
Research on Carbide Characteristics and Their Influence on the Properties of Welding Joints for 2.25Cr1Mo0.25V Steel


Abstract
1. Introduction
2. Materials and Methods
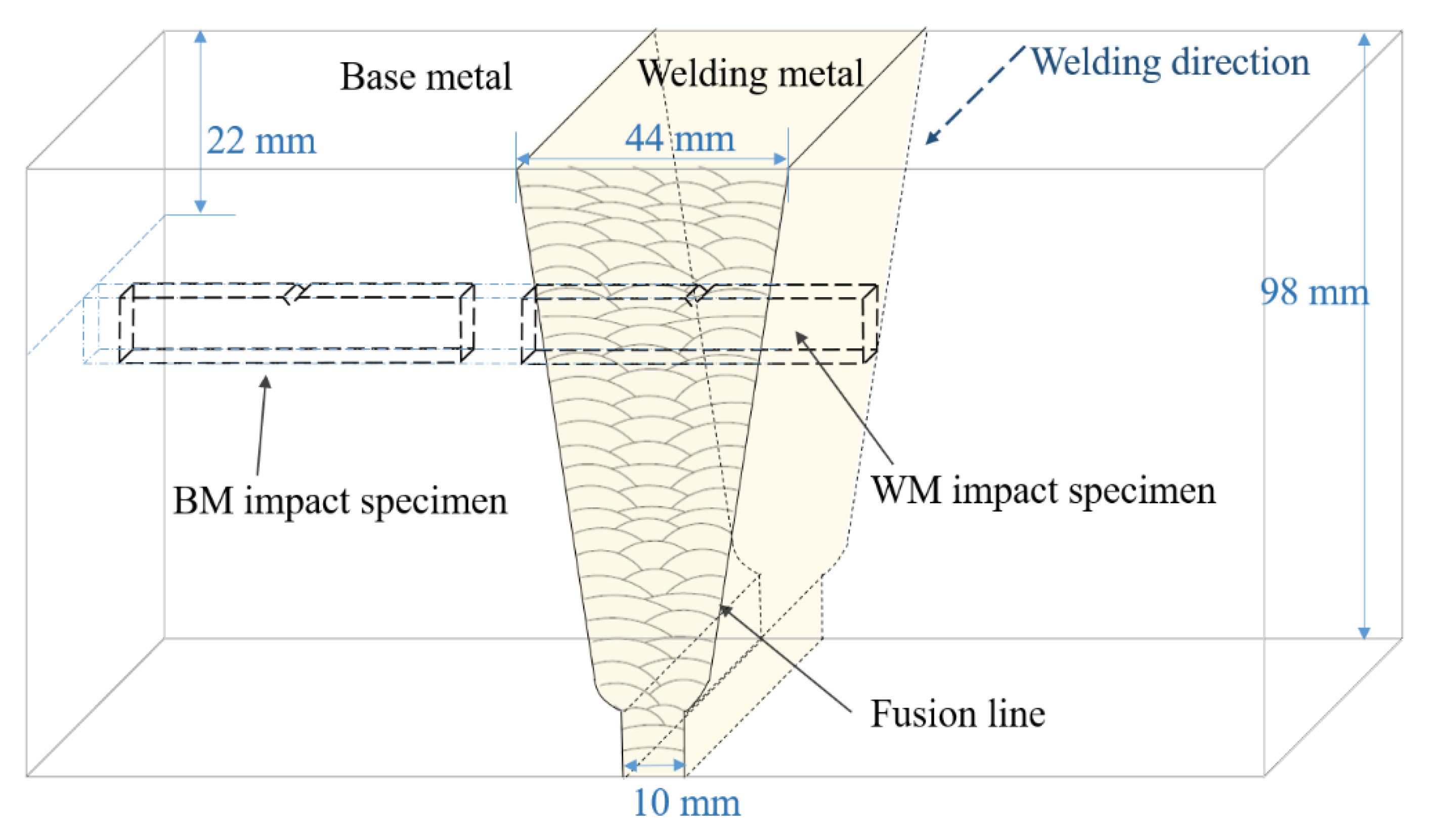
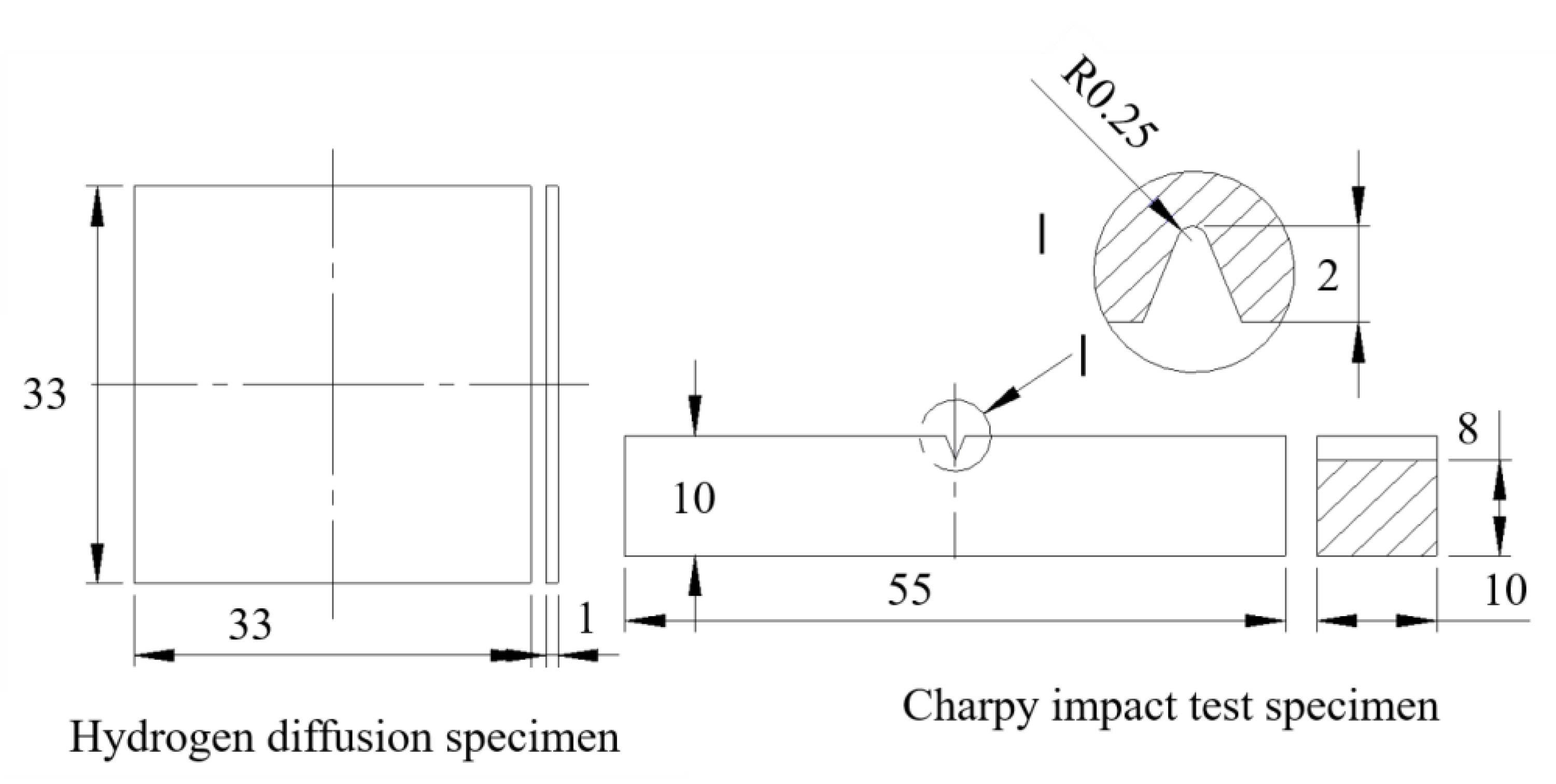
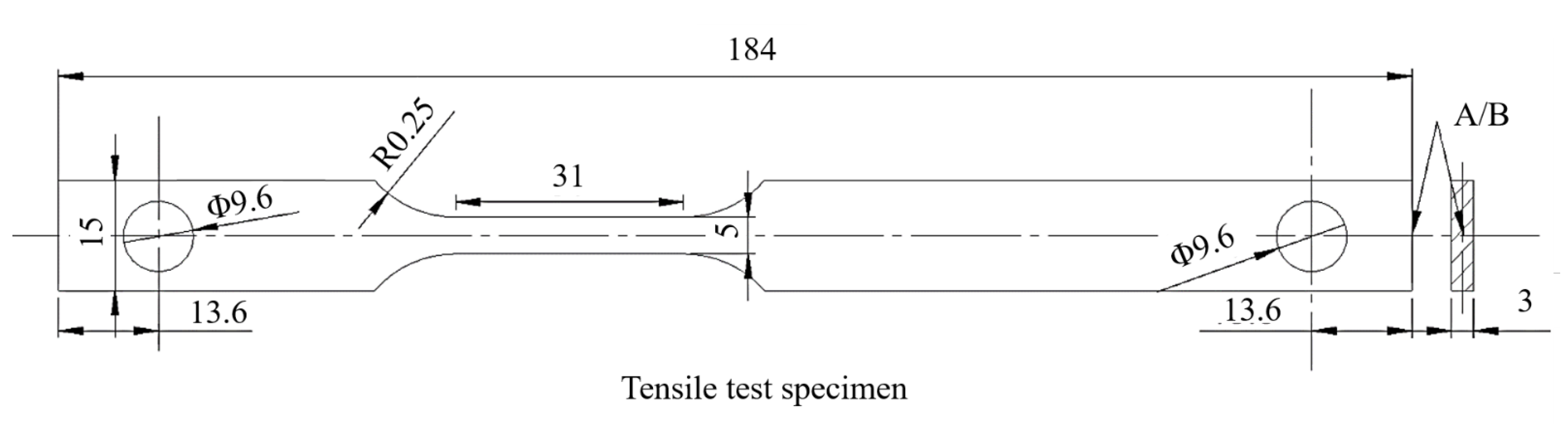
2.1. Mechanical Property Test
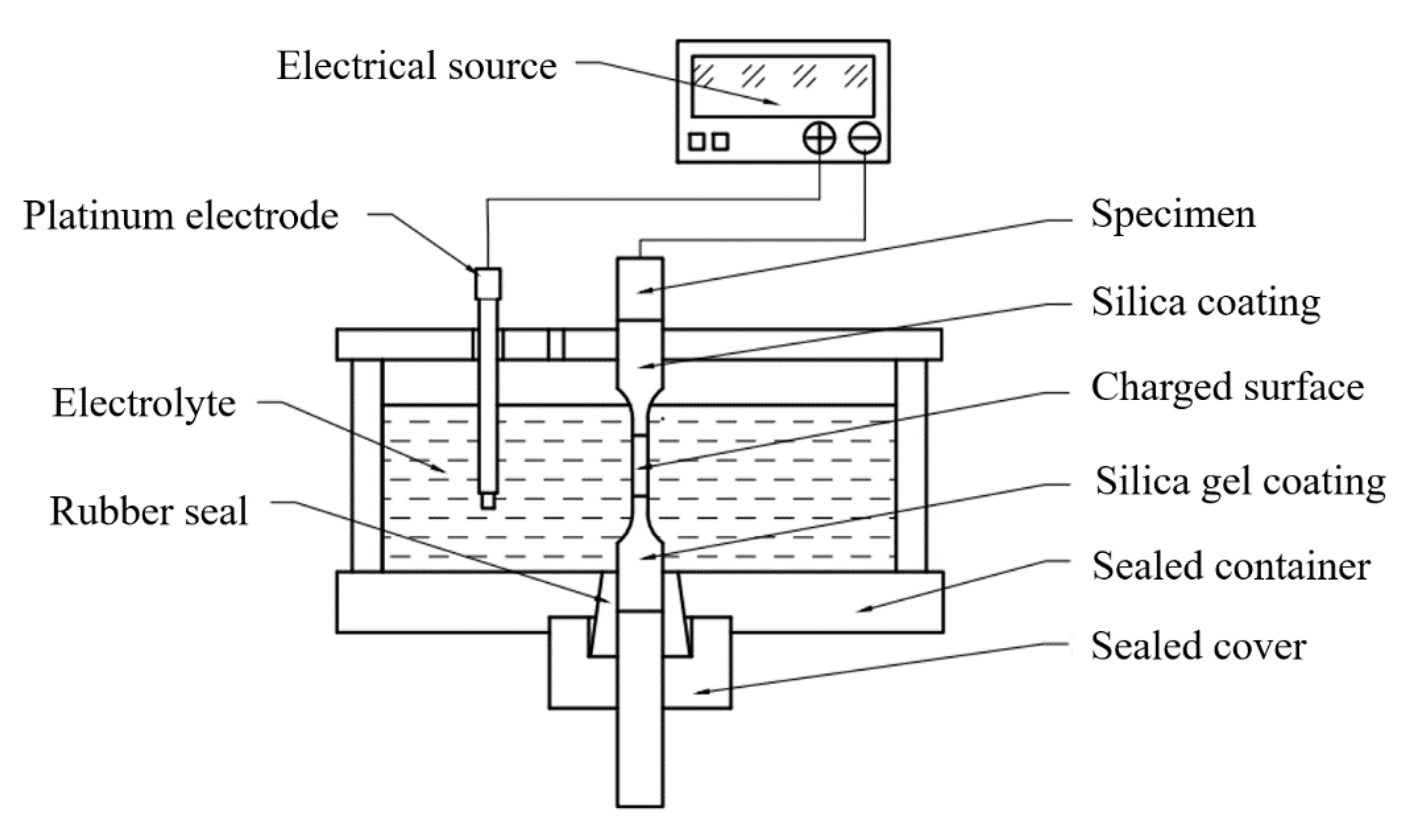
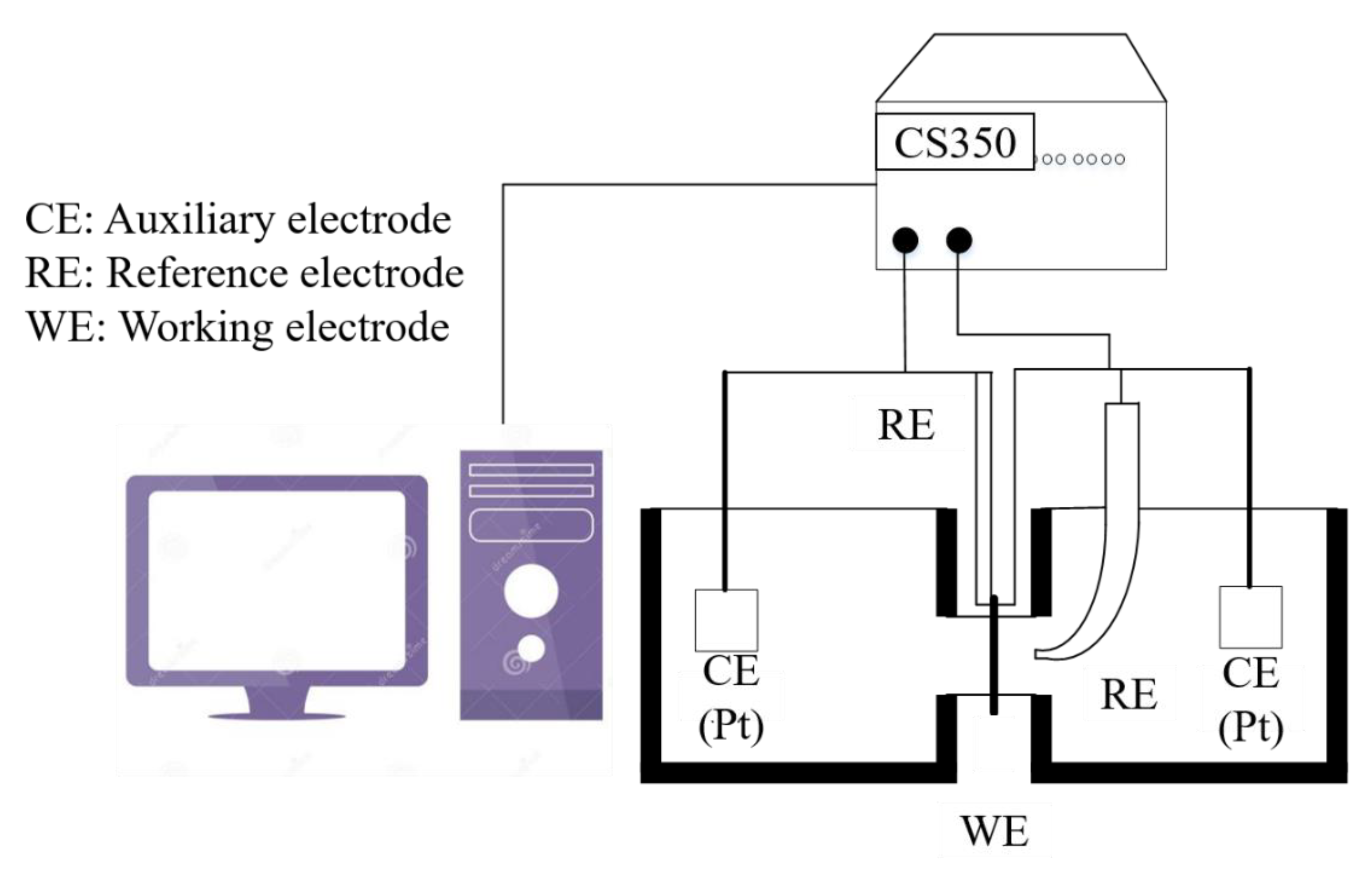
2.2. Hydrogen Electrochemical Permeation Tests
2.3. Morphology Observation
2.4. Thermodynamic Property Calculation
- The total Gibbs free energy (G) of the system reaches the minimum value.
- The chemical formula of component “i” in the system is equal.
3. Results and Discussion
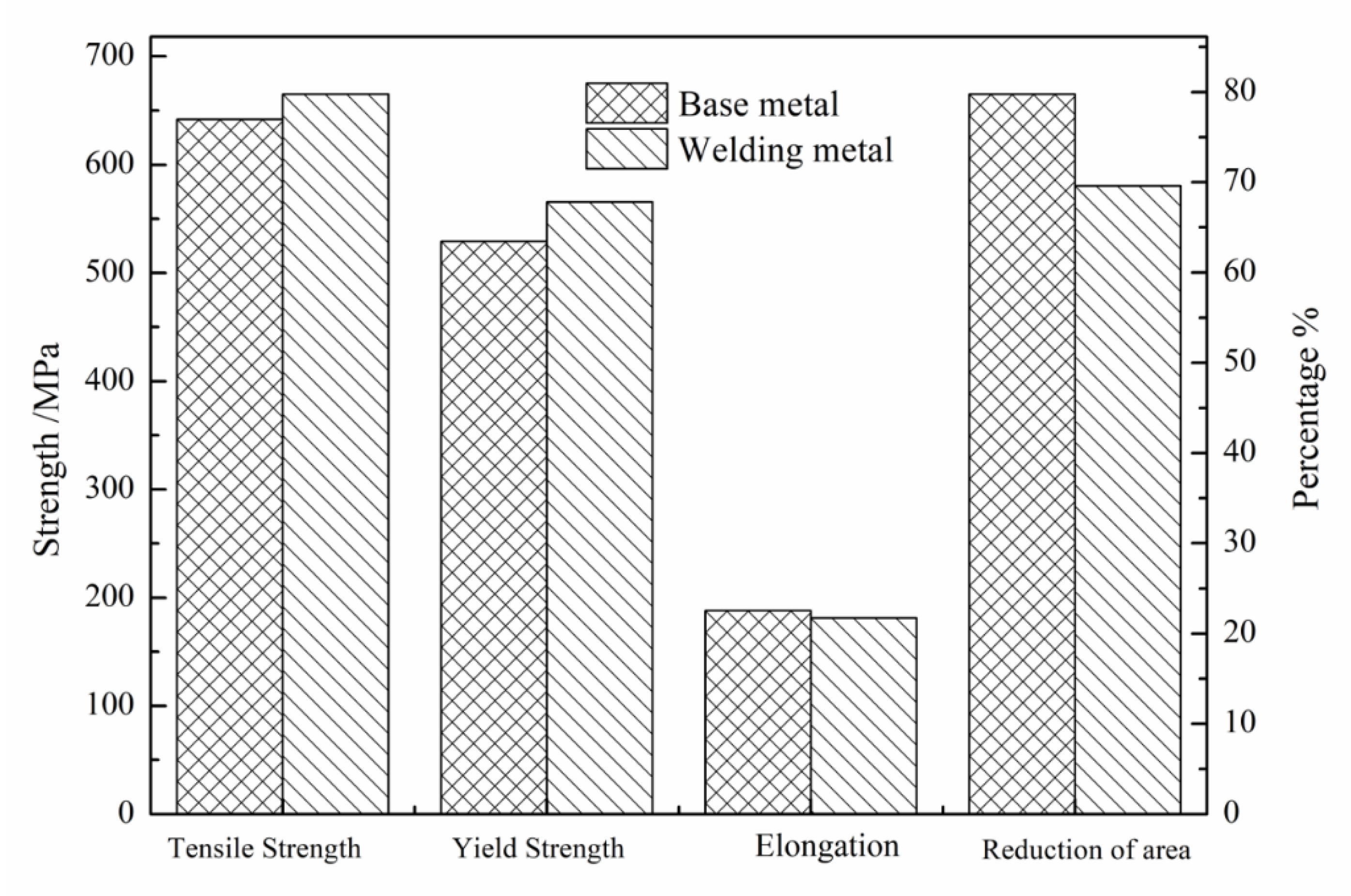
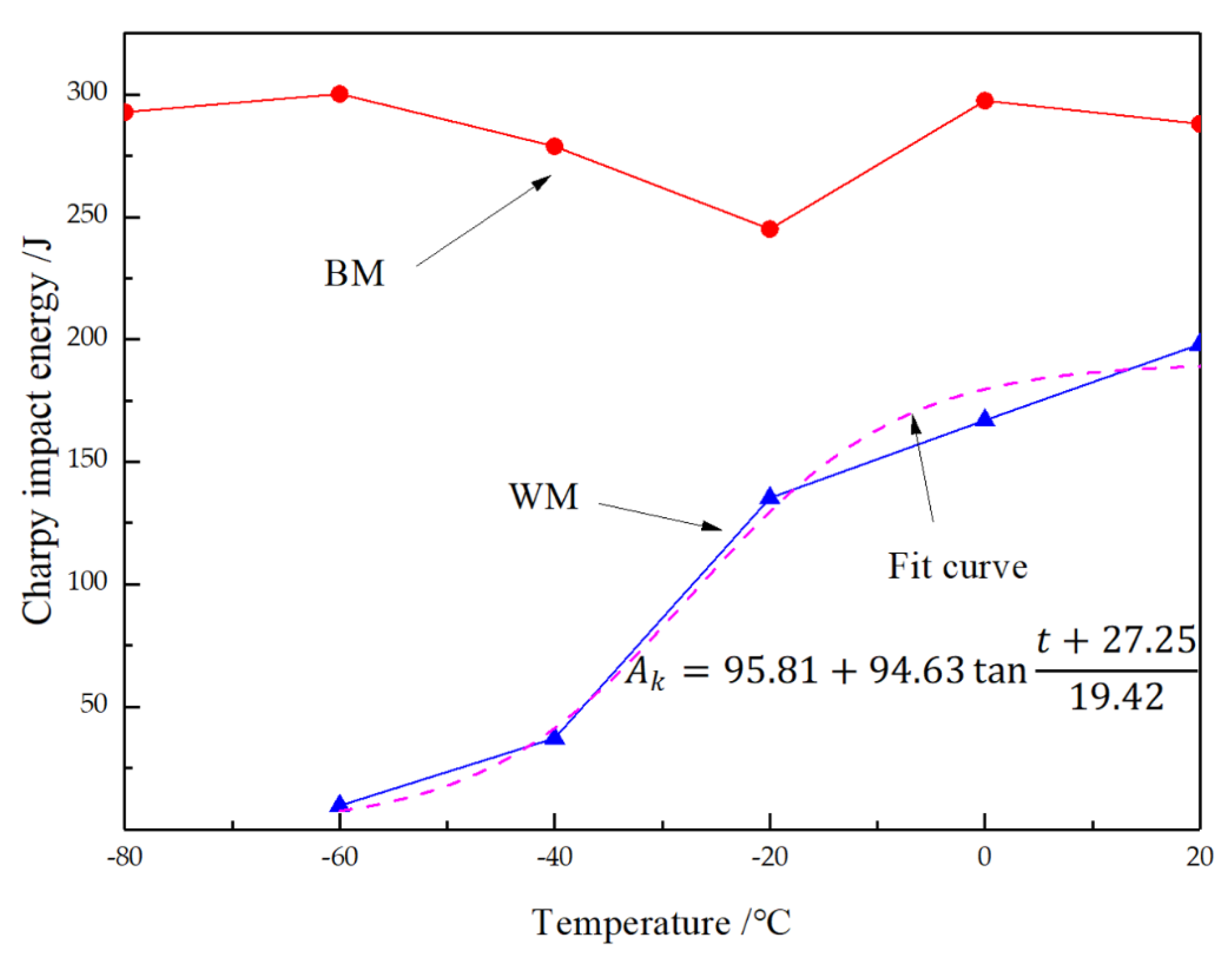
3.1. Comparison of WM and BM Mechanical Properties
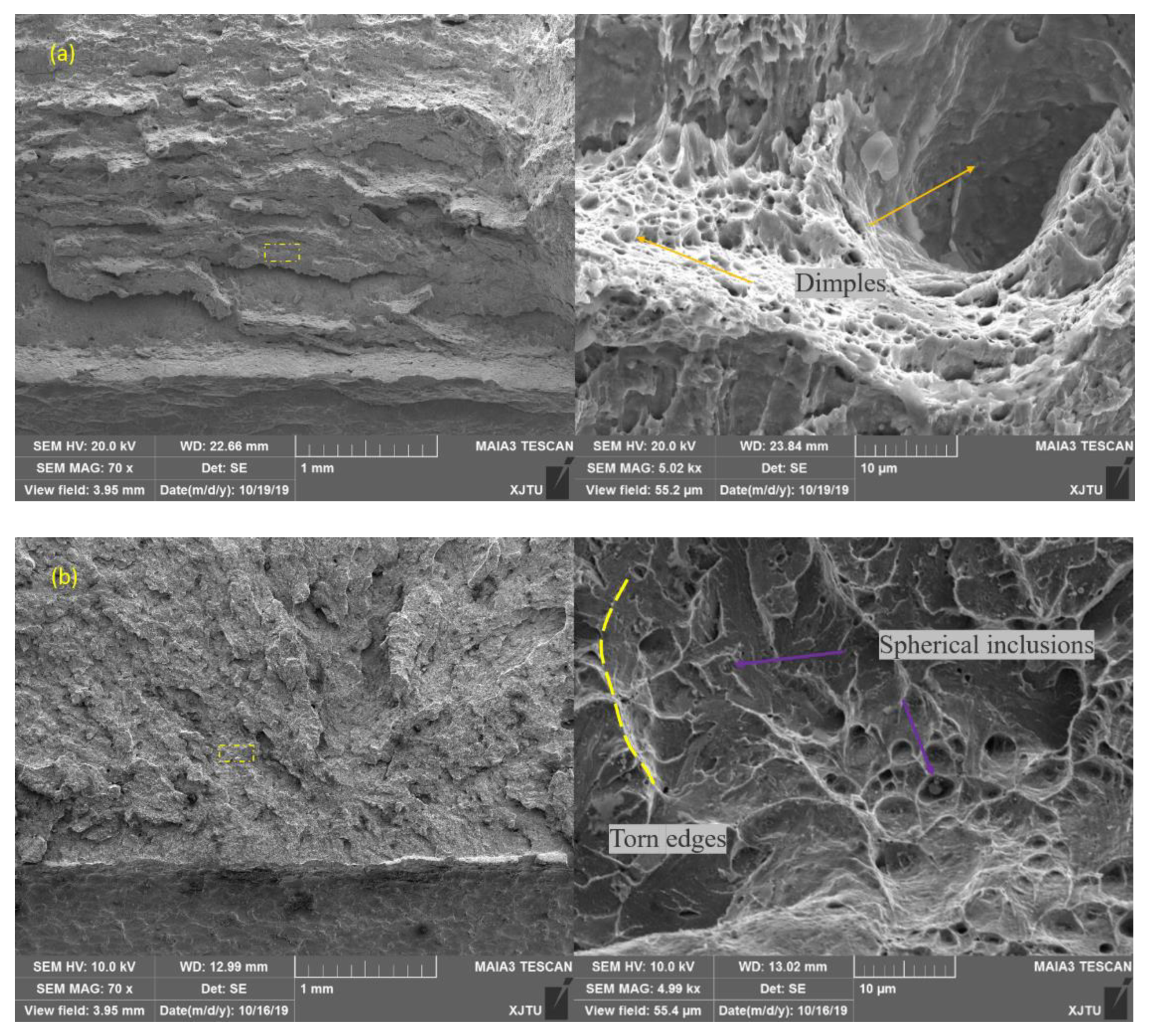
3.2. Influence of Hydrogen on Tensile Strength and Fracturing
3.3. Analysis of BM and WM Carbide Characteristics
3.4. Hydrogen Diffusivity and Hydrogen Trap
4. Conclusions
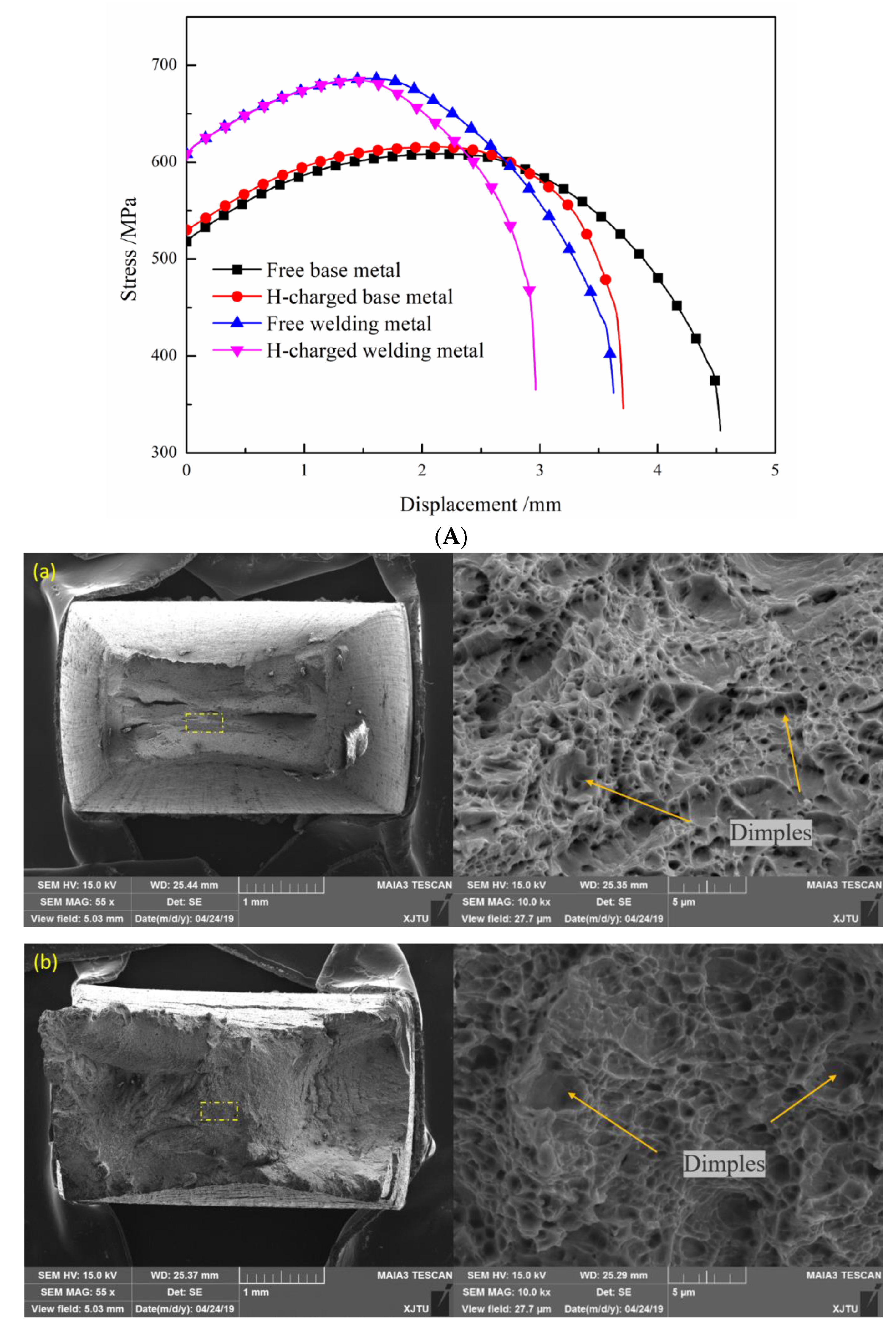
- Tensile and impact tests were carried out on 2.25Cr1Mo0.25V steel and welding metal. The strength of the WM was slightly higher than the BM, but the toughness of the WM decreased mainly in two aspects: a reduction of fracture area in the tensile specimen and, more important, the impact energy. The impact performance of the WM was significantly lower than that of the BM, and the impact energy decreased obviously with decreased temperature. The ductility–brittleness transition temperature of the WM was −27.2 °C, so application in a low-temperature environment should be carried out with caution.
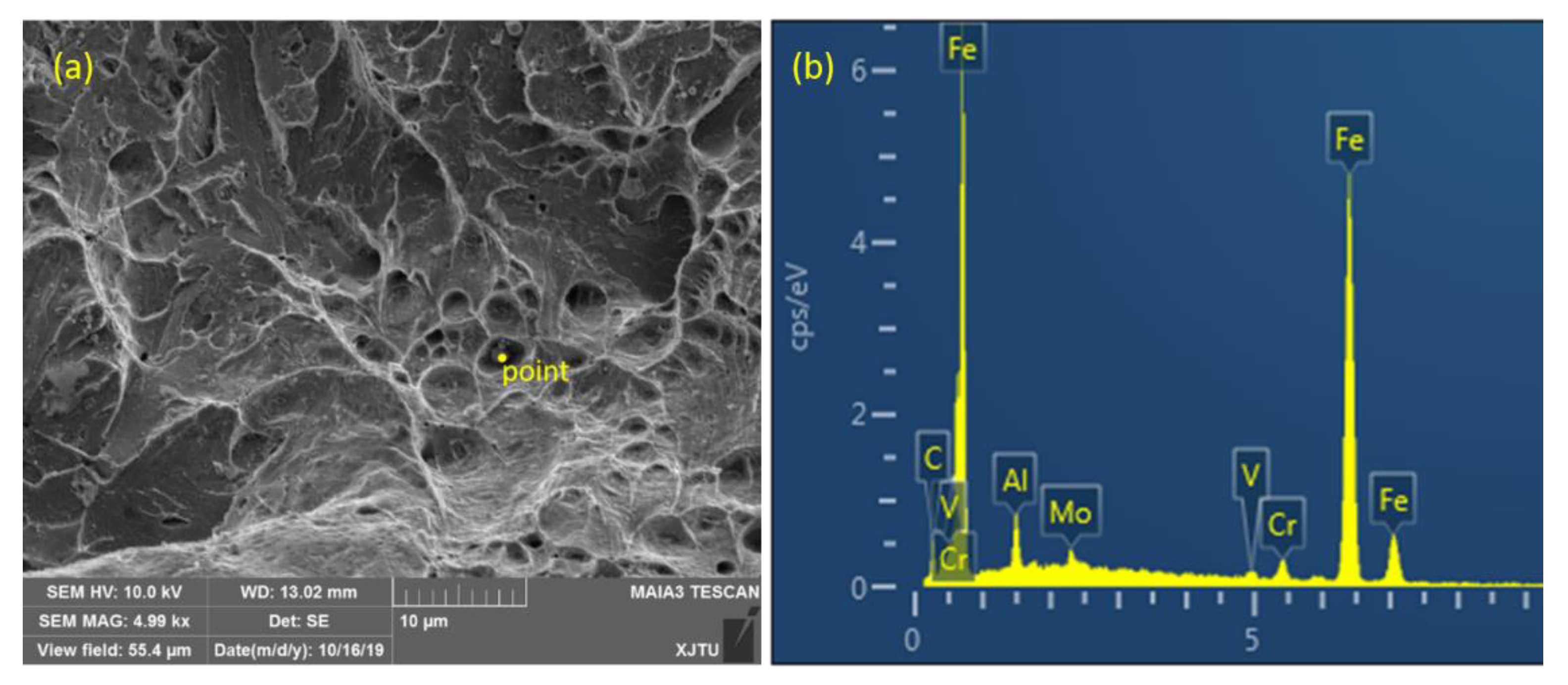
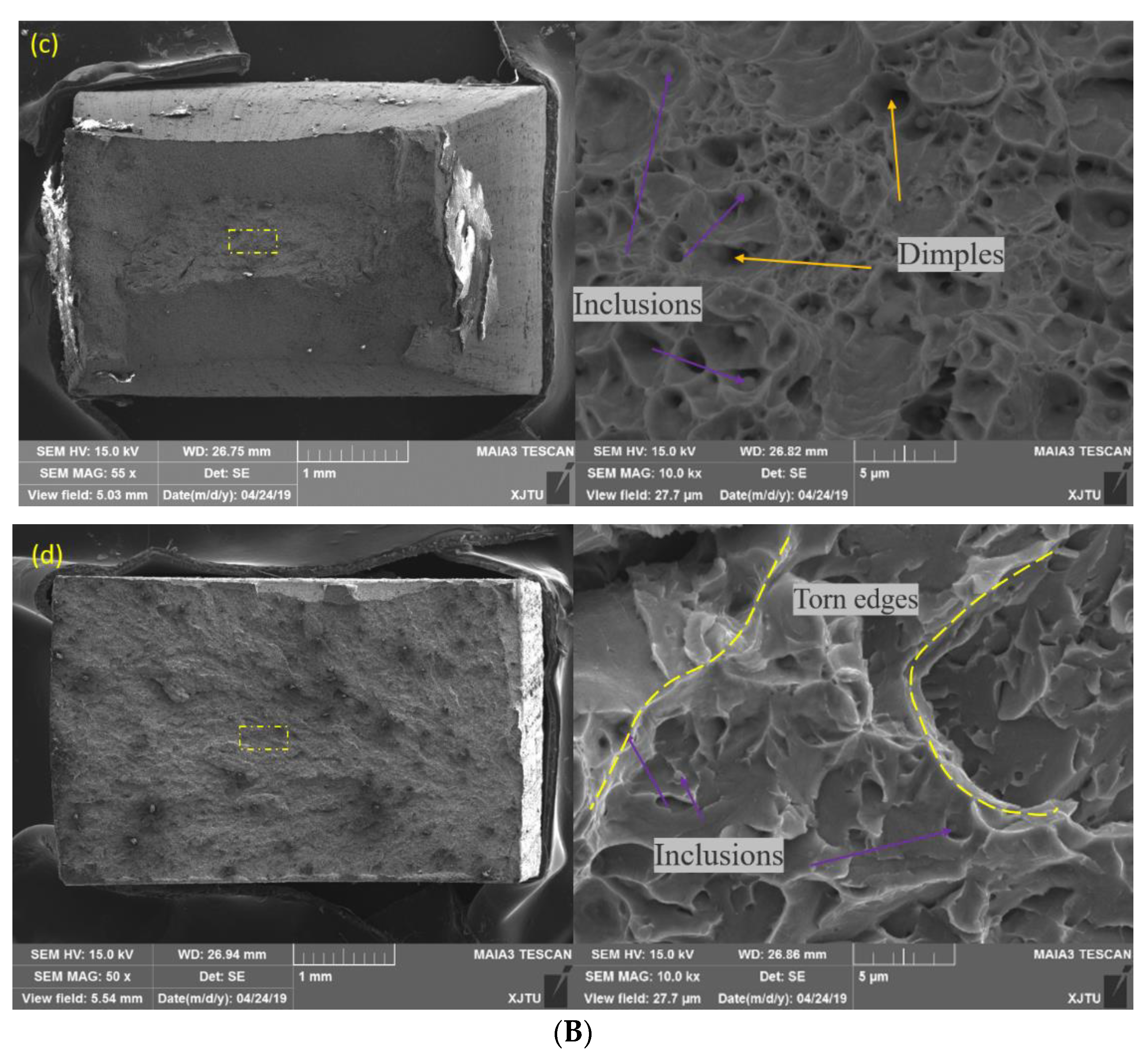
- The synchronous hydrogen charging experiment results demonstrate that the BM appears to have stronger hydrogen embrittlement resistance than the WM. Before and after hydrogen charging, the BM showed a plastic fracture, and the dimples became shallower after hydrogen charging, with a hydrogen-induced section reduction of 34.47%. After hydrogen charging, the section reduction of the WM decreased by 84.16%, and the fracture changed from ductile to brittle. More precipitates and inclusions in the WM contributed to the lower performance of the WM than the BM.
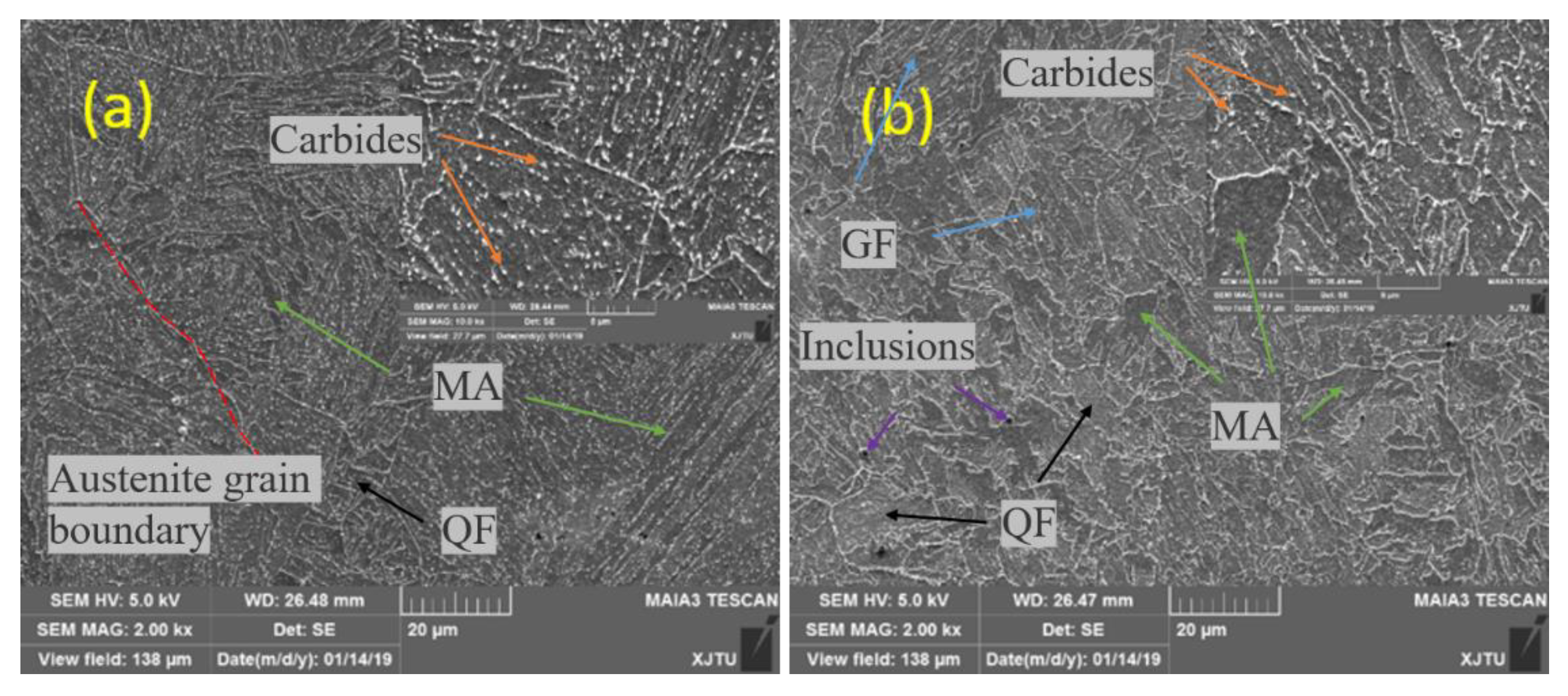
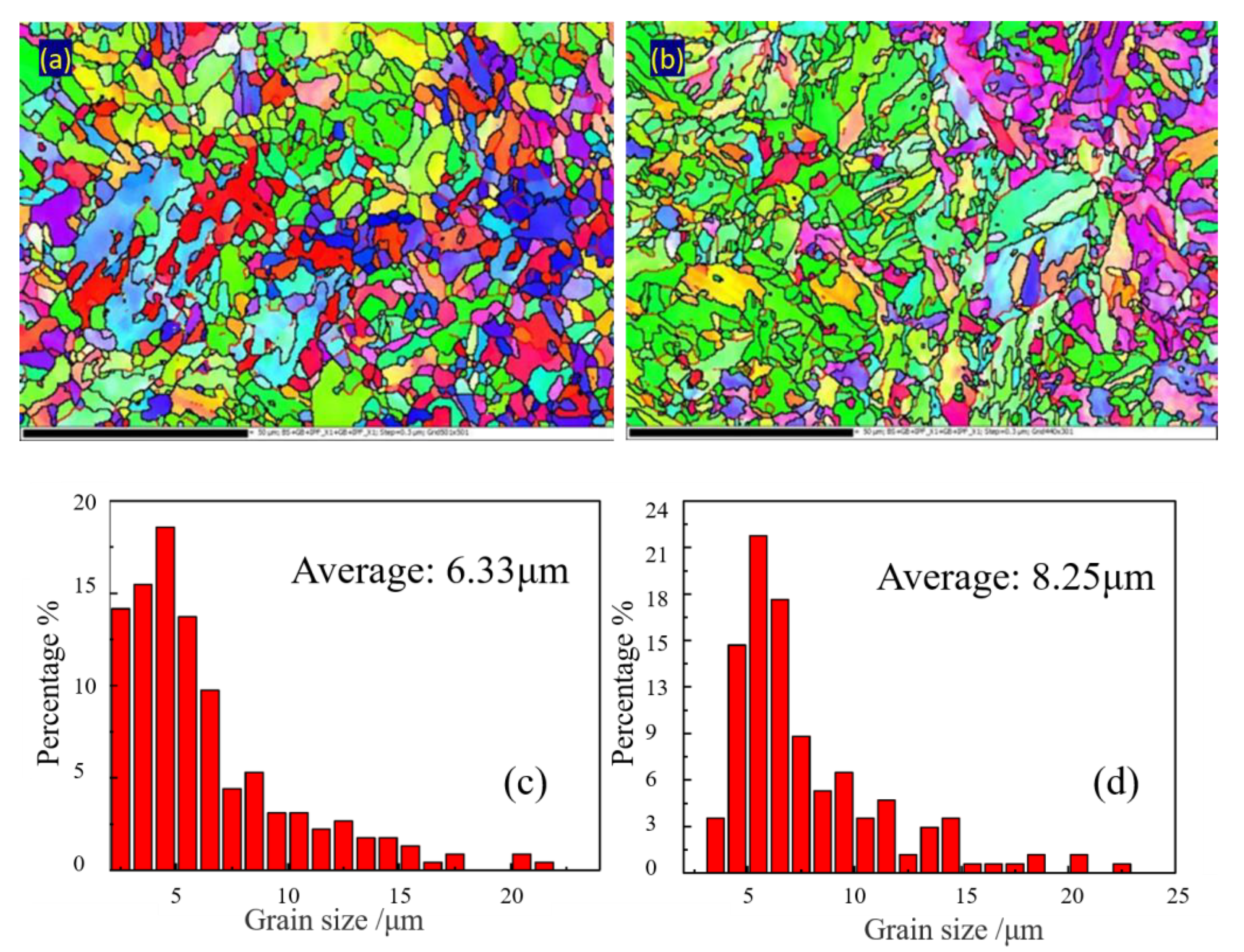
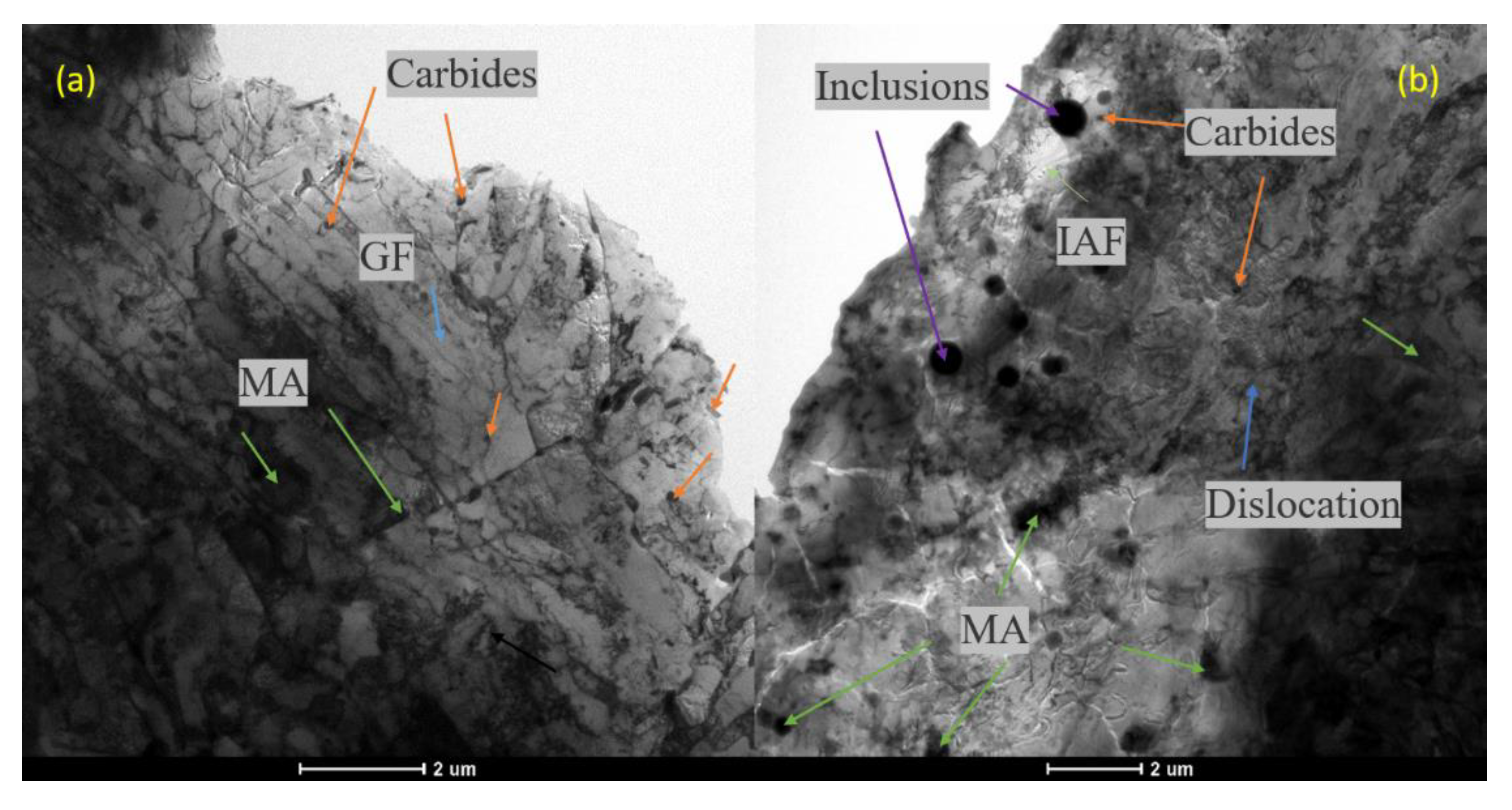
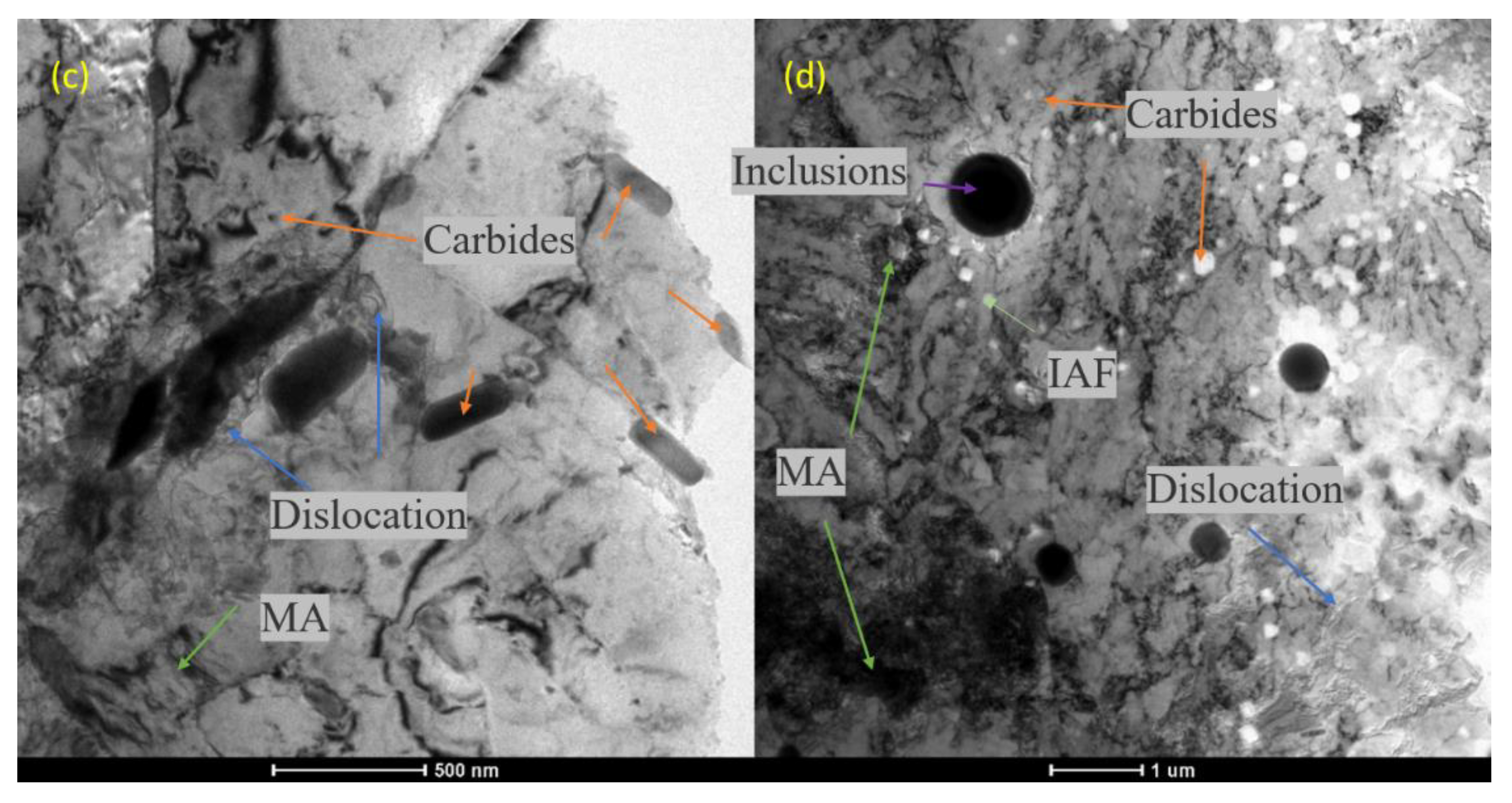
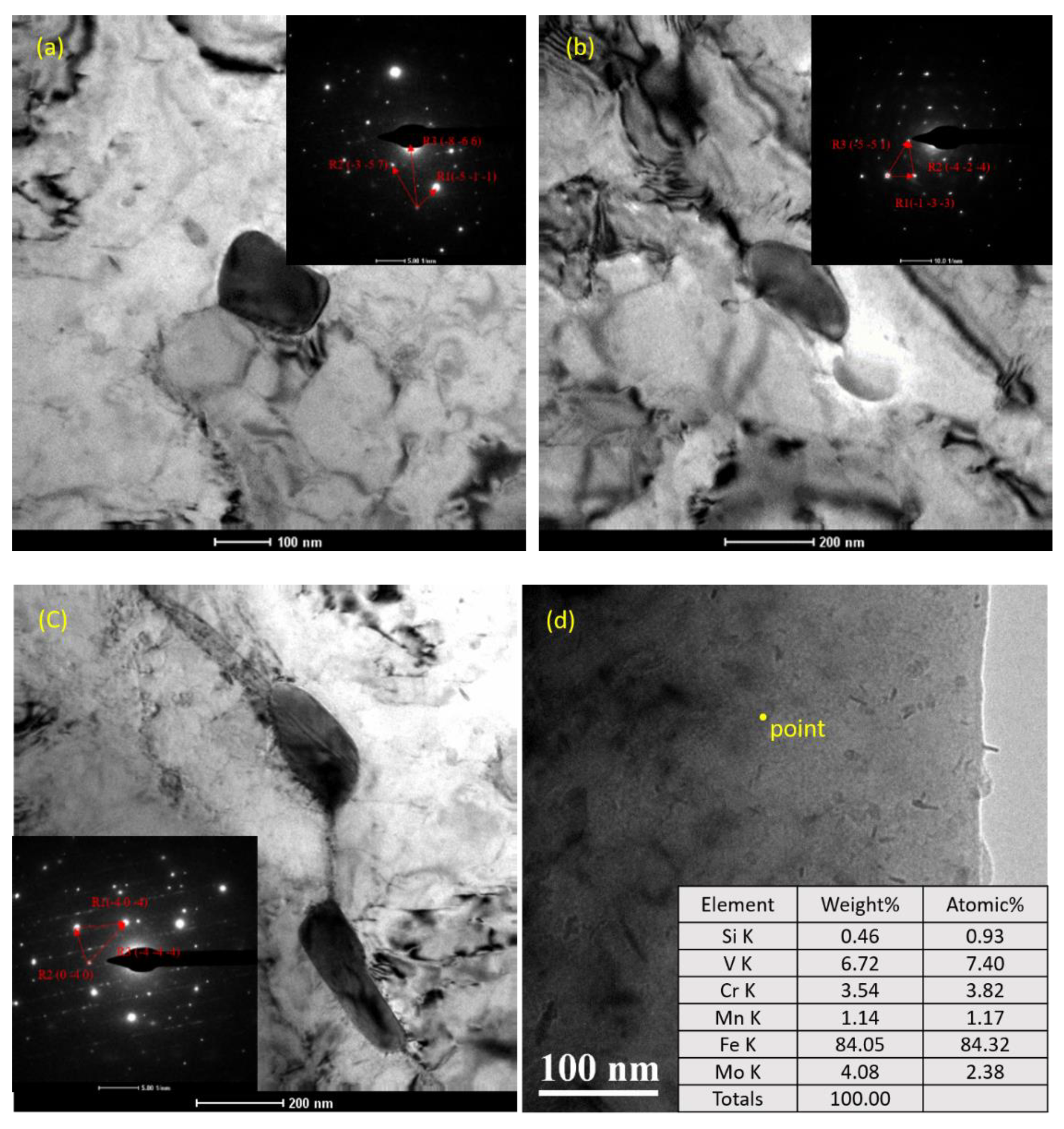
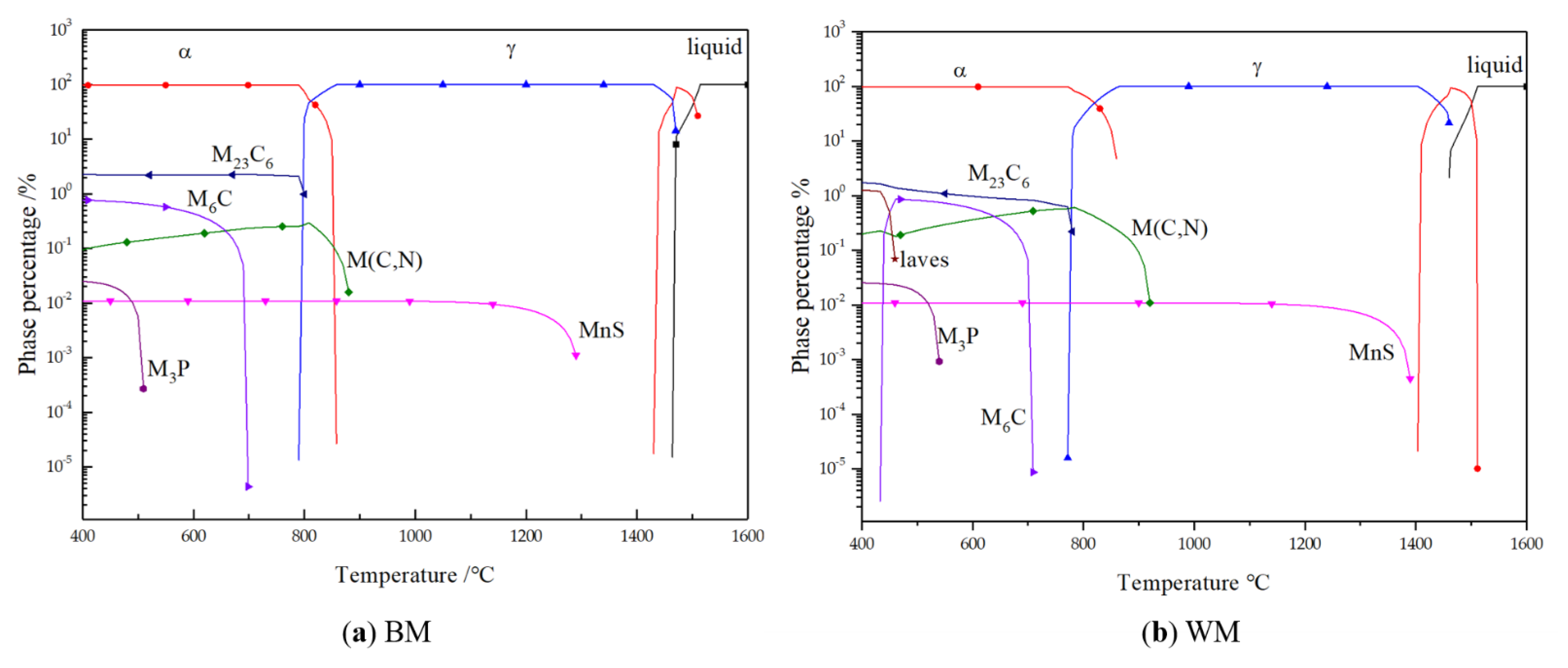
- The carbide characteristics were extensively studied by TEM. The microstructures of the BM and WM were observed. The matrix structure of the BM was uniform with fine GF and MA islands, and the WM was made up of QF, IAF, GF, and MA islands. There were more dislocations, inclusions, and carbides in the WM. The phases of M23C6, M2C, and M6C precipitated out and existed in both the BM and WM. Another kind of carbide with a size less than 30 nm was mainly composed of V(C, N). The presence of more carbides and inclusions was the reason why the WM had lower impact properties and hydrogen brittleness resistance than the BM.
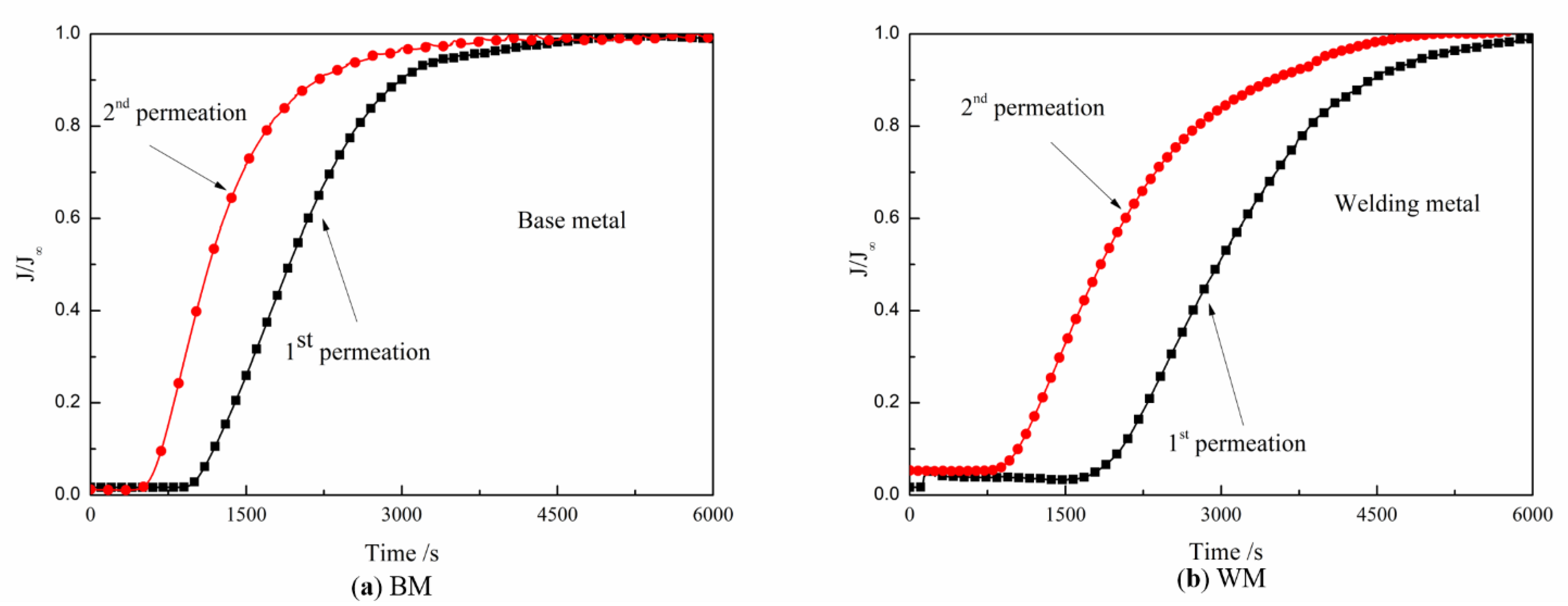
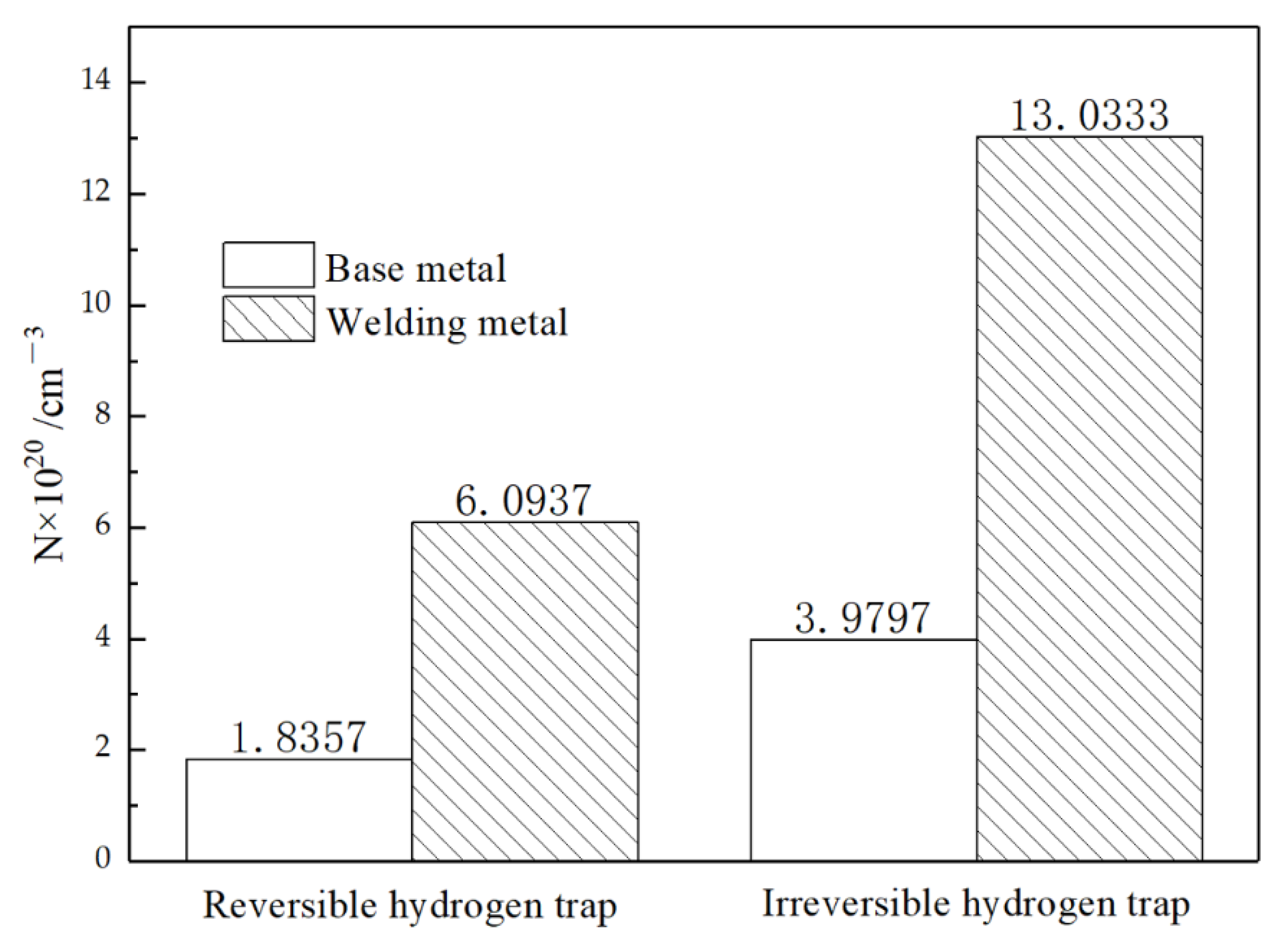
- The hydrogen permeation test showed that the apparent diffusion coefficient values were 4.60177 × 10−7 cm2 s−1 for BM and 2.56784 × 10−7 cm2 s−1 for WM, and there were more reversible (dislocation) and irreversible (carbide) hydrogen traps in the WM. Hydrogen enrichment in the WM would occur under the same hydrogen concentration gradient and the WM had a higher sensitivity to hydrogen.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Latella, B.A.; Humphries, S.R. Young’s modulus of a 2.25 Cr–1Mo steel at elevated temperature. Scr. Mater. 2004, 51, 635–639. [Google Scholar] [CrossRef]
- Chang, H.; Kai, J.-J. The effects of thermal treatment on the microstructure and tensile properties of 2.25Cr1Mo steel. Scr. Met. Mater. 1990, 24, 2101–2106. [Google Scholar] [CrossRef]
- Mitchell, D.; Small, R. Microstructural evolution in seven 2.25Cr–1Mo superheater outlet headers resulting from service exposure. Sci. Technol. Weld. Join. 2013, 6, 168–176. [Google Scholar] [CrossRef]
- Yang, J.; Huang, C.; Yang, C.; Horng, J. Microstructural examination of 2.25Cr1Mo Steel Steam pipes after extended service. Mater. Charact. 1993, 30, 75–88. [Google Scholar] [CrossRef]
- Xu, H.; Xia, X.; Hua, L.; Sun, Y.; Dai, Y. Evaluation of hydrogen embrittlement susceptibility of temper embrittled 2.25Cr–1Mo steel by SSRT method. Eng. Fail. Anal. 2012, 19, 43–50. [Google Scholar] [CrossRef]
- Yu, J.; McMahon, C.J. The effects of composition and carbide precipitation on temper embrittlement of 2.25 Cr-1 Mo steel: Part I. Effects of P and Sn. Metall. Trans. A 1980, 11, 277–289. [Google Scholar] [CrossRef]
- Schlögl, S.; Svoboda, J.; Van Der Giessen, E. Evolution of the methane pressure in a standard 2.25Cr–1Mo steel during hydrogen attack. Acta Mater. 2001, 49, 2227–2238. [Google Scholar] [CrossRef]
- Manna, G.; Castello, P.; Harskamp, F.; Hurst, R.; Wilshire, B. Testing of welded 2.25CrMo steel, in hot, high-pressure hydrogen under creep conditions. Eng. Fract. Mech. 2007, 74, 956–968. [Google Scholar] [CrossRef]
- Brass, A.-M.; Guillon, F.; Vivet, S. Quantification of hydrogen diffusion and trapping in 2.25Cr-1Mo and 3Cr-1Mo-V steels with the electrochemical permeation technique and melt extractions. Met. Mater. Trans. A 2004, 35, 1449–1464. [Google Scholar] [CrossRef]
- Frappart, S.; Feaugas, X.; Creus, J.; Thebault, F.; Delattre, L.; Marchebois, H. Study of the hydrogen diffusion and segregation into Fe–C–Mo martensitic HSLA steel using electrochemical permeation test. J. Phys. Chem. Solids 2010, 71, 1467–1479. [Google Scholar] [CrossRef]
- Zeng-Dian, L.; Jin, C.; Hua-Quan, B.U.; Xue-Dong, C. Development of 2.25Cr-1Mo-0.25V Steel Hydrogenater and Some Problems on the Fabrication. Press. Vessel Technol. 2011, 28, 33–40. [Google Scholar] [CrossRef]
- Kim, T.K.; Han, C.H.; Kim, S.H.; Kwon, H.K.; Kim, D.J. Effects of Ferrite Content on the Tensile Strength and Impact Toughness of 2.25Cr-1Mo-0.25V Steels. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2010. [Google Scholar]
- Song, L.; Sun, R.L. Experimental Study of Temper Embrittlement of 2.25Cr-1Mo-0.25V Steel Weld Metals. Appl. Mech. Mater. 2014, 513, 3–6. [Google Scholar] [CrossRef]
- Song, Y.; Chai, M.; Yang, B.; Han, Z.; Ai, S.; Liu, Y.; Cheng, G.; Li, Y. Investigation of the Influence of Pre-Charged Hydrogen on Fracture Toughness of As-Received 2.25Cr1Mo0.25V Steel and Weld. Materials 2018, 11, 1068. [Google Scholar] [CrossRef]
- Shi, X.-B.; Yan, W.; Wang, W.; Zhao, L.-Y.; Shan, Y.-Y.; Yang, K. HIC and SSC Behavior of High-Strength Pipeline Steels. Acta Met. Sin. 2015, 28, 799–808. [Google Scholar] [CrossRef]
- Lee, J.; Lee, T.; Kwon, Y.J.; Mun, D.-J.; Yoo, J.-Y.; Lee, C.S. Effects of vanadium carbides on hydrogen embrittlement of tempered martensitic steel. Met. Mater. Int. 2016, 22, 364–372. [Google Scholar] [CrossRef]
- Hui, W.; Xu, Z.; Zhang, Y.; Zhao, X.; Shao, C.; Weng, Y. Hydrogen embrittlement behavior of high strength rail steels: A comparison between pearlitic and bainitic microstructures. Mater. Sci. Eng. 2017, 704, 199–206. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Miyamoto, G.; Furuhara, T.; Santofimia, M.J. Interaction of carbon partitioning, carbide precipitation and bainite formation during the Q&P process in a low C steel. Acta Mater. 2016, 104, 72–83. [Google Scholar]
- Carbonari, R.; Muñoz-Rojas, P.; Andrade, E.; Paulino, G.; Nishimoto, K.; Silva, E.; Muñoz-Rojas, P. Design of pressure vessels using shape optimization: An integrated approach. Int. J. Press. Vessel. Pip. 2011, 88, 198–212. [Google Scholar] [CrossRef]
- ASTM A542/A542M-19, Standard Specification for Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium-Molybdenum-Vanadium; ASTM International: West Conshohocken, PA, USA, 2019. Available online: www.astm.org (accessed on 12 February 2021).
- API RP 934-A-2019, Materials and Fabrication of 2 1/4Cr-1Mo, 2 1/4Cr-1Mo-1/4V, 3Cr-1Mo, and 3Cr-1Mo-1/4V Steel Heavy Wall Pressure Vessels for High-Temperature, High-Pressure Hydrogen SERVICE; API Institute: Washington, DC, USA, 2019.
- BS EN ISO 377-2017, Steel and Steel Products—Location and Preparation of Samples and Test Pieces for Mechanical Testing; Teknik Kurul, Brussels, 2017. Available online: https://www.iso.org/standard/72529.html (accessed on 12 February 2021).
- ISO 148-1:2016, Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method; ISO: Geneva, Switzerland, 2016.
- ISO 6892-1-2016, Metallic Materials-Tensile Testing—Part 1: Method of Test at Room Temperature; ISO: Geneva, Switzerland, 2016.
- Li, Q.; Hu, Y.; Cheng, G.; Zhang, Z.; Liang, X. Effect of Plastic Deformation on Hydrogen Embrittlement Sensitivity and Strength of 2.25Cr1Mo0.25V Steel by Synchronous Hydrogen Charging. In Pressure Vessels and Piping Conference, Proceedings of the ASME 2019 Pressure Vessels & Piping Conference, San Antonio, TX, USA, 14–19 July 2019; American Society of Mechanical Engineers: New York, NY, USA.
- Devanathan MA, V.; Stachurski, Z. The adsorption and diffusion of electrolytic hydrogen in palladium. Proceedings of the Royal Society of London. Series A. Math. Phys. Sci. 1962, 270, 90–102. [Google Scholar]
- McBreen, J.; Nonis, L.; Beck, W. A Method for Determination of the Permeation Rate of Hydrogen through Metal Membranes. J. Electrochem. Soc. 1966, 113, 1218. [Google Scholar] [CrossRef]
- Park, G.T.; Koh, S.U.; Jung, H.G.; Kim, K.Y. Effect of microstructure on the hydrogen trapping efficiency and hydrogen induced cracking of linepipe steel. Corros. Sci. 2008, 50, 1865–1871. [Google Scholar] [CrossRef]
- Doyle, D.; Palumbo, G.; Aust, K.; El-Sherik, A.; Erb, U. The influence of intercrystalline defects on hydrogen activity and transport in nickel. Acta Met. Mater. 1995, 43, 3027–3033. [Google Scholar] [CrossRef]
- Dong, C.; Liu, Z.; Li, X.; Cheng, Y. Effects of hydrogen-charging on the susceptibility of X100 pipeline steel to hydrogen-induced cracking. Int. J. Hydrog. Energy 2009, 34, 9879–9884. [Google Scholar] [CrossRef]
- Yen, S.; Huang, I. Critical hydrogen concentration for hydrogen-induced blistering on AISI 430 stainless steel. Mater. Chem. Phys. 2003, 80, 662–666. [Google Scholar] [CrossRef]
- Fernández-Sousa, R.; Betegón, C.; Martínez-Pañeda, E. Analysis of the influence of microstructural traps on hydrogen assisted fatigue. Acta Mater. 2020, 199, 253–263. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, L.; Shi, Q.; Zhou, C.; Zheng, J. Effects of hydrogen on the mechanical response of X80 pipeline steel subject to high strain rate tensile tests. Fatigue Fract. Eng. Mater. Struct. 2019, 43, 684–697. [Google Scholar] [CrossRef]
- Restrepo, S.E.; Di Stefano, D.; Mrovec, M.; Paxton, A.T. Density functional theory calculations of iron—Vanadium carbide interfaces and the effect of hydrogen. Int. J. Hydrog. Energy 2020, 45, 2382–2389. [Google Scholar] [CrossRef]
- Pressouyre, G.M. Hydrogen traps, repellers, and obstacles in steel; consequences on hydrogen diffusion, solubility, and embrittlement. Metall. Trans. 1983, 14, 2189–2193. [Google Scholar] [CrossRef]
- Gu, J.L.; Chang, K.D.; Fang, H.S.; Bai, B.Z. Delayed Fracture Properties of 1500 MPa Bainite/Martensite Dual-phase High Strength Steel and Its Hydrogen Traps. ISIJ Int. 2002, 42, 1560–1564. [Google Scholar] [CrossRef]
- Liu, Z.-K. First-Principles Calculations and CALPHAD Modeling of Thermodynamics. J. Phase Equilibria Diffus. 2009, 30, 517–534. [Google Scholar] [CrossRef]
- Kroupa, A.; Výrostková, A.; Svoboda, M.; Janovec, J. Carbide reactions and phase equilibria in low-alloy Cr–Mo–V steels tempered at 773–993 K. Part II: Theoretical calculations. Acta Mater. 1998, 46, 39–49. [Google Scholar] [CrossRef]
- JMatPro, Version 9.0; Software for Technical Computation; Sente Software Ltd.: Guildford, UK, 2012.
- Matsunaga, H.; Yoshikawa, M.; Kondo, R.; Yamabe, J.; Matsuoka, S. Slow strain rate tensile and fatigue properties of Cr–Mo and carbon steels in a 115 MPa hydrogen gas atmosphere. Int. J. Hydrog. Energy 2015, 40, 5739–5748. [Google Scholar] [CrossRef]
- Toribio, J. Hydrogen-plasticity interactions in pearlitic steel: A fractographic and numerical study. Mater. Sci. Eng. 1996, 219, 180–191. [Google Scholar] [CrossRef]
- Massone, A.; Manhard, A.; Drexler, A.; Posch, C.; Ecker, W.; Maier-Kiener, V.; Kiener, D. Addressing H-Material Interaction in Fast Diffusion Materials—A Feasibility Study on a Complex Phase Steel. Materials 2020, 13, 4677. [Google Scholar] [CrossRef]
- Jiang, Z.; Wang, P.; Li, D.; Li, Y. The evolutions of microstructure and mechanical properties of 2.25Cr-1Mo-0.25V steel with different initial microstructures during tempering. Mater. Sci. Eng. A 2017, 699, 165–175. [Google Scholar] [CrossRef]
- Zhao, X.; Zou, Y.; Qin, L.; Lv, Y. Effect on property of HIC-Resistance of vessel steel of PWHT. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 2017 3rd International Conference on Applied Materials and Manufacturing Technology (ICAMMT 2017), Changsha, China, 23–25 June 2017; IOP Publishing Ltd.: Bristol, UK, 2017; Volume 242, p. 12054. [Google Scholar]
- Miyamoto, G.; Hori, R.; Poorganji, B.; Furuhara, T. Interphase Precipitation of VC and Resultant Hardening in V-added Medium Carbon Steels. ISIJ Int. 2011, 51, 1733–1739. [Google Scholar] [CrossRef]
- Nawrocki, J.G.; Dupont, J.N.; Robino, C.V.; Marder, A.R. The Stress-Relief Cracking Susceptibility of a New Ferritic Steel—Part I: Single-Pass Heat-Affected Zone Simulations; Sandia National Labs.: Albuquerque, NM, USA, 1999. [Google Scholar]
- Choo, W.Y.; Lee, J.Y. Thermal analysis of trapped hydrogen in pure iron. Met. Mater. Trans. A 1982, 13, 135–140. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, K.; Li, W.; Jin, X. Effect of retained austenite stability and morphology on the hydrogen embrittlement susceptibility in quenching and partitioning treated steels. Mater. Sci. Eng. 2016, 658, 400–408. [Google Scholar] [CrossRef]
- Yokota, T.; Shiraga, T. Evaluation of Hydrogen Content Trapped by Vanadium Precipitates in a Steel. ISIJ Int. 2003, 43, 534–538. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | S | P | Cr | Mo | V | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| BM | 0.15 | 0.14 | 0.35 | 0.004 | 0.004 | 2.41 | 1.07 | 0.21 | 0.12 | 0.14 |
| WM | 0.12 | 0.22 | 1.07 | 0.004 | 0.004 | 2.45 | 1.03 | 0.42 | 0.03 | 0.11 |
| Area and Percentage | BM | WM | ||
|---|---|---|---|---|
| Original section area (mm2) | 15 | 15 | ||
| Minimum cross-sectional area after tensile (mm2) | 3.243 | 7.255 | 5.788 | 13.541 |
| Reduction of section (%) | 78.38 | 51.63 | 61.41 | 9.73 |
| Hydrogen induced reduction (%) | 34.47 | 84.16 | ||
| Material | Hydrogen Diffusion Time | tb (s) | J∞ (10−11 mol cm−2 s−1) | Deff (10−7 cm2 s−1) | cf (10−5 mol cm−3) | |
|---|---|---|---|---|---|---|
| BM | 1st | 909 | 2.64879 | 4.60177 | 1.0453 | 5.8154 |
| 2nd | 489 | 3.35123 | 8.55421 | 0.7114 | 2.1227 | |
| WM | 1st | 1629 | 2.79843 | 2.56784 | 1.9154 | 19.127 |
| 2nd | 1017 | 2.21652 | 4.11308 | 0.9786 | 6.0937 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Cheng, G.; Qin, M.; Wang, Y.; Zhang, Z. Research on Carbide Characteristics and Their Influence on the Properties of Welding Joints for 2.25Cr1Mo0.25V Steel. Materials 2021, 14, 891. https://doi.org/10.3390/ma14040891
Li Q, Cheng G, Qin M, Wang Y, Zhang Z. Research on Carbide Characteristics and Their Influence on the Properties of Welding Joints for 2.25Cr1Mo0.25V Steel. Materials. 2021; 14(4):891. https://doi.org/10.3390/ma14040891
Chicago/Turabian StyleLi, Qing, Guangxu Cheng, Mu Qin, Yafei Wang, and Zaoxiao Zhang. 2021. "Research on Carbide Characteristics and Their Influence on the Properties of Welding Joints for 2.25Cr1Mo0.25V Steel" Materials 14, no. 4: 891. https://doi.org/10.3390/ma14040891
APA StyleLi, Q., Cheng, G., Qin, M., Wang, Y., & Zhang, Z. (2021). Research on Carbide Characteristics and Their Influence on the Properties of Welding Joints for 2.25Cr1Mo0.25V Steel. Materials, 14(4), 891. https://doi.org/10.3390/ma14040891