1. Introduction
Hydraulic devices, as well as other devices operating in a liquid, e.g., ship propellers, turbines, pumps and pipelines, are exposed to cavitation erosion, solid particle erosion, corrosion, as well as to the combined effect of these types of destruction. Cavitation erosion and solid particle erosion are the degradation processes that play a significant role in the service life of said devices. Damage of the devices results in a loss of their performance, as well as high repair costs and downtime costs. The mentioned degradation processes usually act separately, or one process is dominating. Although in both destruction processes, the degradation results from repeated impacts, the mass loss and the erosion rate can be substantially different. However, there is very little research showing differences in the destruction process. For this reason, it is desirable to know the development of material degradation and the resistance of the material to each of the degradation processes mentioned.
Erosion resistance tests are conducted mainly for corrosion-resistance materials, such as stainless steels or titanium alloys due their application in many hydraulic devices. Investigations of titanium alloys (CP-Ti with a hardness of 219 HV, Ti5111 with a hardness of 265 HV, Ti-6Al-4V ELI with a hardness of 342 HV and Ti-6Al-4V ELI/Ru with a hardness of 348 HV) showed that the alloy with the best cavitation erosion resistance does not have the best slurry erosion resistance [
1]. The best erosion resistance in slurry tests had Ti5111 alloy, while in cavitation erosion tests the best resistance had Ti-6Al-4V ELI/Ru alloy [
1]. Similar results were obtained by Schillo et al. [
2]. Investigations of Co-based coating and Ni-based coating showed better resistance of the Co-based coating to cavitation erosion, while the Ni-based coating to slurry erosion [
2].
Because of high costs of stainless steels, carbon steels are still used for some ship elements and hydraulic devices, despite their low corrosion resistance [
3,
4]. They are used because of good weldability, good strength properties and low price [
5,
6]. Nevertheless, carbon steels have an unsatisfactory amount of research into these types of degradation. Carbon steels have been the subject of investigations by Hattori et al. who developed a database of their cavitation erosion resistance [
7]. Also, Tzanakis et al. [
8] have investigated the cavitation erosion resistance of carbon steels. They have obtained that the steel with the lowest hardness, yield and tensile strength had the lowest cavitation erosion resistance. However, steel with the highest hardness and tensile properties did not had the best resistance. Moreover, the test duration highly affected which steel had the best cavitation erosion resistance (the lowest mass loss). In the case of slurry erosion, carbon steels, due to their use for pipelines, have been the subject of investigations by Alam and Farhat [
9], Islam et at. [
10], Wood et al. [
11] and also by Ojala et al. [
12]. An investigation of API X42, API X70, and API X100 steels showed that, with increasing hardness and yield strength, the slurry resistance increased as well [
10]. Similar results were obtained by Ojala et al. [
12]. However, later investigations of a wider range of carbon steels (AISI 1018, AISI 1080, API X80, X100 and API X120 steels) did not confirm such relations [
9]. Another common steel used in many industrial applications is S235 JR steel due to its very good weldability, good mechanical properties and low price [
5,
6]. Ultrasonic impact treatment applied with various duration (5, 15, and 30 min) on this steel increased hardness from 133 HV to 213, 214 and 224 HV (by 60.1%, 60.9%, and 68.4%) at top of the surface layer, respectively, and decreased mass loss by about 15%, 27%, and 50%, respectively, in wear tests [
6]. Thus, a slight difference in steel hardness (from 213 HV to 224 HV) caused an essential increase in wear resistance. Despite many investigations performed, there is a lack of investigation of carbon steel for resistance to both cavitation erosion and slurry erosion. For this reason, such investigations have been performed.
As mentioned, most investigations of materials pointed to hardness as the property that plays an essential role in resistance to cavitation erosion and slurry erosion. An increase in hardness causes an increase in erosion resistance (decrease in mass/volume loss in erosion tests). However, the effect of steel hardness on the resistance to cavitation erosion or slurry erosion is related to the test conditions, i.e., intensity of dynamic loading. In the case of cavitation erosion testing, the intensity of dynamic loading depends on flow velocity and the shape of cavitation inducers for flowing cavitation and on frequency and amplitude of vibration in ultrasonic cavitation [
13,
14,
15]. While in the case of slurry erosion tests, the intensity of dynamic loading depends on the flow velocity as well as the size, shape and concentration of solid particles [
16]. Many factors affecting the intensity of dynamic loading, which in turn affect resistance to cavitation and slurry erosion, indicate the need for experimental investigation.
The aim of the study was to investigate the effect of the type of erosion (cavitation and slurry) on the strength and degradation mechanism of S235JR carbon steel, and to show the differences in the destruction process between these types of erosion. S 235JR steel was chosen for its strong influence of hardness on mass loss and erosion resistance, as demonstrated by Kahraman et al. [
6]. For this reason, the S235JR carbon steel was tested in two states: as received and after heat treatment, which was applied to obtain different hardness of the steel. Studies were carried out at various erosion intensities to analyze their effect on cavitation and slurry erosion rate.
2. Materials and Methods
The chemical composition of S235JR carbon steel obtained from the steel certificate is shown in
Table 1. S235JR steel is low-carbon ferritic-perlitic steel with little content of Mn. S235JR steel was investigated in two states: as-received and after thermal treatment. The most popular thermal treatment is annealing. The temperature of annealing (930 °C) was chosen based on investigations performed by Rdzawski et al. [
17]. Thermal treatment was performed using Nabertherm L3/11 furnace (Nabertherm, Lilienthal, Germany). The steel specimens were marked as S235JR AR and S235JR TT, respectively, for the specimens in the as-received state and the specimens after thermal treatment.
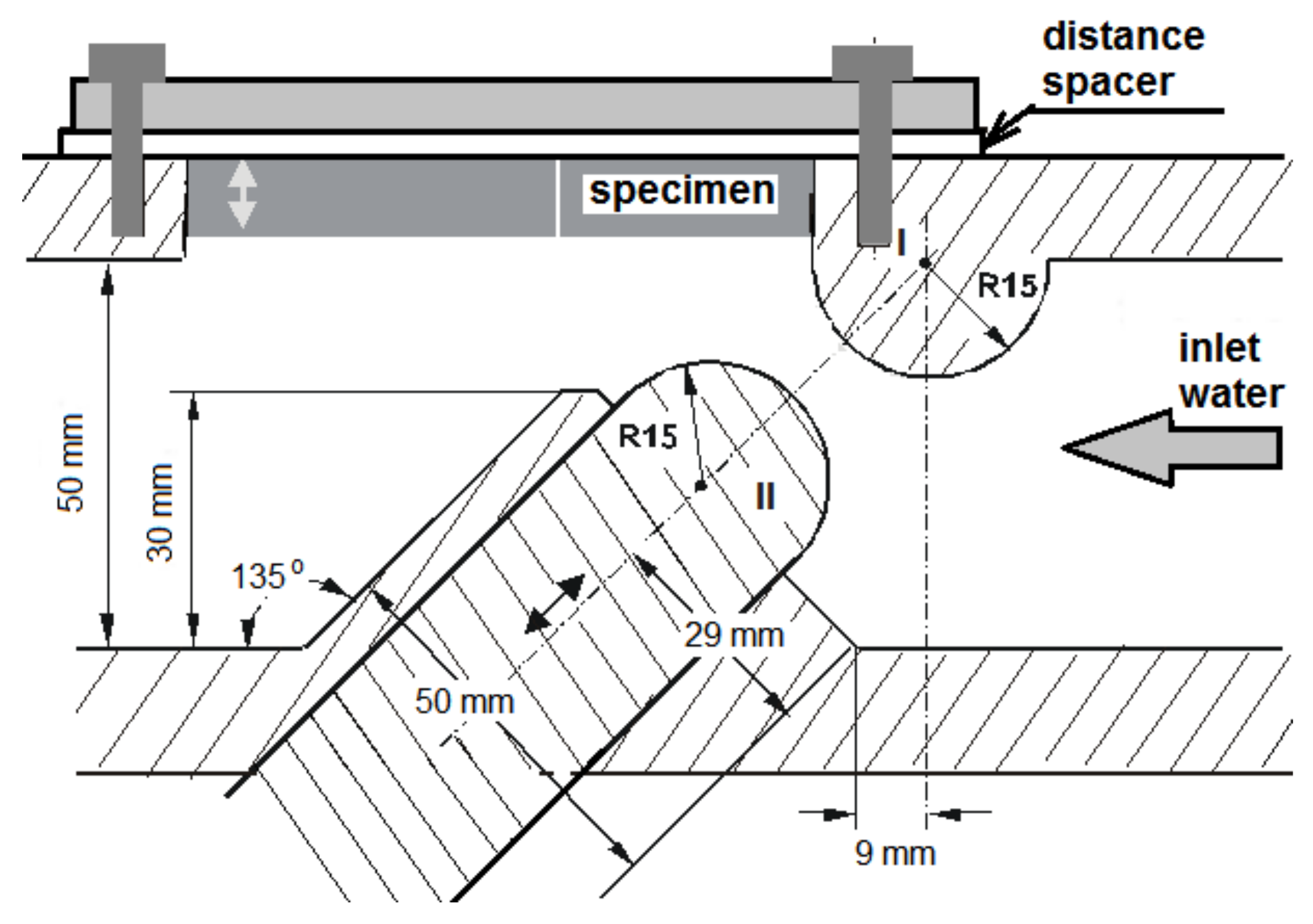
In order to investigate the effect of cavitation intensity on the erosion process, four tests were carried out using a cavitation tunnel equipped with a system of barricades. The scheme of the cavitation tunnel is shown in
Figure 1 and it has been described by Krella et al. [
18]. As a working fluid tap water with a temperature of 20 ± 2 °C was used. The intensity of cavitation is governed by the fluid flow rate, which is controlled by the inlet and outlet pressures, which in turn are regulated by the inlet and outlet valves. Flow speed was measured using a portable ultrasonic flowmeter Fluxus
® model ADM 6725 (FLEXIM, Edgewood, NY, USA) with a measurement accuracy of ±0.5% of the measured value. In the presented investigations, the water flow velocities were 35 m/s, 37.9 m/s, 40.5 m/s, and 43 m/s in the slot between the barricades. The total duration of the test was 600 min.
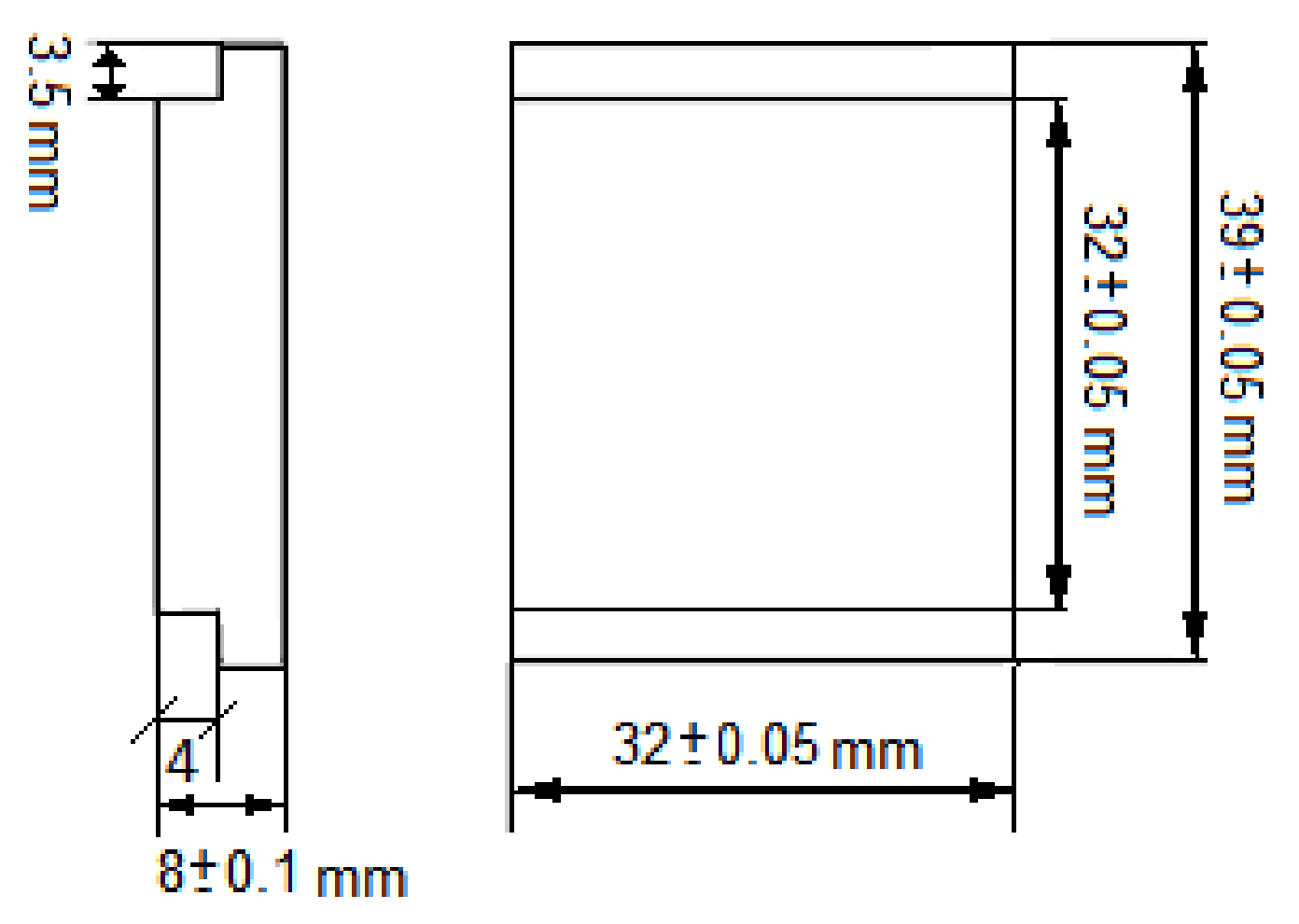
In order to obtain the cavitation curves and erosion rates, the mass of tested specimens was measured using an analytical balance of 0.1 mg accuracy. Mass measurements were carried out before the tests and after each exposure. Before each mass measurements, the specimens were cleaned and dried. The shape and dimensions of the specimens are shown in
Figure 2.
The slurry tests were performed using a slurry pot tester (
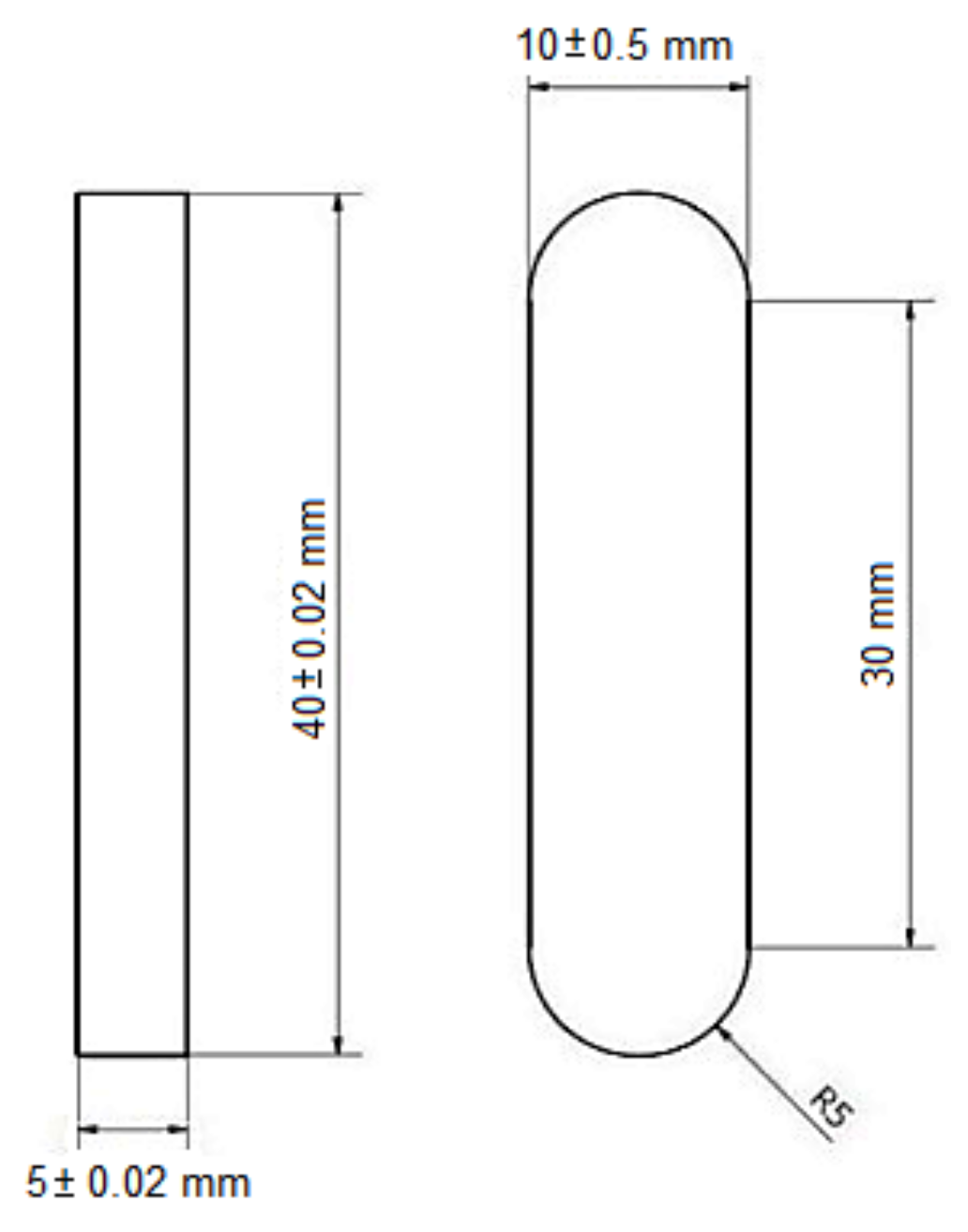
Figure 3). The pot capacity is 6.4 l. The tester allows simultaneous examination of two specimens. At the inner wall of a slurry pot, four baffles are mounted to minimize centrifuging of the fluid due to the rotation of the specimens. Additionally, a stirrer is mounted to prevent the sedimentation of the solid particles. The rotation speed is adjusted by a power inverter ABB ACS 300 (ABB Asea Brown Boveri Ltd., Zurich, Switzerland). To analyze an effect of erosion intensity on the erosion process, four slurry tests were carried out at rotational speeds of 565 rpm, 786 rpm and 1012 rpm. The duration of the slurry tests was 600 min, similar to cavitation erosion tests. Tap water with a temperature of 18 °C was used as a working liquid. Spherical steel solid particles with a diameter of 520 µm and hardness of 51 HRC were used as erodents. The concentration of erodent was 12.5 wt.%. The impact angle was 90°. The shape and dimensions of the specimens are shown in
Figure 4. Before the tests and after each exposure, the specimens were cleaned, dried, and reweighted using an analytical balance of 0.1 mg accuracy.
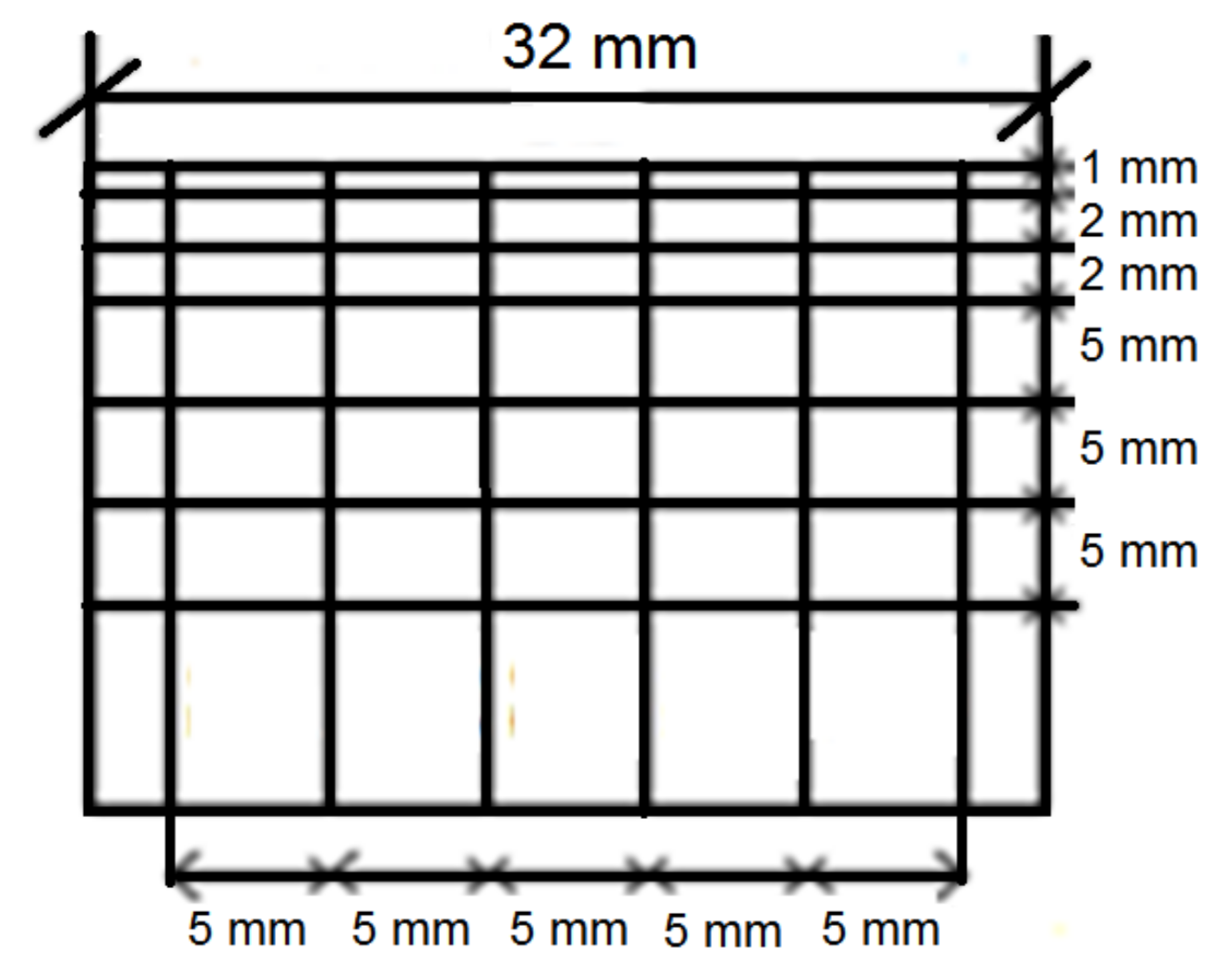
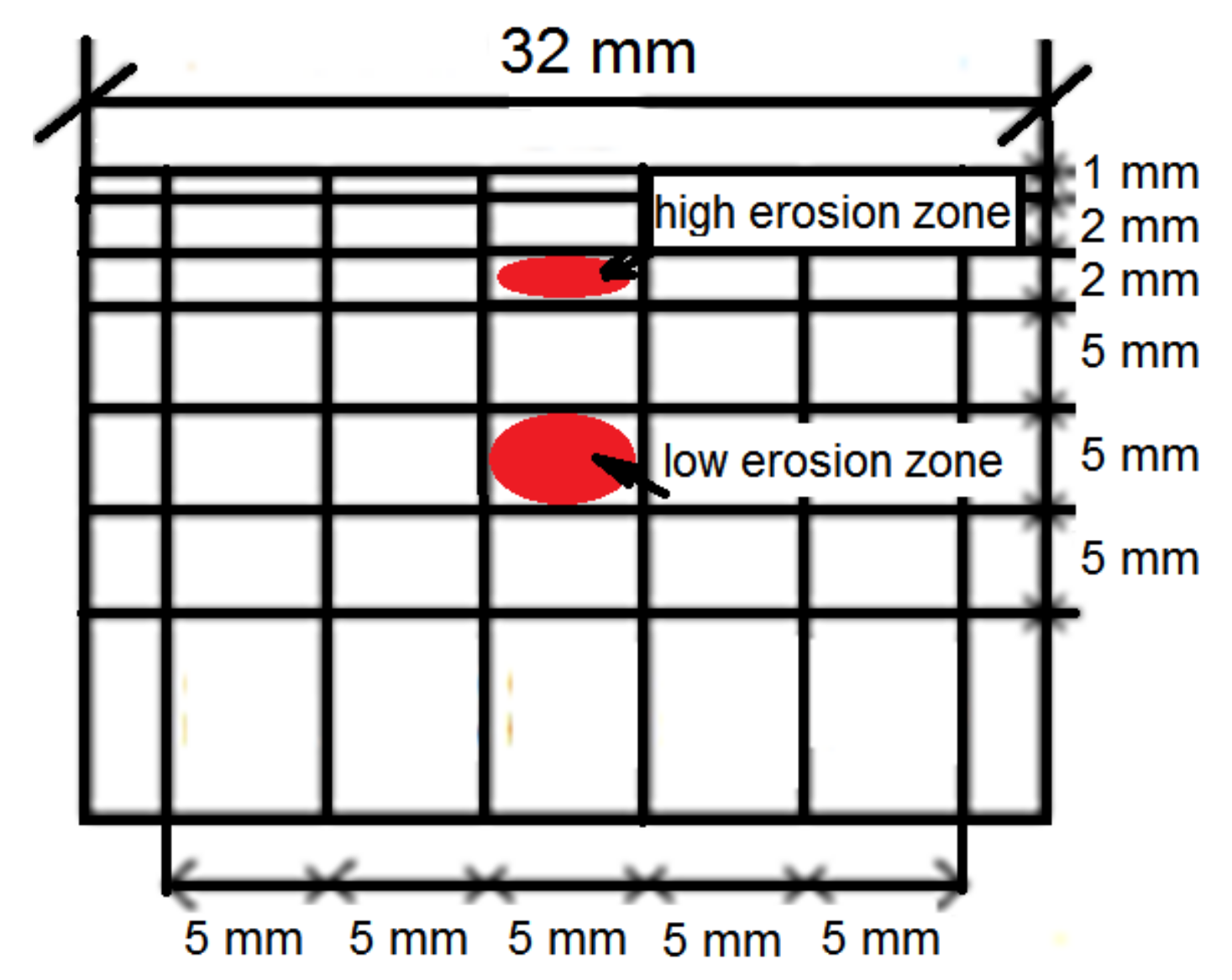
After each erosion test, the microscopic studies were carried out using a scanning electron microscope EVO-40/Zeiss (Oberkochen, Baden-Württemberg, Germany) and a SU3500 scanning electron microscope, Hitachi (Tokyo, Japan), in the Research Centre in Jabłonna, Poland. Moreover, the microhardness measurements on the cross-sections were carried out using the FALCON 401 Vickers Hardness (INNOVATEST, Shanghai, China) tester with 300 gf load and dwell time of 10 s. The first measurement was made 35 µm from the eroded surface and the measurements were carried out at the distance of 200 µm to eliminate an influence of the other indents on the result obtained. Moreover, to characterize the eroded surfaces, surface roughness (Ra parameter) was determined using the SJ-301 Mitutoyo Surface Roughness Tester (Mitutoyo Corporation, Kanagawa, Kawasaki-shi, Japan). The Ra parameter is an arithmetical mean of the absolute values of the profile deviations from the mean line of the roughness profile. In the case of the cavitation erosion tests, the surface roughness was measured after the tests along the scheme of the network shown in
Figure 5. In the case of slurry erosion tests, the specimen surface was eroded evenly. Therefore, the surface roughness was measured at five arbitrary chosen places. Additionally, surface roughness measurements were performed after each test exposure.
4. Discussion
The performed thermal treatment of the tested steel decreased the hardness by over 30 HV and allowed learning the impact of steel hardness on the resistance of S235JR steel to cavitation and slurry erosion. According to the test results obtained by Hammit [
21], Kwok et al. [
22] and Rajput et al. [
23], resistance to cavitation erosion increases exponentially with increasing hardness. Similar correlation occurs for slurry. Sheldon [
24] and Desale et al. [
25,
26] obtained that resistance to slurry erosion increases exponentially with increasing hardness. Based on the data obtained by Kwok et al. [
22] and Rajput et al. [
23], this exponent is close to 3. However, when this exponent was determined on the basis of the results obtained by Baghel et al. [
27], it was close to 1, while Moore’a [
28]—to 0.4. Nevertheless, the exponent can range from about 0.5 to over 3 in both types of erosion. On the other hand, investigations of titanium alloys have not confirmed this relationship either in cavitation erosion or in slurry [
1], as well as tests of X10CrAlSi18 steel annealed at different temperatures [
29]. Slurry tests of aluminum, copper, carbon steels and stainless steels confirmed that material hardness and impact velocity affect the erosion rate [
30]. However, no clear single trend of change was achieved. Depending on the tested materials with a given hardness range, the erosion rate may decrease with increasing hardness, but it may also increase, or no effect may be obtained. Kahraman et al. [
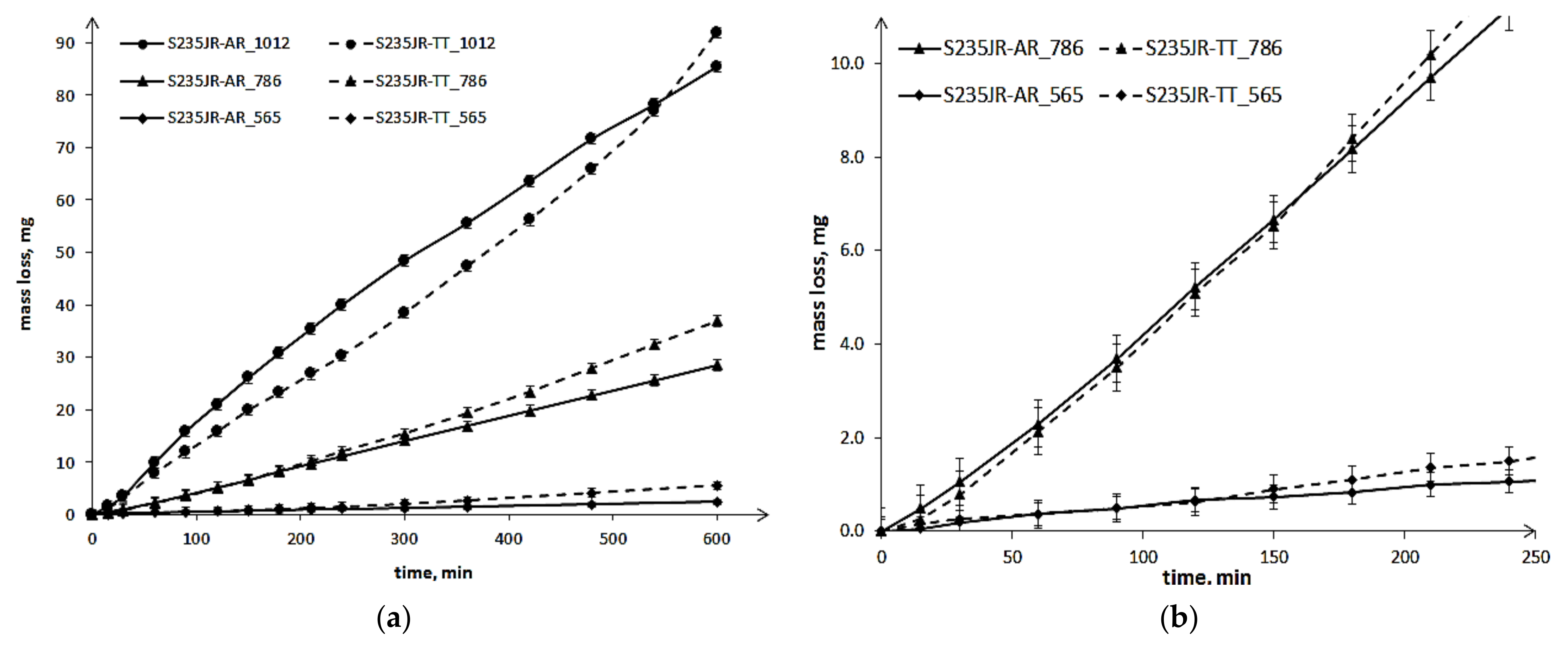
6], who tested the same steel, have obtained a significant decrease in mass loss in the slurry tests with the increase in steel hardness. The results obtained in these investigations did not confirm such a relationship in the study of slurry erosion (
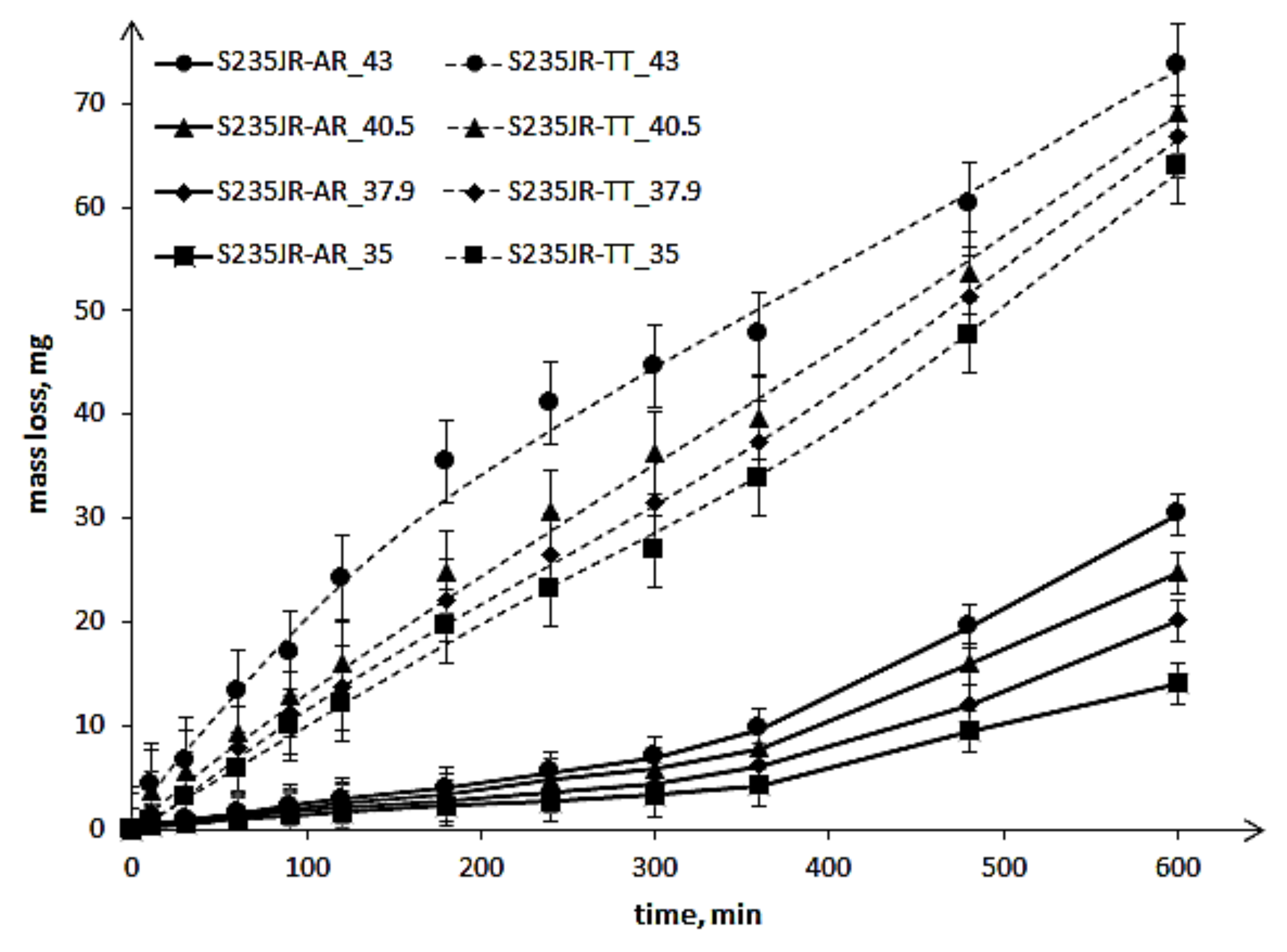
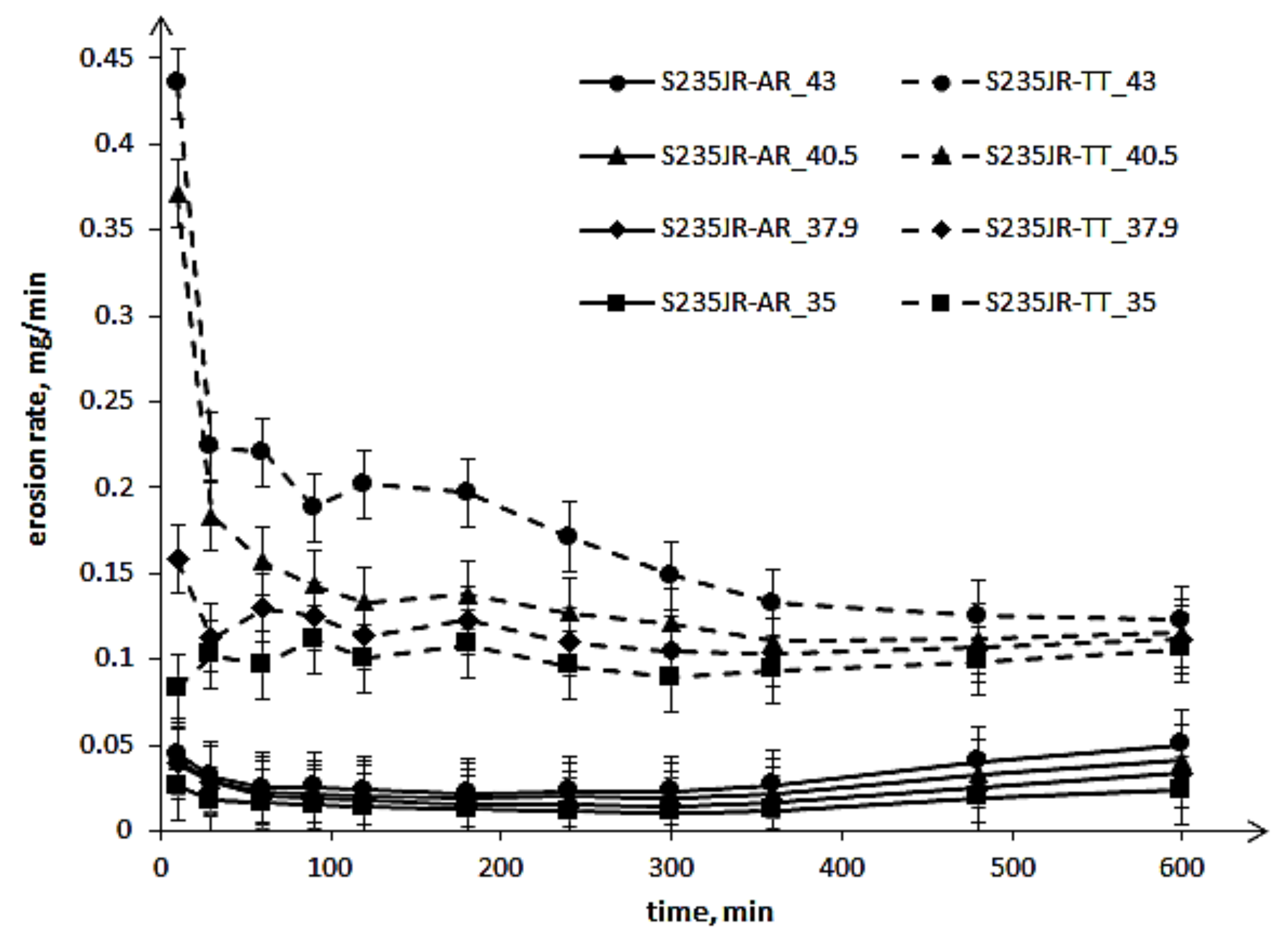
Figure 8a), but showed a big impact of steel hardness on the mass loss in cavitation erosion tests (
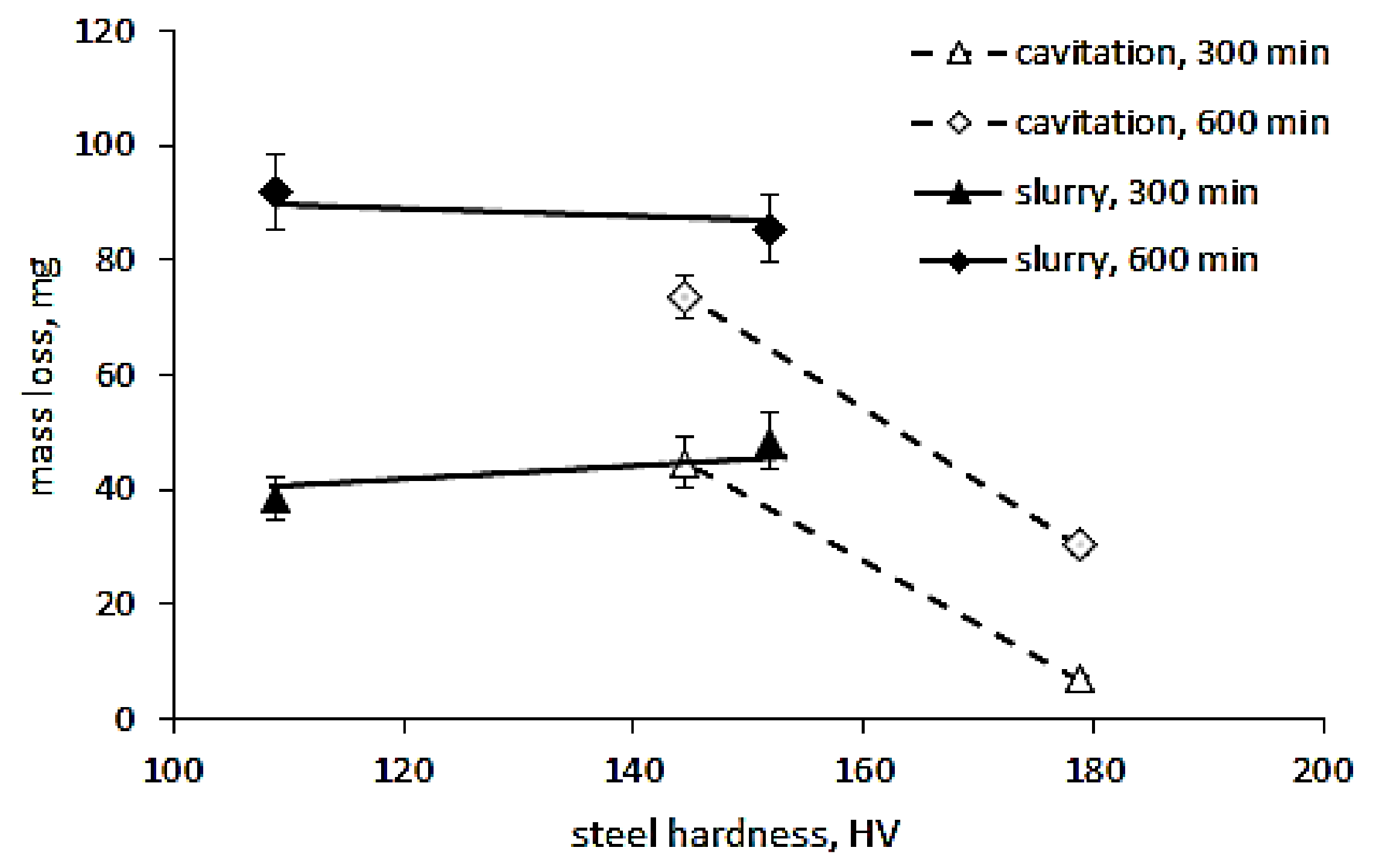
Figure 6). To better see the effect of steel hardness on the mass loss, a graph was made which takes into account the mass loss obtained at the highest flow velocity (43 m/s) or rotational speed (1012 rpm) after 600 min (the entire tests) and e.g., after 300 min, when the highest difference in mass losses occurred.
Figure 19 shows that for S235JR steel, steel hardness strongly influenced the cavitation resistance, i.e., mass loss. The hardness change by 34 HV caused a change in the mass loss by about 40 mg (38 mg after 300 min of testing and 43 mg after the entire tests). Thus, this relationship was slightly dependent on the duration of the test. In the case of slurry tests, the decrease in hardness from 151.7 HV to 109 HV slightly affected mass loss and erosion resistance. Similarly, such a result was independent of the duration of the test. This result was unexpected in the light of the tests carried out by Kahraman et al. [
6] and also by Desale et al. [
25,
26]. However, Oka and Yoshida [
30] found that for some materials, some hardness values and specific types of erodent, there may be no change in mass loss caused by a change in the hardness of the steel. Thus, the obtained difference in hardness and mass losses shown in
Figure 19 fit in with that observation.
Figure 19 shows also that the steel hardness plays a much stronger influence on the mass loss in cavitation erosion resistance tests than in the case of slurry erosion.
The other factor influencing the mass loss in cavitation and slurry erosion tests is erosion aggressiveness/intensity. In the case of cavitation erosion, the intensity of the erosion depends on the flow velocity or inlet and outlet pressures in the flow devices, e.g., in a cavitation tunnel or a cavitating jet device, and the frequency and/or amplitude of the vibrations in the vibrating device. Investigations of pure aluminum, copper, bronze, carbon steels and also stainless steels with the use of the cavitating jet apparatus showed an exponential dependence the mass losses with injection and tank pressures [
31]. While, in the case of the vibrating apparatus, the relationship between vibrating amplitude and mass losses of pure aluminum and cooper was linear [
15,
32]. In the case of slurry erosion, the impact velocity of erodents is the parameter that affects the erosion intensity and the mass loss the most [
26,
33,
34,
35]. Moreover, erosion rate increases exponentially with the impact velocity and an exponent is usually about 2–3 for metallic alloys, but it can also vary from 0.34 to 4.83 [
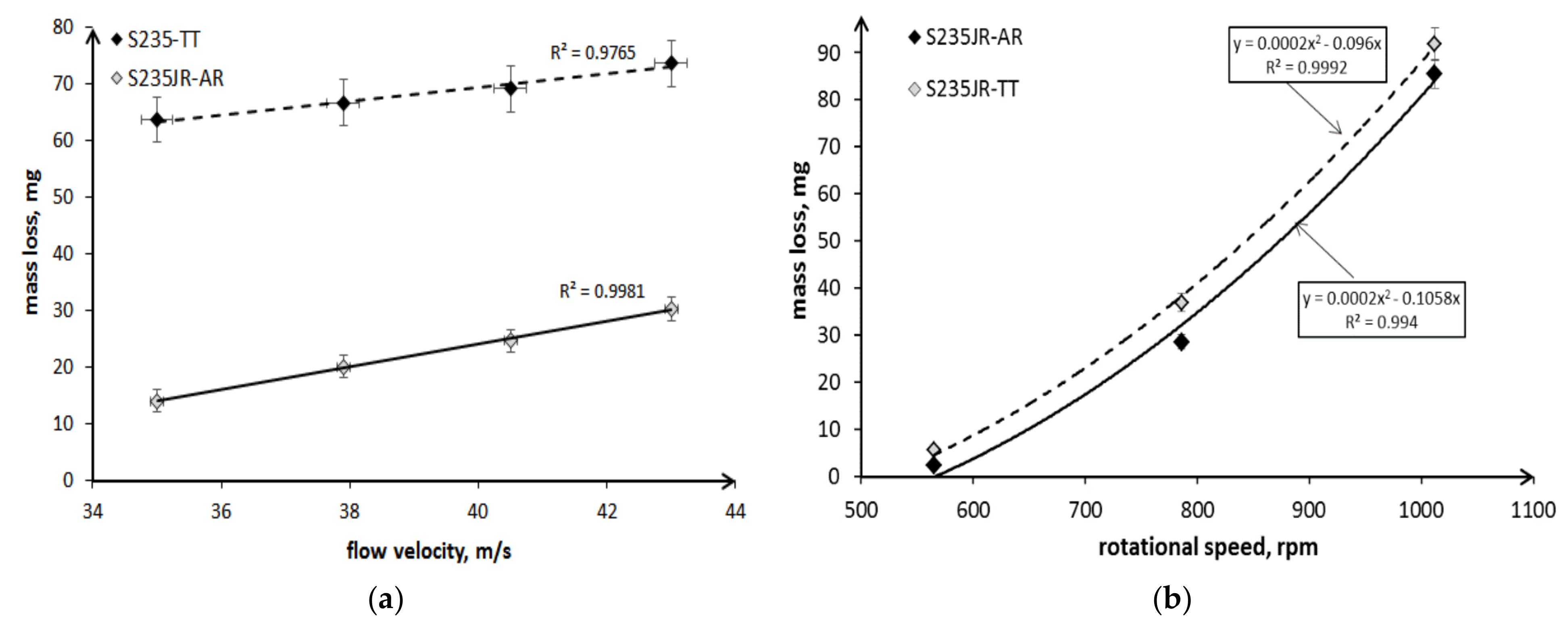
35]. The correlations between the flow velocity in cavitation erosion tests or rotational speed in slurry tests and the mass loss after the entire erosion tests obtained in these investigations are shown in
Figure 20. In the case of cavitation erosion tests, a linear relationship for both steel states was obtained for the tests carried out in the cavitation tunnel and flow velocities ranging from 35 m/s to 43 m/s (
Figure 20a). This linear correlation is in accordance with the results obtained by Okada et al. [
15] and Hattori et al. [
32], although other testing materials and various apparatus were used. However, based on the results obtained by Krella [
36], it can be seen that the type of correlation depends on the flow velocity range, and the linear correlation may occur above a certain threshold value of the flow velocity.
Figure 20a also shows that the trend line determined for hard S235JR-AR steel is parallel to that determined for the soft steel after thermal treatment. This means that the difference in the mass losses obtained after the entire tests was comparable for all flow velocities and the character of the trend line was independent of the steel state and steel hardness.
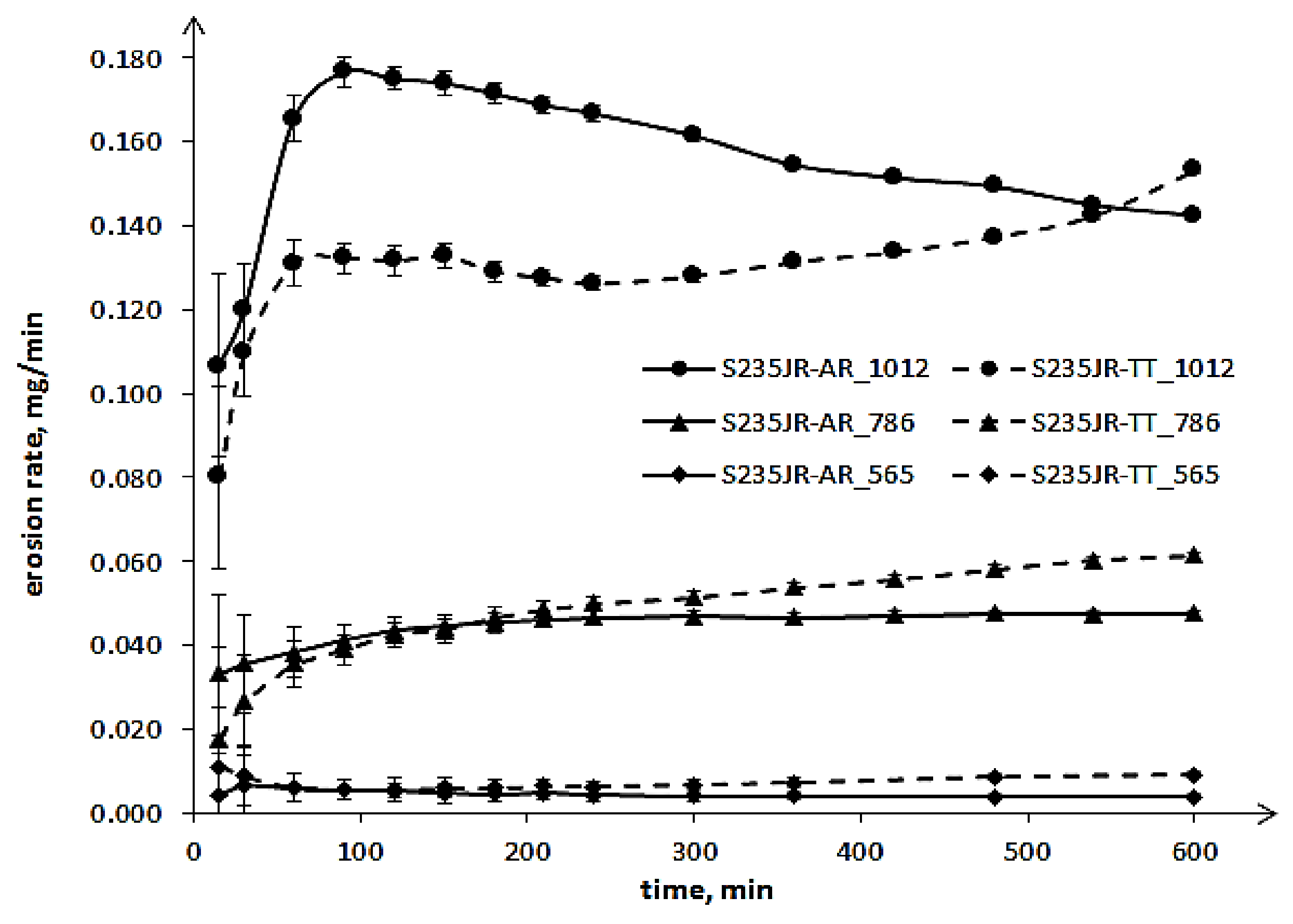
In the case of slurry tests, for rotation speed range from 565 rpm to 1012 rpm, the best relationship is a polynomial relationship, not exponential (
Figure 20b). In the case of the exponential dependence, the maximum dispersion may reach even 42% for steel in the as-received state or 17% for heat-treated steel. This indicates that the exponential relationship cannot be taken into account. The trend lines of hard S235JR-AR and soft S235JR-TT steels are parallel to each other, so the nature of the correlation does not depend on the state of the steel and steel hardness, as was the case with cavitation erosion, but on the steel grade. The other factors that may affect the relationship are the type of test device, erodent concentration and the range of rotational speed. Also, in the tests of ferritic X10CrAlSi18 steel with the use of a slurry pot, no exponential but rather a linear correlation was obtained by Krella et al. [
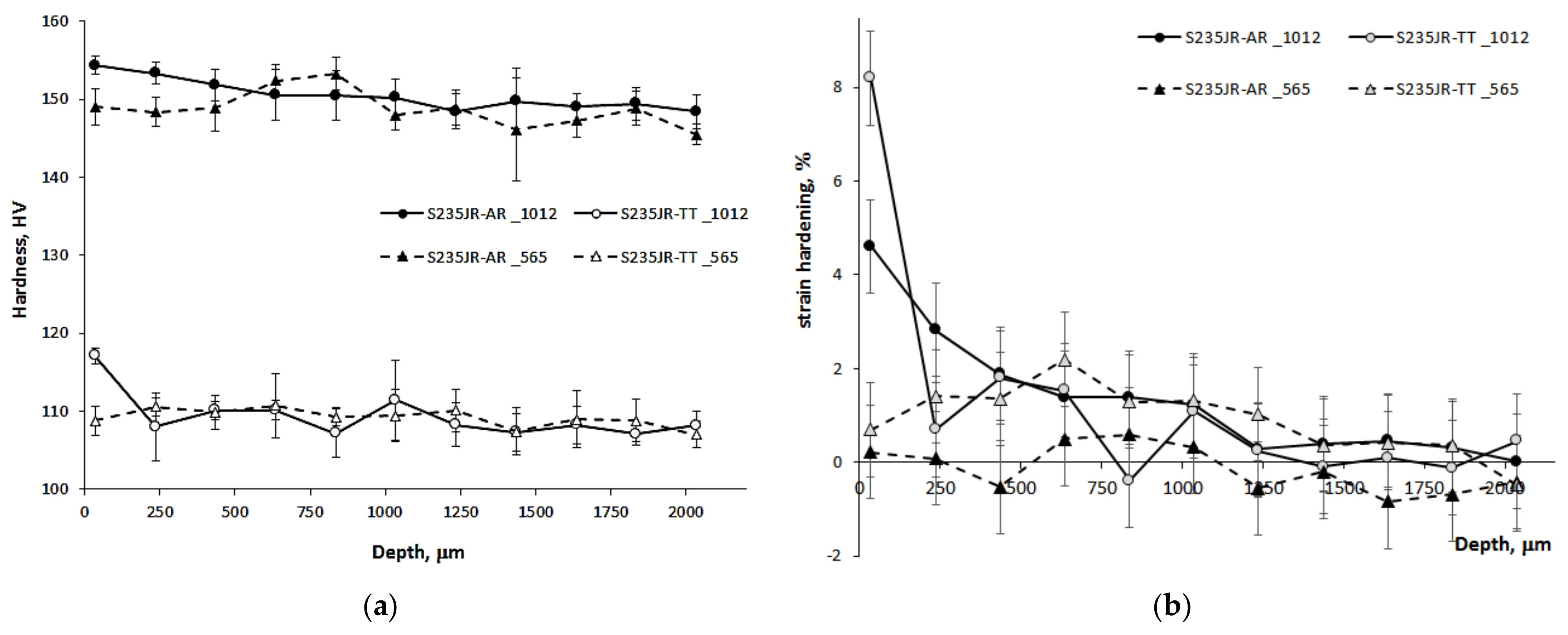
37]. In a slurry pot, the solid particles can collide with each other, which affects the actual speed and direction of the particles. As speed increases, this interaction is likely to increase. A low depth of strain hardening at the highest rotational speeds (
Figure 11) is consistent with the assumption that the particles interact with each other.
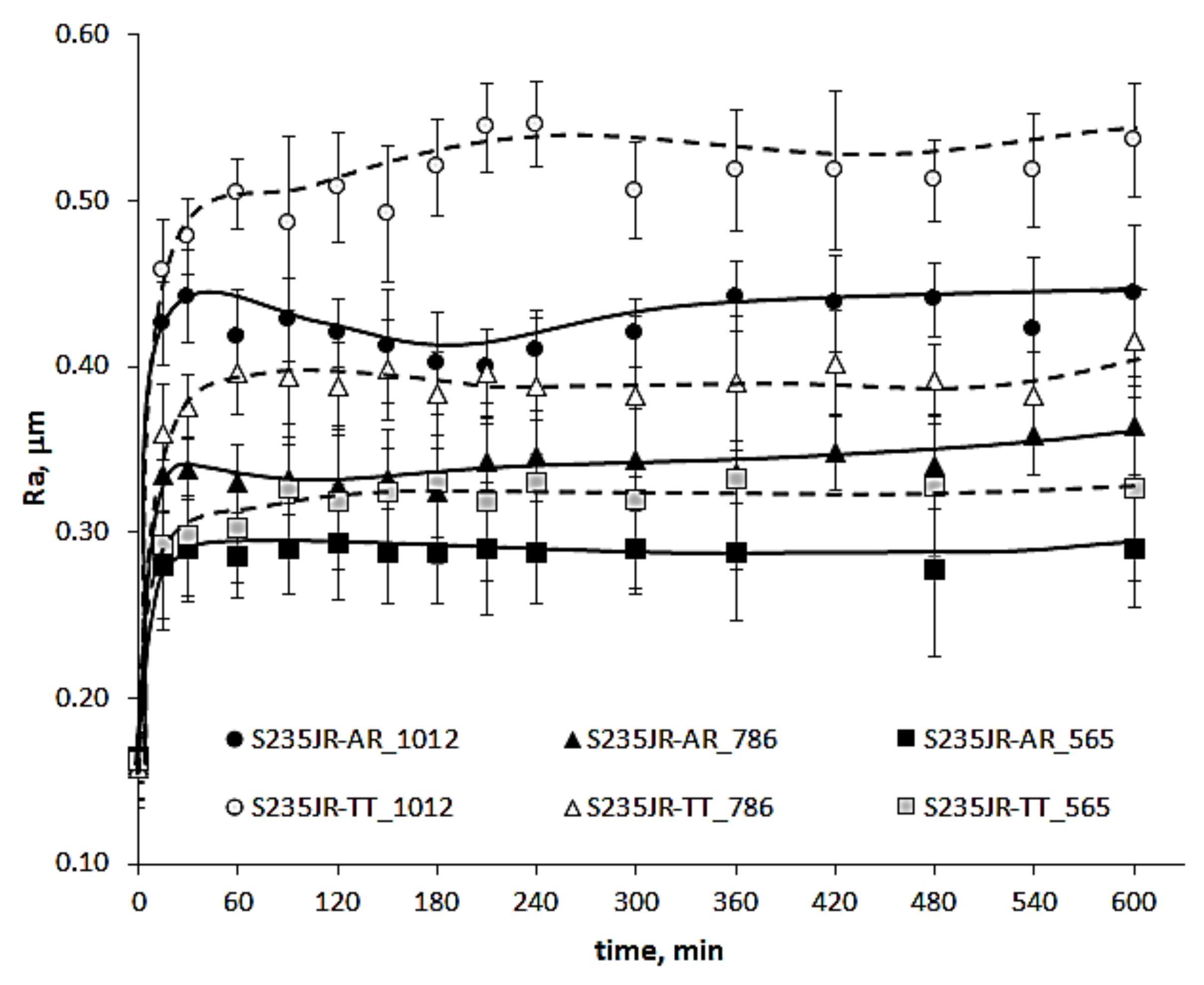
Although erosion processes concern mainly the degradation of the material surface layer, the investigations of surface roughness development in relation to erosion intensity are not so extensive. According to Chiu et al. [
38], in cavitation erosion, surface roughness (Ra parameter) increases up to limit value that is related to the steel grade with increasing testing time and then remains unchanged. However, Dojcinovic et al. [
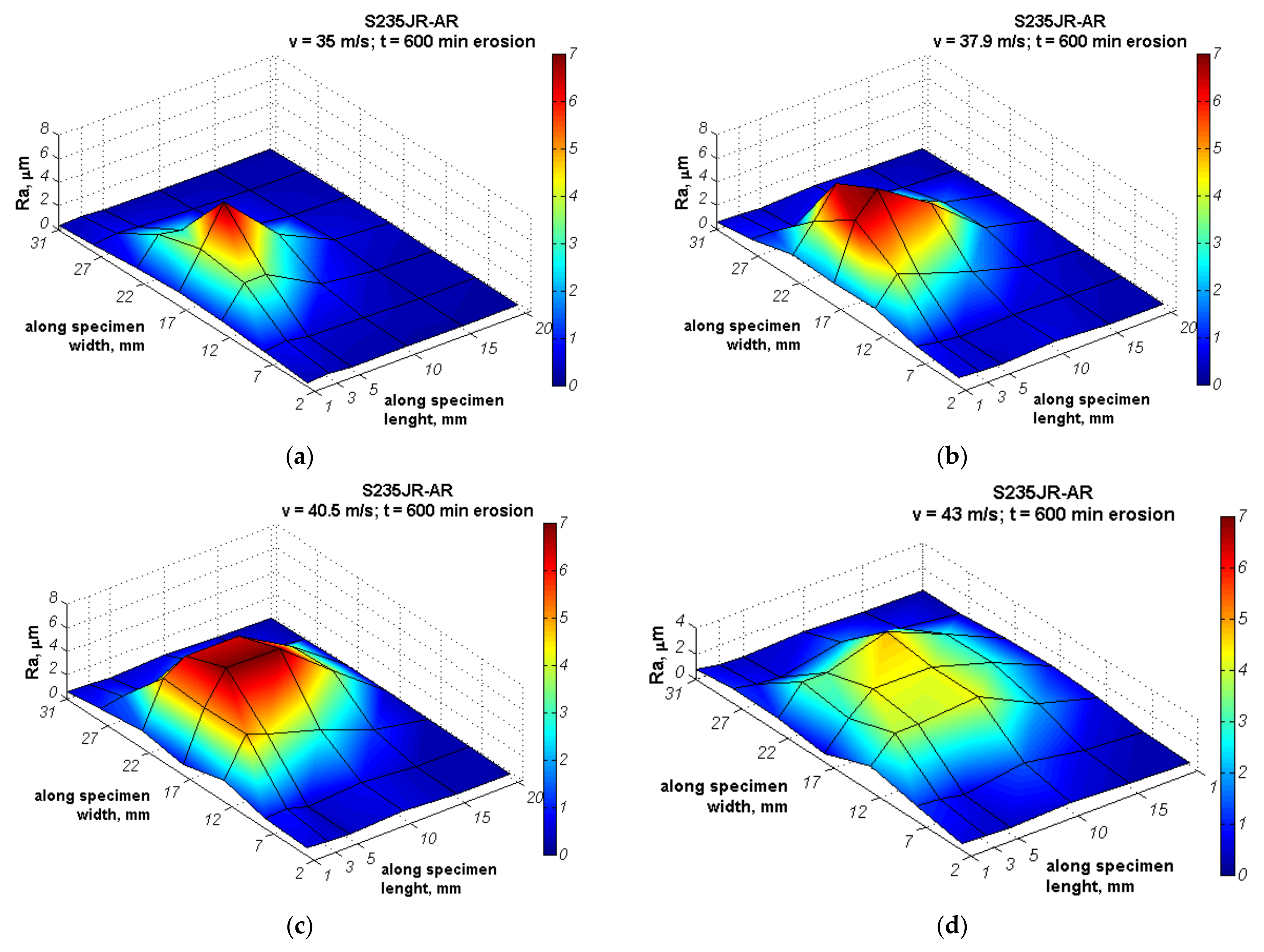
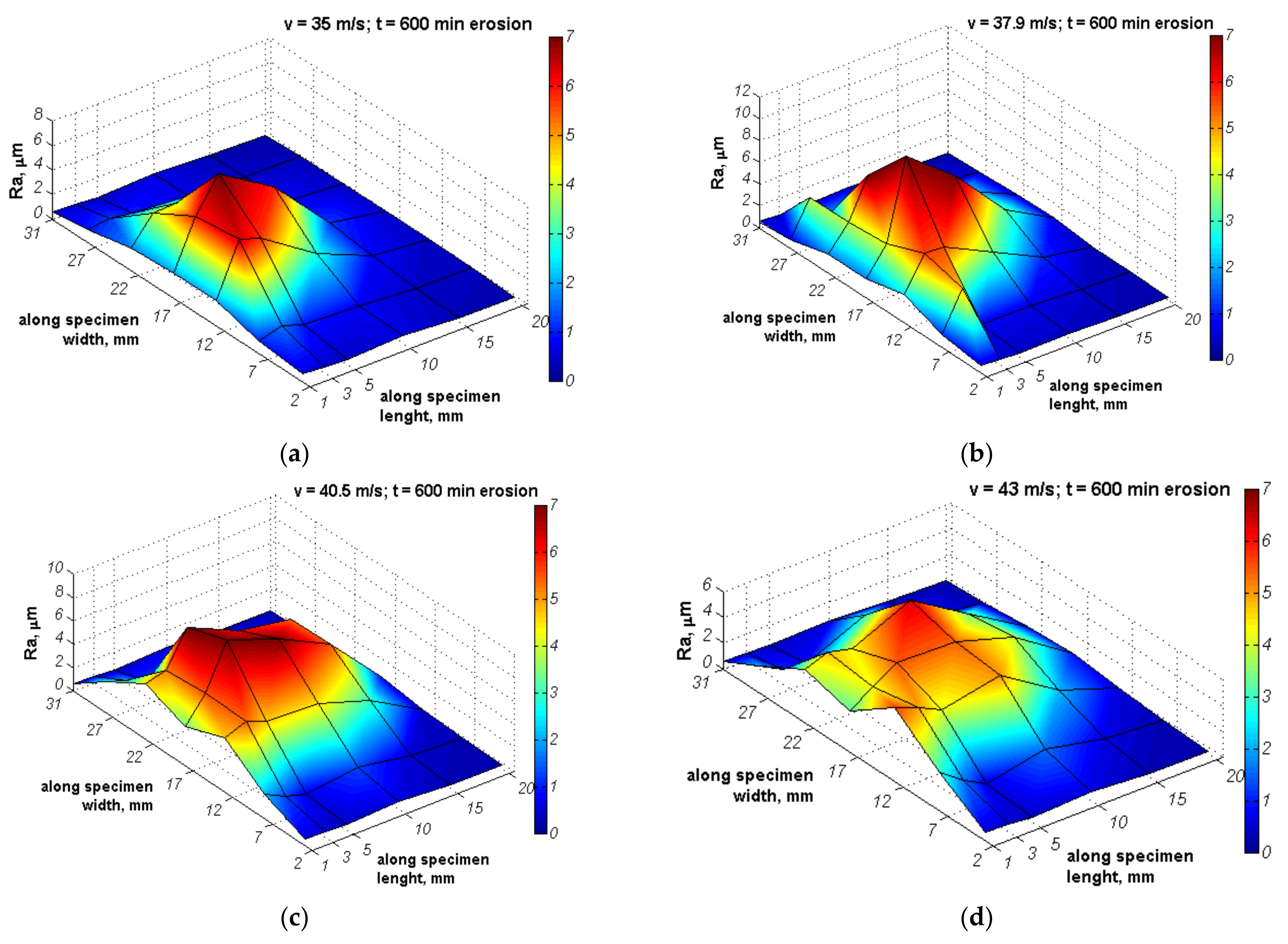
39] showed that the mean surface roughness Ra of ductile cast iron exposed to cavitation increases with testing time, although the rate of roughness change decreases. In the presented results, in cavitation erosion, surface roughness depends also on the cavitation intensity, i.e., flow velocity (
Figure 12 and
Figure 13). Taking into account the maximum Ra parameter obtained on the exposed surface after 600 min of testing and flow velocity, the correlations shown in
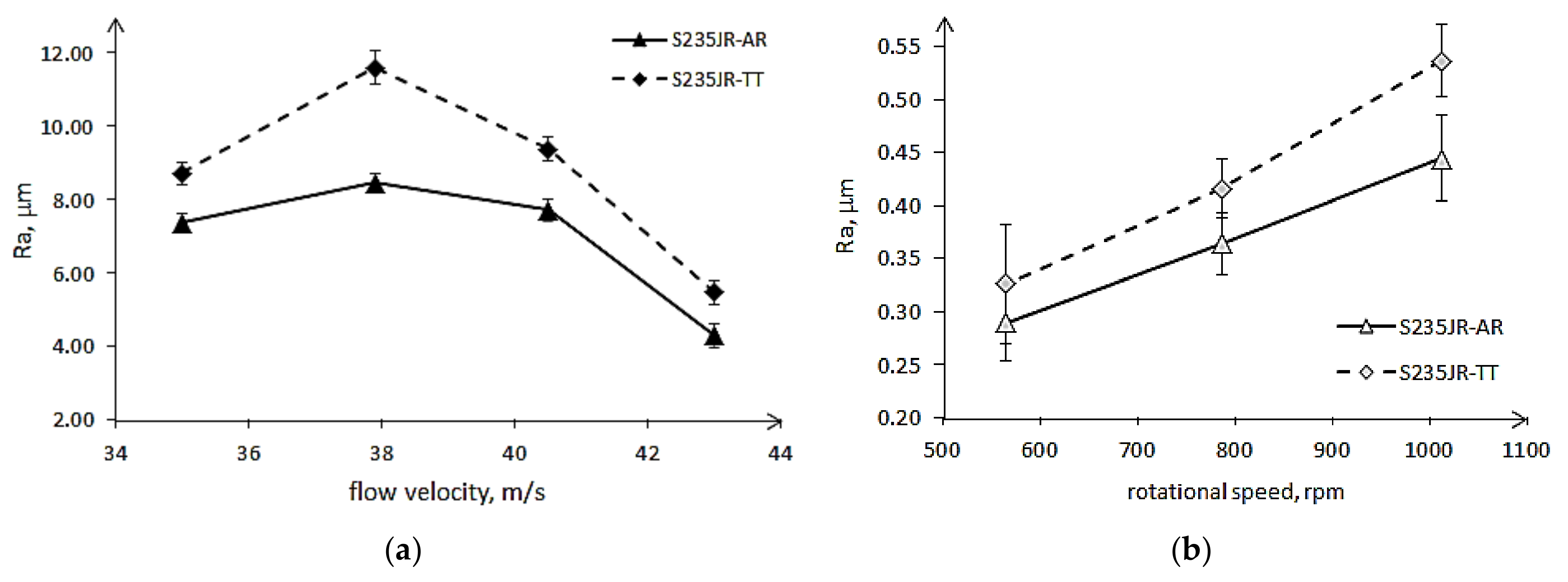
Figure 21 a are obtained. As shown in
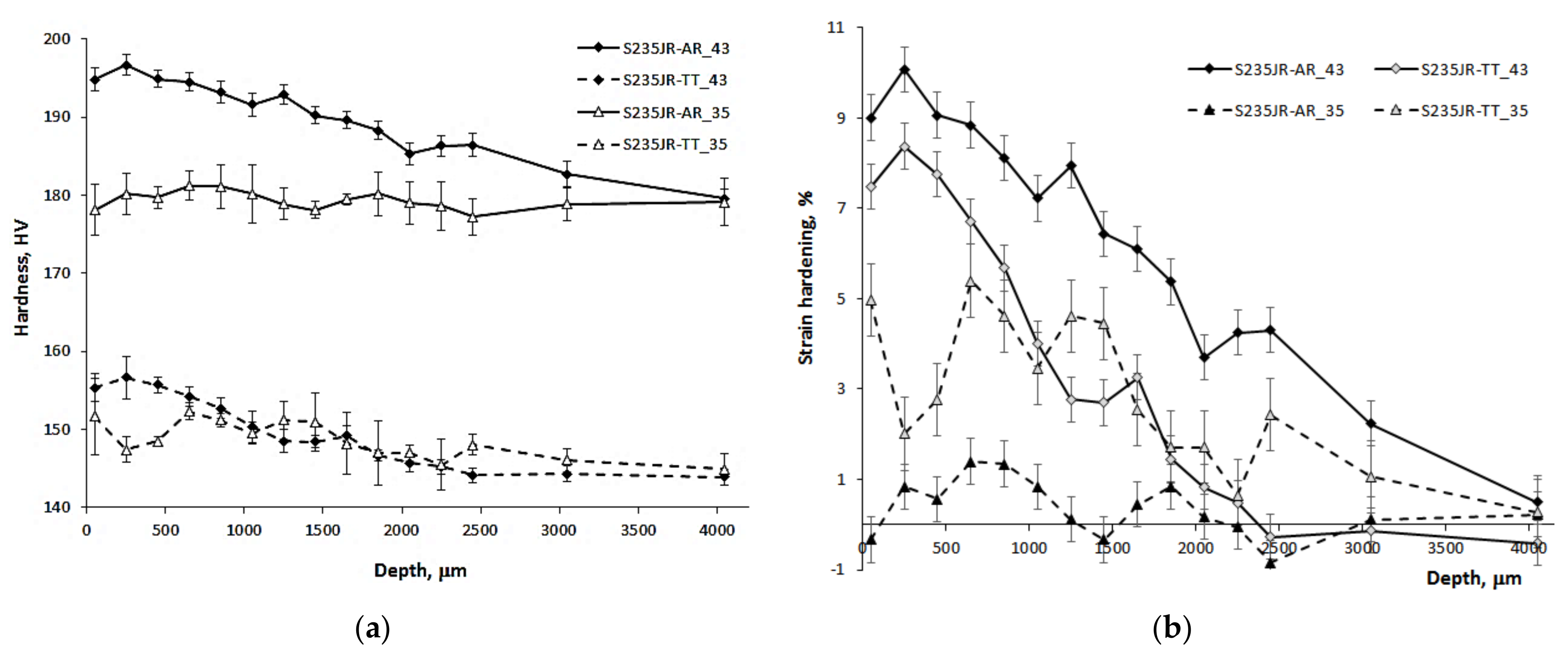
Figure 21a, the Ra parameter increases with increasing flow velocity from 35 m/s to 38 m/s, but for flow velocities greater than 38 m/s, a decrease in surface roughness with increasing flow velocity was obtained. This decrease was probably due to the strain hardening (
Figure 10b), the intensive development of surface damage and an increase in overlapping damage (
Figure 16 and
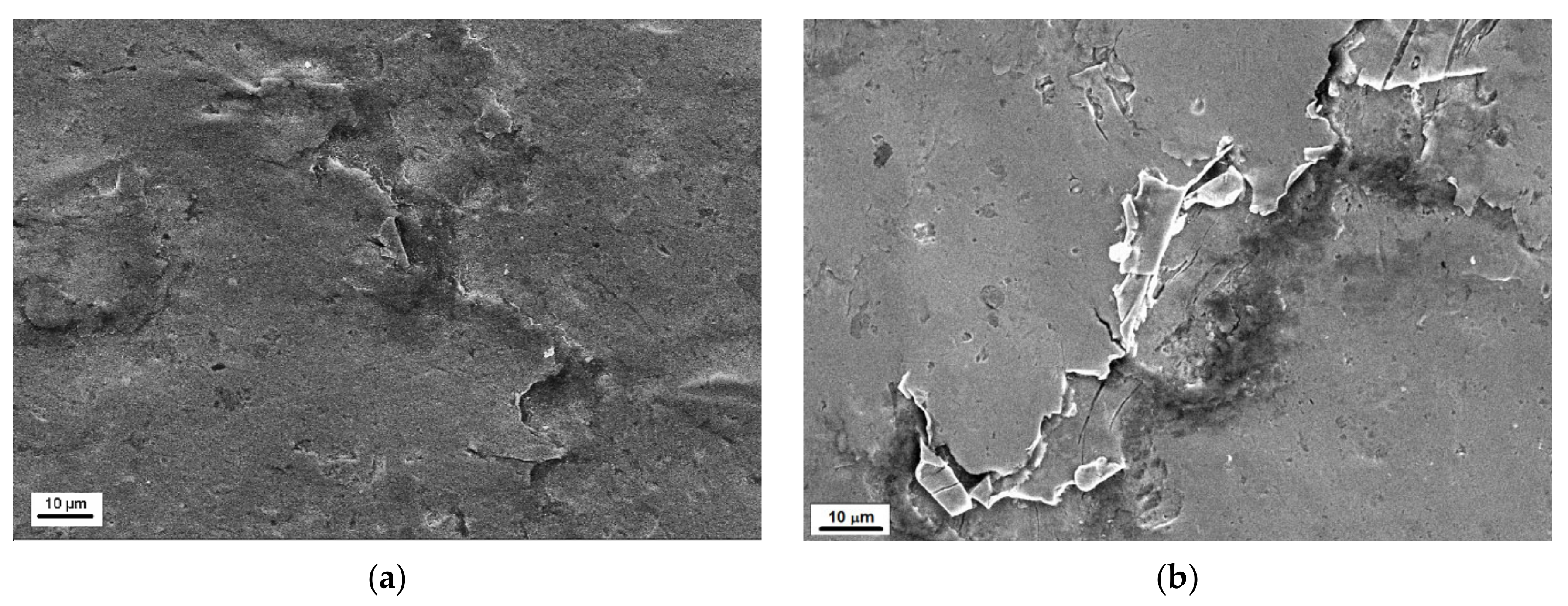
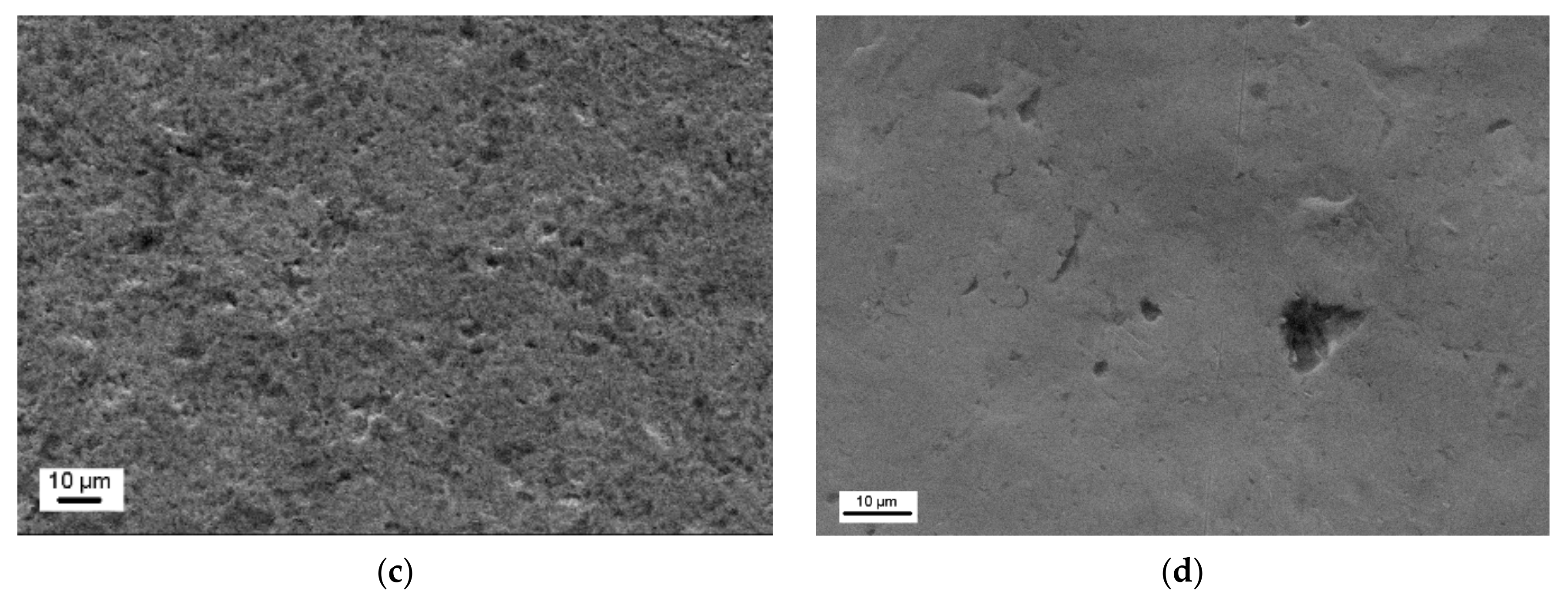
Figure 17). Regardless of the flow rate, higher roughness values were obtained for thermally treated steel, probably due to its lower hardness. Taking into account the strain hardening, the greater the increase in hardness the lower Ra parameter is observed only for cavitation erosion tests conducted at 43 m/s, but not at 35 m/s. Intense overlapping damage and intensive mass loss may cause a decrease in surface roughness. As a result, the surface roughness obtained at 43 m/s was lower than that obtained at 35 m/s.
In the case of slurry erosion tests, a linear increase in surface roughness with increasing rotational speed was obtained (
Figure 21b). This correlation was independent of the steel hardness. A similar correlation was obtained by Abedini et al. [
40]. As in the case of cavitation erosion, higher Ra values were obtained for thermally treaded steel that had lower hardness. Besides, the difference between Ra values increased with increasing rotational speed. Taking into account the changes in hardness (
Figure 11b), the steel after thermal treatment underwent greater strain hardening than the steel in the as-received state. However, the surface roughness did not follow it. This was likely caused by more intensive mass loss (
Figure 8). The lack of overlapping damage (
Figure 18), as was the case with cavitation erosion (
Figure 16 and
Figure 17), contributed to a constant increase in roughness, not its decrease as in cavitation erosion.
5. Conclusions
The conducted investigations show that an increase in a flow velocity or a rotational speed increases the mass loss of the S235JR steel, but the nature of this increase is different for each type of erosion. In the case of cavitation erosion, this increase was a linear function of the flow velocity, and in the case of slurry erosion, it was a polynomial function. This is the first fundamental difference between cavitation erosion and sludge erosion, demonstrating the different nature of the destruction process.
The decrease in the hardness of S235JR steel due to the performed thermal treatment had a different impact on the process of cavitation erosion than on slurry erosion. In the case of cavitation erosion, the increased mass loss occurred immediately after the start of the erosion tests, regardless of the flow rate. In the case of slurry erosion, an effect of a decrease in hardness of the tested S235JR steel depended on the test duration and rotational speed. After the entire 600 min tests, it had slight effect on the mass loss, regardless of rotational speed. However, at the beginning of the tests, the influence of steel hardness on the mass loss depended on the rotational speed. With the increase of the rotational speed, an accelerated decrease in the mass loss of the softer steel in relation to the harder steel was observed. The rotational speed also influenced the duration of the test when the mass loss of the softer thermal-treated steel was lower than that of the harder as-received steel. Thus, the effect of steel hardness on mass loss is the second difference between these types of erosion.
With the increase of the erosion intensity, the strain hardening increased. However, regardless of the erosion intensity, the strain hardening was greater and deeper in cavitation erosion. At the lowest erosion intensity (the flow velocity of 35 m/s or rotational speed of 565 rpm), no strain hardening occurred in S235JR-AR steel, in opposition to S235JR-TT steel. At the highest cavitation erosion intensity (flow velocity of 43 m/s), the strain hardening increased to about 8% for the S235JR-TT steel and 10% for the S235JR-AR steel, and this maximum value was obtained at 235 µm below the surface. The entire depth of strain hardening was deeper for S235JR-AR steel (4 mm) than for S235JR-TT steel (2.5 mm). In the case of slurry erosion at a rotational speed of 1012 rpm, the strain hardening increased to about 7% for the S235JR-TT steel and 5% for the S235JR-AR steel, and this maximum value was reached 35 µm below the surface. The depth of strain hardening was 1.8 mm and 1.4 mm, respectively for the as-received and the thermally treated steel. This shows that the effect of erosion intensity on strain hardening is the third difference between these types of erosion.
The development of surface roughness (Ra parameter) was related to the erosion process and the intensity of erosion. In the case of cavitation erosion, the Ra parameter reached the maximum value in the tests conducted at 37.9 m/s, while a further increase in the flow velocity to 40.5 m/s and 43 m/s resulted in a reduction of surface roughness due to overlapping damage. In the case of slurry erosion, the greatest increase in surface roughness occurred in the initial stage of degradation. As the rotational speed increased, the roughness of the surfaces increased due to the lack of overlapping damage. Thus, the nature of the development of surface damage (presence or absence of overlapping damage) and changes in surface roughness are other differences between the types of erosion studied.
The conducted research indicates the need to exercise great caution when formulating theses regarding the influence of individual material properties on erosion resistance, as well as when over-generalizing the obtained dependencies. The results obtained in cavitation erosion may not be transferred to slurry erosion in any aspect of material degradation and vice versa.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}