Influence of Assembly Gap Size on the Structure and Properties of SUS301L Stainless Steel Laser Welded Lap Joint

Abstract
1. Introduction
2. Materials and Experimental Methods
3. Results and Discussion
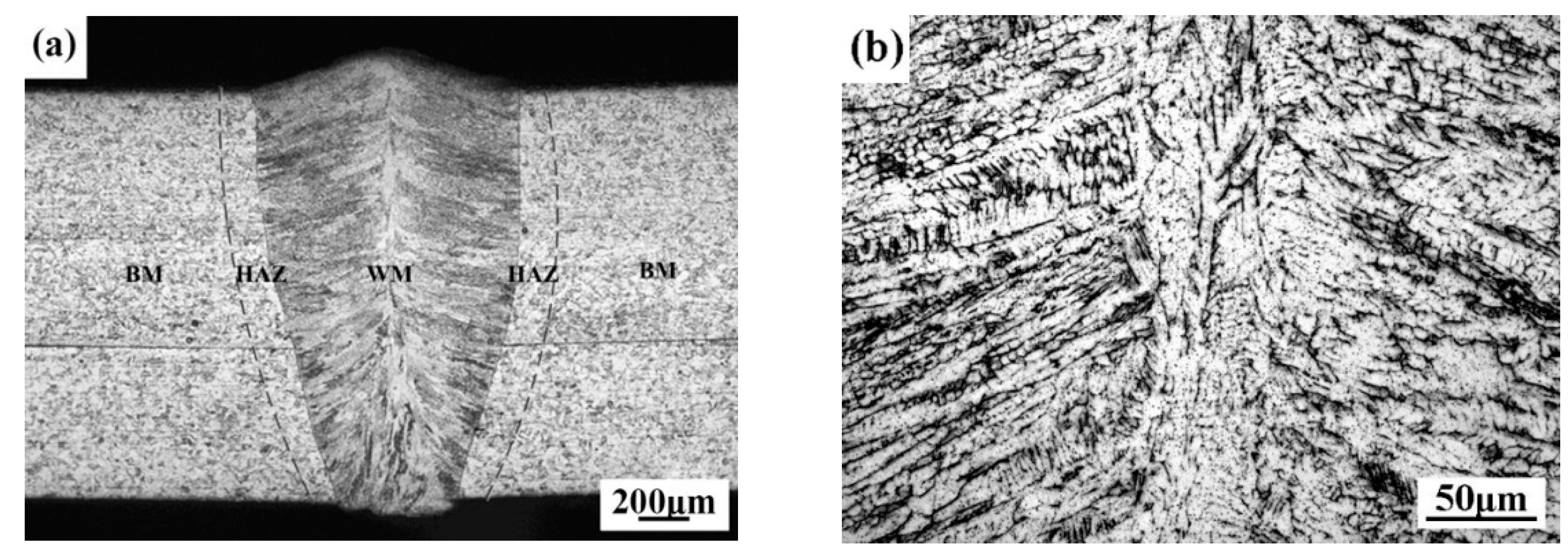
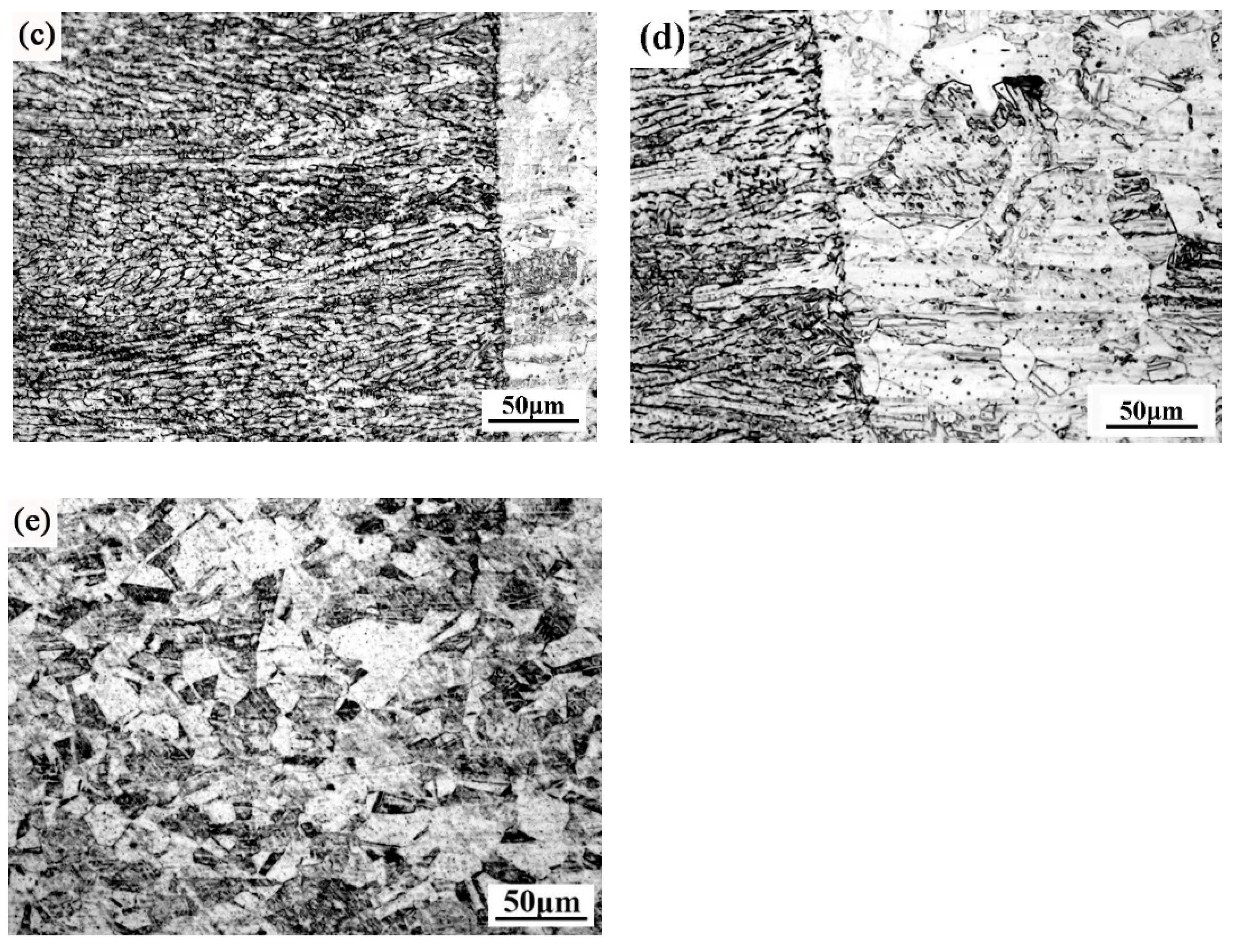
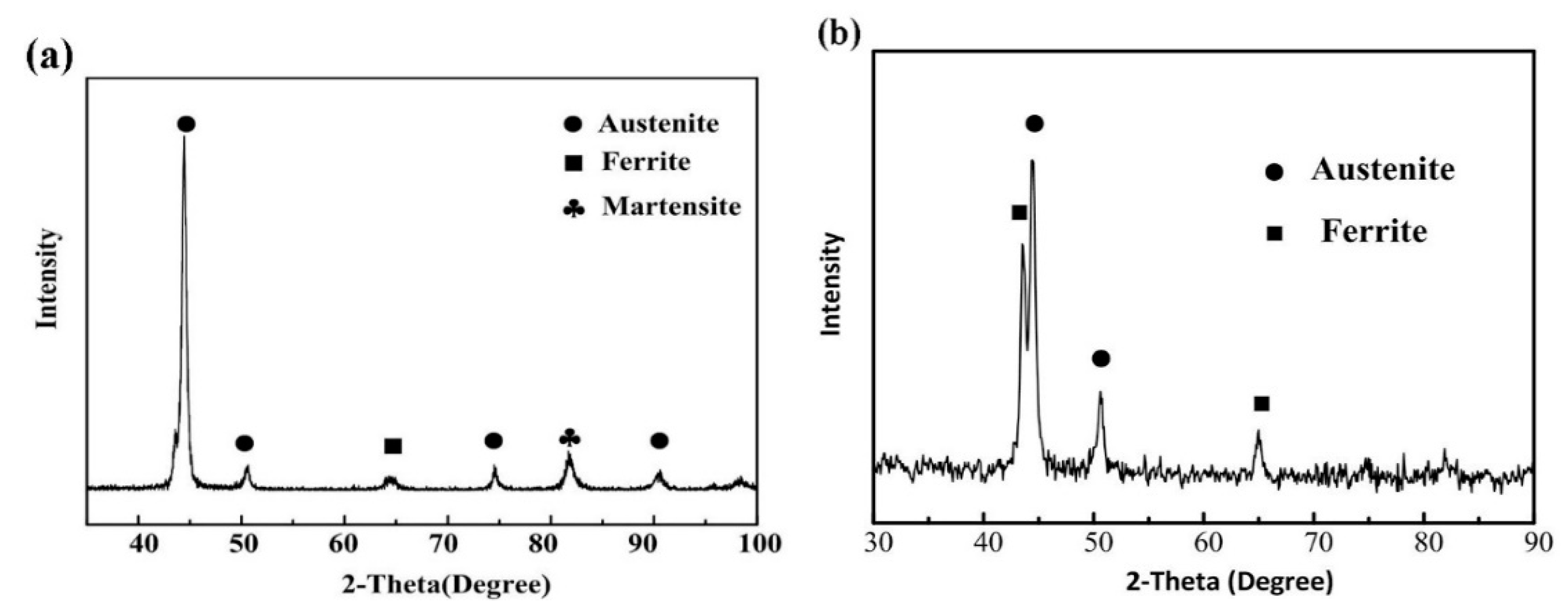
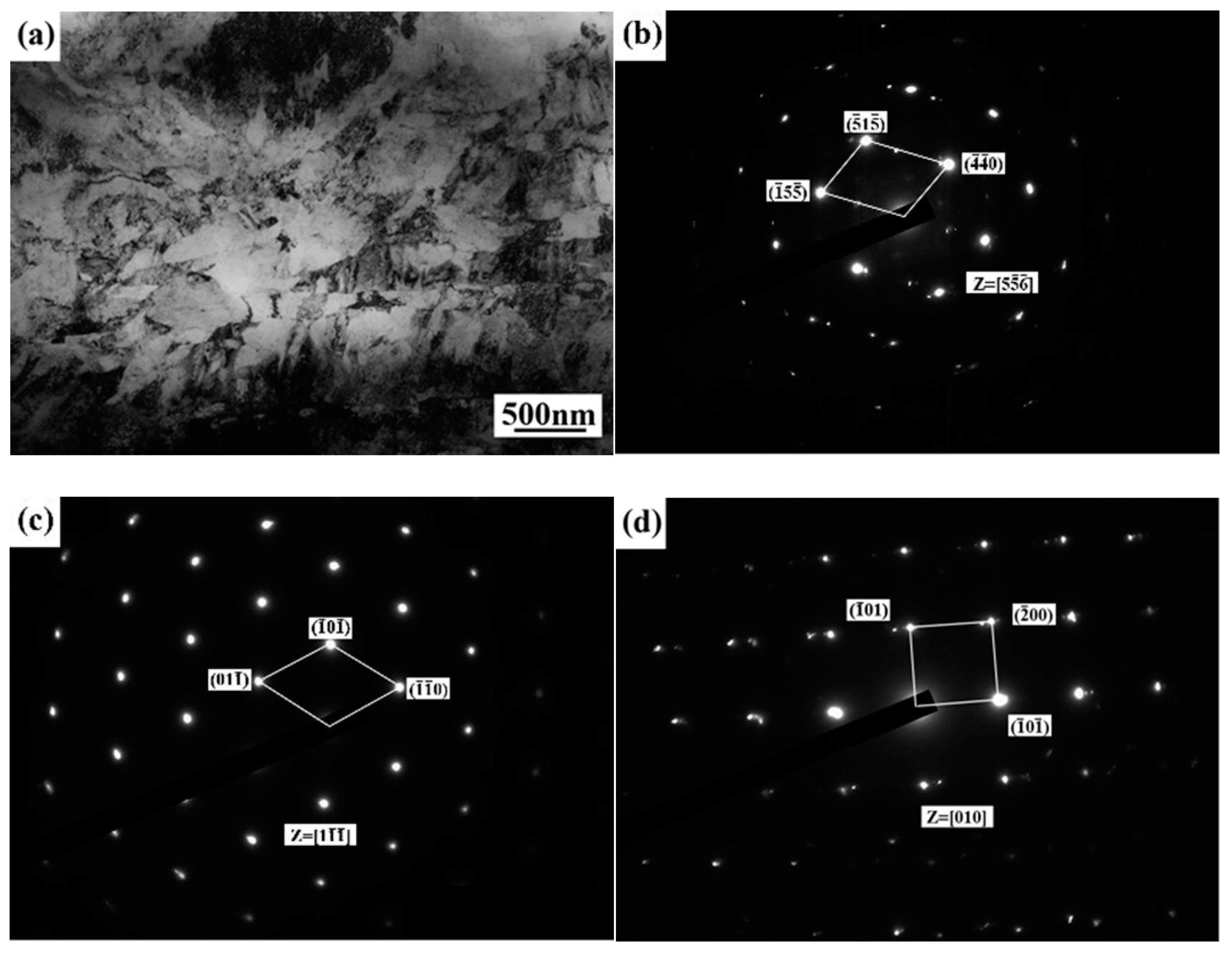
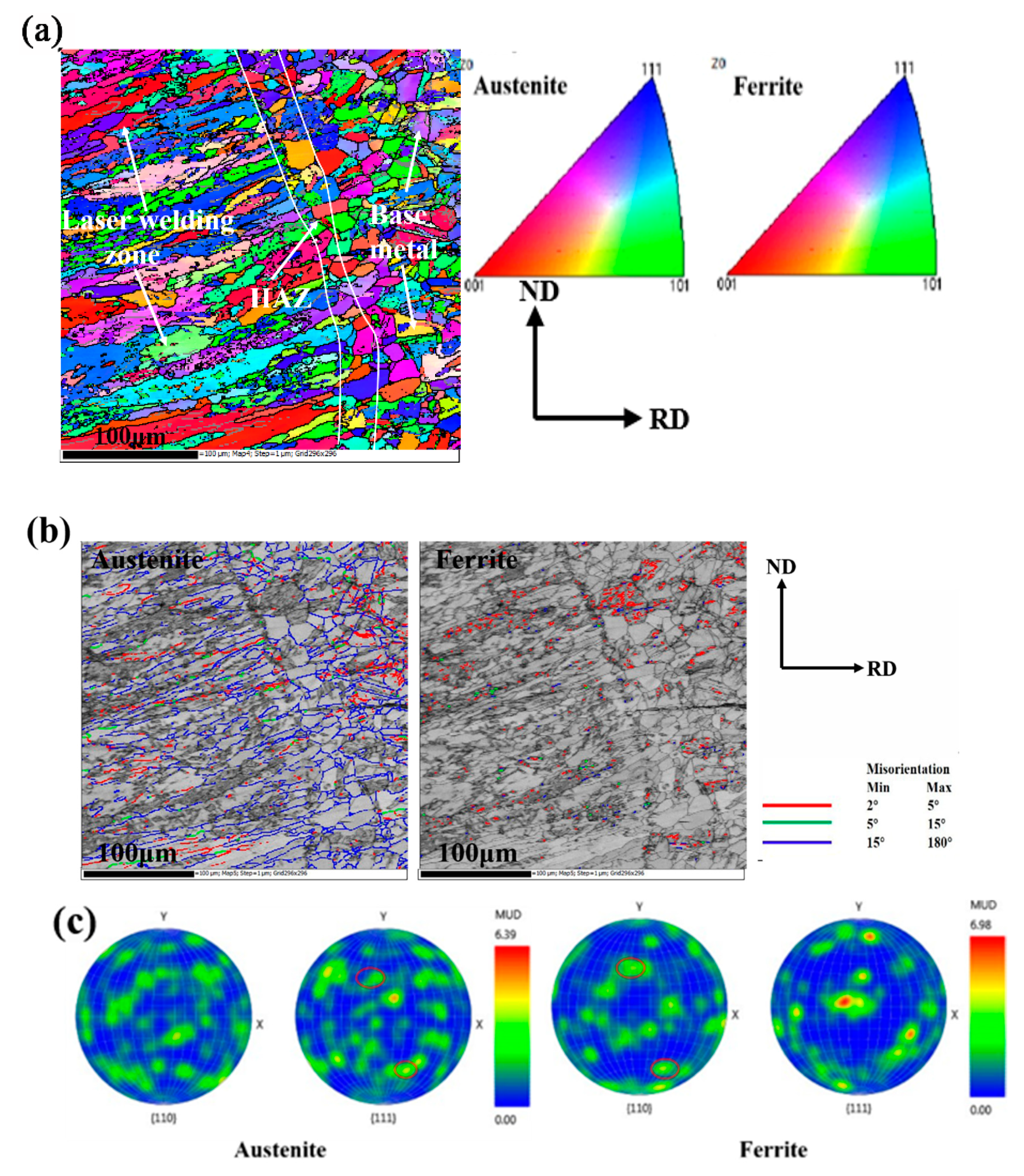
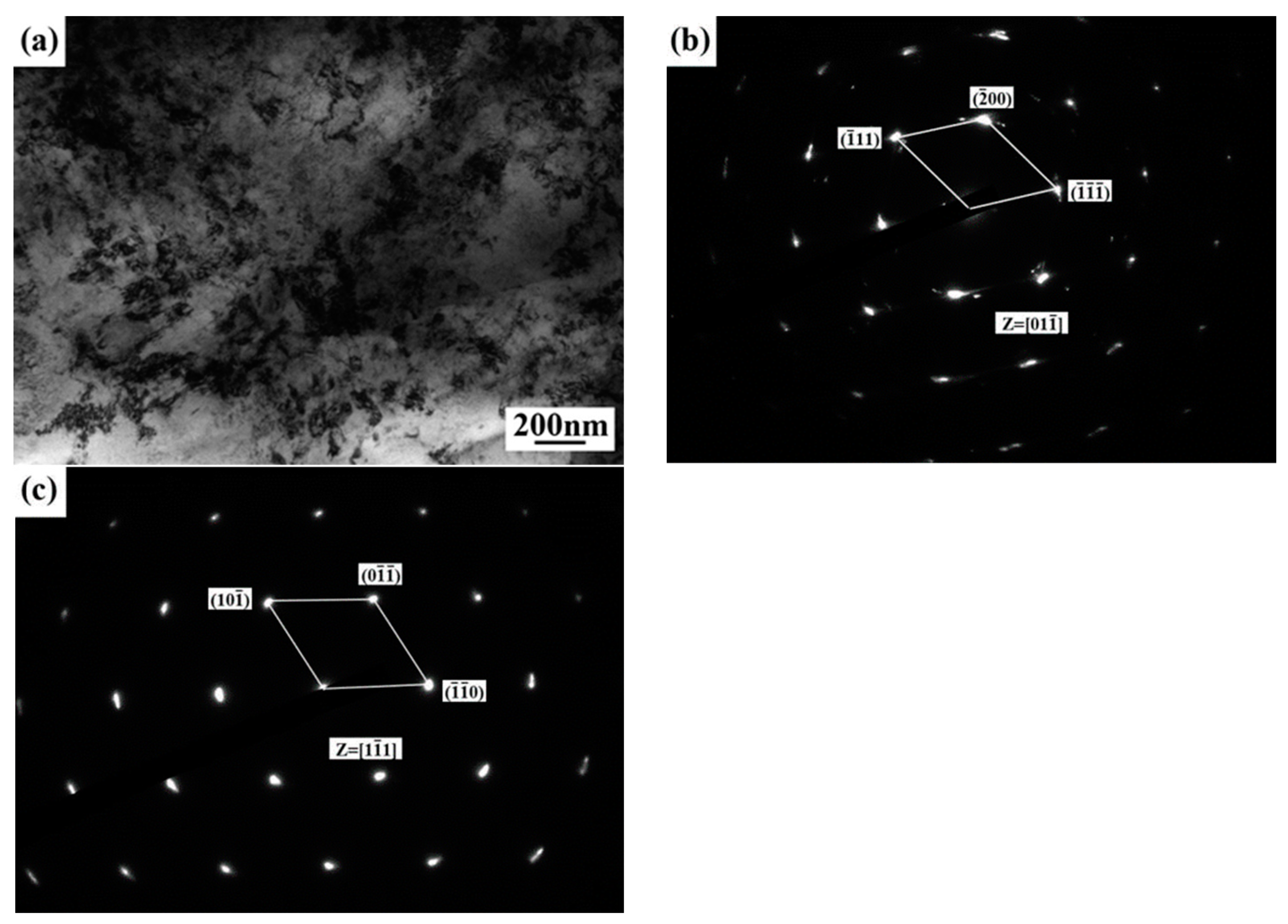
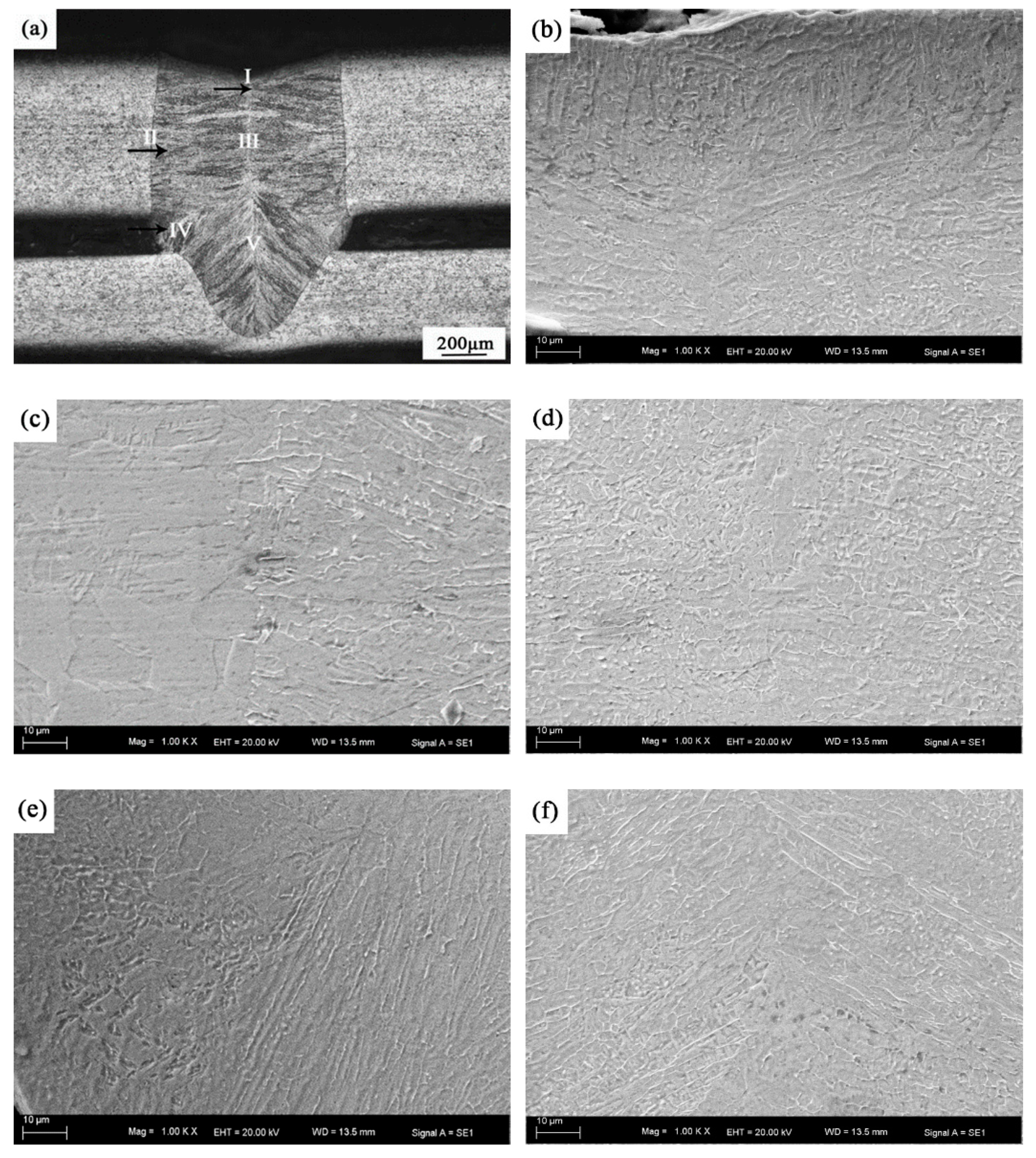
3.1. Microstructure and Phase Composition of Laser Welded Joint
3.2. Influence of Assembly Gap Size on the Morphologic Observation of Joint
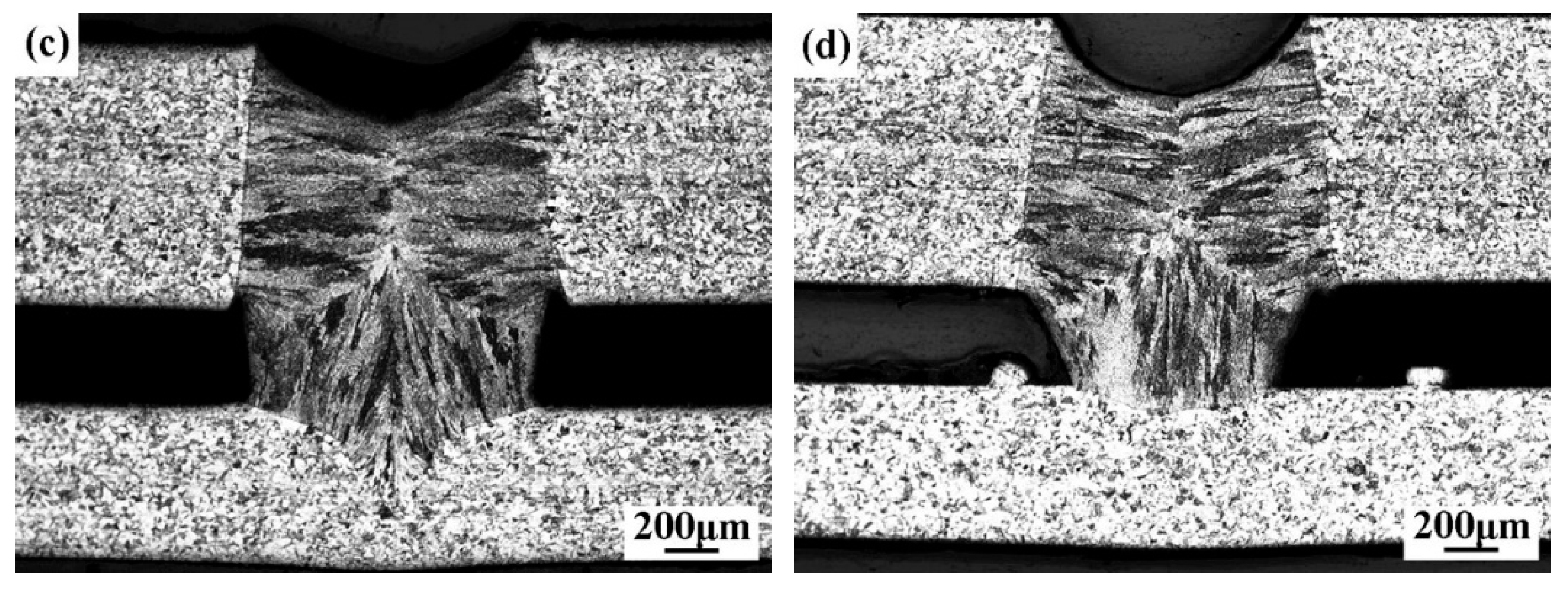
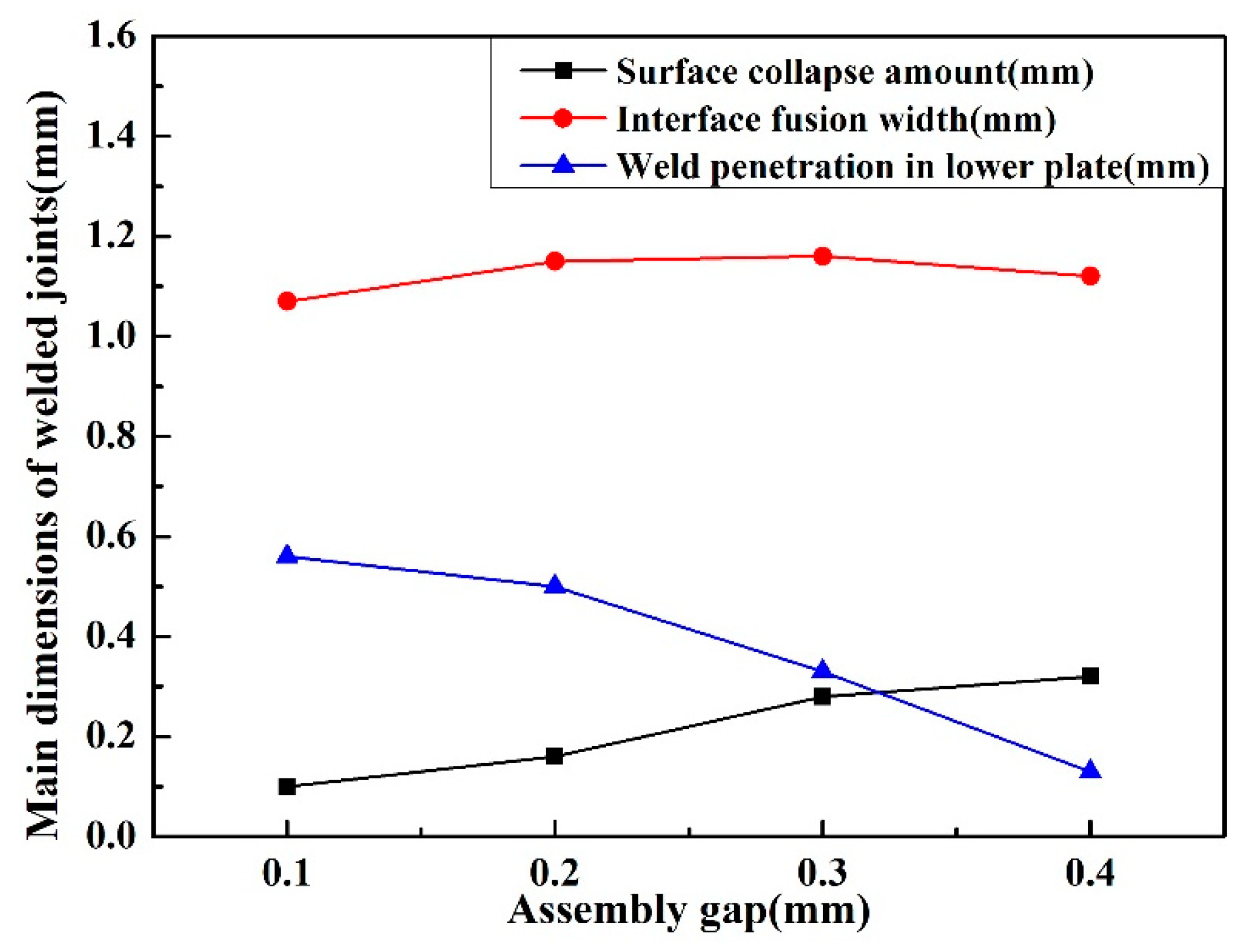
3.2.1. Influence of Assembly Gap Size on the Surface Appearance and Cross-Sectional Macro Morphology of Joint
3.2.2. Microstructure Analysis of Typical Defective Weld Joints
3.3. Influence of Assembly Gap Size on the Properties of Joints
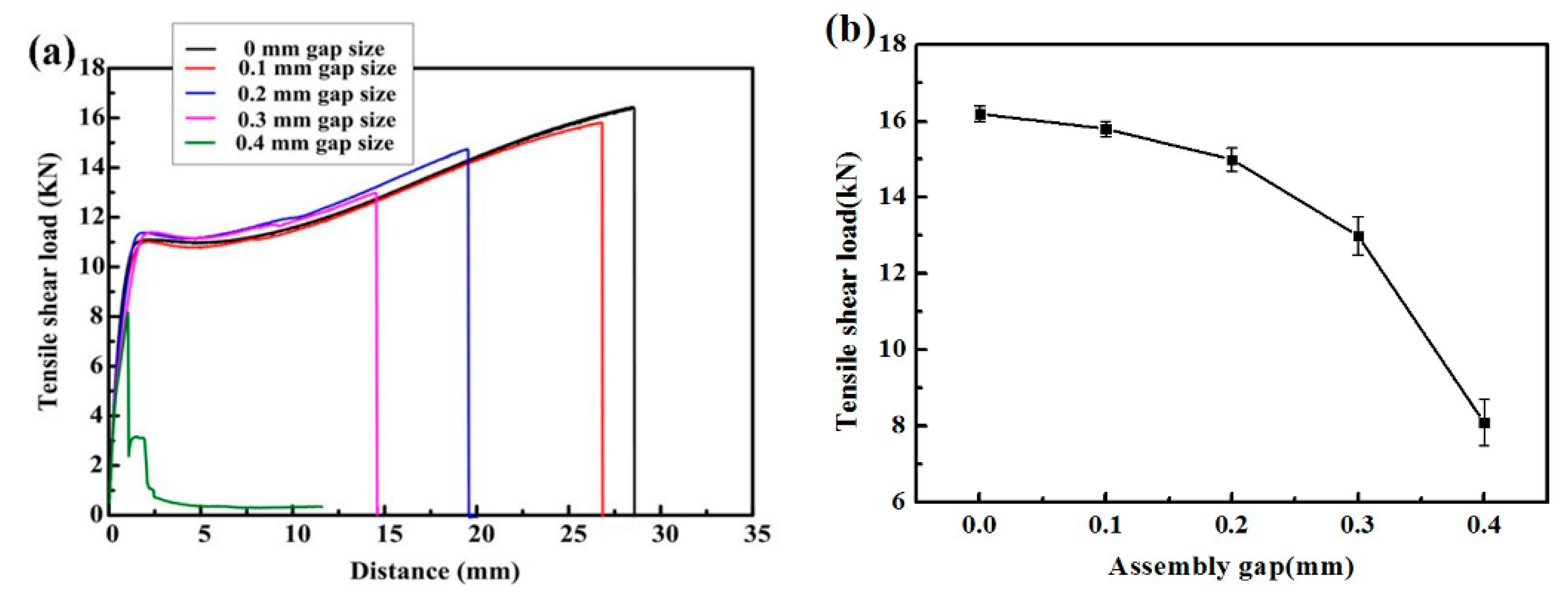
3.3.1. Influence of Assembly Gap Size on Tensile-Shear Force of Joints
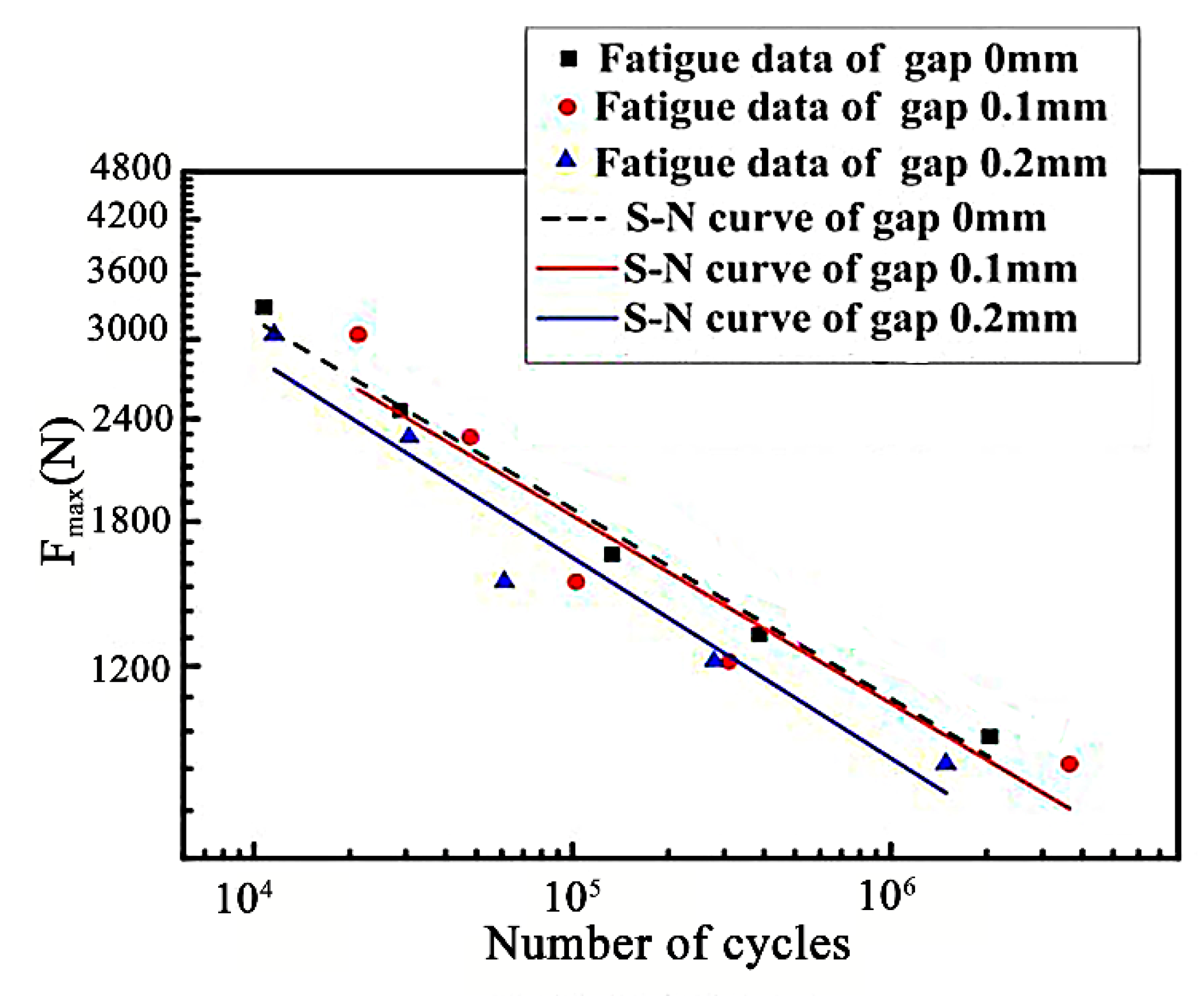
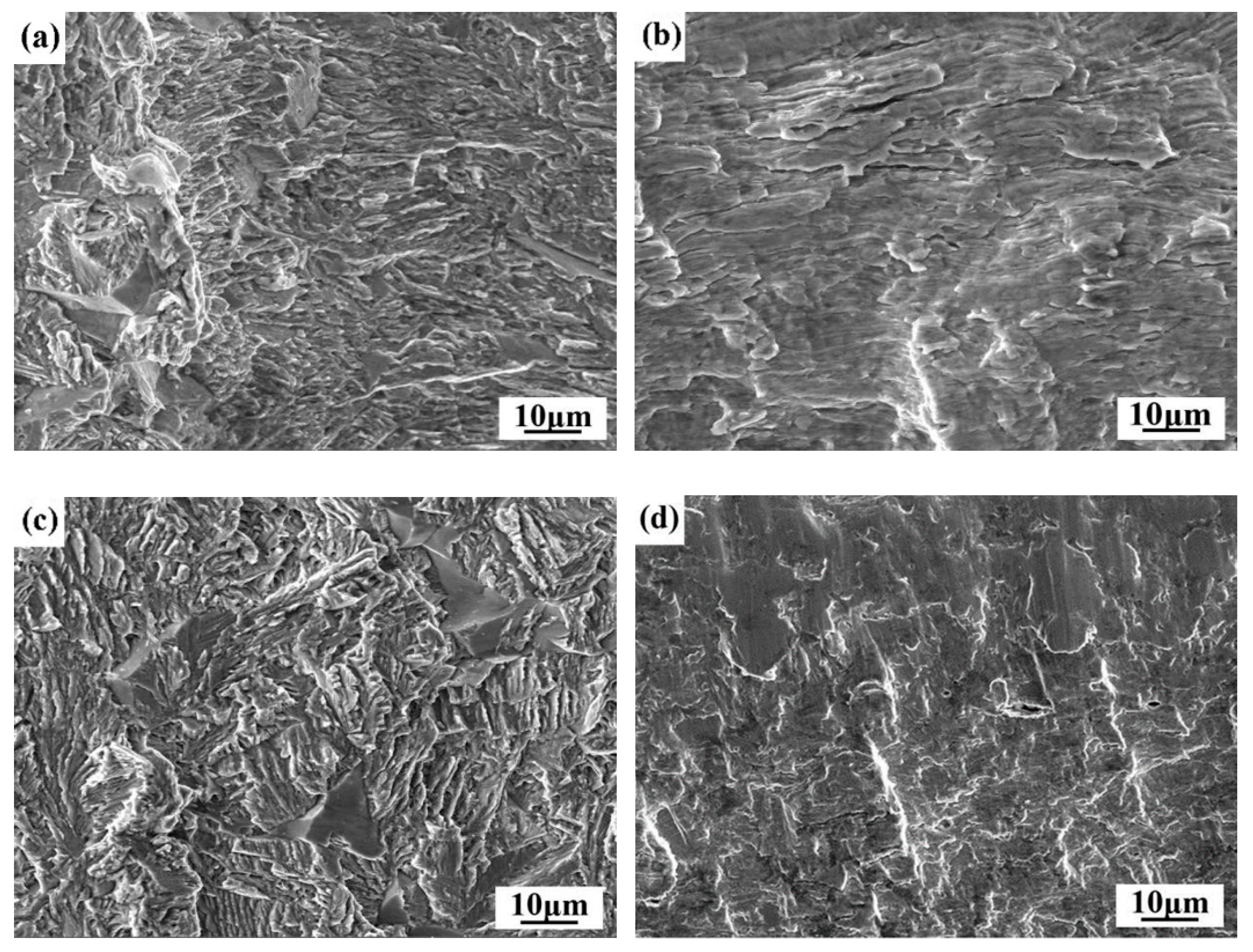
3.3.2. Influence of Assembly Gap Size on the Fatigue Performance of Joints
4. Conclusions
- (1)
- The microstructure of a SUS301L stainless steel laser welded joint consists of austenite and strip ferrite, and the ferrite phase mainly is precipitated at the austenite grain boundary. The ferrite and austenite phases in the weld present the K-S relationship. The weld metal solidification mode is called AF, which means austenite formed firstly during solidification, and some ferrite was formed in the cellular crystal boundary and the dendrite boundary through eutectic reaction before the end of solidification.
- (2)
- The assembly gap has obvious influence on the morphology of the welded joints. With the increase of the gap size from 0.1 mm to 0.4 mm, the weld penetration state of the joint changes from full penetration to semi-penetration, and the surface subsidence occurs, which is due to the lack of filler metal caused by a too large gap size, and the growth of the cellular crystals changes from lateral growth to upward growth from the lower plate. When there is a gap between the two plates, a triangular region composed of similar equiaxed crystals can be found, and the size of the cellular crystals in this region decreases significantly.
- (3)
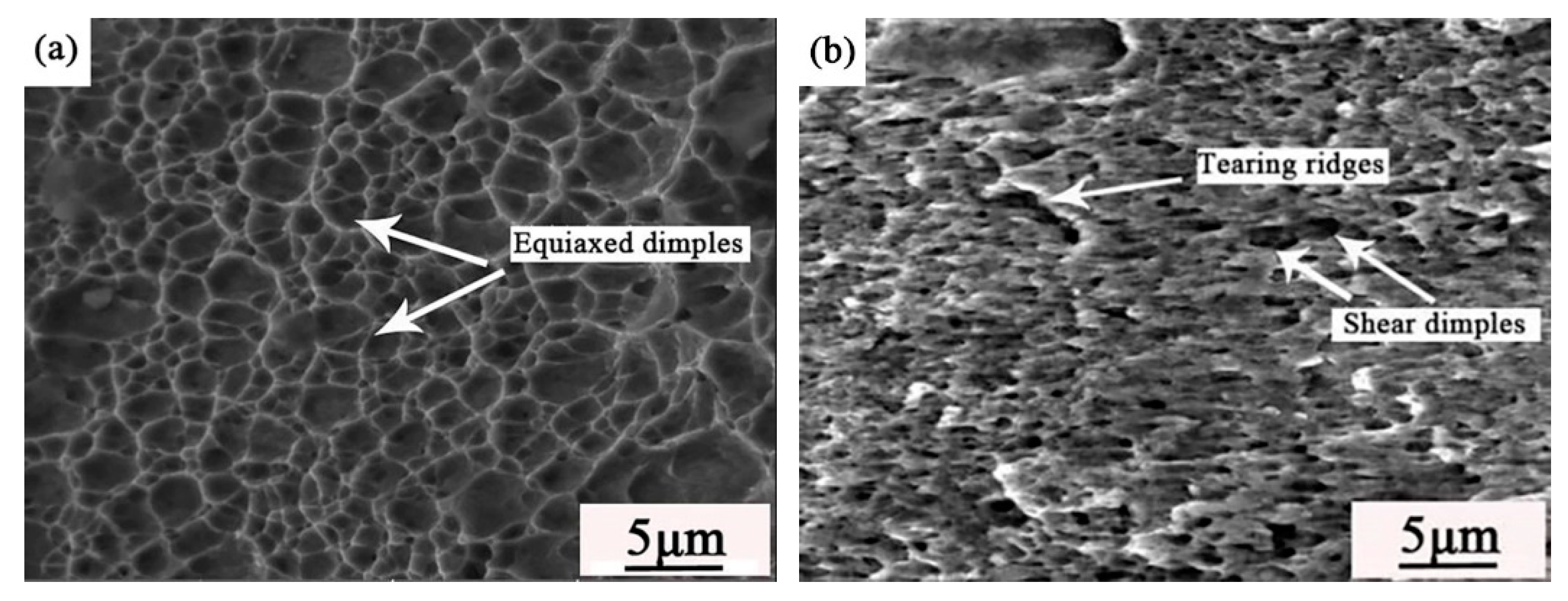
- The excessive size of the gap will lead to a decrease in the tensile-shear force and fatigue strength of joints. With the gap size increasing from 0 mm to 0.4 mm, the minimum tensile-shear load of the joints decreased from 16.2 kN to 8.1 kN and the fracture mode changed from the heat-affected fracture (shear fracture) to the interfacial fracture. The assembly gap had a certain impact on fatigue performance. In order to ensure that the surface morphology and mechanical properties of the welded joint can meet the quality standards and requirements, the assembly gap should be less than 0.1 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hörhold, R.; Müller, M.; Merklein, M.; Meschut, G. Mechanical Properties of an Innovative Shear-Clinching Technology for Ultra High-Strength Steel and Aluminium in Lightweight Car Body Structures. Weld World 2016, 60, 1–8. [Google Scholar] [CrossRef]
- Jou, M. Real time monitoring weld quality of resistance spot welding for the fabrication of sheet metal assemblies. J. Mater. Process. Technol. 2003, 132, 102–113. [Google Scholar] [CrossRef]
- Caiazzo, F.; Curcio, F.; Daurelio, G. Minutolo FMC Ti6Al4V sheets lap and butt joints carried out by CO2 laser: Mechanical and morphological characterization. J. Mater. Process. Technol. 2004, 149, 546–552. [Google Scholar] [CrossRef]
- Chen, L.; Mi, G.Y.; Zhang, X.; Wang, C.M. Comparative investigation on single laser beam and dual laser beam for lap welding of aluminum alloy. J. Laser Appl. 2020, 32, 042012. [Google Scholar] [CrossRef]
- Cui, L.; Chen, B.X.; Chen, L.; He, D.Y. Dual beam laser keyhole welding of steel/aluminum lapped joints. J. Mater. Process. Technol. 2018, 256, 87–97. [Google Scholar] [CrossRef]
- Huang, W.K.; Wang, H.L.; Teresa, R.; Tan, W.D. Investigation of metal mixing in laser keyhole welding of dissimilar metals. Mater. Design 2020, 195, 109056. [Google Scholar] [CrossRef]
- Zhang, L.L.; Li, P.; Liu, C. Influence of the weld defect on the structure strength of the bogie frame. China Railw. Sci. 2010, 31, 67–72. [Google Scholar]
- Dong, S.K.; Tang, H.B.; Feng, X.Z.; Wang, L.F. Manufacture technology of aluminum alloy in EMU car body. Hot Work. Technol. 2012, 41, 183–186. [Google Scholar]
- Turichina, G.; Tsibulskiya, I.; Kuznetsova, M.; Akhmetova, A.; Mildebrathb, M.; Hassel, T. Influence of the Gap Width on the Geometry of the Welded Joint in Hybrid Laser-Arc Welding. Phys. Procedia 2015, 78, 14–23. [Google Scholar] [CrossRef]
- Cui, L.; He, D.Y.; Guo, F.; Li, X.Y.; Jiang, J.M. Effect of Fiber Laser-MIG Hybrid process Parameters on Weld Bead Shape and Tensile Properties of Commercially Pure Titanium. Mater. Manuf. Process. 2010, 25, 1309–1316. [Google Scholar]
- Oussaid, K.; Ouafi, A.E.; Chebak, A. Experimental Investigation of Laser Welding Process in Overlap Joint Configuration. J. Mater. Sci. Chem. Eng. 2019, 7, 16–31. [Google Scholar] [CrossRef]
- Mei, L.F.; Chen, G.Y.; Yan, D.B.; Xie, D. Impact of inter-sheet gaps on laser overlap welding performance for galvanized Steel. J. Mater. Process. Technol. 2015, 226, 157–168. [Google Scholar] [CrossRef]
- Li, L.; Wang, H.X.; Shi, C.Y. Effect of welding atmosphere on microstructure and properties of laser welded joint of austenitic stainless steel. In Proceedings of the Eighth North China Welding Academic Conference, Dalian, China, 27–31 July 2012. [Google Scholar]
- Cao, X.; Wanjara, P.; Huang, J.; Munro, C.; Nolting, A. Hybrid fiber laser a Arc welding of thick section high strength low alloy steel. Mater. Design 2011, 32, 3399–3413. [Google Scholar] [CrossRef]
- Inoue, H.; Koseki, T. Clarification of solidification behaviors in austenitic stainless steels based on welding process. Nippon Steel Tech. Rep. 2007, 95, 62–70. [Google Scholar]
- Katayama, S.; Mizutani, M.; Kawahito, Y.; Ito, S.; Sumimori, D. Fundamental Research of 100 kW Fiber Laser Welding Technology. In Proceedings of the Laser in Manufacturing Conference, Munich, Germany, 22–25 June 2015. [Google Scholar]
- Chen, X.H.; Li, J.; Cheng, X. Microstructure and mechanical properties of the austenitic stainless steel 316L fabricated by gas metal arc additive manufacturing. Mater. Sci. Eng. A 2017, 703, 567–577. [Google Scholar] [CrossRef]
- Dania, K.; Amir, M.; Ahmad Ali, A. Resistance spot welding joints of AISI 316L austenitic stainless steel sheets: Phase trans formations, mechanical properties and microstructure characterizations. Mater. Design 2014, 61, 251–263. [Google Scholar]
- Zhao, Y.Y.; Zhang, Y.S.; Hu, W.; Lai, X.M. Optimization of laser welding thin-gage galvanized steel via response surface methodology. Opt. Lasers Eng. 2012, 50, 1267–1273. [Google Scholar] [CrossRef]
- GB/T 22085. 1-2008/ISO13919-1:1996 Electron and Laser Welded Joints-Guidance on Quality Levels for Imperfections; China Standard Press: Beijing, China, 2008. [Google Scholar]
- Lakshminarayanan, A.K.; Shanmugam, K.; Balasubramanian, V. Effect of welding processes on tensile and impact properties, hardness and Microstructure of AISI 4090M ferritic stainless joints fabricated by duplex stainless steel filler metal. J. Iron Steel Res. Int. 2009, 41, 66–72. [Google Scholar] [CrossRef]
- Suutala, N.; Takalo, T.; Moisio, T. The relationship between solidification and microstructure in austenitic and austenitic-ferritic stainless steel welds. Metall. Mater. Trans. A. 1979, 10, 512–514. [Google Scholar] [CrossRef]
- Lee, J.; Asim, K.; Pan, J. Failure mechanism of laser welds in lap-shear specimens of a high strength low alloy steel. J. Press. Vessel. Technol. 2012, 134, 1–5. [Google Scholar] [CrossRef]
- Asim, K.; Lee, J.; Pan, J. Failure mode of laser welds in lap-shear specimens of high strength low alloy (HSLA) steel sheets. Fatigue Fract. Eng. Mater. 2011, 35, 219–237. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Ni | Cr | N | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.03 | 1.00 | 2.00 | 0.045 | 0.030 | 7.00 | 17.00 | 0.10 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wang, Y.; Li, X.; Wang, W.; Yang, X. Influence of Assembly Gap Size on the Structure and Properties of SUS301L Stainless Steel Laser Welded Lap Joint. Materials 2021, 14, 996. https://doi.org/10.3390/ma14040996
Wang H, Wang Y, Li X, Wang W, Yang X. Influence of Assembly Gap Size on the Structure and Properties of SUS301L Stainless Steel Laser Welded Lap Joint. Materials. 2021; 14(4):996. https://doi.org/10.3390/ma14040996
Chicago/Turabian StyleWang, Hongxiao, Yanxin Wang, Xin Li, Wenquan Wang, and Xiwei Yang. 2021. "Influence of Assembly Gap Size on the Structure and Properties of SUS301L Stainless Steel Laser Welded Lap Joint" Materials 14, no. 4: 996. https://doi.org/10.3390/ma14040996
APA StyleWang, H., Wang, Y., Li, X., Wang, W., & Yang, X. (2021). Influence of Assembly Gap Size on the Structure and Properties of SUS301L Stainless Steel Laser Welded Lap Joint. Materials, 14(4), 996. https://doi.org/10.3390/ma14040996