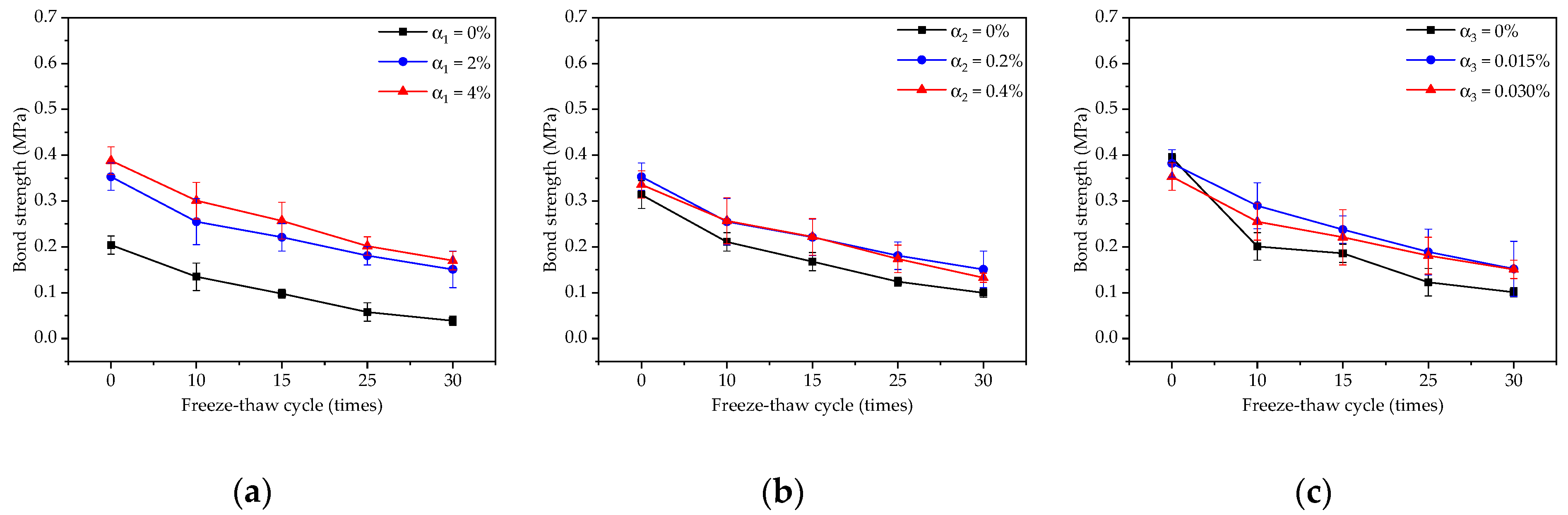
3.1. Bond Strength
The variation rules of bond strength of coatings under freeze–thaw cycles are shown in
Figure 1a by comparing the samples of D1, D4 and D5. Only the content of redispersible emulsion powder changed; the other two factors remained unchanged in
Figure 1a. When the content of redispersible emulsion powder increased from 0% to 2% and 4%, the initial bond strength of coatings increased by 73.0% and 90.2%, respectively, indicating that the redispersible emulsion powder was beneficial to improve the initial bond strength of coatings. When the freeze–thaw cycles were up to 15 times, the bond strength with 0%, 2% and 4% redispersed emulsion powder was 0.098 MPa, 0.221 MPa and 0.257 MPa, which decreases by 52.0%, 37.4% and 33.8% compared with the initial bond strength, respectively. When freeze–thaw cycles were up to 30 times, the bond strength with 0%, 2% and 4% redispersible emulsion powder was 0.039 MPa, 0.151 MPa and 0.170 MPa, which decreased by 81.2%, 57.1% and 56.0% compared with the initial bond strength, respectively. This indicated that the addition of redispersible emulsion powder could improve not only the initial bonding strength of the coating but also benefitted the frost-resistance of the TFC.
The variation rules of bond strength of coatings under freeze–thaw cycles are shown in
Figure 1b by comparing the samples of D2, D4 and D6. Only the content of polypropylene fiber changed; the other two factors remained unchanged in
Figure 1b. The initial bond strength of TFC with the polypropylene fiber content of 0%, 0.2% and 0.4% were 0.314 MPa, 0.353 MPa and 0.336 MPa, respectively. When the content of polypropylene fiber was from 0% to 2% and 4%, the initial bond strength increased by 12.4% and 7.0%, respectively. With the increase of freeze–thaw cycle, the bonding strength of TFC decreased. When the freeze–thaw cycles reached 30 times, the bond strength of TFC with 0%, 0.2% and 0.4% polypropylene fibers was 0.100 MPa, 0.151 MPa and 0.133 MPa, respectively, which decreased by 68.1%, 57.1% and 60.6% compared with the corresponding initial bond strength, respectively.
The variation rules of bond strength of coatings under freeze–thaw cycles are shown in
Figure 1c by comparing the samples of D3, D4 and D7. Only the content of the air-entraining agent changed; the other two factors remained unchanged in
Figure 1c. The initial bond strength of the coating was 0.394 MPa, 0.382 MPa and 0.353 MPa, with a slight decrease when the content of the air-entraining agent increased from 0% to 0.015% and 0.030%. With the increase of freeze–thaw cycles, the bonding strength of TFC decreased. When the freeze–thaw cycles were up to 15 times, the bond strength of TFC under the three concentrations of 0%, 0.015% and 0.030% of the air-entraining agent was 0.201 MPa, 0.290 MPa and 0.255 MPa, respectively, which decreased by 52.9%, 37.6% and 37.3%, compared with the corresponding initial bond strength. When freeze–thaw cycles reached 30 times, the bond strength of coatings with 0%, 0.015% and 0.030% dosage was 0.101 MPa, 0.152 MPa and 0.151 MPa, which decreased by 74.3%, 60.2% and 57.1%, compared with the corresponding initial bond strength.
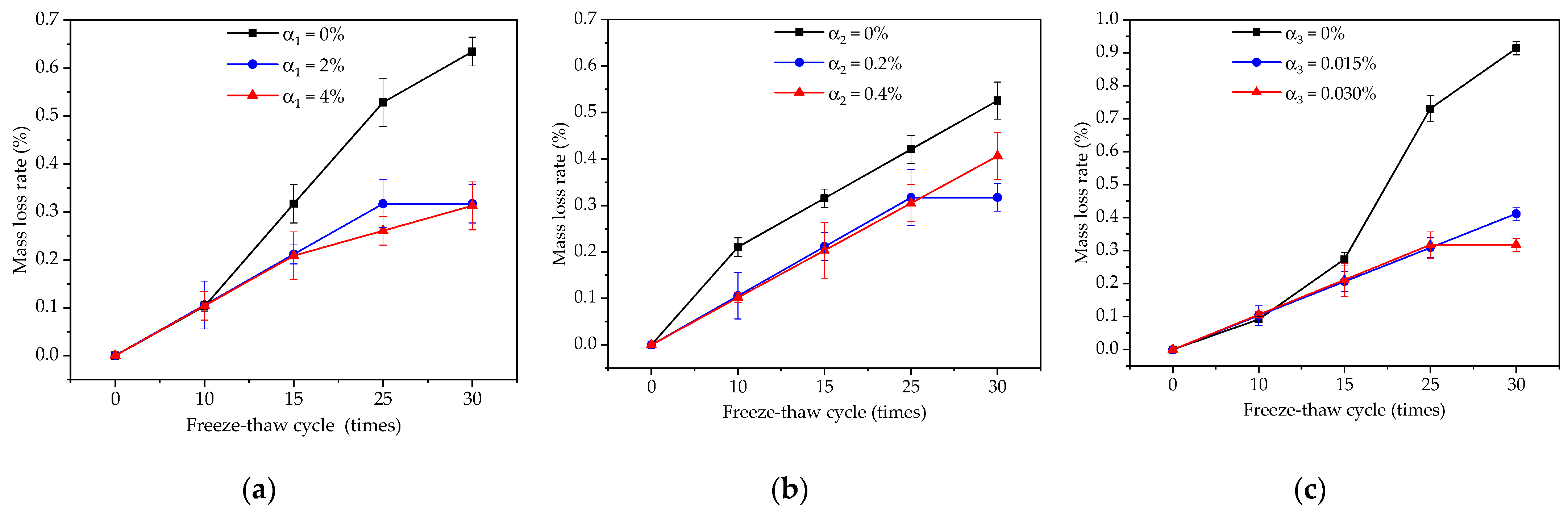
3.2. Mass Loss Rate
The variation rules of mass-loss rate of the coating under freeze–thaw cycles are shown in
Figure 2a by comparing the samples of D1, D4 and D5. Only the content of redispersible emulsion powder changed; the other two factors remained unchanged in
Figure 2a. When the freeze–thaw cycle was less than 10 times, the mass-loss rate of the coatings with 0%, 2% and 4% redispersible emulsion powder was almost the same. However, when the freeze–thaw cycles were more than 10 times, the mass-loss rate of the coating with 0% content was the largest, and the mass-loss rate of the coating with 2% and 4% content was almost the same, which was different only when the freeze–thaw cycles were about 25 times. The results show that the mass-loss rate of 2% and 4% redispersible emulsion was 10.6% and 31.7%, respectively, compared with that of 0% in 15 and 30 freeze–thaw cycles. With the increase of freeze–thaw cycles, the mass-loss rate of the coating increased, but the mass-loss rate of 2% and 4% redispersible emulsion powder was obviously slower than that of 0%.
The variation rules of mass-loss rate of coatings under freeze–thaw cycles are shown in
Figure 2a by comparing the samples of D2, D4 and D6. Only the content of polypropylene fiber changed; the other two factors remained unchanged in
Figure 2b. When the freeze–thaw cycle was 15 and 30 times, the mass-loss rate of the coating with a polypropylene fiber content of 0.2% was 10.4% and 20.9% less than that with 0%, respectively. The mass-loss rate of the coating with a polypropylene fiber content of 0.2% and 0.4% was almost the same, only when the freeze–thaw cycle was 30 times. With the increase of freeze–thaw cycles, the mass-loss rate of the coating increased.
The variation rules of mass-loss rate of coatings under freeze–thaw cycles are shown in
Figure 2c by comparing the samples of D3, D4 and D7. Only the content of the air-entraining agent changed; the other two factors remained unchanged in
Figure 2c. When the freeze–thaw cycle was less than 10 times, the mass-loss rate of the coatings with 0%, 0.015% and 0.030% air-entraining agent was almost the same. However, when the freeze–thaw cycles were more than 10 times, the mass-loss rate of the coating with 0% content was the largest, and the mass-loss rate of the coating with 0.015% and 0.030% content was almost the same, which was different only when the freeze–thaw cycles reached 30 times. With the increase of freeze–thaw cycles, the mass-loss rate of the coating increased, but the mass-loss rate of 0.015% and 0.030% air-entraining agent was obviously slower than that of 0%.
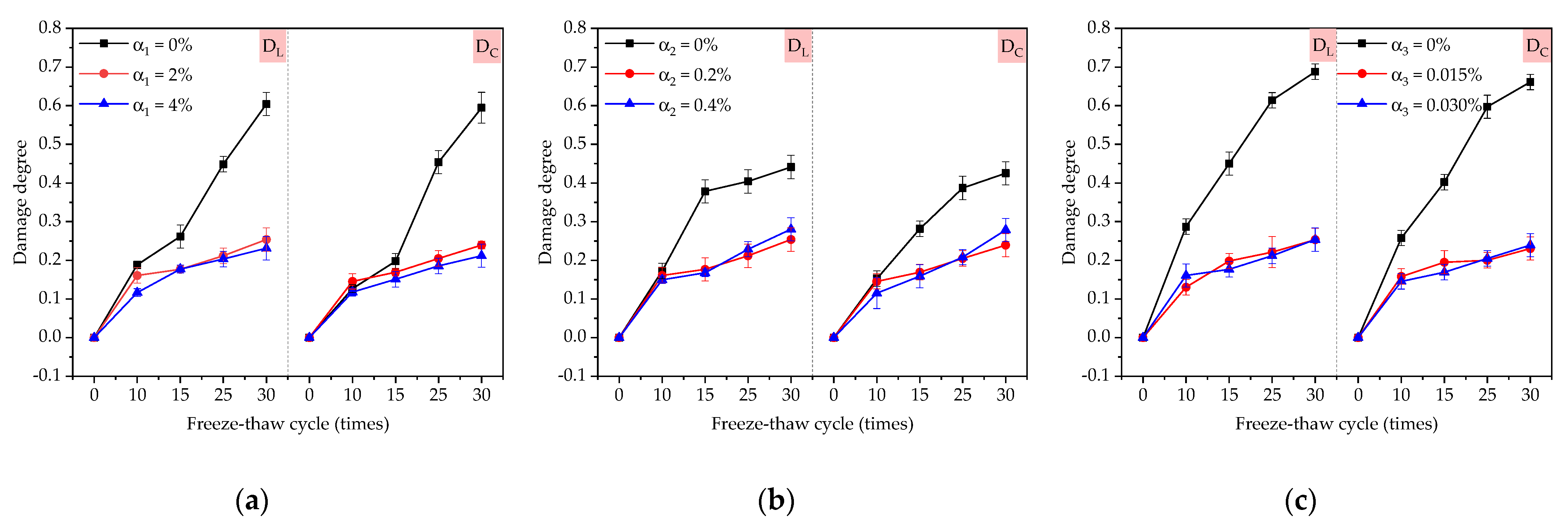
3.3. Damage Degree
The variation rules of damage degree of coatings under freeze–thaw cycles are shown in
Figure 3a by comparing the samples of D1, D4 and D5. Only the content of redispersible emulsion powder changed; the other two factors remained unchanged in
Figure 2a. The changed rule of D
L and Dc was basically the same, and it increased with the increase of freeze–thaw cycles. At 15 and 30 freeze–thaw cycles, the damage degree of 2% redispersible latex powder was 0.029 and 0.36 less than that of 0%, respectively. When the freeze–thaw cycle was 30 times, the damage degree of TFC with redispersible emulsion powder content of 0% was about three times compared with that of 4%. The damage degree of 2% and 4% redispersible emulsion powder was almost the same.
The variation rules of damage degree of coatings under freeze–thaw cycles are shown in
Figure 2b by comparing the samples of D2, D4 and D6. Only the content of polypropylene fiber changed; the other two factors remained unchanged in
Figure 2b. Polypropylene fiber could reduce the damage of TFC in freeze–thaw cycles, but when the content of polypropylene fiber was greater than 0.2%, the damage reduction effect was not obvious. When the freeze–thaw cycles were less than 10 times, the damage degree of the coatings with a polypropylene fiber content of 0%, 0.2% and 0.4% were close. When the freeze–thaw cycles were more than 10 times, the damage degree of the coating was greatly reduced when the polypropylene fiber content was 0.2%.
The variation rules of damage degree of coatings under freeze–thaw cycles are shown in
Figure 3c by comparing the samples of D3, D4 and D7. Only the content of the air-entraining agent changed; the other two factors remained unchanged in
Figure 3c. The changed rule of D
L and Dc was basically the same. At 0, 15, and 30 freeze–thaw cycles, the damage degree of 0.015% air-entraining agent was 0.21 and 0.43 less than that of 0%, respectively. Unlike redispersible emulsion powder and polypropylene fiber, the damage reduction effect of the air-entraining agent was already evident at the beginning of the freeze–thaw cycles.
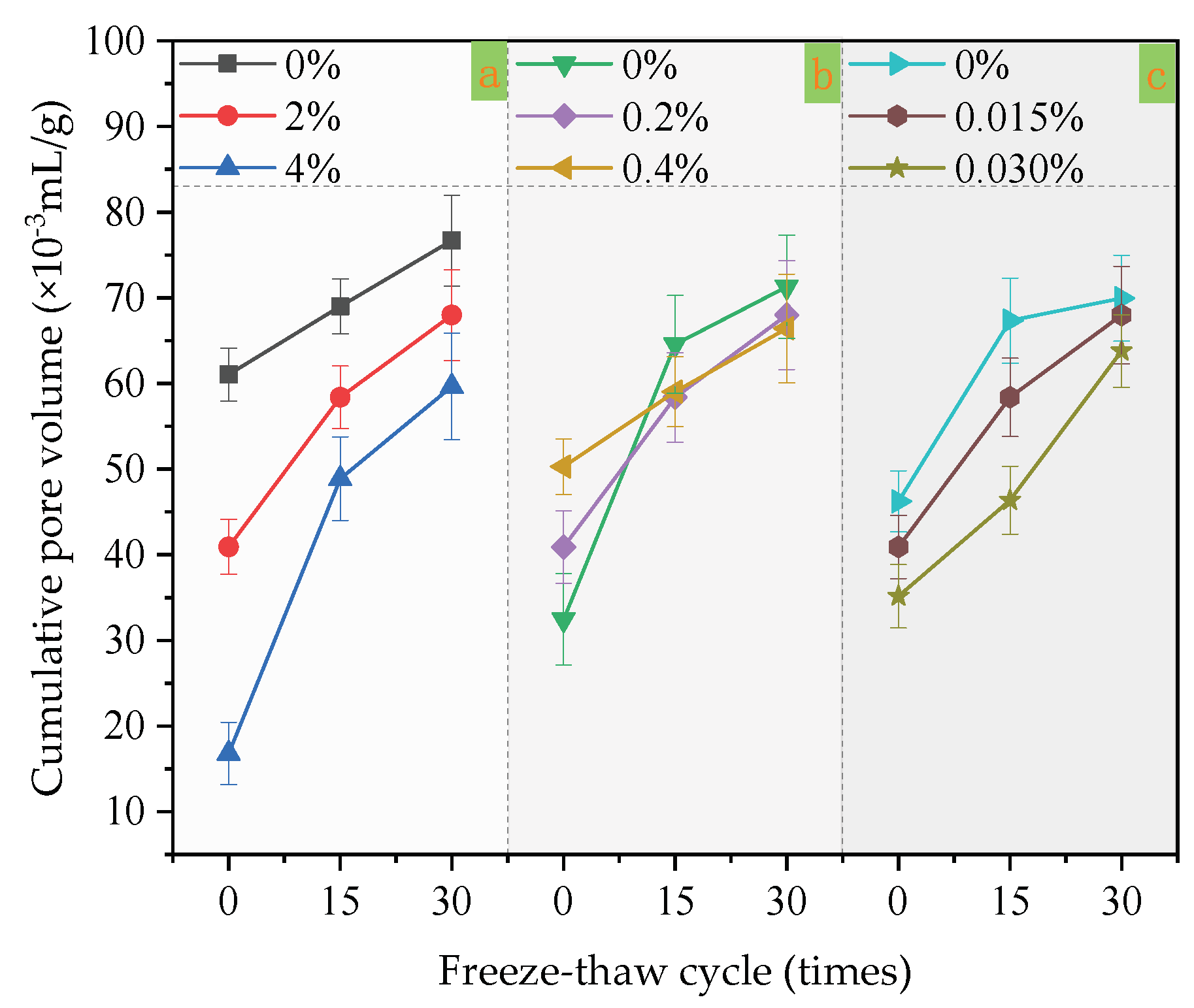
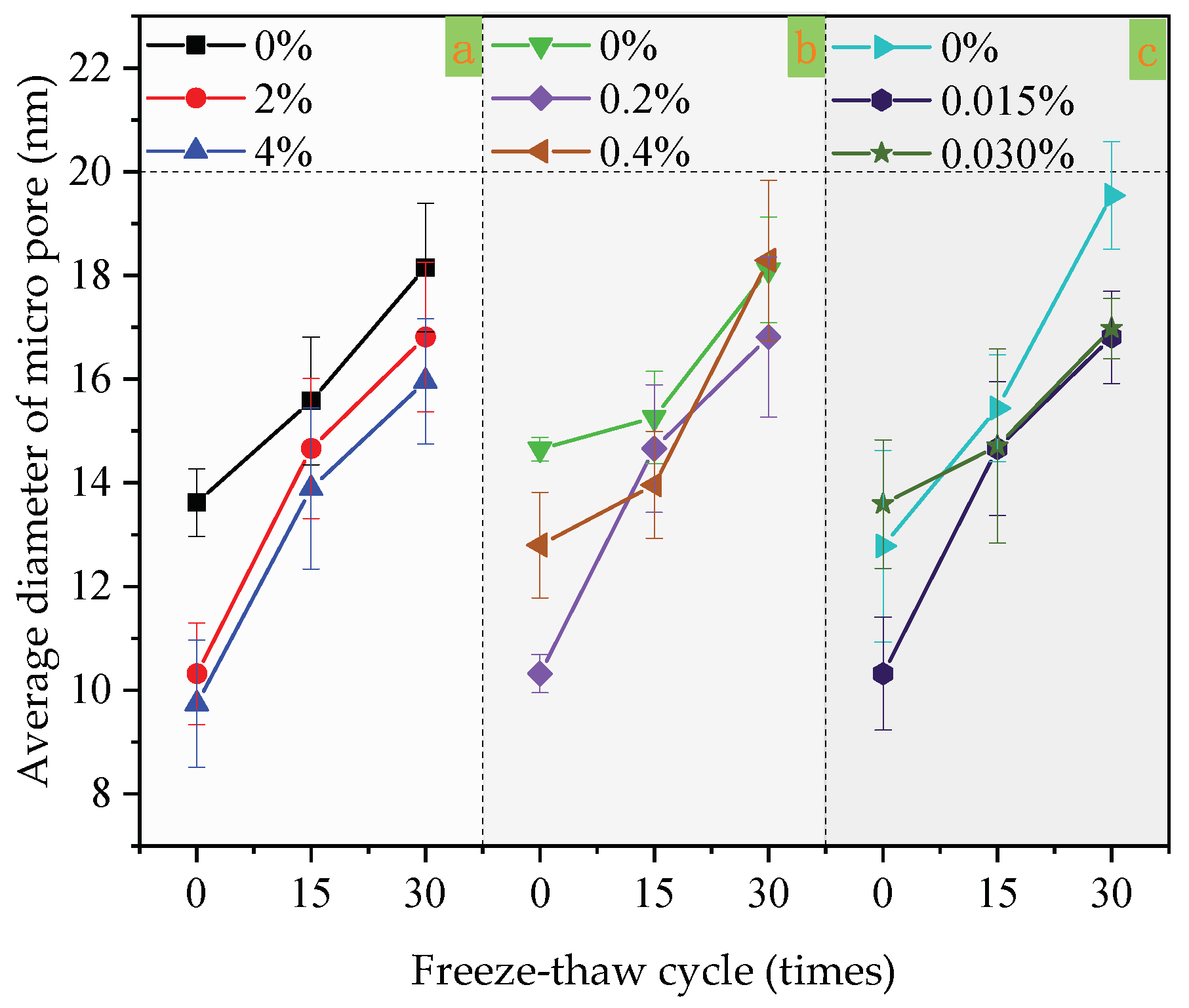
3.4. Microscopic Pores
In
Figure 4a, only the content of redispersible emulsion powder changed, while the content of other factors remained unchanged. Others are also single factor changes in
Figure 4b,c and
Figure 5a–c. When the content of redispersible emulsion powder increases from 0%, 2% to 4%, the cumulative pore volume and average diameter decrease under the same freeze–thaw cycles (as shown in
Figure 4a and
Figure 5a). The redispersible emulsion powder is beneficial to improve the freeze–thaw resistance of coatings. Under the same freeze–thaw cycles, the larger the content of redispersible emulsion powder, the smaller the cumulative pore volume and average diameter of micropore.
At 0 freeze–thaw cycles, the cumulative pore volume decreased with the increase of polypropylene fiber content. However, in 15 and 30 freeze–thaw cycles, the cumulative pore volume of the coatings with 0.4% polypropylene fiber content was larger than that with 0%, and the cumulative pore volume of the coatings with 0.2% was basically the same as that with 0%. The average diameter of micropore increased with the increase of freeze–thaw cycles. The average pore diameter of the coating with a polypropylene fiber content of 0.2% was the smallest at 0 and 30 freeze–thaw cycles. Moreover, the coating with 0.4% polypropylene fiber had the smallest average pore diameter in 15 freeze–thaw cycles. Moreover, when the content of polypropylene fiber was 0.2%, the mass-loss rate and damage degree were reduced compared with that 0%.
When the content of the air-entraining agent increased from 0%, 2%, to 4%, the cumulative pore volume decreased under the same freeze–thaw cycles. With the increase of freeze–thaw cycles, the cumulative pore volume and average diameter of the coating increase. The coating with 0.015% polypropylene fiber had the smallest average micropore diameter at 0 freeze–thaw cycles, but the coating with 0.015% polypropylene fiber had the same average micropore diameter as that with 0.030% at 15–30 freeze–thaw cycles.
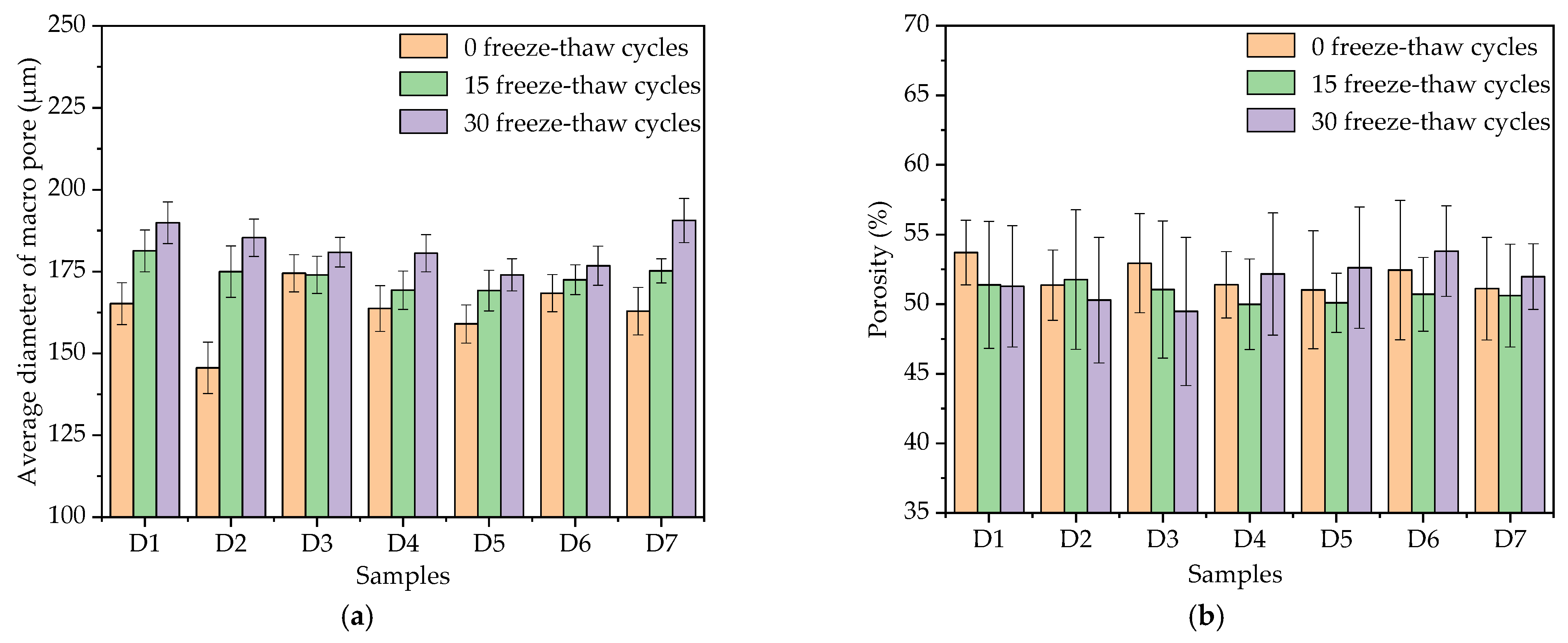
3.5. Macro Pores
From
Figure 6a, the average diameters of D1, D4 and D5 were 165.2 μm, 163.7 μm, and 159.0 μm under 0 freeze–thaw cycles, respectively, and the average diameters of D1, D4 and D5 were 181.3 μm, 169.3 μm, and 169.2 μm under 15 freeze–thaw cycles, respectively. The average diameters of D1, D4 and D5, increased by 9.75%, 3.42% and 6.41%, respectively, when the freeze–thaw cycles increased from 0 to 15 times. The average diameters of macroscopic pores in TFC were 189.9 μm, 180.6 μm, 174.0 μm, and increased by 14.95%, 10.32% and 9.43% in 30 freeze–thaw cycles compared with 0 freeze–thaw cycles, respectively. The results show that the addition of redispersible emulsion powder improved the freeze–thaw resistance of macropores. From
Figure 6b, at 0 and 15 freeze–thaw cycles, the porosity of the coating with 4% redispersible emulsion powder was the smallest, but at 30 freeze–thaw cycles, the porosity was the largest. From
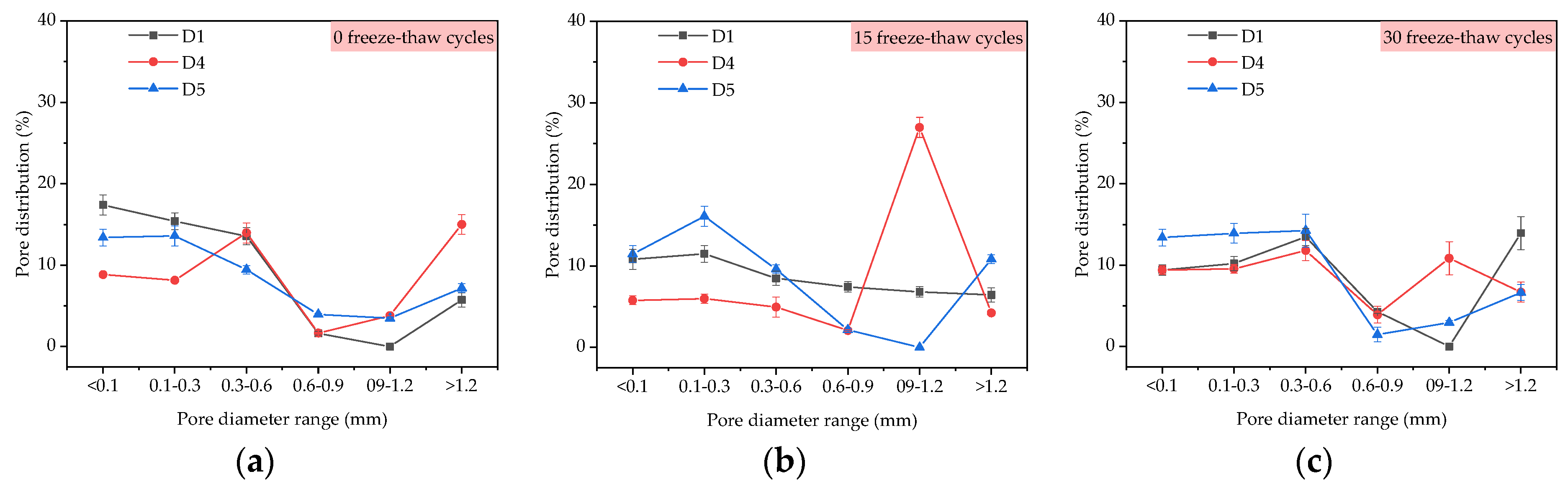
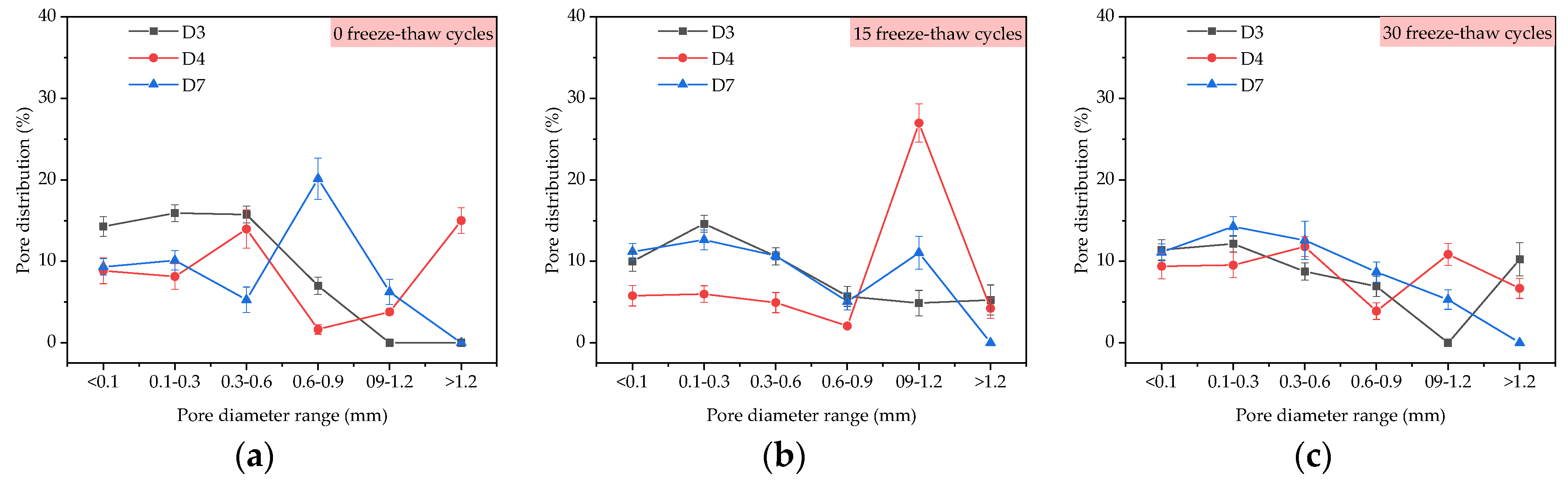
Figure 7, the proportion of large pore size increased slightly with the increase of freeze–thaw cycles. At 15 freeze–thaw cycles, the pore distribution of the D4 sample was 26.98% in the pore diameter range of 0.9–1.2 mm.
By comparing D2, D4, and D6 samples in
Figure 6a, when the polypropylene fiber content in TFC increased from 0%, 0.2% to 0.4% at 15 freeze–thaw cycles, the average diameters of the corresponding macroscopic pores in the coating were 175.0 μm, 169.3 μm and 172.5 μm, respectively, which were increased by 20.2%, 3.42% and 2.43% compared with 145.6 μm, 163.7 μm and 168.4 μm at 0 freeze–thaw cycles. When the polypropylene fiber content in TFC increased from 0%, 0.2% to 0.4% at 30 freeze–thaw cycles, the average diameters of the corresponding macroscopic pores in TFC were 185.3 μm, 180.6 μm, and 176.8 μm, respectively, which were increased by 27.27%, 10.32% and 4.99% compared with 0 freeze–thaw cycles. From
Figure 6b, at 0 and 15 freeze–thaw cycles, the porosity of the coating with 0.2% polypropylene fiber was the smallest, but at 30 freeze–thaw cycles, the porosity was the largest. From
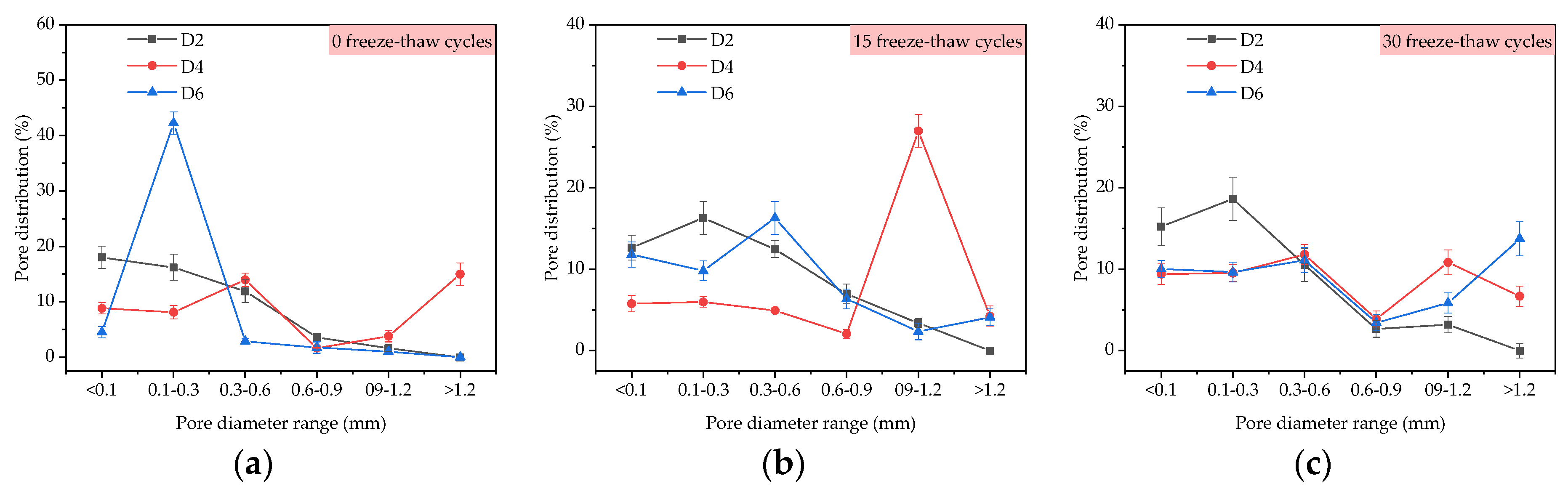
Figure 8, the proportion of large pore size increased with the increase of freeze–thaw cycles. At 0 freeze–thaw cycles, the pore distribution of the D6 sample was 42.26% in the pore diameter range of 0.1–0.3 mm.
By comparing D3, D4 and D7 samples in
Figure 6a, it was shown that the average diameter and porosity of macroscopic pores increased with the increase of the content of the air-entraining agent, which was mainly due to the introduction of bubbles with the diameter of 25–250 μm by the air-entraining agent. When freeze–thaw cycles reached 15 times, the average diameters of the corresponding macropores were 175.2 μm, 169.3 μm and 174.0 μm, which were increased by 7.55%, 3.42% and 0%, respectively, compared with 162.9 μm, 163.7 μm and 174.5 μm under 0 freeze–thaw cycles. When freeze–thaw cycles reached 30 times, the average diameters of the corresponding macroscopic pores were 190.6 μm, 180.6 μm, and 180.9 μm, which were 17.00%, 10.32% and 3.67% higher than that under 0 freeze–thaw cycles, respectively. The air-entraining agent could still inhibit the deterioration of macropores, and it enhanced the freeze–thaw resistance of micropores of TFC. From
Figure 6b, at 15 freeze–thaw cycles, the porosity of the coating with 0.015% air-entraining agent was the smallest, but it was only about 1% less than 0% and 0.030% content. From
Figure 9, the pore distribution of the D7 sample with a pore diameter greater than 0.9 mm decreased significantly at 30 freeze–thaw cycles.
3.6. Mechanism Analysis
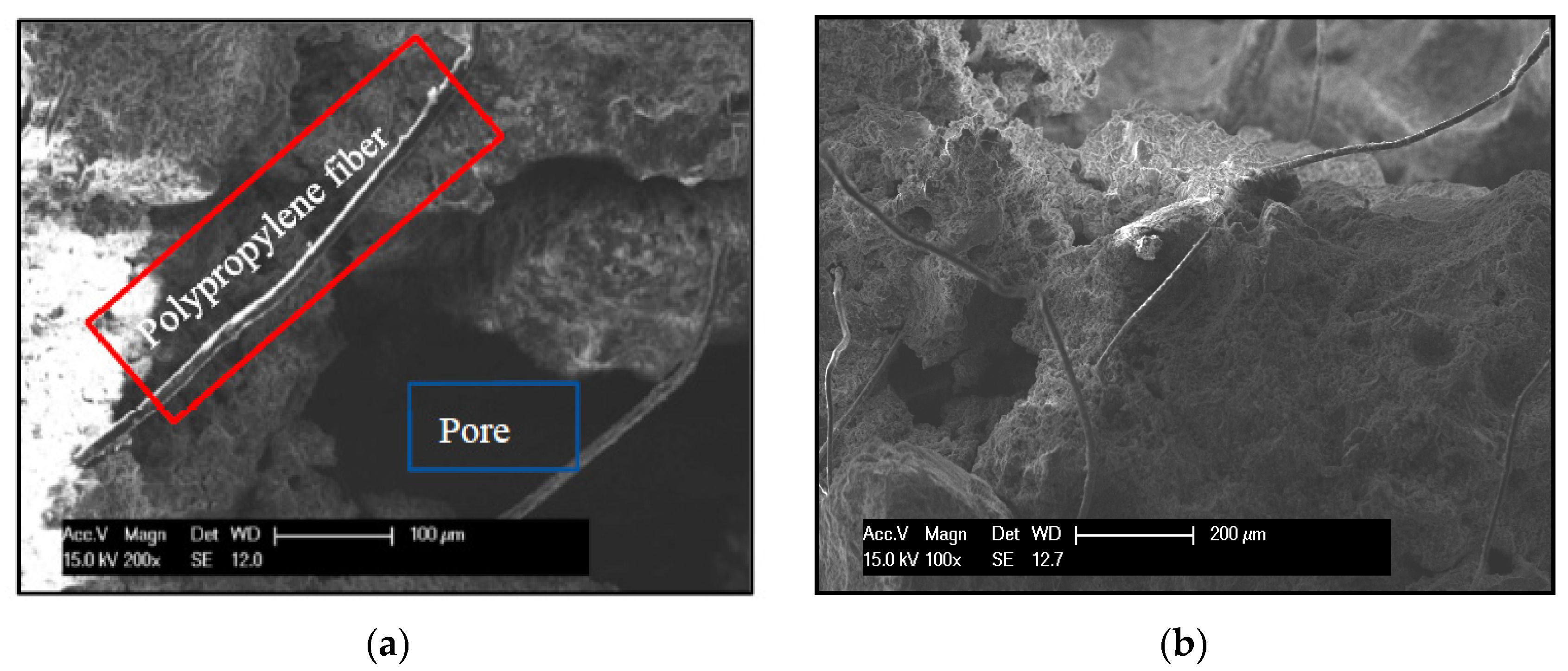
The internal structure of the coating can be clearly seen in
Figure 10. The addition of redispersible emulsion powder made the coating form a network structure, filled the internal pores and made it denser. Hence, from
Figure 1a, the maximum bond strength was obtained when the content of redispersible emulsion powder was 4% under the same freeze–thaw cycles. At the same time, the mass-loss rate and damage degree of the coating with 2% redispersible emulsion powder was also reduced compared with that of 0%, according to
Figure 2a and
Figure 3a. Moreover, from
Figure 4 and
Figure 5 that the cumulative pore volume and pore diameter decreased with the increase of the content.
From
Figure 10, the long fibrous material is polypropylene fiber, which connects the internal structure of the coating to form a whole to resist stress damage. Polypropylene fiber not only can share part of frost heaving stress but also has good resistance to damage caused by freeze–thaw cycle. Moreover, it has a bridge effect on cement-based coatings, which makes the internal microcracks of TFC difficult to form and improves the bond strength of TFC. Hence, from
Figure 1b, the bond strength of 0.2% polypropylene fiber was close to that of 0.4% but greater than that of 0%.
The air-entraining agent introduced a large number of micropores, which can increase frost resistance. From
Figure 10 that there were a large number of pores in the coating, but there were many small diameter pores. Air-entraining agent reduces the density of the coating, so the bond strength of 0.030% air-entraining agent was lower than that of 0.015% from
Figure 1c. However, the damage degree and mass-loss rate decrease greatly under freeze–thaw cycles. The air-entraining agent could still inhibit the deterioration of macropores, and it could enhance the freeze–thaw resistance of micropores of TFC.
3.7. Bond Strength Model
After the parameter values of
and
were calculated by MATLAB (Equation (3)) according to the regression algorithm, the regression equations of Equations (5) and (6) could be obtained by lstopt software based on the universal global optimization (UGO).
is the bond strength; is the damage degree, taking the average value of and ; and are regression parameters; , and respectively represent thecontents of redispersible emulsion powder, polypropylene fiber and air entraining agent.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}