
Vacuum Brazing of C/C Composite and TiAl Intermetallic Alloy Using BNi-2 Brazing Filler Metal

Abstract
:1. Introduction
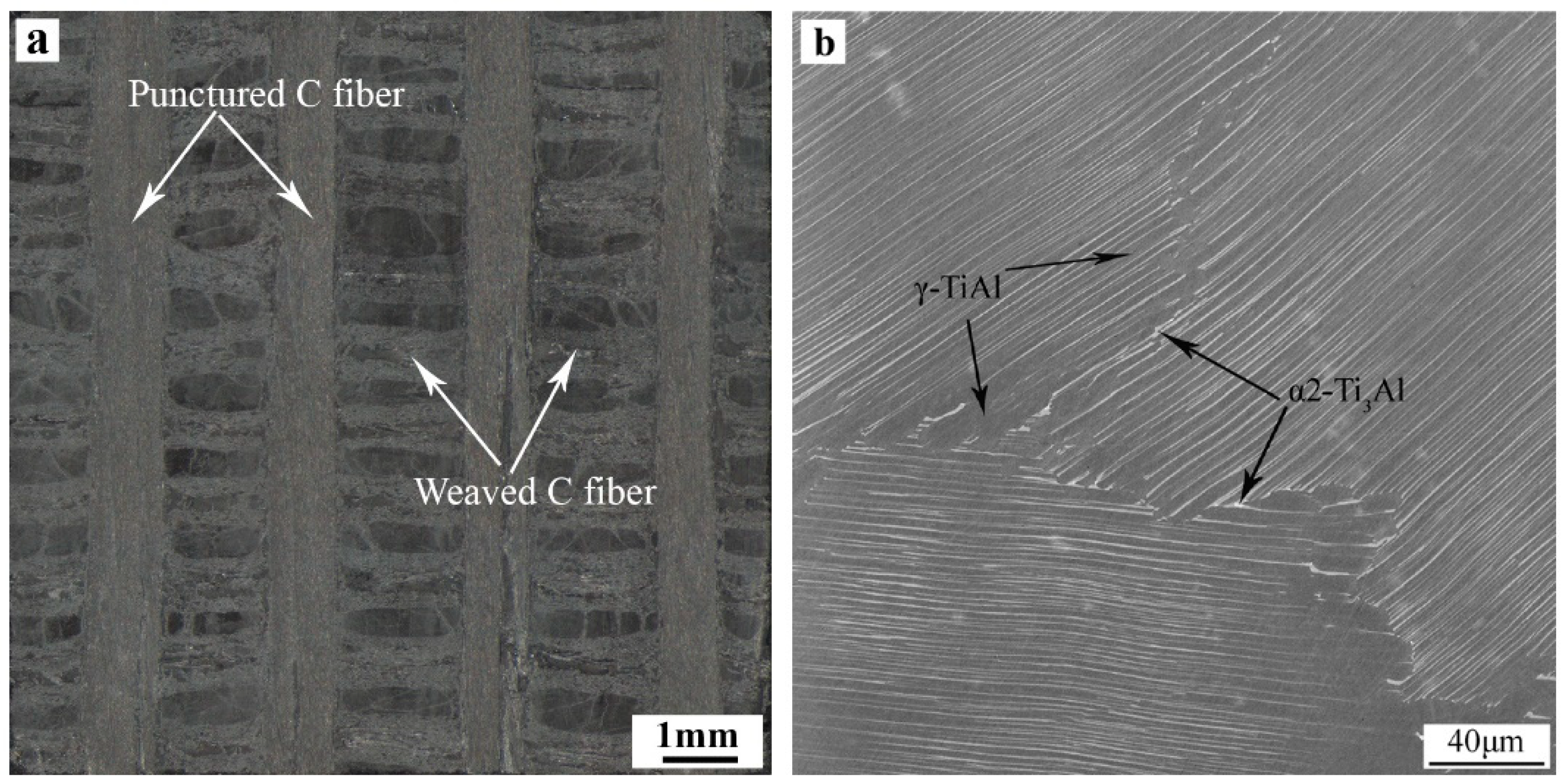
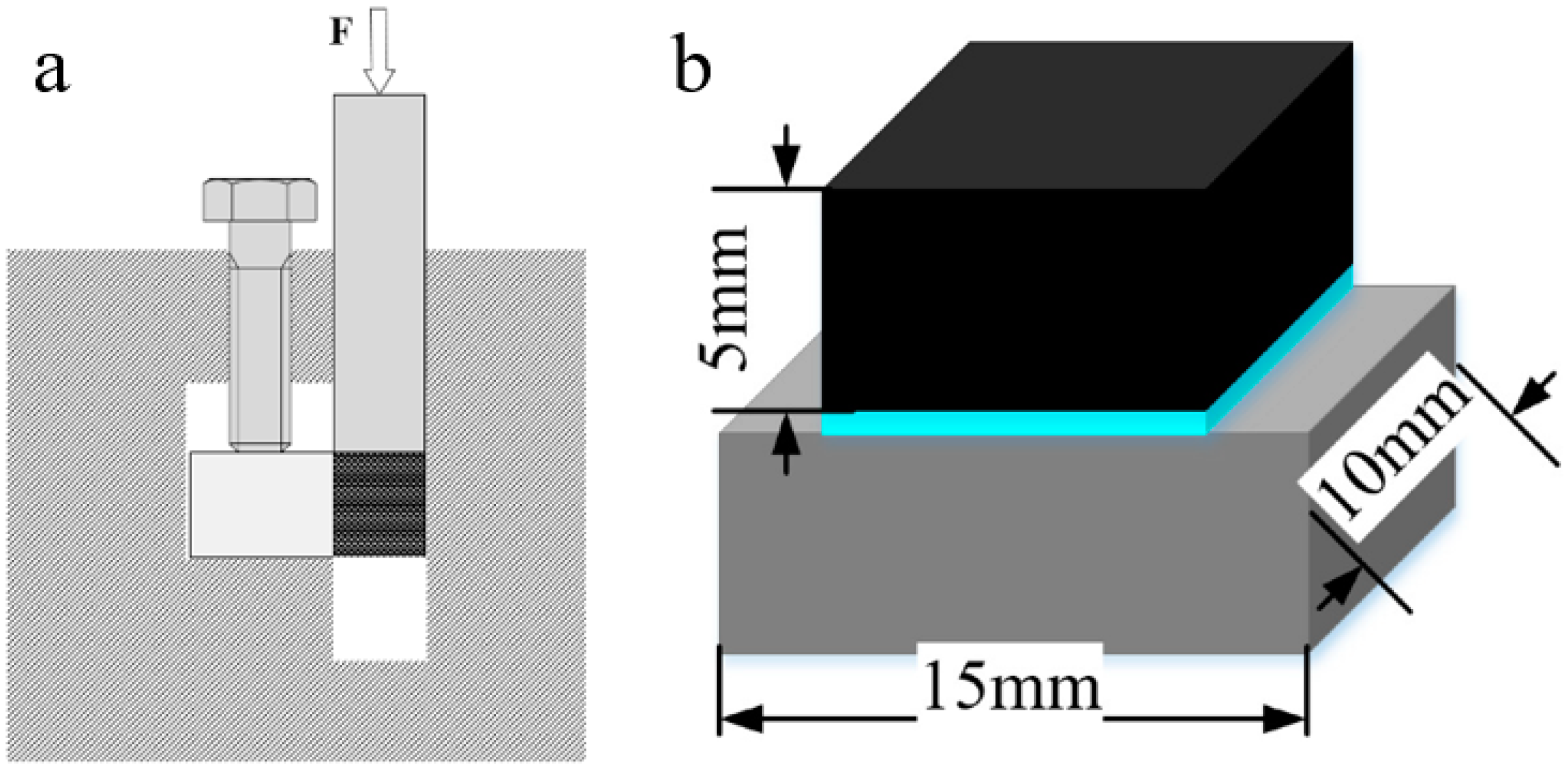
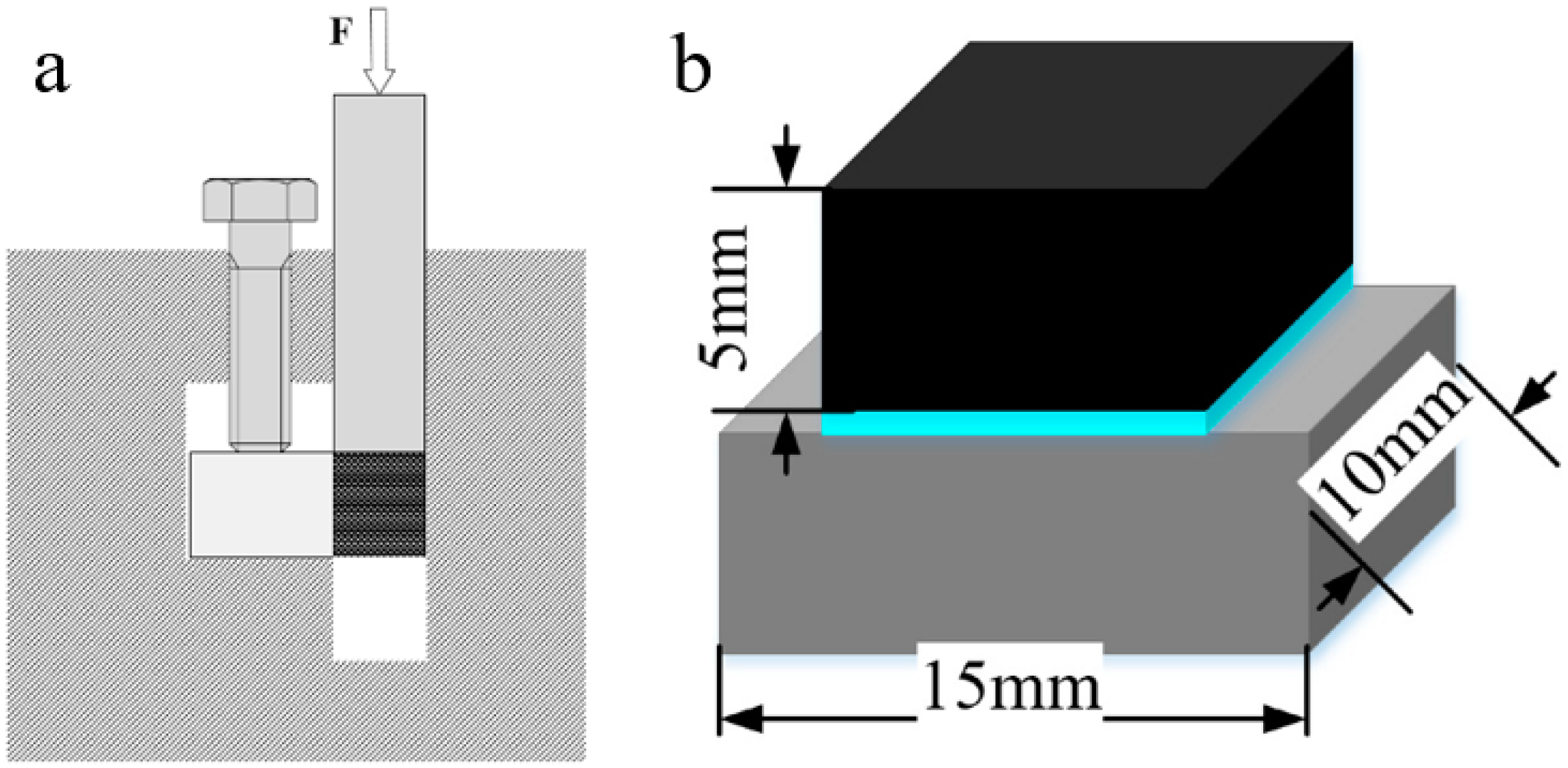
2. Materials and Methods
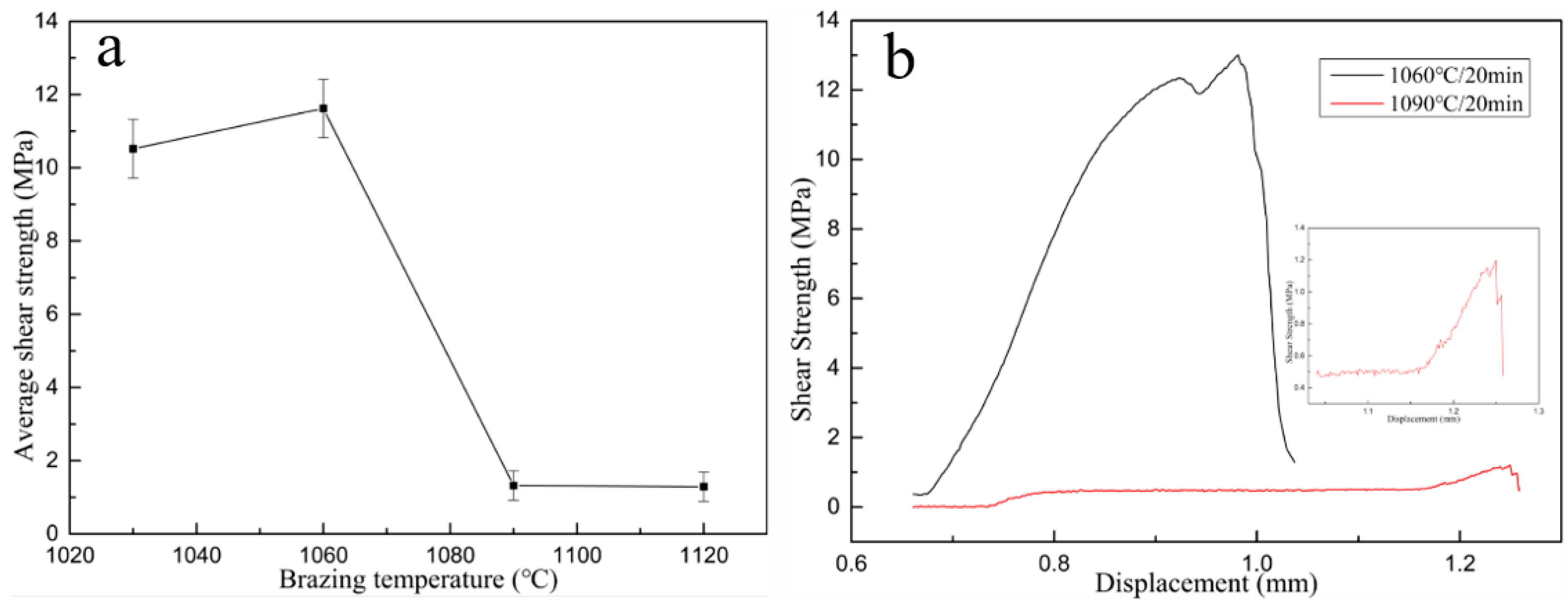
- τ: Shear strength of the brazed joint (MPa),
- F: Fracture load measured in the shear test (kN),
- S: Effective cross-sectional area of the joint surface (mm2).
3. Results and Discussions
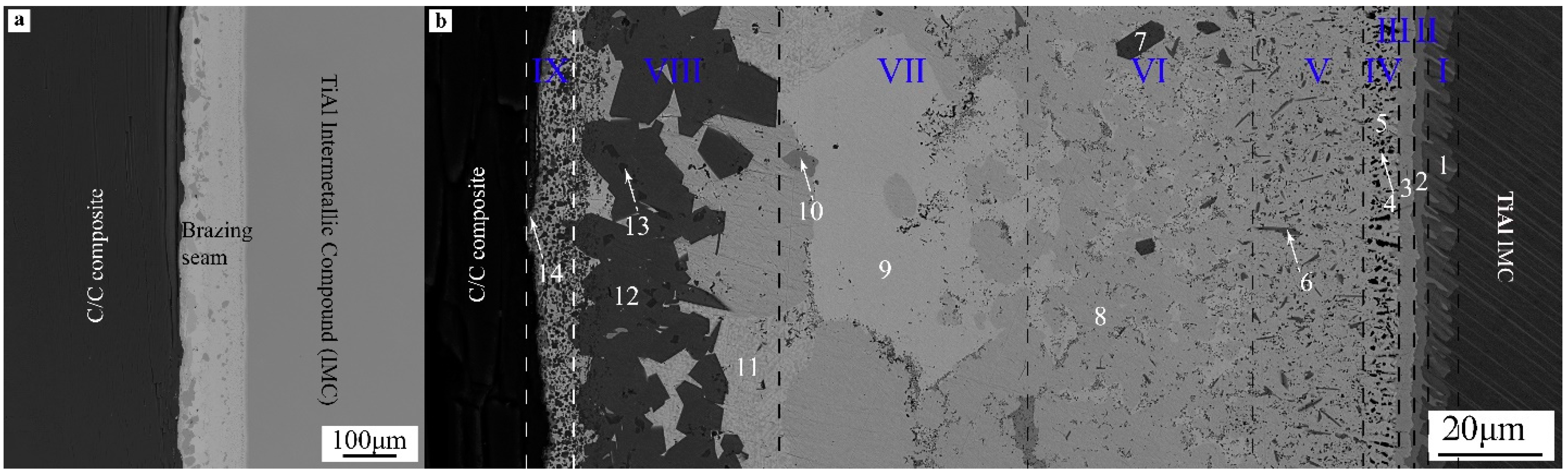
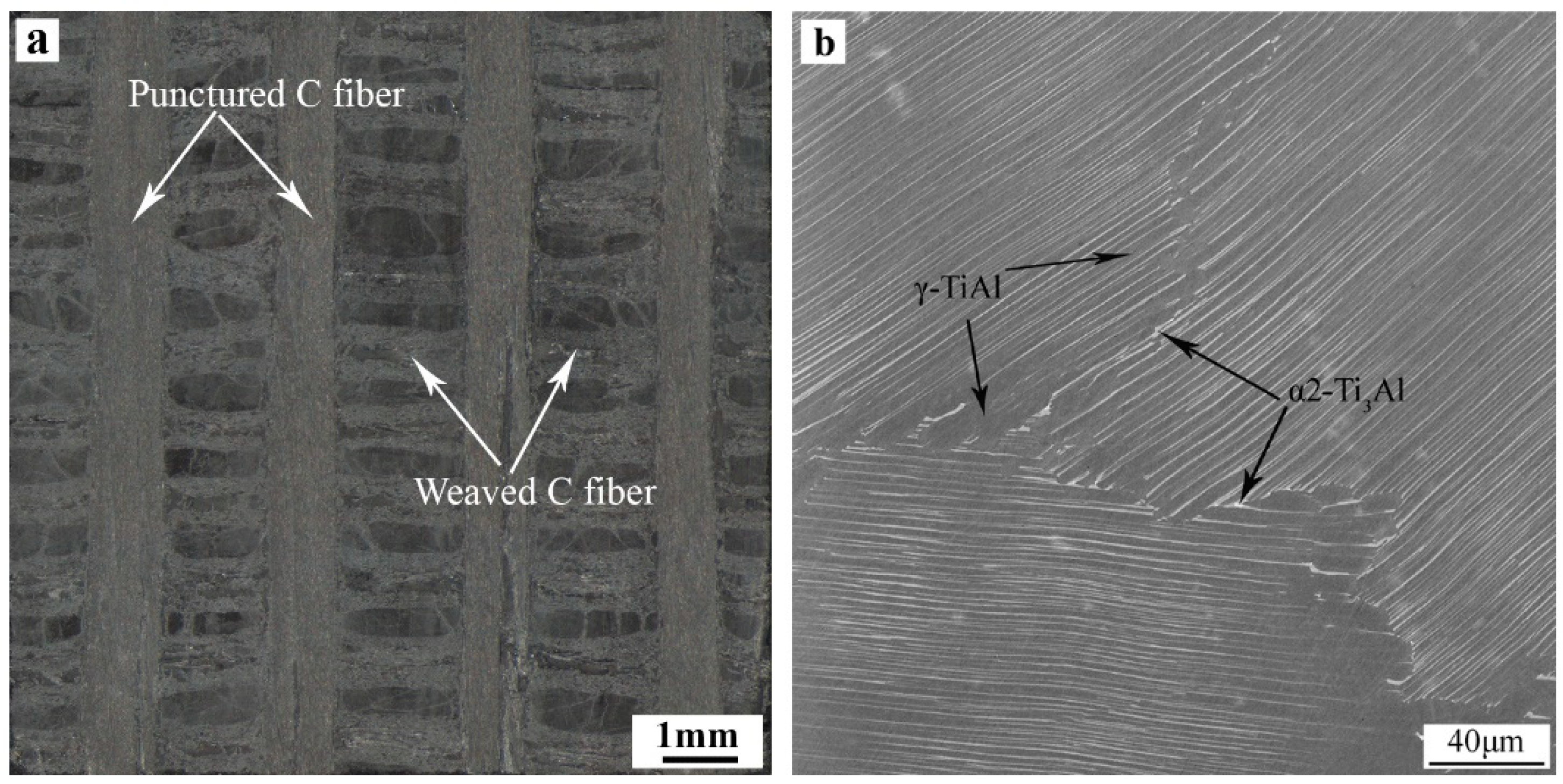
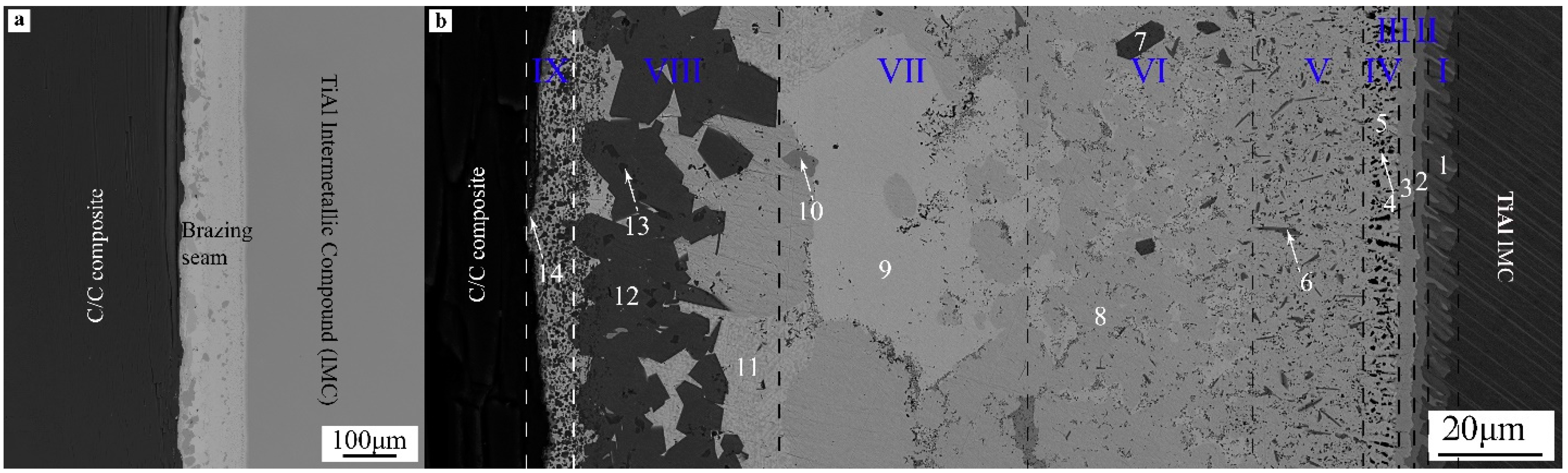
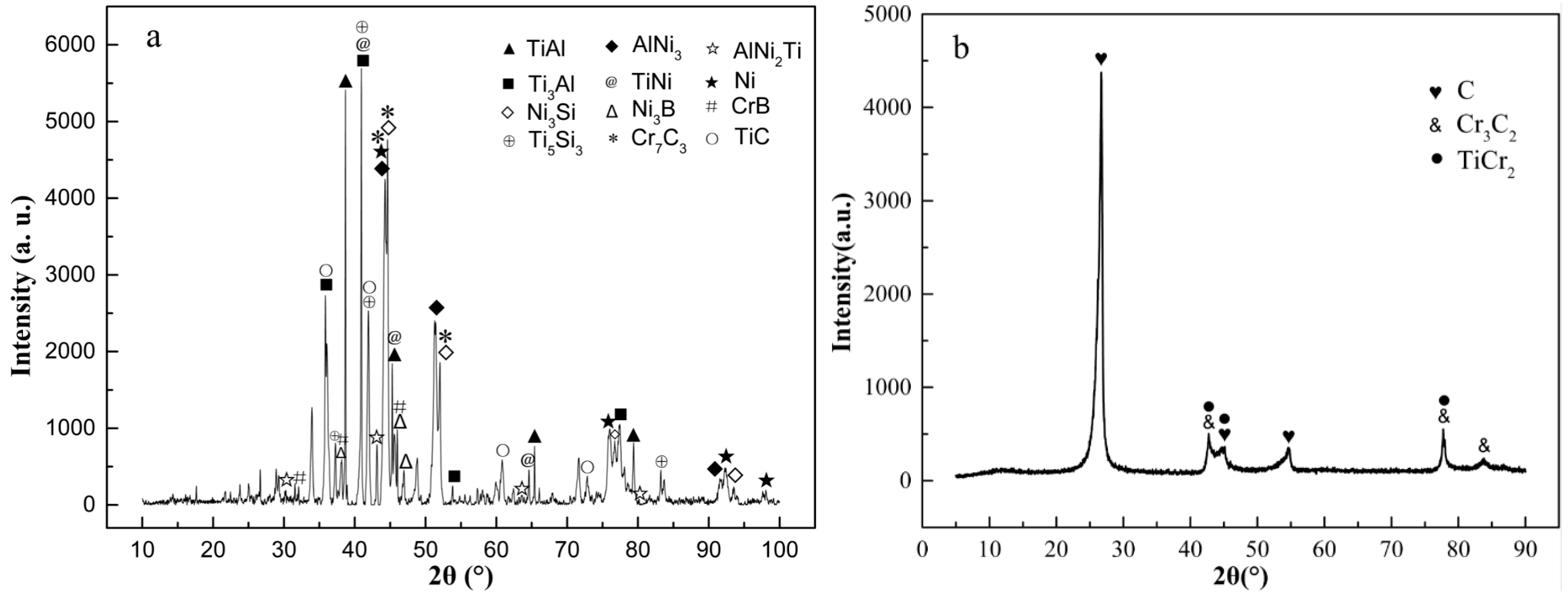
3.1. Microstructure and Composition of C/C-BNi2-TiAl Brazed Joint
3.2. Influence of Brazing Temperature on Microstructure and Properties of Brazed Joint
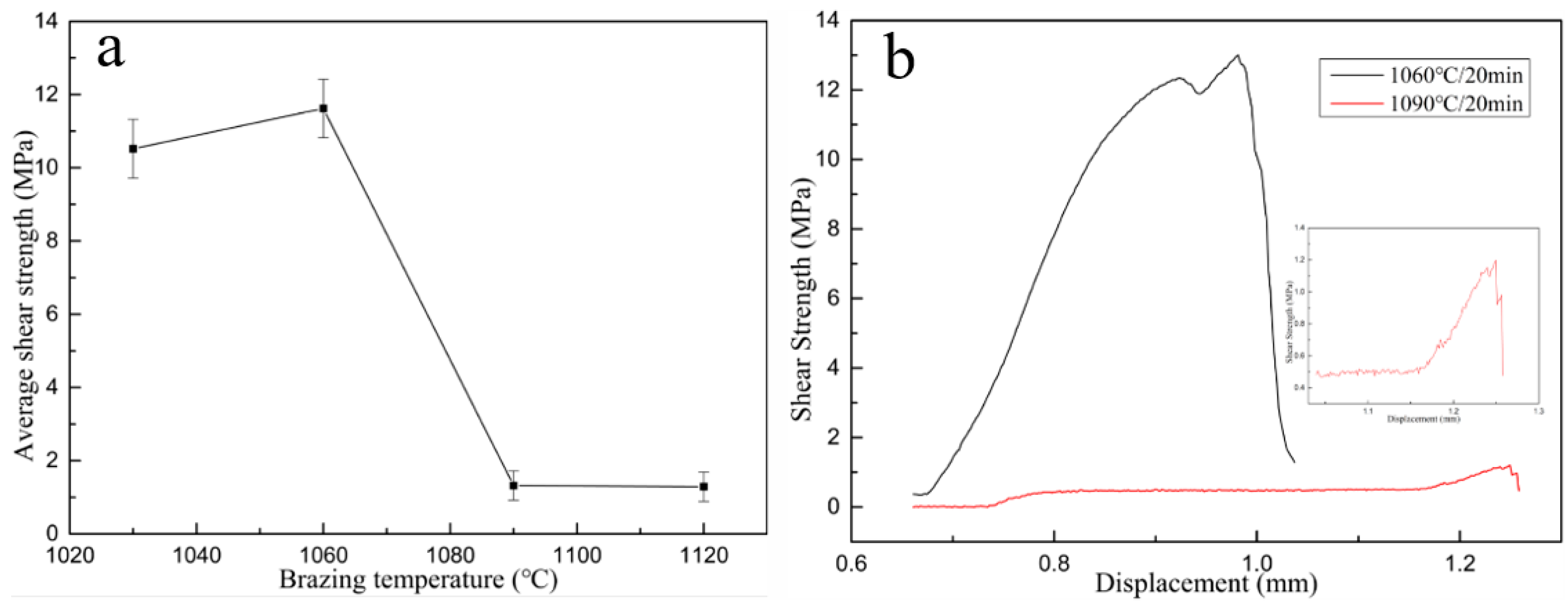
3.2.1. Influence of Brazing Temperature on Mechanical Properties of Brazed Joint
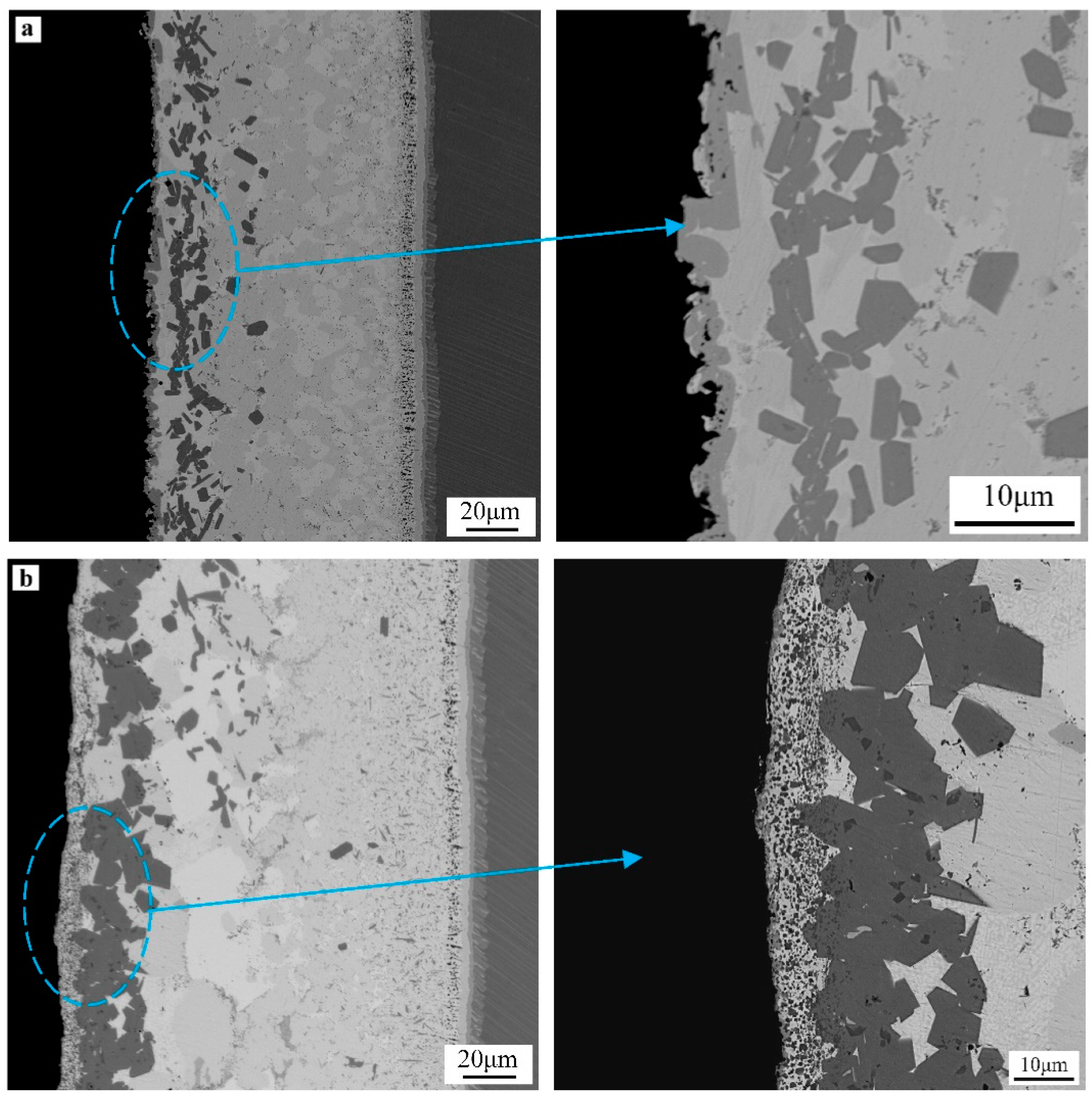
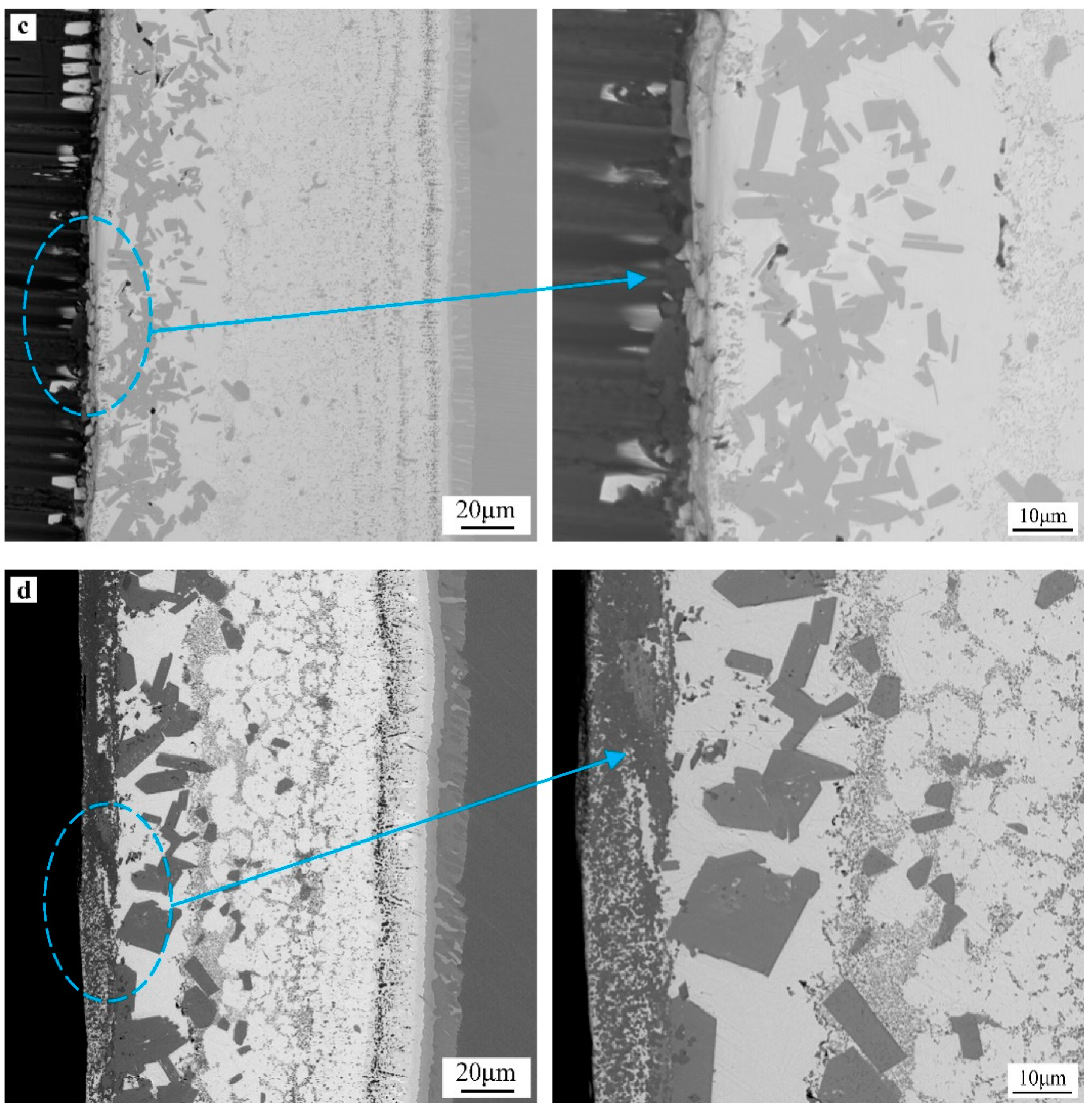
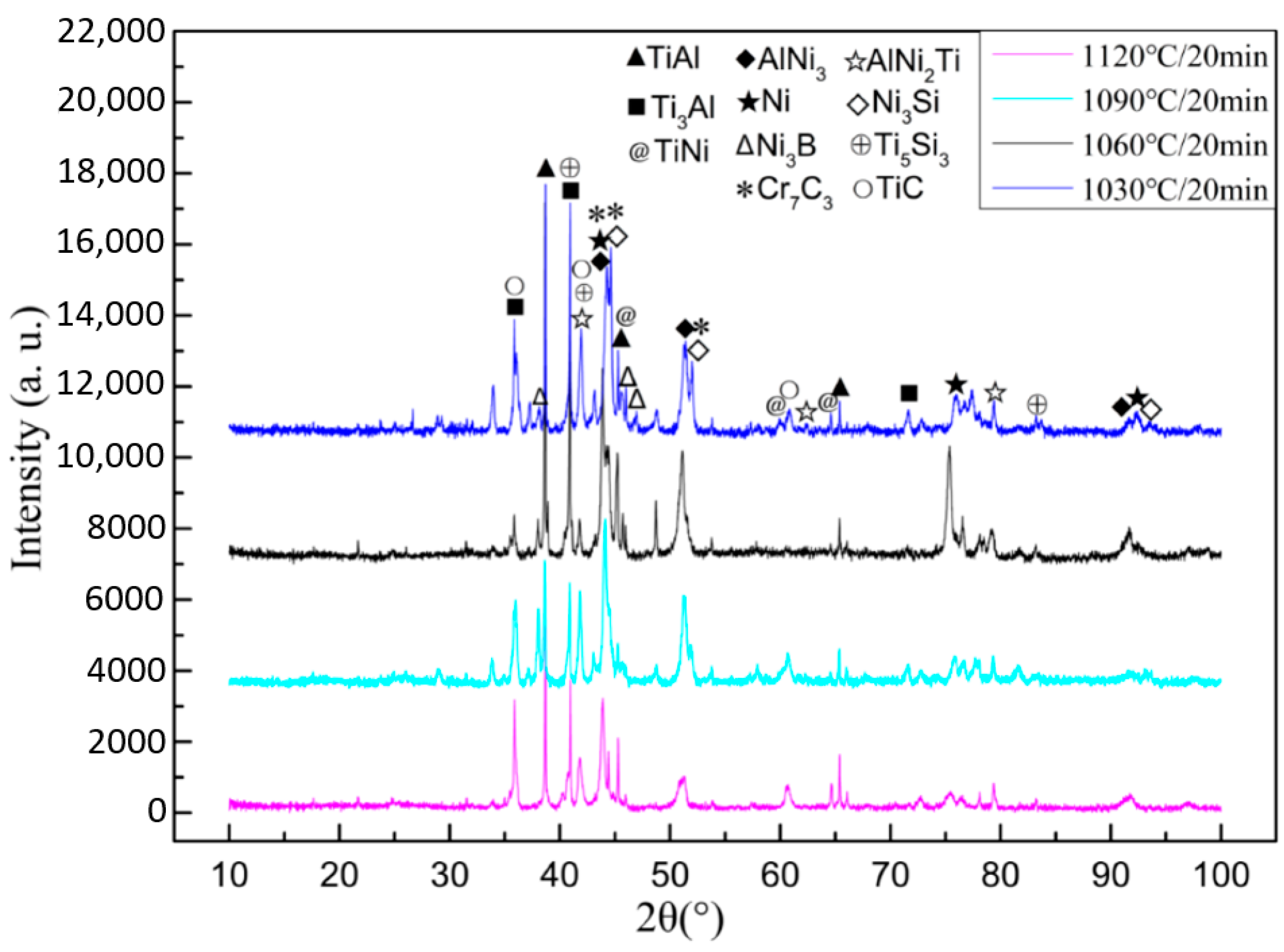
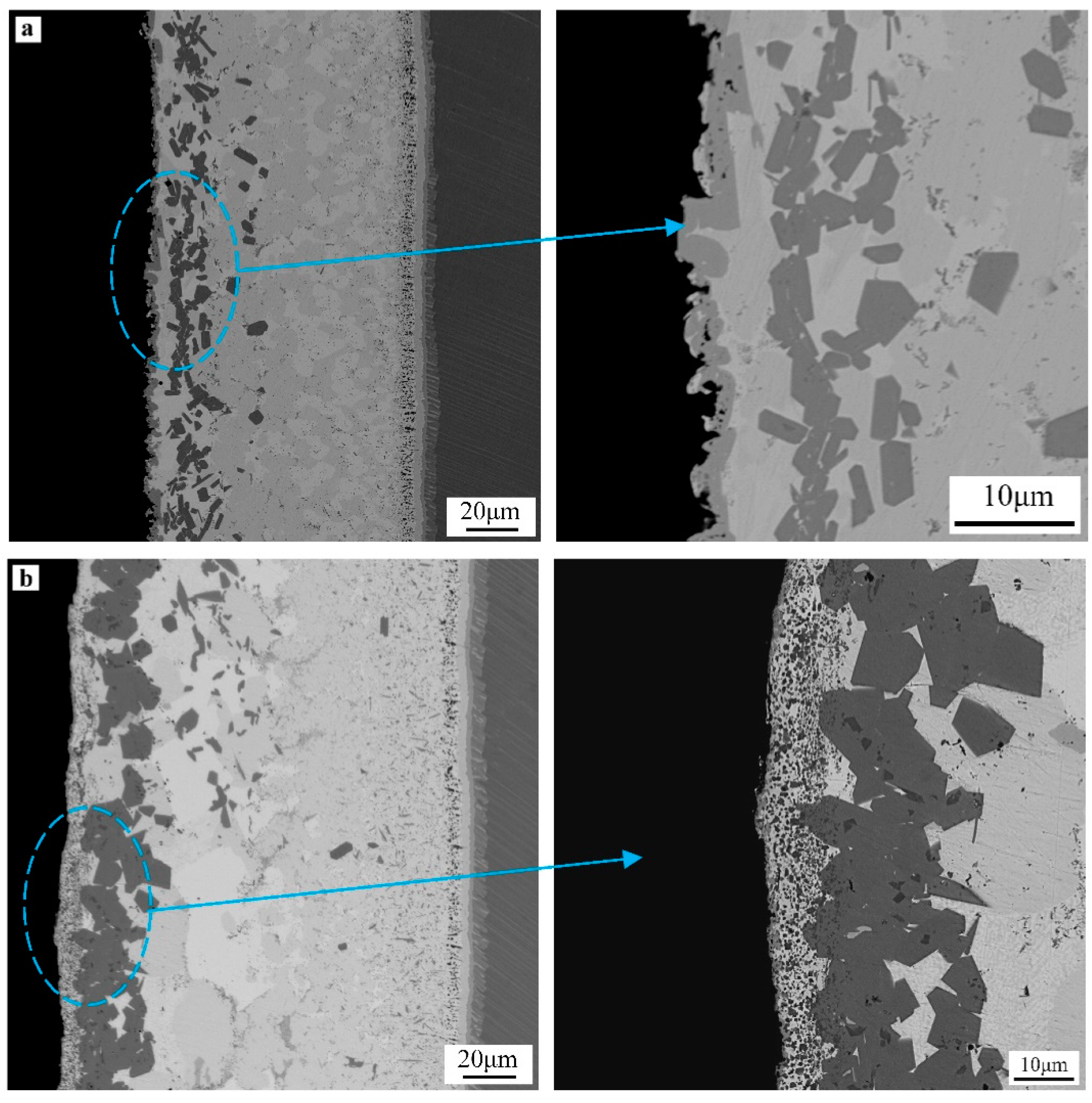
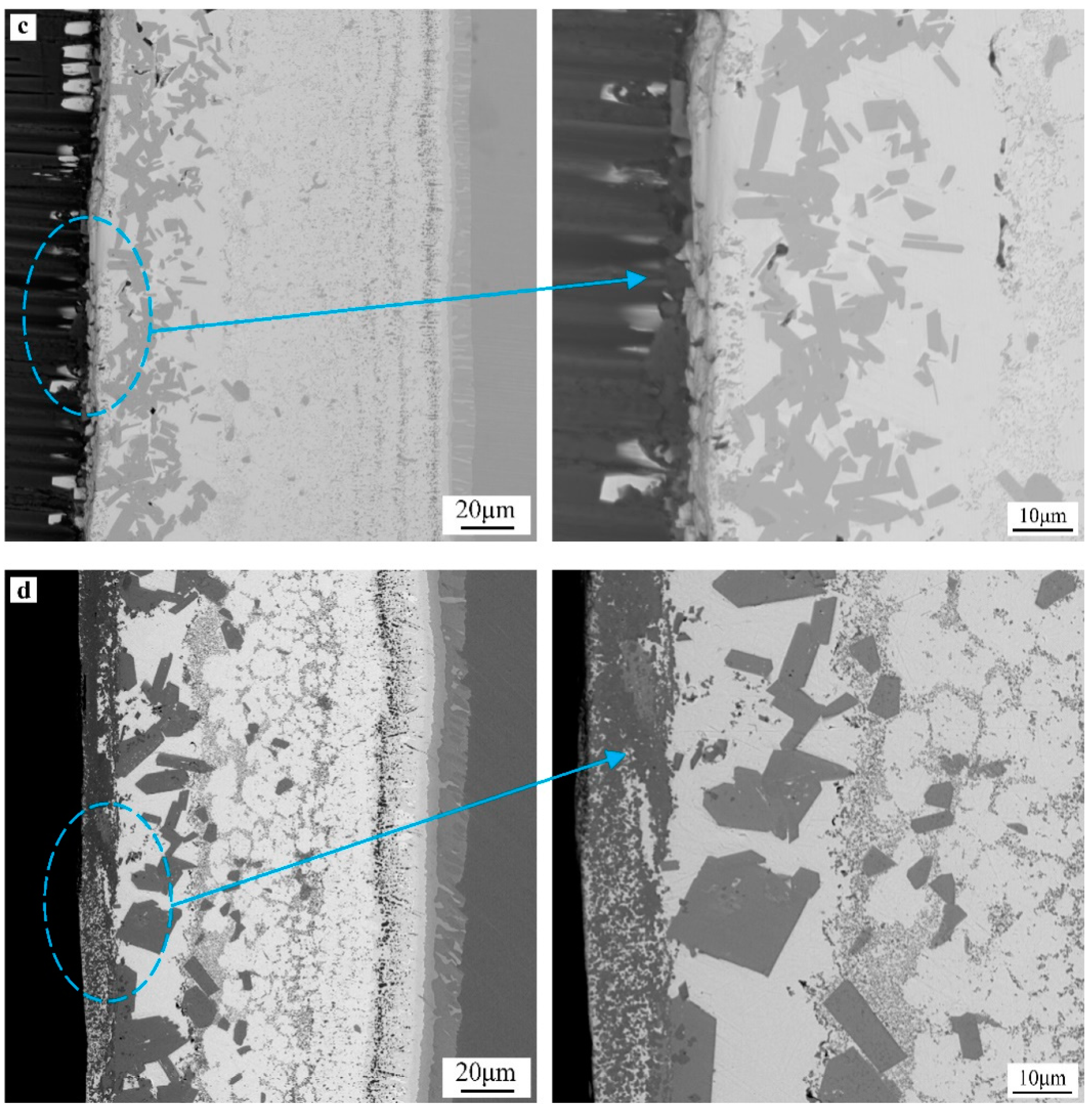
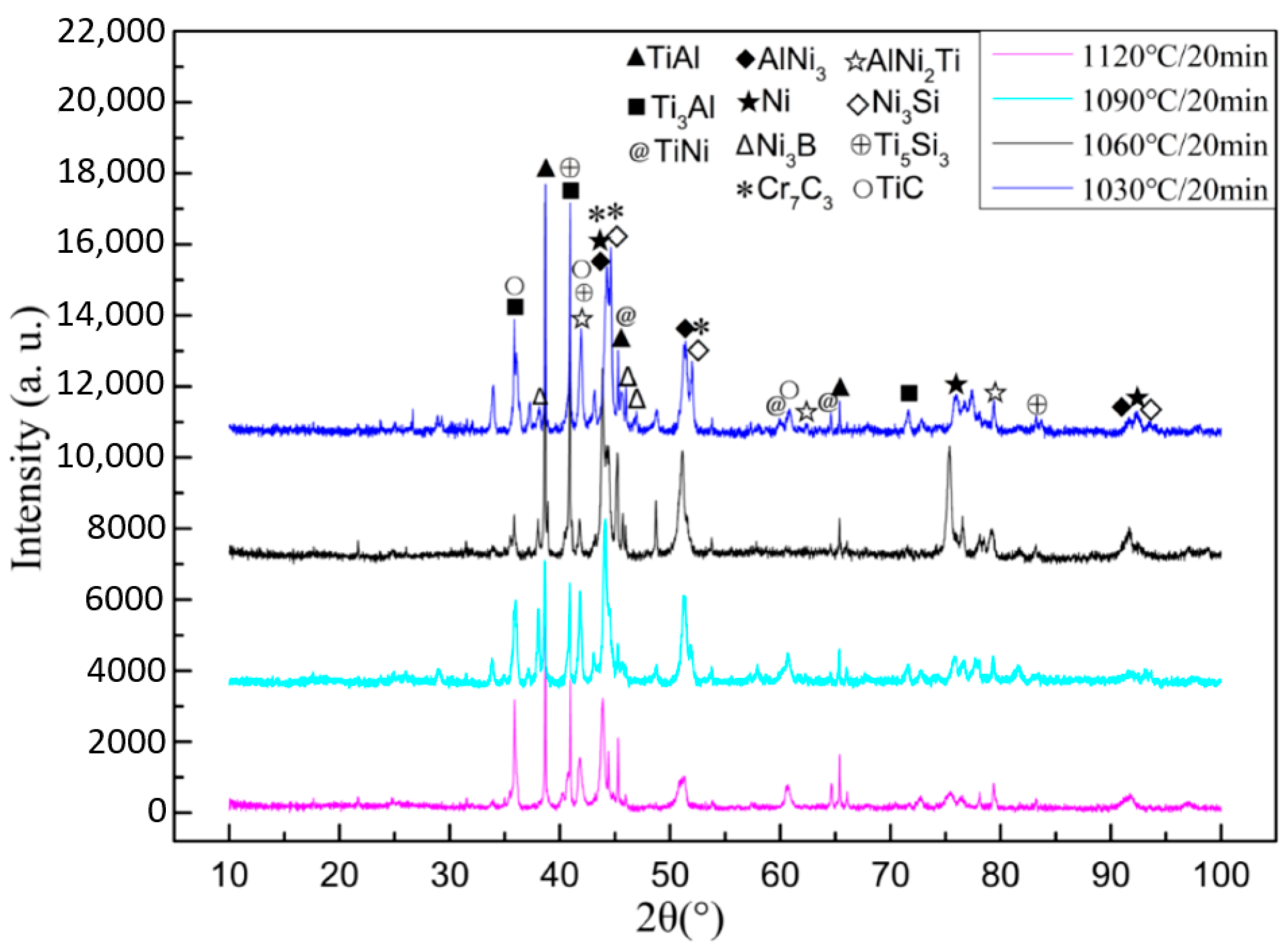
3.2.2. Influence of Brazing Temperature on Microstructure of Brazed Joint
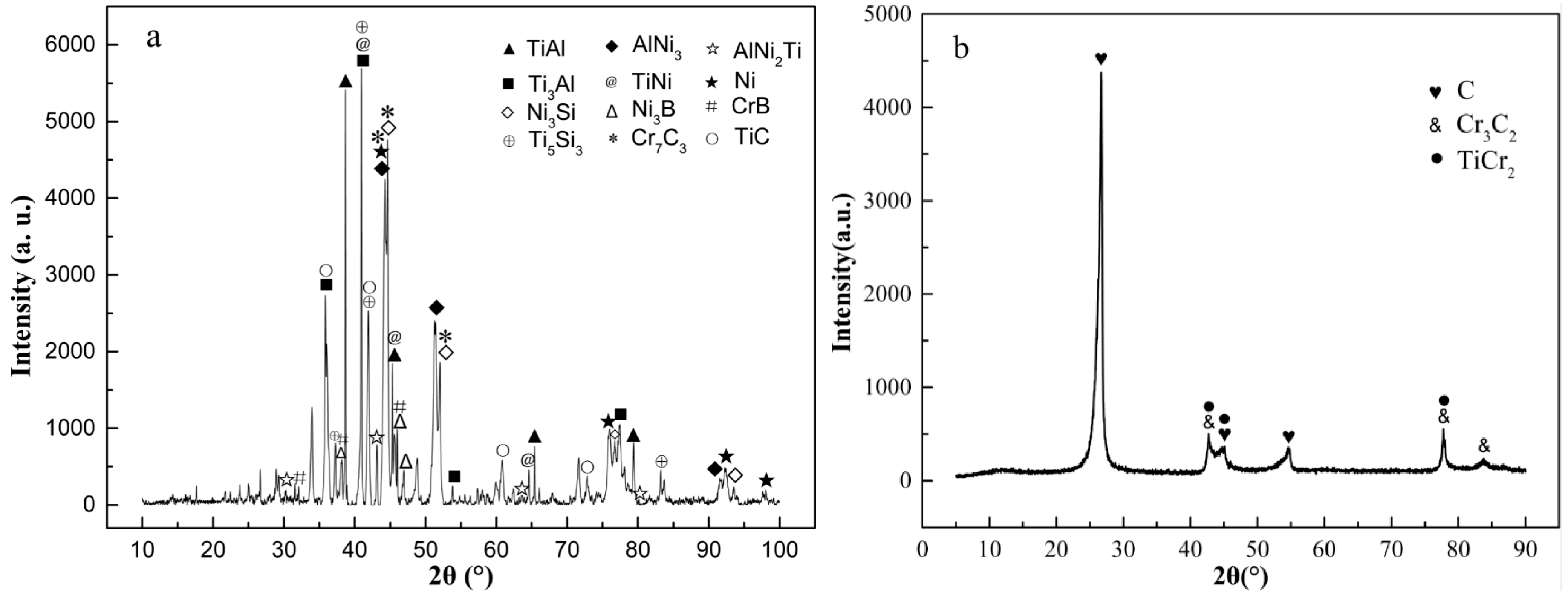
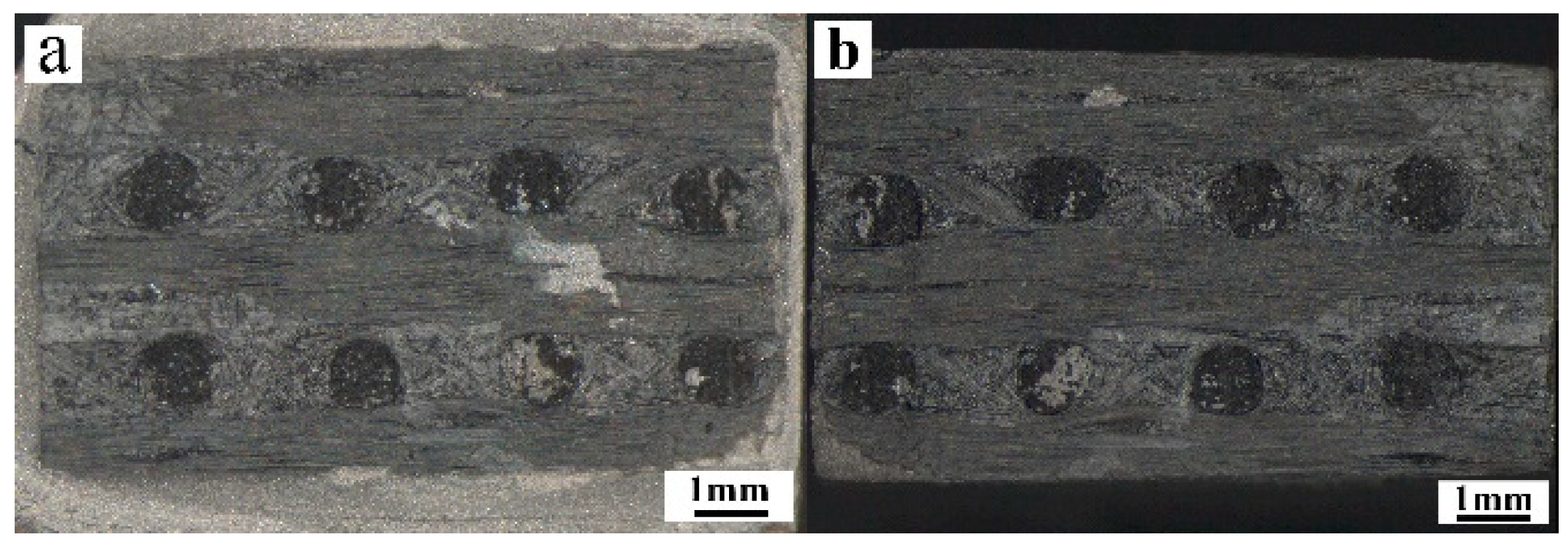
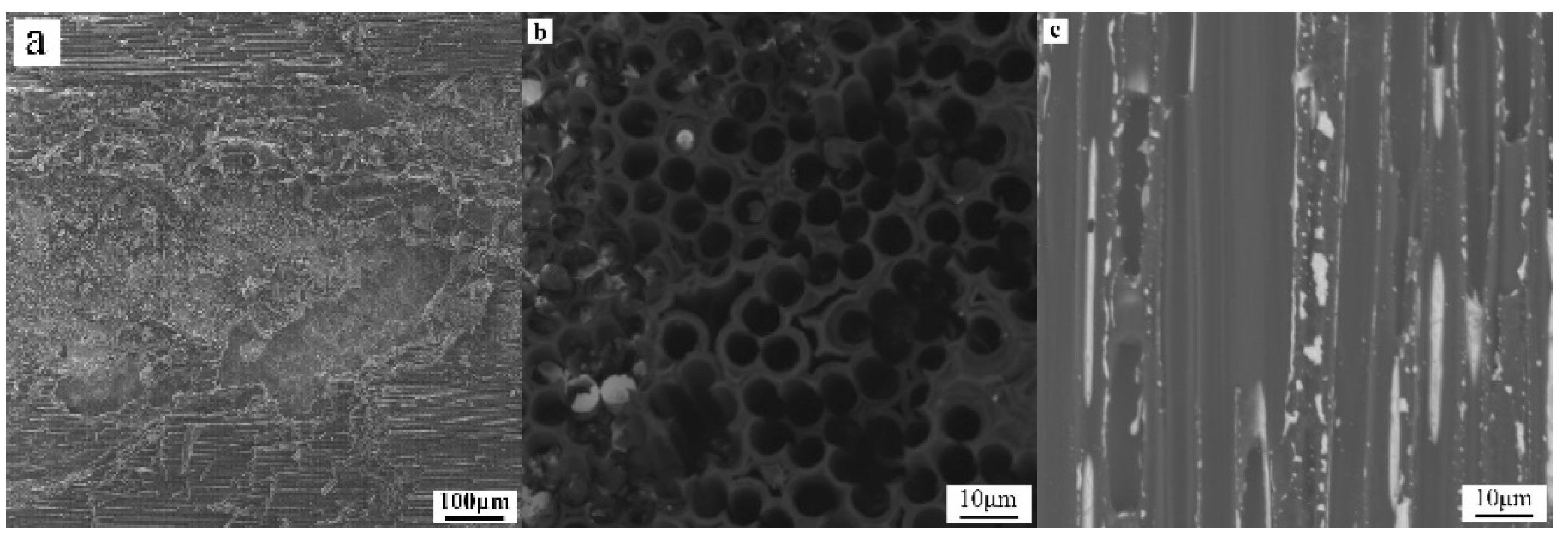
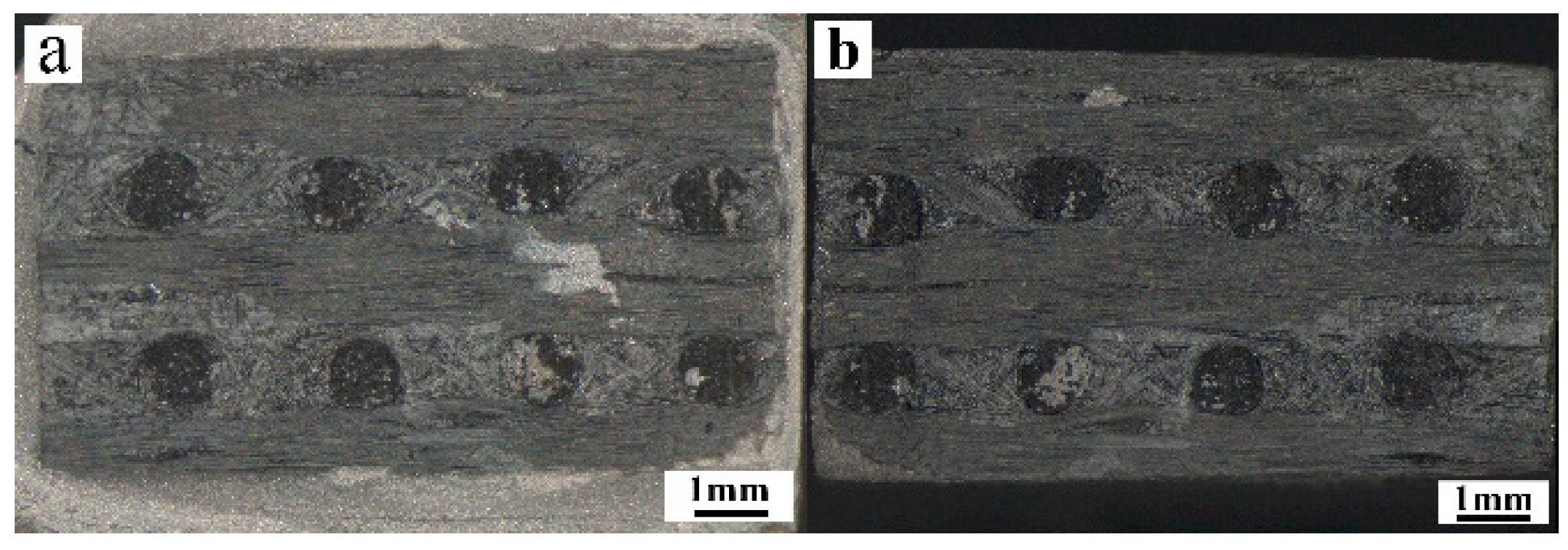
3.3. Fracture Morphology Analyses of C/C-BNi2-TiAl Brazed Joint
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Albano, M.; Delfini, A.; Pastore, R.; Micheli, D.; Marchetti, M. A new technology for production of high thickness carbon/carbon composites for launchers application. Acta Astronaut. 2016, 128, 277–285. [Google Scholar] [CrossRef]
- Venkataraman, B.; Sundararajan, G. The influence of sample geometry on the friction behavior of carbon-carbon composites. Acta Mater. 2002, 50, 1153–1163. [Google Scholar] [CrossRef]
- Liu, Y.C.; Yang, G.C.; Guo, X.F. Nucleation-controlled bulky metastable γ phase Ti-45Al-2Cr-2Nb alloy. Mater. Lett. 2001, 48, 309–315. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Inui, H.; Ito, K. High-temperature structural intermetallics. Acta Mater. 2000, 48, 307–322. [Google Scholar] [CrossRef]
- Wang, H.Q.; Cao, J.; Feng, J.C. Brazing mechanism and infiltration strengthening of C/C composites to TiAl alloys joint. Scr. Mater. 2010, 63, 859–862. [Google Scholar] [CrossRef]
- Cao, J.; He, Z.J.; Qi, J.L.; Wang, H.Q.; Feng, J.C. Brazing of C/C composite to TiAl alloy using (Ti/Ni/Cu)f multi-foil filler. J. Mech. Eng. 2018, 54, 108–114. (In Chinese) [Google Scholar] [CrossRef]
- Cao, J.; Wang, H.Q.; Qi, J.L.; Lin, X.C.; Feng, J.C. Combustion synthesis of TiAl intermetallics and their simultaneous joining to carbon/carbon composites. Scr. Mater. 2011, 65, 261–264. [Google Scholar] [CrossRef]
- Cao, J.; Li, C.; Qi, J.L.; Shi, Y.L.; Feng, J.C. Combustion joining of carbon-carbon composites to TiAl intermetallics using a Ti-Al-C powder composite interlayer. Compos. Sci. Technol. 2015, 115, 72–79. [Google Scholar] [CrossRef]
- Guo, W.; Zhang, H.Q.; Yuan, W.Q.; Zhu, Y.; Zhang, H.; Peng, P.; Qi, B.J.; Li, F. The microstructure and mechanical properties of C/C composite/Ti3Al alloy brazed joint with graphene nanoplatelet strengthened Ag-Cu-Ti filler. Ceram. Int. 2019, 45, 8783–8789. [Google Scholar] [CrossRef]
- Wu, A.P. Brazing of Ceramics to Metal, Handbook of Brazing and Soldering; China Machine Press: Beijing, China, 2017; pp. 451–453. (In Chinese) [Google Scholar]
- Zhou, Y.H.; Liu, D.; Song, X.G.; Liu, J.H.; Song, Y.Y.; Wang, Z.; Feng, J.C. Characterization of carbon/carbon composite/Ti6Al4V joints brazed with graphene nanosheets strengthened AgCuTi filler. Ceram. Int. 2017, 43, 16600–16610. [Google Scholar] [CrossRef]
- Fitzer, E. The future of carbon-carbon composites. Carbon 1987, 25, 163–190. [Google Scholar] [CrossRef]
- Zhuang, H.S.; Lugscheider, E. High Temperature Brazing; National Defence Industry Press: Beijing, China, 1989; pp. 44–48. (In Chinese) [Google Scholar]
- TiAl, PDF#65-5414.
- AlNi3, PDF#65-0430.
- AlNi2Ti, PDF#65-0432.
- Ti3Al, PDF#52-0859.
- TiNi, PDF#65-0365.
- Ni, PDF#65-0380.
- Ni3Si, PDF#89-5155.
- Ni3B, PDF#73-1792.
- CrB, PDF#32-0277.
- Ti5Si3, PDF#65-3597.
- Cr7C3, PDF#65-1347.
- TiC, PDF#65-8808.
- Cr3C2, PDF#65-2428.
- TiCr2, PDF#49-1716.
- C, PDF#26-1080.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Melting Point/°C | Density/g·cm−3 | Elasticity Modulus/GPa | Coefficient of Thermal Expansion/10−6 K−1 | Thermal Conductivity/W·m−1·°C−1 | |||
|---|---|---|---|---|---|---|---|---|
| C/C Composite | 3600~3800 | 1.5~2.0 | 20~100 | 0~2 | 60~210 | |||
| TiAl alloy | 1460 | 3.87 | 25 °C | 172 | 100 °C | 8.5 | 100 °C | 20.0 |
| 500 °C | 11.8 | 500 °C | 22.6 | |||||
| 1000 °C | 13.0 | 1000 °C | 22.5 | |||||
| Layer | Area | Chemical Composition (at.%) | Possible Phase | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ti | Al | V | Ni | Cr | C | Si | Fe | |||
| I | 1 | 55.43 | 39.61 | 3.85 | - | - | 1.11 | - | - | TiAl |
| II | 2 | 34.44 | 42.36 | 2.19 | 19.30 | 1.72 | - | - | - | Ti(Al, Ni) + AlNi3 |
| III | 3 | 22.92 | 29.01 | - | 46.77 | - | - | 1.30 | - | AlNi2Ti |
| IV | 4 | 43.81 | 16.20 | 2.58 | 33.13 | - | - | 2.13 | - | Ti3Al + Ni3Si |
| 5 | 12.22 | 19.05 | - | 67.13 | 0.28 | - | 1.32 | - | Ni(s, s) | |
| V | 6 | 6.91 | 4.18 | - | 32.64 | 48.47 | - | 5.59 | 2.21 | Ni3Si + CrB |
| VI | 7 | 34.32 | - | 2.24 | 2.67 | 56.83 | 3.95 | - | - | TiCr2 |
| 8 | - | 10.82 | - | 73.68 | - | - | 15.50 | - | Ni(s, s) + Ni3(Si, Al) | |
| VII | 9 | 3.73 | 5.73 | - | 86.32 | - | - | - | 4.23 | Ni(s, s) |
| 10 | 0.76 | - | - | 13.19 | 74.88 | 3.92 | - | 7.26 | Ni3B+ CrB | |
| VIII | 11 | - | - | - | 76.84 | 2.14 | - | 16.77 | 4.25 | Ni(s, s) + Ni3Si |
| 12 | 33.43 | - | - | - | 62.45 | 4.12 | - | - | (Ti, Cr)C or TiCr2 | |
| 13 | 69.88 | - | 4.46 | - | 17.95 | 7.71 | - | - | TiCr2 + TiC | |
| IX | 14 | 9.44 | - | - | - | 75.10 | 12.70 | - | - | Cr-C + TiC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Du, D.; Zhang, L.; Hao, Q.; Long, W. Vacuum Brazing of C/C Composite and TiAl Intermetallic Alloy Using BNi-2 Brazing Filler Metal. Materials 2021, 14, 1844. https://doi.org/10.3390/ma14081844
Li S, Du D, Zhang L, Hao Q, Long W. Vacuum Brazing of C/C Composite and TiAl Intermetallic Alloy Using BNi-2 Brazing Filler Metal. Materials. 2021; 14(8):1844. https://doi.org/10.3390/ma14081844
Chicago/Turabian StyleLi, Shengnan, Dong Du, Lei Zhang, Qingle Hao, and Weimin Long. 2021. "Vacuum Brazing of C/C Composite and TiAl Intermetallic Alloy Using BNi-2 Brazing Filler Metal" Materials 14, no. 8: 1844. https://doi.org/10.3390/ma14081844
APA StyleLi, S., Du, D., Zhang, L., Hao, Q., & Long, W. (2021). Vacuum Brazing of C/C Composite and TiAl Intermetallic Alloy Using BNi-2 Brazing Filler Metal. Materials, 14(8), 1844. https://doi.org/10.3390/ma14081844