
Stereometric and Tribometric Studies of Polymeric Pin and Ceramic Plate Friction Pair Components



Abstract
1. Introduction
2. Materials and Methods
- Polymeric pin and monocrystalline ceramic plate type B: UHMWPE-MON(B);
- Polymeric pin and monocrystalline ceramic plate type A: UHMWPE-MON(A);
- Polymeric pin and polycrystalline ceramic plate type B: UHMWPE-POL(B);
- Polymeric pin and polycrystalline ceramic plate type A: UHMWPE-POL(A).
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Niemczewska-Wójcik, M. The Dual System for Characterizing the Technological and Operational Surface Layer of Friction Elements; Institute for Sustainable Technologies-National Research Institute: Radom-Cracow, Poland, 2018. [Google Scholar]
- Leach, R. (Ed.) Characterization of Areal Surface Texture; Springer: Berlin, Germany, 2013. [Google Scholar]
- Whitehouse, D.J. Handbook of Surface and Nanometrology; CRC Press: Boca Raton, FL, USA; London, UK; New York, NY, USA, 2011. [Google Scholar]
- Blunt, L.; Jiang, X.Q. Three dimensional measurement of the surface topography of ceramic and metallic orthopedic joint prostheses. J. Mater. Sci. Mater. Med. 2000, 11, 235–246. [Google Scholar] [CrossRef]
- Brown, C.A.; Hansen, H.N.; Jiang, X.J.; Blateyron, F.; Berglund, J.; Senin, N.; Bartkowiak, T.; Dixon, B.; Goïc, G.L.; Quinsat, Y.; et al. Multiscale analyses and characterizations of surface topographies. CIRP Ann. 2018, 67, 839–862. [Google Scholar] [CrossRef]
- Mathia, T.; Pawlus, P.; Wieczorowski, M. Recent trends in surface metrology. Wear 2011, 271, 494–508. [Google Scholar] [CrossRef]
- Niemczewska-Wójcik, M.; Wójcik, A. The multi-scale analysis of ceramic surface topography created in abrasive machining process. Measurement 2020, 166, 1–16. [Google Scholar] [CrossRef]
- Hyde, J.M.; Cadet, L.; Montgomery, J.; Brown, C.A. Multi-scale areal topographic analysis of surfaces created by micro-EDM and functional correlations with discharge energy. Surf. Topogr. Metrol. Prop. 2014, 2, 045001. [Google Scholar] [CrossRef]
- Niemczewska-Wójcik, M.; Wójcik, A. The machining process and multi-sensor measurements of the friction components of total hip joint prosthesis. Measurement 2018, 116, 56–67. [Google Scholar] [CrossRef]
- Bartkowiak, T.; Berglund, J.; Brown, C.A. Multiscale characterizations of surface anisotropies. Materials 2020, 13, 3028. [Google Scholar] [CrossRef]
- Grochała, D.; Berczyński, S.; Grządziel, Z. Analysis of surface geometry changes after hybrid milling and burnishing by ceramic ball. Materials 2019, 12, 1179. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Krolczyk, J.B.; Maruda, R.W.; Legutko, S.; Tomaszewski, M. Metrological changes in surface morphology of high-strength steels in manufacturing processes. Measurement 2016, 88, 176–185. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Zak, K.; Habrat, W.; Nieslony, P. Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J. Mech. Sci. Technol. 2018, 32, 1585–1591. [Google Scholar] [CrossRef]
- Niemczewska-Wójcik, M.; Sładek, J.; Tabaka, M.; Wójcik, A. Product quality assessment—Measurement and analysis of the surface topography. Metrol. Meas. Syst. 2014, 21, 271–280. [Google Scholar] [CrossRef][Green Version]
- Galda, L.; Sep, J.; Olszewski, A.; Zachowski, T. Experimental investigation into surface texture effect on journal bearings performance. Tribol. Int. 2019, 136, 372–384. [Google Scholar] [CrossRef]
- Madej, M. The effect of TiN and CrN interlayers on the tribological behavior of DLC coatings. Wear 2014, 317, 179–187. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Powalka, B.; Klos, S.; Szczotkarz, N.; Matuszak, M.; Khanna, N. Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol. Int. 2020, 148, 106334. [Google Scholar] [CrossRef]
- Pei, X.; Pu, W.; Zhang, Y.; Huang, L. Surface topography and friction coefficient evolution during sliding wear in a mixed lubricated rolling-sliding contact. Tribol. Int. 2019, 137, 303–312. [Google Scholar] [CrossRef]
- Xu, C.; Wu, T.; Huo, Y.; Yang, H. In-situ characterization of three dimensional worn surface under sliding-rolling contact. Wear 2019, 426–427, 1781–1787. [Google Scholar] [CrossRef]
- Jacobs, T.D.; Junge, T.; Pastewka, L. Quantitative characterization of surface topography using spectral analysis. Surf. Topogr. Metrol. Prop. 2017, 5, 013001. [Google Scholar] [CrossRef]
- Stickel, D.; Wimmer, M.A.; Fischer, A. Analyzing pin-on-ball wear tests by means of the Greenwood-Williamson contact model. Wear 2013, 301, 4–10. [Google Scholar] [CrossRef]
- Pinchuk, L.S.; Nikolaev, V.I.; Tsvetkova, E.A.; Goldade, V.A. Tribology and Biophysics of Artificial Joints; Tribology and Interference Engineering Series 5; Elsevier: Oxford, UK, 2006. [Google Scholar]
- Chen, W.; Wang, Z.; Liu, X.; Jia, J.; Hua, Y. Effect of load on the friction and wear characteristics of Si3N4-hBN ceramic composites sliding against PEEK in artificial seawater. Tribol. Int. 2020, 141, 105902. [Google Scholar] [CrossRef]
- Cui, W.; Raza, K.; Zhao, Z.; Yu, C.; Tao, L.; Zhao, W.; Chen, W.; Peng, S.; Xu, Q.; Ma, L.; et al. Role of transfer film formation on the tribological properties of polymeric composite materials and spherical plain bearing at low temperatures. Tribol. Int. 2020, 152, 106569. [Google Scholar] [CrossRef]
- Ruggiero, A.; D’Amato, R.; Gomez, E.; Merola, M. Experimental comparison on tribological pairs UHMWPE/TIAl6V4 alloy, UHMWPE/Al316L austenitic stainless and UHMWPE/Al2O3 ceramic, under dry and lubricated conditions. Tribol. Int. 2016, 96, 349–360. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, Y.; Wang, H.; Fan, N.; Yan, F. Experimental investigation on tribological behavior of several polymer materials under reciprocating sliding and fretting wear conditions. Tribol. Int. 2016, 104, 73–82. [Google Scholar] [CrossRef]
- Hip Joint Endoprosthesis: Materials and Technology; Novikov, N.V., Rozenberg, O.A., Gavlik, J., Bakula, V.N., Eds.; Sinopsis—Institut of Superhard Materials: Kiev, Ukraine, 2011. [Google Scholar]
- Chan, C.W.; Smith, G.C.; Lee, S. A preliminary study to enhance the tribological performance of CoCrMo alloy by fibre laser remelting for articular joint implant applications. Lubricants 2018, 6, 24. [Google Scholar] [CrossRef]
- Lu, A.; Gao, Y.; Jin, T.; Luo, X.; Zeng, Q.; Shang, Z. Effects of surface roughness and texture on the bacterial adhesion on the bearing surface of bio-ceramic joint implants: An in vitro study. Ceram. Int. 2020, 46, 6550–6559. [Google Scholar] [CrossRef]
- Mattei, L.; Puccio, F.; Ciulli, E.; Pauschitz, A. Experimental investigation on wear map evolution of ceramic-on-UHMWPE hip prosthesis. Tribol. Int. 2020, 143, 106068. [Google Scholar] [CrossRef]
- Dobrovinskaja, E.R.; Litvinov, L.A.; Pischnik, V. Sapphire and Other Corundum Crystals; Institute for Single Crystals: Kharkiv, Ukraine, 2002. [Google Scholar]
- Rakshit, R.; Das Kumar, A. A review on cutting of industrial ceramic materials. Precis. Eng. 2019, 59, 90–109. [Google Scholar] [CrossRef]
- Richerson, D.W. Modern Ceramic Engineering, Properties, Processing and Use in Design; EUA: New York, NY, USA, 1992. [Google Scholar]
- Qu, S.; Gong, Y.; Yang, Y.; Cai, M.; Sun, Y. Surface topography and roughness of silicon carbide ceramic matrix composites. Ceram. Int. 2018, 44, 14742–14753. [Google Scholar] [CrossRef]
- Davim, J.P. (Ed.) Machining Composite Materials; Wiley: London, UK, 2010. [Google Scholar]
- Guo, L.; Zhang, X.; Chen, S.; Hui, J. An experimental study on the precision abrasive machining process of hard and brittle materials with ultraviolet-resin bond diamond abrasive tools. Materials 2019, 12, 125. [Google Scholar] [CrossRef] [PubMed]
- Cowie, R.M.; Pallem, N.M.; Briscoe, A.; Jennings, L.M. Third body wear of UHMWPE-on-PEEK-OPTIMA. Materials 2020, 13, 1264. [Google Scholar] [CrossRef]
- Niemczewska-Wójcik, M. Wear mechanisms and surface topography of artificial hip joint components at the subsequent stages of tribological tests. Measurement 2017, 107, 89–98. [Google Scholar] [CrossRef]
- ISO 25178-2:2012, Geometric Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012.
- Standard Test Method for Wear Testing of Polymeric Materials Used in Total Joint Prostheses; ASTM F732-00:2006; ASTM International: West Conshohocken, PA, USA, 2006.
- Tojimbara, T.; Wicomb, W.N.; Garcia-Kennedy, R.; Burns, W.; Hayashi, M.; Collins, G.; Esquivel, C.O. Liver Transplantation from non–heart beating donors in rats: Influence of viscosity and temperature of initial flushing solutions on graft function. Liver Transplant. Surg. 1997, 3, 39–45. [Google Scholar]
- Chen, J.; Zhu, Y.; Wang, J.; Peng, Y.; Yao, J.; Ming, S. Relationship between mechanical properties and processing performance of agglomerated diamond abrasive compared with single diamond abrasive. Diam. Relat. Mater. 2019, 100, 107595. [Google Scholar] [CrossRef]
- Kumar, N.N.; Yap, S.L.; Samsudin, F.N.D.; Khan, M.Z.; Srinivasa, R.S.P. Effect of argon plasma treatment on tribological properties of UHMWPE/MWCNT nanocomposites. Polymers 2016, 8, 295. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Ultra-High-Molecular-Weight Polyethylene (UHMWPE) | Monocrystalline (MON) Ceramic | Polycrystalline (POL) Ceramic |
|---|---|---|---|
| Density [g/cm3] | 0.94 | 3.99 | 6.05 |
| Young’s Module [GPa] | 0.75 | 400 | 209 |
| Poisson’s Ratio [–] | 0.46 | 0.27 ÷ 0.30 | 0.23 ÷ 0.32 |
| Chemical | C > 90% | Basis: Al2O3 | Basis: ZrO2 |
| composition wt.% | O < 10% | Fe2O3 < 0.05% | Y2O3 < 5.3% |
| Cr2O3 < 0.03% | Al2O3 < 0.05% | ||
| TiO2 < 0.01% | Fe2O3 < 0.01% | ||
| SiO2 < 0.02% |
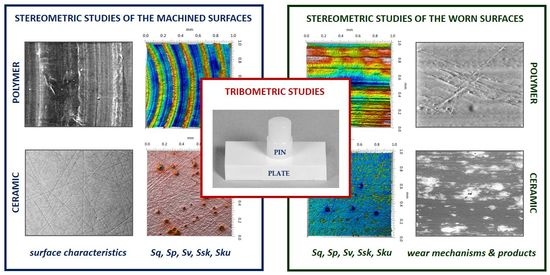
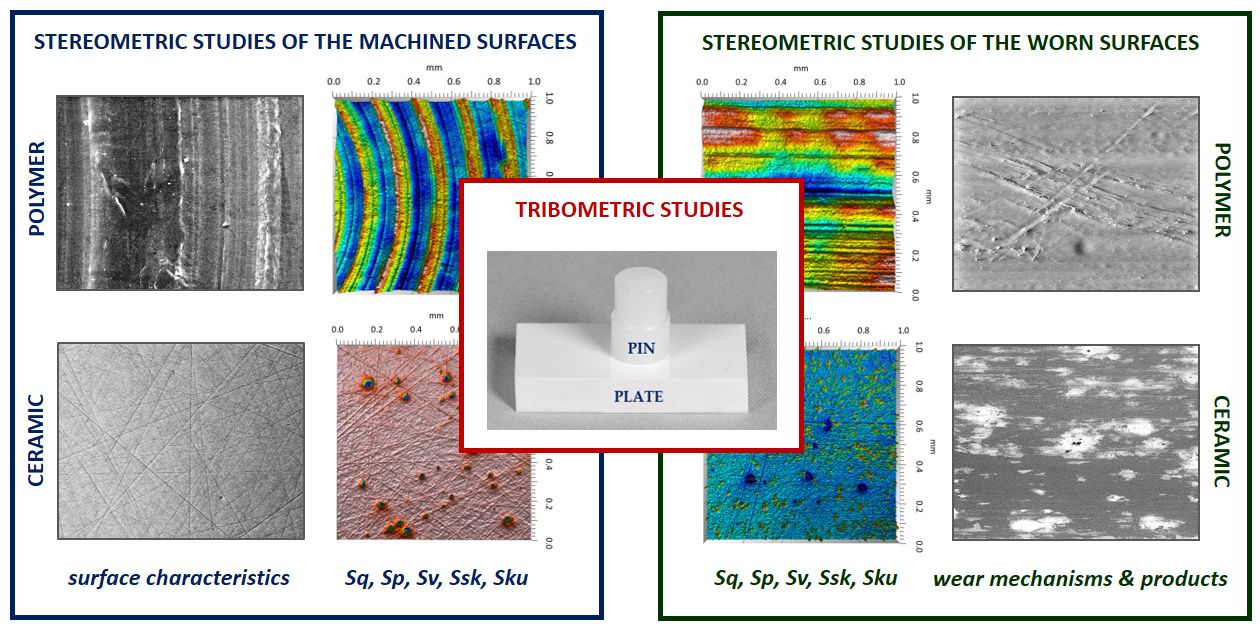
| Stereometric Studies | |
| White Light Interference Microscope WLIM | Scanning Electron Microscope SEM |
|
|
| Tribometric Studies (ASTM F732-00 [41])—Tribotester T-17 (pin-on-plate) | |
| |
| Parameters | Surface Topography View | Extraction of Surface Topography View |
|---|---|---|
| MON(B) Sq = 0.116 µm Sp = 0.161 µm Sv = 0.904 µm Ssk = −4.39 Sku = 27.20 |  |  |
| MON(A) Sq = 0.031 µm Sp = 0.049 µm Sv = 0.350 µm Ssk = −7.71 Sku = 70.30 |  |  |
| POL(B) Sq = 0.093 µm Sp = 0.244 µm Sv = 0.637 µm Ssk = −1.95 Sku = 8.80 |  |  |
| POL(A) Sq = 0.036 µm Sp = 0.146 µm Sv = 0.251 µm Ssk = −2.12 Sku = 14.00 |  |  |
| UHMWPE Sq = 1.690 µm Sp = 4.880 µm Sv = 2.870 µm Ssk = 0.56 Sku = 2.16 |  |  |
| UHMWPE-MON | UHMWPE-POL |
|---|---|
 | |
| µMON(B) = 0.059 ± 0.0135 | µPOL(B) = 0.076 ± 0.0173 |
| µMON(A) = 0.071 ± 0.0245 | µPOL(A) = 0.067 ± 0.0124 |
 | |
| IMON(B) = 12.1 ± 0.3 µm/106 cycles | IPOL(B) = 51.5 ± 7.0 µm/106 cycles |
| IMON(A) = 49.4 ± 3.0 µm/106 cycles | IPOL(A) = 27.6 ± 4.0 µm/106 cycles |
| Parameters | Surface Topography View | Extraction of Surface Topography View |
|---|---|---|
| MON(B) Sq = 0.069µm Sp = 0.331 µm Sv = 0.511 µm Ssk = −3.20 Sku = 21.60 |  |  |
| MON(A) Sq = 0.088µm Sp = 0.517 µm Sv = 0.199 µm Ssk = 2.66 Sku = 11.90 |  |  |
| POL(B) Sq = 0.064 µm Sp = 0.196 µm Sv = 0.324 µm Ssk = −1.07 Sku = 4.70 |  |  |
| POL(A) Sq = 0.027 µm Sp = 0.095 µm Sv = 0.159 µm Ssk = −1.02 Sku = 5.39 |  |  |
| Parameters | Surface Topography View | Extraction of Surface Topography View |
|---|---|---|
| UHMWPEMON(B) Sq= 0.407 µm Sp = 1.11 µm Sv = 1.20 µm Ssk = −0.11 Sku = 2.72 |  |  |
| UHMWPEMON(A) Sq = 1.170 µm Sp = 2.73 µm Sv = 3.37 µm Ssk = −0.36 Sku = 2.62 |  |  |
| UHMWPEPOL(B) Sq = 1.400 µm Sp = 5.13 µm Sv = 2.57 µm Ssk = 0.767 Sku = 3.12 |  |  |
| UHMWPEPOL(A) Sq = 1.300 µm Sp = 4.19 µm Sv = 2.81µm Ssk = 0.488 Sku = 3.00 |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niemczewska-Wójcik, M.; Wójcik, A. Stereometric and Tribometric Studies of Polymeric Pin and Ceramic Plate Friction Pair Components. Materials 2021, 14, 839. https://doi.org/10.3390/ma14040839
Niemczewska-Wójcik M, Wójcik A. Stereometric and Tribometric Studies of Polymeric Pin and Ceramic Plate Friction Pair Components. Materials. 2021; 14(4):839. https://doi.org/10.3390/ma14040839
Chicago/Turabian StyleNiemczewska-Wójcik, Magdalena, and Artur Wójcik. 2021. "Stereometric and Tribometric Studies of Polymeric Pin and Ceramic Plate Friction Pair Components" Materials 14, no. 4: 839. https://doi.org/10.3390/ma14040839
APA StyleNiemczewska-Wójcik, M., & Wójcik, A. (2021). Stereometric and Tribometric Studies of Polymeric Pin and Ceramic Plate Friction Pair Components. Materials, 14(4), 839. https://doi.org/10.3390/ma14040839