
Assessment of the Dimensional and Geometric Precision of Micro-Details Produced by Material Jetting



Abstract
:1. Introduction
Background
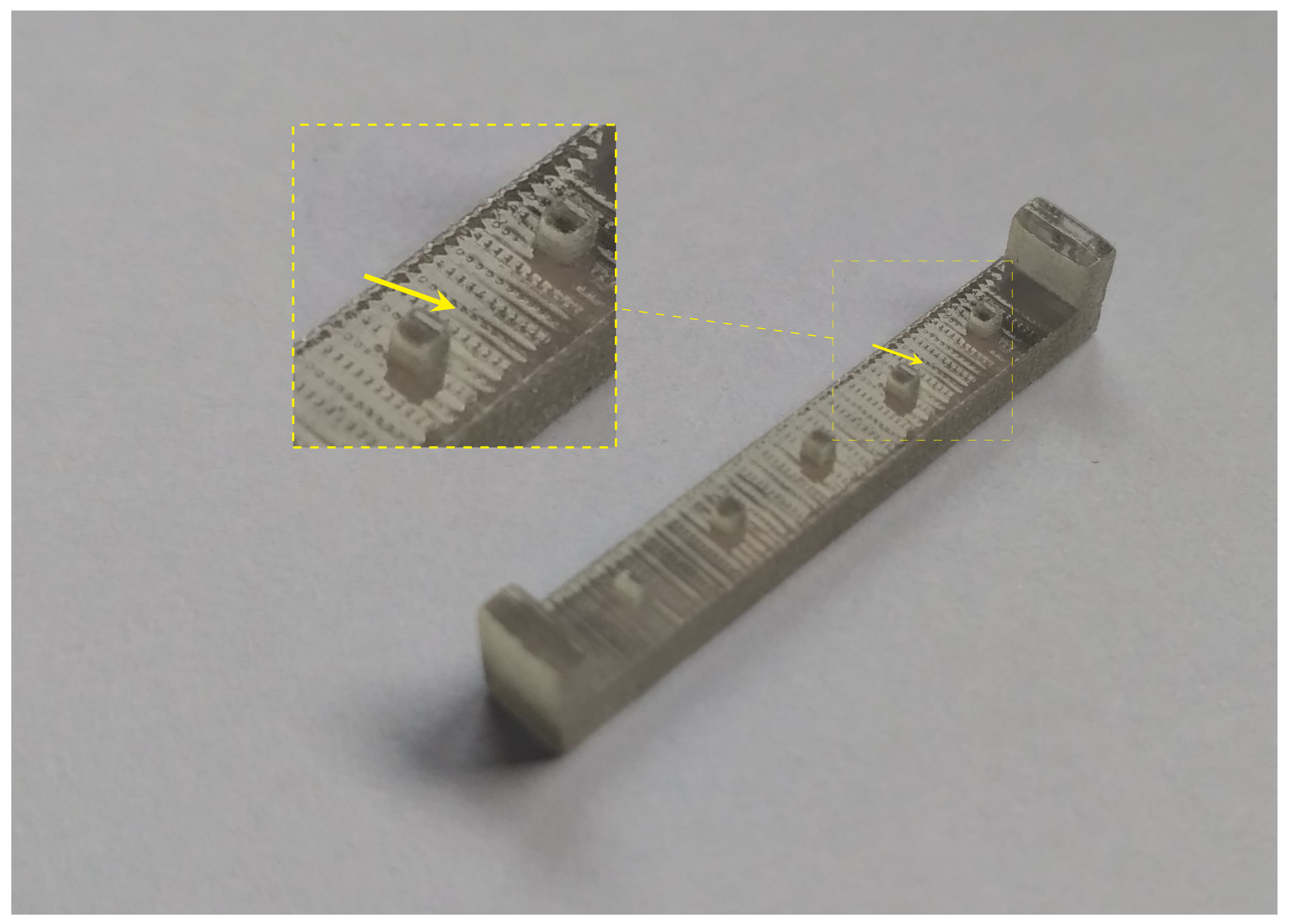
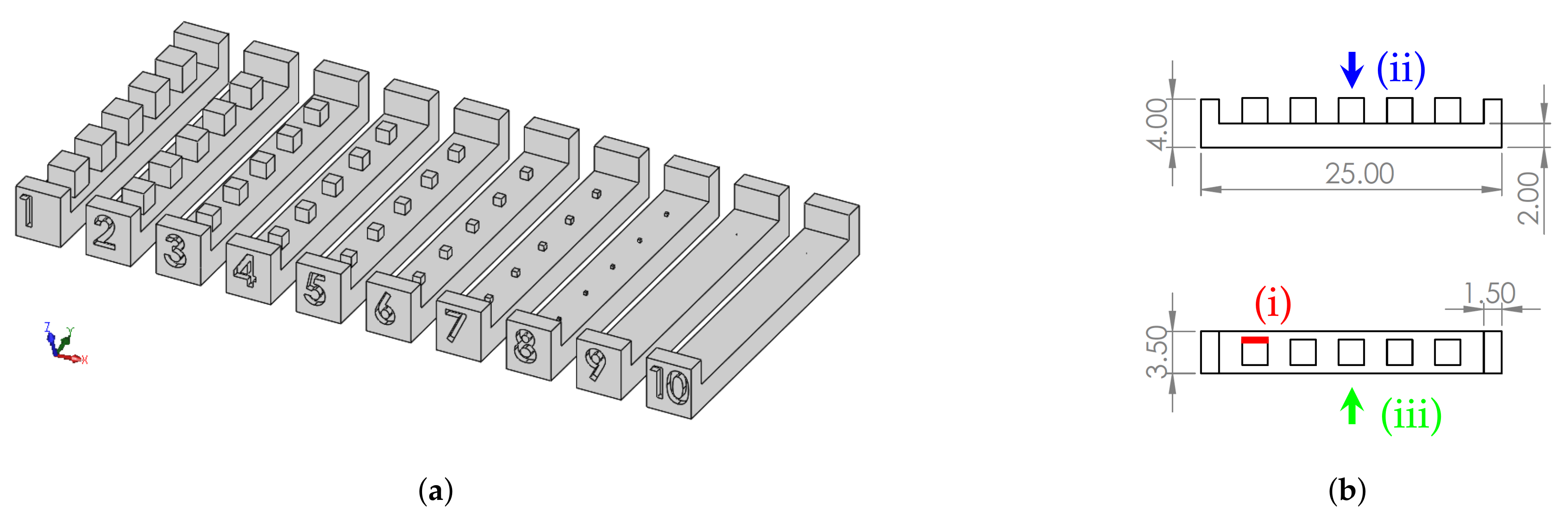
2. Materials and Methods
Optical Image Acquisition and Analysis
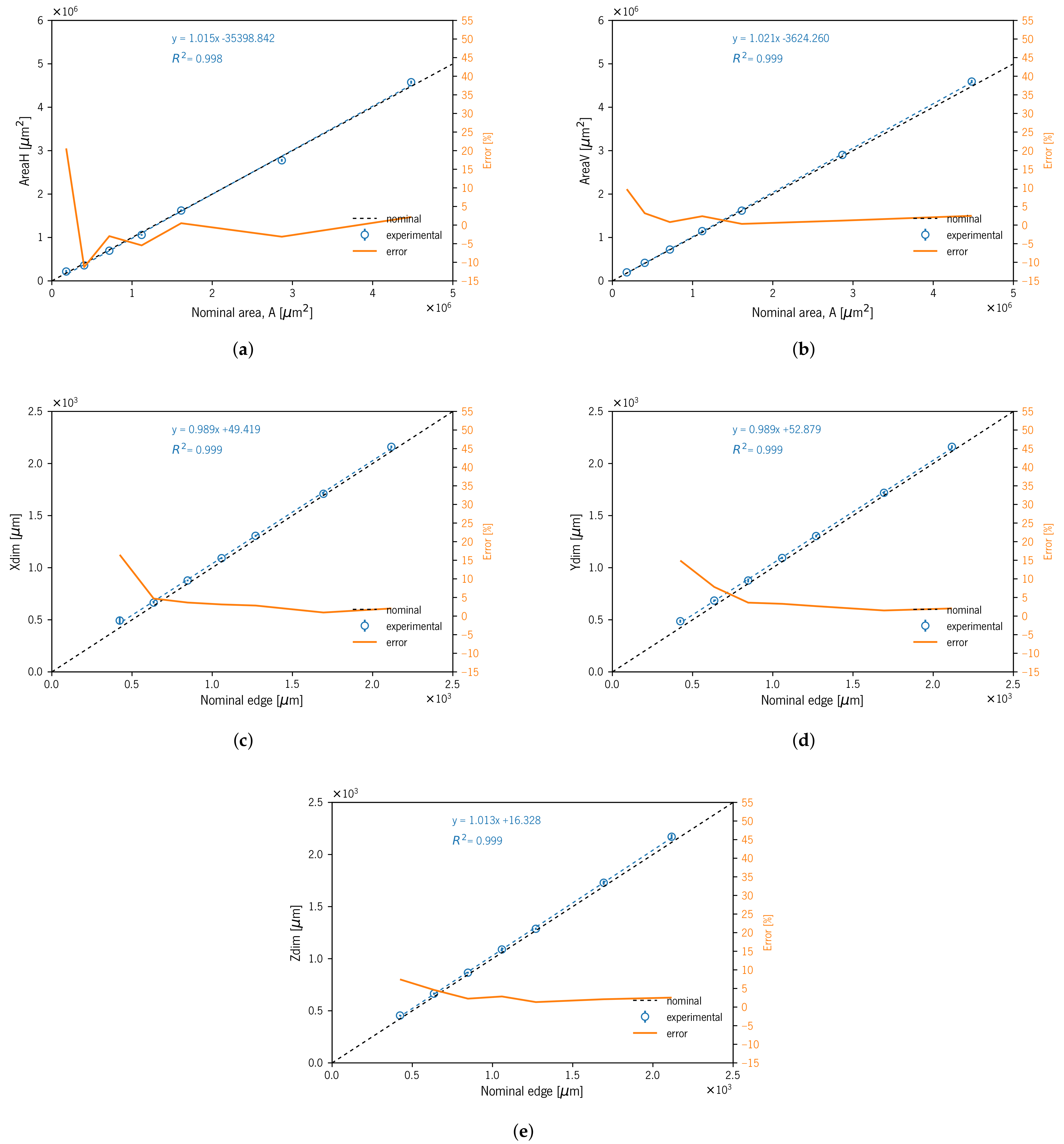
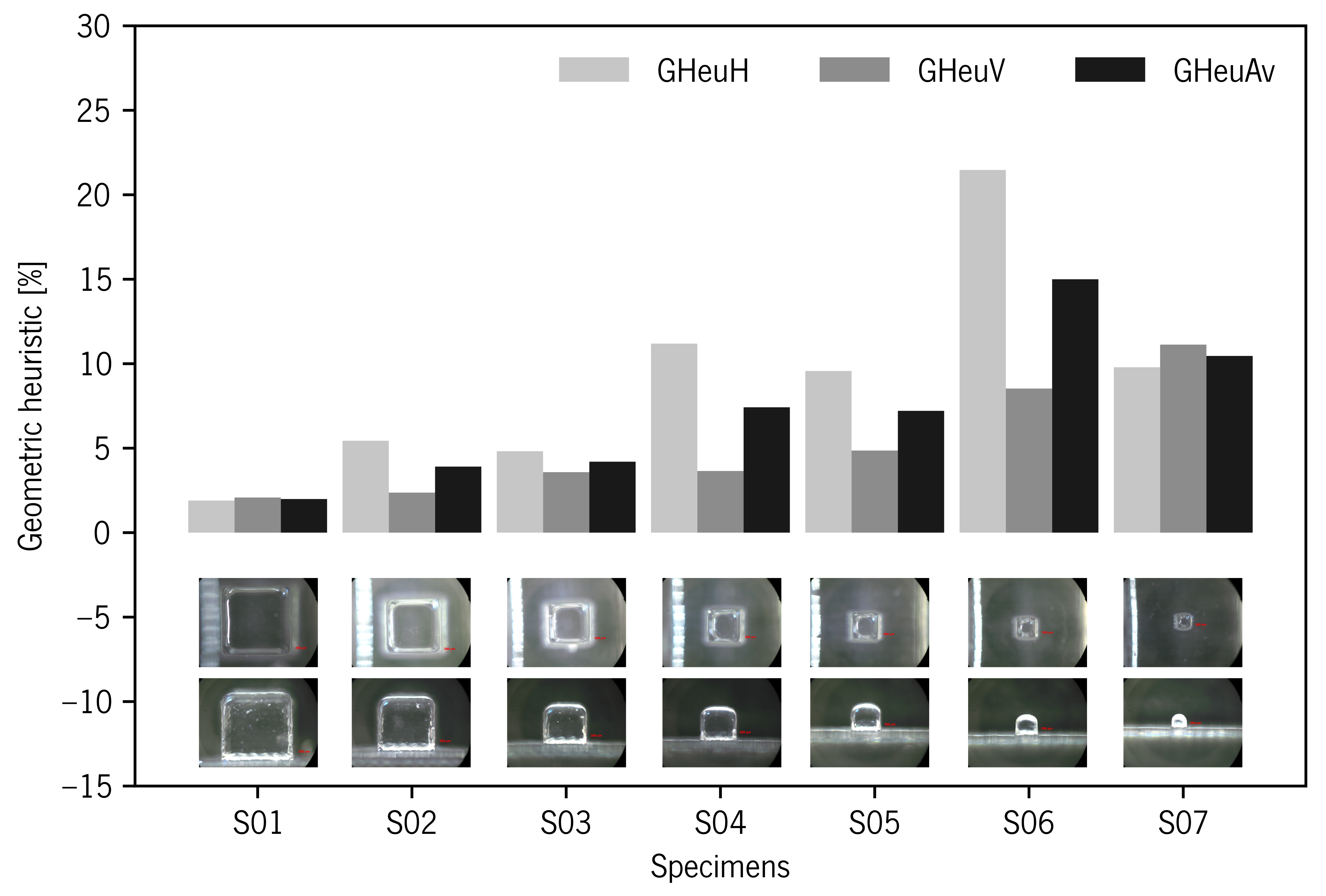
3. Results and Discussion
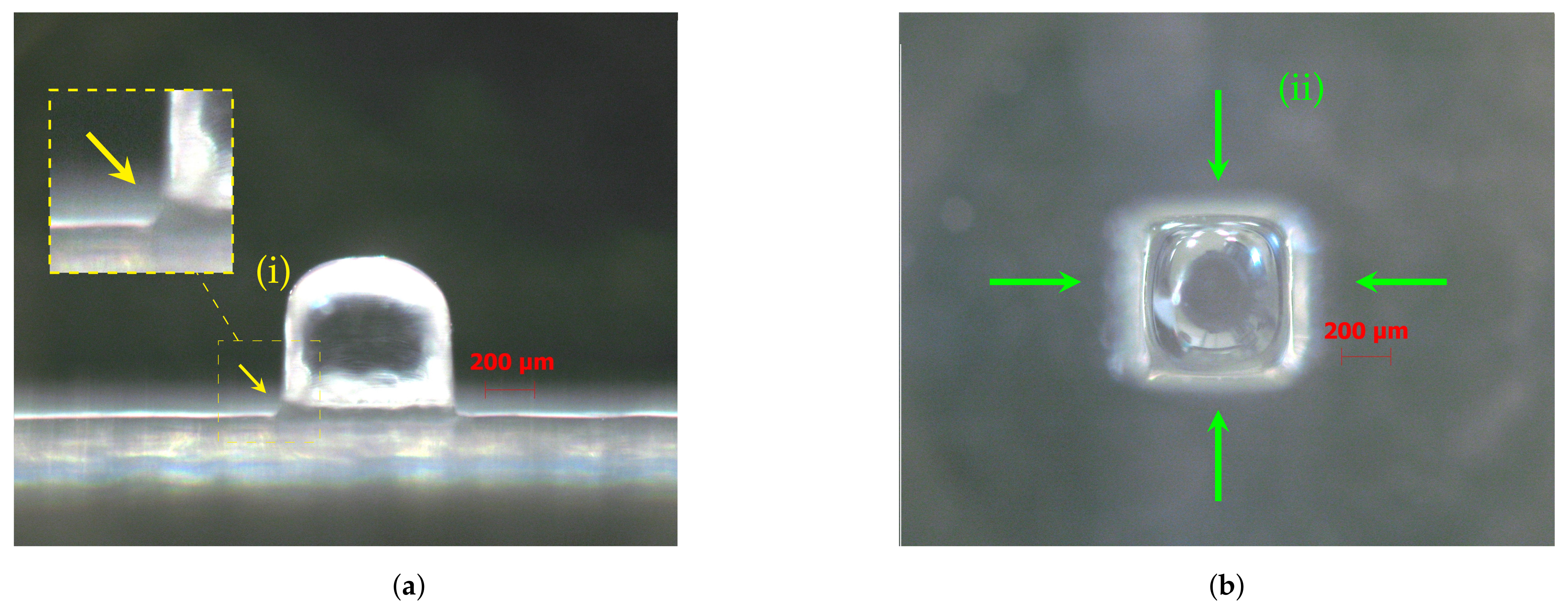
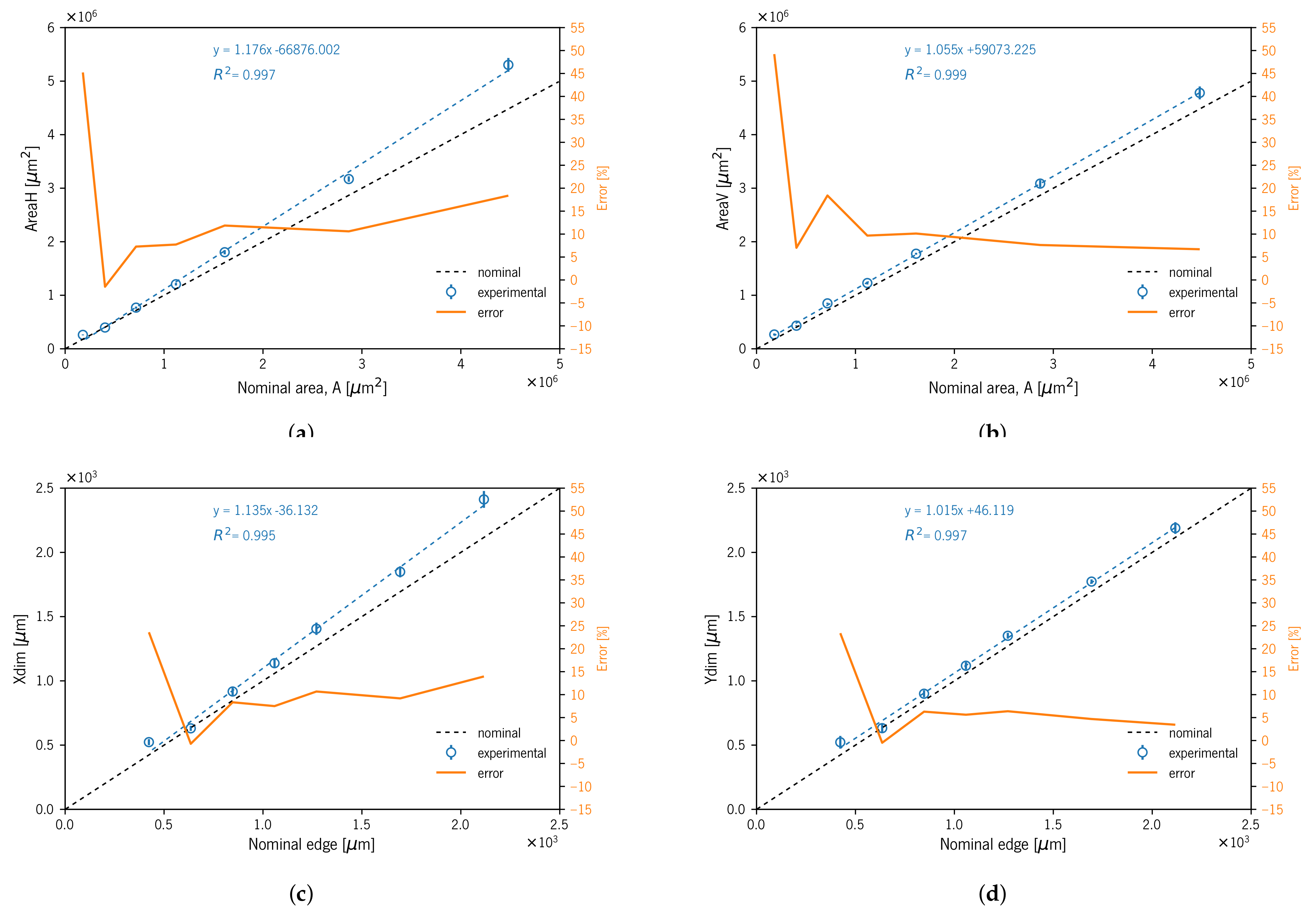
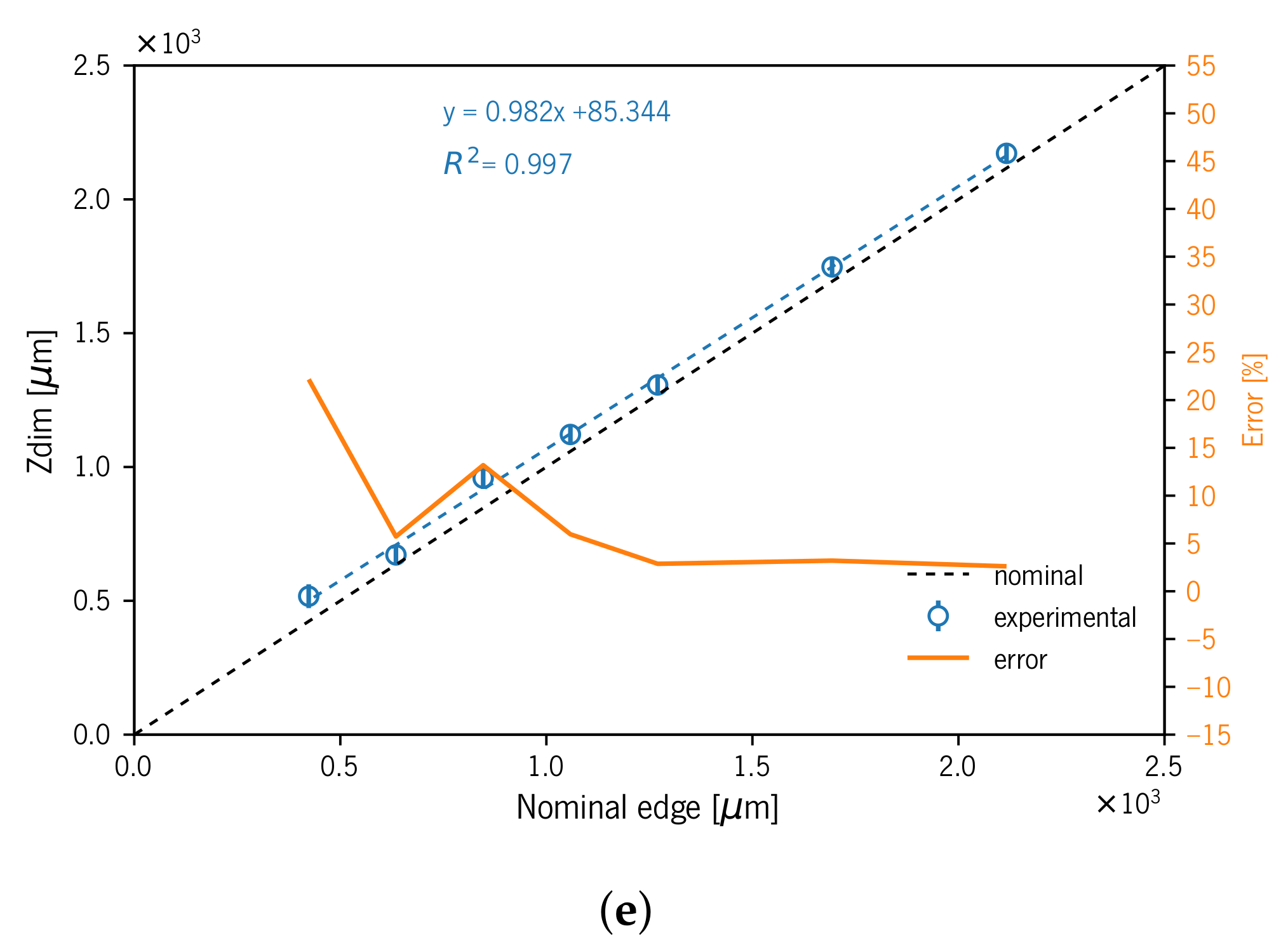
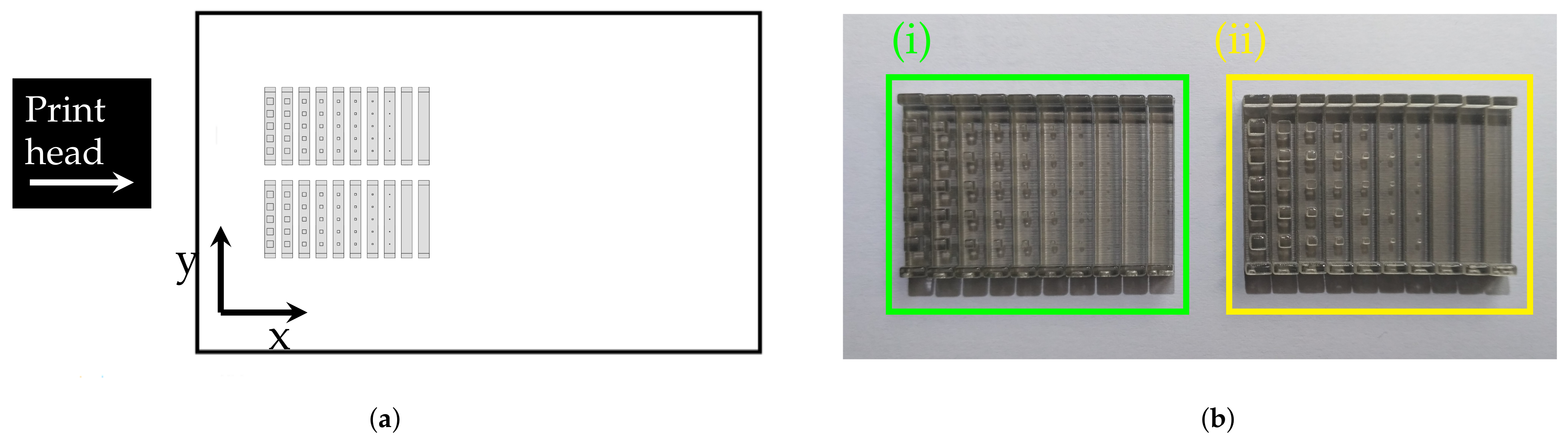
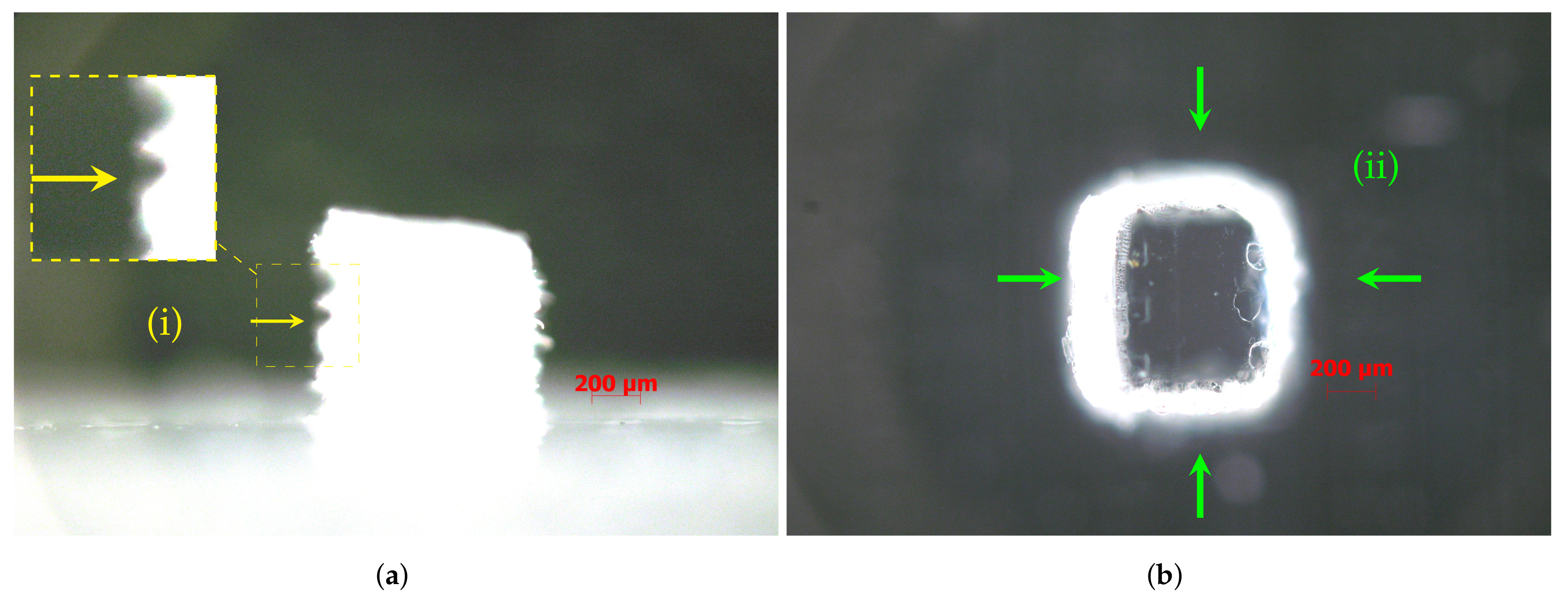
3.1. Specimens Produced without Support Material
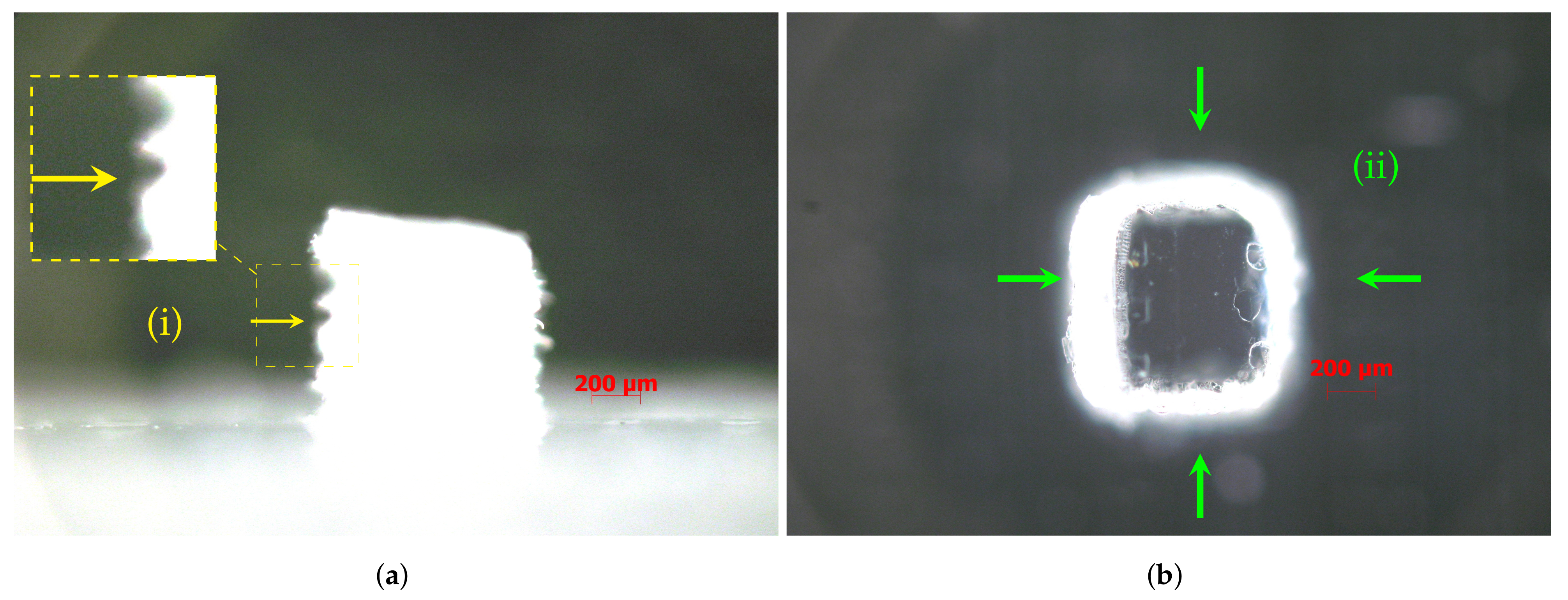
3.2. Specimens Produced with Support Material
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| mDs | micro-Details |
| MJ | Material Jetting |
| TO | Topology Optimization |
| ST | Sample Test |
| AM | micro-Additive Manufacturing |
| DM | Digital Material |
| HQ | High Quality |
| HS | High Speed |
| UV | Ultraviolet Light |
| SUP705, SUP706 | Support material |
| dpi | dots per inch |
| CAD | Computer-Aided Design |
| SXX | Specimens produced without support material |
| SXXS | Specimens produced with Support material |
| XDim | Dimension according to the xxaxis |
| YDim | Dimension according to the yyaxis |
| ZDim | Dimension according to the zzaxis |
| AreaH | Projected xy Area plane (Horizontal plane) |
| AreaV | Projected yz Area plane (Vertical plane) |
| SD | Standard Deviation |
| Re% | Relative error percentage |
| GHeuH | Geometric Heuristic (Horizontal plane projected area) |
| GHeuV | Geometric Heuristic (Vertical plane projected area) |
References
- André, J.C. From Additive Manufacturing to 3D/4D Printing. 1, From Concepts to Achievements; Systems and Industrial Engineering-Robotics Series; ISTE: Hoboken, NJ, USA, 2017. [Google Scholar] [CrossRef]
- Khoo, Z.X.; Teoh, J.E.M.; Liu, Y.; Chua, C.K.; Yang, S.; An, J.; Leong, K.F.; Yeong, W.Y. 3D printing of smart materials: A review on recent progresses in 4D printing. Virtual Phys. Prototyp. 2015, 10, 103–122. [Google Scholar] [CrossRef]
- Watts, D.M.; Hague, R.J.M. Exploiting the design freedom of RM. In Proceedings of the 17th Solid Freeform Fabrication Symposium (SFF 2006), Austin, TX, USA, 14–16 August 2006; pp. 656–667. [Google Scholar]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Adam, G.A.O.; Zimmer, D. Design for Additive Manufacturing—Element transitions and aggregated structures. CIRP J. Manuf. Sci. Technol. 2014, 7, 20–28. [Google Scholar] [CrossRef]
- Daynes, S.; Weaver, P.M. Review of shape-morphing automobile structures: Concepts and outlook. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2013, 227, 1603–1622. [Google Scholar] [CrossRef]
- Fleck, N.A.; Deshpande, V.S.; Ashby, M.F. Micro-architectured materials: Past, present and future. Proc. R. Soc. Lond. A Math. Phys. Eng. Sci. 2010, 466, 2495–2516. [Google Scholar] [CrossRef]
- Yap, Y.L.; Wang, C.; Sing, S.L.; Dikshit, V.; Yeong, W.Y.; Wei, J. Material jetting additive manufacturing: An experimental study using designed metrological benchmarks. Precis. Eng. 2017, 50, 275–285. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Lifton, V.A.; Lifton, G.; Simon, S. Options for additive rapid prototyping methods (3D printing) in MEMS technology. Rapid Prototyp. J. 2014, 20, 403–412. [Google Scholar] [CrossRef]
- Liu, W.; Li, L.; Kochhar, A.K. A method for assessing geometrical errors in layered manufacturing. Part 1: Error interaction and transfer mechanisms. Int. J. Adv. Manuf. Technol. 1998, 14, 637–643. [Google Scholar] [CrossRef]
- Chen, C.T. Inkjet Printing of Microcomponents: Theory, Design, Characteristics and Applications. In Features of Liquid Crystal Display Materials and Processes; Kamanina, N.V., Ed.; IntechOpen: Rijeka, Croatia, 2011; Chapter 3. [Google Scholar] [CrossRef] [Green Version]
- DeGans, B.J.; Duineveld, P.; Schubert, U. Inkjet Printing of Polymers: State of the Art and Future Developments. Adv. Mater. 2004, 16, 203–213. [Google Scholar] [CrossRef]
- Alomari, M.; Mohamed, F.H.; Basit, A.W.; Gaisford, S. Personalised dosing: Printing a dose of one’s own medicine. Int. J. Pharm. 2015, 494, 568–577. [Google Scholar] [CrossRef]
- Clark, E.A.; Alexander, M.R.; Irvine, D.J.; Roberts, C.J.; Wallace, M.J.; Sharpe, S.; Yoo, J.; Hague, R.J.M.; Tuck, C.J.; Wildman, R.D. 3D printing of tablets using inkjet with UV photoinitiation. Int. J. Pharm. 2017, 529, 523–530. [Google Scholar] [CrossRef]
- Egan, P.F.; Bauer, I.; Shea, K.; Ferguson, S.J. Integrative Design, Build, Test Approach for Biomedical Devices With Lattice Structures. In 30th International Conference on Design Theory and Methodology; American Society of Mechanical Engineers: New York City, NY, USA, 2018; Volume 7. [Google Scholar] [CrossRef]
- Lee, J.M.; Zhang, M.; Yeong, W.Y. Characterization and evaluation of 3D printed microfluidic chip for cell processing. Microfluid. Nanofluid. 2016, 20. [Google Scholar] [CrossRef]
- Gao, M.; Li, L.; Song, Y. Inkjet printing wearable electronic devices. J. Mater. Chem. C 2017, 5, 2971–2993. [Google Scholar] [CrossRef]
- Singh, R.; Singh, E.; Nalwa, H.S. Inkjet printed nanomaterial based flexible radio frequency identification (RFID) tag sensors for the internet of nano things. RSC Adv. 2017, 7, 48597–48630. [Google Scholar] [CrossRef] [Green Version]
- Hu, G.; Albrow-Owen, T.; Jin, X.; Ali, A.; Hu, Y.; Howe, R.C.T.; Shehzad, K.; Yang, Z.; Zhu, X.; Woodward, R.I.; et al. Black phosphorus ink formulation for inkjet printing of optoelectronics and photonics. Nat. Commun. 2017, 8. [Google Scholar] [CrossRef]
- Lessing, J.; Glavan, A.C.; Walker, S.B.; Keplinger, C.; Lewis, J.A.; Whitesides, G.M. InkjetPrinting of Conductive Inks with High Lateral Resolution on Omniphobic “RFPaper” for Paper-Based Electronics and MEMS. Adv. Mater. 2014, 26, 4677–4682. [Google Scholar] [CrossRef] [Green Version]
- Stratasys. Objet500 User Guide; Stratasys Ltd.: Edina, MN, USA, 2018; Available online: https://www.stratasys.com/ (accessed on 16 March 2020).
- Hiller, J.; Lipson, H. Design and analysis of digital materials for physical 3D voxel printing. Rapid Prototyp. J. 2009, 15, 137–149. [Google Scholar] [CrossRef]
- Moroni, G.; Petrò, S.; Polini, W. Geometrical product specification and verification in additive manufacturing. CIRP Ann. 2017, 66, 157–160. [Google Scholar] [CrossRef]
- Bendsøe, M.P.; Kikuchi, N. Generating optimal topologies in structural design using a homogenization method. Comput. Methods Appl. Mech. Eng. 1988, 71, 197–224. [Google Scholar] [CrossRef]
- Allaire, G. Homogenization. In Applied Mathematical Sciences; Springer: New York, NY, USA, 2002; pp. 1–89. [Google Scholar] [CrossRef]
- Xie, Y.M.; Steven, G.P. A simple evolutionary procedure for structural optimization. Comput. Struct. 1993, 49, 885–896. [Google Scholar] [CrossRef]
- Xie, Y.M.; Steven, G.P. Basic Evolutionary Structural Optimization. In Evolutionary Structural Optimization; Springer: London, UK, 1997; pp. 12–29. [Google Scholar] [CrossRef]
- Huang, X.; Xie, Y.M. Convergent and mesh-independent solutions for the bi-directional evolutionary structural optimization method. Finite Elem. Anal. Des. 2007, 43, 1039–1049. [Google Scholar] [CrossRef]
- Huang, X.; Xie, Y.M. Bi-directional evolutionary topology optimization of continuum structures with one or multiple materials. Comput. Mech. 2008, 43, 393–401. [Google Scholar] [CrossRef]
- Hussein, M.I.; Hamza, K.; Hulbert, G.M.; Scott, R.A.; Saitou, K. Multiobjective evolutionary optimization of periodic layered materials for desired wave dispersion characteristics. Struct. Multidiscip. Optim. 2005, 31, 60–75. [Google Scholar] [CrossRef] [Green Version]
- Bruck, H.A.; Gilat, R.; Aboudi, J.; Gershon, A.L. A new approach for optimizing the mechanical behavior of porous microstructures for porous materials by design. Model. Simul. Mater. Sci. Eng. 2007, 15, 653–674. [Google Scholar] [CrossRef]
- Osher, S.; Sethian, J.A. Fronts propagating with curvature-dependent speed: Algorithms based on Hamilton-Jacobi formulations. J. Comput. Phys. 1988, 79, 12–49. [Google Scholar] [CrossRef] [Green Version]
- Allaire, G.; Jouve, F.; Toader, A.M. Structural optimization using sensitivity analysis and a level-set method. J. Comput. Phys. 2004, 194, 363–393. [Google Scholar] [CrossRef] [Green Version]
- Bendsøe, M.P.; Sigmund, O. Material interpolation schemes in topology optimization. Arch. Appl. Mech. Ing. Arch. 1999, 69, 635–654. [Google Scholar] [CrossRef]
- Stankovic, T.; Mueller, J.; Egan, P.; Shea, K. A Generalized Optimality Criteria Method for Optimization of Additively Manufactured Multimaterial Lattice Structures. J. Mech. Des. 2015, 137, 111405. [Google Scholar] [CrossRef] [Green Version]
- Gladman, A.S.; Matsumoto, E.A.; Nuzzo, R.G.; Mahadevan, L.; Lewis, J.A. Biomimetic 4D printing. Nat. Mater. 2016, 15, 413–418. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, J.; Luo, Z.; Brown, T.; Zhang, N. Level-set topology optimization for multimaterial and multifunctional mechanical metamaterials. Eng. Optim. 2017, 49, 22–42. [Google Scholar] [CrossRef]
- Thompson, M.K.; Mischkot, M. Design of Test Parts to Characterize Micro Additive Manufacturing Processes. Procedia CIRP 2015, 34, 223–228. [Google Scholar] [CrossRef] [Green Version]
- Stratasys. Polyjet Materials Data Sheet; Stratasys Ltd.: Edina, MN, USA, 2018; Available online: https://www.stratasys.com/ (accessed on 9 September 2020).
- Kazmer, D. Three-Dimensional Printing of Plastics. In Applied Plastics Engineering Handbook; Kutz, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 617–634. [Google Scholar] [CrossRef]
- Fuller, S.B.; Wilhelm, E.J.; Jacobson, J.M. Ink-jet printed nanoparticle microelectromechanical systems. J. Microelectromech. Syst. 2002, 11, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Park, J.; Kim, B.; Kim, S.Y.; Hwang, J. Prediction of drop-on-demand (DOD) pattern size in pulse voltage-applied electrohydrodynamic (EHD) jet printing of Ag colloid ink. Appl. Phys. A 2014, 117, 2225–2234. [Google Scholar] [CrossRef]
- Schiaffino, S.; Sonin, A.A. Formation and stability of liquid and molten beads on a solid surface. J. Fluid Mech. 1997, 343, 95–110. [Google Scholar] [CrossRef]
- Stringer, J.; Derby, B. Limits to feature size and resolution in ink jet printing. J. Eur. Ceram. Soc. 2009, 29, 913–918. [Google Scholar] [CrossRef]
- Barclift, M.W.; Williams, C.B. Examining variability in the mechanical properties of parts manufactured via polyjet direct 3D printing. In International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2012; pp. 6–8. [Google Scholar]
- Cazón, A.; Morer, P.; Matey, L. PolyJet technology for product prototyping: Tensile strength and surface roughness properties. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1664–1675. [Google Scholar] [CrossRef]
- Mueller, J.; Shea, K. The effect of build orientation on the mechanical properties in inkjet 3D-printing. In International Solid Freeform Fabrication (SFF) Symposium; University of Texas at Austin: Austin, TX, USA, 2015; pp. 983–992. [Google Scholar]
- Kesy, A.; Kotlinski, J. Mechanical properties of parts produced by using polymer jetting technology. Arch. Civ. Mech. Eng. 2010, 10, 37–50. [Google Scholar] [CrossRef]
- Salcedo, E.; Baek, D.; Berndt, A.; Ryu, J.E. Simulation and validation of three dimension functionally graded materials by material jetting. Addit. Manuf. 2018, 22, 351–359. [Google Scholar] [CrossRef] [Green Version]
- Blanco, D.; Fernandez, P.; Noriega, A. Nonisotropic experimental characterization of the relaxation modulus for PolyJet manufactured parts. J. Mater. Res. 2014, 29, 1876–1882. [Google Scholar] [CrossRef]
- Mueller, J.; Shea, K.; Daraio, C. Mechanical properties of parts fabricated with inkjet 3D printing through efficient experimental design. Mater. Design 2015, 86, 902–912. [Google Scholar] [CrossRef]
- Reichl, K.K.; Inman, D.J. Dynamic Modulus Properties of Objet Connex 3D Printer Digital Materials. In Topics in Modal Analysis Testing; Springer International Publishing: Berlin/Heidelberg, Germany, 2016; Volume 10, pp. 191–198. [Google Scholar] [CrossRef]
- Cooke, A.L.; Soons, J.A. Variability in the geometric accuracy of additively manufactured test parts. In Proceedings of the Twenty-First Annual International Solid Freeform Fabrication (SFF) Symposium-An Additive Manufacturing Conference, SFF 2010, Austin, TX, USA, 9–11 August 2010; pp. 1–12. [Google Scholar]
- Moylan, S.; Slotwinski, J.; Cooke, A.; Jurrens, K.; Donmez, M.A. An Additive Manufacturing Test Artifact. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 429–459. [Google Scholar] [CrossRef]
- Childs, T.H.C.; Juster, N.P. Linear and Geometric Accuracies from Layer Manufacturing. CIRP Ann. 1994, 43, 163–166. [Google Scholar] [CrossRef]
- Fahad, M.; Hopkinson, N. A new benchmarking part for evaluating the accuracy and repeatability of Additive Manufacturing (AM) processes. In Proceedings of the 2nd International Conference on Mechanical, Production and Automobile Engineering (ICMPAE 2012), Singapore, 28–29 April 2012; pp. 234–238. [Google Scholar]
- Kim, G.D.; Oh, Y.T. A benchmark study on rapid prototyping processes and machines: Quantitative comparisons of mechanical properties, accuracy, roughness, speed, and material cost. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 201–215. [Google Scholar] [CrossRef]
- Ippolito, R.; Iuliano, L.; Gatto, A. Benchmarking of Rapid Prototyping Techniques in Terms of Dimensional Accuracy and Surface Finish. CIRP Ann. 1995, 44, 157–160. [Google Scholar] [CrossRef]
- Braian, M.; Jönsson, D.; Kevci, M.; Wennerberg, A. Geometrical accuracy of metallic objects produced with additive or subtractive manufacturing: A comparative in vitro study. Dent. Mater. 2018, 34, 978–993. [Google Scholar] [CrossRef]
- Dantan, J.Y.; Huang, Z.; Goka, E.; Homri, L.; Etienne, A.; Bonnet, N.; Rivette, M. Geometrical variations management for additive manufactured product. CIRP Ann. 2017, 66, 161–164. [Google Scholar] [CrossRef] [Green Version]
- Kitsakis, K.; Kechagias, J.; Vaxevanidis, N.; Giagkopoulos, D. Tolerance Assesment of Polyjet Direct 3D Printing Process Employing the IT Grade Approach. Acad. J. Manuf. Eng. 2016, 14, 62–68. [Google Scholar]
- Masood, S.H.; Rattanawong, W. A Generic Part Orientation System Based on Volumetric Error in Rapid Prototyping. Int. J. Adv. Manuf. Technol. 2002, 19, 209–216. [Google Scholar] [CrossRef]
- Singh, R. Process capability study of polyjet printing for plastic components. J. Mech. Sci. Technol. 2011, 25, 1011–1015. [Google Scholar] [CrossRef]
- Ameta, G.; Lipman, R.; Moylan, S.; Witherell, P. Investigating the role of geometric dimensioning and tolerancing in additive manufacturing. J. Mech. Des. 2015, 137. [Google Scholar] [CrossRef] [Green Version]
- Bonyár, A.; Sántha, H.; Varga, M.; Ring, B.; Vitéz, A.; Harsányi, G. Characterization of rapid PDMS casting technique utilizing molding forms fabricated by 3D rapid prototyping technology (RPT). Int. J. Mater. Form. 2014, 7, 189–196. [Google Scholar] [CrossRef]
- Macdonald, N.P.; Cabot, J.M.; Smejkal, P.; Guijt, R.M.; Paull, B.; Breadmore, M.C. Comparing Microfluidic Performance of Three-Dimensional (3D) Printing Platforms. Anal. Chem. 2017, 89, 3858–3866. [Google Scholar] [CrossRef] [PubMed]
- O’Connor, J.; Punch, J.; Jeffers, N.; Stafford, J. A dimensional comparison between embedded 3D-printed and silicon microchannels. J. Phys. Conf. Ser. 2014, 525, 012009. [Google Scholar] [CrossRef] [Green Version]
- Walczak, R.; Adamski, K. Inkjet 3D printing of microfluidic structures—on the selection of the printer towards printing your own microfluidic chips. J. Micromech. Microeng. 2015, 25, 085013. [Google Scholar] [CrossRef]
- Rasband, W.S. ImageJ: US National Institutes of Health: Bethesda, MD, USA, 1997–2020. Available online: https://imagej.nih.gov/ij/index.html (accessed on 9 September 2020).
- Kumar, K.; Kumar, G.S. An experimental and theoretical investigation of surface roughness of poly-jet printed parts. Virtual Phys. Prototyp. 2015, 10, 23–34. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Build envelope (mm) | |
| Resolution XYZ (dpi) | |
| Resolution XYZ (μm) | |
| Precision (μm) | 20–200 |
| Minimum layer height (μm) | 16, 32 |
| Minimum wall (mm) | 0.6 |
| Production Mode (μm) | DM: 32 |
| HQ: 16 | |
| HS: 32 |
| Specimen | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| S01 | S02 | S03 | S04 | S05 | S06 | S07 | S08 | S09 | S10 | |
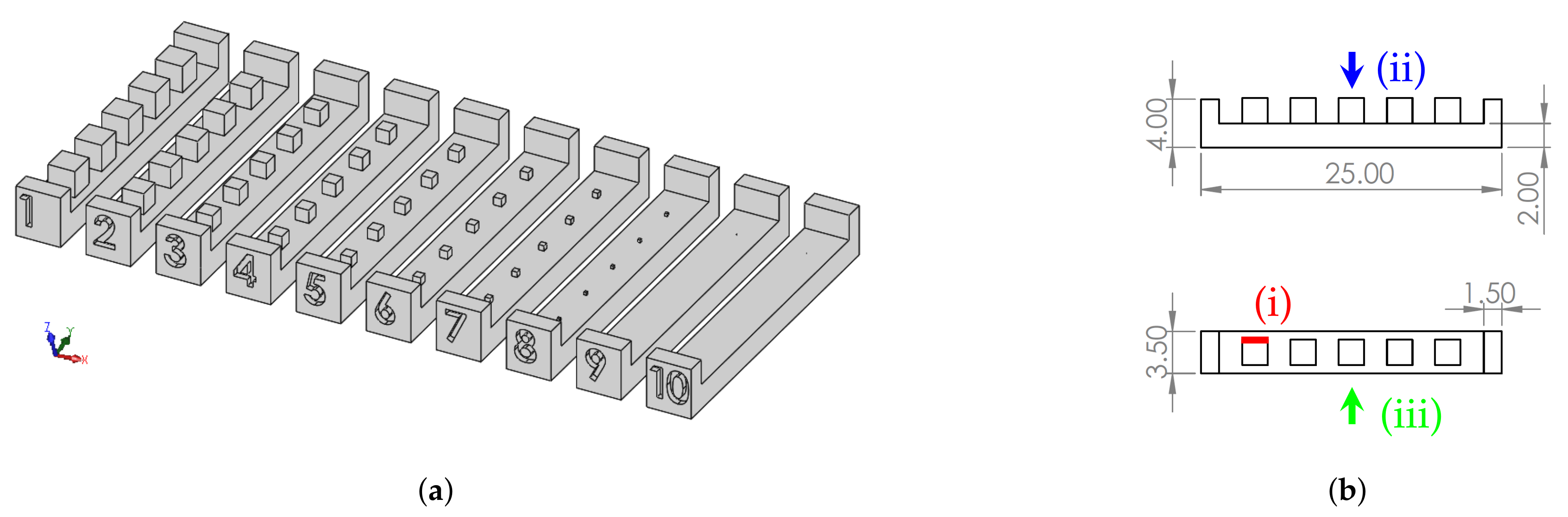
| Edge (μm) | 2117 | 1693 | 1270 | 1058 | 847 | 635 | 423 | 212 | 42 | 21 |
| Specimen | Model CAD | Produced Structures Measurements | Geometric Heuristic (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Edge (μm) | A (μm) | XDim (μm) | YDim (μm) | ZDim (μm) | AreaH (μm) | AreaV (μm) | GHeuH | GHeuV | GHeuAv | |
| S01 | 2117 | 4,480,292 | 1.90 | 2.08 | 1.99 | |||||
| S02 | 1693 | 2,867,366 | 5.44 | 2.37 | 3.91 | |||||
| S03 | 1270 | 1,612,900 | 4.82 | 3.58 | 4.20 | |||||
| S04 | 1058 | 1,120,062 | 11.19 | 3.65 | 7.42 | |||||
| S05 | 847 | 716,850 | 9.57 | 4.86 | 7.21 | |||||
| S06 | 635 | 403,225 | 21.47 | 8.53 | 15.00 | |||||
| S07 | 423 | 179,208 | 9.79 | 11.13 | 10.46 | |||||
| S01S | 2117 | 2416 ± 57 | 2189 ± 46 | 2172 ± 34 | ||||||
| S02S | 1693 | |||||||||
| S03S | 1270 | 1,612,900 | ||||||||
| S04S | 1058 | 1,120,062 | ||||||||
| S05S | 847 | 716,850 | ||||||||
| S06S | 635 | 403,225 | ||||||||
| S07S | 423 | 179,208 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, M.R.; Pereira, A.M.; Sampaio, Á.M.; Pontes, A.J. Assessment of the Dimensional and Geometric Precision of Micro-Details Produced by Material Jetting. Materials 2021, 14, 1989. https://doi.org/10.3390/ma14081989
Silva MR, Pereira AM, Sampaio ÁM, Pontes AJ. Assessment of the Dimensional and Geometric Precision of Micro-Details Produced by Material Jetting. Materials. 2021; 14(8):1989. https://doi.org/10.3390/ma14081989
Chicago/Turabian StyleSilva, Miguel R., António M. Pereira, Álvaro M. Sampaio, and António J. Pontes. 2021. "Assessment of the Dimensional and Geometric Precision of Micro-Details Produced by Material Jetting" Materials 14, no. 8: 1989. https://doi.org/10.3390/ma14081989
APA StyleSilva, M. R., Pereira, A. M., Sampaio, Á. M., & Pontes, A. J. (2021). Assessment of the Dimensional and Geometric Precision of Micro-Details Produced by Material Jetting. Materials, 14(8), 1989. https://doi.org/10.3390/ma14081989