
Research Progress of Arc Additive Manufacture Technology


Abstract
1. Introduction
2. Wire Arc Additive Manufacturing (WAAM) Systems
2.1. Classification of WAAM Process
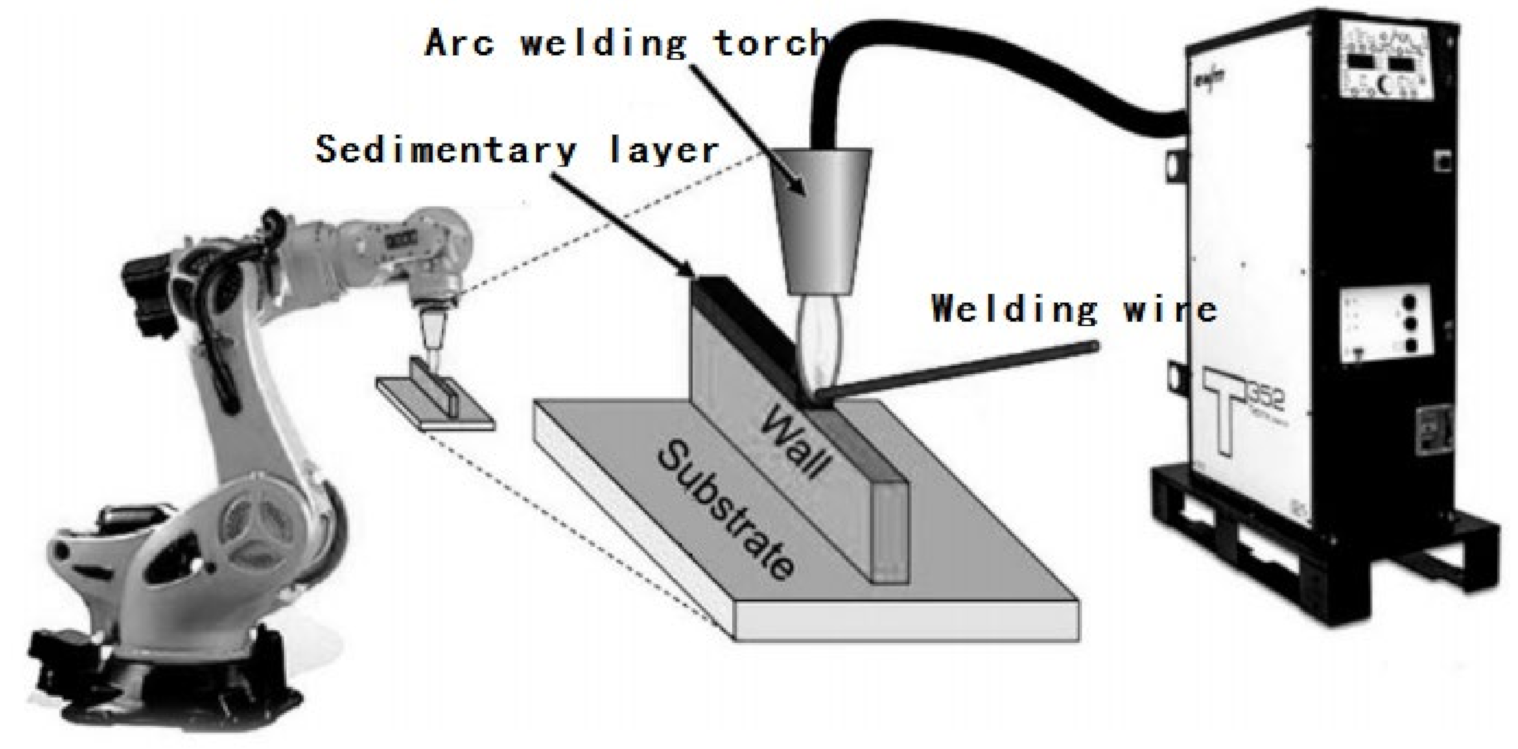
2.1.1. Based on GMAW
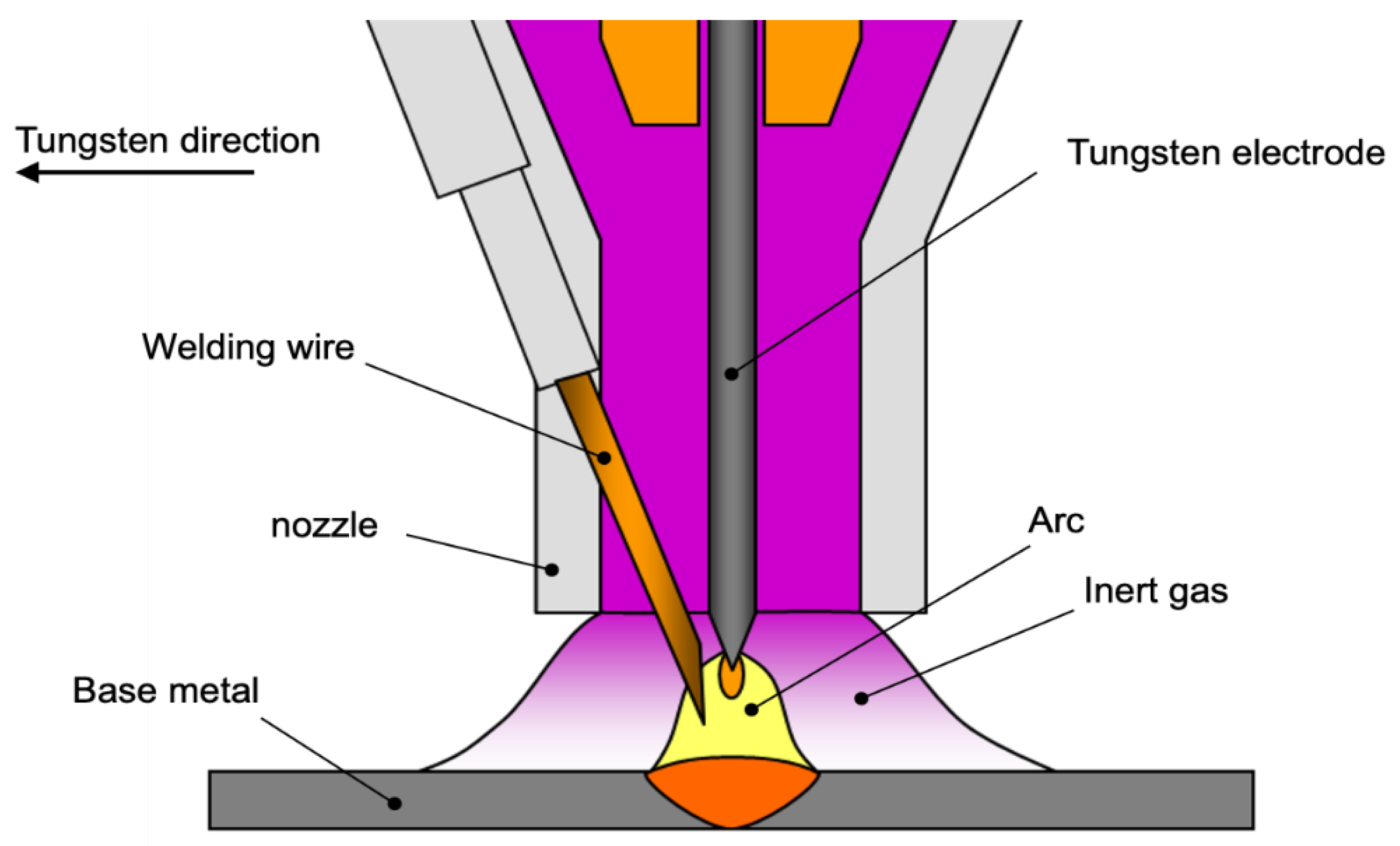
2.1.2. Based on GTAW
2.1.3. Based on PAW
2.2. Robotic WAAM System
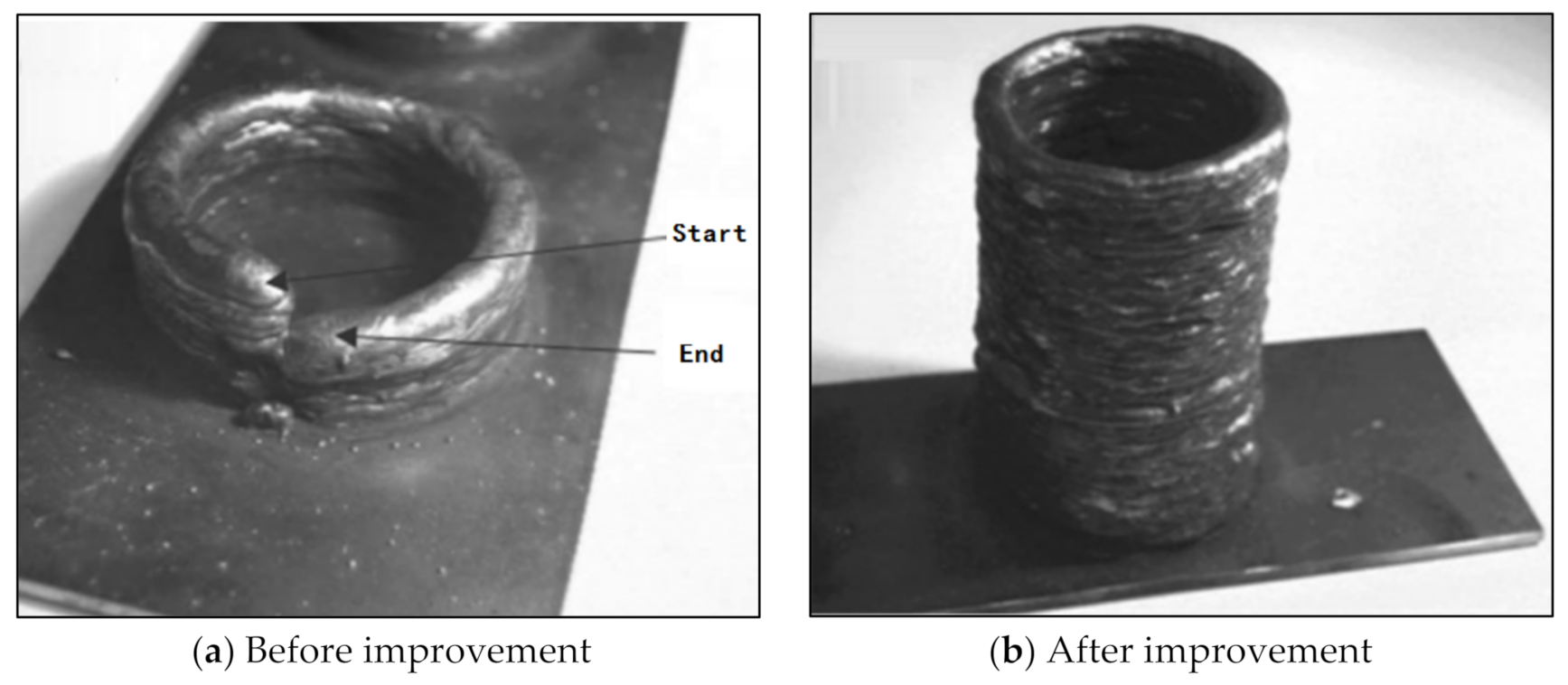
2.3. Development of Processing Method
2.4. Application of Composite Energy Fields
3. Metals Used in WAAM Process
3.1. Titanium Alloys
3.2. Aluminum Alloys and Steel
3.3. Functionally Gradient Materials
4. Common Defects in WAAM-Fabricated Component
4.1. Residual Stresses and Distortion
4.2. Porosity
4.3. Crack and Delamination
5. Mechanical Properties
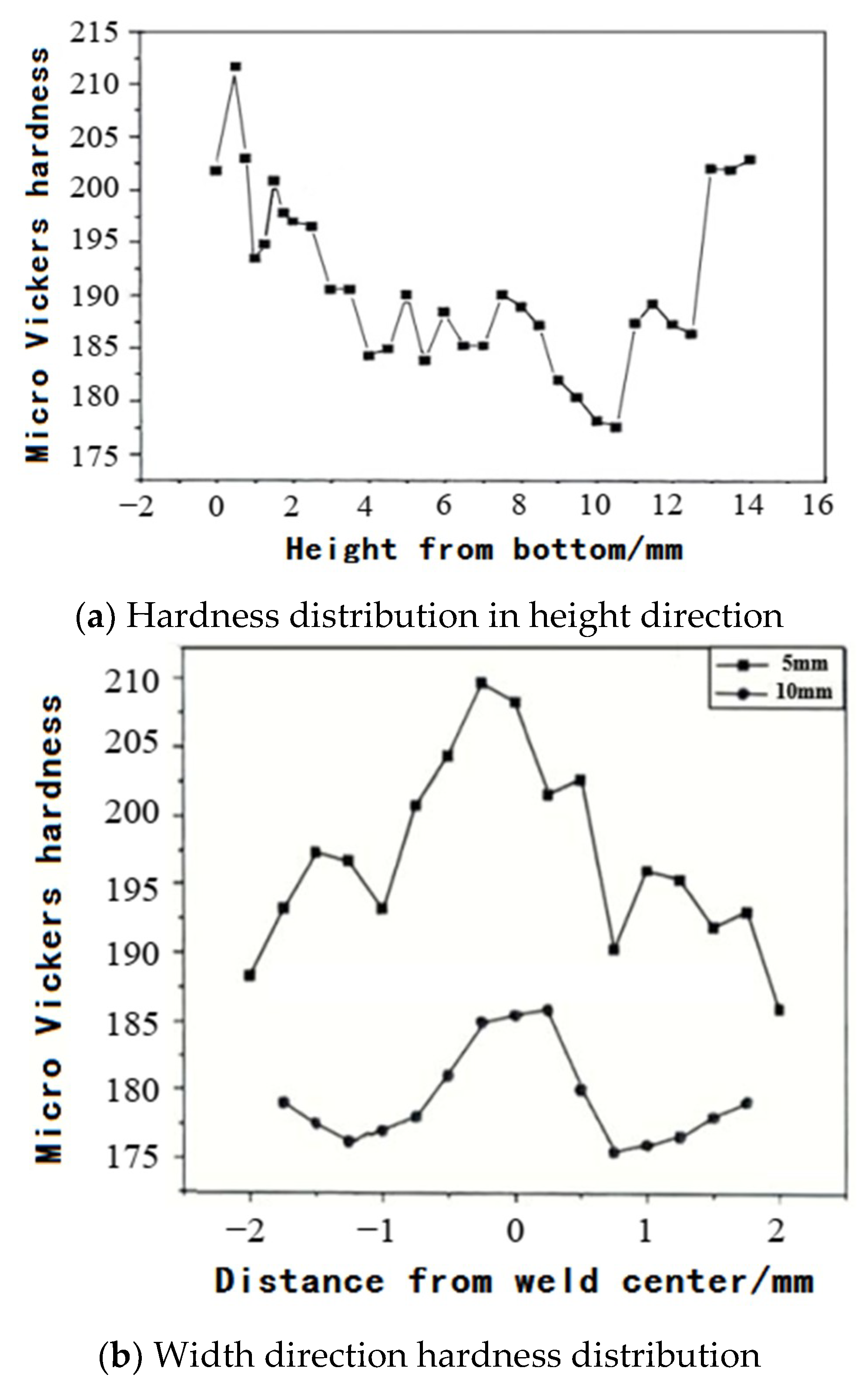
5.1. Hardness Distribution
5.2. Tensile Strength
5.3. Elongation
6. Current Methods for Quality Improvement in the WAAM Process
6.1. Post-Process Heat Treatment
6.2. Interpass Cold Rolling
6.3. Interpass Cooling
6.4. Peening and Ultrasonic Impact Treatment
7. Conclusions and Prospects
- (1)
- WAAM complex component manufacturing based on offline programming;
- (2)
- Monitoring and forming control of WAAM process;
- (3)
- The influence of different process methods and process parameters on the macroscopic and microstructure properties of additive parts and the optimization of process parameters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef]
- Montevecchi, F.; Venturini, G.; Scippa, A.; Campatelli, G. Finite element modelling of wire–arc–additive–manufacturing process. Procedia Cirp. 2016, 55, 109–114. [Google Scholar] [CrossRef]
- Asala, G.; Khan, A.K.; Andersson, J.; Ojo, O.A. Microstructural analyses of ATI 718Plus, produced by wire–ARC additive manufacturing process. Metall. Mater. Trans. A 2017, 48, 4211–4228. [Google Scholar] [CrossRef]
- Wang, H.; Kovacevic, R. Rapid prototyping based on variable polarity gas tungsten arc welding for a 5356 aluminium alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2001, 215, 1519–1527. [Google Scholar] [CrossRef]
- He, Z. Research on the Microstructure and Properties of the Titanium Alloy Parts Manufactured by Ultrasonic Impact arc Additive; Huazhong University of Science and Technology: Wuhan, China, 2016. [Google Scholar]
- Sun, R.; Zhu, Y.; Li, L.; Guo, W.; Peng, P. The effect of laser shock strengthening on the microstructure and residual stress of arc additive 2319 aluminum alloy. Prog. Laser Optoelectron. 2018, 55, 011402. [Google Scholar]
- Liu, J. Research on Inconel625 alloy GTAW arc Additive Manufacturing Process; Harbin Institute of Technology: Harbin, China, 2016. [Google Scholar]
- Yang, L. Research on Temperature Field, Stress Field and Forming Process of Stainless Steel Arc Additive Manufacturing Based on CMT; Nanjing University of Science and Technology: Nanjing, China, 2017. [Google Scholar]
- He, G. Research on Arc and Droplet Transition Behavior in Arc Additive Forming Process; Lanzhou University of Technology: Lanzhou, China, 2016. [Google Scholar]
- Xiong, J.; Lei, Y.; Chen, H.; Zhang, G. Fabrication of inclined thinwalled parts in multi–layer single–pass GMAW–based additive manufacturing with flat position deposition. J. Mater. Process. Technol. 2017, 240, 397–403. [Google Scholar] [CrossRef]
- Ribeiro, F.; Norrish, J.; McMaster, R.S. Practical Case of Rapid Prototyping Using Gas Metal Arc Welding. In Proceedings of the Conference on Computer Technology in Welding, Paris, France, 15–16 June 1994; p. 55. [Google Scholar]
- Ribiero, F.; Ogunbiyi, B.; Norrish, J. Mathematical model of welding parameters for rapid prototyping using robot welding. Sci. Technol. Weld. Join. 1997, 2, 185–190. [Google Scholar] [CrossRef]
- Yu, M.; Li, P.; Chen, Y.; Male, A.T. Automated system for welding based rapid prototyping. Mechatronics 2002, 12, 37–53. [Google Scholar]
- Ouyang, J.H.; Wang, H.; Kovacevic, R. Rapidprototypingof 5356–aluminum alloy based on variable polarity gas tungsten arc welding: Process control and microstructure. Mater. Manuf. Process. 2002, 17, 103–124. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, W.; Ouyang, J.; Kovacevic, R. Rapid prototyping of 4043 Al-alloy parts by VP-GTAW. J. Mater. Process. Technol. 2004, 148, 93–102. [Google Scholar] [CrossRef]
- Gault, R.; Ridgway, K.; Escobarpalafox, G. Preliminary Empirical Models for Predicting Shrinkage, Part Geometry and Metallurgical Aspects of Ti–6Al–4V Shaped Metal Deposition Builds. IOP Conf. Ser. Mater. Sci. Eng. 2011, 26, 012002. [Google Scholar]
- Ma, Y.; Cuiuri, D.; Shen, C.; Li, H.J.; Pan, Z.X. Effect of interpass temperature on in–situ alloying and additive manufacturing of titanium aluminides using gas tungsten arc welding. Addit. Manuf. 2015, 8, 71–77. [Google Scholar] [CrossRef]
- Luo, Z.; Zhang, Y.; Jia, P. Research on additive manufacturing process of Ti–6Al–4V titanium alloy micro–plasma arc surfacing. Welding 2016, 36, 13–16. [Google Scholar]
- Jhavar, S.; Jain, N.K. Development of micro–plasma wire deposition process for layered manufacturing. Int. Sci. Book 2014, 214, 239–256. [Google Scholar]
- Wang, K.; Lu, Y.; Liu, Y.; Xu, B.S. Research on Additive Remanufacturing Process Based on Pulsed Plasma Arc Welding. J. Acad. Armored Forces Eng. 2016, 30, 86–90. [Google Scholar]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ma, Y.; Li, H. Fabrication of iron–rich Fe–Al intermetallics using the wire–arc additive manufacturing process. Addit. Manuf. 2015, 7, 20–26. [Google Scholar] [CrossRef]
- Wu, B.; Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.J.; Fei, Z.Y. Effects of heat accumulation on the arc characteristics and metal transfer behavior in wire arc additive manufacturing of Ti6Al4V. J. Mater. Process. Tech 2017, 250, 304–312. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Rush, M. Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2011, 57, 597–603. [Google Scholar] [CrossRef]
- Baufeld, B.; Van, d.B.O. Mechanical properties of Ti–6Al–4V specimens produced by shaped metal deposition. Sci. Technol. Adv. Mater. 2009, 10, 1536–1542. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Williams, S.; Colegrove, P. Microstructure and mechanical properties of wire and arc additive manufactured Ti–6Al–4V. Metall. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Liu, F.; He, L.; Lin, X.; Huang, C.; Piao, W. Research on the structure and mechanical properties of TC4 titanium alloy manufactured by arc deposition. Therm. Process. Technol. 2014, 10, 1–5. [Google Scholar]
- Lin, J.; Lü, Y.; Liu, Y.; Sun, Z.; Wang, K.; Li, Z.; Wu, Y.; Xu, B. Microstructural evolution and mechanical property of Ti–6Al–4V wall deposited by continuous plasma arc additive manufacturing without post heat treatment. J. Mech. Behav. Biomed. Mater. 2017, 69, 19–29. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Liu, D.; Shi, J.; Lin, S.; Liu, N. TIG additive manufacturing TC4 titanium alloy mechanical properties and the influence of process parameters. Welding 2015, 10, 45–48. [Google Scholar]
- Liu, N. Research on Surfacing Technology of TC4 Titanium Alloy TIG Filler Wire. Master’s Thesis, Harbin Institute of Technology, Nanjing, China, 2013. [Google Scholar]
- Akerfeldt, P.; Antti, M.L.; Pederson, R. Influence of microstructure on mechanical properties of laser metal wire–deposited Ti–6Al–4V. Mater. Sci. Eng. A 2016, 674, 428–437. [Google Scholar] [CrossRef]
- Brandl, E.; Schoberth, A.; Leyens, C. Morphology, microstructure, and hardness of titanium (Ti–6Al–4V) blocks deposited by wire–feed additive layer manufacturing (ALM). Mater. Sci. Eng. A 2012, 532, 295–307. [Google Scholar] [CrossRef]
- Wauthle, R.; Vrancken, B.; Beynaerts, B.; Schrooten, J.; Kruth, J.; Humbeeck, J. Effects of build orientation and heat treatment on the microstructure and mechanical properties of selective laser melted Ti6Al4V lattice structures. Addit. Manuf. 2015, 5, 77–84. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; Van der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti–6Al–4V components fabricated by laser–beam deposition and shaped metal deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- He, Z.; Hu, Y.; Qu, H.; Wang, Z.; Bu, X. Research on anisotropy of ultrasonic impact arc additive manufacturing of titanium alloy parts. Aerosp. Manuf. Technol. 2016, 6, 11–16. [Google Scholar]
- Bermingham, M.J.; Kent, D.; Zhan, H.; StJohn, D.H.; Dargusch, M.S. Controlling the microstructure and properties of wire arc additive manufactured Ti–6Al–4V with trace boron additions. Acta Mater. 2015, 91, 289–303. [Google Scholar] [CrossRef]
- Yin, B.; Zhao, H.; Wang, J.; Liu, Y.; Ma, H. Research status and development trend of titanium alloy arc additive manufacturing technology. Aviat. Precis. Manuf. Technol. 2016, 52, 1–3. [Google Scholar]
- Bai, J.; Wang, J.; Shi, J.; Lin, S.; Yang, C. Microstructure and mechanical properties of TIG additive manufacturing 4043 aluminum alloy thin–walled parts. Welding 2015, 10, 23–26. [Google Scholar]
- Cong, B.; Sun, H.; Peng, P.; Qi, B.; Zhao, G.; Ding, J. Al-6.3CuAC-GTAW porosity control for arc additive forming. Rare Met. Mater. Eng. 2017, 5, 1359–1364. [Google Scholar]
- From, B.; Ding, J. The influence of CMT process on the porosity of Al–Cu alloy arc additive manufacturing. Rare Met. Mater. Eng. 2014, 43, 3149–3153. [Google Scholar]
- Liu, W. Research on TIG Arc Rapid Prototyping Process of Aluminum Alloy. Master’s Thesis, Tianjin University, Tianjin, China, 2007. [Google Scholar]
- Wang, J. Research on 2219 Aluminum alloy AC TIG Surfacing Technology. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Shen, C.; Pan, Z.; Cuiuri, D.; Ding, D.; Li, H. Influences of deposition current and interpass temperature to the Fe3Al–based iron aluminide fabricated using wire–arc additive manufacturing process. Int. J. Adv. Manuf. Technol. 2016, 88, 1–10. [Google Scholar] [CrossRef]
- Zhang, R. CMT–Based Arc Additive Manufacturing (3D Printing) Technology and Process Research of Aluminum Alloy. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 2016. [Google Scholar]
- Gao, H.; Gu, W.; Wu, J.; Guo, G. The effect of solution aging treatment on electrical resistivity and mechanical properties of Al-Mg-Si Al alloy. Therm. Process. Technol. 2014, 12, 210–211. [Google Scholar]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Jing, B.; Zhai, Y.; Ma, P. The strengthening effect of inter–layer cold working and post–deposition heat treatment on the additively manufactured Al–6.3Cu alloy. Mater. Sci. Eng. A 2016, 651, 18–26. [Google Scholar] [CrossRef]
- Fixter, J.; Gu, J.; Ding, J.; Williams, S.W.; Prangnell, B. Preliminary Investigation into the suitability of 2xxx alloys for wire–arc additive manufacturing. Mater. Sci. Forum 2016, 877, 611–616. [Google Scholar] [CrossRef]
- Liu, F.; He, L.; Huang, C.; Yang, C.; Yu, X. Research on rapid prototyping process and microstructure properties of 316L stainless steel arc surfacing. J. Nanchang Hangkong Univ. Nat. Sci. Ed. 2013, 27, 1–5. [Google Scholar]
- Zhang, Z.; Bao, Y.; Yang, K.; Jiang, Y. The Effect of Welding Speed on the Structure of 18-8 Stainless Steel Surfacing Layer. Elect. Weld. Mach. 2012, 42, 43–46. [Google Scholar]
- Sadeghian, M.; Shamanian, M.; Shafyei, A. Effect of heat input on microstructure and mechanical properties of dissimilar joints between super duplex stainless steel and high strength low alloy steel. Mater. Des. 2014, 60, 678–684. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, Y.; Dai, J.; Liu, B.; Gong, X. The influence of the ferrite content of the surfacing layer of the hydrogenation reactor on the welding process. Refin. Chem. Ind. 2015, 26, 35–37. [Google Scholar]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- Kumar, S.; Shahi, A.S. Effect of heat input on the microstructure and mechanical properties of gas tungsten arc welded AISI 304 stainless steel joints. Mater. Des. 2011, 32, 3617–3623. [Google Scholar] [CrossRef]
- Zhang, Y.; Luo, Z.; Li, Y.; Bi, J. Research on the relationship between temperature field and microstructure properties of CNC surfacing additive manufacturing process. Welding 2016, 4, 42–45. [Google Scholar]
- Wang, Y.D.; Tang, H.B.; Fang, Y.L.; Wang, H.M. Effect of heat treatment on microstructure and mechanical properties of laser melting deposited 1Cr12Ni2WMoVNb steel. Mater. Sci. Eng. A 2010, 528, 474–479. [Google Scholar] [CrossRef]
- Pan, L.; Dong, H. New progress in welding additive manufacturing research. Welding 2016, 4, 27–32. [Google Scholar]
- Colegrove, P.A.; Martina, F.; Roy, M.J.; Szost, B.; Terzi, S.; Williams, S.; Withers, P.; Jarvis, D. High pressure interpass rolling of wire + arc additively manufactured titanium components. Adv. Mater. Res. 2014, 996, 694–700. [Google Scholar] [CrossRef]
- Martina, F.; Roy, M.J.; Szost, B.A.; Terzi, S.; Hofmann, M. Residual stress of as-deposited and rolled wire+arc additive manufacturing Ti–6Al–4V components. Met. Sci. J. 2016, 32, 1439–1448. [Google Scholar] [CrossRef]
- Wang, G.; Sun, Y.; Bai, X.; Zhang, H. The influence of electromagnetic field on the temperature field and residual stress of arc fusion rapid prototyping. Weld. Technol. 2013, 42, 6–8. [Google Scholar]
- Bai, X.; Zhang, H.; Wang, G. Modeling of the moving induction heating used as secondary heat source in weld–based additive manufacturing. Int. J. Adv. Manuf. Technol. 2015, 77, 717–727. [Google Scholar] [CrossRef]
- Cong, B.Q.; Ding, J.L.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al–6.3% Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- He, L. Al–Mg Aluminum Alloy Double Pulse Arc Additive Manufacturing Technology and Process Research; Nanjing University of Science and Technology: Nanjing, China, 2017. [Google Scholar]
- Yin, F. Research on Forming Process and Dimensional Accuracy Control of Stainless Steel Arc Additive Manufacturing; Nanjing University of Science and Technology: Nanjing, China, 2017. [Google Scholar]
- Wu, X.; Zhang, Y. Comparative study of 316L depositions by two welding current processes. Mater. Manuf. Process. 2019, 34, 1502–1508. [Google Scholar] [CrossRef]
- Ren, X.; Wang, L.; Dong, C.; Xue, J. Microstructure and mechanical properties of 304 stainless steel cold metal transition arc additive manufacturing. Welding 2019, 9, 44–48. [Google Scholar]
- He, J.; Feng, Y.; Zhang, L.; Zhan, B. High-strength Al-Mg alloy tungsten argon arc twin wire additive manufacturing process and microstructure properties. Trans. China Weld. Inst. 2019, 40, 109–113. [Google Scholar]
- Sun, C.; Zhang, Z.; Liu, L. Effect of laser power on microstructure and properties of 5356 aluminum alloy laser–induced MIG arc additive manufacturing. Trans. China Weld. Inst. 2018, 39, 13–18. [Google Scholar]
- Zhang, R. CMT–Based Aluminum Alloy Arc Additive Manufacturing (3D Printing) Technology and Process Research; Nanjing University of Science and Technology: Nanjing, China, 2016. [Google Scholar]
- Fang, X.; Li, H.; Li, X.; Huang, K.; Zhang, L.; Lu, B. Effect of post heat treatment on the microstructure and mechanical properties of wire–arc additively manufactured A357 alloy components. Mater. Lett. 2020, 269, 127674. [Google Scholar] [CrossRef]
- Brandl, E.; Greitemeier, D. Microstructure of additive layer manufactured Ti–6Al–4V after exceptional post heat treatments. Mater. Lett. 2012, 81, 84–87. [Google Scholar] [CrossRef]
- Liu, C.M.; Wang, H.M.; Tian, X.J.; Tang, H. Subtransus triplex heat treatment of laser melting deposited Ti–5Al–5Mo–5V– 1Cr–1Fe near β titanium alloy. Mater. Sci. Eng. A 2014, 590, 30–36. [Google Scholar] [CrossRef]
- Xu, F.; Lv, Y.; Liu, Y.; Xu, B.; He, P. Effect of heat treatment on microstructure and mechanical properties of Inconel 625 alloy fabricated by pulsed plasma arc deposition. Phys. Procedia 2013, 50, 48–54. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high–pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Donoghue, J.; Antonysamy, A.; Martina, F.; Colegrove, P.; Williams, S.; Prangnell, P. The effectiveness of combining rolling deformation with wire-arc additive manufacture on β -grain refinement and texture modification in Ti–6Al–4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Martina, F. Investigation of Methods to Manipulate Geometry, Microstructure and Mechanical Properties in Titanium Large Scale Wire+Arc Additive Manufacturing; Cranfield University: Cranfield, UK, 2014. [Google Scholar]
- Mcandrew, A.; Alvarez, R.; Colegrove, P.; Honnige, J.; Ho, A.; Fayolle, R.; Eytayo, K.; Stan, L.; Sukrongpang, P.; Crochemore, A.; et al. Interpass rolling of Ti–6Al–4V wire+arc additively manufactured features for microstructural refinement. Addit. Manuf. 2018, 21, 340–349. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Li, H.; Pan, Z.; Chen, S. The effect of postproduction heat treatment on γ–TiAl alloys produced by the GTAWbased additive manufacturing process. Mater. Sci. Eng. A 2016, 657, 86–95. [Google Scholar] [CrossRef]
- He, Z.; Hu, Y.; Qu, H.; Wang, Z.; Bu, X. Research on anisotropy of titanium alloy manufactured by ultrasonic impact treatment and wire and arc additive manufacture. Aerosp. Manuf. Technol. 2016, 6, 11–16. [Google Scholar]
- Donoghue, J.; Sidhu, J.; Wescott, A.; Prangnell, P. Intergration of deformation processing with additive manufacture of Ti–6A1–4V components for improved β grain structure and texture. In Proceedings of the TMS 2015 144th Annual Meeting & Exhibition; Springer International Publishing: Florida, FL, USA, 2015. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Institute | Molding Material | Molding | Research Content | References |
|---|---|---|---|---|
| Cranfield University | Ti–6Al–4V | TIG | The effect of interlayer rolling on WAAM residual stress | [1] |
| University of Firenze | —— | GMAW | WAAM modeling analysis based on a new heat source model | [2] |
| University of Manitoba | ATI 718Plus | TIG | Microstructure analysis of ATI 718 Plus alloy WAAM | [3] |
| Southern Methodist University | 5356 welding wire | GTAW | Forming 5356 aluminum alloy parts by variable-polarity tungsten argon arc welding | [4] |
| Huazhong University of Science and Technology | ERTi-5 | PAW | Research on Microstructure and Properties of Ultrasonic Impact WAAM Titanium Alloy Parts | [5] |
| Beijing University of Aeronautics and Astronautics | ER-2319 | TIG | The influence of laser shock strengthening on WAAM microstructure and residual stress | [6] |
| Harbin Institute of Technology | Inconel625 | GTAW | Research on WAAM Process of Inconel 625 Alloy | [7] |
| Tianjin University | 5356 welding wire | MIG | The influence of welding parameters and path on the size of deposited layer | [8] |
| Welding Platform Type | |||
|---|---|---|---|
| KUKA six-degrees-of-freedom robot arc welding platform | ABB six-axis robotic arc welding platform | FANUC six-axis robotic arc welding platform | YASAKAWA MOTOMAN robot arc welding platform |
| Status | Tensile Strength/MPa | Elongation After Breaking A (%) | Yield Strength/MPa |
|---|---|---|---|
| Sedimentary state | 771 | 50 | 480 |
| Direct aging | 833 | 38 | 495 |
| Solid solution + aging | 851 | 44 | 535 |
| Homogenization + solid solution + aging | 732 | 40 | 449 |
| forging | 855 | 50 | 490 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Lee, B.; Babkin, A.; Chang, Y. Research Progress of Arc Additive Manufacture Technology. Materials 2021, 14, 1415. https://doi.org/10.3390/ma14061415
Liu D, Lee B, Babkin A, Chang Y. Research Progress of Arc Additive Manufacture Technology. Materials. 2021; 14(6):1415. https://doi.org/10.3390/ma14061415
Chicago/Turabian StyleLiu, Dan, Boyoung Lee, Aleksandr Babkin, and Yunlong Chang. 2021. "Research Progress of Arc Additive Manufacture Technology" Materials 14, no. 6: 1415. https://doi.org/10.3390/ma14061415
APA StyleLiu, D., Lee, B., Babkin, A., & Chang, Y. (2021). Research Progress of Arc Additive Manufacture Technology. Materials, 14(6), 1415. https://doi.org/10.3390/ma14061415