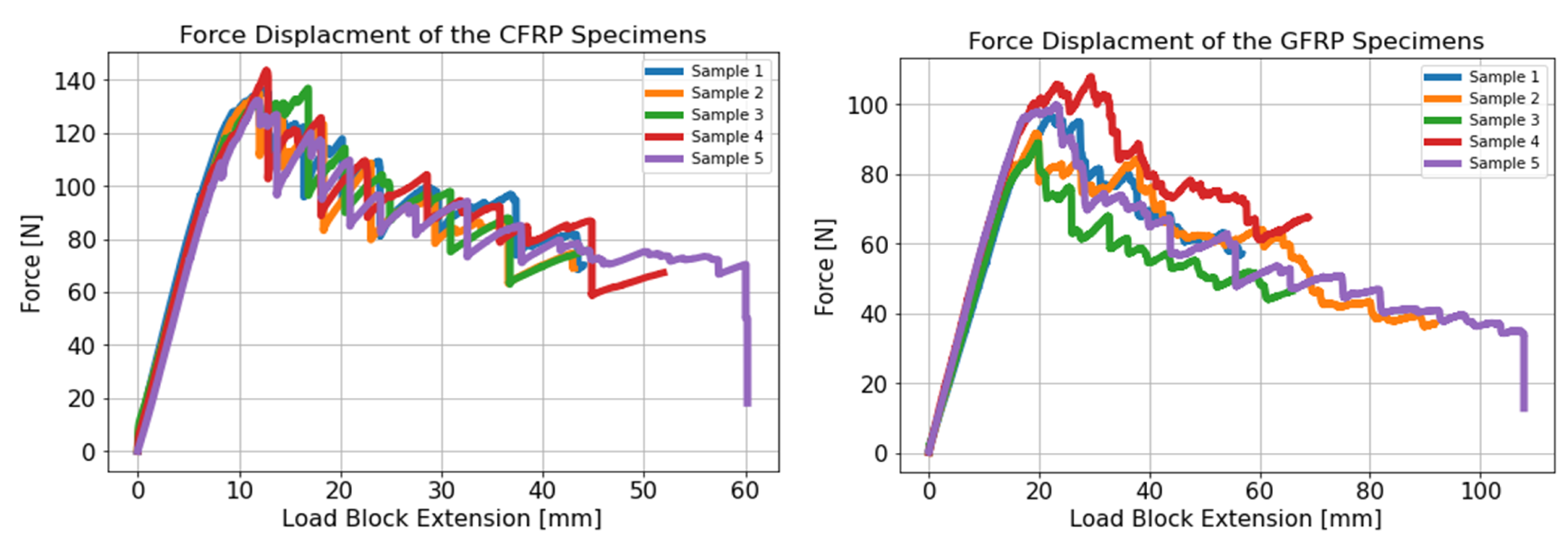
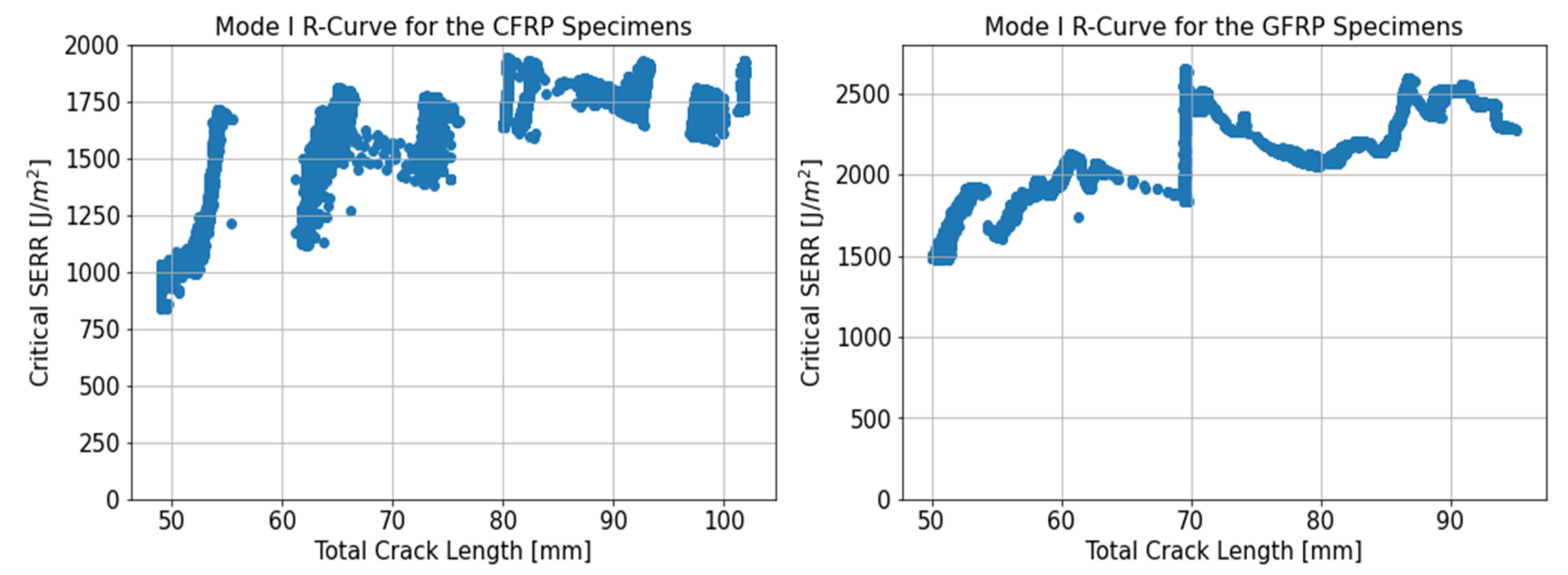
3.3. Mode I Interlaminar Fracture Toughness
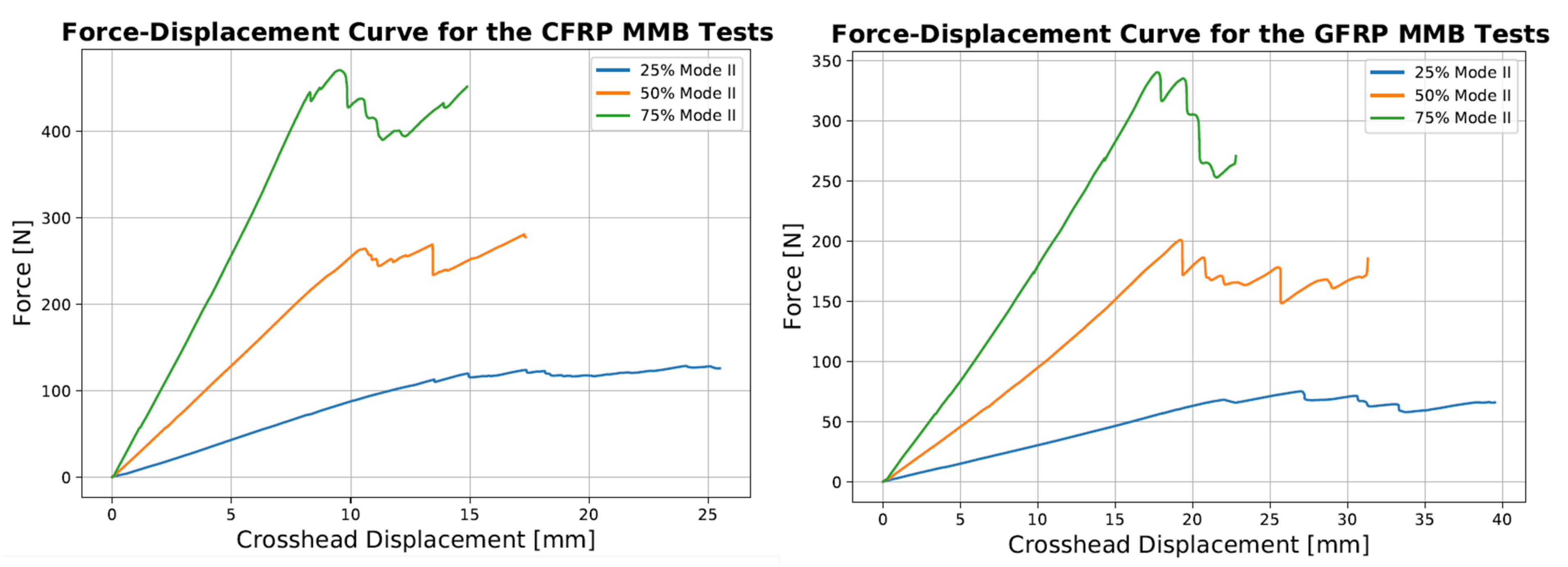
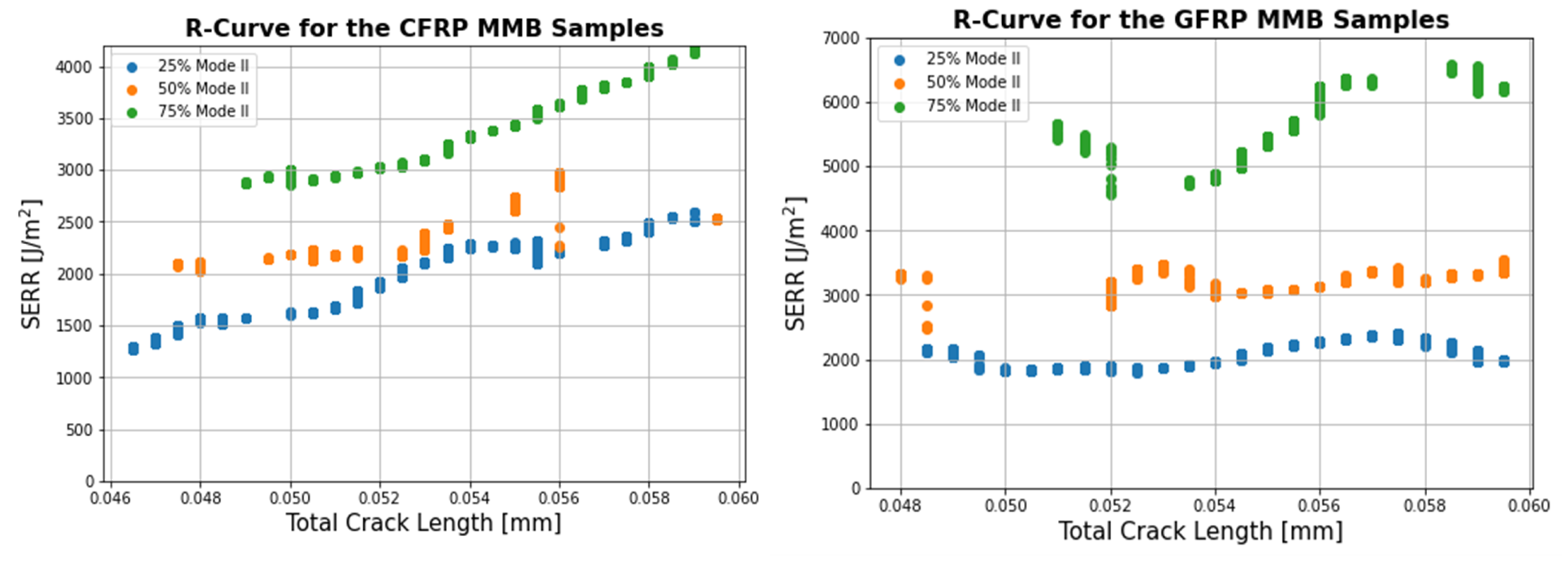
3.4. Mixed-Mode Interlaminar Fracture Toughness
4. Discussion
4.1. Performance of Powder Epoxy Compared to Standard Epoxy in Tension and Compression
4.2. Differences in Measured Toughness between GFRP and CFRP Specimen
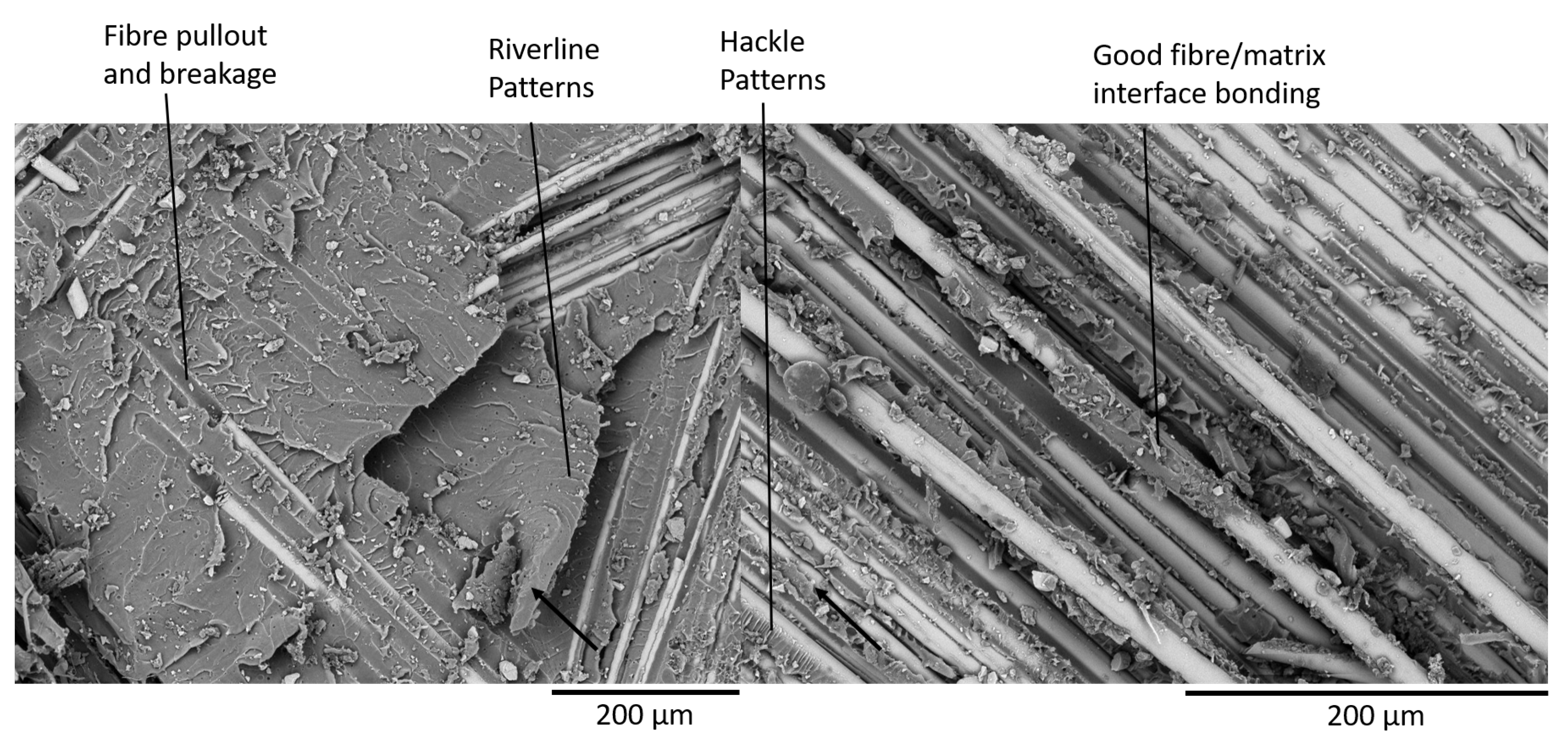
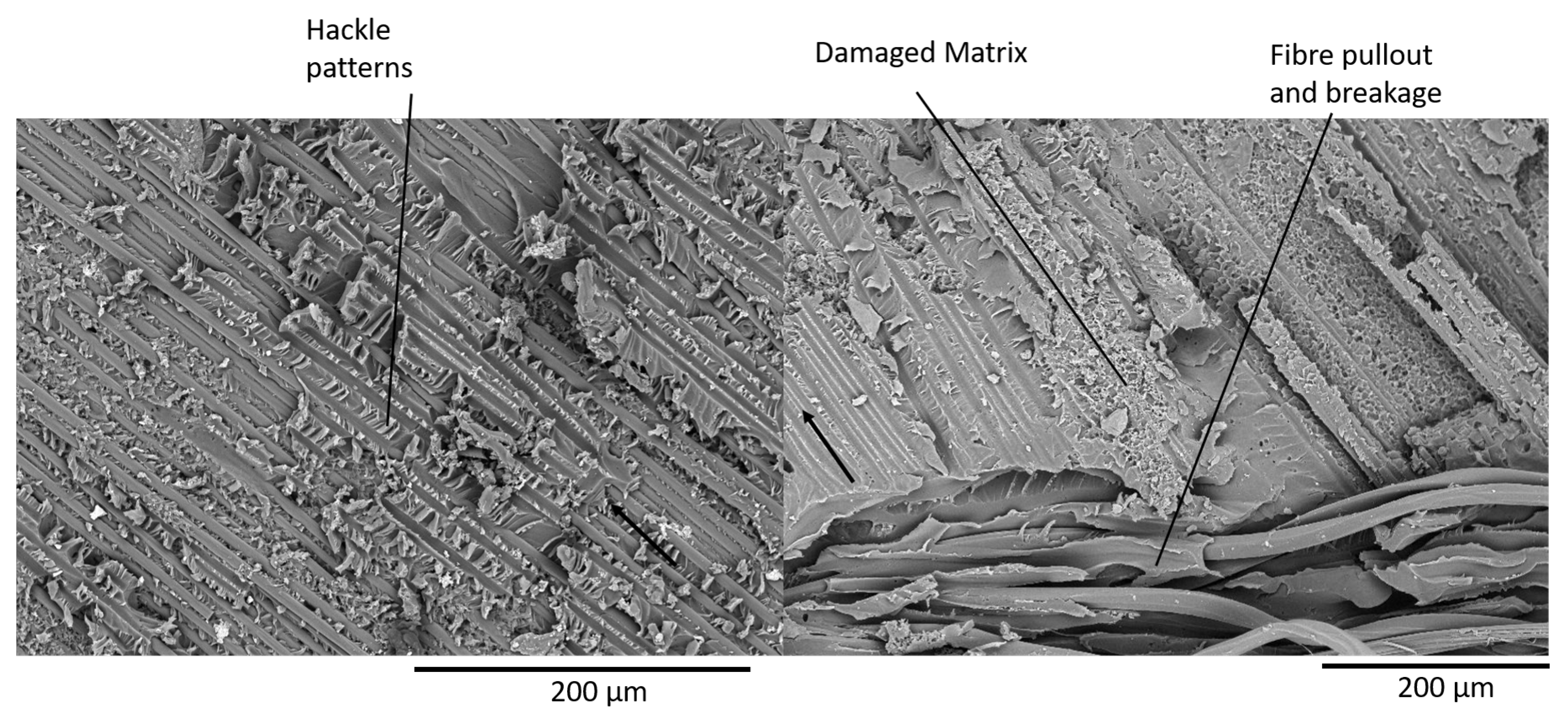
4.3. Fractography of MMB Samples
4.4. Comparison of Powder Epoxy SERR with Other Resin Systems
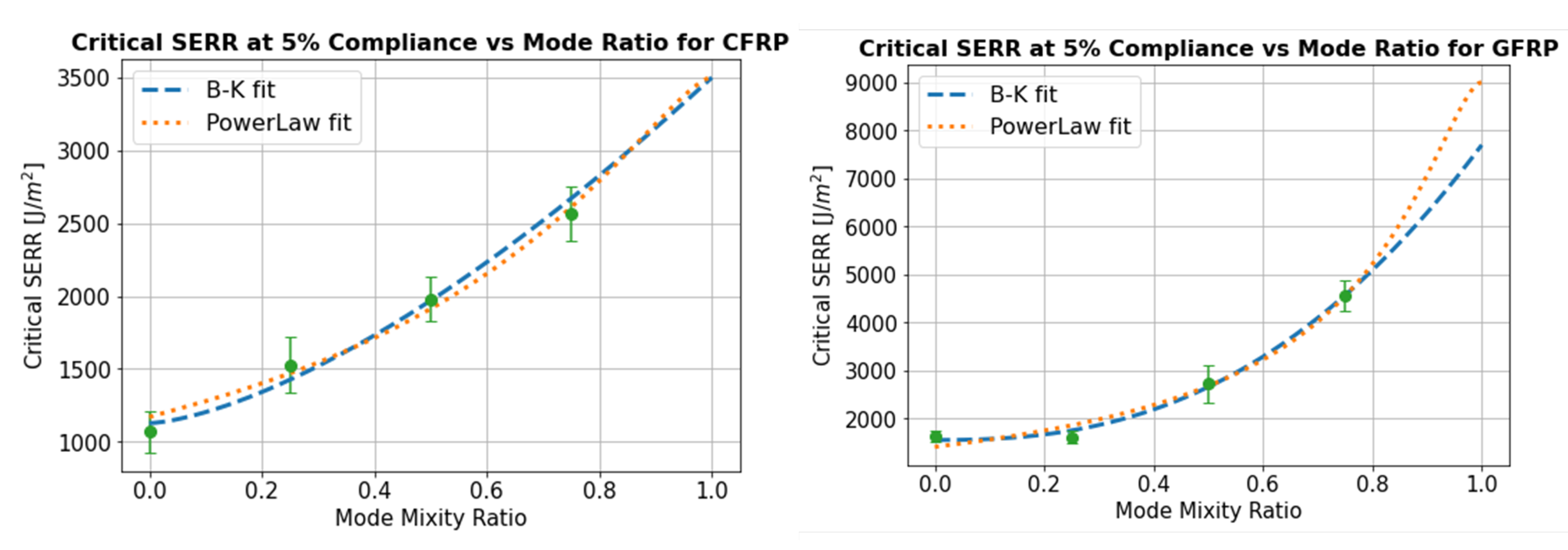
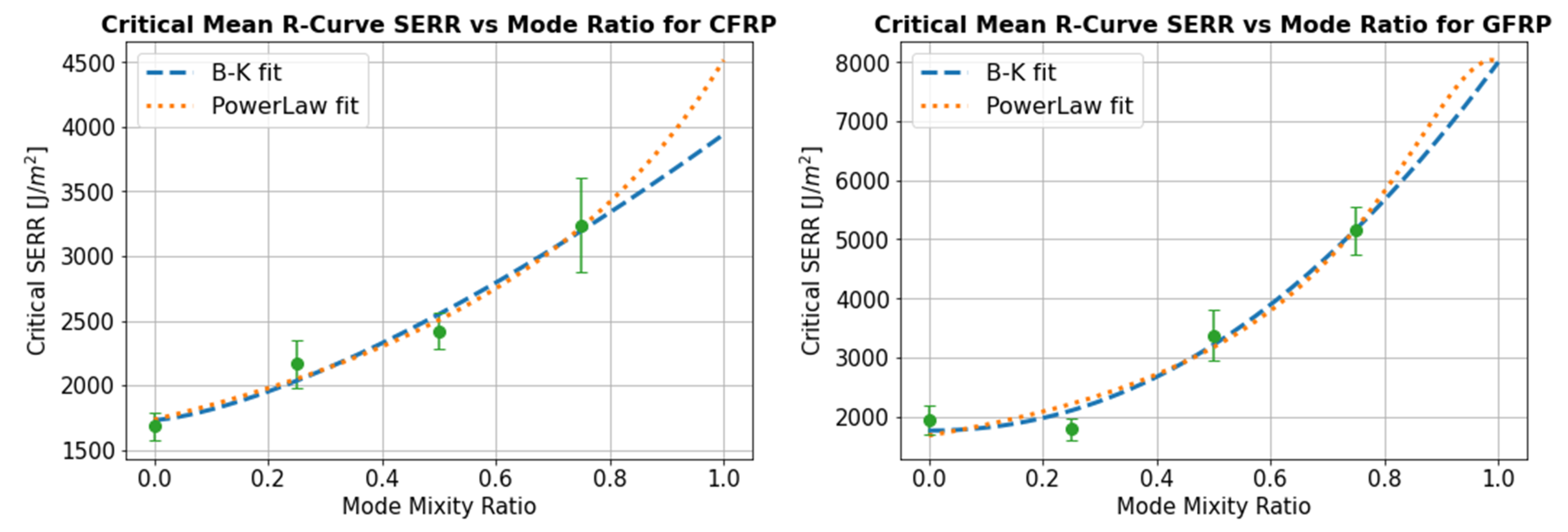
4.5. Mixed Mode Bending Criteria
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Harper, P.W.; Hallett, S.R. A fatigue degradation law for cohesive interface elements—Development and application to composite materials. Int. J. Fatigue 2010, 32, 1774–1787. [Google Scholar] [CrossRef]
- Wisnom, M.R. The role of delamination in failure of fibre-reinforced composites. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2012, 370, 1850–1870. [Google Scholar] [CrossRef]
- Tabiei, A.; Zhang, W. Composite Laminate Delamination Simulation and Experiment: A Review of Recent Development. Appl. Mech. Rev. 2018, 70, 030801. [Google Scholar] [CrossRef]
- Pascoe, J.; Alderliesten, R.; Benedictus, R. Methods for the prediction of fatigue delamination growth in composites and adhesive bonds—A critical review. Eng. Fract. Mech. 2013, 112–113, 72–96. [Google Scholar] [CrossRef]
- Bak, B.L.V.; Sarrado, C.; Turon, A.; Costa, J. Delamination Under Fatigue Loads in Composite Laminates: A Review on the Observed Phenomenology and Computational Methods. Appl. Mech. Rev. 2014, 66. [Google Scholar] [CrossRef]
- Davies, G.A.O.; Olsson, R. Impact on composite structures. Aeronaut. J. (1968) 2004, 108, 541–563. [Google Scholar] [CrossRef]
- Zhang, H.; Bilotti, E.; Peijs, T. The use of carbon nanotubes for damage sensing and structural health monitoring in laminated composites: A review. Nanocomposites 2015, 1, 167–184. [Google Scholar] [CrossRef]
- Murray, R.; Snowberg, D.R.; Berry, D.S.; Beach, R.; Rooney, S.A.; Swan, D. Manufacturing a 9-Meter Thermoplastic Composite Wind Turbine Blade: Preprint. In Proceedings of the American Society for Composites 32nd Technical Conference, West Lafayette, IN, USA, 23–25 October 2017. [Google Scholar] [CrossRef]
- Obande, W.; Ó Brádaigh, C.M.; Ray, D. Continuous fibre-reinforced thermoplastic acrylic-matrix composites prepared by liquid resin infusion—A review. Compos. Part B Eng. 2021, 108771. [Google Scholar] [CrossRef]
- Price, R.V. Production of Impregnated Rovings. U.S. Patent 3742106, 26 June 1973. [Google Scholar]
- Edie, D.; Lickfield, G.; Allen, L.; Mccollum, J. Thermoplastic Coating of Carbon Fibers: Annual Report, 1988–1989; Sponsored by the National Aeronautics and Space Administration, Langley Research Center; Center for Advanced Engineering Fibers, Clemson University: Clemson, SC, USA, 1989; p. 1 v.
- Baucom, R.M.; Marchello, J.M. Powder towpreg process development. In Proceedings of the NASA Advanced Composites Technology Conference, Seattle, WA, USA, 29 October–1 November 1990; pp. 443–454. [Google Scholar]
- Bayha, T.D.; Osborne, P.P.; Thrasher, T.P.; Hartness, J.T.; Johnston, N.J.; Marchello, J.M.; Hugh, M.K. Processing, Properties and Applications of Composites Using Powder-Coated Epoxy Towpreg Technology. In Proceedings of the 4th NASA/DoD Advanced Composites Technology Conference, Salt Lake City, UT, USA, 7–11 June 1993. [Google Scholar]
- Ó Brádaigh, C.M.; Doyle, A.; Doyle, D.; Feerick, P.J. Electrically-Heated Ceramic Composite Tooling for Out-of-Autoclave Manufacturing of Large Composite Structures. SAMPE J. 2011, 47, 6–14. [Google Scholar] [CrossRef]
- Flanagan, T.; Maguire, J.; Ó Brádaigh, C.M.; Mayorga, P.; Doyle, A. Smart Affordable Composite Blades for Tidal Energy. In Proceedings of the 11th European Wave and Tidal Energy Conference, Nantes, France, 6–11 September 2015; pp. 1–8. [Google Scholar]
- Maguire, J.M.; Nayak, K.; Ó Brádaigh, C.M. Characterisation of epoxy powders for processing thick-section composite structures. Mater. Des. 2018, 139, 112–121. [Google Scholar] [CrossRef]
- Maguire, J.M.; Simacek, P.; Advani, S.G.; Ó Brádaigh, C.M. Novel epoxy powder for manufacturing thick-section composite parts under vacuum-bag-only conditions. Part I: Through-thickness process modelling. Compos. Part A Appl. Sci. Manuf. 2020, 136, 105969. [Google Scholar] [CrossRef]
- Maguire, J.M.; Nayak, K.; Ó Brádaigh, C.M. Novel epoxy powder for manufacturing thick-section composite parts under vacuum-bag-only conditions. Part II: Experimental validation and process investigations. Compos. Part A Appl. Sci. Manuf. 2020, 136, 105970. [Google Scholar] [CrossRef]
- Floreani, C.; Cuthill, F.; Steynor, J.; Maguire, J.; Niessink, M.; Di Noi, S.; Wittevrongel, L.; McCarthy, E.; Flanagan, T.; Ó Brádaigh, C.M. Testing of a 6m Hybrid Glass/Carbon Fibre Powder Epoxy Composite Wind Blade Demonstrator. In Proceedings of the SAMPE Europe 2020, Amsterdam, The Netherlands, 30 September–1 October 2020. [Google Scholar]
- Robert, C.; Pecur, T.; Maguire, J.M.; Lafferty, A.D.; McCarthy, E.D.; Ó Brádaigh, C.M. A novel powder-epoxy towpregging line for wind and tidal turbine blades. Compos. Part B Eng. 2020, 203, 108443. [Google Scholar] [CrossRef]
- Mamalis, D.; Flanagan, T.; Ó Brádaigh, C.M. Effect of fibre straightness and sizing in carbon fibre reinforced powder epoxy composites. Compos. Part A Appl. Sci. Manuf. 2018, 110, 93–105. [Google Scholar] [CrossRef]
- Mamalis, D.; Murray, J.J.; McClements, J.; Tsikritsis, D.; Koutsos, V.; McCarthy, E.D.; Ó Brádaigh, C.M. Novel carbon-fibre powder-epoxy composites: Interface phenomena and interlaminar fracture behaviour. Compos. Part B Eng. 2019, 174, 107012. [Google Scholar] [CrossRef]
- Blake, S.P.; Berube, K.A.; Lopez-Anido, R.A. Interlaminar fracture toughness of woven E-glass fabric composites. J. Compos. Mater. 2012, 46, 1583–1592. [Google Scholar] [CrossRef]
- SAERTEX®. U-C-603g/m2-1230mm Technical Datasheet; SAERTEX: Saerbeck, Germany, 2019. [Google Scholar]
- SAERTEX®. U-E-591g/m2-1200mm Technical Datasheet; SAERTEX: Saerbeck, Germany, 2019. [Google Scholar]
- BS EN ISO 527-1:2019, Plastics: Determination of Tensile Properties. General Principles; Standard; International Organization for Standardization: Geneva, Switzerland, 2019.
- Carlsson, L.A.; Adams, D.F.; Pipes, R.B. Experimental Characterization of Advanced Composite Materials; Taylor & Francis Group: Abingdon, UK, 2014; pp. 149–168. [Google Scholar]
- ASTM D6641/D6641M-16e1, Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials Using a Combined Loading Compression (CLC) Test Fixture; Standard; ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM D5528-13, Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites; Standard; ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D6671, Standard Test Method for Mixed Mode I-Mode II Interlaminar Fracture Toughness of Unidirectional Fiber Reinforced Polymer Matrix Composites; Standard; ASTM International: Philadelphia, PA, USA, 2001.
- Whitcomb, J.D. Analysis of Instability-Related Growth of a Through-Width Delamination; Tech. Memo 86301; NASA Langley Research Center: Hampton, VA, USA, 1984.
- Benzeggagh, M.; Kenane, M. Measurement of mixed-mode delamination fracture toughness of unidirectional glass/epoxy composites with mixed-mode bending apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- ASTM D3171-15, Standard Test Methods for Constituent Content of Composite Materials; Standard; ASTM International: West Conshohocken, PA, USA, 2015.
- Frassine, R.; Rink, M.; Pavan, A. Viscoelastic effects on the interlaminar fracture behaviour of thermoplastic matrix composites: II. Rate and temperature dependence in unidirectional PEEK/carbon-fibre laminates. Compos. Sci. Technol. 1996, 56, 1253–1260. [Google Scholar] [CrossRef]
- Alessi, S.; Pitarresi, G.; Spadaro, G. Effect of hydrothermal ageing on the thermal and delamination fracture behaviour of CFRP composites. Compos. Part B Eng. 2014, 67, 145–153. [Google Scholar] [CrossRef]
- ZOLTEK Corporation. ZoltekTM PX35 Uni-Directional Fabrics Technical Datasheet; ZOLTEK Corporation: Bridgeton, MO, USA, 2018. [Google Scholar]
- Icten, B.M.; Atas, C.; Aktas, M.; Karakuzu, R. Low temperature effect on impact response of quasi-isotropic glass/epoxy laminated plates. Compos. Struct. 2009, 91, 318–323. [Google Scholar] [CrossRef]
- Gopalakrishnan, M.; Muthu, S.; Subramanian, R.; Santhanakrishnan, R.; Karthigeyan, L. Tensile Properties Study of E-Glass/Epoxy Laminate and π/4 Quasi-Isotropic E-Glass/Epoxy Laminate. Polym. Polym. Compos. 2016, 24, 429–446. [Google Scholar] [CrossRef]
- Ennis, B.L.; Kelley, C.L.; Naughton, B.T.; Norris, B.; Das, S.; Lee, D.; Miller, D. Optimized Carbon Fiber Composites in Wind Turbine Blade Design; Sandia Report, SAND2019-14173; Sandia National Lab.: Albuquerque, NM, USA, 2019.
- Michno, M.J., Jr.; Shea, F.J. Tensile (Compressive) Properties of Glass-Epoxy Composites as a Function of Volume Fraction; Report AD-773 960; Monsanto Research Corporation: St. Louis, MO, USA, 1973.
- Zweben, C. Composites: Overview. In Encyclopedia of Condensed Matter Physics; Bassani, F., Liedl, G.L., Wyder, P., Eds.; Elsevier: Oxford, UK, 2005; pp. 192–208. [Google Scholar] [CrossRef]
- Argüelles, A.; Rocandio, C.; Rubiera, S.; Viña, I.; Viña, J. Influence of the Test Method on the Characterization of the Fatigue Delamination Behavior of a Composite Material under Mixed Mode I/II Fracture. Polymers 2019, 11, 1788. [Google Scholar] [CrossRef] [PubMed]
- Bonhomme, J.; Argüelles, A.; Viña, J.; Viña, I. Fractography and failure mechanisms in static mode I and mode II delamination testing of unidirectional carbon reinforced composites. Polym. Test. 2009, 28, 612–617. [Google Scholar] [CrossRef]
- Ducept, F.; Davies, P.; Gamby, D. Mixed mode failure criteria for a glass/epoxy composite and an adhesively bonded composite/composite joint. Int. J. Adhes. Adhes. 2000, 20, 233–244. [Google Scholar] [CrossRef]
- Ghadami, F.; Dadfar, M.; Zeraati, A.S. Mixed mode I/II delamination analysis of rubber-modified glass-reinforced epoxy composites. J. Reinf. Plast. Compos. 2014, 33, 1634–1643. [Google Scholar] [CrossRef]
- Shokrieh, M.; Zeinedini, A.; Ghoreishi, S. On the mixed mode I/II delamination R-curve of E-glass/epoxy laminated composites. Compos. Struct. 2017, 171, 19–31. [Google Scholar] [CrossRef]
- Reeder, J. An Evaluation of Mixed-Mode Delamination Failure Criteria; NASA-TM-104210; Langley Research Center: Hampton, VA, USA, 1992.
- Le Guen-Geffroy, A.; Davies, P.; Le Gac, P.Y.; Habert, B. Influence of Seawater Ageing on Fracture of Carbon Fiber Reinforced Epoxy Composites for Ocean Engineering. Oceans 2020, 1, 198–214. [Google Scholar] [CrossRef]
- Pereira, A.; de Morais, A. Mixed mode I+II interlaminar fracture of carbon/epoxy laminates. Compos. Part A Appl. Sci. Manuf. 2008, 39, 322–333. [Google Scholar] [CrossRef]
- LeBlanc, L.R.; LaPlante, G. Experimental investigation and finite element modeling of mixed-mode delamination in a moisture-exposed carbon/epoxy composite. Compos. Part A Appl. Sci. Manuf. 2016, 81, 202–213. [Google Scholar] [CrossRef]
- O’Brien, T.K. Composite Interlaminar Shear Fracture Toughness, GIIc: Shear Measurement or Sheer Myth? In Composite Materials: Fatigue and Fracture: 7th Volume; ASTM International: West Conshohocken, PA, USA, 1998; pp. 3–18. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| GFRP | CFRP | |||||
|---|---|---|---|---|---|---|
| Property | Result | Standard Deviation | COV | Result | Standard Deviation | COV |
| Longitudinal Modulus E (GPa) | 39.4 | 0.65 | 1.6% | 123.0 | 6.7 | 5.4% |
| Longitudinal Strength (MPa) | 993 | 37 | 3.7% | 1492 | 205 | 13.7% |
| Transverse Modulus E (GPa) | 13.7 | 0.77 | 5.6% | 8.47 | 0.37 | 4.4% |
| Transverse Strength (MPa) | 98.0 | 5.3 | 5.4% | 31.5 | 1.9 | 6.0% |
| Shear Modulus G (GPa) | 3.91 | 0.33 | 8.4% | 4.30 | 0.67 | 15.6% |
| Shear Strength (MPa) | 71.6 | 2.6 | 3.6% | 64.2 | 1.2 | 1.9% |
| Poisson’s Ratio v | 0.29 | 0.093 | 32.1% | 0.36 | 0.086 | 23.9% |
| GFRP | CFRP | |||||
|---|---|---|---|---|---|---|
| Property | Result | Standard Deviation | COV | Result | Standard Deviation | COV |
| Longitudinal Modulus E (GPa) | 37.8 | 4.2 | 11.1% | 101.1 | 13.5 | 13.4% |
| Longitudinal Strength (MPa) | 518 | 53 | 10.2% | 618 | 79 | 12.8% |
| Transverse Modulus E (GPa) | 13.4 | 2.28 | 17.0% | 6.73 | 1.96 | 29.1% |
| Transverse Strength (MPa) | 167 | 7.3 | 4.4% | 130 | 5.9 | 4.5% |
| Initiation | Propagation | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| NL | 5% Compliance | Mean R-Curve | |||||||
| Mean (J/m) | STD (J/m) | COV(%) | Mean (J/m) | STD (J/m) | COV(%) | Mean (J/m) | STD (J/m) | COV(%) | |
| GFRP | 1377 | 103 | 7.5 | 1643 | 112 | 6.8 | 2048 | 268 | 13.1 |
| CFRP | 851 | 74 | 8.7 | 1070 | 142 | 13.3 | 1684 | 71 | 4.2 |
| 25% Mode II | 50% Mode II | 75% Mode II | |
|---|---|---|---|
| Lever Length CFRP (mm) | 94.2 | 50.8 | 35.3 |
| Lever Length GFRP (mm) | 96.3 | 51.4 | 35.5 |
| Initiation | Propagation | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| NL | 5% Compliance | Mean R-Curve | |||||||
| Mean (J/m) | STD (J/m) | COV (%) | Mean (J/m) | STD (J/m) | COV (%) | Mean (J/m) | STD (J/m) | COV (%) | |
| 25% Mode II | 1024 | 186 | 18.2 | 1529 | 192 | 12.5 | 2164 | 190 | 8.8 |
| 50% Mode II | 1443 | 198 | 13.7 | 1976 | 150 | 7.6 | 2418 | 140 | 5.8 |
| 75% Mode II | 2059 | 573 | 27.8 | 2562 | 187 | 7.3 | 3241 | 367 | 11.3 |
| Initiation | Propagation | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| NL | 5% Compliance | Mean R-Curve | |||||||
| Mean (J/m) | STD (J/m) | COV (%) | Mean (J/m) | STD (J/m) | COV (%) | Mean (J/m) | STD (J/m) | COV (%) | |
| 25% Mode II | 1499 | 125 | 8.4 | 1619 | 133 | 8.2 | 1792 | 186 | 10.4 |
| 50% Mode II | 2132 | 143 | 6.7 | 2728 | 390 | 14.3 | 3374 | 427 | 12.7 |
| 75% Mode II | 3118 | 215 | 6.9 | 4555 | 319 | 7.0 | 5151 | 404 | 7.8 |
| Material | ||||||
|---|---|---|---|---|---|---|
| GFRP | UD GF/Epoxy with 5% 90° Fibres [32] | Mode Ratio | 0% | 28% | 53% | 72% |
| Initiation SERR (J/m) | 118 | 340 | 580 | 1034 | ||
| UD GF/Epoxy hand layup [44] | Mode Ratio | 0% | 23% | 47% | 75% | |
| Initiation SERR (J/m) | 300 | 480 | 680 | 950 | ||
| UD GF/rubber toughened epoxy [45] | Mode Ratio | 0% | 27% | 44% | ||
| Initiation SERR (J/m) | 440 | 473 | 743 | |||
| UD GF/MWCNT toughened epoxy [46] | Mode Ratio | 0% | 33% | 50% | 67% | |
| Initiation SERR (J/m) | 235 | 666 | 719 | 1150 | ||
| UD GF/Powder Epoxy with 9.1% 90° Fibres and 2.9% Stitching | Mode Ratio | 0% | 25% | 50% | 75% | |
| Initiation SERR (J/m) | 1377 | 1499 | 2132 | 3118 | ||
| CFRP | UD CF IM7/977-2 toughened epoxy [47] | Mode Ratio | 0% | 25% | 50% | 75% |
| Initiation SERR (J/m) | 310 | 420 | 840 | 1280 | ||
| UD T700/SR8100 with 2.2% 90° Fibres [48] | Mode Ratio | 0% | 25% | 50% | 75% | |
| Initiation SERR (J/m) | 281 | 348 | 544 | 581 | ||
| UD T300/toughened epoxy prepreg (HS160) [49] | Mode Ratio | 0% | 28% | 55% | 85% | |
| Initiation SERR (J/m) | 250 | 350 | 510 | 710 | ||
| YTEC G40-800/5276-1 UD prepreg [50] | Mode Ratio | 0% | 25% | 50% | 75% | |
| Initiation SERR (J/m) | 320 | 404 | 721 | 1143 | ||
| UD CF/Powder Epoxy with 2.6% ±60° Fibres and 1.0% Stitching | Mode Ratio | 0% | 25% | 50% | 75% | |
| Initiation SERR (J/m) | 851 | 1024 | 1443 | 2059 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Floreani, C.; Robert, C.; Alam, P.; Davies, P.; Ó Brádaigh, C.M. Mixed-Mode Interlaminar Fracture Toughness of Glass and Carbon Fibre Powder Epoxy Composites—For Design of Wind and Tidal Turbine Blades. Materials 2021, 14, 2103. https://doi.org/10.3390/ma14092103
Floreani C, Robert C, Alam P, Davies P, Ó Brádaigh CM. Mixed-Mode Interlaminar Fracture Toughness of Glass and Carbon Fibre Powder Epoxy Composites—For Design of Wind and Tidal Turbine Blades. Materials. 2021; 14(9):2103. https://doi.org/10.3390/ma14092103
Chicago/Turabian StyleFloreani, Christophe, Colin Robert, Parvez Alam, Peter Davies, and Conchúr M. Ó Brádaigh. 2021. "Mixed-Mode Interlaminar Fracture Toughness of Glass and Carbon Fibre Powder Epoxy Composites—For Design of Wind and Tidal Turbine Blades" Materials 14, no. 9: 2103. https://doi.org/10.3390/ma14092103
APA StyleFloreani, C., Robert, C., Alam, P., Davies, P., & Ó Brádaigh, C. M. (2021). Mixed-Mode Interlaminar Fracture Toughness of Glass and Carbon Fibre Powder Epoxy Composites—For Design of Wind and Tidal Turbine Blades. Materials, 14(9), 2103. https://doi.org/10.3390/ma14092103