
Effects of Boron Content on the Microstructure and Impact Toughness of 12Cr1MoVR Low-Alloy Heat-Resistant Steel Weld Metals

 ,
,
Abstract
1. Introduction
2. Materials and Procedure
3. Experimental Results and Discussion
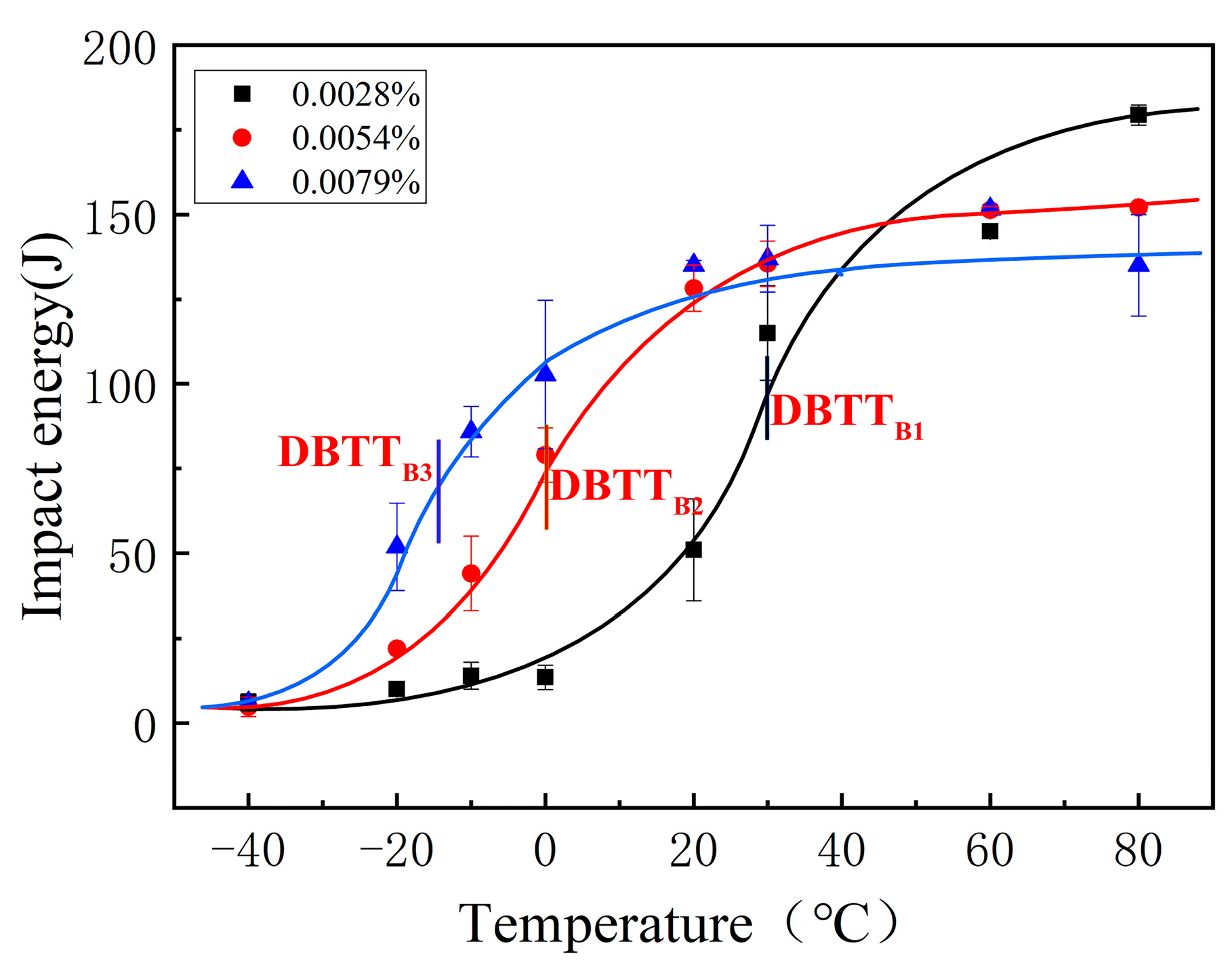
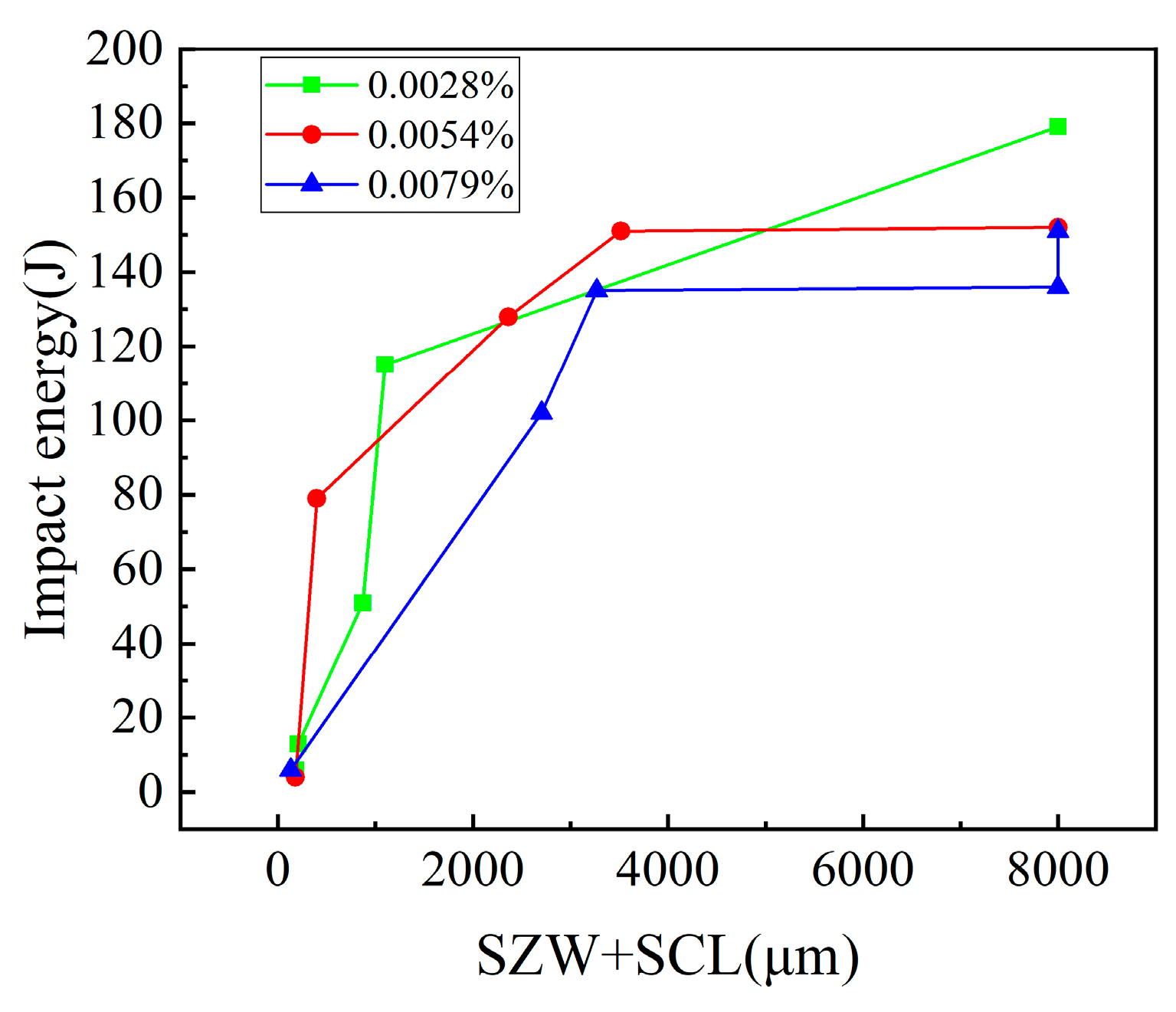
3.1. Effects of B Content on the Impact Toughness
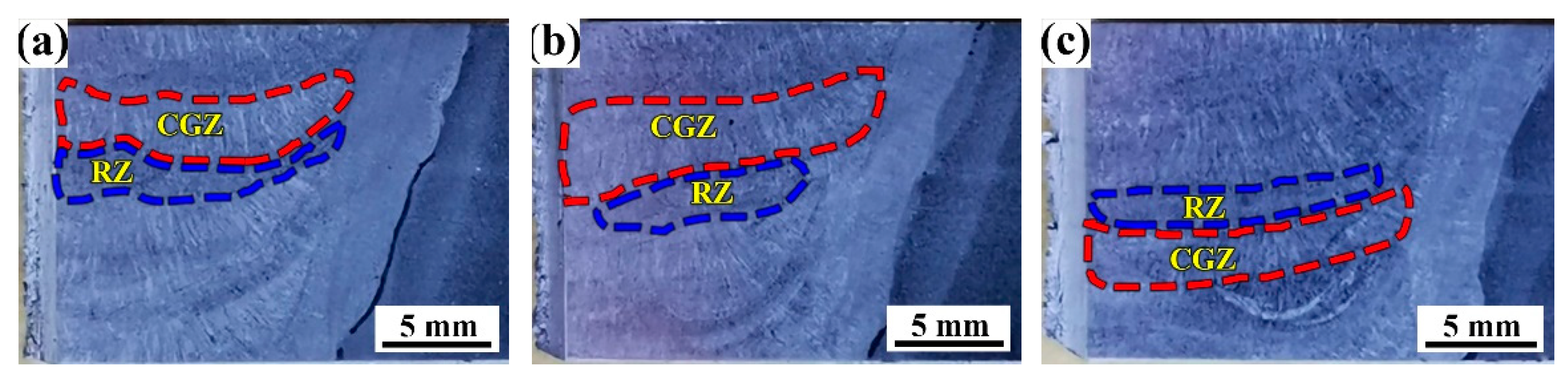
3.2. Effects of B Content on the Microstructure and the Prior Austenite Grain Size
3.3. Effects of B Content on Hardness
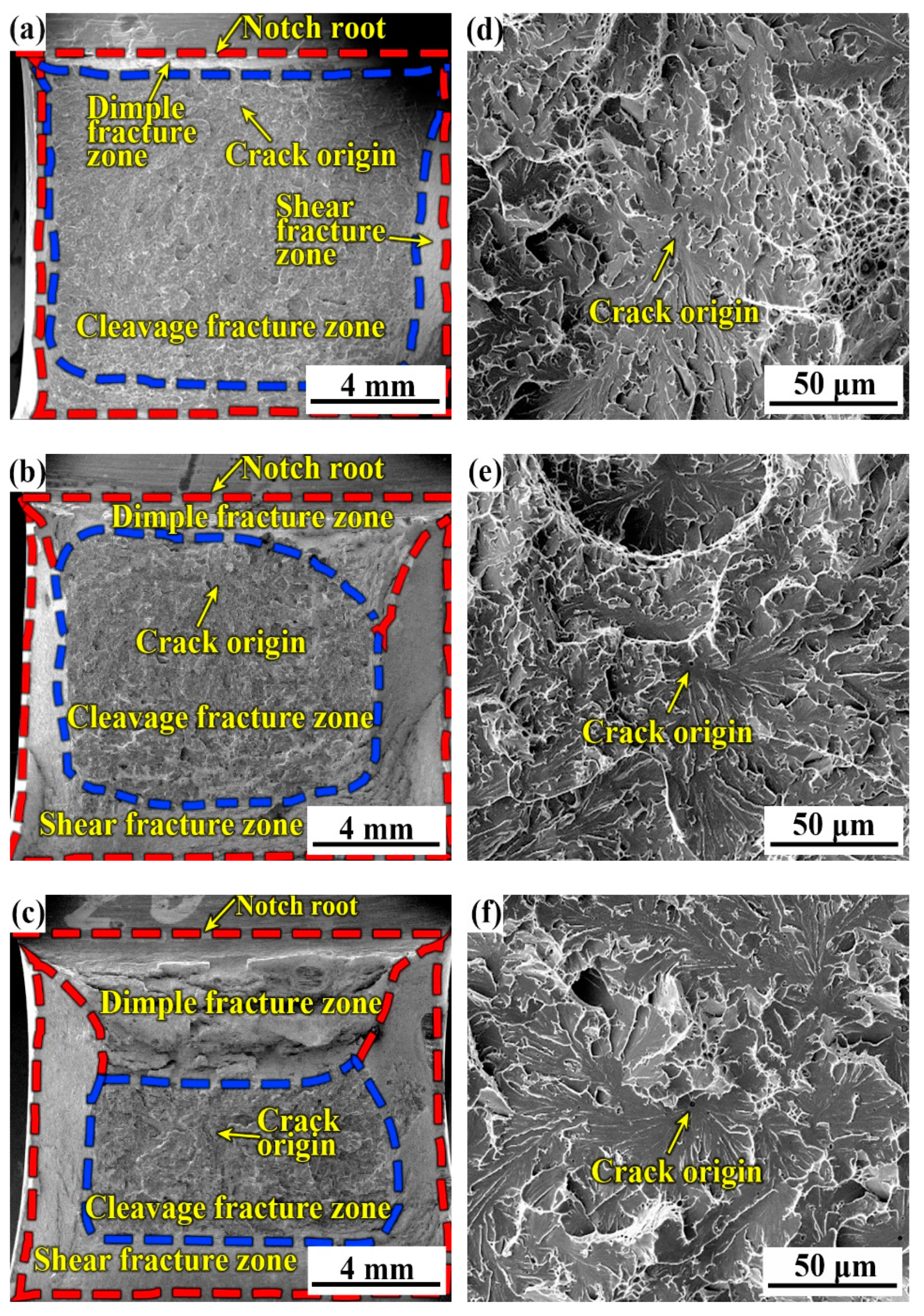
3.4. Effects of B Content on Impact Fracture Surface
3.5. Effects of B Content on the Inclusions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Andrén, H.O.; Cai, G.; Svensson, L.E. Microstructure of heat resistant chromium steel weld metals. Appl. Surf. Sci. 1995, 87, 200–206. [Google Scholar] [CrossRef]
- Li, J.; Zhang, C.; Jiang, B.; Zhou, L.; Liu, Y. Effect of large-size M23C6-type carbides on the low-temperature toughness of martensitic heat-resistant steels. J. Alloy. Compd. 2016, 685, 248–257. [Google Scholar] [CrossRef]
- Surian, E.; Trotti, J.; Cassanelli, A.; De Vedia, L. Influence of chromium on the mechanical properties and microstructure of weld metal from a high-strength SMA electrode. Weld. J. 1994, 73, 45–53. [Google Scholar]
- Jorge, J.; Souza, L.; Rebello, J. The effect of chromium on the microstructure/toughness relationship of C–Mn weld metal deposits. Mater. Charact. 2001, 47, 195–205. [Google Scholar] [CrossRef]
- Miyamoto, G.; Yokoyama, K.; Furuhara, T. Quantitative analysis of Mo solute drag effect on ferrite and bainite transfor-mations in Fe-0.4C-0.5Mo alloy. Acta Mater. 2019, 177, 187–197. [Google Scholar] [CrossRef]
- Ledermueller, C.; Pratiwi, H.I.; Webster, R.F.; Eizadjou, M.; Ringer, S.P.; Primig, S. Microalloying effects of Mo versus Cr in HSLA steels with ul-trafine-grained ferrite microstructures. Mater. Des. 2019, 185, 108278. [Google Scholar] [CrossRef]
- Bhole, S.; Nemade, J.; Collins, L.; Liu, C. Effect of nickel and molybdenum additions on weld metal toughness in a submerged arc welded HSLA line-pipe steel. J. Mater. Process. Technol. 2006, 173, 92–100. [Google Scholar] [CrossRef]
- Zhao, F.; Jiang, B.; Xie, J.; Liu, Y. The optimized microstructure and properties of a V-Ti microalloyed forging steel by boron addition. Mater. Lett. 2019, 236, 440–443. [Google Scholar] [CrossRef]
- Zhu, S.; Du, X.M.; Wu, G.H. Effect of boron on the structure and mechanical properties of the deposited metal of YCJ110K3 welding wire. J. Weld. Technol. 2018, 47, 82–84. [Google Scholar]
- Hu, J.; Du, L.; Wang, J. Effect of V on intragranular ferrite nucleation of high Ti bearing steel. Scr. Mater. 2013, 68, 953–956. [Google Scholar] [CrossRef]
- Rodríguez-Galeano, K.F.; Rodríguez-Baracaldo, R.; Mestra-Rodríguez, A.; Cabrera-Marrero, J.M.; Olaya-Florez, J.J. Influence of boron content on the fracture toughness and fatigue crack propagation kinetics of bainitic steels. Theor. Appl. Fract. Mech. 2016, 86, 351–360. [Google Scholar] [CrossRef]
- Klimenkov, M.; Materna-Morris, E.; Möslang, A. Boron effect on the microstructure of 9% Cr ferritic–martensitic steels. J. Nucl. Mater. 2015, 462, 280–288. [Google Scholar] [CrossRef]
- Astini, V.; Prasetyo, Y.; Baek, E.R. Effect of boron addition on the microstructure and mechanical properties of 6.5% V-5% W high speed steel. Met. Mater. Int. 2012, 18, 923–931. [Google Scholar] [CrossRef]
- Zhu, K.; Oberbillig, C.; Musik, C.; Loison, D.; Iung, T. Effect of B and B+Nb on the bainitic transformation in low carbon steels. Mater. Sci. Eng. A 2011, 528, 4222–4231. [Google Scholar] [CrossRef]
- Shi, Z.; Wang, J.; Chai, X.; Wang, S.; Chen, G.; Wang, R. Effect of boron on intragranular ferrite nucleation mechanism in coarse grain heat-affected zone of high-nitrogen steel. Mater. Lett. 2020, 258, 126819. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, F.; Li, C.; He, Y. Dissolution and precipitation behaviors of boron bearing phase and their effects on hardenability and toughness of 25CrMoNbB steel. Mater. Sci. Eng. A 2017, 701, 45–55. [Google Scholar] [CrossRef]
- Sun, J.; Zhu, H.; Wang, W.; Duan, Y. Effect of boron segregation on the surface crack of low carbon boron-bearing steel. Results Phys. 2019, 13, 102153. [Google Scholar] [CrossRef]
- Liu, W.-J.; Li, J.; Shi, C.-B.; Wang, C.-M. Effect of Micro-alloying Element Boron on the Strengthening of High-Strength Steel Q690D. Met. Microstruct. Anal. 2015, 4, 102–108. [Google Scholar] [CrossRef]
- Liu, X.; Shi, Q.; Xu, M.; Kang, J.; Webb, S. Mechanisms of Ti and B on improving weld metal toughness of a Nb-alloyed steel. Mater. Sci. Eng. A 2020, 788, 139535. [Google Scholar] [CrossRef]
- Lee, H.W.; Kim, Y.H.; Lee, S.H.; Lee, K.H.; Park, J.U.; Sung, J.H. Effect of boron contents on weldability in high strength steel. J. Mech. Sci. Technol. 2007, 21, 771–777. [Google Scholar] [CrossRef]
- Kim, S.; Kang, Y.; Lee, C. Effect of thermal and thermo-mechanical cycling on the boron segregation behavior in the coarse-grained heat-affected zone of low-alloy steel. Mater. Charact. 2016, 116, 65–75. [Google Scholar] [CrossRef]
- Da Rosa, G.; Maugis, P.; Portavoce, A.; Drillet, J.; Valle, N.; Lentzen, E.; Hoummada, K. Grain-boundary segregation of boron in high-strength steel studied by nano-SIMS and atom probe tomography. Acta Mater. 2020, 182, 226–234. [Google Scholar] [CrossRef]
- Impact Test Methods on Welded Joints, GB/T 2650-2008 Criterion, (ISO 9016:2001)1-16. Available online: https://www.iso.org/standard/32825.html (accessed on 15 February 2021).
- Shigesato, G.; Fujishiro, T.; Hara, T. Boron segregation to austenite grain boundary in low alloy steel measured by aberration corrected STEM–EELS. Mater. Sci. Eng. A 2012, 556, 358–365. [Google Scholar] [CrossRef]
- Mun, D.J.; Shin, E.J.; Cho, K.C.; Lee, J.S.; Koo, Y.M. Cooling Rate Dependence of Boron Distribution in Low Carbon Steel. Met. Mater. Trans. A 2011, 43, 1639–1648. [Google Scholar] [CrossRef]
- Chen, J.; Cao, R. Micromechanism of Cleavage Fracture of Metals: A Comprehensive Microphysical Model for Cleavage Cracking in Metals; Butterworth-Heinemann: Waltham, MA, USA, 2014. [Google Scholar]
- Niu, Y.; Jia, S.; Liu, Q.; Tong, S.; Li, B.; Ren, Y.; Wang, B. Influence of Effective Grain Size on Low Temperature Toughness of High-Strength Pipeline Steel. Materials 2019, 12, 3672. [Google Scholar] [CrossRef]
- Duan, Q.; Fu, B.; Pan, H.; Yan, J. Influence of Inclusion Morphology on Impact Fracture Behavior in High-Strength Pipeline Steel. Trans. Indian Inst. Met. 2020, 73, 1899–1907. [Google Scholar] [CrossRef]
- Marteleur, M.; Leclerc, J.; Colla, M.-S.; Nguyen, V.-D.; Noels, L.; Pardoen, T. Ductile fracture of high strength steels with morphological anisotropy, Part I: Characterization, testing, and void nucleation law. Eng. Fract. Mech. 2021, 244, 107569. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Cr | Mo | V | Others |
|---|---|---|---|---|---|---|---|
| 12Cr1MoVR | 0.1 | 0.3 | 0.7 | 0.90 | 0.35 | 0.15 | 0.5 |
| Types/Elements | C | Mn | Si | Cr | Mo | V | B | Others |
|---|---|---|---|---|---|---|---|---|
| B1 | 0.045 | 0.98 | 0.30 | 0.90 | 0.42 | 0.15 | 0.0028 | 0.40 |
| B2 | 0.041 | 1.07 | 0.32 | 0.94 | 0.42 | 0.15 | 0.0054 | 0.43 |
| B3 | 0.041 | 1.04 | 0.33 | 0.89 | 0.41 | 0.15 | 0.0079 | 0.54 |
| Temperature/Elements | Fe | O | Mn | Ti | Al | Si |
|---|---|---|---|---|---|---|
| −40 °C | 40.8 | 34.9 | 7.2 | 7.6 | 4.5 | 5.0 |
| 0 °C | 77.4 | 13.8 | 0.8 | 6.4 | 1.0 | 0.6 |
| Temperature/Elements | Fe | O | Mn | Ti | Al | Si |
|---|---|---|---|---|---|---|
| −40 °C | 45.4 | 36.1 | 16.4 | 10.7 | 3.6 | 2.8 |
| 0 °C | 36.4 | 27.5 | 15 | 12.1 | 5.7 | 3.3 |
| Temperature/Elements | Fe | O | Mn | Ti | Al | Si |
|---|---|---|---|---|---|---|
| −40 °C | 40.5 | 37.3 | 7.4 | 8.3 | 2.4 | 4.1 |
| 0 °C | 25.5 | 43.8 | 11.6 | 14.0 | 3.8 | 1.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dou, G.; Cao, R.; Cai, C.; Han, C.; Guo, X.; Jiang, Y.; Chen, J. Effects of Boron Content on the Microstructure and Impact Toughness of 12Cr1MoVR Low-Alloy Heat-Resistant Steel Weld Metals. Materials 2021, 14, 926. https://doi.org/10.3390/ma14040926
Dou G, Cao R, Cai C, Han C, Guo X, Jiang Y, Chen J. Effects of Boron Content on the Microstructure and Impact Toughness of 12Cr1MoVR Low-Alloy Heat-Resistant Steel Weld Metals. Materials. 2021; 14(4):926. https://doi.org/10.3390/ma14040926
Chicago/Turabian StyleDou, Guishan, Rui Cao, Changliang Cai, Cheng Han, Xili Guo, Yong Jiang, and Jianhong Chen. 2021. "Effects of Boron Content on the Microstructure and Impact Toughness of 12Cr1MoVR Low-Alloy Heat-Resistant Steel Weld Metals" Materials 14, no. 4: 926. https://doi.org/10.3390/ma14040926
APA StyleDou, G., Cao, R., Cai, C., Han, C., Guo, X., Jiang, Y., & Chen, J. (2021). Effects of Boron Content on the Microstructure and Impact Toughness of 12Cr1MoVR Low-Alloy Heat-Resistant Steel Weld Metals. Materials, 14(4), 926. https://doi.org/10.3390/ma14040926