
The Role of Supplementary Cementitious Materials (SCMs) in Ultra High Performance Concrete (UHPC): A Review




Abstract
1. Introduction
2. Summary of SCMs Reviewed
3. Effect of SCMs on Material Properties of UHPC
3.1. Slag
3.2. Fly Ash (FA)
3.3. Limestone Powder (LP)
3.4. Metakaolin (MK)
3.5. Other SCMs
3.5.1. Rice Husk Ash (RHA)
3.5.2. Natural Pozzolan (NP)
3.5.3. Nano-Metaclay (NMC)
3.5.4. Dehydrated Cementitious Powder (DCP)
3.5.5. Cement Kiln Dust (CKD)
3.5.6. Ground Granite Powder (GGP)
3.5.7. Basalt Stone Powder (BP)
3.5.8. Fine Glass Powder (FGP)
4. Environmental Evaluation
5. Conclusions
- (1)
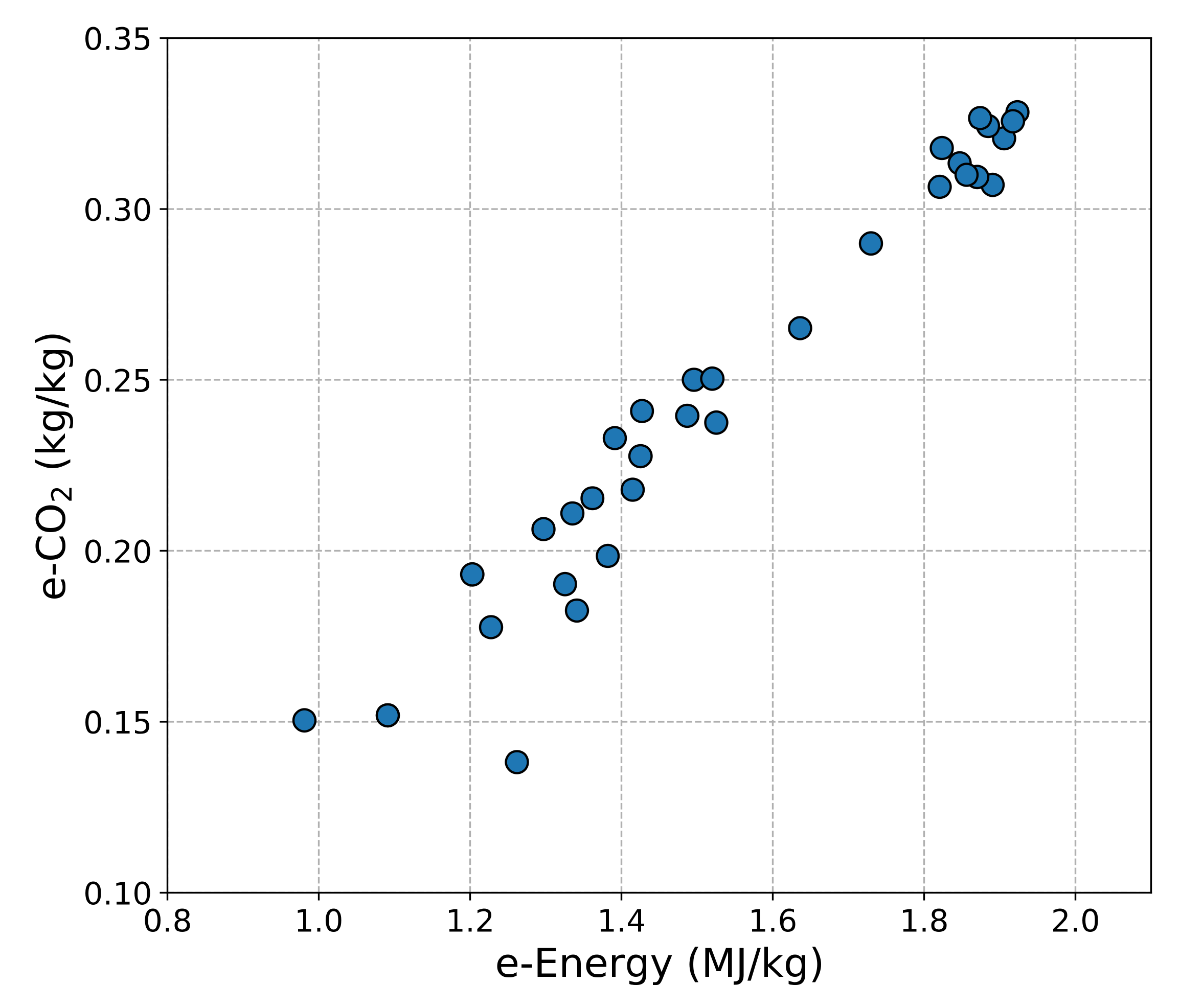
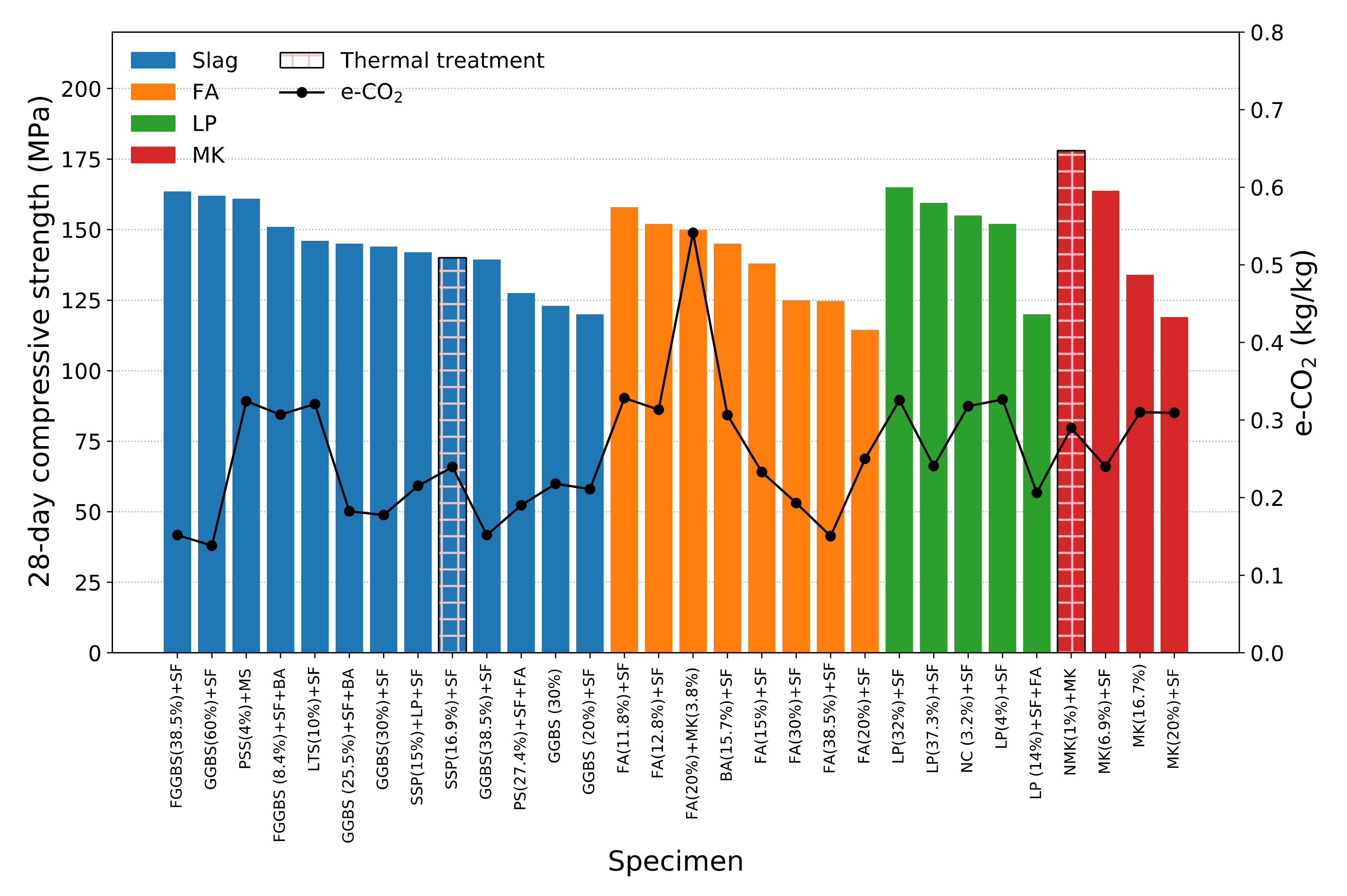
- The main purposes of the usage of SCMs are to decrease the material cost and the environmental impact caused during material production by a partial replacement of cement or silica fume. Since most SCMs are industrial by-products from plants or naturally occurring resources, the usage of SCMs corresponds well to this purpose; it was confirmed that the e-CO2 of UHPC is lower when the dosage of an SCM is higher.
- (2)
- Slag tends to decrease the compressive strength of UHPC at an early age because of the slow hydration of slag, but it increases the late age compressive strength through the pozzolanic reaction between slag and Ca(OH)2 that increases the packing density of the UHPC. The finer particle size of slag exhibits higher compressive strength. Slag also increases the workability of UHPC because of its lower water absorption compared to cement.
- (3)
- FA degrades the compressive strength of UHPC; however, some of the FFA can enhance compressive strength. The ternary use of SCMs including FA can be another feasible option to reduce the amount of cement in UHPC. The effect of FA on the workability of UPHC is different among studies. It is also proved that FA is effective to reduce the shrinkage of UHPC.
- (4)
- LP enhances the compressive strength of UHPC with the three mechanisms: i) LP decreases the water demand of UHPC, that is, it increases the workability of UHPC, ii) LP has a pozzolanic reaction with SF, which increases the late age compressive strength, and iii) LP can accelerate the cement hydration. However, some cases that LP degrades the compressive strength of UHPC were observed. LP can decrease the shrinkage of UHPC by reducing the amount of cement in UHPC.
- (5)
- MK seems to increase the early age compressive strength of UHPC, but decreases the late age compressive strength. It was confirmed that the MK of the finer particle size can overcome the degradation of the early age compressive strength. It was reported that MK decreases the autogenous shrinkage while it increases the drying shrinkage. Another application of MK was found; the alkali-activated material synthesized using slag, MK, and sodium silicate solution results in the proper compressive strength over 150 MPa.
- (6)
- Other SCMs are also introduced. RHA has a synergic effect on the compressive strength of UHPC resulting in the higher compressive strength at both early and late age compared to the reference specimen only with SF. NP decreases the compressive strength of UHPC at all ages; however, it results in the compressive strength of UHPC over 150 MPa at 90 days. NMC increases the late age compressive strength of UHPC because it yields a pozzolanic reaction at late ages. DCP and CDK degrade the compressive strength of UHPC because they increase the water demand. GCP is a good source of SCM; it improves both the compressive strength at 28 days and the flowability of UHPC. GCP does not chemically react in UHPC but works as a filler. BP was confirmed to decrease the compressive strength of UHPC, but it increases the workability. Partial substitution of SF with FGP can improve both the compressive strength because of its pozzolanic reaction and advance the workability of UHPC because of the lower surface area compared to SF.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| BA | Bottom Ash |
| BP | Basalt stone Powder |
| CKD | Cement Kiln Dust |
| CS | Copper Slag |
| DCP | Dehydrated Cementitious Powder |
| FA | Fly Ash |
| FFA | Fine Fly Ash |
| FGGBS | Fine Ground Granulated Blast-furnace Slag |
| FGP | Fine Glass Powder |
| GGBS | Ground Granulated Blast-furnace Slag |
| GGP | Ground Granite Powder |
| LP | Limestone Powder |
| LTS | Lithium Slag |
| MK | Metakaolin |
| NC | Nano Calcium carbonate |
| NMC | Nano Metaclay |
| NMK | Nano Metakaolin |
| NP | Natural Pozzolan |
| OPC | Ordinary Portland Cement |
| PS | Phosphorous Slag |
| PSS | Pulverized Steel Slag |
| RHA | Rice Husk Ash |
| SF | Silica Fume |
| SSP | Steel Slag Powder |
References
- ASTM C1856/M-17. Standars Practice for Fabricating on Testing Specimens of Uhpc; ASTM: West Conshohocken, PA, USA, 2017; pp. 1–8. [Google Scholar] [CrossRef]
- Schmidt, M.; Fehling, E. Ultra-high-performance concrete: Research, development and application in Europe. ACI Spec. Publ. 2005, 228, 51–78. [Google Scholar]
- Meng, W.; Khayat, K.H.; Bao, Y. Flexural behaviors of fiber-reinforced polymer fabric reinforced ultra-high-performance concrete panels. Cem. Concr. Compos. 2018, 93, 43–53. [Google Scholar] [CrossRef]
- Meng, W.; Khayat, K.H. Improving flexural performance of ultra-high-performance concrete by rheology control of suspending mortar. Compos. Part B Eng. 2017, 117, 26–34. [Google Scholar] [CrossRef]
- Piérard, J.; Dooms, B.; Cauberg, N. Evaluation of durability parameters of UHPC using accelerated lab tests. In Proceedings of the 3rd International Symposium on UHPC and Nanotechnology for High Performance Construction Materials, Kassel, Germany, 7–9 March 2012; pp. 371–376. [Google Scholar]
- Graybeal, B.; Tanesi, J. Durability of an ultrahigh-performance concrete. J. Mater. Civ. Eng. 2007, 19, 848–854. [Google Scholar] [CrossRef]
- Pyo, S.; Koh, T.; Tafesse, M.; Kim, H.K. Chloride-induced corrosion of steel fiber near the surface of ultra-high performance concrete and its effect on flexural behavior with various thickness. Constr. Build. Mater. 2019, 224, 206–213. [Google Scholar] [CrossRef]
- Piérard, J.; Dooms, B.; Cauberg, N. Durability evaluation of different types of UHPC. In Proceedings of the RILEM-fib-AFGC International Symposium on Ultra-High Performance Fiber-Reinforced Concrete, Marseille, France, 1–3 October 2013; pp. 275–284. [Google Scholar]
- Abbas, S.; Soliman, A.M.; Nehdi, M.L. Exploring mechanical and durability properties of ultra-high performance concrete incorporating various steel fiber lengths and dosages. Constr. Build. Mater. 2015, 75, 429–441. [Google Scholar] [CrossRef]
- Pyo, S.; Abate, S.Y.; Kim, H.K. Abrasion resistance of ultra high performance concrete incorporating coarser aggregate. Constr. Build. Mater. 2018, 165, 11–16. [Google Scholar] [CrossRef]
- Liu, J.; Song, S.; Wang, L. Durability and micro-structure of reactive powder concrete. J. Wuhan Univ. Technol. Sci. Ed. 2009, 24, 506–509. [Google Scholar] [CrossRef]
- Li, S.; Cheng, S.; Mo, L.; Deng, M. Effects of steel slag powder and expansive agent on the properties of ultra-high performance concrete (UHPC): Based on a case study. Materials 2020, 13, 683. [Google Scholar] [CrossRef]
- Alkaysi, M.; El-Tawil, S.; Liu, Z.; Hansen, W. Effects of silica powder and cement type on durability of ultra high performance concrete (UHPC). Cem. Concr. Compos. 2016, 66, 47–56. [Google Scholar] [CrossRef]
- Pyo, S.; Tafesse, M.; Kim, H.; Kim, H.K. Effect of chloride content on mechanical properties of ultra high performance concrete. Cem. Concr. Compos. 2017, 84, 175–187. [Google Scholar] [CrossRef]
- Dils, J.; Boel, V.; De Schutter, G. Influence of cement type and mixing pressure on air content, rheology and mechanical properties of UHPC. Constr. Build. Mater. 2013, 41, 455–463. [Google Scholar] [CrossRef]
- Lowke, D.; Stengel, T.; Schießl, P.; Gehlen, C. Control of rheology, strength and fibre bond of UHPC with additions-effect of packing density and addition type. In Ultra-High Performance Concrete and Nanotechnology in Construction, Proceedings of the Hipermat 2012, 3rd International Symposium on UHPC and Nanotechnology for High Performance Construction Materials, Kassel, Germany, 7–9 March 2012; Kassel University Press GmbH: Kassel, Germany, 2012; pp. 215–224. [Google Scholar]
- Khayat, K.H.; Meng, W.; Vallurupalli, K.; Teng, L. Rheological properties of ultra-high-performance concrete—An overview. Cem. Concr. Res. 2019, 124, 105828. [Google Scholar] [CrossRef]
- Choi, M.S.; Lee, J.S.; Ryu, K.S.; Koh, K.-T.; Kwon, S.H. Estimation of rheological properties of UHPC using mini slump test. Constr. Build. Mater. 2016, 106, 632–639. [Google Scholar] [CrossRef]
- Pyo, S.; Wille, K.; El-Tawil, S.; Naaman, A.E. Strain rate dependent properties of ultra high performance fiber reinforced concrete (UHP-FRC) under tension. Cem. Concr. Compos. 2015, 56, 15–24. [Google Scholar] [CrossRef]
- Wang, R.; Gao, X.; Huang, H.; Han, G. Influence of rheological properties of cement mortar on steel fiber distribution in UHPC. Constr. Build. Mater. 2017, 144, 65–73. [Google Scholar] [CrossRef]
- Wille, K.; El-Tawil, S.; Naaman, A.E. Properties of strain hardening ultra high performance fiber reinforced concrete (UHP-FRC) under direct tensile loading. Cem. Concr. Compos. 2014, 48, 53–66. [Google Scholar] [CrossRef]
- Ghafari, E.; Costa, H.; Júlio, E. RSM-based model to predict the performance of self-compacting UHPC reinforced with hybrid steel micro-fibers. Constr. Build. Mater. 2014, 66, 375–383. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; He, W.; Wang, D. Static and dynamic compressive properties of ultra-high performance concrete (UHPC) with hybrid steel fiber reinforcements. Cem. Concr. Compos. 2017, 79, 148–157. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M. Reactive Powder Concretes With High Ductility and 200–800 Mpa Compressive Strength. In Concrete Technology: Past, Present, and Future, Proceedings of the V. Mohan Malhotra Symposium ACI SP-144, San Francisco, CA, USA, 21–23 March 1994; American Concrete Institute: Detroit, MI, USA, 1994. [Google Scholar]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Kim, H.; Koh, T.; Pyo, S. Enhancing flowability and sustainability of ultra high performance concrete incorporating high replacement levels of industrial slags. Constr. Build. Mater. 2016, 123, 153–160. [Google Scholar] [CrossRef]
- Pyo, S.; Kim, H.K.; Lee, B.Y. Effects of coarser fine aggregate on tensile properties of ultra high performance concrete. Cem. Concr. Compos. 2017, 84, 28–35. [Google Scholar] [CrossRef]
- Wille, K.; Boisvert-Cotulio, C. Material efficiency in the design of ultra-high performance concrete. Constr. Build. Mater. 2015, 86, 33–43. [Google Scholar] [CrossRef]
- Pyo, S.; Tafesse, M.; Kim, B.J.; Kim, H.K. Effects of quartz-based mine tailings on characteristics and leaching behavior of ultra-high performance concrete. Constr. Build. Mater. 2018, 166, 110–117. [Google Scholar] [CrossRef]
- Bajaber, M.A.; Hakeem, I.Y. UHPC evolution, development, and utilization in construction: A review. J. Mater. Res. Technol. 2021, 10, 1058–1074. [Google Scholar] [CrossRef]
- Xue, J.; Briseghella, B.; Huang, F.; Nuti, C.; Tabatabai, H.; Chen, B. Review of ultra-high performance concrete and its application in bridge engineering. Constr. Build. Mater. 2020, 260, 119844. [Google Scholar] [CrossRef]
- Bae, Y.; Pyo, S. Ultra high performance concrete (UHPC) sleeper: Structural design and performance. Eng. Struct. 2020, 210, 110374. [Google Scholar] [CrossRef]
- Bae, Y.; Pyo, S. Effect of steel fiber content on structural and electrical properties of ultra high performance concrete (UHPC) sleepers. Eng. Struct. 2020, 222, 111131. [Google Scholar] [CrossRef]
- Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O. Carbon dioxide emissions from the global cement industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- Odler, I.; Rößler, M. Investigations on the relationship between porosity, structure and strength of hydrated Portland cement pastes. II. Effect of pore structure and of degree of hydration. Cem. Concr. Res. 1985, 15, 401–410. [Google Scholar] [CrossRef]
- Rossi, P. Influence of fibre geometry and matrix maturity on the mechanical performance of ultra high-performance cement-based composites. Cem. Concr. Compos. 2013, 37, 246–248. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- Korpa, A.; Kowald, T.; Trettin, R. Phase development in normal and ultra high performance cementitious systems by quantitative X-ray analysis and thermoanalytical methods. Cem. Concr. Res. 2009, 39, 69–76. [Google Scholar] [CrossRef]
- Gupta, S. Development of ultra-high performance concrete incorporating blend of slag and silica fume as cement replacement’. Int. J. Civ. Struct. Eng. Res. 2014, 2, 35–51. [Google Scholar]
- Pyo, S.; Kim, H.K. Fresh and hardened properties of ultra-high performance concrete incorporating coal bottom ash and slag powder. Constr. Build. Mater. 2017, 131, 459–466. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; He, W. Comparative study on flexural properties of ultra-high performance concrete with supplementary cementitious materials under different curing regimes. Constr. Build. Mater. 2017, 136, 307–313. [Google Scholar] [CrossRef]
- Randl, N.; Steiner, T.; Ofner, S.; Baumgartner, E.; Mészöly, T. Development of UHPC mixtures from an ecological point of view. Constr. Build. Mater. 2014, 67, 373–378. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Development of an eco-friendly Ultra-High Performance Concrete (UHPC) with efficient cement and mineral admixtures uses. Cem. Concr. Compos. 2015, 55, 383–394. [Google Scholar] [CrossRef]
- Liu, Z.; El-Tawil, S.; Hansen, W.; Wang, F. Effect of slag cement on the properties of ultra-high performance concrete. Constr. Build. Mater. 2018, 190, 830–837. [Google Scholar] [CrossRef]
- Abdulkareem, O.M.; Ben Fraj, A.; Bouasker, M.; Khelidj, A. Mixture design and early age investigations of more sustainable UHPC. Constr. Build. Mater. 2018, 163, 235–246. [Google Scholar] [CrossRef]
- Liu, J.; Guo, R. Applications of Steel Slag Powder and Steel Slag Aggregate in Ultra-High Performance Concrete. Adv. Civ. Eng. 2018, 2018, 1–8. [Google Scholar] [CrossRef]
- Yang, R.; Yu, R.; Shui, Z.; Gao, X.; Xiao, X.; Zhang, X.; Wang, Y.; He, Y. Low carbon design of an Ultra-High Performance Concrete (UHPC) incorporating phosphorous slag. J. Clean. Prod. 2019, 240, 118157. [Google Scholar] [CrossRef]
- Peng, Y.Z.; Huang, J.; Ke, J. Preparation of Ultra-High Performance Concrete Using Phosphorous Slag Powder. Appl. Mech. Mater. 2013, 357–360, 588–591. [Google Scholar] [CrossRef]
- Ahmad, S.; Hakeem, I.; Maslehuddin, M. Development of UHPC Mixtures Utilizing Natural and Industrial Waste Materials as Partial Replacements of Silica Fume and Sand. Sci. World J. 2014, 2014, 713531. [Google Scholar] [CrossRef] [PubMed]
- He, Z.; Du, S.; Chen, D. Microstructure of ultra high performance concrete containing lithium slag. J. Hazard. Mater. 2018, 353, 35–43. [Google Scholar] [CrossRef]
- Edwin, R.S.; De Schepper, M.; Gruyaert, E.; De Belie, N. Effect of secondary copper slag as cementitious material in ultra-high performance mortar. Constr. Build. Mater. 2016, 119, 31–44. [Google Scholar] [CrossRef]
- Šeps, K.; Broukalová, I.; Chylík, R. Cement Substitutions in UHPC and their Influence on Principal Mechanical-Physical Properties. IOP Conf. Ser. Mater. Sci. Eng. 2019, 522, 012009. [Google Scholar] [CrossRef]
- Alsalman, A.; Dang, C.N.; Micah Hale, W. Development of ultra-high performance concrete with locally available materials. Constr. Build. Mater. 2017, 133, 135–145. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yiğiter, H.; Karabulut, A.Ş.; Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Li, Z. Drying shrinkage prediction of paste containing meta-kaolin and ultrafine fly ash for developing ultra-high performance concrete. Mater. Today Commun. 2016, 6, 74–80. [Google Scholar] [CrossRef]
- Ferdosian, I.; Camões, A. Eco-efficient ultra-high performance concrete development by means of response surface methodology. Cem. Concr. Compos. 2017, 84, 146–156. [Google Scholar] [CrossRef]
- Li, P.P.; Brouwers, H.J.H.; Chen, W.; Yu, Q. Optimization and characterization of high-volume limestone powder in sustainable ultra-high performance concrete. Constr. Build. Mater. 2020, 242, 118112. [Google Scholar] [CrossRef]
- Huang, W.; Kazemi-Kamyab, H.; Sun, W.; Scrivener, K. Effect of cement substitution by limestone on the hydration and microstructural development of ultra-high performance concrete (UHPC). Cem. Concr. Compos. 2017, 77, 86–101. [Google Scholar] [CrossRef]
- Yang, R.; Yu, R.; Shui, Z.; Gao, X.; Han, J.; Lin, G.; Qian, D.; Liu, Z.; He, Y. Environmental and economical friendly ultra-high performance-concrete incorporating appropriate quarry-stone powders. J. Clean. Prod. 2020, 260, 121112. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H.; Xie, L. Effect of SCM and nano-particles on static and dynamic mechanical properties of UHPC. Constr. Build. Mater. 2018, 182, 118–125. [Google Scholar] [CrossRef]
- Tafraoui, A.; Escadeillas, G.; Lebaili, S.; Vidal, T. Metakaolin in the formulation of UHPC. Constr. Build. Mater. 2009, 23, 669–674. [Google Scholar] [CrossRef]
- Tafraoui, A.; Escadeillas, G.; Vidal, T. Durability of the Ultra High Performances Concrete containing metakaolin. Constr. Build. Mater. 2016, 112, 980–987. [Google Scholar] [CrossRef]
- Li, Z.; Rangaraju, P.R. Development of UHPC using a ternary blend of ultra. In International Interactive Symposium on Ultra-High Performance Concrete;-Fine Class F Fly Ash, Meta-Kaolin and Portland Cement; Iowa State University Digital Press: Ames, IA, USA, 2016. [Google Scholar]
- Muhd Norhasri, M.S.; Hamidah, M.S.; Mohd Fadzil, A.; Megawati, O. Inclusion of nano metakaolin as additive in ultra high performance concrete (UHPC). Constr. Build. Mater. 2016, 127, 167–175. [Google Scholar] [CrossRef]
- Wetzel, A.; Middendorf, B. Influence of silica fume on properties of fresh and hardened ultra-high performance concrete based on alkali-activated slag. Cem. Concr. Compos. 2019, 100, 53–59. [Google Scholar] [CrossRef]
- Van Tuan, N.; Ye, G.; Van Breugel, K.; Fraaij, A.L.A.; Bui, D.D. The study of using rice husk ash to produce ultra high performance concrete. Constr. Build. Mater. 2011, 25, 2030–2035. [Google Scholar] [CrossRef]
- Ahmad, S.; Mohaisen, K.O.; Adekunle, S.K.; Al-Dulaijan, S.U.; Maslehuddin, M. Influence of admixing natural pozzolan as partial replacement of cement and microsilica in UHPC mixtures. Constr. Build. Mater. 2019, 198, 437–444. [Google Scholar] [CrossRef]
- Norhasri, M.S.M.; Hamidah, M.S.; Fadzil, A.M. Inclusion of nano metaclayed as additive in ultra high performance concrete (UHPC). Constr. Build. Mater. 2019, 201, 590–598. [Google Scholar] [CrossRef]
- Qian, D.; Yu, R.; Shui, Z.; Sun, Y.; Jiang, C.; Zhou, F.; Ding, M.; Tong, X.; He, Y. A novel development of green ultra-high performance concrete (UHPC) based on appropriate application of recycled cementitious material. J. Clean. Prod. 2020, 261, 121231. [Google Scholar] [CrossRef]
- Zhang, H.; Ji, T.; He, B.; He, L. Performance of ultra-high performance concrete (UHPC) with cement partially replaced by ground granite powder (GGP) under different curing conditions. Constr. Build. Mater. 2019, 213, 469–482. [Google Scholar] [CrossRef]
- Soliman, N.A.; Tagnit-Hamou, A. Partial substitution of silica fume with fine glass powder in UHPC: Filling the micro gap. Constr. Build. Mater. 2017, 139, 374–383. [Google Scholar] [CrossRef]
- Oner, A.; Akyuz, S. An experimental study on optimum usage of GGBS for the compressive strength of concrete. Cem. Concr. Compos. 2007, 29, 505–514. [Google Scholar] [CrossRef]
- Regourd, M.; Thomassin, J.H.; Baillif, P.; Touray, J.C. Blast-furnace slag hydration. Surface analysis. Cem. Concr. Res. 1983, 13, 549–556. [Google Scholar] [CrossRef]
- Manmohan, D.; Mehta, P.K. Influence of pozzolanic, slag, and chemical admixtures on pore size distribution and permeability of hardened cement pastes. Cem. Concr. Aggregates 1981, 3, 63–67. [Google Scholar]
- Thomassin, J.H.; Goni, J.; Baillif, P.; Touray, J.C.; Jaurand, M.C. An XPS study of the dissolution kinetics of chrysotile in 0.1 N oxalic acid at different temperatures. Phys. Chem. Miner. 1977, 1, 385–398. [Google Scholar] [CrossRef]
- Liu, Z.; Hansen, W. Aggregate and slag cement effects on autogenous shrinkage in cementitious materials. Constr. Build. Mater. 2016, 121, 429–436. [Google Scholar] [CrossRef]
- Chern, J.-C.; Chan, Y.-W. Deformations of concretes made with blast-furnace slag cement and ordinary portland cement. Mater. J. 1989, 86, 372–382. [Google Scholar]
- Darquennes, A.; Staquet, S.; Delplancke-Ogletree, M.-P.; Espion, B. Effect of autogenous deformation on the cracking risk of slag cement concretes. Cem. Concr. Compos. 2011, 33, 368–379. [Google Scholar] [CrossRef]
- Virgalitte, S.J.; Luther, M.D.; Rose, J.H.; Mather, B.; Bell, L.W.; Ehmke, B.A.; Klieger, P.; Roy, D.M.; Call, B.M.; Hooton, R.D.; et al. Ground Granulated Blast-Furnace Slag as a Cementitious Constituent in Concrete; American Concrete Institute ACI Report 233R-95; American Concrete Institute: Farmington Hills, MI, USA, 1995. [Google Scholar]
- Bonavetti, V.; Donza, H.; Menéndez, G.; Cabrera, O.; Irassar, E.F. Limestone filler cement in low w/c concrete: A rational use of energy. Cem. Concr. Res. 2003, 33, 865–871. [Google Scholar] [CrossRef]
- Bakera, A.T.; Alexander, M.G. Use of metakaolin as supplementary cementitious material in concrete, with focus on durability properties. RILEM Tech. Lett. 2019, 4, 89–102. [Google Scholar] [CrossRef]
- Vejmelková, E.; Pavlíková, M.; Keppert, M.; Keršner, Z.; Rovnaníková, P.; Ondráček, M.; Sedlmajer, M.; Černý, R. High performance concrete with Czech metakaolin: Experimental analysis of strength, toughness and durability characteristics. Constr. Build. Mater. 2010, 24, 1404–1411. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A.; Bahrami Jovein, H. Influence of metakaolin as supplementary cementing material on strength and durability of concretes. Constr. Build. Mater. 2012, 30, 470–479. [Google Scholar] [CrossRef]
- Kuruşcu, A.O.; Girgin, Z.C. Efficiency of Structural Materials in Sustainable Design. J. Civ. Eng. Archit. 2014, 8. [Google Scholar]
- Long, G.; Gao, Y.; Xie, Y. Designing more sustainable and greener self-compacting concrete. Constr. Build. Mater. 2015, 84, 301–306. [Google Scholar] [CrossRef]
- Turner, L.K.; Collins, F.G. Carbon dioxide equivalent (CO2-e) emissions: A comparison between geopolymer and OPC cement concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Performance | SCM No. | List of SCMs | ||
|---|---|---|---|---|
| Early compressive strength (≤3 days) | High | [Slag] 7, 13; [FA] 23, 25; [MK] 32; [O] 35 | [Slag] (1) GGBS (60%) + SF [39] (2) GGBS (25.5%) + SF + BA [40] (3) GGBS (30%) + SF [41] (4) GGBS (38.5%) + SF [42] (5) GGBS (30%) [43] (6) GGBS (20–40%) + SF [44] (7) GGBS (23.6%) + SF [45] (8) FGGBS (38.5%) + SF [42] (9) FGGBS (8.4%) + SF + BA [40] (10) SSP (16.9%) + SF [46] (11) SSP (15%) + LP + SF [12] (12) PS (6.9–34.2%) + SF + FA [47] (13) PS (35%) + SF [48] (14) PSS (4%) + SF [49] (15) LTS (10%) + SF [50] (16) CS (16%) + SF [51] Fly ash [FA] (17) FA (11.8%) + SF [49] (18) FA (12.8%) + SF [40] (19) FA (15%) + SF [41] (20) FA (30%) + SF [52] (21) FA (20%) + SF [53] (22) FA (38.5%) + SF [42] (23) FA (7.4%) + GGBS + SF [54] (24) FFA (20%) + MK (3.8%) [55] (25) FFA (34.1%) + SF [56] | Limestone powder [LP] (26-1) LP (37.3%) + SF [57] (26-2) LP (57.2–78.1%) + SF [57] (27) LP (32%) + SF [58] (28) LP (4%) + SF [49] (29) LP (14%) + SF + FA [59] (30) NC (3.2%) + SF [60] Metakaolin [MK] (31) MK (20%) + SF [61,62] (32) MK (16.7%) [63] (33) NMK (1%) + MK [64] (34) MK (6.9%) + SF [65] Others [O] (35) RHA (10%) + SF [66] (36) NP (11.8%) + SF [49] (37) NP (24%) + SF [67] (38) NMC (1–9%) + MK [68] (39) DCP (≤9%) + SF + LP [69] (40) CKD (4%) + SF [49] (41) GGP (11.5%) + SF [70] (42) FGP (6–15%) + SF [71] (43) BP (14%) + SF + FA [59] |
| Low | [Slag] 1, 2, 3, 9, 11, 12, 15; [FA] 18, 19, 21; [LP] 29; [MK] 33; [O] 37, 38, 39, 43 | |||
| Late compressive strength (>3 days) | High | [Slag] 1, 2, 5, 6, 7, 9, 12, 14, 15, 16; [FA] 20, 24; [LP] 26-1, 27, 30; [MK] 32; [O] 35, 41, 42 | ||
| Low | [Slag] 3, 4, 8, 10, 11; [FA] 17, 18, 19, 21, 22; [LP] 26-2, 28, 29; [MK] 31, 34, 32; [O] 36, 37, 38, 39, 40, 43 | |||
| Flowability | High | [Slag] 2, 4, 6, 7, 8, 9, 10, 12; [FA] 22, 24, 25; [LP] 26-1, 26-2, 28, 29; [O] 41, 42, 43 | ||
| Low | [Slag] 11; [FA] 17, 18; [MK] 33; [O] 36, 37, 38, 39, 40 | |||
| Shrinkage | Low | [Slag] 11, 12; [FA] 23, 24; [LP] 26-2, 29; [MK] 32; [O] 43 | ||
| High | [Slag] 6 | |||
| SCMs | Compressive Strength (MPa @ Age (% to the Ref.)) | w/b Ratio | Curing Method | Specimen Size (mm) | Other Solid Ingredients | Ref. |
|---|---|---|---|---|---|---|
| GGBS (60%) + SF | 127 @ 7 (−7.1%) 162 @ 28 (5.2%) 181 @ 90 (8.4%) | 0.20 | Water | 50 cube | Cement (CEM I 52.5 N), Sand | [39] |
| GGBS (25.5%) + SF + BA | 25 @ 1 (−39.0%) 77 @ 3 (−18.1%) 145 @ 28 (0%) 157 @ 91 (0.06%) | 0.15 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (1 vol.%), Silica powder | [40] |
| GGBS (30%) + SF | 98 @ 3 (−5.7%) 144 @ 28 (−4.0%) | 0.16 | Water | 40 × 40 × 80 | Cement (CEM I 42.5 R), Sand, Steel fiber (2 vol.%) | [41] |
| GGBS (38.5%) + SF | 139.4 @ 28 (−16.1%) | 0.20 | Water and air | 100 cube | Cement (CEM I 42.5), Sand, Steel fiber (2 vol.%) | [42] |
| GGBS (30%) | 123 @ 28 (10%) 130 @ 91 (−5.4%) | 0.18 | Water | 40 × 40 × 160 | Cement (CEM I 52.5 R), Sand | [43] |
| GGBS (20–40%) +SF | 110–120 @ 28 (0–9%) | 0.18 | Water | 50 cube | Cement (CEM I), Sand | [44] |
| GGBS (23.6%) + SF | 110 @ 3 (0.0%) 125 @ 7 (3.3%) | 0.14 | Air | 40 × 40 × 160 | Cement (CEM I 52.5 N), Sand | [45] |
| FGGBS (38.5%) + SF | 163.5 @ 28 (−1.5%) | 0.20 | Water and air | 100 cube | Cement (CEM I 42.5 R), Sand, Steel fiber (2 vol.%) | [42] |
| FGGBS (8.4%) + SF + BA | 13 @ 1 (−68.3%) 101 @ 3 (7.4%) 151 @ 28 (4.1%) 165 @ 91 (5.8%) | 0.15 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (1 vol.%), Silica powder | [40] |
| SSP (16.9%) + SF | 140 @ 28 (−10.3%) | 0.13 | Heat, water | 100 cube | Cement (CEM I 42.5), Sand, Coarse agg., Steel fiber (1.6 vol.%) | [46] |
| SSP (15%) + LP + SF | 68 @ 1 (−8.7%) 142 @ 28 (−6.4%) | 0.16 | Water | 100 cube | Cement (CEM I 42.5), Sand, Quartz powder, Steel fiber (2 vol.%) | [12] |
| PS (27.4%) + SF + FA | 60 @ 3 (−27.7%) 127.5 @ 28 (2.8%) | 0.17 | Air | 40 × 40 × 160 | Cement (CEM I), Sand | [47] |
| PS (35%) + SF | 156.8 @ 3 (3.7%) | 0.14 | Heat | 40 × 40 × 160 | Cement (CEM I 52.5), Sand | [48] |
| PSS (4%) + SF | 161 @ 28 (0.0%) | 0.15 | Water | Cement (CEM I), Sand, Steel fiber (2 vol.%) | [49] | |
| LTS (10%) + SF | 98 @ 3 (−4.8%) 146 @ 28 (2.8%) 156 @ 90 (6.8%) | 0.18 | Water | 40 cube | Cement (CEM I 52.5), Sand | [50] |
| CS (16%) + SF | 167 @ 90 (3.1%) | 0.15 | Water | 40 × 40 × 160 | Cement (CEM I 52.5 N), Sand | [51] |
| SCMs | Flowability (mm (% to the Ref.)) | w/b Ratio | SP/b Ratio | Agg/b Ratio | Type | Ref. | ||
|---|---|---|---|---|---|---|---|---|
| Slump Flow | Flow Table | Mini Slump | ||||||
| FGGBS (8.4%) + SF + BA | 675 (11.6%) | 0.15 | 0.75% | 0.70 | Mortar + Steel fiber (1 vol.%) | [40] | ||
| GGBS (25.5%) + SF + BA | 630 (4.1%) | 0.15 | 0.49% | 0.70 | Mortar + Steel fiber (1 vol.%) | [40] | ||
| SSP (15%) + LP + SF | 605 (−0.1%) | 0.16 | 1.80% | 1.00 | Mortar + Steel fiber (2 vol.%) | [12] | ||
| PS (34.2%) + SF + FA | 306 (17.2%) | 0.17 | 3.47% | 0.90 | Mortar | [47] | ||
| FGGBS (38.5%) + SF | 310 (10.7%) | 0.20 | 3.50% | 1.44 | Mortar + Steel fiber (2 vol.%) | [42] | ||
| GGBS (23.6%) + SF | 300 (0.0%) | 0.14 | 0.90% | 1.00 | Mortar | [45] | ||
| GGBS (38.5%) + SF | 285 (1.8%) | 0.20 | 3.50% | 1.44 | Mortar + Steel fiber (2 vol.%) | [42] | ||
| GGBS (20–40%) + SF | 256 (34.7%) | 0.18 | 2.40% | 1.22 | Mortar | [44] | ||
| SSP (16.9%) + SF | 130 (26.8%) | 0.13 | 5.42% | 1.25 | Mortar | [46] | ||
| SCMs | Shrinkage | w/b Ratio | Binder Weight Ratio | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Auto | Dry | Total | Cement | Slag | SF | |||
| SSP (15%) + LP + SF | Low | 0.16 | 0.55 | 0.35 | 0.10 | [12] | ||
| PS (34.2%) + SF + FA | Low | 0.17 | 0.34 | 0.53 | 0.13 | [47] | ||
| GGBS (40%) + SF | High | 0.18 | 0.40 | 0.40 | 0.20 | [44] | ||
| SCMs | Compressive Strength (MPa @ Age (% to the Ref.)) | w/b Ratio | Curing Method | Specimen Size (mm) | Other Solid Ingredients | Ref. |
|---|---|---|---|---|---|---|
| FA (11.8%) + SF | 158 @ 28 (−1.9%) | 0.15 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (2 vol.%) | [49] |
| FA (12.8%) + SF | 24 @ 1 (−48.9%) 92 @ 3 (−6.1%) 152 @ 28 (−1.3%) 164 @ 91 (0%) | 0.15 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (1 vol.%) | [40] |
| FA (15%) + SF | 90 @ 3 (−13.5%) 138 @ 28 (−8%) | 0.20 | Water | 40 × 40 × 80 | Cement (CEM I 42.5), Sand | [41] |
| FA (30%) + SF | 125 @ 28 (19%) | 0.26 | Air | 100 cube | Cement (CEM I), Sand, Coarse agg. | [52] |
| FA (20%) + SF | 53.1 @ 1 (−33.7%) 101.5 @ 7 (−1.26%) 114.5 @ 28 (−0.7%) 131.7 @ 56 (2.1%) 152.1 @ 90 (−1.9%) | 0.16 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (3 vol.%) | [53] |
| FA (38.5%) + SF | 124.7 @ 28 (−24.9%) | 0.20 | Water and air | 100 cube | Cement (CEM I 42.5 R), Sand, Steel fiber (2 vol.%) | [42] |
| FA (7.4%) + GGBS + SF | 281 @ 1 (4.1%) | 0.15 | Autoclave | 50 cube | Cement (CEM I 42.5), Sand | [54] |
| FFA (20%) + MK (3.8%) | 150 @ 28 (26%) | 0.20 | Water | 50 cube | Cement (CEM III) | [55] |
| FFA (34.1%) + SF | 160.3 @ 3 (6.8%) | 0.16 | Water and steam | 50 cube | Cement (CEM I 42.5 R), Sand, Steel fiber (1 vol.%) | [56] |
| SCMs | Flowability (mm (% to the Ref.)) | w/b Ratio | SP/b Ratio | Agg/b Ratio | Type | Ref. | ||
|---|---|---|---|---|---|---|---|---|
| Slump Flow | Flow Table | Mini Slump | ||||||
| FA (12.8%) + SF | 565 (−6.6%) | 0.15 | 0.75% | 0.71 | Mortar + Steel fiber (1 vol.%) | [40] | ||
| FA (38.5%) + SF | 290 (3.6%) | 0.20 | 3.50% | 1.44 | Mortar + Steel fiber (2 vol.%) | [42] | ||
| FFA (20%) + MK (3.8%) | 258 (47%) | 0.20 | 1.00% | - | Paste | [55] | ||
| FA (11.8%) + SF | 210 (−8.7%) | 0.15 | 3.57% | 0.90 | Mortar + Steel fiber (2 vol.%) | [49] | ||
| FFA (34.1%) + SF | 190 (0.0%) | 0.16 | 2.50% | 1.07 | Mortar + Steel fiber (1 vol.%) | [56] | ||
| SCMs | Shrinkage | w/b Ratio | Binder Weight Ratio | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Auto | Dry | Total | Cement | FA | SF | |||
| FFA (20%) + MK(3.8%) | Low | 0.20 | 0.77 | 0.23 | - | [55] | ||
| FA (8%) + GGBS + SF | Low | 0.15 | 0.64 | 0.16 | 0.20 | [54] | ||
| SCMs | Compressive Strength (MPa @ Age (% to the Ref.)) | w/b Ratio | Curing Method | Specimen Size (mm) | Other Solid Ingredients | Ref. |
|---|---|---|---|---|---|---|
| LP (37.3%) + SF | 159.5 @ 28 (4.3%) | 0.20 | Water | 50 cube | Cement (CEM I 52.5 R), Sand | [57] |
| LP (32%) + SF | 165 @ 28 (10.7%) 180 @ 56 (16.1%) | 0.13 | Sealed | 40 × 40 × 160 | Cement (CEM I 52.5 N), Sand | [58] |
| LP (4%) + SF | 152 @ 28 (−5.6%) | 0.15 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (2 vol.%) | [49] |
| LP (14%) + SF + FA | 100 @ 7 (−4.2%) 120 @ 28 (−1.1%) 140 @ 56 (−4%) | 0.16 | Water | 40 × 40 × 160 | Cement (CEM I), Sand | [59] |
| NC (3.2%) + SF | 120 @ 7 (9%) 155 @ 28 (15%) | 0.16 | Water | 40 × 40 × 160 | Cement (CEM I 42.5), Sand, Steel fiber (2 vol.%) | [60] |
| SCMs | Flowability (mm (% to the Ref.)) | w/b Ratio | SP/B Ratio | Agg/b Ratio | Type | Ref. | ||
|---|---|---|---|---|---|---|---|---|
| Slump Flow | Flow Table | Mini Slump | ||||||
| LP (4%) + SF | 255 (10.9%) | 0.15 | 3.57% | 0.90 | Mortar + Steel fiber (2 vol.%) | [49] | ||
| LP (14%) + SF + FA | 240 (65.5%) | 0.16 | 2.20% | 0.85 | Mortar | [59] | ||
| LP (37.3%) + SF | 450 (45.1%) | 0.20 | 1.30% | 0.78 | Mortar | [57] | ||
| SCMs | Shrinkage | w/b Ratio | Binder Weight Ratio | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Auto | Dry | Total | Cement | LP | SF | |||
| LP (57.2) + SF | Low | 0.20 | 0.39 | 0.57 | 0.04 | [57] | ||
| LP (14%) + SF + FA | Low | Low | Low | 0.16 | 0.49 | 0.39 | 0.12 | [59] |
| SCMs | Compressive Strength (MPa @ Age (% to the Ref.)) | w/b Ratio | Curing Method | Specimen Size (mm) | Other Solid Ingredients | Ref. |
|---|---|---|---|---|---|---|
| MK (20%) + SF | 119, 178, 183 @ 28 (−26.1%, 8.7%, −13.7%) (23 °C, 90 °C, 150 °C) | 0.22 | Water at 23 °C; and steam at 90 and 150 °C | 40 × 40 × 160 | Cement (CEM I 42.5), Sand | [61] |
| MK (20%) + SF | 146 @ 28 (−5.8%) | 0.22 | Water | 40 × 40 × 160 | Cement (CEM I 52.5 N), Sand | [62] |
| MK (16.7%) | 106 @ 3 (47.0%) 134 @ 28 (−11.8%) | 0.20 | Water | 50 cube | Cement (CEM III), Sand | [63] |
| NMK (1%) + MK | 120 @ 3 (−0.8%) 146 @ 7 (−1.3%) 178 @ 28 (7.9%) | 0.20 | Heat | 100 cube | Cement (CEM I), Sand, Coarse agg. | [64] |
| MK (6.9%) + SF | 163.8 @ 28 (9.3%) | 0.25 | Sealed | 50 cube | GGBS, SF, Potassium, Sand (Alkali-activated material) | [65] |
| SCMs | Flowability (mm (% to the Ref.)) | w/b Ratio | SP/b Ratio | Agg/b Ratio | Type | Ref. | ||
|---|---|---|---|---|---|---|---|---|
| Slump Flow | Flow Table | Mini Slump | ||||||
| NMK (1%) + MK | 162 (−2.4%) | 0.20 | 2.00% | 1.00 | Mortar | [64] | ||
| SCMs | Shrinkage | w/b Ratio | Binder Weight Ratio | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Auto | Dry | Total | Cement | MK | SF | |||
| MK (16.7%) | High | Low | 0.20 | 0.83 | 0.17 | - | [63] | |
| SCMs | Compressive Strength (MPa @ Age (% to the Ref.)) | w/b Ratio | Curing Method | Specimen Size (mm) | Other Solid Ingredients | Ref. |
|---|---|---|---|---|---|---|
| RHA (10%) + SF | 135 @ 3 (10.6%) 155 @ 7 (5.3%) 185 @ 28 (8.8%) 205 @ 91 (4.1%) | 0.18 | Moisture | 40 cube | Cement (CEM I 52.5 N), Sand | [66] |
| NP (11.8%) + S | 152 @ 28 (−4.3%) | 0.15 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (2 vol.%) | [49] |
| NP (24%) + SF | 110 @ 7 (−11.4%) 124.5 @ 14 (−6.3%) 130.6 @ 28 (−8.7%) 151 @ 90 (−6.6%) | 0.15 | Water | 100 cube | Cement (CEM I), Sand, Steel fiber (2 vol.%) | [67] |
| NMC (1–9%) + MK | 100 @ 3 (−16.7%) 130 @ 7 (−13.3%) 160 @ 28 (−3.0%) 179 @ 90 (6.5%) | 0.20 | Heat | 100 cube | Cement (CEM I), Sand, Coarse agg. | [68] |
| DCP (≤ 9%) + SF + LP | 45 @ 3 (−0.8%) 65 @ 7 (−0.3%) 100 @ 28 (−0.6%) | 0.18 | Water | 40 × 40 × 160 | Cement (CEM I 52.5), Sand | [69] |
| CKD (4%) + SF | 154 @ 28 (−5.6%) | 0.15 | Water | 50 cube | Cement (CEM I), Sand, Steel fiber (2 vol.%) | [49] |
| GGP (11.5%) +SF | 188 @ 28 (15.4%) | 0.18 | Autoclave | 40 × 40 × 160 | Cement (CEM I 42.5 R), Sand, Steel fiber (2 vol.%) | [70] |
| FGP (6%) +SF | 125 @ 7 (7.1%) 175 @ 28 (5.0%) 183 @ 56 (4.8%) 196 @ 91 (7.7%) | 0.19 | Sealed | 50 cube | Cement (CEM HS), Sand, Quartz powder | [71] |
| BP (14%) + SF + FA | 90 @ 7 (−16.7%) 120 @ 28 (−1.1%) 130 @ 56 (−10.9%) | 0.16 | Water | 40 × 40 × 160 | Cement (CEM I), Sand | [59] |
| SCMs | Flowability (mm (% to the Ref.)) | w/b Ratio | SP/b Ratio | Agg/b Ratio | Type | Ref. | ||
|---|---|---|---|---|---|---|---|---|
| Slump Flow | Flow Table | Mini Slump | ||||||
| DCP (9%) + SF + LP | 255 (−18.9%) | 0.18 | 3.00% | 0.90 | Mortar | [69] | ||
| BP (14%) + SF + FA | 230 (58.6%) | 0.16 | 2.20% | 0.85 | Mortar | [59] | ||
| FGP (6%) +SF | 225 (18.4%) | 0.19 | 1.25% | 1.13 | Mortar | [71] | ||
| CKD (4%) + SF | 220 (−4.3%) | 0.15 | 3.57% | 0.90 | Mortar + Steel fiber (2 vol.%) | [49] | ||
| GGP (11.5%) + SF | 200 (4.2%) | 0.18 | 1.90% | 1.18 | Mortar + Steel fiber (2 vol.%) | [70] | ||
| NP (11.8%) + SF | 195 (−15.2%) | 0.15 | 3.57% | 0.90 | Mortar + Steel fiber (2 vol.%) | [49] | ||
| NP (24%) + SF | 184 (−12.4%) | 0.15 | 3.57% | 0.89 | Mortar + Steel fiber (2 vol.%) | [67] | ||
| NMC (1%) + MK | 155 (−6.6%) | 0.20 | 1.00% | 1.53 | Concrete | [68] | ||
| SCMs | Shrinkage | w/b Ratio | Binder Weight Ratio | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Auto | Dry | Total | Cement | SCMs | SF | |||
| BP (14%) + SF + FA | Low | Low | 0.16 | 0.49 | 0.39 | 0.12 | [59] | |
| Items | e-CO2 (kg/kg) | e-Energy (MJ/kg) |
|---|---|---|
| Cement [85] | 0.8300 | 4.7270 |
| Water [85] | 0.0003 | 0.0060 |
| River sand [85] | 0.0010 | 0.0220 |
| Crushed stone [85] | 0.0070 | 0.1130 |
| Slag [85] | 0.0190 | 1.5880 |
| Fly ash [85] | 0.0090 | 0.8330 |
| Limestone powder [85] | 0.0170 | 0.3500 |
| Metakaolin [85] | 0.4000 | 3.4800 |
| Silica fume [84] | 0.0140 | 0.1000 |
| Sodium silicate [86] | 1.5140 | 18.3000 |
| Category | Binder Mix Design | Water (wt.%) | Binder (wt.%) | Aggregate (wt.%) | e-CO2 (kg/kg) | e-Energy (MJ/m3) | Ref. | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cement | Slag | FA | LP | MK | SF | Fine | Coarse | ||||||
| Slag | LTS (10%) + SF | 9 | 38 | 5 | 0 | 0 | 0 | 5 | 43 | 0 | 0.321 | 1.906 | [50] |
| PSS (4%) + MS | 7 | 39 | 2 | 0 | 0 | 0 | 8 | 44 | 0 | 0.324 | 1.885 | [49] | |
| GGBS (30%) | 7 | 26 | 11 | 0 | 0 | 0 | 0 | 56 | 0 | 0.218 | 1.415 | [43] | |
| SSP (16.9%) + SF | 5 | 28 | 7 | 0 | 0 | 0 | 7 | 39 | 13 | 0.239 | 1.487 | [46] | |
| FGGBS (8.4%) + SF + BA | 8 | 37 | 5 | 9 | 0 | 0 | 5 | 37 | 0 | 0.307 | 1.890 | [40] | |
| CS (16%) + SF | 7 | 32 | 8 | 0 | 0 | 0 | 10 | 43 | 0 | 0.265 | 1.636 | [51] | |
| GGBS (23.6%) + SF | 7 | 28 | 11 | 0 | 0 | 0 | 8 | 47 | 0 | 0.238 | 1.525 | [45] | |
| GGBS (20%) + SF | 7 | 25 | 8 | 0 | 0 | 0 | 8 | 51 | 0 | 0.211 | 1.335 | [44] | |
| SSP (15%) + LP + SF | 7 | 25 | 7 | 0 | 9 | 0 | 5 | 46 | 0 | 0.215 | 1.362 | [12] | |
| PS (35%) + SF | 7 | 23 | 16 | 0 | 0 | 0 | 7 | 47 | 0 | 0.199 | 1.382 | [48] | |
| GGBS (38.5%) + SF | 8 | 18 | 15 | 0 | 0 | 0 | 5 | 55 | 0 | 0.152 | 1.091 | [42] | |
| FGGBS (38.5%) + SF | 8 | 18 | 15 | 0 | 0 | 0 | 5 | 55 | 0 | 0.152 | 1.091 | [42] | |
| GGBS (30%) + SF | 7 | 21 | 14 | 0 | 0 | 0 | 12 | 46 | 0 | 0.178 | 1.228 | [41] | |
| GGBS (25.5%) + SF + BA | 8 | 21 | 15 | 9 | 0 | 0 | 9 | 38 | 0 | 0.183 | 1.341 | [40] | |
| PS (27.4%) + SF + FA | 8 | 22 | 11 | 9 | 0 | 0 | 6 | 44 | 0 | 0.190 | 1.325 | [47] | |
| GGBS (60%) + SF | 11 | 16 | 32 | 0 | 0 | 0 | 5 | 37 | 0 | 0.138 | 1.262 | [39] | |
| FA | FA (38.5%) + SF | 8 | 18 | 0 | 15 | 0 | 0 | 5 | 55 | 0 | 0.150 | 0.981 | [42] |
| BA (15.7%) + SF | 8 | 37 | 0 | 9 | 0 | 0 | 9 | 38 | 0 | 0.306 | 1.821 | [40] | |
| FA (12.8%) + SF | 8 | 37 | 0 | 7 | 0 | 0 | 9 | 38 | 0 | 0.313 | 1.847 | [40] | |
| FFA (34.1%) + SF | 7 | 27 | 0 | 15 | 0 | 0 | 2 | 48 | 0 | 0.228 | 1.425 | [56] | |
| FA (20%) + SF | 8 | 30 | 0 | 8 | 0 | 0 | 2 | 52 | 0 | 0.250 | 1.496 | [53] | |
| FA (20%) + MK (3.8%) | 17 | 64 | 0 | 17 | 0 | 3 | 0 | 0 | 0 | 0.541 | 3.252 | [55] | |
| FA (30%) + SF | 8 | 23 | 0 | 10 | 0 | 0 | 0 | 30 | 29 | 0.193 | 1.203 | [52] | |
| FA (11.8%) + SF | 7 | 39 | 0 | 6 | 0 | 0 | 4 | 44 | 0 | 0.328 | 1.923 | [49] | |
| FA (7.4%) + GGBS + SF | 7 | 30 | 4 | 4 | 0 | 0 | 9 | 47 | 0 | 0.250 | 1.520 | [54] | |
| FA (15%) + SF | 8 | 28 | 0 | 7 | 0 | 0 | 12 | 46 | 0 | 0.233 | 1.391 | [41] | |
| LP | LP (32%) + SF | 9 | 39 | 0 | 0 | 22 | 0 | 9 | 21 | 0 | 0.326 | 1.917 | [58] |
| NC (3.2%) + SF | 8 | 38 | 0 | 0 | 2 | 0 | 10 | 42 | 0 | 0.318 | 1.823 | [60] | |
| LP (37.3%) + SF | 10 | 29 | 0 | 0 | 19 | 0 | 3 | 39 | 0 | 0.241 | 1.427 | [57] | |
| LP (14%) + SF + FA | 8 | 24 | 0 | 12 | 7 | 0 | 6 | 42 | 0 | 0.206 | 1.297 | [59] | |
| LP (4%) + SF | 7 | 39 | 0 | 0 | 2 | 0 | 8 | 44 | 0 | 0.327 | 1.874 | [49] | |
| MK | NMK (1%) + MK | 7 | 33 | 0 | 0 | 0 | 4 | 0 | 20 | 36 | 0.290 | 1.730 | [64] |
| MK (20%) + SF | 9 | 33 | 0 | 0 | 0 | 8 | 0 | 49 | 0 | 0.309 | 1.870 | [61] | |
| MK (16.7%) | 8 | 34 | 0 | 0 | 0 | 7 | 0 | 51 | 0 | 0.310 | 1.856 | [63] | |
| MK (6.9%) + SF (1) | 10 | 0 | 21 | 0 | 0 | 2 | 2 | 50 | 0 | 0.240 | 3.162 | [65] | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, S.; Wu, S.; Liu, Z.; Pyo, S. The Role of Supplementary Cementitious Materials (SCMs) in Ultra High Performance Concrete (UHPC): A Review. Materials 2021, 14, 1472. https://doi.org/10.3390/ma14061472
Park S, Wu S, Liu Z, Pyo S. The Role of Supplementary Cementitious Materials (SCMs) in Ultra High Performance Concrete (UHPC): A Review. Materials. 2021; 14(6):1472. https://doi.org/10.3390/ma14061472
Chicago/Turabian StylePark, Sungwoo, Siyu Wu, Zhichao Liu, and Sukhoon Pyo. 2021. "The Role of Supplementary Cementitious Materials (SCMs) in Ultra High Performance Concrete (UHPC): A Review" Materials 14, no. 6: 1472. https://doi.org/10.3390/ma14061472
APA StylePark, S., Wu, S., Liu, Z., & Pyo, S. (2021). The Role of Supplementary Cementitious Materials (SCMs) in Ultra High Performance Concrete (UHPC): A Review. Materials, 14(6), 1472. https://doi.org/10.3390/ma14061472