
Effect of Pre-Wetting Recycled Mortar Aggregate on the Mechanical Properties of Masonry Mortar

 ,
,  , , , and
, , , and
Abstract
:
1. Introduction
2. Materials and Methods
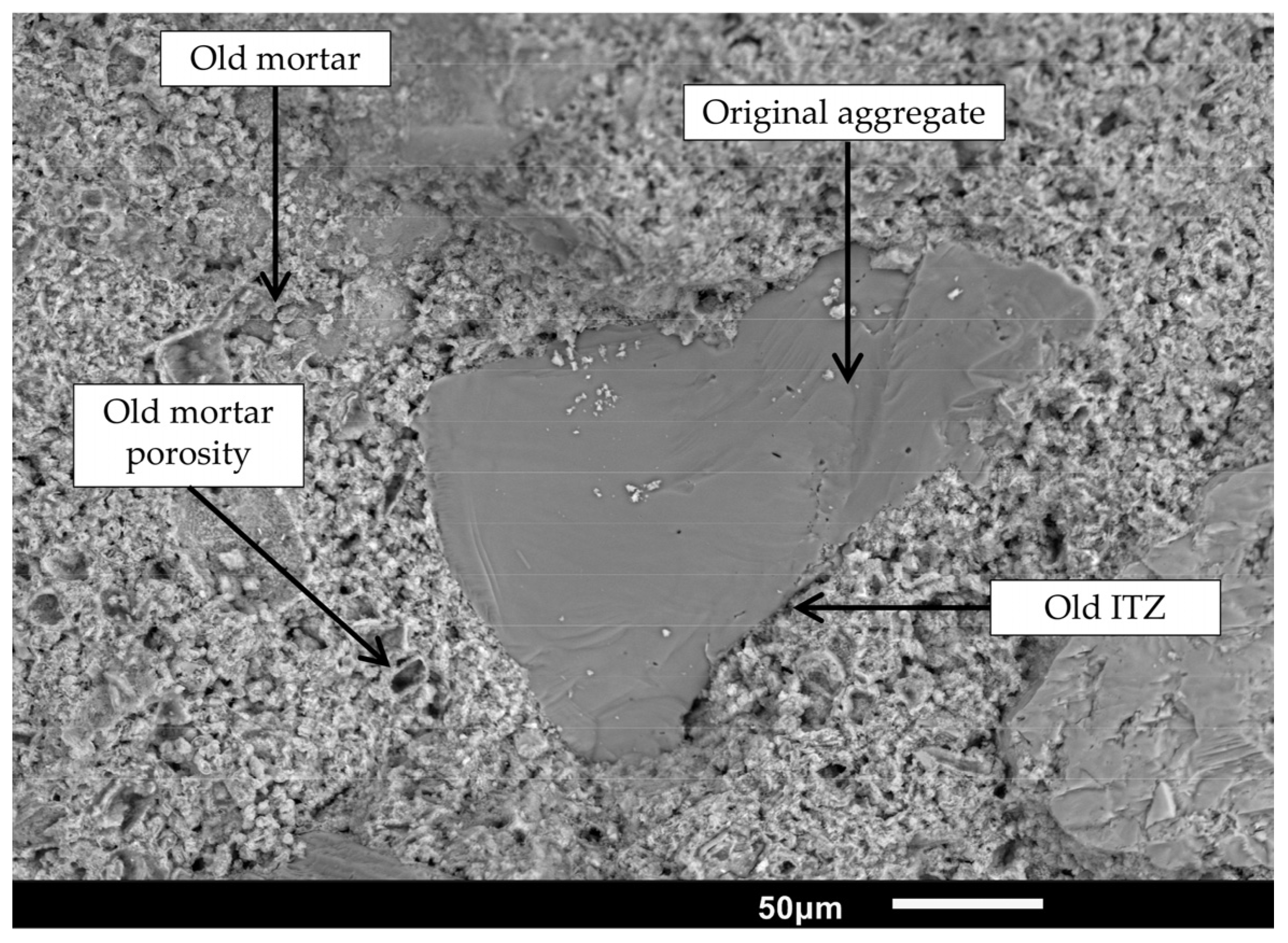
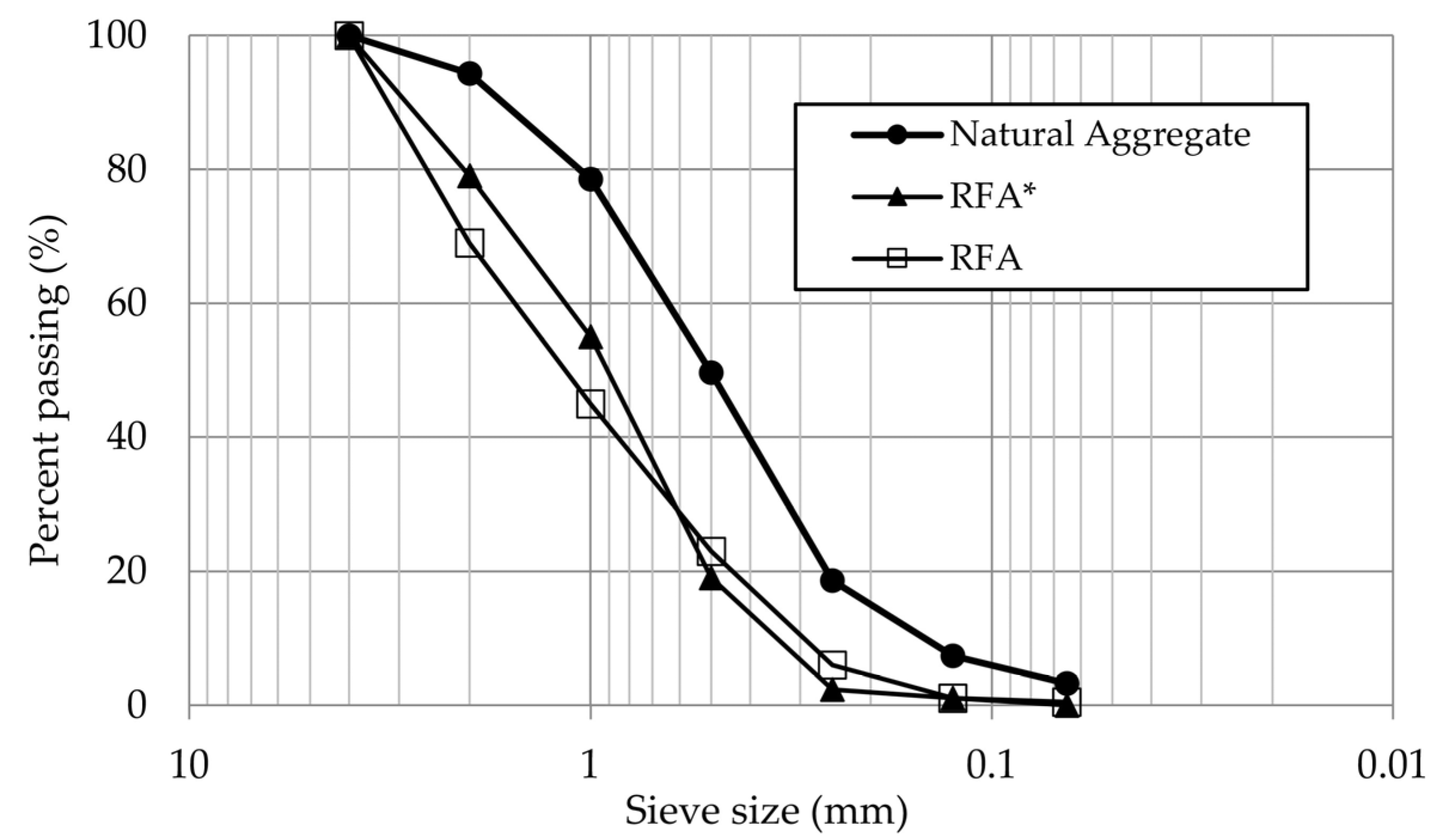
2.1. Recycled Fine Mortar Aggregates
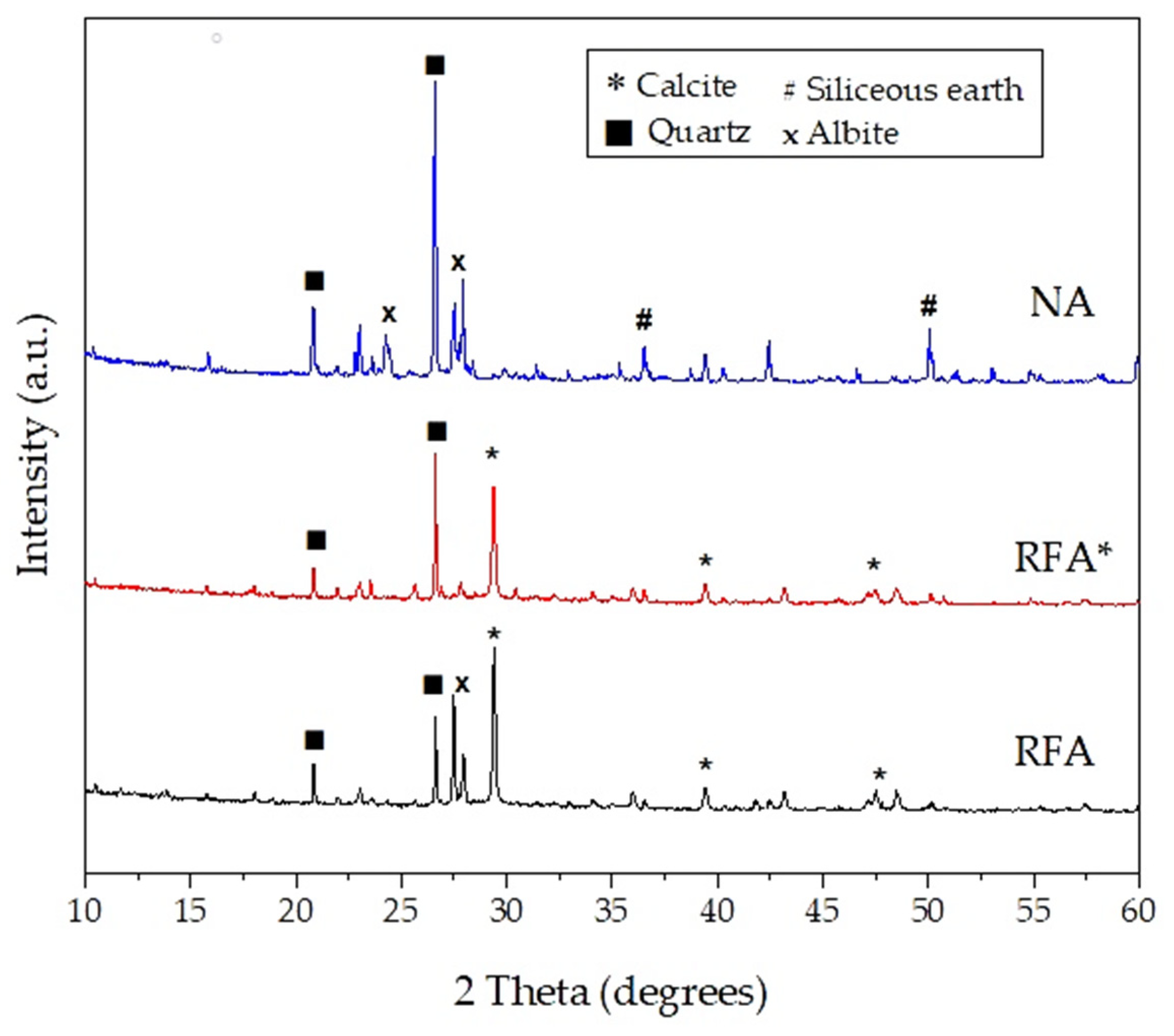
2.2. Characterization of the Materials
2.3. RFA Pre-Wetting Method
2.4. Mixes
2.5. Rehearsal Program
3. Results and Discussion
3.1. Fresh Mortar
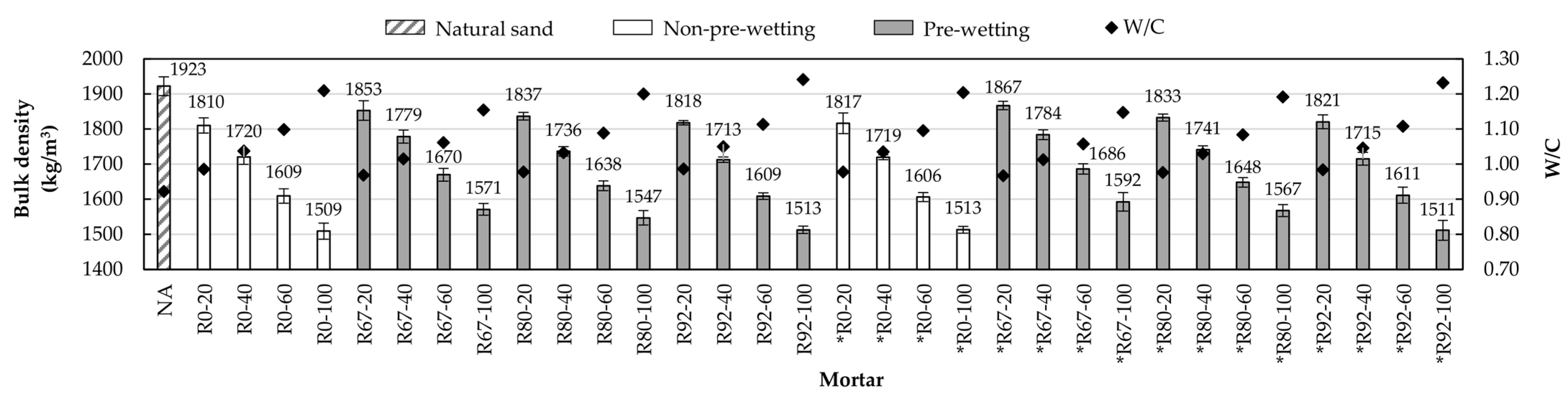
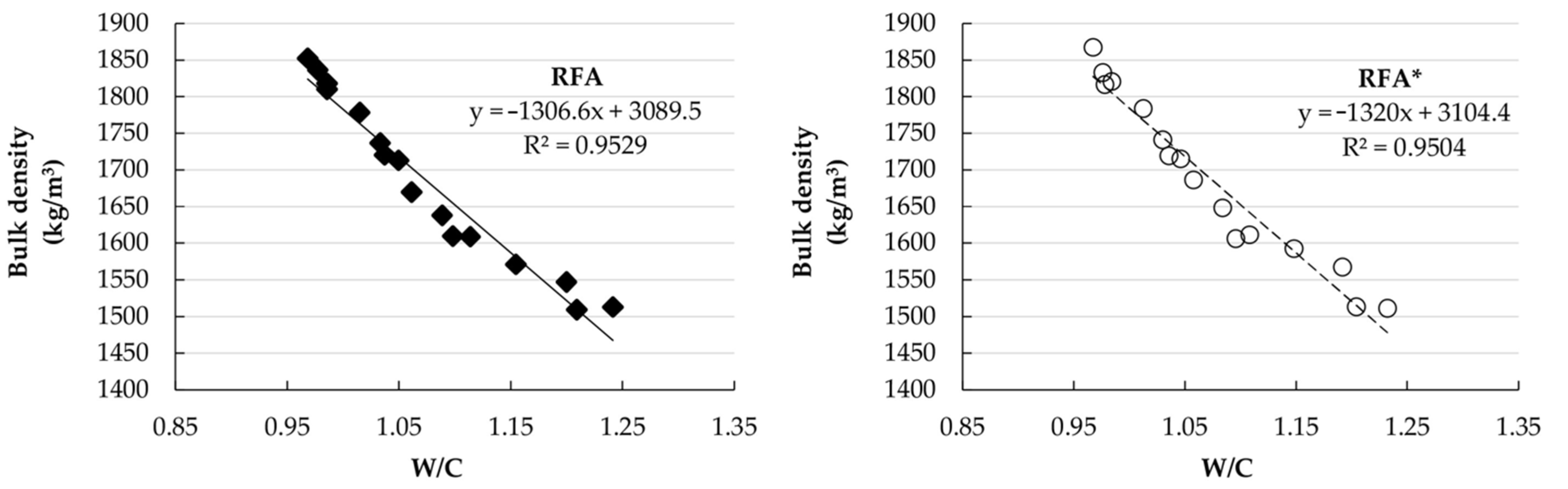
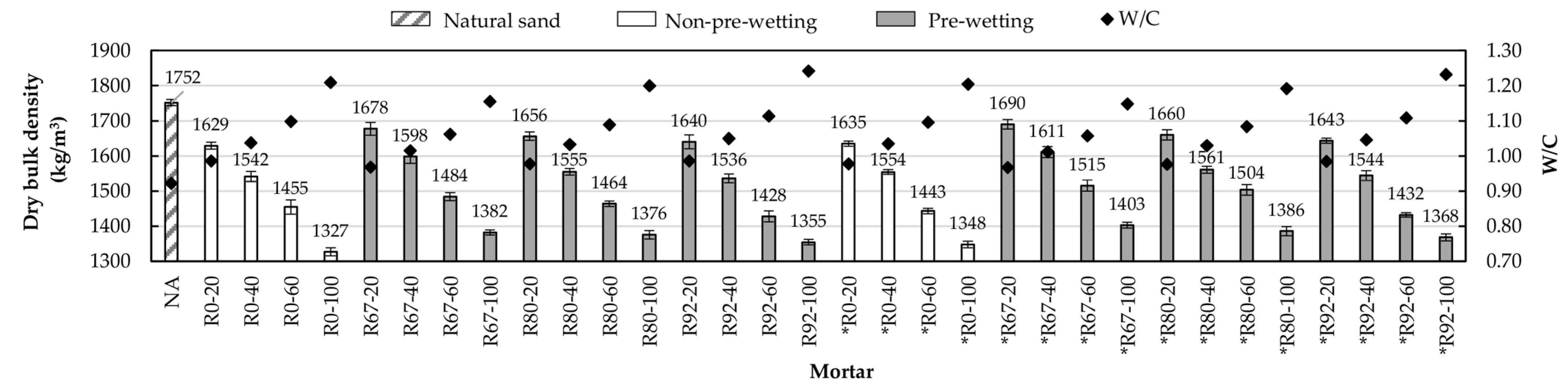
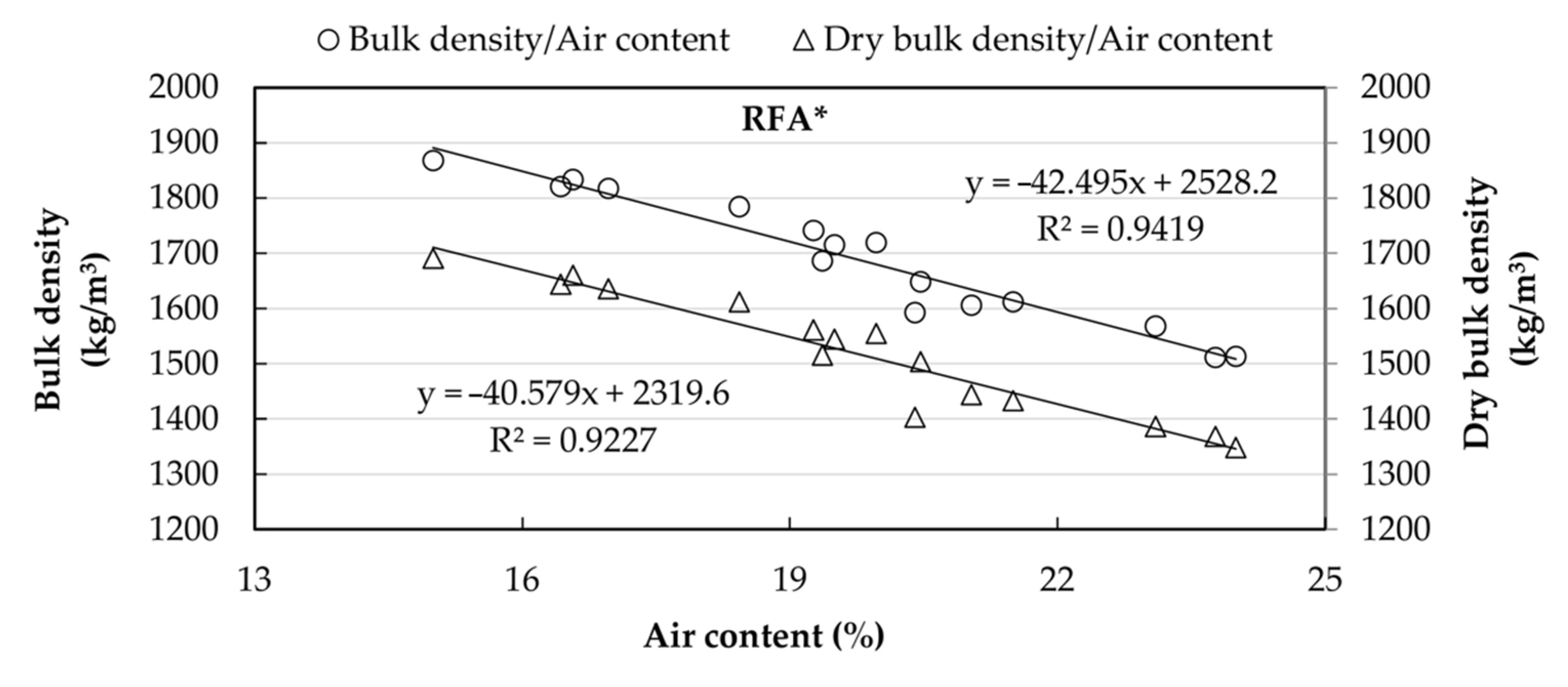
3.1.1. Bulk Density
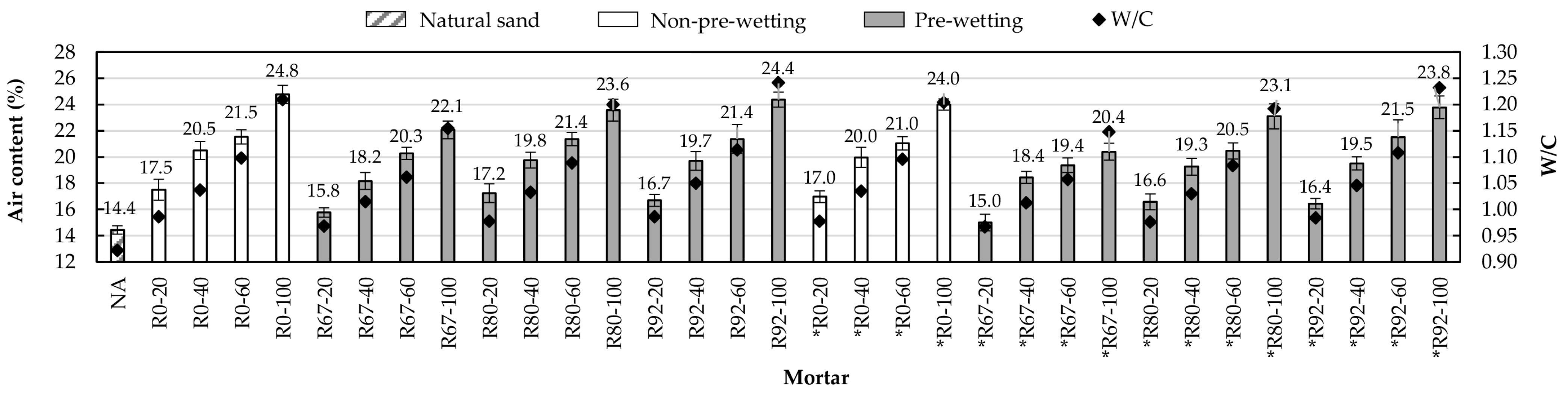
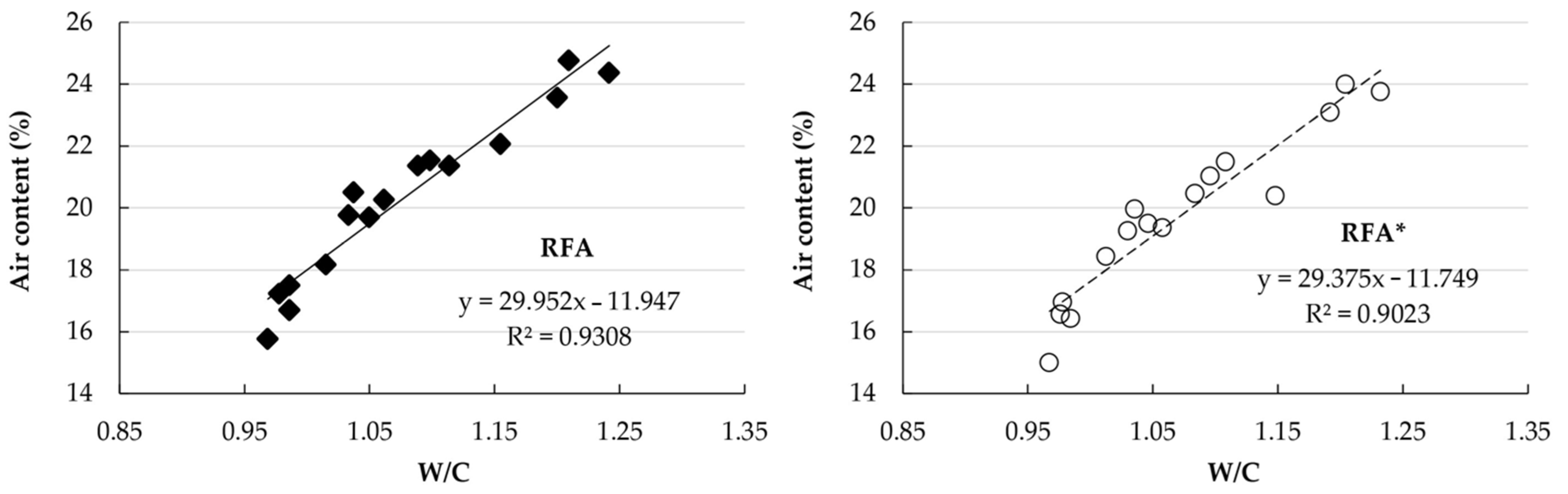
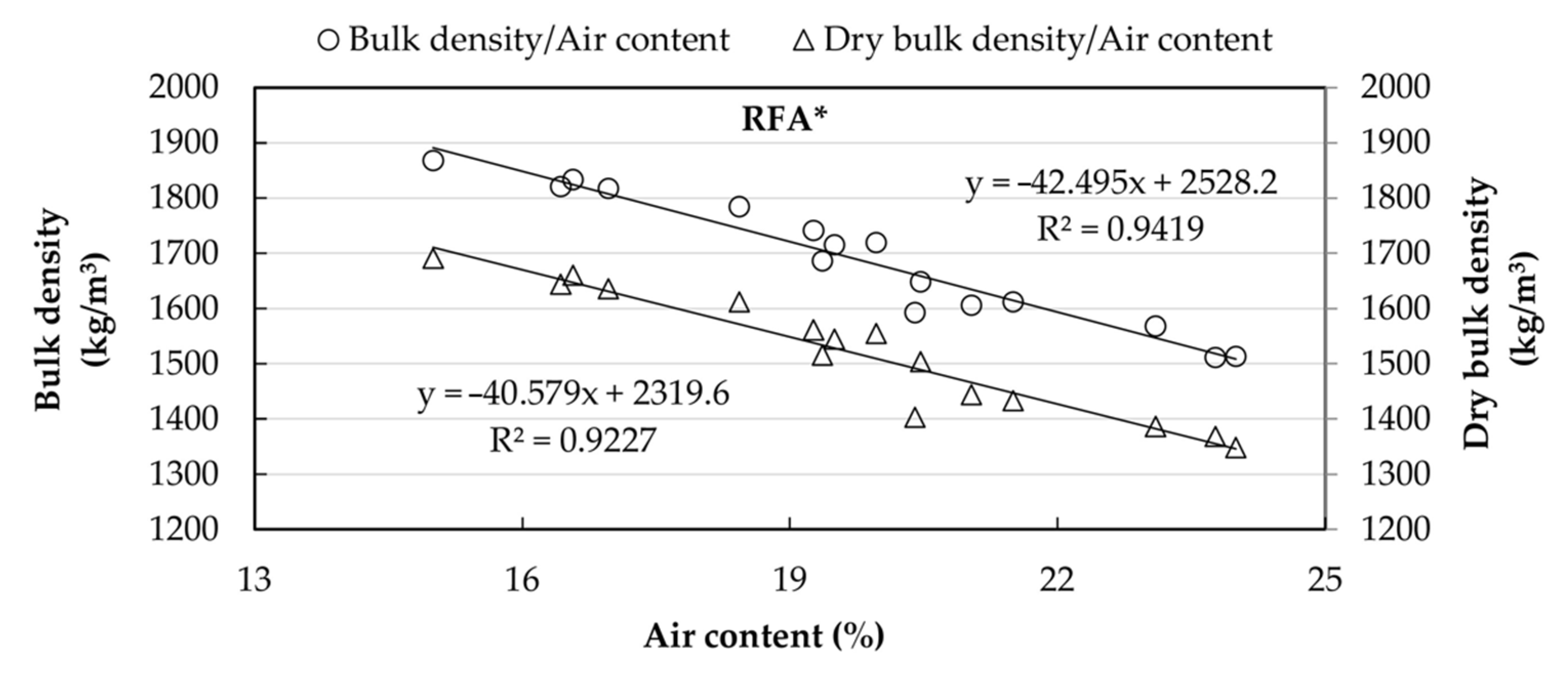
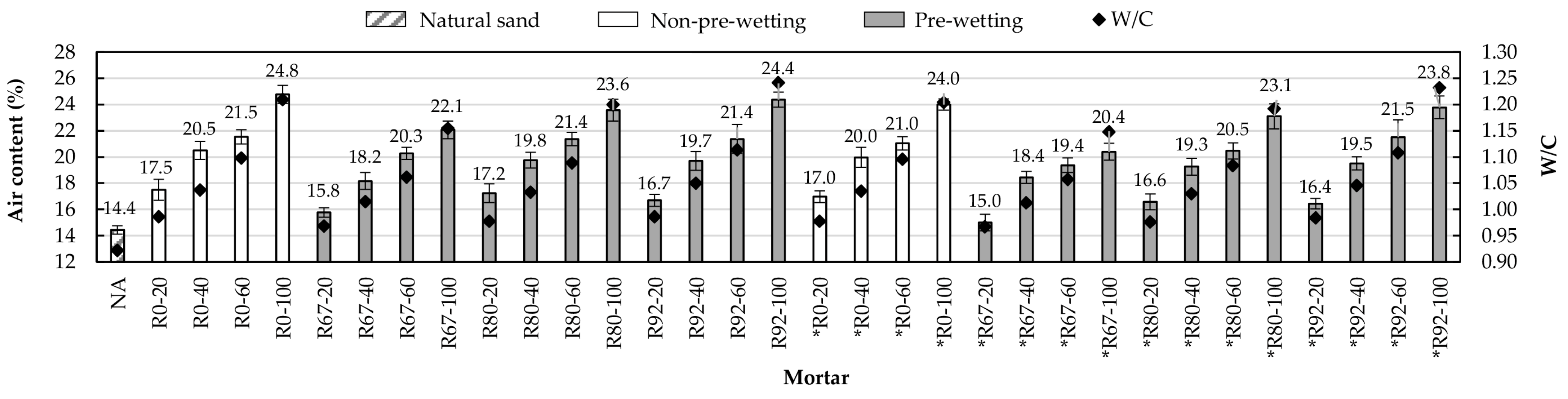
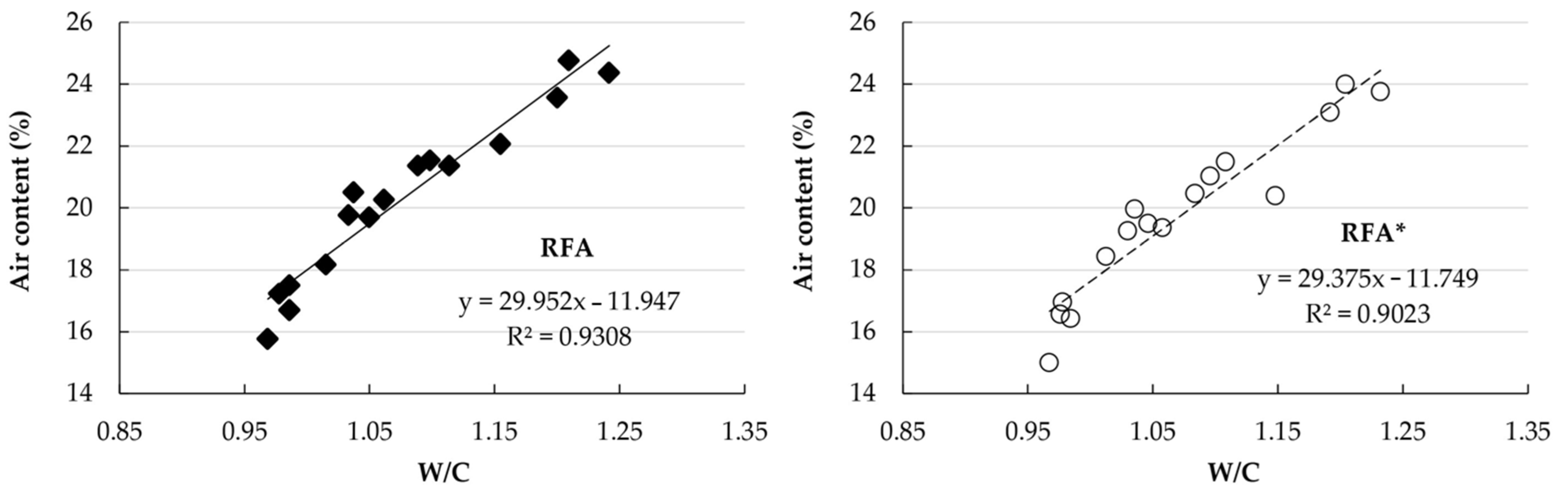
3.1.2. Air Content
3.2. Hardened Mortar
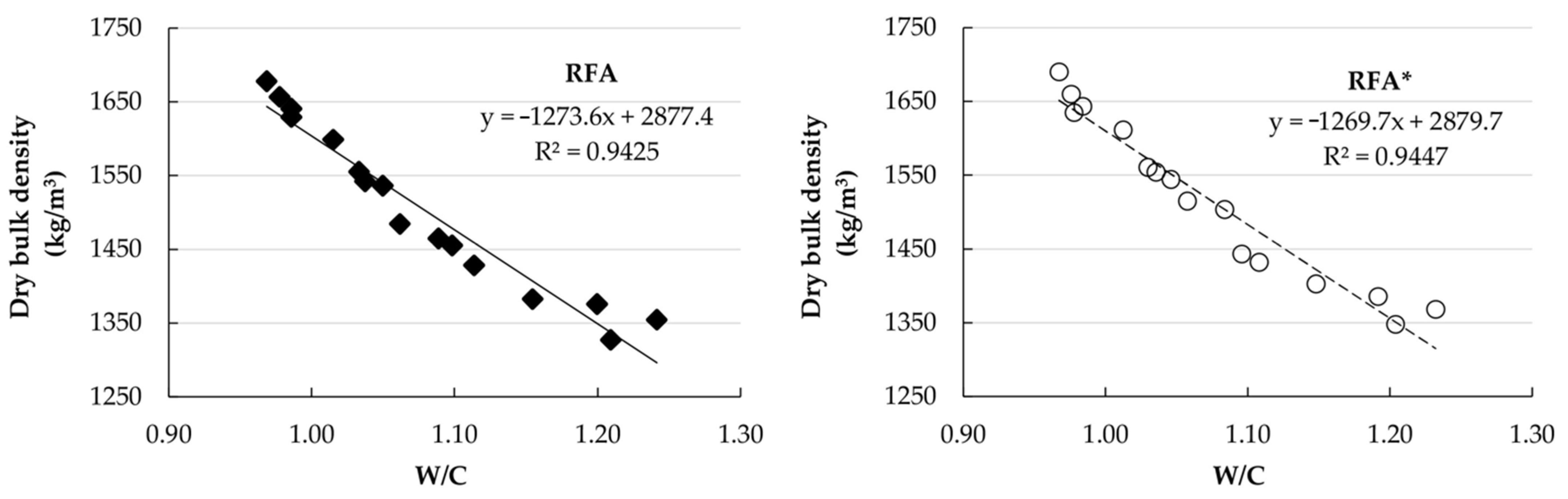
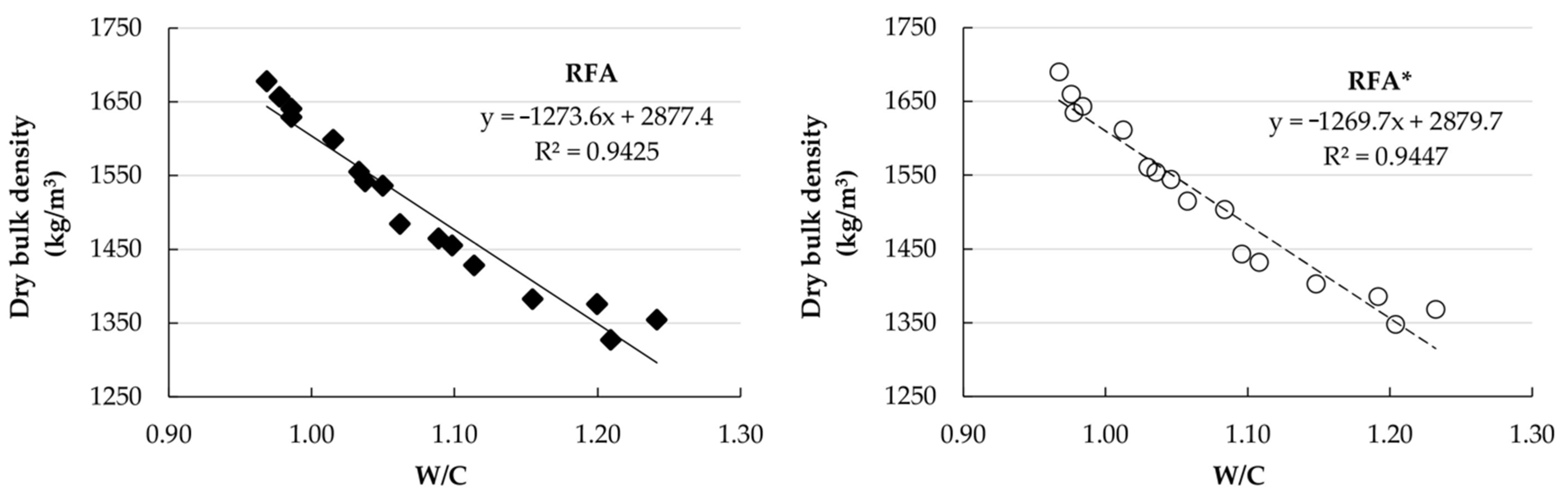
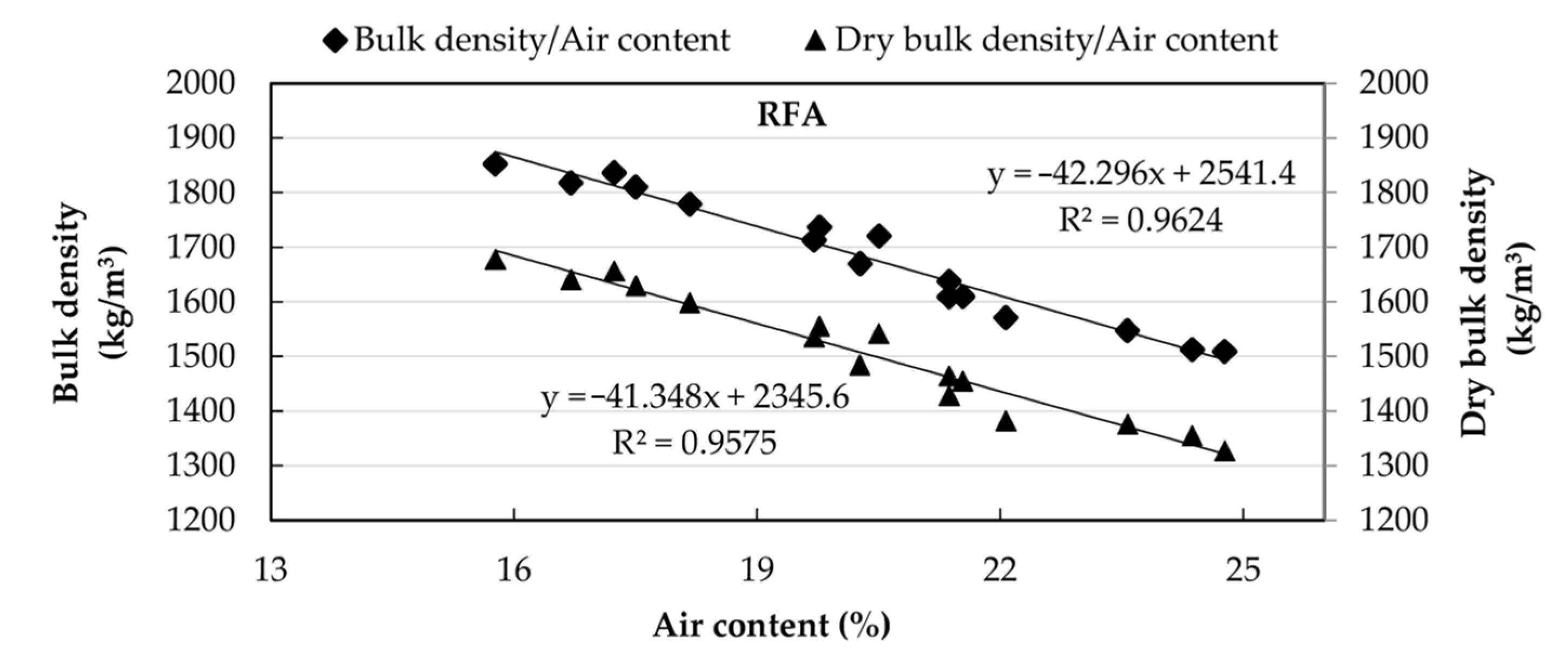
3.2.1. Dry Bulk Density
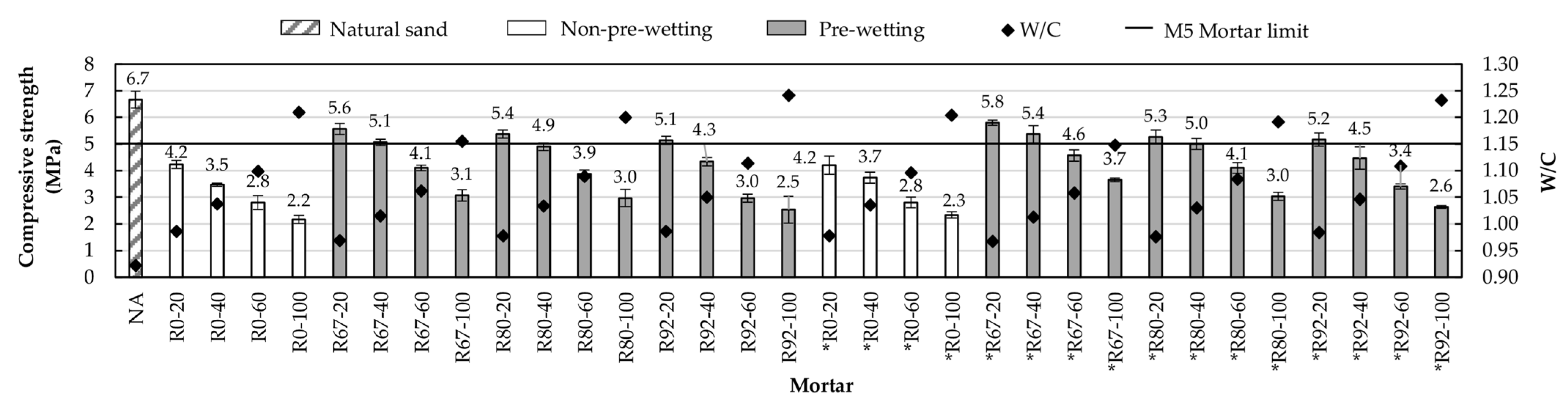
3.2.2. Compressive Strength
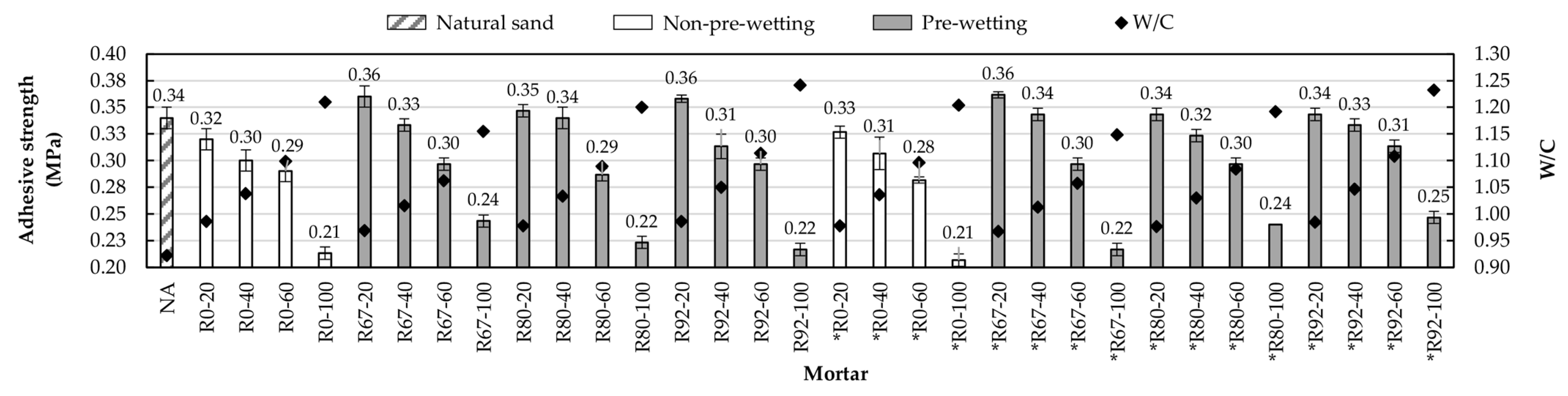
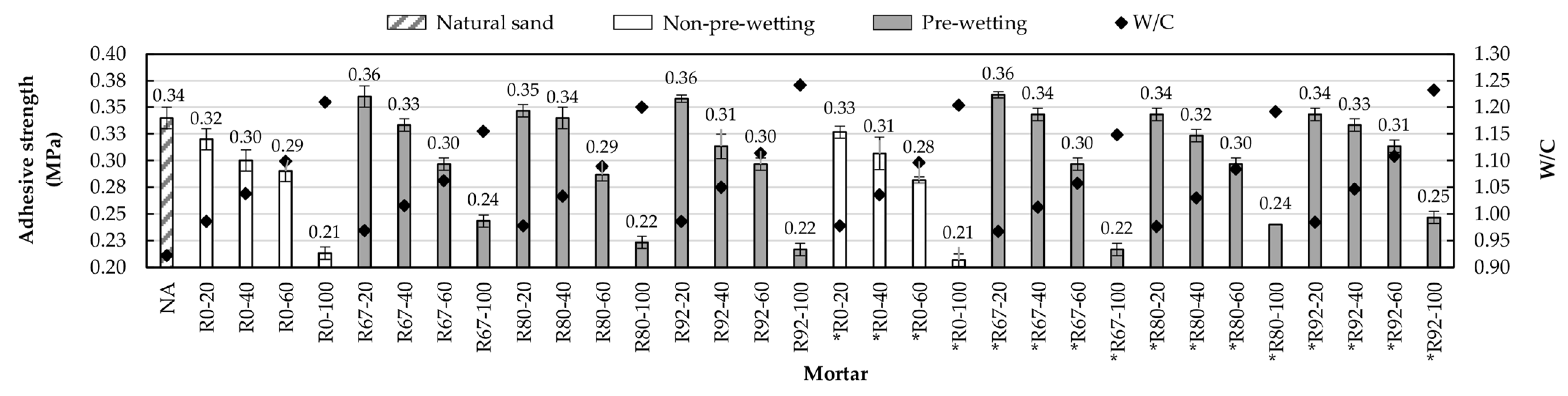
3.2.3. Adhesive Strength
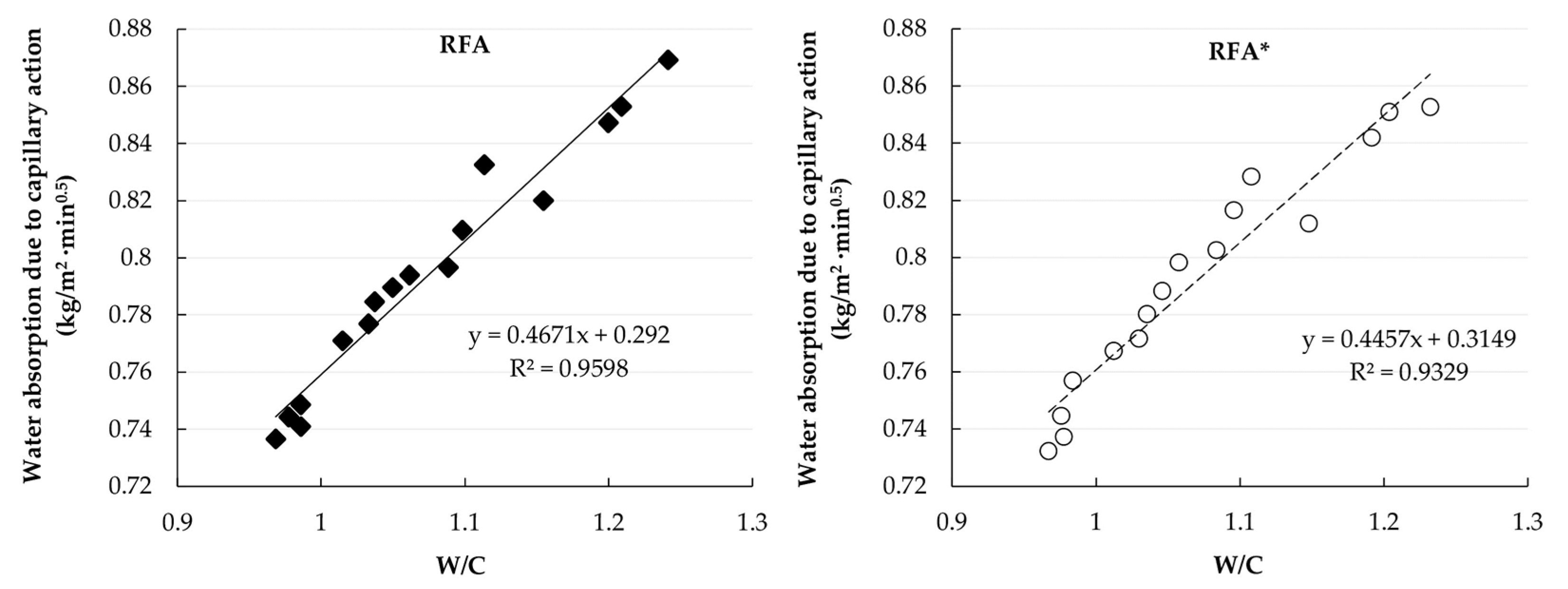
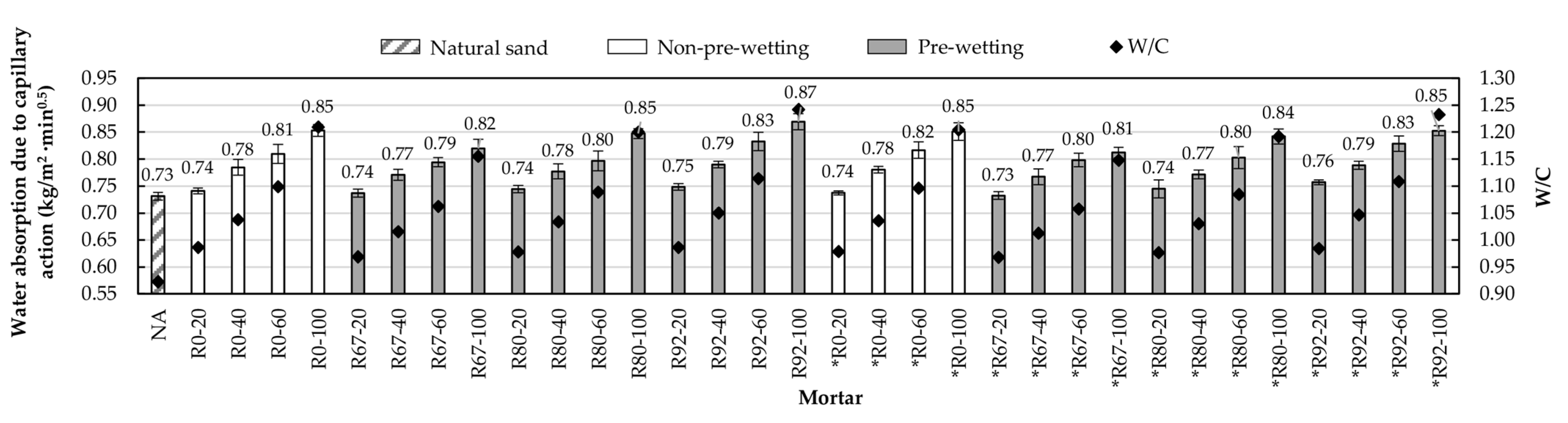
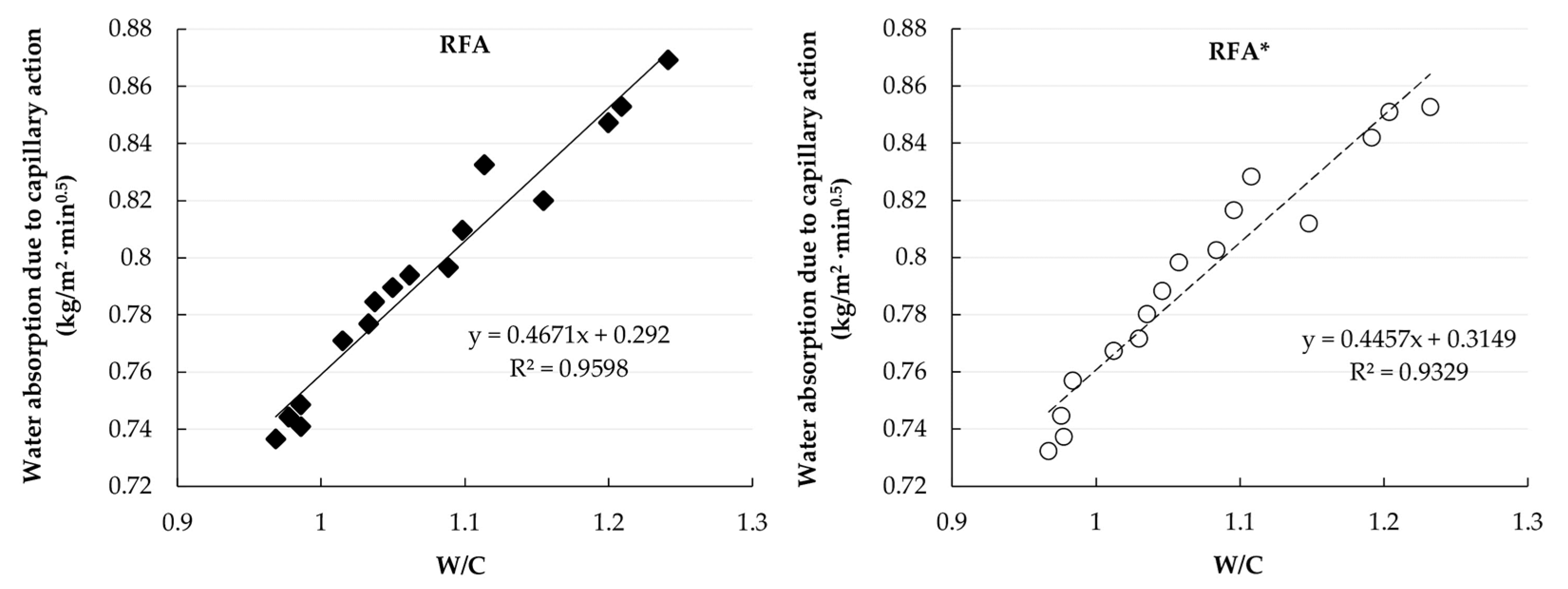
3.2.4. Water Absorption Due to Capillary Action of Hardened Mortar
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Manzi, S.; Mazzotti, C.; Bignozzi, M.C. Short and Long-Term Behavior of Structural Concrete with Recycled Concrete Aggregate. Cem. Concr. Compos. 2013, 37, 312–318. [Google Scholar] [CrossRef]
- Nili, M.; Sasanipour, H.; Aslani, F. The Effect of Fine and Coarse Recycled Aggregates on Fresh and Mechanical Properties of Self-Compacting Concrete. Materials 2019, 12, 1120. [Google Scholar] [CrossRef] [Green Version]
- Cartuxo, F.; de Brito, J.; Evangelista, L.; Jiménez, J.; Ledesma, E. Increased Durability of Concrete Made with Fine Recycled Concrete Aggregates Using Superplasticizers. Materials 2016, 9, 98. [Google Scholar] [CrossRef] [Green Version]
- Evangelista, L.; de Brito, J. Durability Performance of Concrete Made with Fine Recycled Concrete Aggregates. Cem. Concr. Compos. 2010, 32, 9–14. [Google Scholar] [CrossRef]
- Pereira, P.; Evangelista, L.; de Brito, J. The Effect of Superplasticisers on the Workability and Compressive Strength of Concrete Made with Fine Recycled Concrete Aggregates. Constr. Build. Mater. 2012, 28, 722–729. [Google Scholar] [CrossRef] [Green Version]
- Braga, M.; De Brito, J.; Veiga, R. Incorporation of Fine Concrete Aggregates in Mortars. Constr. Build. Mater. 2012, 36, 960–968. [Google Scholar] [CrossRef]
- Neno, C.; de Brito, J.; Veiga, R. Using Fine Recycled Concrete Aggregate for Mortar Production 2. Literature Review 3. Sequence of Testing. Mater. Res. 2014, 17, 168–177. [Google Scholar] [CrossRef] [Green Version]
- Saiz-Martínez, P.; González-Cortina, M.; Fernández-Martínez, F. Characterization and Influence of Fine Recycled Aggregates on Masonry Mortars Properties. Mater. Construcción 2015, 65, 58. [Google Scholar] [CrossRef] [Green Version]
- Ng, S.; Engelsen, C.J. Construction and Demolition Wastes. In Waste and Supplementary Cementitious Materials in Concrete; Elsevier: Amsterdam, The Netherlands, 2018; pp. 229–255. [Google Scholar] [CrossRef]
- Feng, P.; Chang, H.; Xu, G.; Liu, Q.; Jin, Z.; Liu, J. Feasibility of Utilizing Recycled Aggregate Concrete for Revetment Construction of the Lower Yellow River. Materials 2019, 12, 4237. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jiménez, J.R.; Ayuso, J.; López, M.; Fernández, J.M.; de Brito, J. Use of Fine Recycled Aggregates from Ceramic Waste in Masonry Mortar Manufacturing. Constr. Build. Mater. 2013, 40, 679–690. [Google Scholar] [CrossRef]
- Silva, J.; de Brito, J.; Veiga, R. Recycled Red-Clay Ceramic Construction and Demolition Waste for Mortars Production. J. Mater. Civ. Eng. 2010, 22, 236–244. [Google Scholar] [CrossRef]
- Mas, B.; Cladera, A.; del Olmo, T.; Pitarch, F. Influence of the Amount of Mixed Recycled Aggregates on the Properties of Concrete for Non-Structural Use. Constr. Build. Mater. 2012, 27, 612–622. [Google Scholar] [CrossRef]
- Ferreira, L.; de Brito, J.; Barra, M. Influence of the Pre-Saturation of Recycled Coarse Concrete Aggregates on Concrete Properties. Mag. Concr. Res. 2011, 63, 617–627. [Google Scholar] [CrossRef]
- Martín-Morales, M.; Zamorano, M.; Ruiz-Moyano, A.; Valverde-Espinosa, I. Characterization of Recycled Aggregates Construction and Demolition Waste for Concrete Production Following the Spanish Structural Concrete Code EHE-08. Constr. Build. Mater. 2011, 25, 742–748. [Google Scholar] [CrossRef]
- Zhan, B.; Poon, C.S.; Liu, Q.; Kou, S.; Shi, C. Experimental Study on CO2 Curing for Enhancement of Recycled Aggregate Properties. Constr. Build. Mater. 2014, 67, 3–7. [Google Scholar] [CrossRef]
- de Juan, M.S.; Gutiérrez, P.A. Study on the Influence of Attached Mortar Content on the Properties of Recycled Concrete Aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Martínez, I.; Etxeberria, M.; Pavón, E.; Díaz, N. A Comparative Analysis of the Properties of Recycled and Natural Aggregate in Masonry Mortars. Constr. Build. Mater. 2013, 49, 384–392. [Google Scholar] [CrossRef]
- Mora-Ortiz, R.S.; Munguía-Balvanera, E.; Díaz, S.A.; Magaña-Hernández, F.; Del Angel-Meraz, E.; Bolaina-Juárez, Á. Mechanical Behavior of Masonry Mortars Made with Recycled Mortar Aggregate. Materials 2020, 13, 2373. [Google Scholar] [CrossRef] [PubMed]
- Corinaldesi, V.; Moriconi, G. Behaviour of Cementitious Mortars Containing Different Kinds of Recycled Aggregate. Constr. Build. Mater. 2009, 23, 289–294. [Google Scholar] [CrossRef]
- Mefteh, H.; Kebaïli, O.; Oucief, H.; Berredjem, L.; Arabi, N. Influence of Moisture Conditioning of Recycled Aggregates on the Properties of Fresh and Hardened Concrete. J. Clean. Prod. 2013, 54, 282–288. [Google Scholar] [CrossRef]
- Cuenca-Moyano, G.M.; Martín-Pascual, J.; Martín-Morales, M.; Valverde-Palacios, I.; Zamorano, M. Effects of Water to Cement Ratio, Recycled Fine Aggregate and Air Entraining/Plasticizer Admixture on Masonry Mortar Properties. Constr. Build. Mater. 2020, 230, 116929. [Google Scholar] [CrossRef]
- Sánchez-Roldán, Z.; Martín-Morales, M.; Valverde-Palacios, I.; Valverde-Espinosa, I.; Zamorano, M. Study of Potential Advantages of Pre-Soaking on the Properties of Pre-Cast Concrete Made with Recycled Coarse Aggregate. Mater. Constr. 2016, 66, e076. [Google Scholar] [CrossRef] [Green Version]
- Cuenca-Moyano, G.M.; Martín-Morales, M.; Valverde-Palacios, I.; Valverde-Espinosa, I.; Zamorano, M. Influence of Pre-Soaked Recycled Fine Aggregate on the Properties of Masonry Mortar. Constr. Build. Mater. 2014, 70, 71–79. [Google Scholar] [CrossRef]
- Jochem, L.F.; Aponte, D.; Bizinotto, M.B.; Rocha, J.C. Effects of Pre-Wetting Aggregate on the Properties of Mortars Made with Recycled Concrete and Lightweight Aggregates. Matéria 2019, 24. [Google Scholar] [CrossRef]
- Sagoe-Crentsil, K.K.; Brown, T.; Taylor, A.H. Performance of Concrete Made with Commercially Produced Coarse Recycled Concrete Aggregate. Cem. Concr. Res. 2001, 31, 707–712. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L.; Fok, H.; Kou, S.C. Influence of Moisture States of Natural and Recycled Aggregates on the Slump and Compressive Strength of Concrete. Cem. Concr. Res. 2004, 34, 31–36. [Google Scholar] [CrossRef]
- González, J.G.; Robles, D.R.; Valdés, A.J.; Morán del Pozo, J.M.; Romero, M.I.G. Influence of Moisture States of Recycled Coarse Aggregates on the Slump Test. Adv. Mater. Res. 2013, 742, 379–383. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of Amount of Recycled Coarse Aggregates and Production Process on Properties of Recycled Aggregate Concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Cabral, A.E.B.; Schalch, V.; Molin, D.C.C.D.; Ribeiro, J.L.D. Mechanical Properties Modeling of Recycled Aggregate Concrete. Constr. Build. Mater. 2010, 24, 421–430. [Google Scholar] [CrossRef]
- Zhao, Z.; Remond, S.; Damidot, D.; Xu, W. Influence of Fine Recycled Concrete Aggregates on the Properties of Mortars. Constr. Build. Mater. 2015, 81, 179–186. [Google Scholar] [CrossRef]
- UNE-EN 933-1:2012. Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2012. (In Spanish) [Google Scholar]
- UNE-EN 933-8:2012. Tests for Geometrical Properties of Aggregates—Part 8: Assessment of Fines—Sand Equivalent Test; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2015. (In Spanish) [Google Scholar]
- UNE-EN 1097-6:2014. Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2014. (In Spanish) [Google Scholar]
- UNE-EN 1744:2013. Tests for Chemical Properties of Aggregates—Part 1: Chemical Analysis; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2013. (In Spanish) [Google Scholar]
- ASTM C150/C150M-19a. Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM C-595/C-595M-19. Standard Specification for Blended Hydraulic Cements; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Fonseca, N.; de Brito, J.; Evangelista, L. The Influence of Curing Conditions on the Mechanical Performance of Concrete Made with Recycled Concrete Waste. Cem. Concr. Compos. 2011, 33, 637–643. [Google Scholar] [CrossRef]
- Pelufo Carbonell, M.J.; Domingo Cabo, A.; Ulloa Mayorga, V.A.; Vergara Acuña, N. Analysis of Moisture State of Recycled Coarse Aggregate and Its Influence on Compression Strength of the Concrete. In Proceedings of the International Association for Shell and Spatial Structures (IASS) Symposium 2009, Valencia, Evolution and Trends in Design, Analysis and Construction of Shell and Spatial Structures, Valencia, Spain, 28 September–2 October 2009. [Google Scholar]
- Evangelista, L.; de Brito, J. Mechanical Behaviour of Concrete Made with Fine Recycled Concrete Aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Dapena, E.; Alaejos, P.; Lobet, A.; Pérez, D. Effect of Recycled Sand Content on Characteristics of Mortars and Concretes. J. Mater. Civ. Eng. 2011, 23, 414–422. [Google Scholar] [CrossRef]
- UNE-EN 1015-6:1999/A1:2007. Methods of Test for Mortar for Masonry—Part 6: Determination of Bulk Density of Fresh Mortar; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2007. (In Spanish) [Google Scholar]
- UNE-EN 1015-7:1999. Methods of Test for Mortar for Masonry—Part 7: Determination of Air Content of Fresh Mortar; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 1999. (In Spanish) [Google Scholar]
- UNE-EN 1015-10:2000. Methods of Test for Mortar for Masonry—Part 10: Determination of Dry Bulk Density of Hardened Mortar; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2000. (In Spanish) [Google Scholar]
- UNE-EN 1015-11:2000. Methods of Test for Mortar for Masonary—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2000. (In Spanish) [Google Scholar]
- UNE-EN 1015-12:2016. Methods of Test for Mortar for Masonry—Part 12: Determination of Adhesive Strength of Hardened Rendering and Plastering Mortars on Substrates; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2016. (In Spanish) [Google Scholar]
- UNE-EN 1015-18:2003. Methods of Test for Mortar for Masonry—Part 18: Determination of Water Absorption Coefficient Due to Capillary Action of Hardened Mortar; The Spanish Association for Standardization and Certification (AENOR): Madrid, Spain, 2003. (In Spanish) [Google Scholar]
- Li, Z.; Liu, J.; Xiao, J.; Zhong, P. A Method to Determine Water Absorption of Recycled Fine Aggregate in Paste for Design and Quality Control of Fresh Mortar. Constr. Build. Mater. 2019, 197, 30–41. [Google Scholar] [CrossRef]
- Vegas, I.; Ibañez, J.A.; Lisbona, A.; Sáez de Cortazar, A.; Frías, M. Pre-Normative Research on the Use of Mixed Recycled Aggregates in Unbound Road Sections. Constr. Build. Mater. 2011, 25, 2674–2682. [Google Scholar] [CrossRef]
- Leite, M.B.; Figueire do Filho, J.G.L.; Lima, P.R.L. Workability Study of Concretes Made with Recycled Mortar Aggregate. Mater. Struct. 2013, 46, 1765–1778. [Google Scholar] [CrossRef]
- Ledesma, E.F.; Jiménez, J.R.; Fernández, J.M.; Galvín, A.P.; Agrela, F.; Barbudo, A. Properties of Masonry Mortars Manufactured with Fine Recycled Concrete Aggregates. Comput. Chem. Eng. 2014, 71, 289–298. [Google Scholar] [CrossRef]
- Ledesma, E.F.; Jiménez, J.R.; Ayuso, J.; Fernández, J.M.; de Brito, J. Maximum Feasible Use of Recycled Sand from Construction and Demolition Waste for Eco-Mortar Production—Part-I: Ceramic Masonry Waste. J. Clean. Prod. 2015, 87, 692–706. [Google Scholar] [CrossRef]
- Andrade, J.J.d.O.; Possan, E.; Squiavon, J.Z.; Ortolan, T.L.P. Evaluation of Mechanical Properties and Carbonation of Mortars Produced with Construction and Demolition Waste. Constr. Build. Mater. 2018, 161, 70–83. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Standard | Limit Value | NA | RFA | RFA* |
|---|---|---|---|---|---|
| Fine content (%) | EN 933-1 [32] | ≤30 | 9.12 | 6.53 | 6.50 |
| Sand equivalent (%) | EN 933-8 [33] | No limit | 95 | 84 | 83 |
| Dry sample density (gr/cm3) | EN 1097-6 [34] | No limit | 2.65 | 2.19 | 2.21 |
| Water absorption (%) | EN 1097-6 [34] | No limit | 1.28 | 7.82 | 7.59 |
| Acid soluble sulphates (% SO3) | EN 1744-1 [35] | ≤0.8 | <0.010 | 0.0038 | 0.0029 |
| Water-soluble chlorides (% Cl) | EN 1744-1 [35] | ≤0.06 | <0.010 | 0.055 | 0.031 |
| Total sulphurs (% SO3) | EN 1744-1 [35] | ≤1 | <0.010 | 0.0041 | 0.0028 |
| Composition | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | K2O | Na2O | SO3 |
|---|---|---|---|---|---|---|---|---|
| % | 63 | 22 | 6 | 2.5 | 2.6 | 0.6 | 0.3 | 2.0 |
| Pre-Wetting Method | Pre-Wetting Water | Reference | ||
|---|---|---|---|---|
| % of WA a | Value b RFA (%) | Value b RFA* (%) | ||
| Pw-92 | 92 | 7.19 | 6.98 | [24] |
| Pw-80 | 80 | 6.26 | 6.07 | [23,29] |
| Pw-67 | 67 | 5.24 | 5.09 | [24,39] |
| Mortar Type | RA Type | NA/RA (%) | NA (g) | RA (g) | CEM (g) | Pre-Wetting | Mixing Water (g) | Total Water (g) | Consistency Index (mm) | W/C | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Method | Water (g) | ||||||||||
| Control | - | 100/0 | 2505 | 0 | 564 | - | 0 | 520 | 520 | 175 | 0.922 |
| R0-20 | RFA | 80/20 | 2004 | 501 | 564 | 0 | 556 | 556 | 170 | 0.986 | |
| R0-40 | 60/40 | 1503 | 1002 | 564 | 0 | 585 | 585 | 172 | 1.037 | ||
| R0-60 | 40/60 | 1002 | 1503 | 564 | 0 | 619 | 619 | 177 | 1.098 | ||
| R0-100 | 0/100 | 0 | 2505 | 564 | 0 | 682 | 682 | 179 | 1.209 | ||
| R67-20 | RFA | 80/20 | 2004 | 501 | 564 | Pw-67 | 26 | 520 | 546 | 172 | 0.969 |
| R67-40 | 60/40 | 1503 | 1002 | 564 | 52 | 520 | 572 | 178 | 1.015 | ||
| R67-60 | 40/60 | 1002 | 1503 | 564 | 79 | 520 | 599 | 173 | 1.062 | ||
| R67-100 | 0/100 | 0 | 2505 | 564 | 131 | 520 | 651 | 171 | 1.155 | ||
| R80-20 | RFA | 80/20 | 2004 | 501 | 564 | Pw-80 | 31 | 520 | 551 | 174 | 0.978 |
| R80-40 | 60/40 | 1503 | 1002 | 564 | 63 | 520 | 583 | 179 | 1.033 | ||
| R80-60 | 40/60 | 1002 | 1503 | 564 | 94 | 520 | 614 | 171 | 1.089 | ||
| R80-100 | 0/100 | 0 | 2505 | 564 | 157 | 520 | 677 | 176 | 1.200 | ||
| R92-20 | RFA | 80/20 | 2004 | 501 | 564 | Pw-92 | 36 | 520 | 556 | 174 | 0.986 |
| R92-40 | 60/40 | 1503 | 1002 | 564 | 72 | 520 | 592 | 178 | 1.050 | ||
| R92-60 | 40/60 | 1002 | 1503 | 564 | 108 | 520 | 628 | 175 | 1.114 | ||
| R92-100 | 0/100 | 0 | 2505 | 564 | 180 | 520 | 700 | 170 | 1.242 | ||
| *R0-20 | RFA* | 80/20 | 2004 | 501 | 564 | 0 | 30 | 551 | 551 | 171 | 0.978 |
| *R0-40 | 60/40 | 1503 | 1002 | 564 | 61 | 584 | 584 | 174 | 1.035 | ||
| *R0-60 | 40/60 | 1002 | 1503 | 564 | 91 | 618 | 618 | 173 | 1.096 | ||
| *R0-100 | 0/100 | 0 | 2505 | 564 | 152 | 679 | 679 | 178 | 1.204 | ||
| *R67-20 | RFA* | 80/20 | 2004 | 501 | 564 | Pw-67 | 25 | 520 | 545 | 177 | 0.967 |
| *R67-40 | 60/40 | 1503 | 1002 | 564 | 51 | 520 | 571 | 174 | 1.012 | ||
| *R67-60 | 40/60 | 1002 | 1503 | 564 | 76 | 520 | 596 | 180 | 1.058 | ||
| *R67-100 | 0/100 | 0 | 2505 | 564 | 127 | 520 | 647 | 177 | 1.148 | ||
| *R80-20 | RFA* | 80/20 | 2004 | 501 | 564 | Pw-80 | 30 | 520 | 550 | 170 | 0.976 |
| *R80-40 | 60/40 | 1503 | 1002 | 564 | 61 | 520 | 581 | 178 | 1.030 | ||
| *R80-60 | 40/60 | 1002 | 1503 | 564 | 91 | 520 | 611 | 172 | 1.084 | ||
| *R80-100 | 0/100 | 0 | 2505 | 564 | 152 | 520 | 672 | 174 | 1.192 | ||
| *R92-20 | RFA* | 80/20 | 2004 | 501 | 564 | Pw-92 | 35 | 520 | 555 | 175 | 0.984 |
| *R92-40 | 60/40 | 1503 | 1002 | 564 | 70 | 520 | 590 | 177 | 1.046 | ||
| *R92-60 | 40/60 | 1002 | 1503 | 564 | 105 | 520 | 625 | 172 | 1.108 | ||
| *R92-100 | 0/100 | 0 | 2505 | 564 | 175 | 520 | 695 | 179 | 1.232 | ||
| Test | Standard | Curing Time (Days) |
|---|---|---|
| Properties of fresh mortar | ||
| Bulk density of the fresh mortar | UNE-EN 1015-6 [42] | - |
| Entrained air | UNE-EN 1015-7 [43] | - |
| Properties of hardened mortar | ||
| Dry bulk density | UNE-EN 1015-10 [44] | 28 |
| Compressive strength | UNE-EN 1015-11 [45] | 28 |
| Adhesive strength | UNE-EN 1015-12 [46] | 28 |
| Water absorption coefficient due to capillary action | UNE-EN 1015-18 [47] | 28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mora-Ortiz, R.S.; Del Angel-Meraz, E.; Díaz, S.A.; Magaña-Hernández, F.; Munguía-Balvanera, E.; Pantoja Castro, M.A.; Alavez-Ramírez, J.; Alejandro Quiroga, L. Effect of Pre-Wetting Recycled Mortar Aggregate on the Mechanical Properties of Masonry Mortar. Materials 2021, 14, 1547. https://doi.org/10.3390/ma14061547
Mora-Ortiz RS, Del Angel-Meraz E, Díaz SA, Magaña-Hernández F, Munguía-Balvanera E, Pantoja Castro MA, Alavez-Ramírez J, Alejandro Quiroga L. Effect of Pre-Wetting Recycled Mortar Aggregate on the Mechanical Properties of Masonry Mortar. Materials. 2021; 14(6):1547. https://doi.org/10.3390/ma14061547
Chicago/Turabian StyleMora-Ortiz, René Sebastián, Ebelia Del Angel-Meraz, Sergio Alberto Díaz, Francisco Magaña-Hernández, Emmanuel Munguía-Balvanera, Mayra Agustina Pantoja Castro, Justino Alavez-Ramírez, and Leobardo Alejandro Quiroga. 2021. "Effect of Pre-Wetting Recycled Mortar Aggregate on the Mechanical Properties of Masonry Mortar" Materials 14, no. 6: 1547. https://doi.org/10.3390/ma14061547
APA StyleMora-Ortiz, R. S., Del Angel-Meraz, E., Díaz, S. A., Magaña-Hernández, F., Munguía-Balvanera, E., Pantoja Castro, M. A., Alavez-Ramírez, J., & Alejandro Quiroga, L. (2021). Effect of Pre-Wetting Recycled Mortar Aggregate on the Mechanical Properties of Masonry Mortar. Materials, 14(6), 1547. https://doi.org/10.3390/ma14061547