
High Martensitic Steel after Welding with Micro-Jet Cooling in Microstructural and Mechanical Investigations




Abstract
:1. Introduction
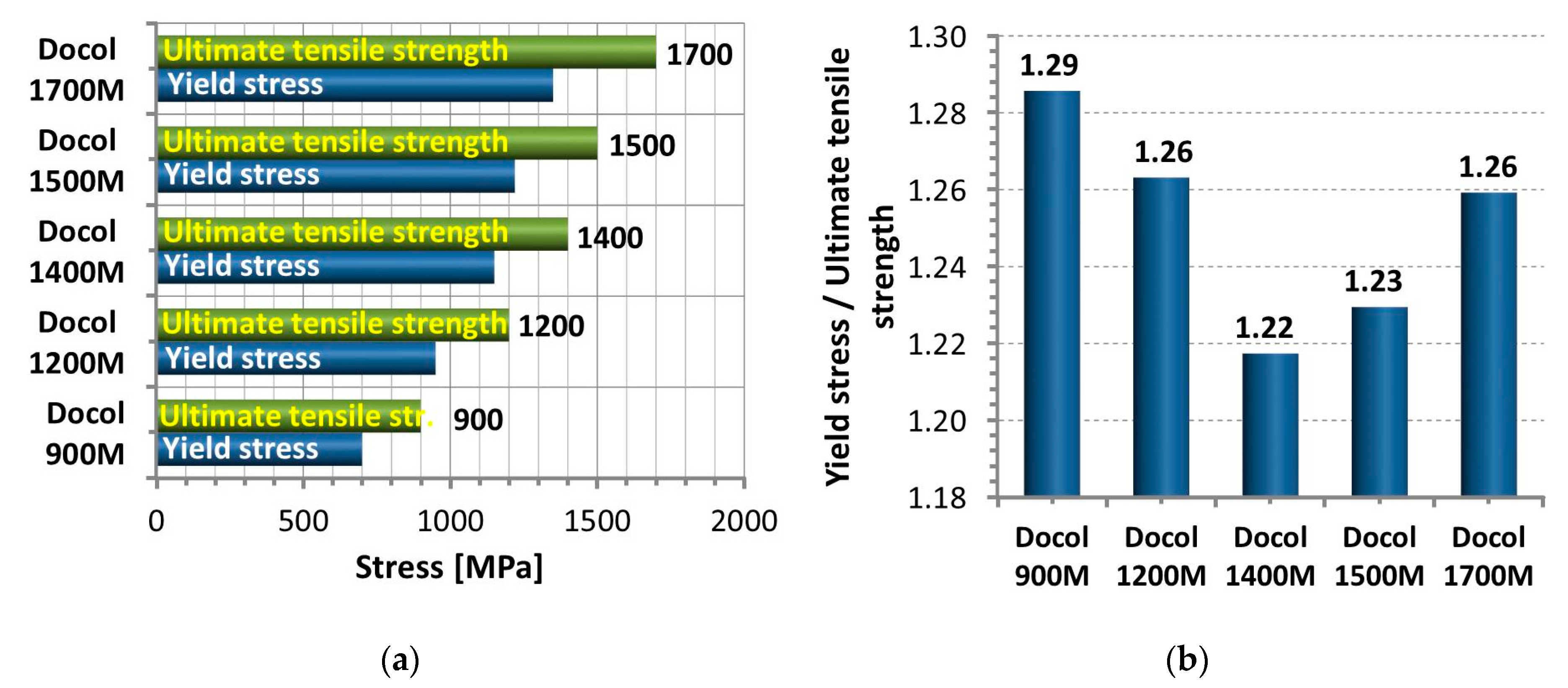
- high ultimate tensile strength, up to 1700 MPa,
- high yield stress, up to 1350 MPa,
- elongation, up to 6%.
2. Materials and Methods
Methods, Scope of Research
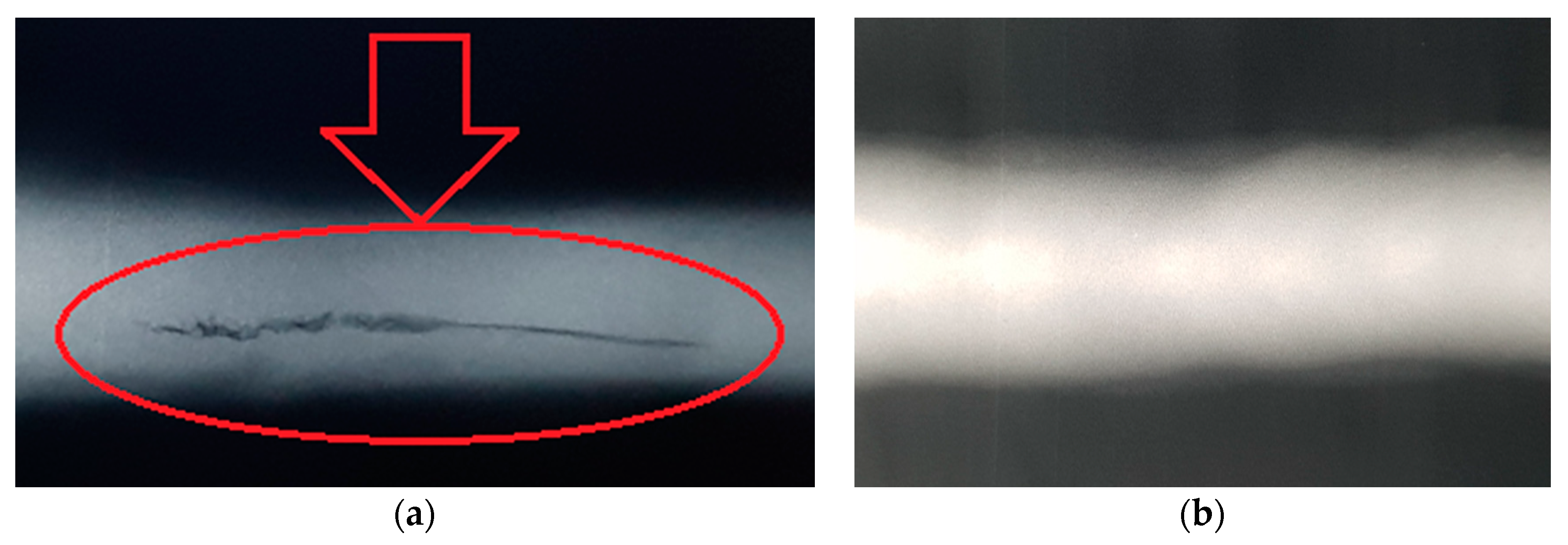
- Visual tests (VT) of welded joints were conducted with the eye fitted with a magnifying glass at 3× magnification—the test was performed according to the requirements of PN-EN ISO 17,638 standard and the assessment criteria according to EN ISO 5817 standard,
- Magnetic-powder tests (MT) were carried out in accordance with the PN-EN ISO 17,638 standard and the assessment criteria according to EN ISO 5817 standard using a magnetic flaw detector device type REM-230 (ATG, Prague, Czech Republic).
- Examinations of the microstructure of the samples digested with the Adler reagent using a light microscope (LM),
- Tensile test was carried out basing on the regimes of the PN-EN ISO 6892-1:2020 standard [36]. The experimental approach was elaborated design to follow the Docol 1200 M weld to Docol 1200 M behavior under static and fatigue loading. Therefore, the U-notched specimen was designed. It was done basing on requirements of the E 468–90 ASTM standard [37] for fatigue tests,
- Fatigue test collecting specimen designing was performed at rules of the ASTM E468-18 standard [38].
3. Results and Discussion
- quantity of cooling nozzles: 1,
- form of cooling medium: Ar or He,
- pressure of the cooling medium: 0.6−0.7 MPa,
- diameter of micro stream: 60−70 µm,
- distance of the micro-jet nozzle from the welded surface: 20 mm.
- strength of Docol 1200 M steel with the use of argon micro-jet cooling,
- strength of Docol 1200 M steel with the use of helium micro-jet cooling.
- Tensile strength and fatigue tests were performed as the main research to check the quality of the joint. It was noticed that the joints with better plastic properties were obtained when micro-jet cooling was additionally used for MAG welding. Relative elongation increased from 8% to 11% when micro-jet cooling was used (Table 4, Figure 5).
- The yield stress of the joint without micro-jet cooling was below the required value of 500 MPa, while welding with micro-jet cooling resulted in a yield stress value of 520 MPa both when helium and argon were used in micro-jet cooling. Similarly, a higher tensile strength was obtained thanks to the use of micro-jet cooling.
- Yield stress and tensile strength values were at a similar level of 750 MPa when helium or argon was used for micro-jet cooling. The joint after welding with He micro-jet cooling had slightly higher elongation (11%) in comparison with Ar micro-jet cooling (10%); therefore, helium was selected as the micro-jet gas for fatigue tests. Without micro-jet cooling, tensile strength was obtained at a lower level of 720 MPa (Table 4).
4. Summary
5. Conclusions
- the micro-jet cooling technique allows producing the weld for Docol 1200 M steel with a martensitic microstructure similar to the parent material;
- mechanical properties of the weld supported by the micro-jet cooling have expressed 50% lowering and maintaining elongation value in comparison to the steel in the as-received state;
- tensile curve of the weld with respect to the welding process used has received more regular shape, which is requested by engineers for designing and research for modeling;
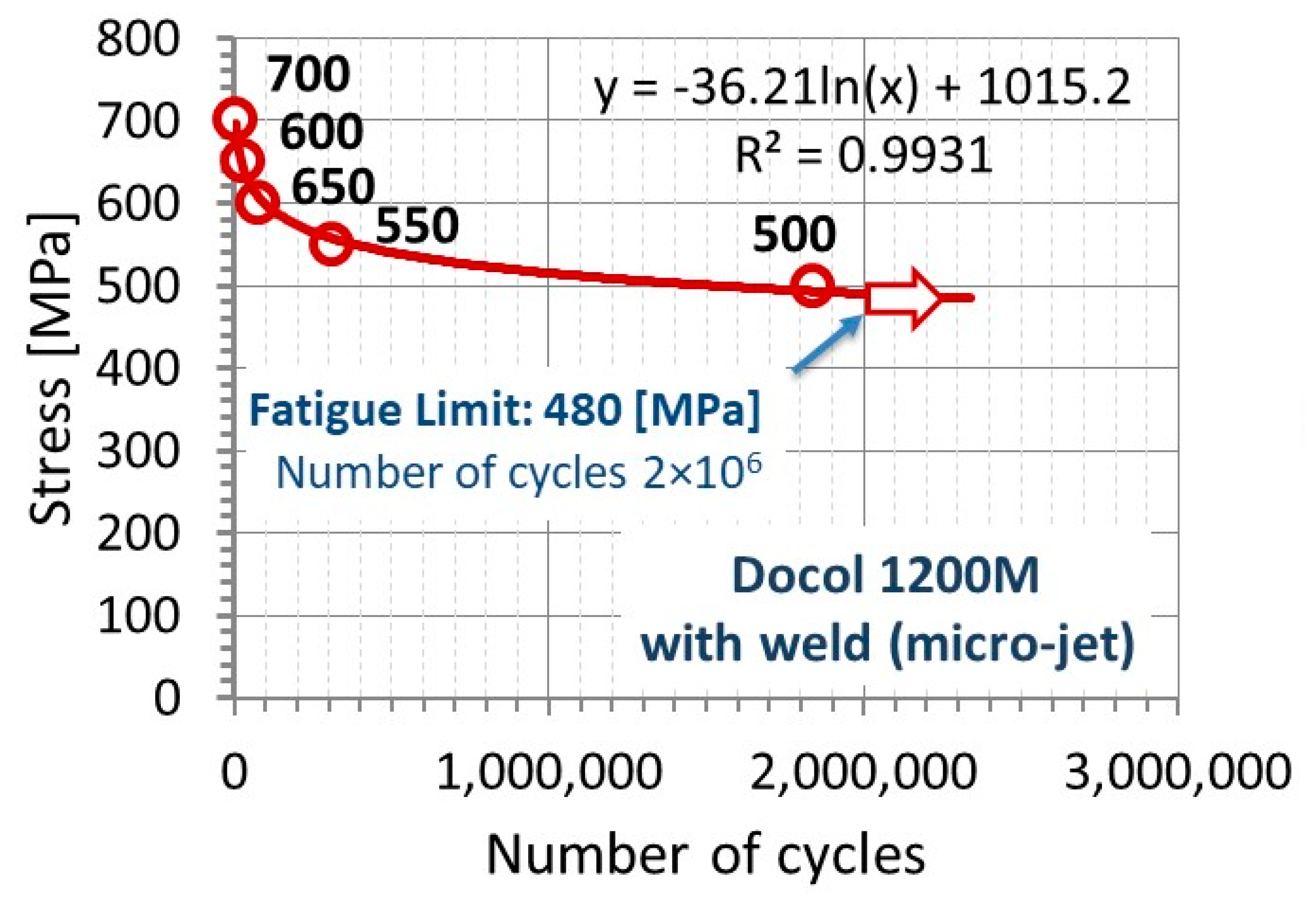
- fatigue limit of the weld tested was very beneficial because of the 480 MPa that was determined. This value can be directly employed in designing, calculations, and modeling as fundamental data for assessing the technical state of a component;
- the results have confirmed that the elaborated joining technology allows obtaining the assumed parameters of the joint with respect to high plastic properties (elongation = 10%), comparable to the parent material. Publications indicate that, so far, high and repeatable parameters of the joint have not yet been obtained without micro-jet cooling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- 5 Takeaways from IABC 2019 USA, Automotive Body Congress, Detroit, 2019, 6 pages. Available online: https://www.ssab.com/products/brands/docol/automotive-insights/2019/5-takeaways-from-iabc-2019-usa (accessed on 19 December 2019).
- Hadryś, D. Impact Load of Welds after Micro-Jet Cooling / Dynamiczne Obciążenie Spoin Chłodzonych Mikrojetowo. Arch. Met. Mater. 2015, 60, 2525–2528. [Google Scholar] [CrossRef]
- Matlock, D.K.; Speer, J.G.; de Moor, E. Recent AHSS developments for automotive applications: Processing, microstructures, and properties. In Proceedings of the Addressing key technology gaps in implementing advanced high-strength steels for automotive light weighting, Southfield, MI, USA, 9–10 February 2012. [Google Scholar]
- Szczucka-Lasota, B.; Wegrzyn, T.; Szymczak, T.; Piwnik, J.; Jurek, A.; Wilczyński, K.I. Fatigue of Docol 1200M welds to mobile platform structures. In Proceedings of the XII International Conference Transport Problems, Katowice, Poland, 1 December 2020; pp. 762–769. [Google Scholar]
- Matlock, D.K.; Speer, J.G. Processing Opportunities for New Advanced High-Strength Sheet Steels, Mater. Manuf. Process. 2010, 25, 7–13. [Google Scholar] [CrossRef]
- Speer, J.G.; Matlock, D.K.; de Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Varelis, G.E.; Papatheocharis, T.; Karamanos, S.A.; Perdikaris, P.C. Structural behavior and design of high-strength steel welded tubular connections under extreme loading. Mar. Struct. 2020, 71, 102701. [Google Scholar] [CrossRef]
- Crémona, C.; Eichler, B.; Johansson, B.; Larsson, T. Improved Assessment Methods for Static and Fatigue Resistance of Old Metallic Railway Bridges. J. Bridg. Eng. 2013, 18, 1164–1173. [Google Scholar] [CrossRef]
- Pawar, N. Automotive Advanced High Strength Steel (AHSS) Market Professional Survey Report 2019; Analytical Research Cognizance (ARCX001); GrandResearchStore: New York, NY, USA, 2019; p. 101. [Google Scholar]
- Szczucka-Lasota, B.; Uscilowska, A.; Wegrzyn, T.; Stanik, Z.; Piwnik, J. Implementation of the method of fundamental solutions for the correction of parameters of the thermal HM spraying process. Comput. Math. Appl. Eng. 2018, 98, 17–26. [Google Scholar] [CrossRef]
- Darabi, J. Development of a chip-integrated micro cooling device. Microelectron. J. 2003, 34, 1067–1074. [Google Scholar] [CrossRef]
- Hashimoto, F.; Lahoti, G. Optimization of Set-up Conditions for Stability of The Centerless Grinding Process. CIRP Ann. 2004, 53, 271–274. [Google Scholar] [CrossRef]
- Muszynski, T.; Mikielewicz, D. Structural optimization of microjet array cooling system. Appl. Therm. Eng. 2017, 123, 103–110. [Google Scholar] [CrossRef]
- Barsukov, V.V.; Tarasiuk, V.; Shapovalov, V.M.; Krupicz, B. Express evaluation method of internal friction parameters in molding material briquettes. J. Frict. Wear 2017, 38, 71–76. [Google Scholar] [CrossRef]
- Bleck, W.; Larour, P.; Baeumer, A. High strain tensile testing of modern car body steels. Mater. Forum 2005, 29, 21–28. [Google Scholar]
- Wegrzyn, T.; Szczucka-Lasota, B.; Uscilowska, A.; Stanik, Z.; Piwnik, J. Validation of parameters selection of welding with micro-jet cooling by using method of fundamental solutions. Eng. Anal. Bound. Elem. 2019, 98, 17–26. [Google Scholar] [CrossRef]
- Prijanovič, U.; Tonkovič, M.P.; Trdan, U.; Pleterski, M.; Jezeršek, M.; Klobčar, D. Remote fibre laser welding of advanced high strength martensitic steel. Metals 2020, 10, 533. [Google Scholar] [CrossRef]
- Lahtinen, T.; Vilaça, P.; Peura, P.; Mehtonen, S. MAG Welding Tests of Modern High Strength Steels with Minimum Yield Strength of 700 MPa. Appl. Sci. 2019, 9, 1031. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Haras, J. The influence of welding heat input on the quality and properties of high strength low-alloy dis-similar steel butt joints. Weld. Tech. Rev. 2020, 92, 15–23. [Google Scholar] [CrossRef]
- Mert, T.; Tümer, M.; Kerimak, Z.M. Investigations on Mechanical Strength and Microstructure of Multi-Pass Welded S690QL HSLA Steel Using MAG and FCAW. Pr. Met. 2019, 56, 634–654. [Google Scholar] [CrossRef]
- Szymczak, T.; Makowska, K.; Kowalewski, Z.L. Influence of the Welding Process on the Mechanical Characteristics and Fracture of the S700MC High Strength Steel under Various Types of Loading. Materials 2020, 13, 5249. [Google Scholar] [CrossRef] [PubMed]
- Totten, G.; Howes, M.; Inoue, T. Handbook of Residual Stress and Deformation of Steel; ASM International: Ohio, OH, USA, 2002; p. 499. [Google Scholar]
- Sága, M.; Blatnická, M.; Blatnický, M.; Dižo, J.; Gerlici, J. Research of the Fatigue Life of Welded Joints of High Strength Steel S960 QL Created Using Laser and Electron Beams. Materials 2020, 13, 2539. [Google Scholar] [CrossRef] [PubMed]
- Yi, H.L.; Bhadeshia, K.H. Stabilisation of ferrite in hot rolled δ-TRIP steel. Mater. Sci. Technol. 2011, 27, 525–529. [Google Scholar] [CrossRef]
- Porter, D.A. Weldable high-strength steels: Challenges and engineering applications. In Proceedings of the IIW International Conference High-Strength Materials-Challenges and Applications, Helsinki, Finland, 2–3 July 2015. [Google Scholar]
- Ma, J.-L.; Chan, T.-M.; Young, B. Tests on high-strength steel hollow sections: A review. Proc. Inst. Civ. Eng. Struct. Build. 2017, 170, 621–630. [Google Scholar] [CrossRef]
- Günther, H.-P.; Hildebrand, J.; Rasche, C.; Versch, C.; Wudtke, I.; Kuhlmann, U.; Vormwald, M.; Werner, F. Welded connections of high-strength steels for the building industry. Riv. Ital. Della Saldatura 2014, 66, 1055–1087. [Google Scholar] [CrossRef]
- LaCalle, R.; Alvarez, J.A.; Ferreño, D.; Portilla, J.; Ruiz, E.; Arroyo, B.; Gutiérrez-Solana, F. Influence of the Flame Straightening Process on Microstructural, Mechanical and Fracture Properties of S235 JR, S460 ML and S690 QL Structural Steels. Exp. Mech. 2013, 53, 893–909. [Google Scholar] [CrossRef]
- DOCOL the Automotive Steel. In The Most Sustainable Solution: Setting the New Standard for the Automotive Industry; SSAB: Borlänge, Sweden, 2019.
- Goritskii, V.M.; Shneiderov, G.R.; Guseva, I.A. Effect of Chemical Composition and Structure on Mechanical Properties of High-Strength Welding Steels. Metals 2019, 63, 21–32. [Google Scholar] [CrossRef]
- Chatterjee, S.; Murugananth, M.; Bhadeshia, H.K.D.H. δ-TRIP Steel. Mater. Sci. Technol. 2007, 23, 819–827. [Google Scholar] [CrossRef]
- Mansouri, D.; Sendur, P.; Yapici, G.G. Fatigue characteristics of continuous welded rails and the effect of residual stress on fatigue-ratchetting interaction. Mech. Adv. Mater. Struct. 2018, 27, 473–480. [Google Scholar] [CrossRef]
- Cheng, X. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Destructive Tests on Welds in Metallic Materials—Hardness Testing—Part. 1—Hardness Test on Arc Welded Joints; PN-EN ISO 9015-1:2011; Polish Committee of Standardization: Warsaw, Poland, 2011.
- Metallic Materials—Vickers Hardness Test—Part. 1: Test. Method; PN-EN ISO 6507-1:2018; Polish Committee of Standardization: Warsaw, Poland, 2018.
- Metallic Materials—Tensile Testing—Method of Test at Room Temperature; PN-EN ISO 6892-1:2020; Polish Committee of Standardization: Warsaw, Poland, 2020.
- Standard Practice for Presentation of Constant Amplitude Fatigue Test. Results for Metallic Materials; ASTM E468-90; ASTM International: West Conshohocken, PA, USA, 2004.
- Standard Practice for Presentation of Constant Amplitude Fatigue Test. Results for Metallic Materials; ASTM E468-18; ASTM International: West Conshohocken, PA, USA, 2018.
- Celin, R.; Burja, J. Effect of cooling rates on the weld heat affected zone coarse grain microstructure. Met. Mater. Eng. 2018, 24, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Jaewson, L.; Kamran, A.; Jwo, P. Modeling of failure mode of laser welds in lap-shear specimens of HSLA steel sheets. Eng. Fract. Mech. 2011, 1, 347–396. [Google Scholar]
- Costanza, G.; Sili, A.; Tata, M.E. Weldability of austenitic stainless steel by metal arc welding with different shielding gas. Procedia Struct. Integr. 2016, 2, 3508–3514. [Google Scholar] [CrossRef] [Green Version]
- Stephens, R.I.; Fatemi, A.; Stephens, R.R.; Fuchs, H.O. Metal. Fatigue in Engineering; Wiley Interscience: New York, NY, USA, 2001; p. 496. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Order of Layers | Method of Welding | Diameter of Wire (mm) | Current (A) | Voltage (V) | Polarization | Welding Speed (mm/min) | Energy (kJ/cm) |
|---|---|---|---|---|---|---|---|
| 1 | MAG | 1.0 | 109 | 19 | DC “+” | 350 | 3.3 |
| Micro-Jet Stream Diameter (μm) | Micro-Jet Stream Pressure (MPa) | Gap (mm) | Micro-Jet Gas | Symbol of Sample | Observation |
|---|---|---|---|---|---|
| without | without | 1 | without | S1o | Cracks in the weld |
| 60 | 0.6 | 1 | Ar or He | S1a | Cracks in the weld |
| 60 | 0.7 | 1 | Ar or He | S1b | Cracks in the weld |
| 70 | 0.6 | 1 | Ar or He | S1c | Cracks in the weld |
| 70 | 0.7 | 1 | Ar or He | S1d | Cracks in the weld |
| without | without | 1.5 | Ar or He | S1.5o | Cracks in the weld |
| 60 | 0.6 | 1.5 | Ar or He | S1.5a | No cracks |
| 60 | 0.7 | 1.5 | Ar or He | S1.5b | No cracks |
| 70 | 0.6 | 1.5 | Ar or He | S1.5c | No cracks |
| 70 | 0.7 | 1.5 | Ar | S1.5d | Cracks in the weld |
| 70 | 0.7 | 1.5 | He | S1.5e | No cracks |
| without | without | 2 | without | S2o | Cracks in the weld |
| 60 | 0.6 | 2 | Ar | S2a | Cracks in the weld |
| 60 | 0.6 | 2 | He | S2b | No cracks |
| 60 | 0.7 | 2 | Ar or He | S2c | Cracks in the weld |
| 70 | 0.6 | 2 | Ar or He | S2d | Cracks in the weld |
| 70 | 0.7 | 2 | Ar or He | S2e | Cracks in the weld |
| Micro-Jet Stream Diameter (µm) | Micro-Jet Stream Pressure (MPa) | Micro-Jet Gas | Parent Material HV (MPa) | HAZ HV (MPa) | Weld HV (MPa) |
|---|---|---|---|---|---|
| 60 | 0.6 | Ar | 335 | 359 | 341 |
| 60 | 0.7 | Ar | 336 | 352 | 343 |
| 60 | 0.6 | Ar | 334 | 351 | 341 |
| Average value of HV | 335 | 354 | 342 | ||
| Standard deviation of HV | ±0.8 | ±3.6 | ±0.9 | ||
| 60 | 0.7 | He | 333 | 350 | 340 |
| 70 | 0.6 | He | 335 | 349 | 341 |
| 60 | 0.6 | He | 334 | 347 | 339 |
| Average value of HV | 334 | 349 | 340 | ||
| Standard deviation of HV | ±0.8 | ±1.2 | ±0.8 | ||
| without | without | without | 334 | 365 | 351 |
| Micro-Jet Gas | Yield Stress, YS (MPa) | Ultimate Tensile Strength, UTS, (MPa) | A5min (%) |
|---|---|---|---|
| without | 495 ± 8 | 723 ± 10 | 8 |
| Ar | 521 ± 12 | 751 ± 14 | 10 11 |
| He | 534 ± 10 | 762 ± 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szczucka-Lasota, B.; Węgrzyn, T.; Szymczak, T.; Jurek, A. High Martensitic Steel after Welding with Micro-Jet Cooling in Microstructural and Mechanical Investigations. Materials 2021, 14, 936. https://doi.org/10.3390/ma14040936
Szczucka-Lasota B, Węgrzyn T, Szymczak T, Jurek A. High Martensitic Steel after Welding with Micro-Jet Cooling in Microstructural and Mechanical Investigations. Materials. 2021; 14(4):936. https://doi.org/10.3390/ma14040936
Chicago/Turabian StyleSzczucka-Lasota, Bożena, Tomasz Węgrzyn, Tadeusz Szymczak, and Adam Jurek. 2021. "High Martensitic Steel after Welding with Micro-Jet Cooling in Microstructural and Mechanical Investigations" Materials 14, no. 4: 936. https://doi.org/10.3390/ma14040936
APA StyleSzczucka-Lasota, B., Węgrzyn, T., Szymczak, T., & Jurek, A. (2021). High Martensitic Steel after Welding with Micro-Jet Cooling in Microstructural and Mechanical Investigations. Materials, 14(4), 936. https://doi.org/10.3390/ma14040936