
Investigation on the Microstructure and Mechanical Properties of CNTs-AlSi10Mg Composites Fabricated by Selective Laser Melting



Abstract
1. Introduction
2. Experimental
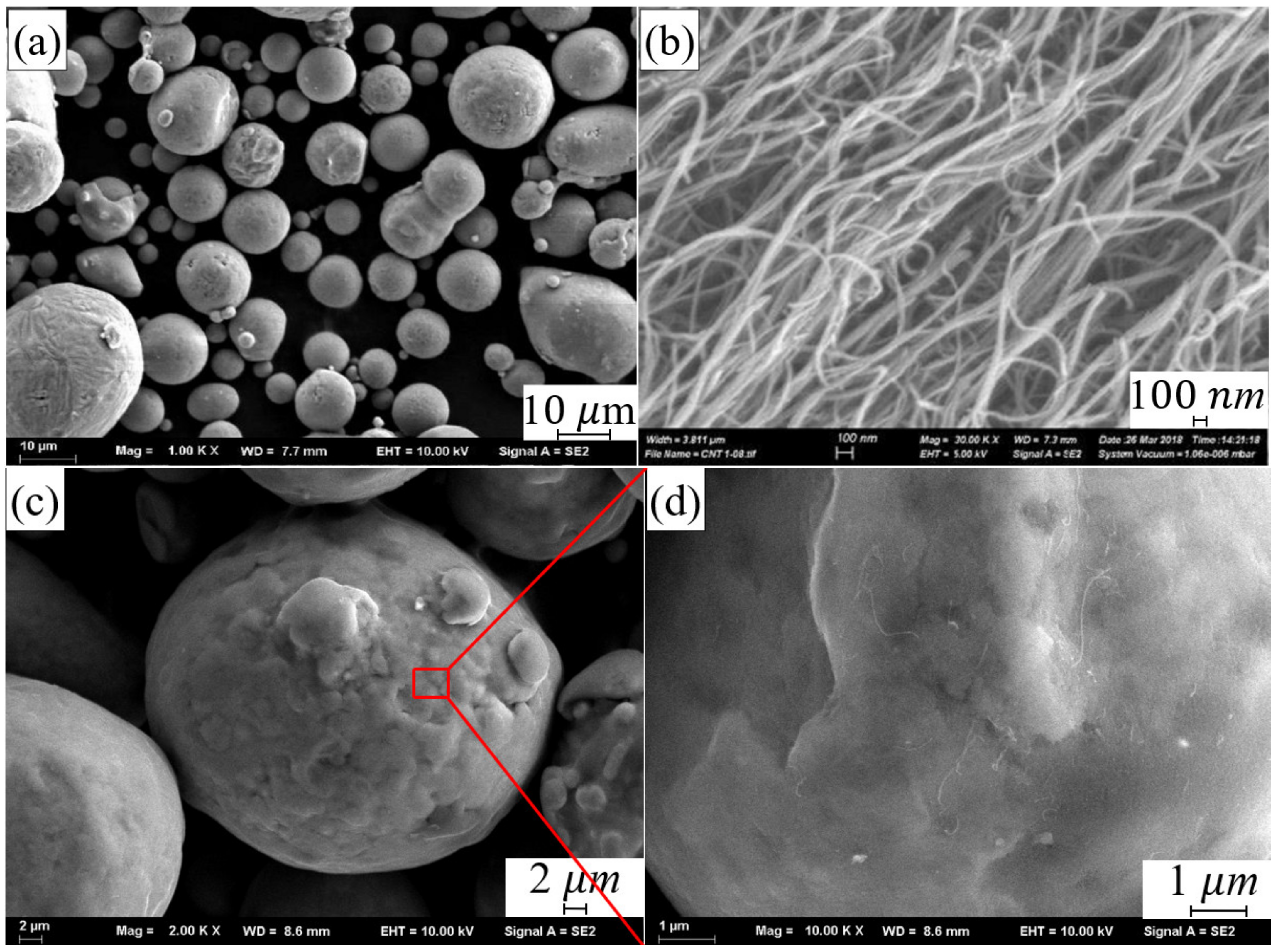
2.1. Material and Procedure
2.2. Characterization
3. Results and Discussion
3.1. The Effect of Scan Speeds on Density
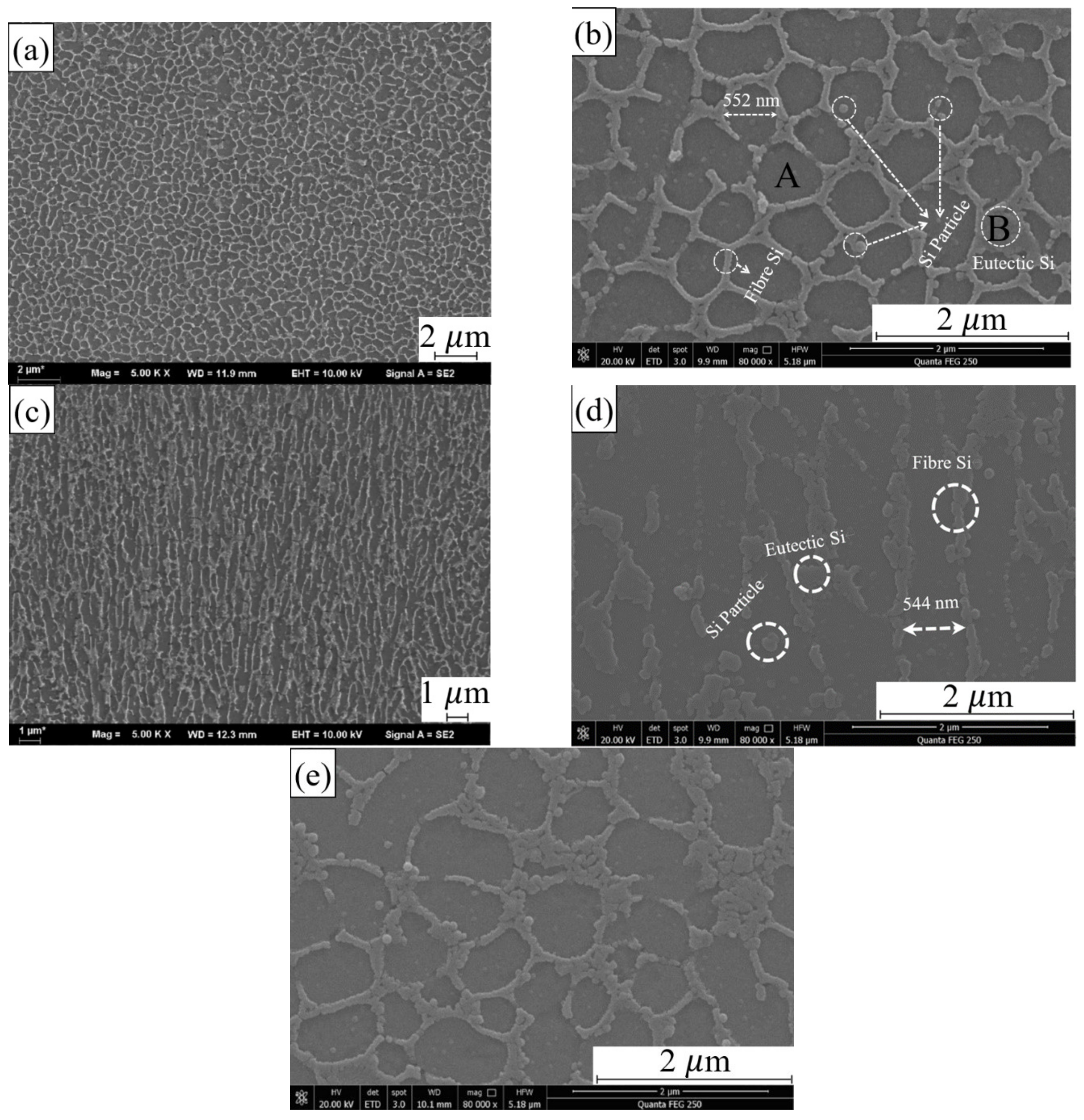
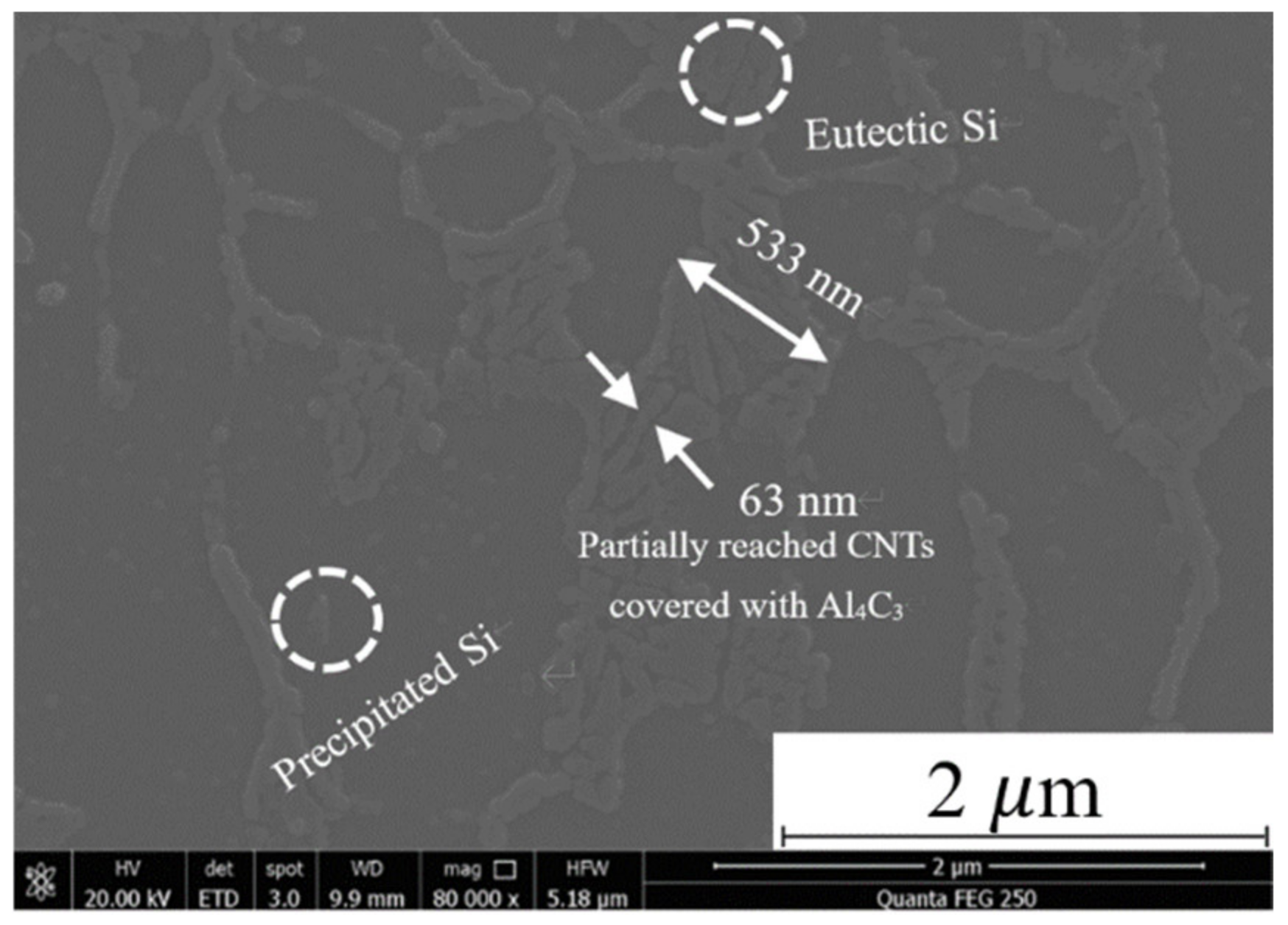
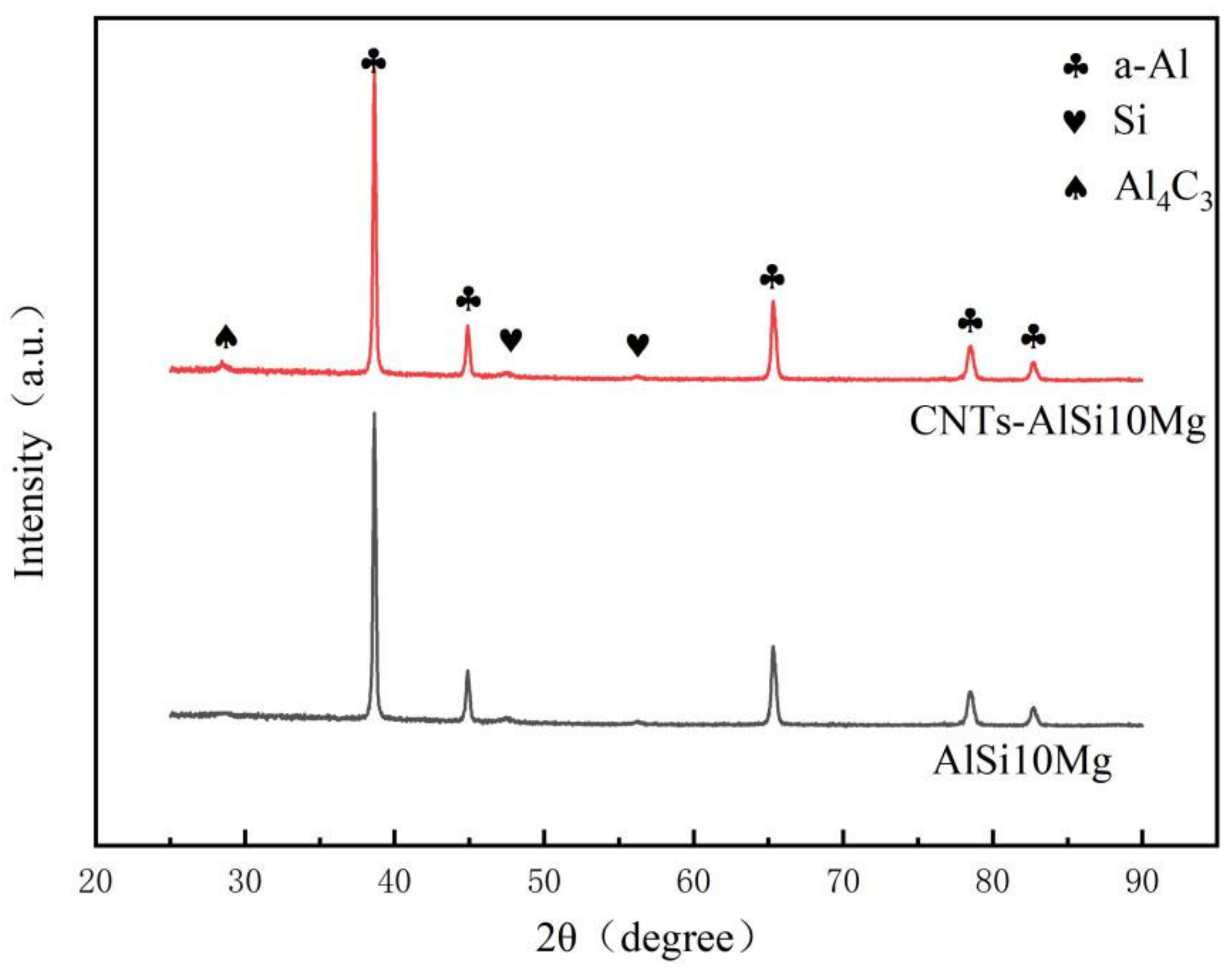
3.2. Microstructure
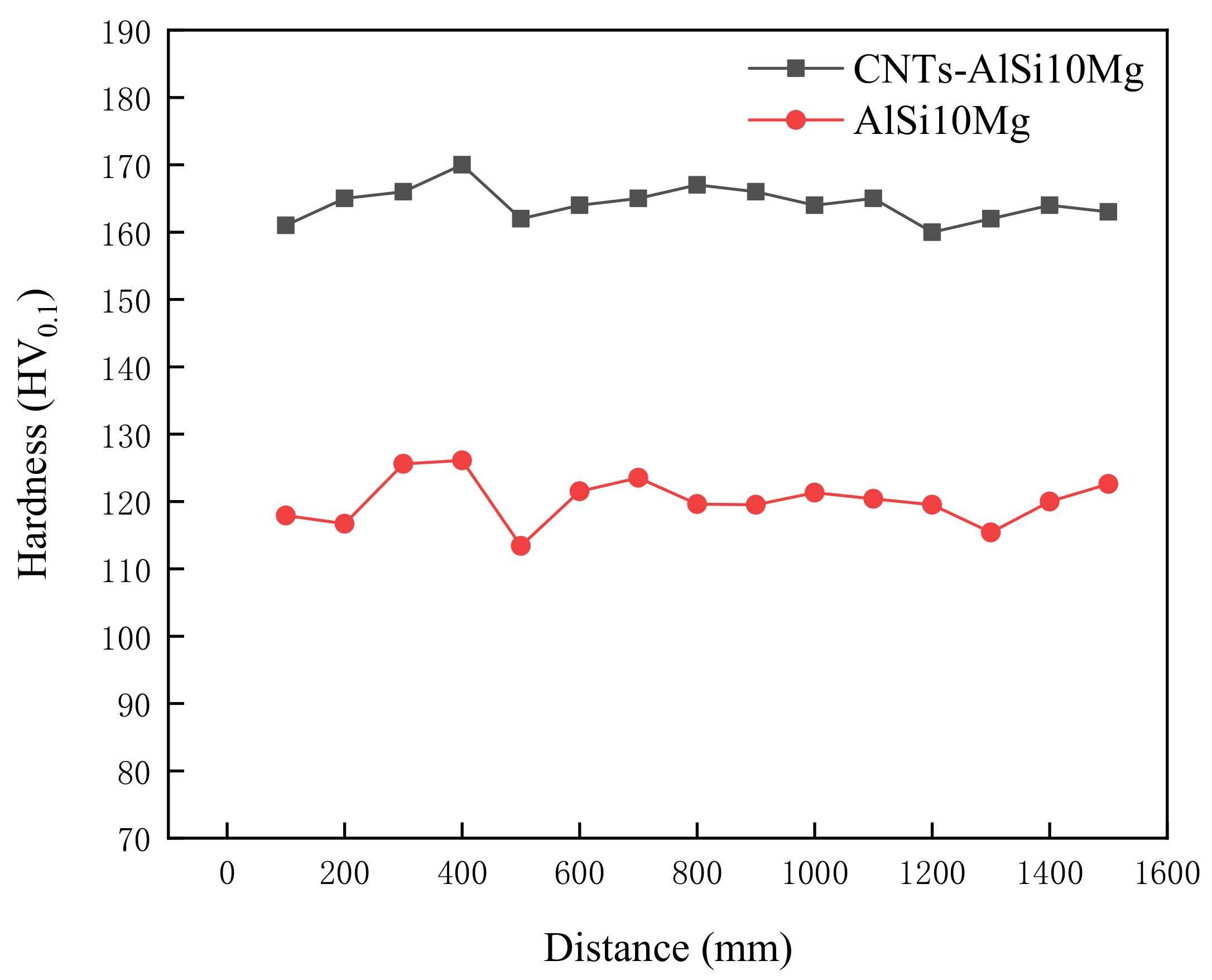
3.3. Mechanical Properties
4. Conclusions
- The density of the composites increased at first then decreased with increasing scan speed. A laser scan speed of 800 mm/s produced the highest density: 99%. When the scan speed is relatively slow, regular round metallurgical porosities are formed in the composites, and when the scan speed is relatively fast, irregular lack of fusion defects are formed.
- Al4C3-CNTs with a length of 533 nm and a width of 63 nm were found at the grain boundaries of the α-Al and exhibited the original tubular structure.
- The hardness and tensile strength of SLMed CNT-AlSi10Mg increased by 26% and 13%, respectively, compared to those of the unreinforced AlSi10Mg.
- SLMed CNT-AlSi10Mg has three strengthening mechanisms: fine grain strengthening, second phase strengthening, and load transfer strengthening.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Prasad, V.J.; Rao, N.M.; Kamaluddin, S. A study of microstructure and tribological properties of stir cast Al metal matrix composite. Mater. Today Proc. 2017, 4, 9264–9271. [Google Scholar] [CrossRef]
- Saravanakumar, A.; Sasikumar, P.; Sivasankaran, S. Synthesis and mechanical behavior of AA 6063-x wt. % Al2O3-1% Gr (x = 3, 6, 9 and 12wt. %) hybrid composites. Procedia Eng. 2014, 97, 951–960. [Google Scholar] [CrossRef][Green Version]
- Gu, D.; Wang, H.; Dai, D.; Yuan, P.; Meiners, W.; Poprawe, R. Rapid fabrication of Al-based bulk-form nano-composites with novel reinforcement and enhanced performance by selective laser melting. Scr. Mater. 2015, 96, 25–28. [Google Scholar] [CrossRef]
- Chen, F.; Chen, Z.; Mao, F.; Wang, T.; Cao, Z. TiB 2 reinforced aluminum based in situ composites fabricated by stir casting. Mater. Sci. Eng. A 2015, 625, 357–368. [Google Scholar] [CrossRef]
- Guo, B.; Ni, S.; Yi, J.; Shen, R.; Tang, Z.; Du, Y.; Song, M. Microstructures and mechanical properties of carbon nanotubes reinforced pure aluminum composites synthesized by spark plasma sintering and hot rolling. Mater. Sci. Eng. A 2017, 698, 282–288. [Google Scholar] [CrossRef]
- Deng, C.; Zhang, X.; Wang, D.; Lin, Q.; Li, A. Preparation and characterization of carbon nanotubes/aluminum matrix composites. Mater. Lett. 2007, 61, 1725–1728. [Google Scholar] [CrossRef]
- Bisht, A.; Srivastava, M.; Kumar, R.M.; Lahiri, I.; Lahiri, D. Strengthening mechanism in graphene nanoplatelets reinforced aluminum composite fabricated through spark plasma sintering. Mater. Sci. Eng. A 2017, 695, 20–28. [Google Scholar] [CrossRef]
- Yuan, W.; Li, R.; Chen, Z.; Gu, J.; Tian, Y. A comparative study on microstructure and properties of traditional laser cladding and high-speed laser cladding of Ni45 alloy coatings. Surf. Coat. Technol. 2021, 405, 126582. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Xiao, B.L.; Wang, W.G.; Ma, Z.Y. Analysis of carbon nanotube shortening and composite strengthening in carbon nanotube/aluminum composites fabricated by multi-pass friction stir processing. Carbon 2014, 69, 264–274. [Google Scholar] [CrossRef]
- Du, Z.; Tan, M.-J.; Guo, J.-F.; Wei, J. Friction stir processing of Al–CNT composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 230, 825–833. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Mai, S.; Wang, D.; Song, C. Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater. Des. 2015, 87, 797–806. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasemi, A.; Elbestawi, M. Selective laser melting of aluminum and titanium matrix composites: Recent progress and potential applications in the aerospace industry. Aerospace 2020, 7, 77. [Google Scholar] [CrossRef]
- Wang, Z.; Ummethala, R.; Singh, N.; Tang, S.; Suryanarayana, C.; Eckert, J.; Prashanth, K.G. Selective laser melting of Aluminum and its alloys. Materials 2020, 13, 4564. [Google Scholar] [CrossRef]
- Singh, N.; Hameed, P.; Ummethala, R.; Manivasagam, G.; Prashanth, K.; Eckert, J. Selective laser manufacturing of Ti-based alloys and composites: Impact of process parameters, application trends, and future prospects. Mater. Today Adv. 2020, 8, 100097. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Pollock, T.M. Alloy design for aircraft engines. Nat. Mater. 2016, 15, 809–815. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functionally graded Inconel 718 pro-cessed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Wen, S.; Chen, K.; Li, W.; Zhou, Y.; Wei, Q.; Shi, Y. Selective laser melting of reduced graphene oxide/S136 metal matrix com-posites with tailored microstructures and mechanical properties. Mater. Des. 2019, 175, 107811. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Coddet, C. Rapid in situ fabrication of Fe/SiC bulk nanocomposites by selective laser melting directly from a mixed powder of microsized Fe and SiC. Scr. Mater. 2014, 75, 90–93. [Google Scholar] [CrossRef]
- Zhao, X.; Gu, D.; Ma, C.; Xi, L.; Zhang, H. Microstructure characteristics and its formation mechanism of selective laser melting SiC reinforced Al-based composites. Vacuum 2019, 160, 189–196. [Google Scholar] [CrossRef]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; van Humbeeck, J.; Kruth, J.P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Liu, X.; Zhao, C.; Zhou, X.; Shen, Z.; Liu, W. Microstructure of selective laser melted AlSi10Mg alloy. Mater. Des. 2019, 168, 107677. [Google Scholar] [CrossRef]
- Prashanth, K.; Scudino, S.; Klauss, H.; Surreddi, K.; Lober, L.; Wang, Z.; Chaubey, A.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al–12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.; Liu, Z.; Xiao, B.; Ni, D.; Ma, Z. Deformation and strengthening mechanisms of a carbon nanotube reinforced aluminum composite. Carbon 2016, 104, 64–77. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Rajan, T.P.D.; Pillai, R.M.; Pai, B.C. Reinforcement coatings and interfaces in aluminium metal matrix composites. J. Mater. Sci. 1998, 33, 3491–3503. [Google Scholar] [CrossRef]
- Gu, D.; Rao, X.; Dai, D.; Ma, C.; Xi, L.; Lin, K. Laser additive manufacturing of carbon nanotubes (CNTs) reinforced aluminum matrix nanocomposites: Processing optimization, microstructure evolution and mechanical properties. Addit. Manuf. 2019, 29, 100801. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Salama, E.; Rance, G.A.; Neate, N.C.; Tuck, C.J.; Esawi, A.M.; Hague, R.J. Evolution of carbon nanotubes and their metallurgical reactions in Al-based composites in response to laser irradiation during selective laser melting. Mater. Sci. Eng. A 2019, 765, 138307. [Google Scholar] [CrossRef]
- Thompson, P.; Poveda, R.; Bezsonov, I.; Rossini, M.; Orthner, D.; Cobb, K.; Leng, B.; Iqbal, Z. AlSi10Mg Nanocomposites Prepared by DMLS Using In-Situ CVD Growth of CNTs: Process Effects and Mechanical Characterization; Conference Proceedings of the Society for Experimental Mechanics Series; Springer Nature: New York, NY, USA, 2018; Volume 5, pp. 41–46. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Si | Fe | Mg | Mn | Zn | Ti | Cu | Al |
|---|---|---|---|---|---|---|---|---|
| contents | 10.13 | 0.07 | 0.10 | 0.06 | 0.026 | 0.02 | 0.03 | Bal. |
| Elements | Al | Si | Mg | O | C |
|---|---|---|---|---|---|
| A | 90.42 | 7.99 | 0.38 | 1.21 | 0 |
| B | 65.28 | 23.59 | 0.68 | 1.66 | 8.79 |
| Elements | Al | Si | Mg | C | O |
|---|---|---|---|---|---|
| wt% | 73.34 | 10.04 | 0.42 | 13.78 | 2.42 |
| Specimens | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| CNT-AlSi10Mg-1 | 493.9 | 300.4 | 9.8 |
| CNT-AlSi10Mg-2 | 498.9 | 311.3 | 10.6 |
| CNT-AlSi10Mg-3 | 503 | 316.8 | 11.2 |
| Average | 498.6 | 309.5 | 10.5 |
| AlSi10Mg-1 | 436.1 | 261.3 | 7.4 |
| AlSi10Mg-2 | 440.1 | 273.4 | 7.2 |
| AlSi10Mg-3 | 441.2 | 277.3 | 7.8 |
| Average | 439.1 | 270.7 | 7.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, S.; Li, R.; He, P.; Yue, H.; Gu, J. Investigation on the Microstructure and Mechanical Properties of CNTs-AlSi10Mg Composites Fabricated by Selective Laser Melting. Materials 2021, 14, 838. https://doi.org/10.3390/ma14040838
Luo S, Li R, He P, Yue H, Gu J. Investigation on the Microstructure and Mechanical Properties of CNTs-AlSi10Mg Composites Fabricated by Selective Laser Melting. Materials. 2021; 14(4):838. https://doi.org/10.3390/ma14040838
Chicago/Turabian StyleLuo, Shixuan, Ruifeng Li, Peiyuan He, Hangyu Yue, and Jiayang Gu. 2021. "Investigation on the Microstructure and Mechanical Properties of CNTs-AlSi10Mg Composites Fabricated by Selective Laser Melting" Materials 14, no. 4: 838. https://doi.org/10.3390/ma14040838
APA StyleLuo, S., Li, R., He, P., Yue, H., & Gu, J. (2021). Investigation on the Microstructure and Mechanical Properties of CNTs-AlSi10Mg Composites Fabricated by Selective Laser Melting. Materials, 14(4), 838. https://doi.org/10.3390/ma14040838