
Generalized SCF Formula of Out-Of-Plane Gusset Welded Joints and Assessment of Fatigue Life Extension by Additional Weld



Abstract

1. Introduction
2. Finite Element Analysis
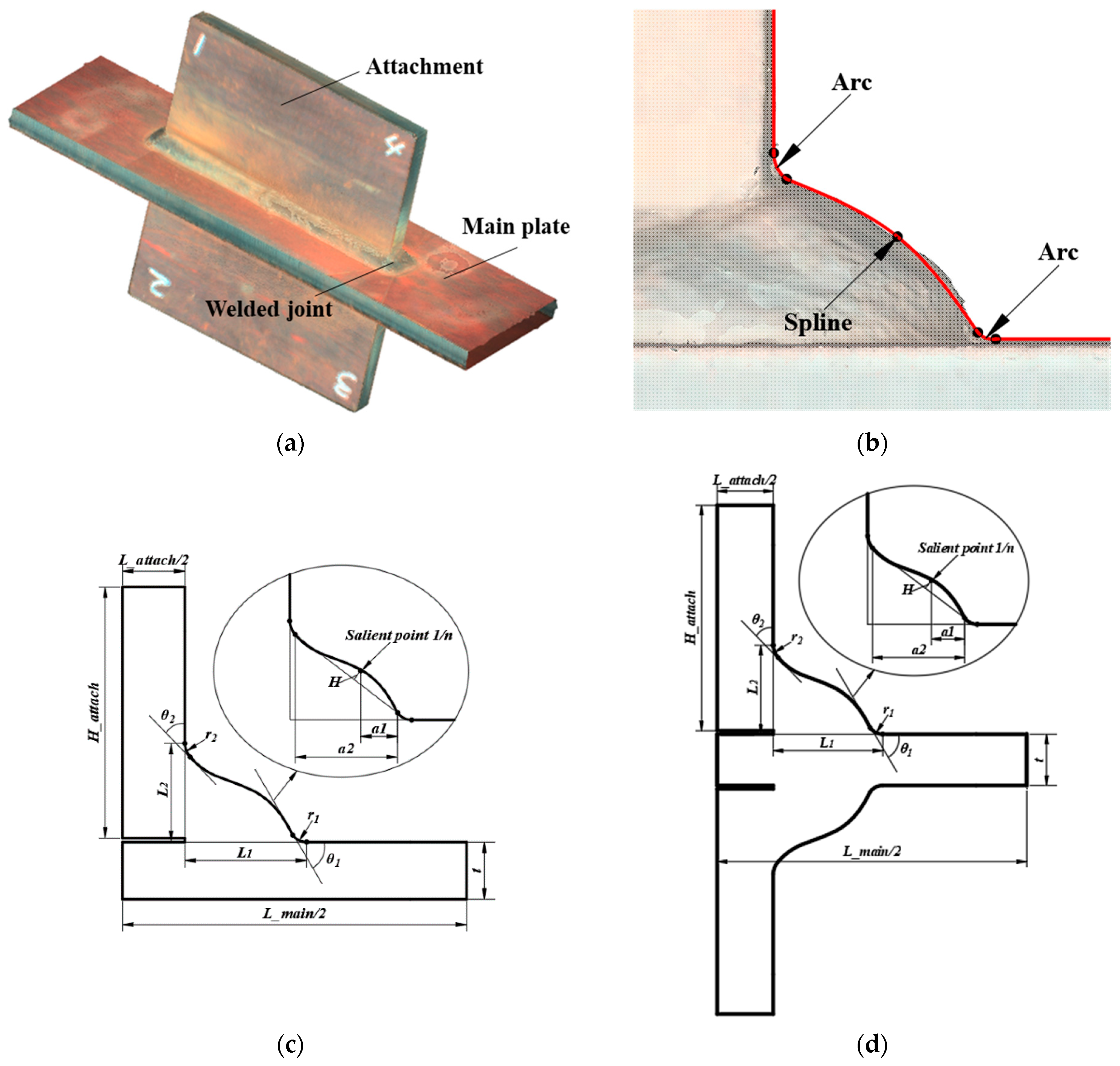
2.1. The Geometric Model
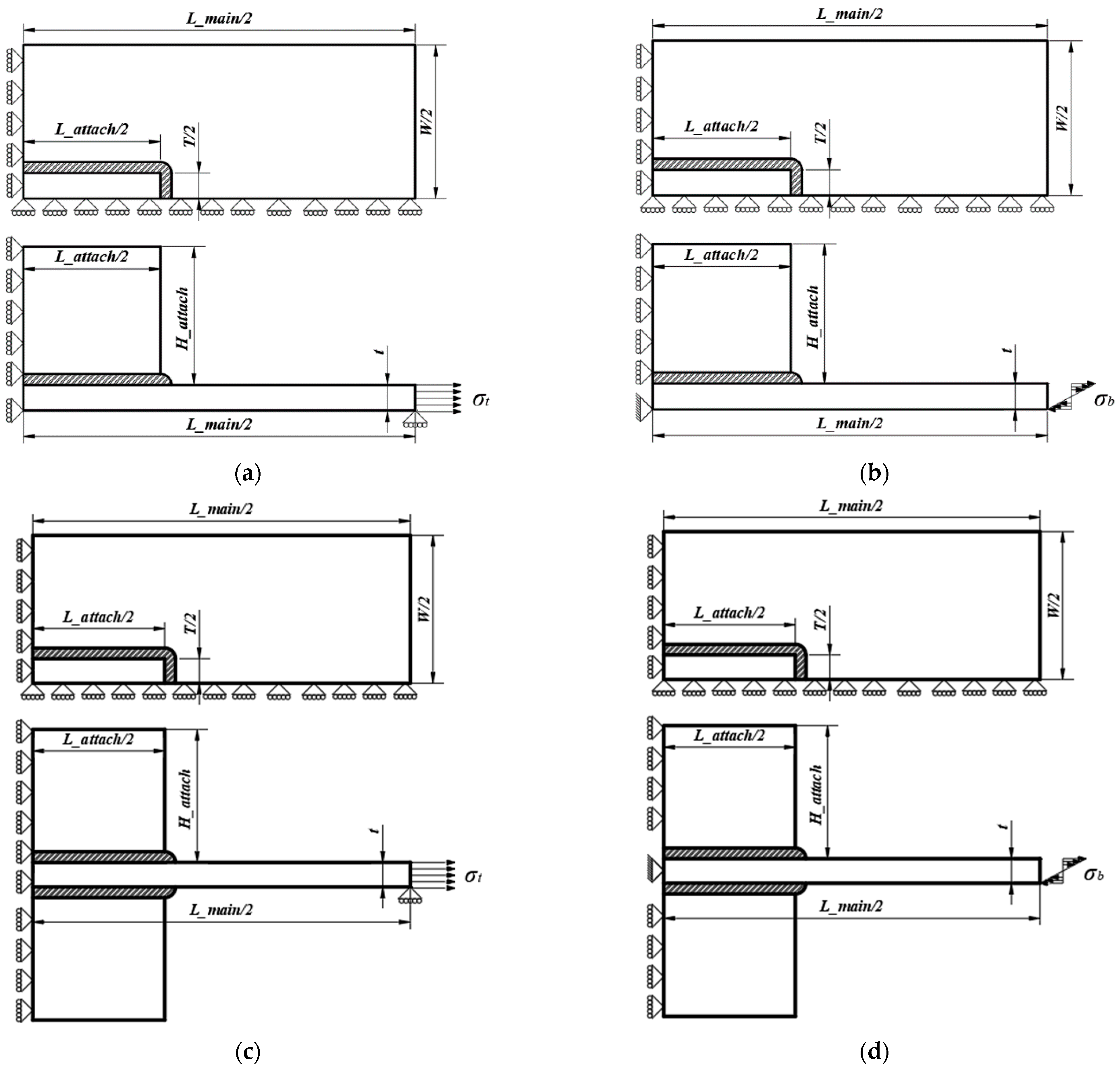
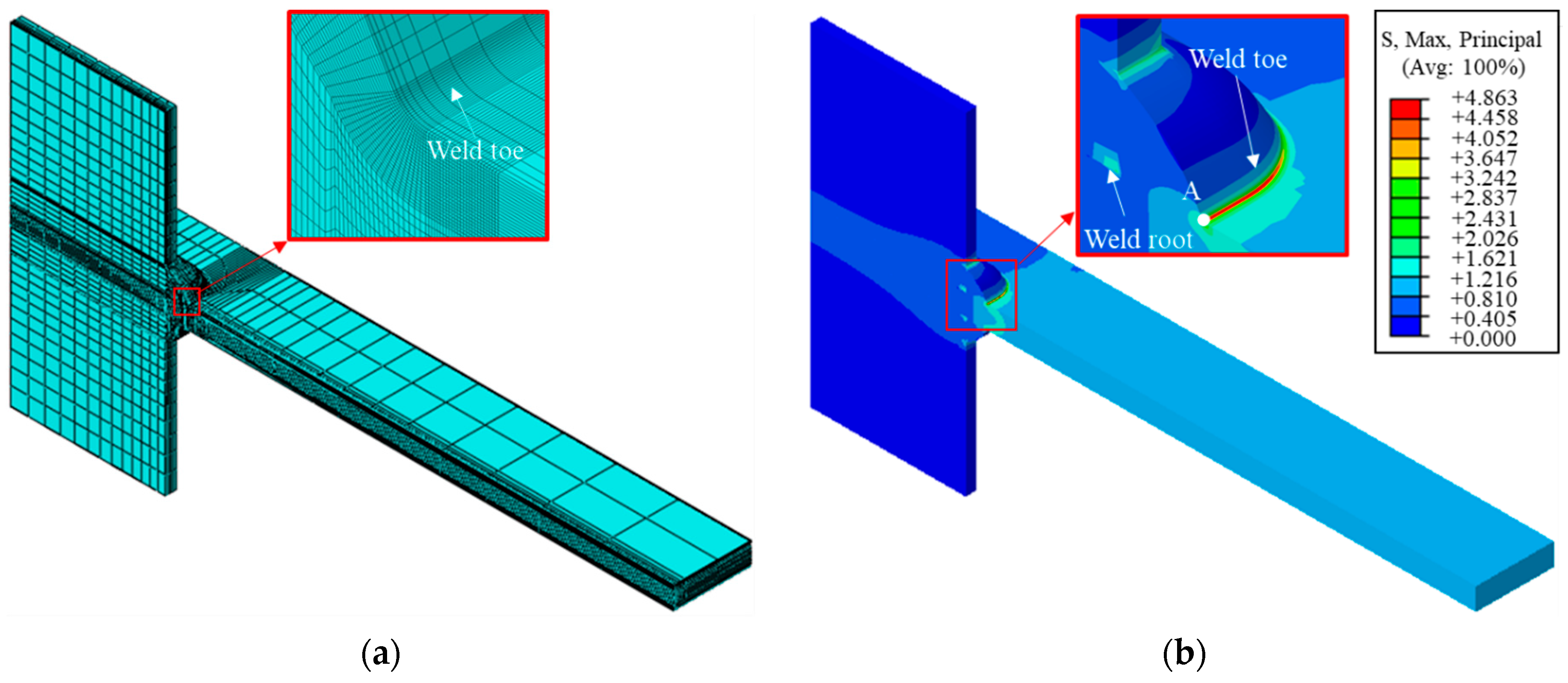
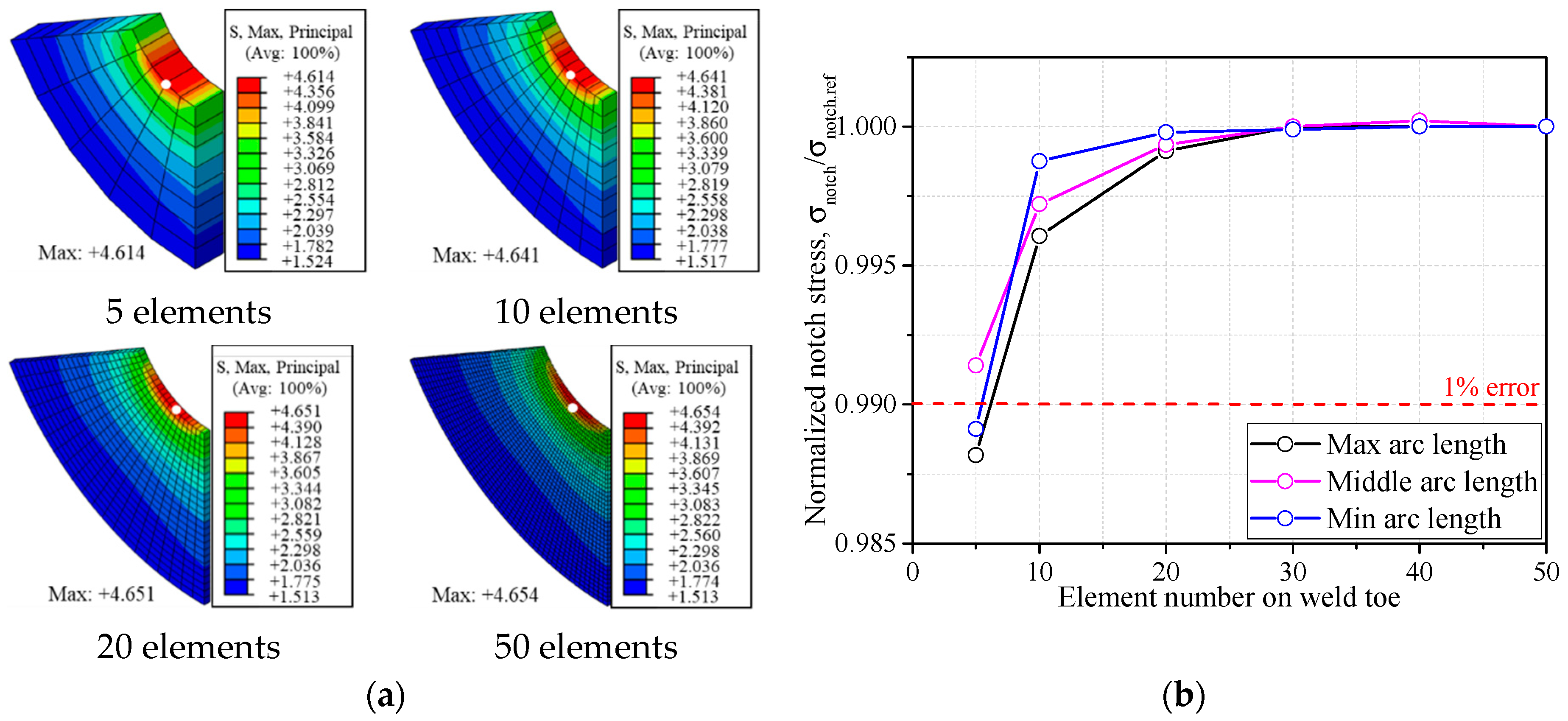
2.2. The Finite Element Model for Welded Joints
3. The Proposed Parametric Formula for Gusset Welded Joints
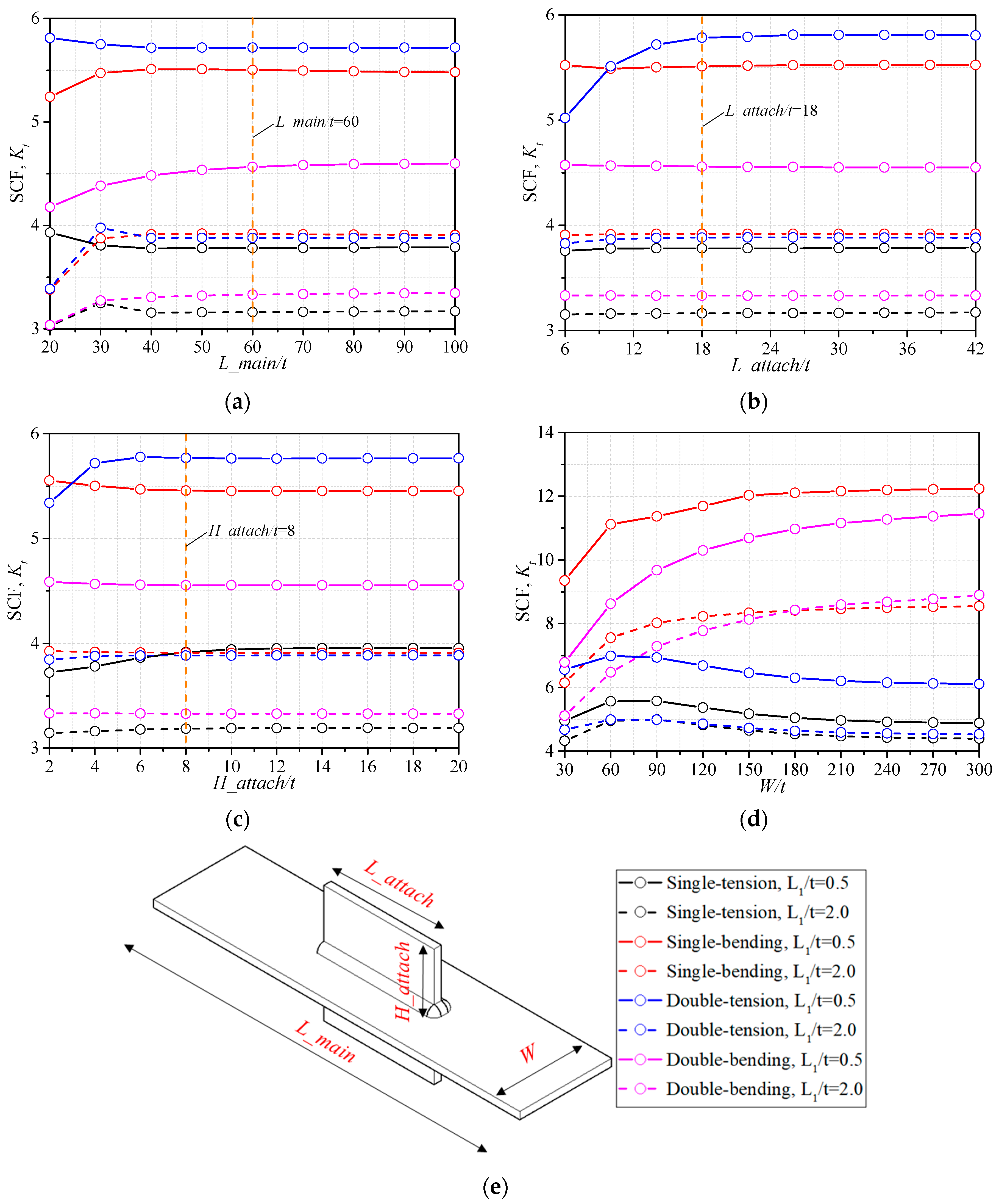
3.1. Influence of Base Metal Geometry
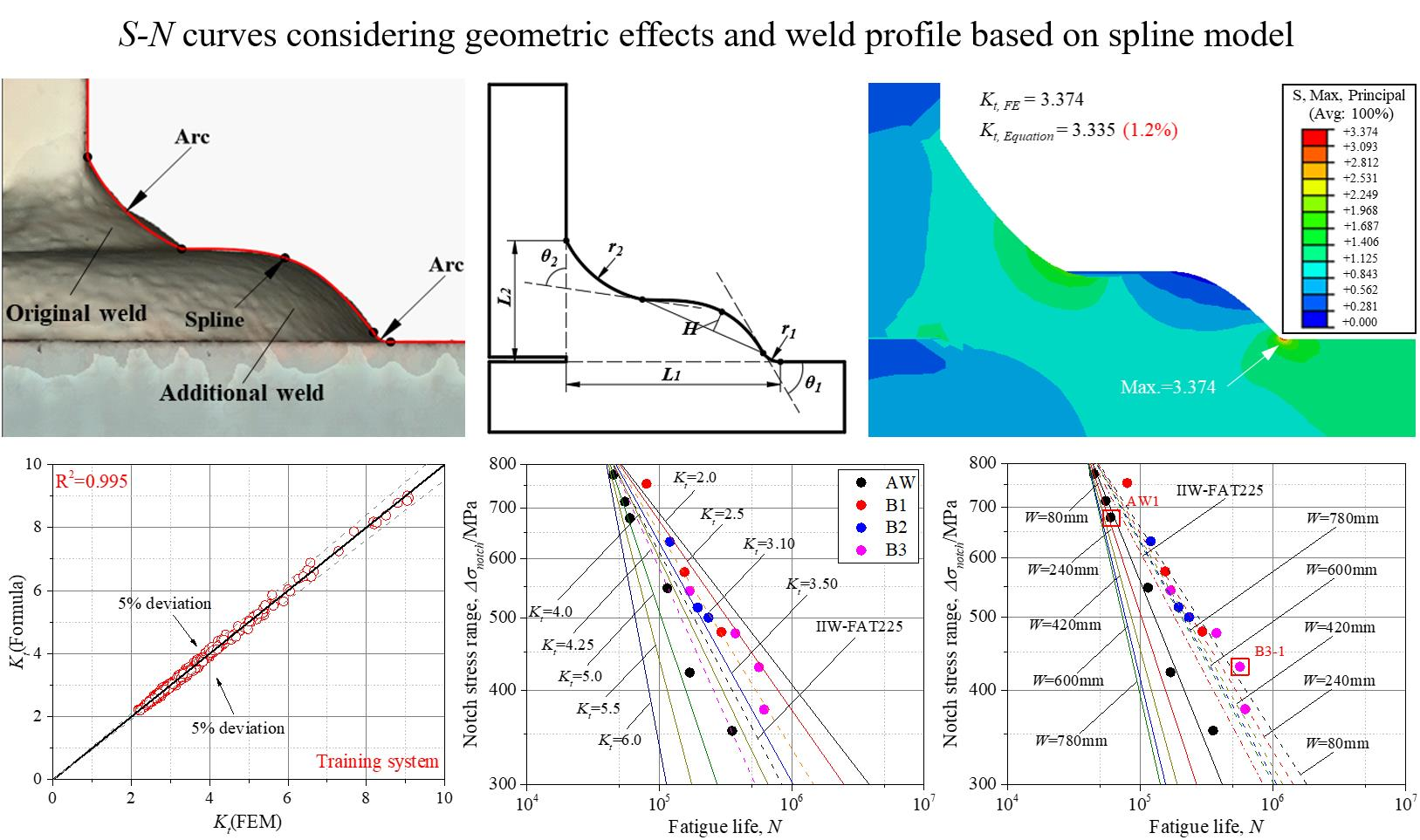
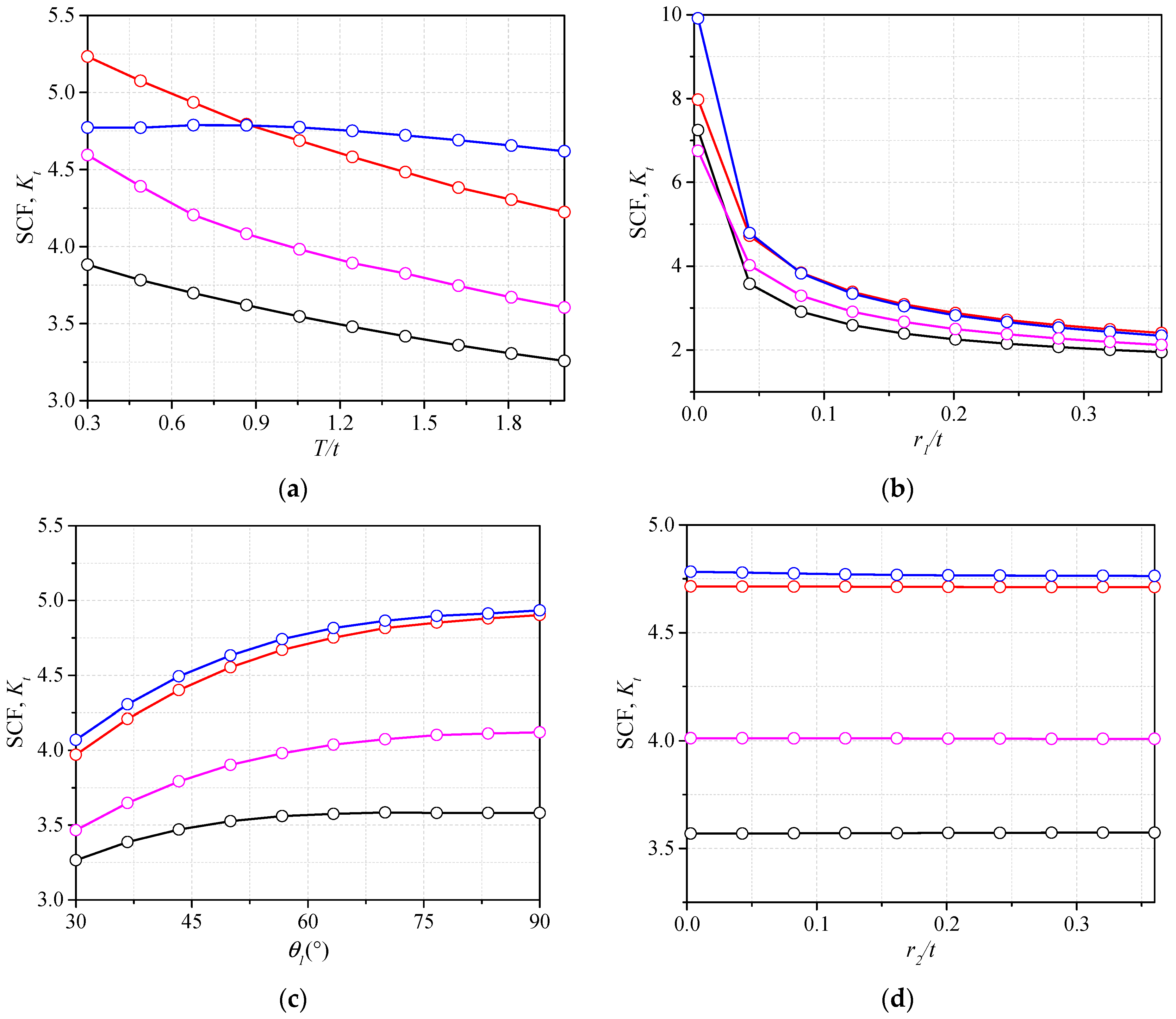
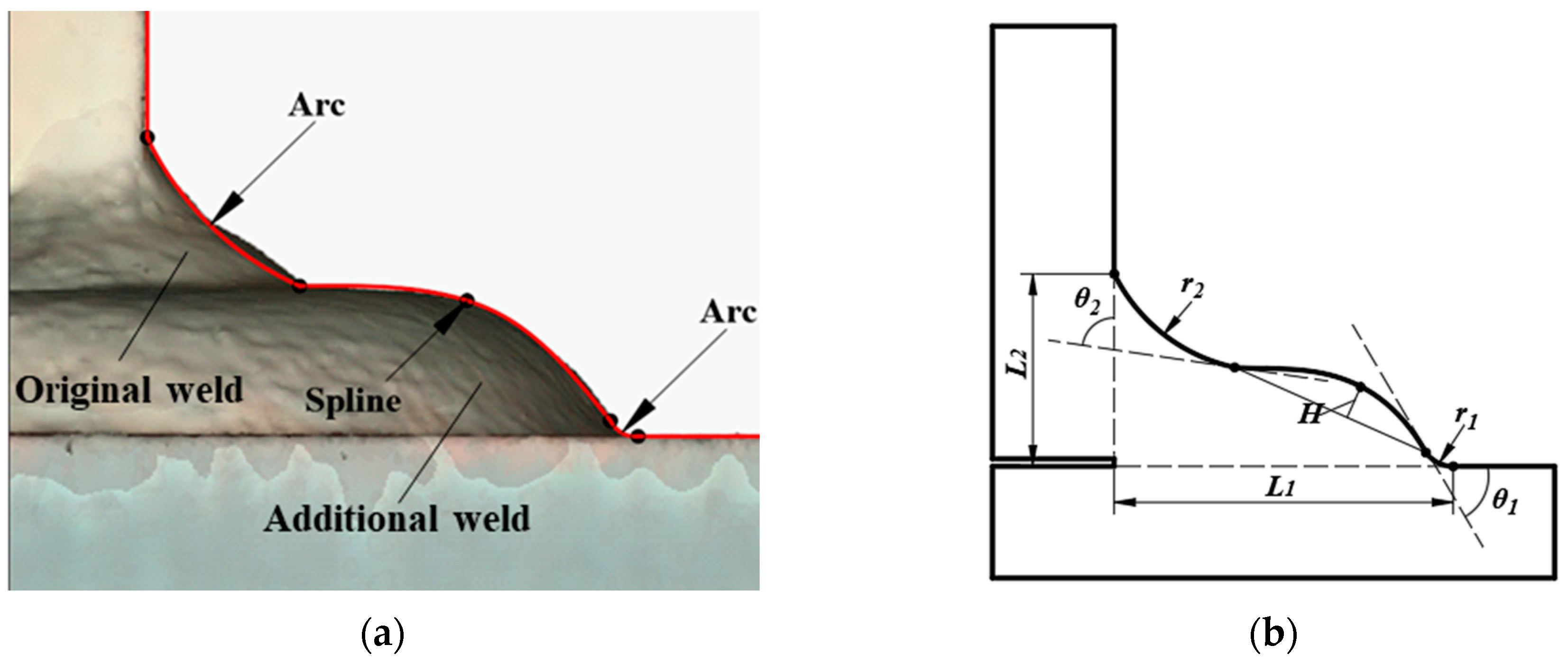
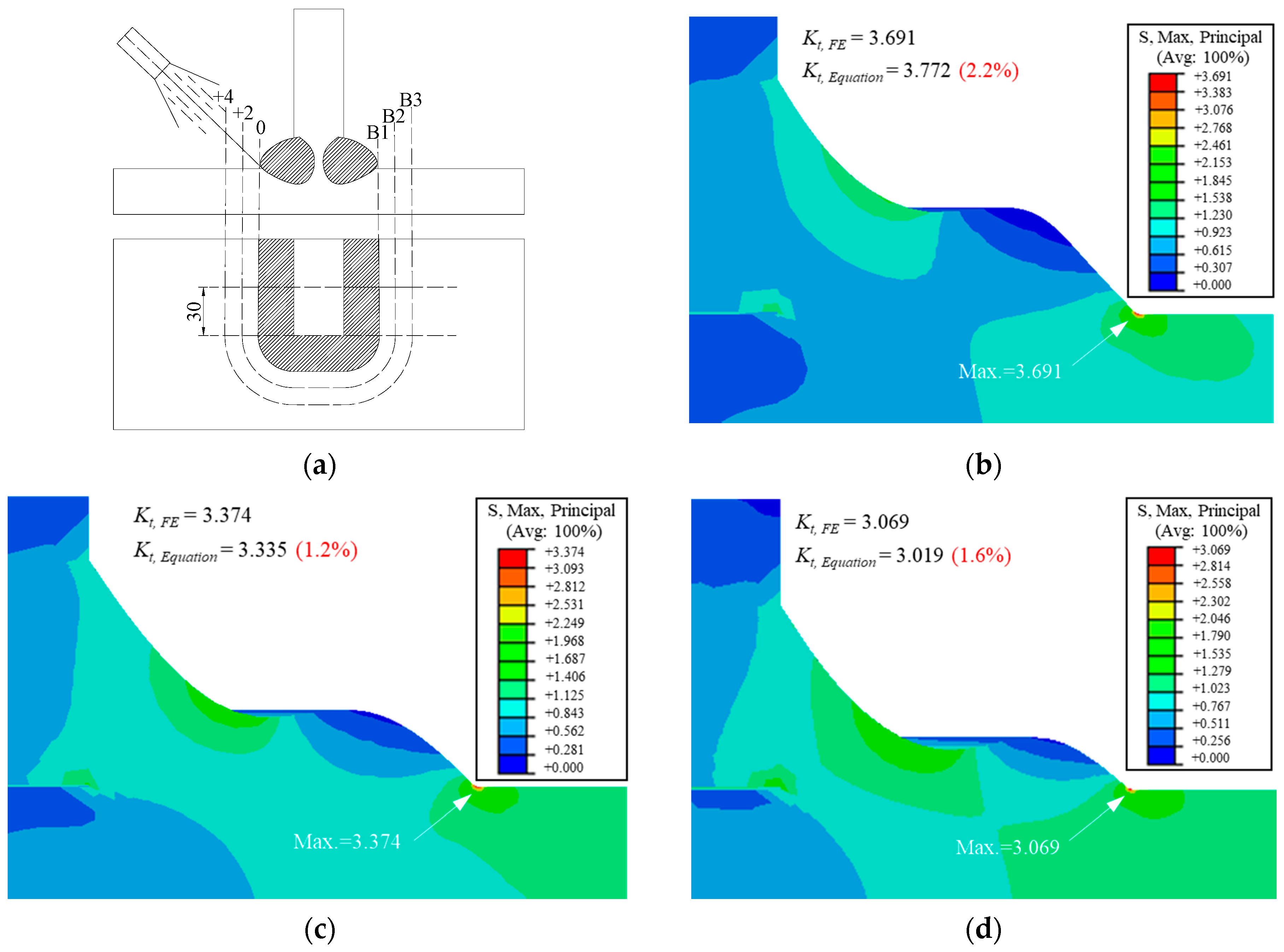
3.2. Influence of Bead Geometry
- (1)
- Main plate length L_main/t: 60.0;
- (2)
- Attachment plate length L_attach/t: 18.0;
- (3)
- Attachment plate height H_attach/t: 8.0;
- (4)
- Main plate width W/t: 6.0–300.0;
- (5)
- Attachment thickness T/t: 0.3–2.0;
- (6)
- Bottom weld toe radius r1/t: 0.003–0.36;
- (7)
- Bottom weld toe angle θ1: 30°–90°;
- (8)
- Top weld toe radius r2/t: 0.043;
- (9)
- Top weld toe angle θ2: 60°;
- (10)
- Bottom weld leg length L1/t: 0.5–2.0;
- (11)
- Top weld leg length L2/t: 0.5–2.0;
- (12)
- Salient point position 1/n: 0.3;
- (13)
- Hump height H/t: 0.0–0.3.
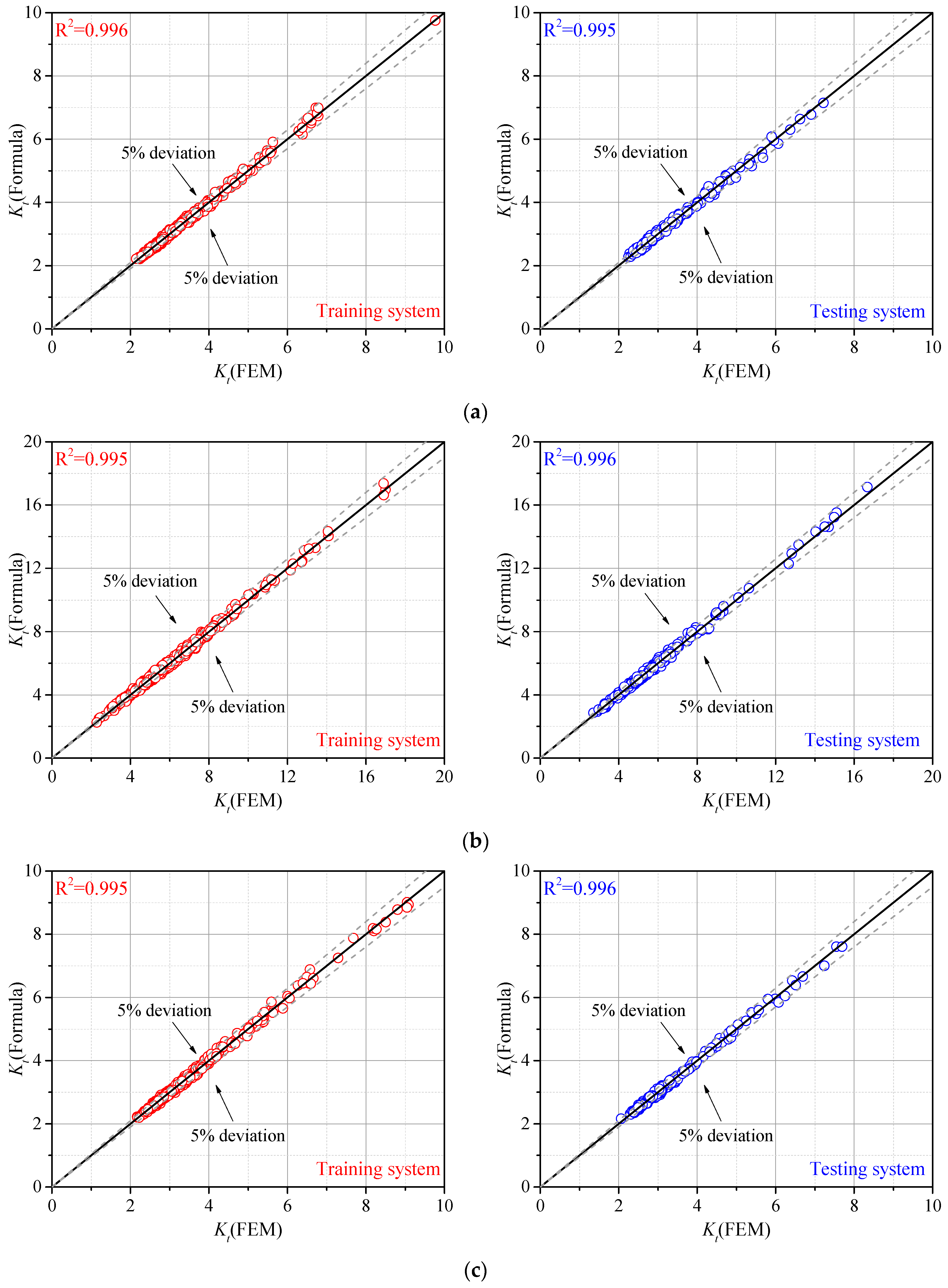
3.3. Parametric Formulae of SCF
4. Fatigue Life Assessed by the Proposed Parametric Formulae
4.1. Extension to the Additional Weld
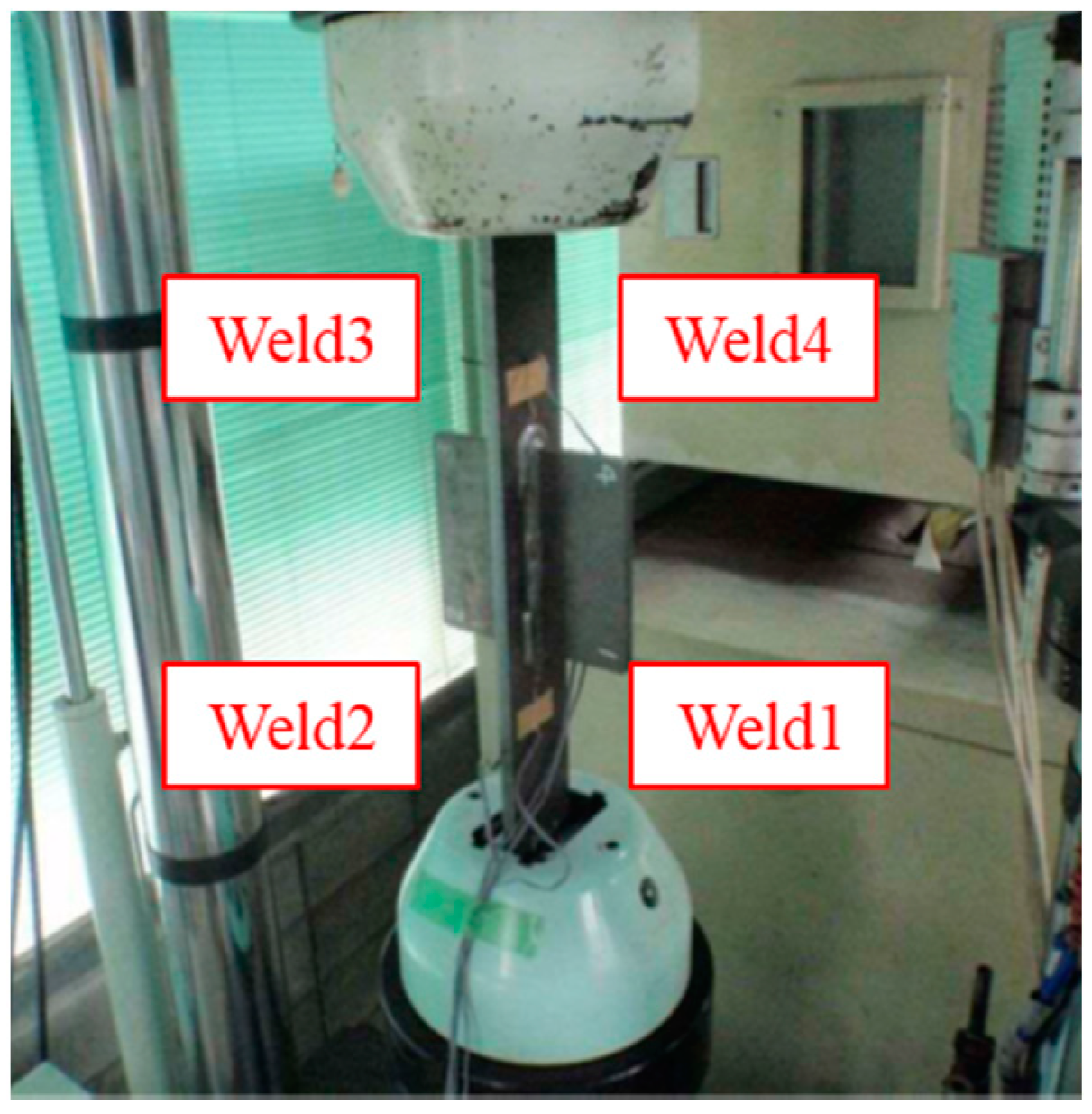
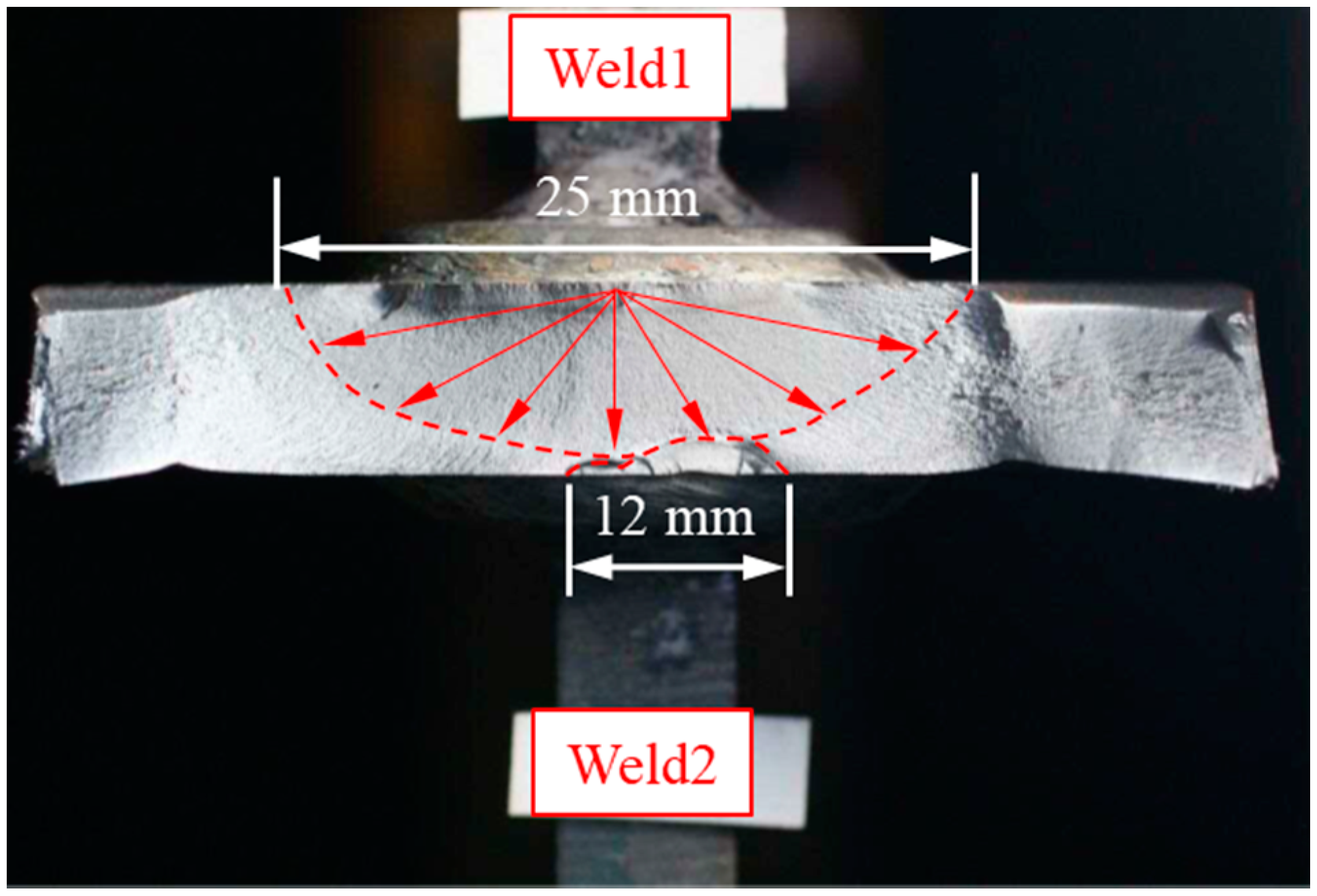
4.2. The Experiment Setup
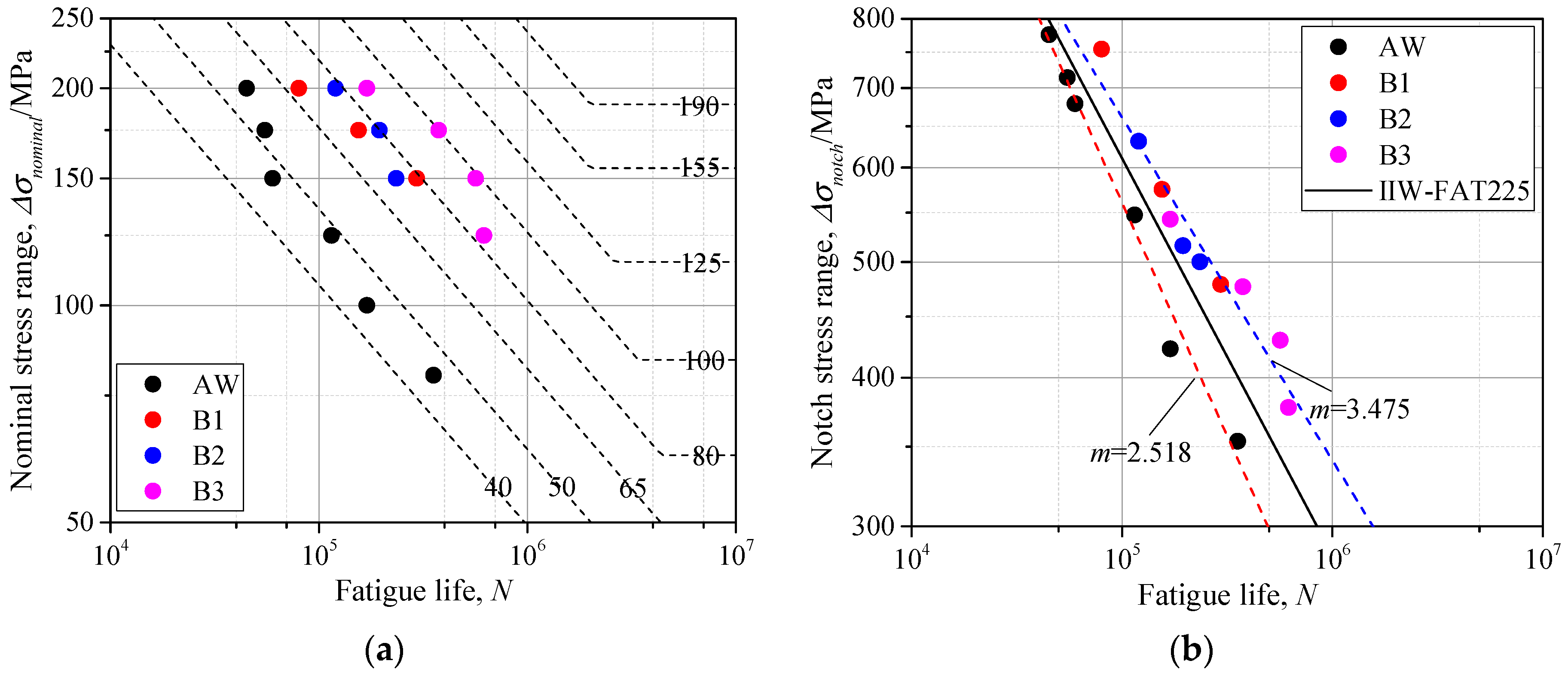
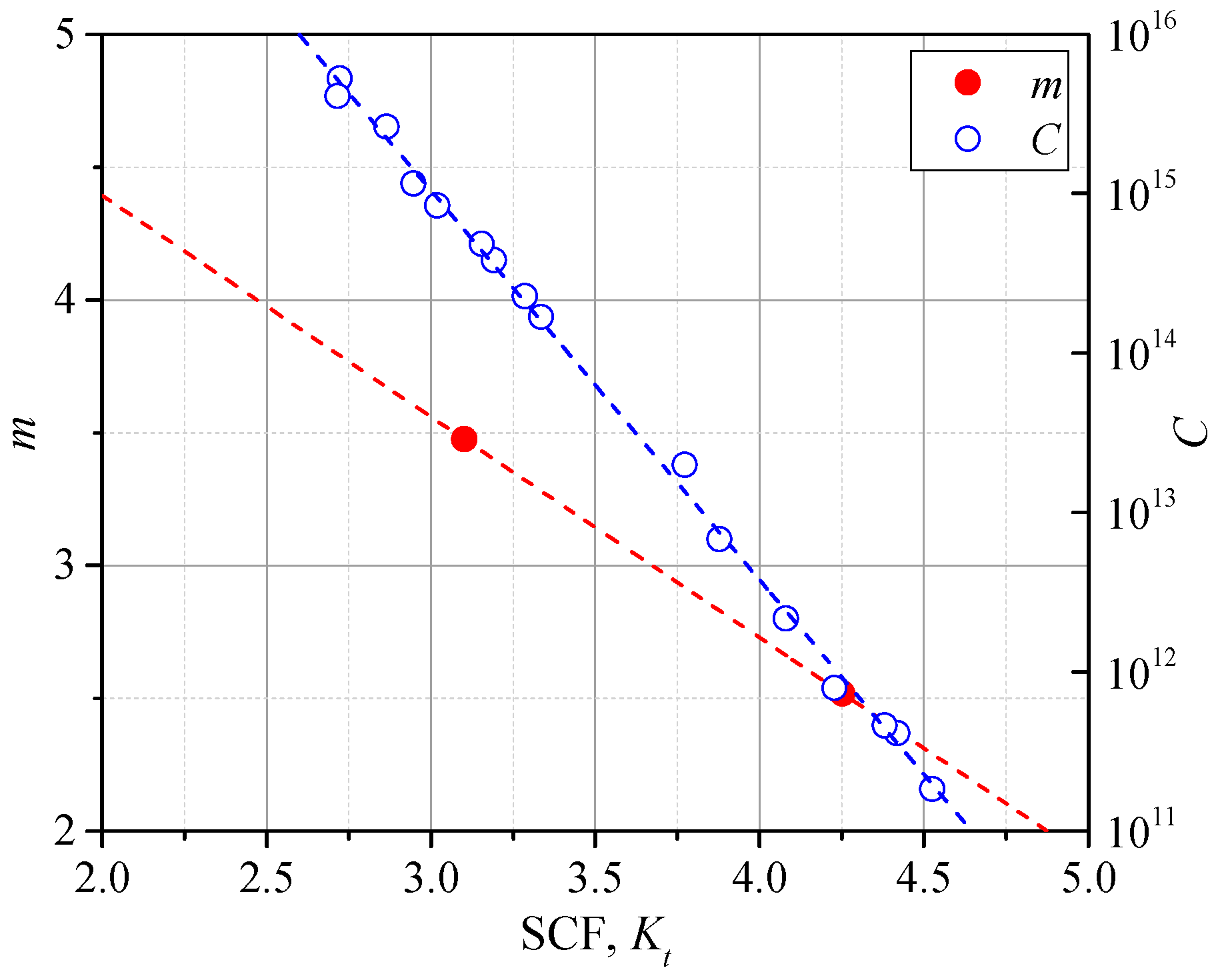
4.3. The S-N Curve
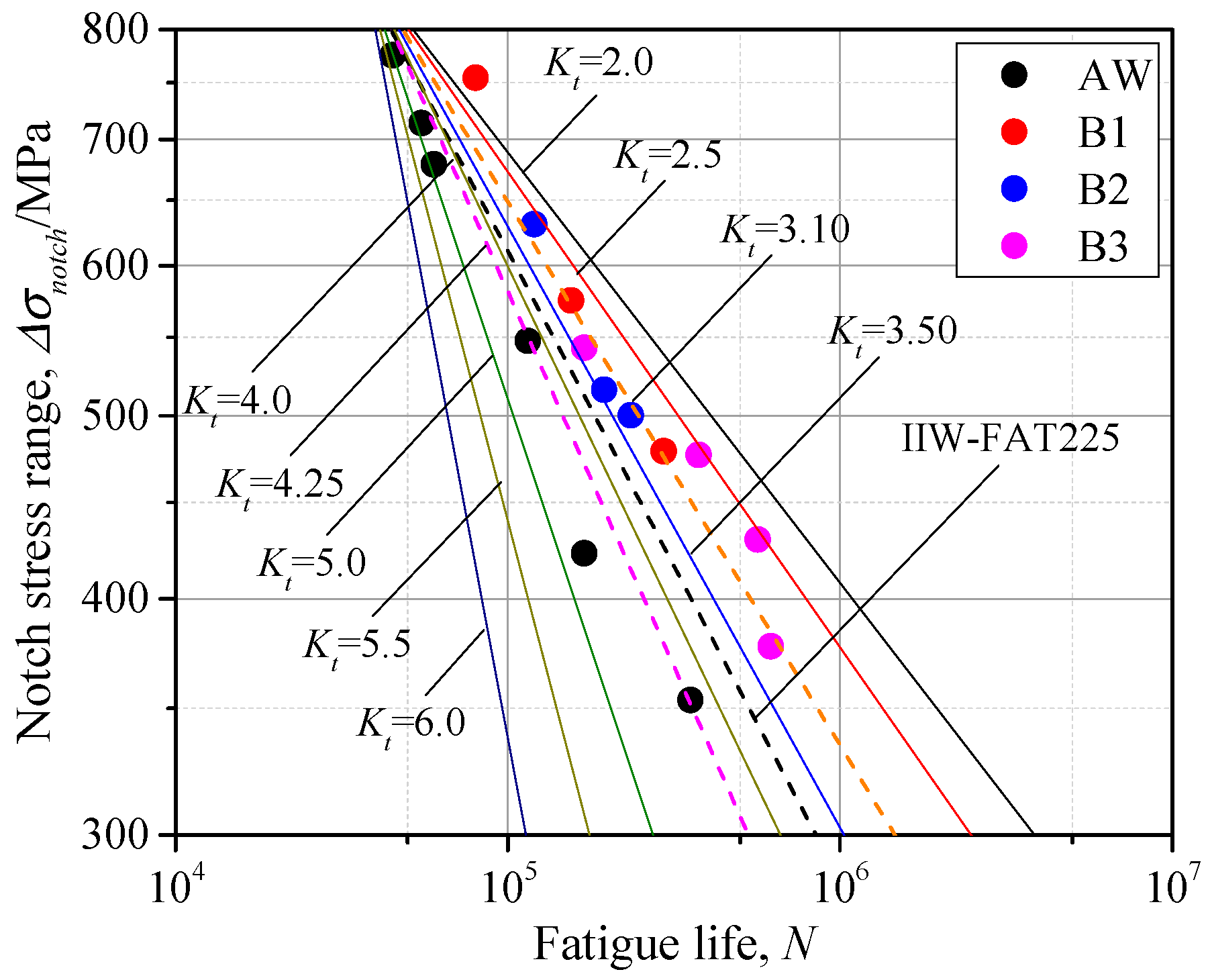
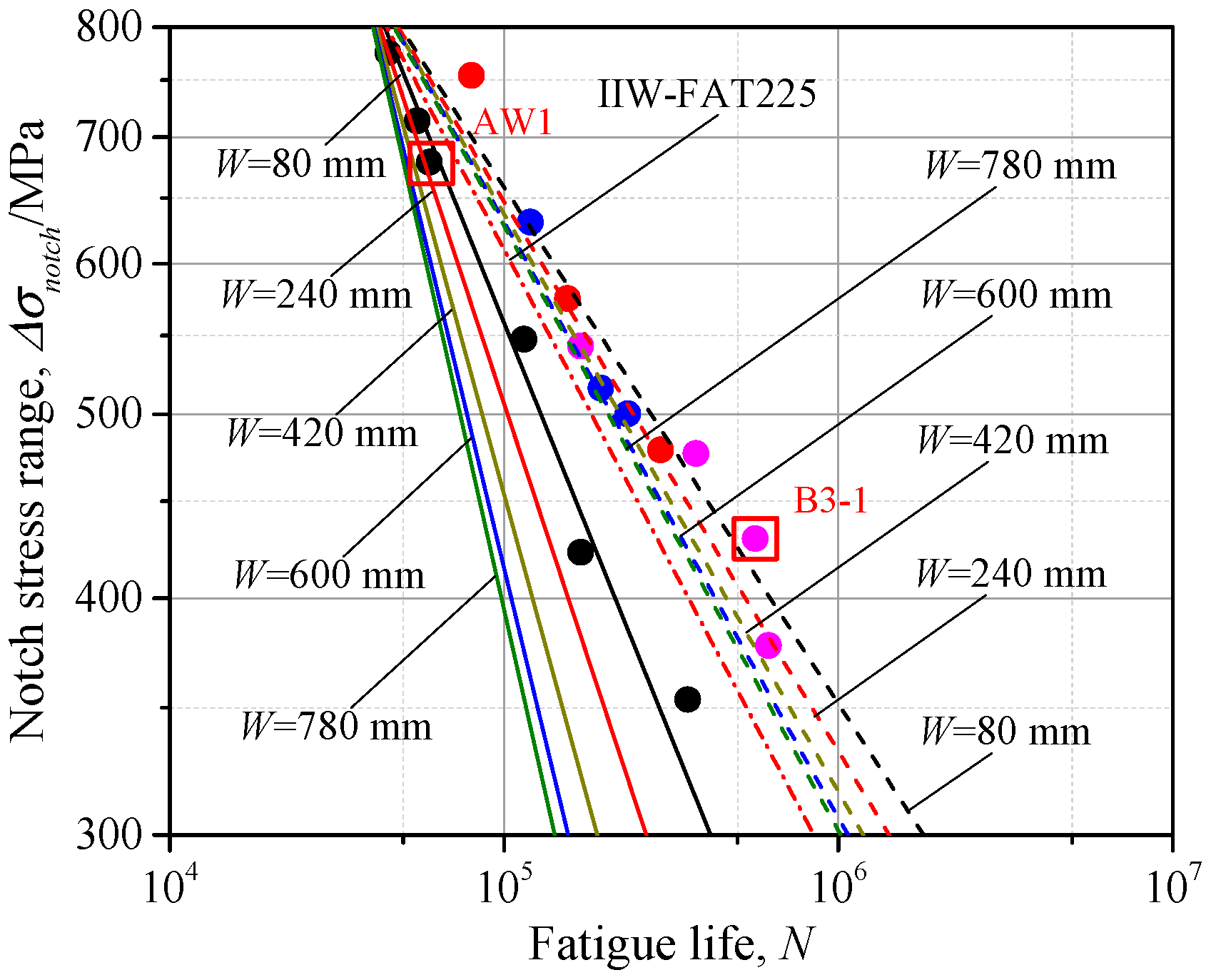
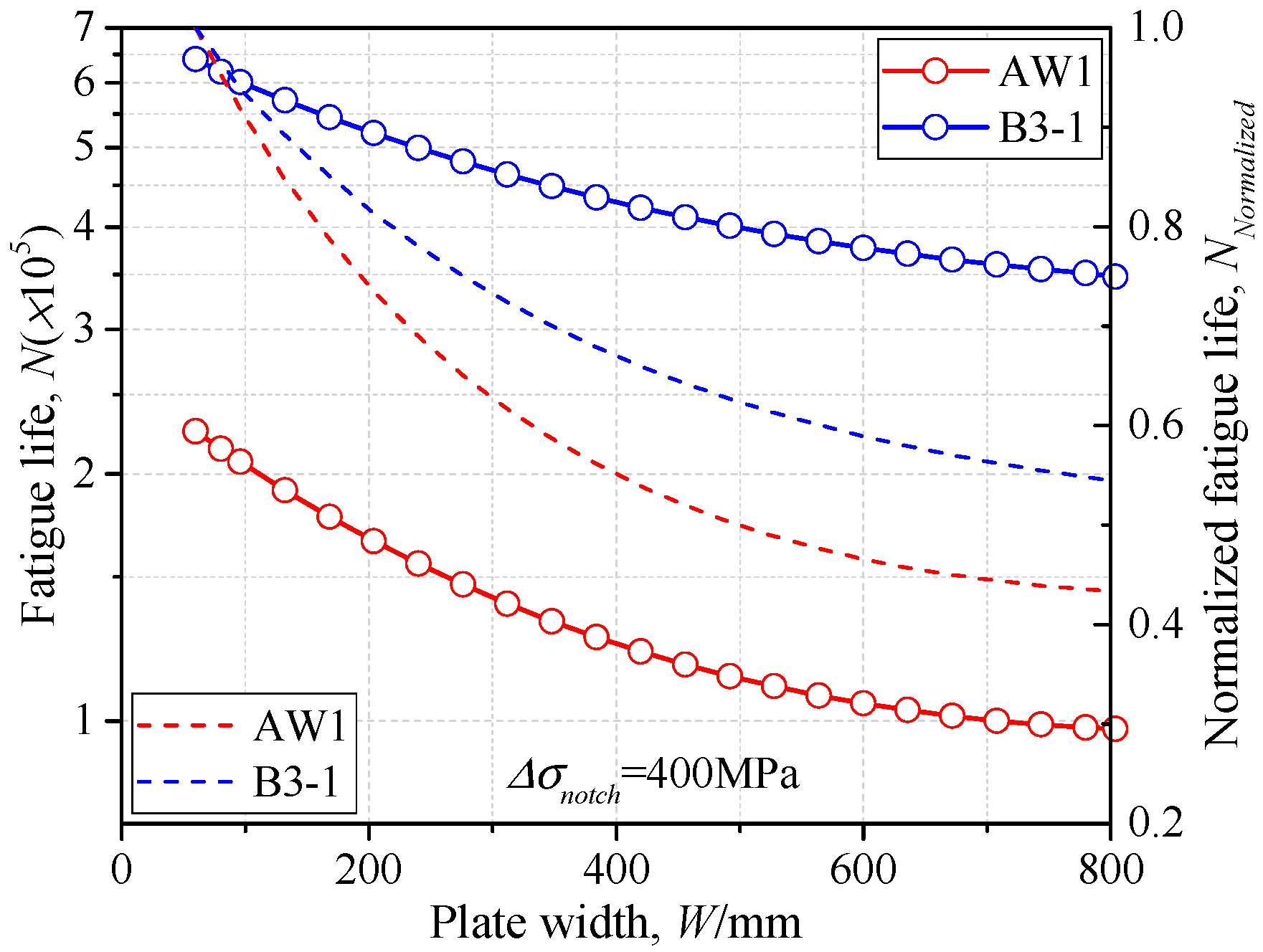
4.4. The Geometric Effects
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
- (1)
- Gusset welded joints with single attachment under tensile stress:
- (2)
- Gusset welded joints with single attachment under bending stress:
- (3)
- Gusset welded joints with double attachments under tensile stress:
- (4)
- Gusset welded joints with double attachments under bending stress:
References
- Melaku, A.; Jung, K. Evaluation of welded joints of vertical stiffener to web under fatigue load by hotspot stress method. Int. J. Steel Struct. 2017, 17, 257–264. [Google Scholar] [CrossRef]
- Wang, Y.; Ji, B.; Fu, Z.; Yao, Y. Fatigue repairing craftsmanship of deck-to-vertical stiffener weld in the steel bridge deck. Adv. Steel Constr. 2019, 15, 232–241. [Google Scholar] [CrossRef]
- Baumgartner, J.; Bruder, T. Influence of weld geometry and residual stresses on the fatigue strength of longitudinal stiffeners. Weld. World 2013, 57, 841–855. [Google Scholar] [CrossRef]
- Deng, L.; Yan, W.; Nie, L. A simple corrosion fatigue design method for bridges considering the coupled corrosion-overloading effect. Eng. Struct. 2019, 178, 309–317. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, Z.; Ge, H.; Ji, B.; Hayakawa, N. Cracking reasons and features of fatigue details in the diaphragm of curved steel box girder. Eng. Struct. 2019, 201, 109767. [Google Scholar] [CrossRef]
- Cheng, B.; Ye, X.; Cao, X.; Mbako, D.D.; Cao, Y. Experimental study on fatigue failure of rib-to-deck welded connections in orthotropic steel bridge decks. Int. J. Fatigue 2017, 103, 157–167. [Google Scholar] [CrossRef]
- Tsutsumi, S.; Buerlihan, A.; Fincato, R.; Kotani, Y.; Tadahisa, T. Numerical study for the effect of shape of additional weld on fatigue strength in out-of-plane gusset welded joint. Q. J. Jpn. Weld. Soc. 2020, 38, 163s–167s. [Google Scholar] [CrossRef]
- Tsutsumi, S.; Takata, K.; Fincato, R. Effects of additional weld and grinding on fatigue life extension of non-load-carrying cruciform joints. Q. J. Jpn. Weld. Soc. 2020, 38, 172s–176s. [Google Scholar] [CrossRef]
- Yan, F.; Chen, W.; Lin, Z. Prediction of fatigue life of welded details in cable-stayed orthotropic steel deck bridges. Eng. Struct. 2016, 127, 344–358. [Google Scholar] [CrossRef]
- Cui, C.; Zhang, Q.; Bao, Y.; Kang, J.; Bu, Y. Fatigue performance and evaluation of welded joints in steel truss bridges. J. Constr. Steel Res. 2018, 148, 450–456. [Google Scholar] [CrossRef]
- Shen, W.; Yan, R.; He, F.; Wang, S. Multiaxial fatigue analysis of complex welded joints in notch stress approach. Eng. Fract. Mech. 2018, 204, 344–360. [Google Scholar] [CrossRef]
- Fricke, W.; Remes, H.; Feltz, O.; Lillemäe, I.; Tchuindjang, D.; Reinert, T.; Molter, L. Fatigue strength of laser-welded thin-plate ship structures based on nominal and structural hot-spot stress approach. Ships Offshore Struct. 2015, 10, 39–44. [Google Scholar] [CrossRef]
- Ni, Y.; Ye, X.; Ko, J. Monitoring-based fatigue reliability assessment of steel bridges: Analytical model and application. J. Struct. Eng. 2010, 136, 1563–1573. [Google Scholar] [CrossRef]
- Hou, C.Y. Fatigue analysis of welded joints with the aid of real three-dimensional weld toe geometry. Int. J. Fatigue 2007, 29, 772–785. [Google Scholar] [CrossRef]
- Hobbacher, A. Recommendations for Fatigue Design of Welded Joints and Components; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Brennan, F.P.; Peleties, P.; Hellier, A.K. Predicting weld toe stress concentration factors for T and skewed T-joint plate connections. Int. J. Fatigue 2000, 22, 573–584. [Google Scholar] [CrossRef]
- Monahan, C.C. Early fatigue crack growth at welds. In Topics in Engineering; Connor, J.J., Ed.; WIT Press: Southampton, UK, 1995; pp. 112–116. [Google Scholar]
- Lawrence, F.V.; Ho, N.J.; Mazumdar, P.K. Predicting the fatigue stress analysis of weldments. Annu. Rev. Mater. Sci. 1981, 11, 401–425. [Google Scholar] [CrossRef]
- Tsuji, I. Estimation of stress concentration factor at weld toe of non-load carrying fillet welded joints. Jpn. West Soc. Nav. Archit. 1990, 80, 241–251. [Google Scholar]
- Tateishi, K.; Naruse, W.; Hanji, T.; Itoh, I. Fatigue strength evaluation method for welded joints by new local stress concept. The Abstracts of ATEM International Conference on Advanced Technology in Experimental Mechanics Asian Conference on Experimental Mechanics 2011.10. Jpn. Soc. Mech. Eng. 2011. [Google Scholar] [CrossRef]
- Kim, I.T. Fatigue strength improvement of longitudinal fillet welded out-of-plane gusset joints using air blast cleaning treatment. Int. J. Fatigue 2013, 48, 289–299. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, Y.; Tsutsumi, S. Parametric Formula for Stress Concentration Factor of Fillet Weld Joints with Spline Bead Profile. Materials 2020, 13, 4639. [Google Scholar] [CrossRef] [PubMed]
- Luo, Y.; Ma, R.; Tsutsumi, S. Parametric Formulae for Elastic Stress Concentration Factor at the Weld Toe of Distorted Butt-Welded Joints. Materials 2020, 13, 169. [Google Scholar] [CrossRef]
- Fu, Z.; Ji, B.; Kong, X.; Chen, X. Grinding treatment effect on rib-to-roof weld fatigue performance of steel bridge decks. J. Constr. Steel Res. 2017, 129, 163–170. [Google Scholar] [CrossRef]
- Tsutsumi, S.; Nagao, R.; Fincato, R.; Ishikawa, T.; Matsumoto, R. Numerical and experimental study on fatigue life extension of U-rib steel structure by hammer peening. Q. J. Jpn. Weld. Soc. 2017, 35, 169s–172s. [Google Scholar] [CrossRef]
- Tomków, J.; Janeczek, A. Underwater in situ local heat treatment by additional stitches for improving the weldability of steel. Appl. Sci. 2020, 10, 1823. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G. Dissimilar underwater wet welding of HSLA steels. Int. J. Adv. Manuf. Technol. 2020, 109, 717–725. [Google Scholar] [CrossRef]
- Kotani, Y.; Tsuyama, T.; Tsutsumi, S.; Buerlihan, A. Experimental Study for the Effect of Additional Weld on Fatigue Strength in Out-of-Plane Gusset Welded Joints. Q. J. Jpn. Weld. Soc. 2020, 38, 139s–143s. [Google Scholar] [CrossRef]
- Kotani, Y.; Tsuyama, T.; Buerlihan, A.; Tsutsumi, S. Improvement of fatigue strength of out-of-plane gusset welded joints by controlled-additional weld bead shape and toe grinding. J. Struct. Eng. 2021. in press (In Japanese) [Google Scholar]
- Braun, M.; Wang, X. A review of fatigue test data on weld toe grinding and weld profiling. Int. J. Fatigue 2020, 106073. [Google Scholar] [CrossRef]
- Mori, T. Fatigue Design Recommendation for Steel Structures; Japan Society of Steel Construction: Tokyo, Japan, 2012. (In Japanese) [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| - | Material | Yield Stress (MPa) | Tensile Stress (MPa) | Elongation (%) | Chemical Composition (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | |||||
| Plate | SMA490YA | 439 | 518 | 25 | 0.15 | 0.19 | 1.10 | 0.015 | 0.003 |
| Gusset | SMA490YA | 453 | 569 | 22 | 0.16 | 0.37 | 1.40 | 0.015 | 0.003 |
| Welding Wire | - | 495 | 572 | 28 | 0.05 | 0.54 | 1.51 | 0.014 | 0.010 |
| Welding Method | Current (A) | Voltage (V) | Welding Speed (mm/min) | Heat Input (J/mm) |
|---|---|---|---|---|
| Fillet weld | 270 | 31 | 400 | 1256 |
| Additional weld | 205 | 26 | 450 | 711 |
| Condition | T/t | r1/t | θ1 | r2/t | θ2 | L1/t | L2/t | H/t | 1/n | W/t |
|---|---|---|---|---|---|---|---|---|---|---|
| B1 | 0.964 | 0.054 | 47.3° | 0.764 | 76.7° | 1.21 | 0.699 | 0.106 | 0.455 | 6.68 |
| B2 | 0.972 | 0.087 | 56.1° | 0.564 | 84.7° | 1.21 | 0.693 | 0.116 | 0.460 | 6.68 |
| B3 | 0.976 | 0.104 | 50.8 | 0.830 | 82.5 | 1.41 | 0.694 | 0.093 | 0.463 | 6.68 |
| Number | t/mm | T/mm | r1/mm | θ1/° | L1/mm | L2/mm | H/mm | W/mm | Kt | Δσ |
|---|---|---|---|---|---|---|---|---|---|---|
| AW1 | 12.01 | 11.74 | 0.549 | 60.4 | 10.15 | 8.723 | 0.849 | 80.16 | 4.526 | 150 |
| AW2 | 12.04 | 11.40 | 0.640 | 74.4 | 9.199 | 8.472 | 0.607 | 80.05 | 4.419 | 80 |
| AW3 | 12.12 | 11.98 | 0.673 | 61.1 | 9.924 | 8.594 | 0.610 | 79.99 | 4.228 | 100 |
| AW4 | 12.22 | 11.76 | 0.639 | 58.4 | 9.908 | 9.087 | 0.884 | 80.25 | 4.381 | 125 |
| AW5 | 11.94 | 11.59 | 0.640 | 60.0 | 10.31 | 7.239 | 0.536 | 80.30 | 4.081 | 175 |
| AW6 | 11.99 | 11.81 | 0.743 | 60.5 | 10.30 | 7.442 | 0.392 | 80.12 | 3.877 | 200 |
| B1-1 | 11.80 | 11.77 | 1.143 | 50.8 | 14.20 | 7.771 | 1.568 | 80.15 | 3.192 | 150 |
| B1-2 | 12.04 | 11.71 | 1.102 | 50.8 | 13.67 | 8.240 | 1.314 | 80.22 | 3.287 | 175 |
| B1-3 | 12.02 | 11.59 | 0.653 | 47.3 | 14.57 | 8.402 | 1.277 | 80.35 | 3.772 | 200 |
| B2-1 | 12.08 | 11.74 | 1.052 | 56.1 | 14.59 | 8.371 | 1.406 | 80.01 | 3.335 | 150 |
| B2-2 | 12.04 | 11.72 | 1.207 | 41.5 | 17.42 | 7.623 | 1.329 | 80.12 | 2.948 | 175 |
| B2-3 | 12.18 | 11.45 | 1.285 | 57.3 | 15.36 | 9.187 | 1.394 | 80.18 | 3.156 | 200 |
| B3-1 | 12.10 | 11.80 | 1.512 | 41.6 | 17.02 | 9.043 | 1.234 | 80.21 | 2.865 | 150 |
| B3-2 | 12.09 | 11.69 | 1.846 | 43.3 | 17.28 | 8.948 | 1.306 | 79.98 | 2.723 | 175 |
| B3-3 | 12.03 | 11.74 | 1.249 | 50.8 | 16.94 | 8.351 | 1.122 | 80.15 | 3.019 | 125 |
| B3-4 | 12.07 | 11.58 | 1.683 | 44.2 | 17.00 | 8.501 | 1.205 | 80.22 | 2.716 | 200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Luo, Y.; Kotani, Y.; Tsutsumi, S. Generalized SCF Formula of Out-Of-Plane Gusset Welded Joints and Assessment of Fatigue Life Extension by Additional Weld. Materials 2021, 14, 1249. https://doi.org/10.3390/ma14051249
Wang Y, Luo Y, Kotani Y, Tsutsumi S. Generalized SCF Formula of Out-Of-Plane Gusset Welded Joints and Assessment of Fatigue Life Extension by Additional Weld. Materials. 2021; 14(5):1249. https://doi.org/10.3390/ma14051249
Chicago/Turabian StyleWang, Yixun, Yuxiao Luo, Yuki Kotani, and Seiichiro Tsutsumi. 2021. "Generalized SCF Formula of Out-Of-Plane Gusset Welded Joints and Assessment of Fatigue Life Extension by Additional Weld" Materials 14, no. 5: 1249. https://doi.org/10.3390/ma14051249
APA StyleWang, Y., Luo, Y., Kotani, Y., & Tsutsumi, S. (2021). Generalized SCF Formula of Out-Of-Plane Gusset Welded Joints and Assessment of Fatigue Life Extension by Additional Weld. Materials, 14(5), 1249. https://doi.org/10.3390/ma14051249