
Bending Response of 3D-Printed Titanium Alloy Sandwich Panels with Corrugated Channel Cores

Abstract
1. Introduction
2. Methodologies
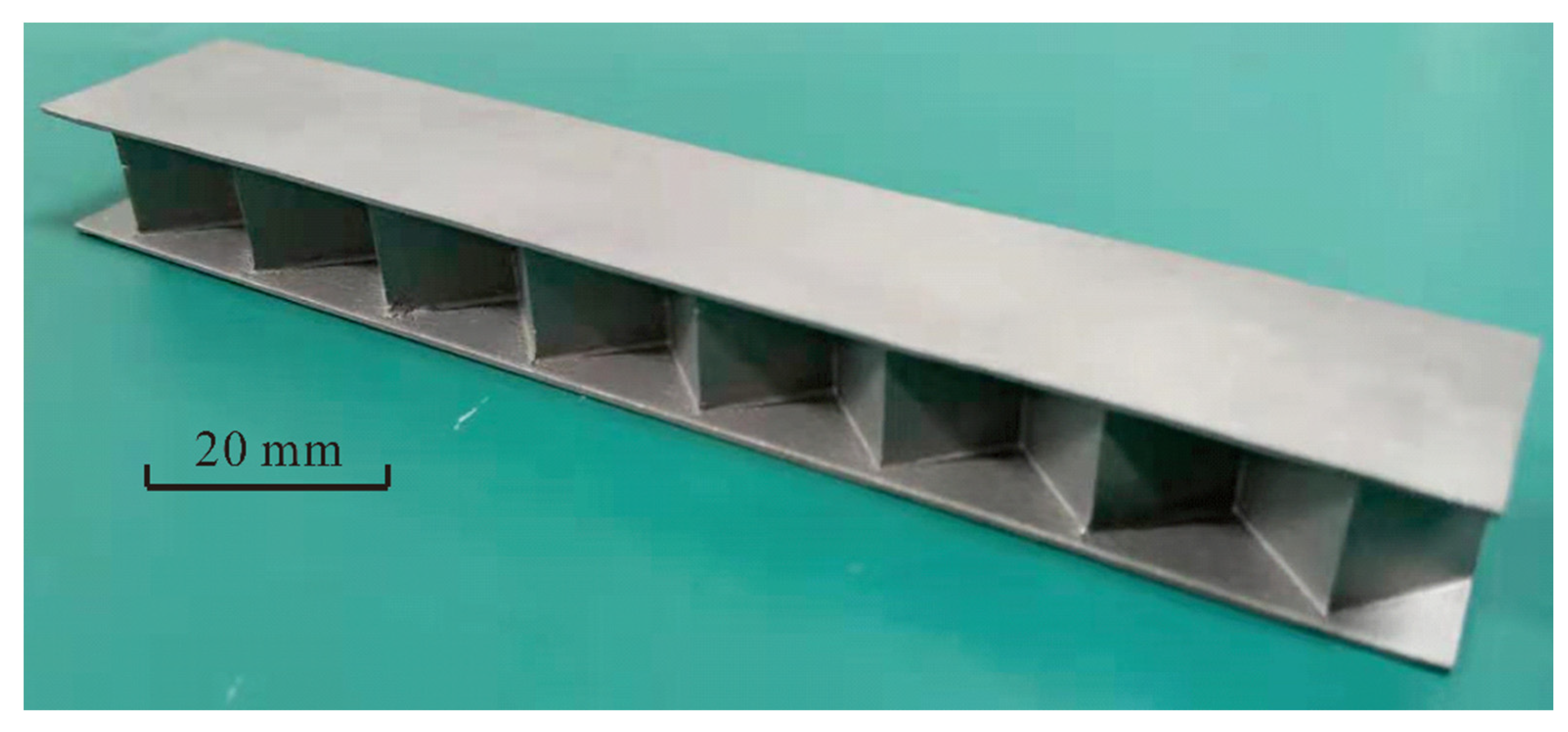
2.1. Fabrication of 3CSP Specimens
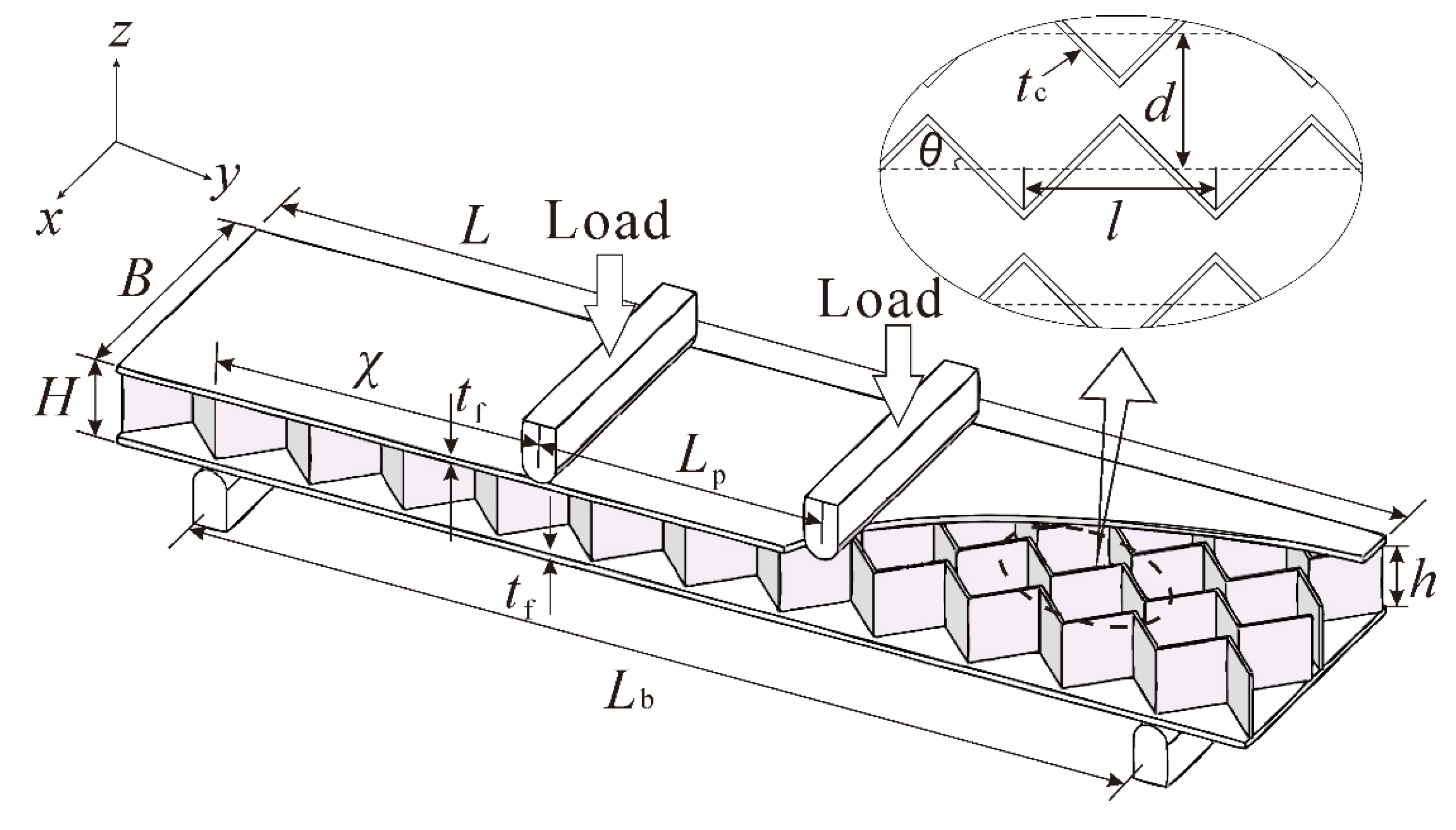
2.1.1. Topology of 3CSP Specimen
2.1.2. Fabrication Methodology
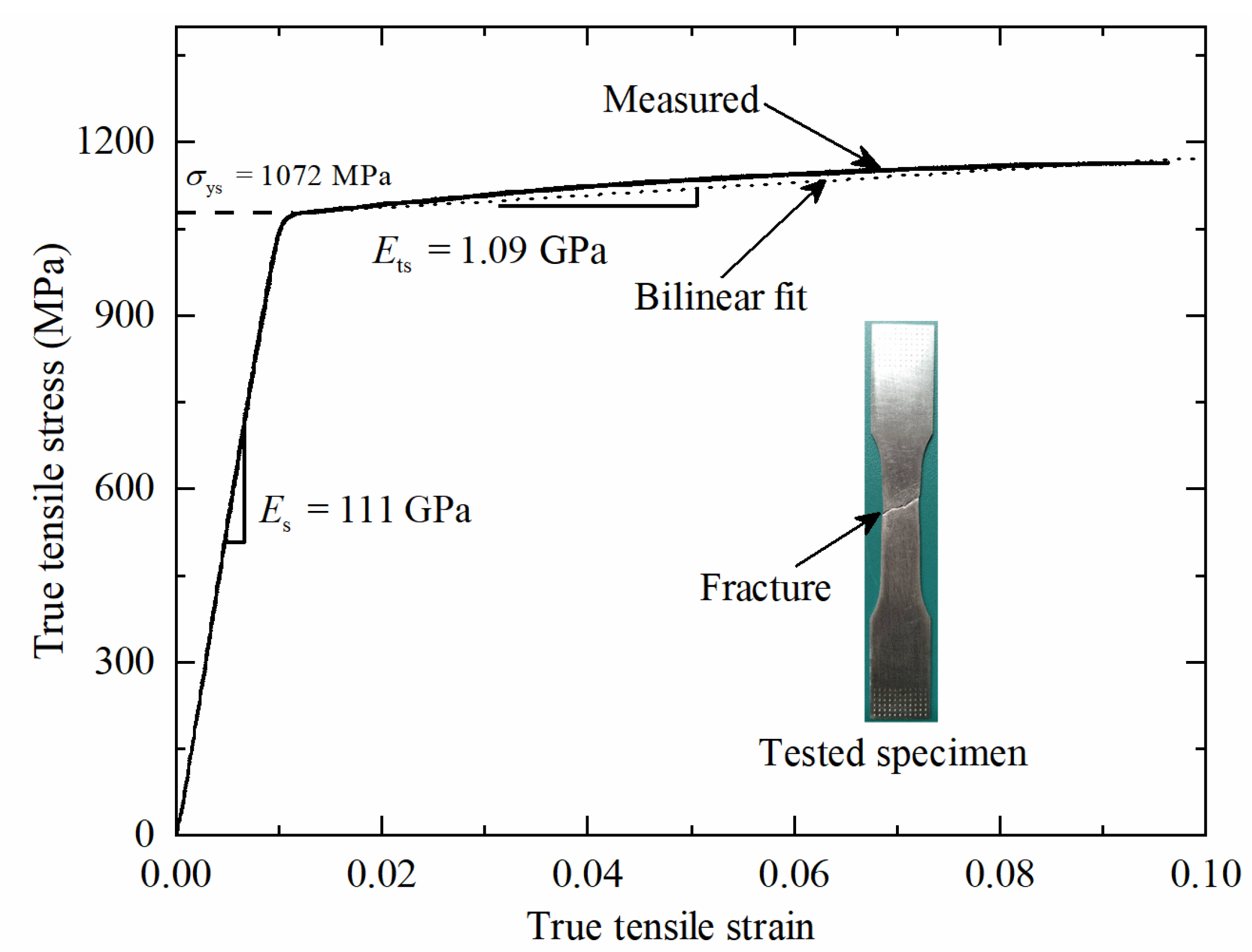
2.1.3. Material Properties of Parent Material
2.2. Experimental Setup for Four-Point Bending
2.3. Finite Element Simulation
2.4. Analytical Modeling
2.4.1. Bending Stiffness
2.4.2. Initial Failure Loads
3. Results and discussion
3.1. Observations of Structural Failure
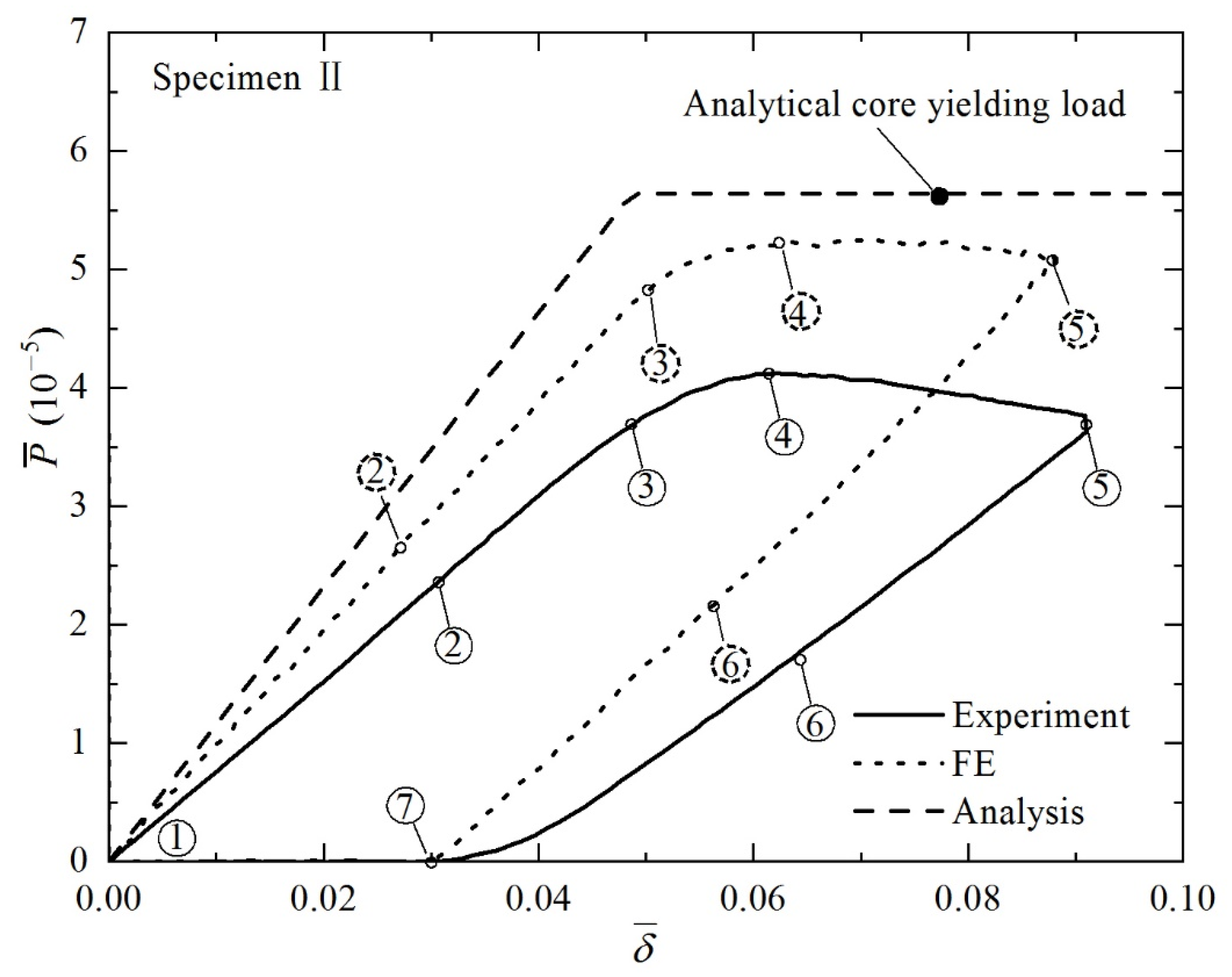
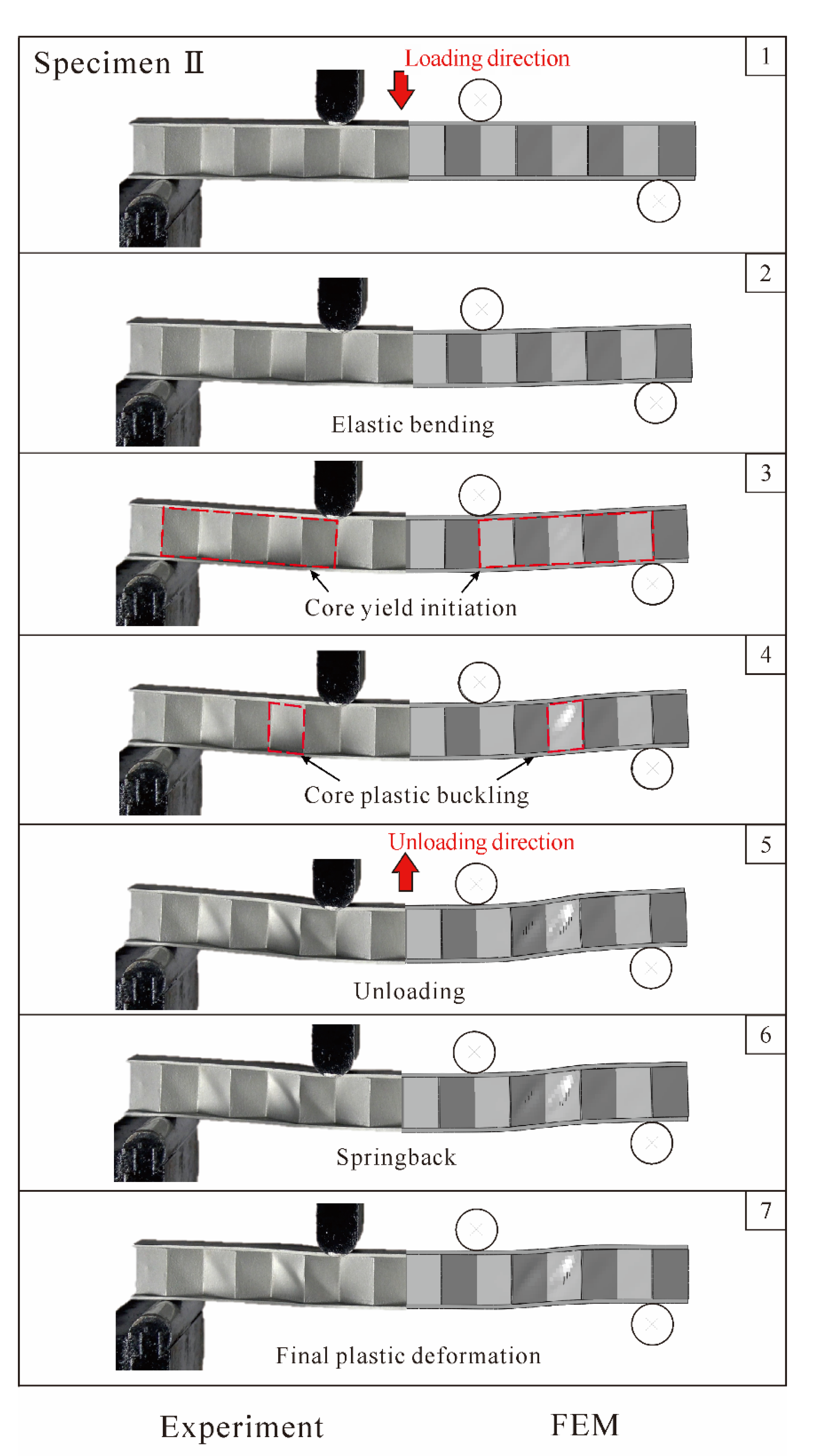
3.1.1. Core Yielding
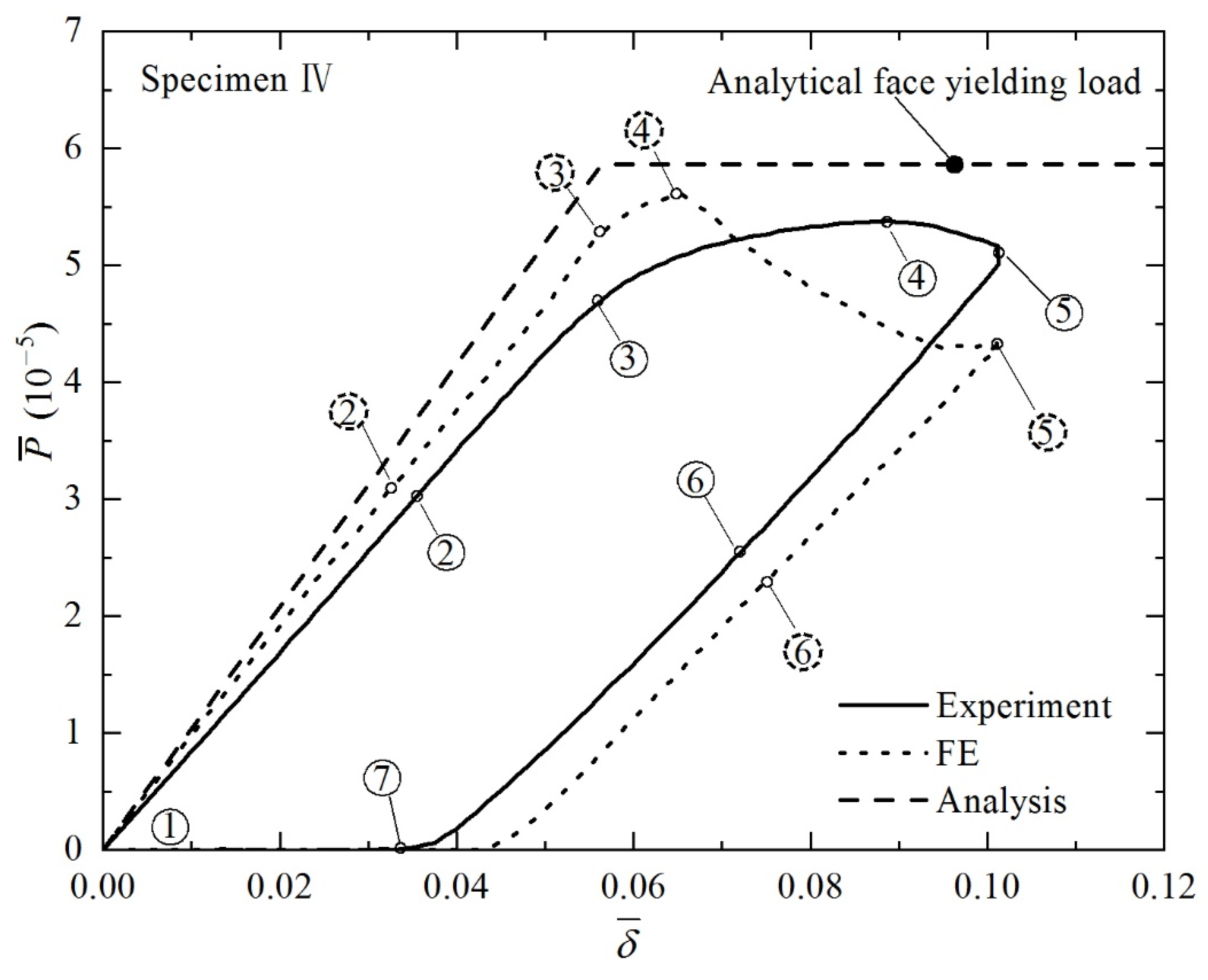
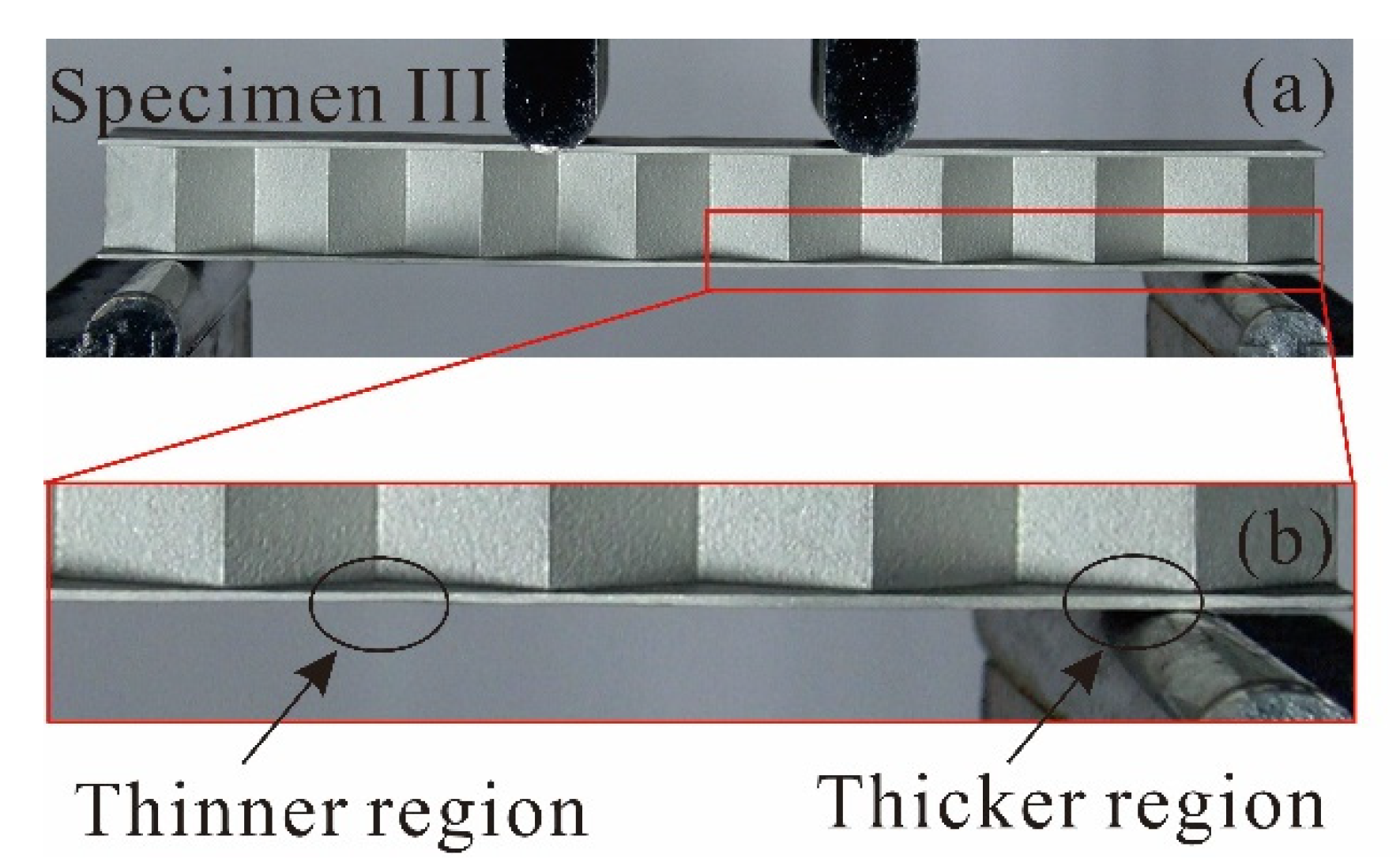
3.1.2. Face Yielding
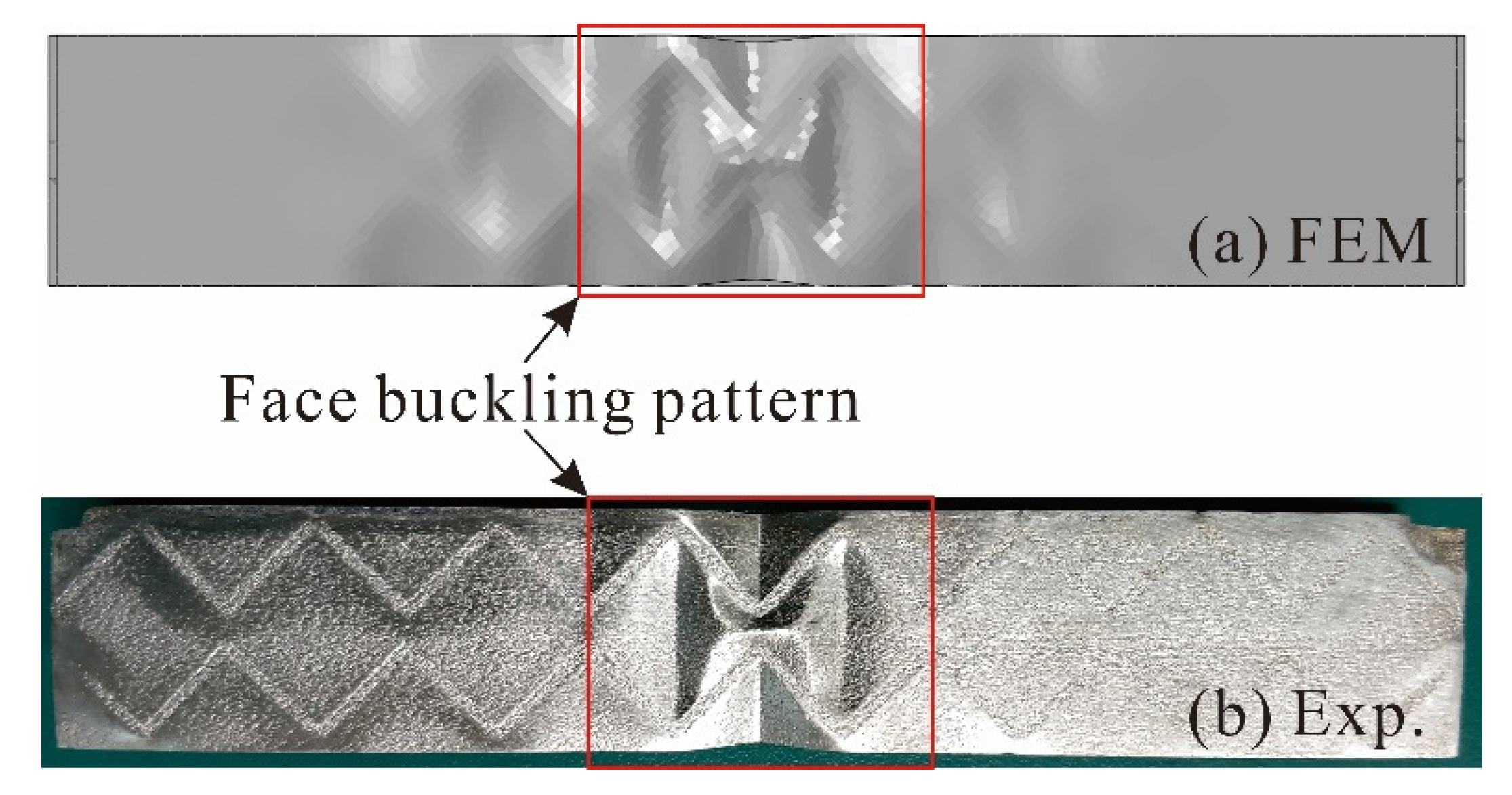
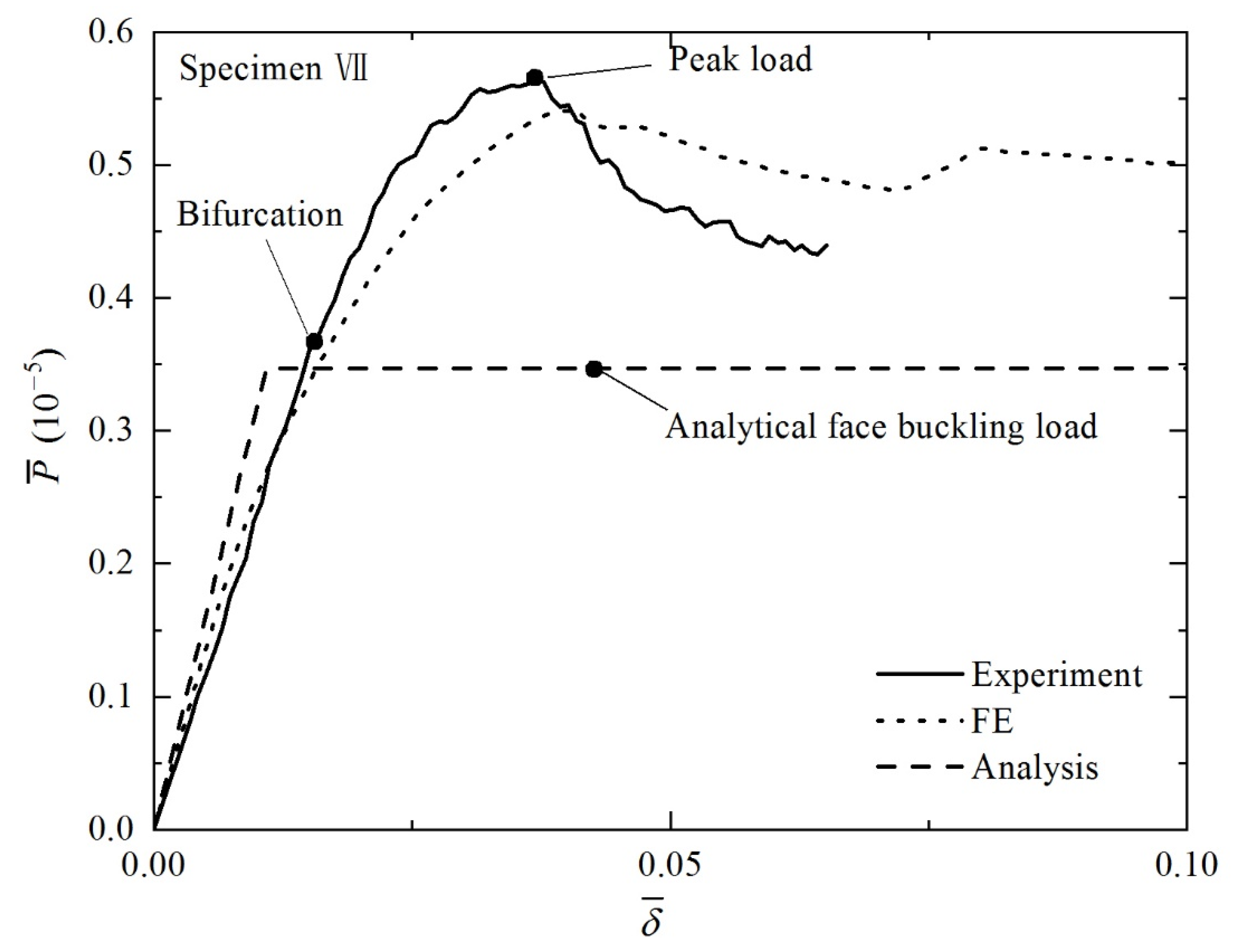
3.1.3. Face Buckling
3.2. Comparison among Experimental, Analytical and FE Results
3.3. Discussion
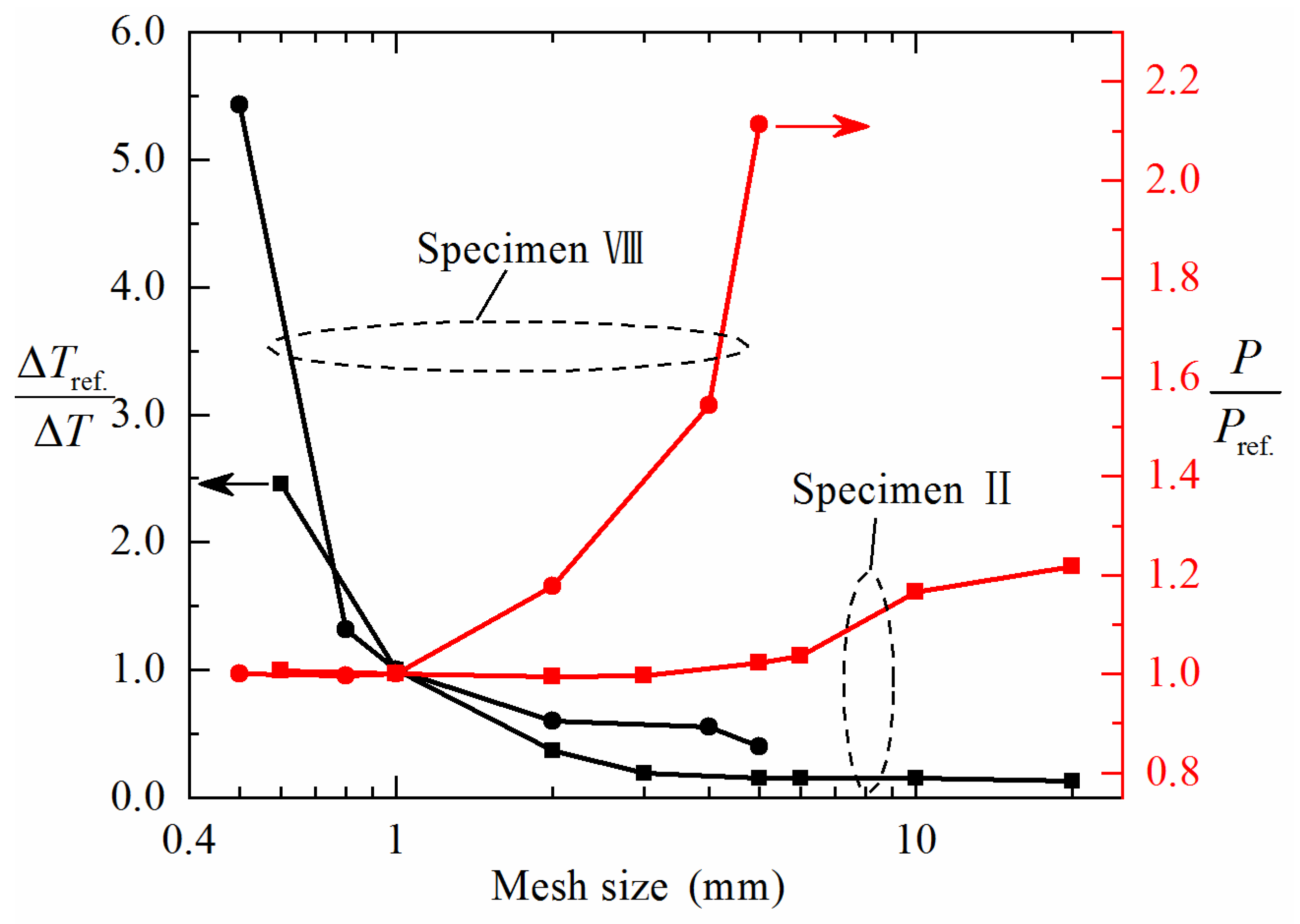
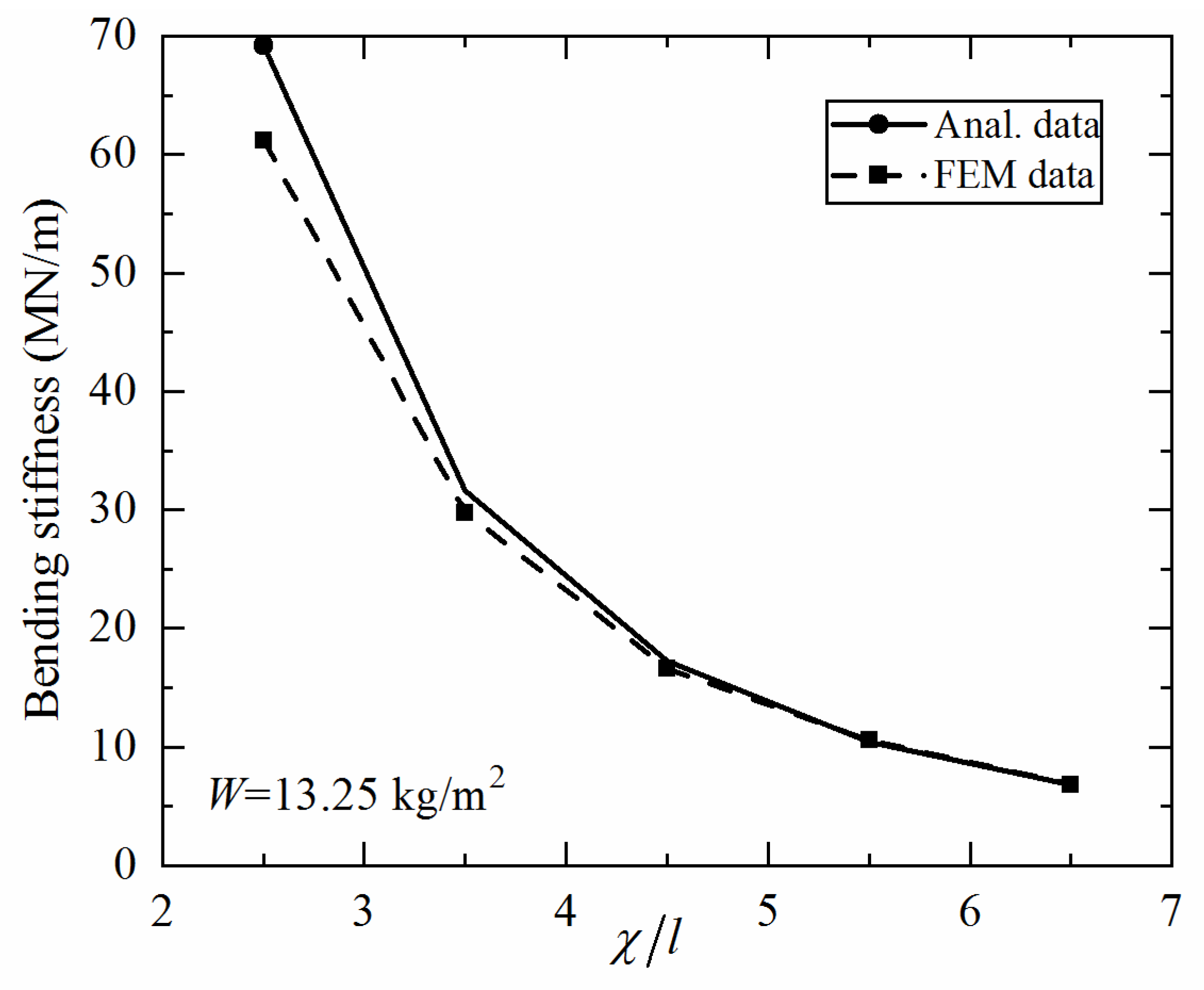
3.3.1. Effect of Geometric Sizes on Bending Stiffness
- Printing: To ensure the face sheet and the core are formed in one step, the specimen needs to be placed at an inclined angle, with a support used between the supporting plate and the suspended surface to ensure the forming accuracy.
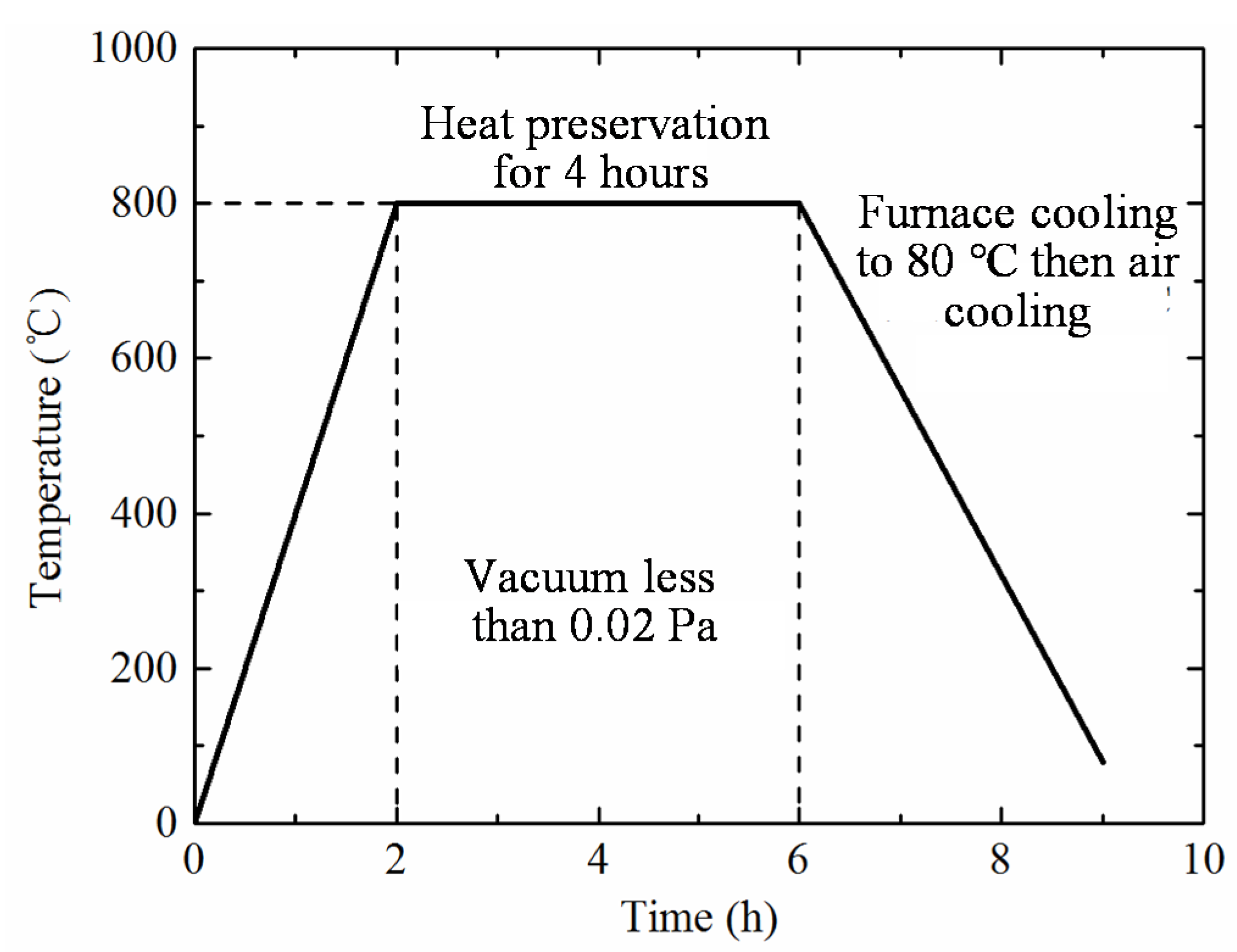
- Heat treatment: To eliminate residual stresses induced during 3D printing, the as-printed specimen (together with the supporting plate) is put into a vacuum furnace, with the furnace temperature controlled in accordance with that shown in Figure 3.
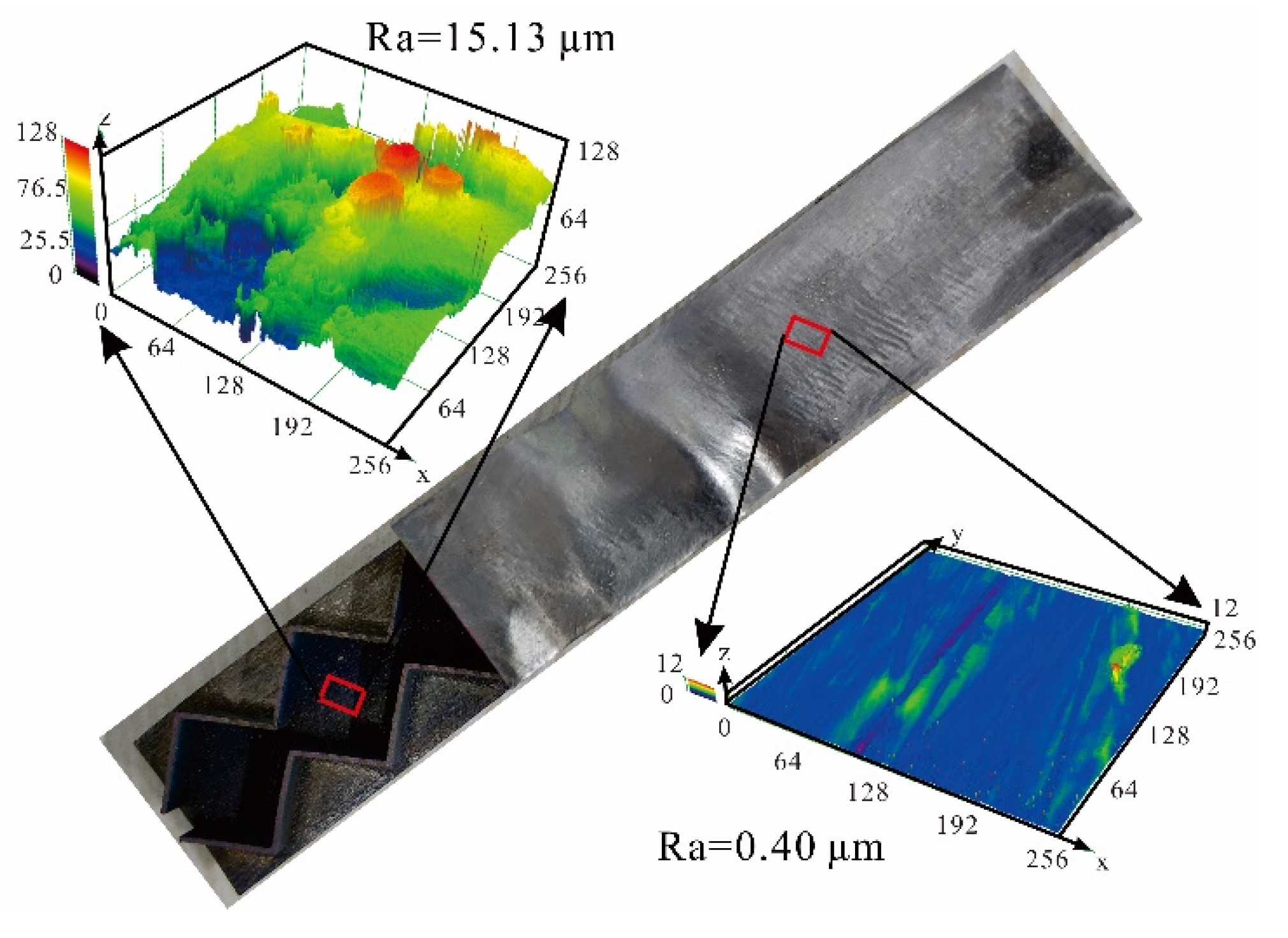
- Post processing: Upon removing the supporting plate via wire cutting, electrical grinding tool and sandpaper are used to manually polish the surfaces of the specimen.
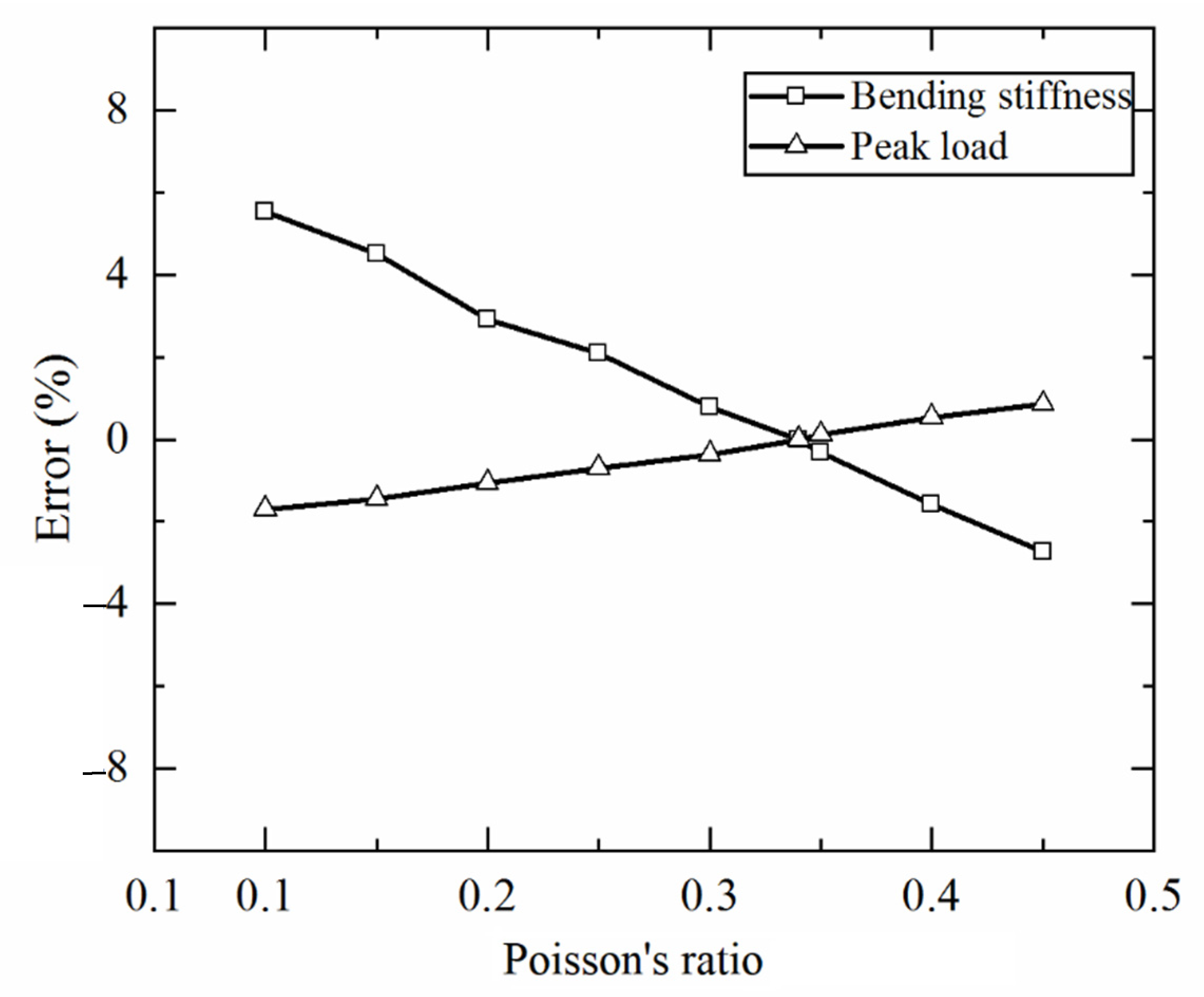
3.3.2. Effect of Poisson Ratio
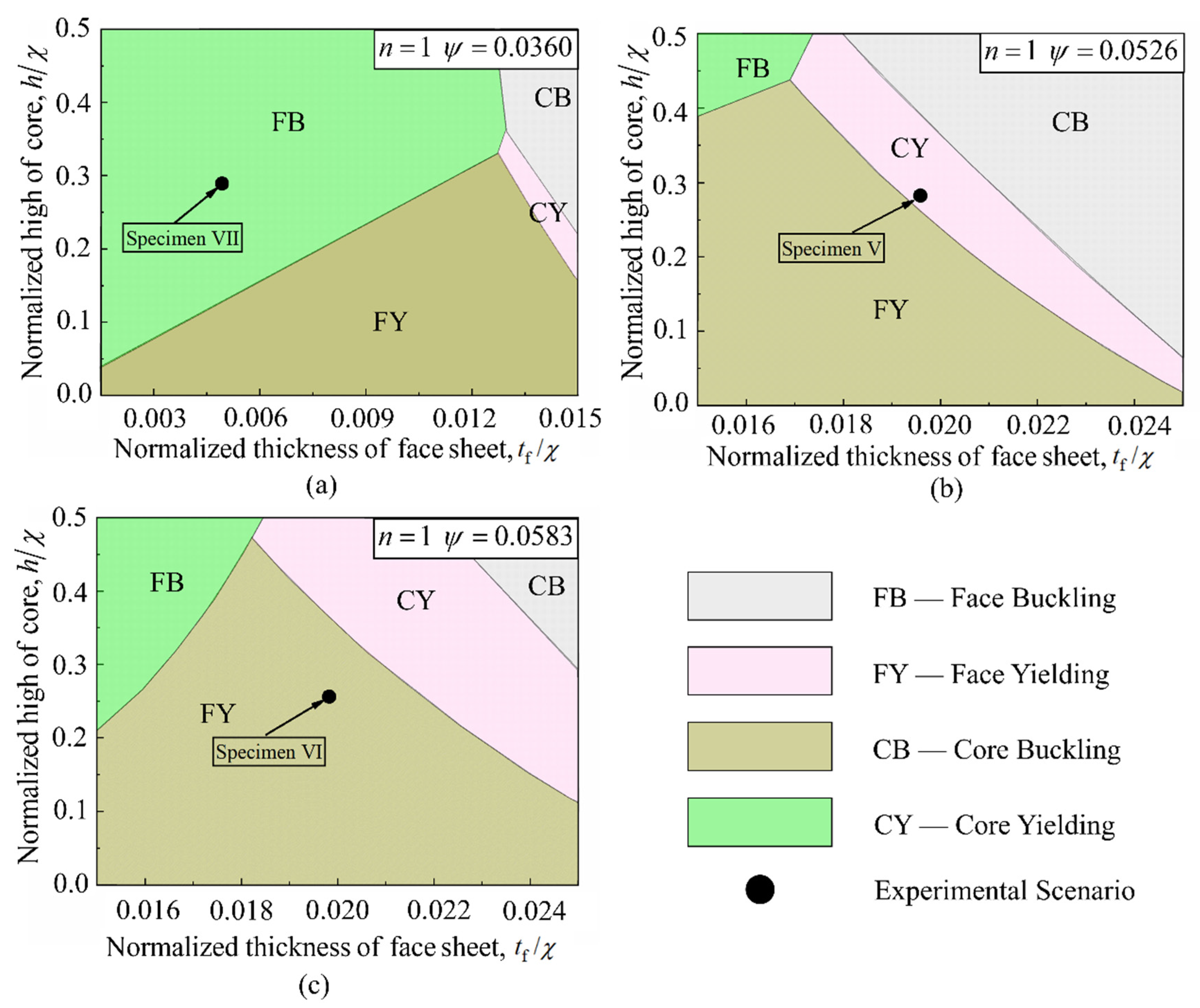
4. Collapse Mechanism Maps
5. Conclusions
- Four competing collapse initiation modes, i.e., face-sheet yielding, face-sheet buckling, core yielding, and core buckling, govern the failure processes of a 3CSP structure as its geometry is varied.
- Both the analytical and FE models predict accurately the failure modes but overestimate the bending stiffness and initial failure load.
- Collapse mechanism maps constructed using the developed analytical model provide an effective strategy for designing 3CSP structures with optimal bending responses.
- The collapse mechanism maps can be employed to quantify the influence of 3CSP structural topology on collapse initiation modes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valdevit, L.; Vermaak, N.; Zok, F.W.; Evans, A.G. A Materials Selection Protocol for Lightweight Actively Cooled Panels. J. Appl. Mech. 2008, 75, 061022. [Google Scholar] [CrossRef]
- Liu, F.; Jiang, X.; Wang, X.; Wang, L. Machine learning-based design and optimization of curved beams for multistable structures and metamaterials. Extreme Mech. Lett. 2020, 41, 101002. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Koric, S.; Sobh, N. Topology optimization of 2D structures with nonlinearities using deep learning. Comput. Struct. 2020, 237, 106283. [Google Scholar] [CrossRef]
- Lv, W.; Li, D.; Dong, L. Study on mechanical properties of a hierarchical octet-truss structure. Compos. Struct. 2020, 249, 112640. [Google Scholar] [CrossRef]
- Peng, C.; Tran, P. Bioinspired functionally graded gyroid sandwich panel subjected to impulsive loadings. Compos. Part B Eng. 2020, 188, 107773. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, A.G.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G. Metal Foams A Design Guide; Butterworth-Heinemann: Burlington, MA, USA, 2000. [Google Scholar]
- Ashby, M.F.; Cebon, D. Materials selection in mechanical design. Le J. De Phys. IV 1993, 3, C7-1. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Siegmund, T.; Tsutsui, W.; Liao, H.; Chen, W. Bi-objective optimal design of a damage-tolerant multifunctional battery system. Mater. Des. 2016, 105, 51–65. [Google Scholar] [CrossRef]
- Attar, P.; Galos, J.; Best, A.; Mouritz, A. Compression properties of multifunctional composite structures with embedded lithium-ion polymer batteries. Compos. Struct. 2020, 237, 111937. [Google Scholar] [CrossRef]
- Wadley, H.N.G. Multifunctional periodic cellular metals. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2005, 364, 31–68. [Google Scholar] [CrossRef]
- Lu, T.J.; Valdevit, L.; Evans, A. Active cooling by metallic sandwich structures with periodic cores. Prog. Mater. Sci. 2005, 50, 789–815. [Google Scholar] [CrossRef]
- Valdevit, L.; Pantano, A.; Stone, H.; Evans, A. Optimal active cooling performance of metallic sandwich panels with prismatic cores. Int. J. Heat Mass Transf. 2006, 49, 3819–3830. [Google Scholar] [CrossRef]
- Meng, H.; Galland, M.A.; Ichchou, M.; Bareille, O.; Xin, F.X.; Lu, T.J. Small perforations in corrugated sandwich panel sig-nificantly enhance low frequency sound absorption and transmission loss. Compos. Struct. 2017, 182, 1–11. [Google Scholar] [CrossRef]
- Tang, Y.; Ren, S.; Meng, H.; Xin, F.; Huang, L.; Chen, T.; Zhang, C.; Lu, T. Hybrid acoustic metamaterial as super absorber for broadband low-frequency sound. Sci. Rep. 2017, 7, 1–11. [Google Scholar] [CrossRef]
- Wadley, H.; Dharmasena, K.; O’Masta, M.; Wetzel, J.; O’Masta, M.R. Impact response of aluminum corrugated core sandwich panels. Int. J. Impact Eng. 2013, 62, 114–128. [Google Scholar] [CrossRef]
- Wadley, H.; O’Masta, M.; Dharmasena, K.; Compton, B.; Gamble, E.; Zok, F. Effect of core topology on projectile penetration in hybrid aluminum/alumina sandwich structures. Int. J. Impact Eng. 2013, 62, 99–113. [Google Scholar] [CrossRef]
- Ni, C.; Hou, R.; Xia, H.; Zhang, Q.; Wang, W.; Cheng, Z.; Lu, T. Perforation resistance of corrugated metallic sandwich plates filled with reactive powder concrete: Experiment and simulation. Compos. Struct. 2015, 127, 426–435. [Google Scholar] [CrossRef]
- Rathbun, H.; Zok, F.W.; Evans, A. Strength optimization of metallic sandwich panels subject to bending. Int. J. Solids Struct. 2005, 42, 6643–6661. [Google Scholar] [CrossRef]
- Cotea, F.; Deshpande, V.S.; Fleck, N.A.; Evans, A.G. The compressive and shear responses of corrugated and diamond lattice materials. Int. J. Solids Struct. 2006, 43, 6220–6242. [Google Scholar] [CrossRef]
- Zhao, Z.-Y.; Han, B.; Wang, X.; Zhang, Q.; Lu, T.J. Out-of-plane compression of Ti-6Al-4V sandwich panels with corrugated channel cores. Mater. Des. 2018, 137, 463–472. [Google Scholar] [CrossRef]
- Jiang, W.; Ma, H.; Yan, L.; Wang, J.; Han, Y.; Zheng, L.; Qu, S. A microwave absorption/transmission integrated sandwich structure based on composite corrugation channel: Design, fabrication and experiment. Compos. Struct. 2019, 229, 111425. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, Z.-Y.; Li, L.; Zhang, Z.-J.; Zhang, Q.-C.; Han, B.; Lu, T.J. Free vibration behavior of Ti-6Al-4V sandwich beams with corrugated channel cores: Experiments and simulations. Thin-Walled Struct. 2019, 135, 329–340. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Tancogne-Dejean, T.; Spierings, A.B.; Mohr, D. Additively-manufactured metallic micro-lattice materials for high specific energy absorption under static and dynamic loading. Acta Mater. 2016, 116, 14–28. [Google Scholar] [CrossRef]
- Bremen, S.; Meiners, W.; Diatlov, A. Selective Laser Melting: A manufacturing technology for the future? Laser Tech. J. 2012, 2, 33–38. [Google Scholar] [CrossRef]
- Fousova, M.; Vojtech, D.; Kubasek, J.; Jablonska, E.; Fojt, J. Promising charcteristics of gradient porosity TI-6Al-4V alloy pre-pared by SLM process. J. Mech. Behav. Bioed. 2017, 69, 368–376. [Google Scholar] [CrossRef] [PubMed]
- Gautam, R.; Idapalapati, S.; Feih, S. Printing and characterisation of Kagome lattice structures by fused deposition modelling. Mater. Des. 2018, 137, 266–275. [Google Scholar] [CrossRef]
- Vayssette, B.; Saintier, N.; Brugger, C.; El May, M. Surface roughness effect of SLM and EBM Ti-6Al-4V on multiaxial high cycle fatigue. Theor. Appl. Fract. Mech. 2020, 108, 102581. [Google Scholar] [CrossRef]
- ISO 6892-1:2009 Metallic materials—Tensile Testing. In Part 1: Method of Test at Room Temperature; ISO: Geneva, Switzerland, 2009.
- Allen, H.G. Analysis and Design of Structural Sandwich Panels; Pergamon Press: Oxford, London, UK, 1969. [Google Scholar]
- Roylance, D. Beam Displacement. Department of Materials Science and Engineering, Massachusetts Institute of Technology, 2000. Available online: https://ocw.mit.edu/courses/materials-science-and-engineering/3-11-mechanics-of-materials-fall-1999/modules/MIT3_11F99_bdisp.pdf (accessed on 26 September 2018).
- Guo, Y.L.; Tong, J.Z.; Jiang, Z.X. Design fundamentals and application of corrugated-web steel structures; China Science Publishing & Media Ltd.: Beijing, China, 2015. [Google Scholar]
- Wilbert, A.; Jang, W.-Y.; Kyriakides, S.; Floccari, J. Buckling and progressive crushing of laterally loaded honeycomb. Int. J. Solids Struct. 2011, 48, 803–816. [Google Scholar] [CrossRef]
- Hohe, J.; Becker, W. Effective stress-strain relations for two-dimensional cellular sandwich cores: Homogenization, material models, and properties. Appl. Mech. Rev. 2002, 55, 61–87. [Google Scholar] [CrossRef]
- Yan, L.; Han, B.; Yu, B.; Chen, C.; Zhang, Q.-C.; Lu, T. Three-point bending of sandwich beams with aluminum foam-filled corrugated cores. Mater. Des. 2014, 60, 510–519. [Google Scholar] [CrossRef]
- Wei, X.Y.; Wu, Q.Q.; Gao, Y.; Xiong, J. Bending characteristics of all-composite hexagon honeycomb sandwich beams: Experimental tests and a three-dimensional failure mechanism map. Mech. Mater. 2020, 148, 103401. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen No. | Length L (mm) | Width W (mm) | Core Height h (mm) | Web Spacing d (mm) | Thickness of Face Sheet tf (mm) | Thickness of Core Sheet tc (mm) | Angle θ (°) | Wave Length l (mm) |
|---|---|---|---|---|---|---|---|---|
| I | 136 | 24 | 12 | 12 | 1.0 | 0.4 | 45 | 17 |
| II | 136 | 24 | 12 | 12 | 1.0 | 0.4 | 45 | 17 |
| III | 136 | 24 | 12 | 12 | 1.0 | 0.6 | 45 | 17 |
| IV | 136 | 24 | 12 | 12 | 0.8 | 0.6 | 45 | 17 |
| V | 136 | 24 | 12 | 12 | 0.8 | 0.4 | 45 | 17 |
| VI | 136 | 24 | 12 | 12 | 0.8 | 0.6 | 45 | 17 |
| VII | 136 | 24 | 12 | 12 | 0.2 | 0.8 | 45 | 17 |
| Term | Layer Thickness | Laser Powder | Scan Speed | Hatch Distance | Particle Size |
|---|---|---|---|---|---|
| Parameter | 40 μm | 230 W | 970 mm/s | 100 μm | 15–53 μm |
| Specimen No. | Thickness of Face Sheet (mm) | Thickness of Core Sheet (mm) | ||||
|---|---|---|---|---|---|---|
| Design Size | Measured Size | Error | Design Size | Measured Size | Error | |
| I | 1.0 | 0.992 | −0.80% | 0.4 | 0.445 | 11.25% |
| II | 1.0 | 1.063 | 6.30% | 0.4 | 0.430 | 7.50% |
| III | 1.0 | 1.042 | 4.20% | 0.6 | 0.645 | 7.50% |
| IV | 0.8 | 0.853 | 6.62% | 0.6 | 0.551 | −8.17% |
| V | 0.8 | 0.831 | 3.87% | 0.4 | 0.407 | 1.75% |
| VI | 0.8 | 0.813 | 1.62% | 0.6 | 0.603 | 0.50% |
| VII | 0.2 | 0.225 | 12.50% | 0.8 | 0.764 | −4.50% |
| Specimen No. | Bending Stiffness S (10−5) | Initial Failure Load (10−5) | Collapse Mode | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Analysis | Simulation | Experiment | Analysis | Simulation | Experiment | Analysis | Simulation | Experiment | |
| I | 111.11 | 99.06 | 76.91 | 5.84 | 5.34 | 3.72 | CY | CY | CY |
| II | 116.00 | 97.41 | 77.57 | 5.64 | 4.87 | 3.76 | CY | CY | CY |
| III | 129.93 | 103.12 | 76.42 | 7.27 | 5.46 | 3.58 | FY | FY | FY |
| IV | 104.51 | 94.55 | 85.79 | 5.86 | 5.26 | 4.54 | FY | FY | FY |
| V | 93.51 | 80.82 | 76.19 | 5.34 | 4.29 | 3.74 | CY | CY | CY |
| VI | 102.53 | 90.55 | 82.82 | 5.57 | 5.11 | 4.65 | FY | FY | FY |
| VII | 31.79 | 22.28 | 24.02 | 0.35 | 0.32 | 0.36 | FB | FB | FB |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Z.; Ren, J.; Du, S.; Wang, X.; Wei, Z.; Zhang, Q.; Zhou, Y.; Yang, Z.; Lu, T.J. Bending Response of 3D-Printed Titanium Alloy Sandwich Panels with Corrugated Channel Cores. Materials 2021, 14, 556. https://doi.org/10.3390/ma14030556
Zhao Z, Ren J, Du S, Wang X, Wei Z, Zhang Q, Zhou Y, Yang Z, Lu TJ. Bending Response of 3D-Printed Titanium Alloy Sandwich Panels with Corrugated Channel Cores. Materials. 2021; 14(3):556. https://doi.org/10.3390/ma14030556
Chicago/Turabian StyleZhao, Zhenyu, Jianwei Ren, Shaofeng Du, Xin Wang, Zihan Wei, Qiancheng Zhang, Yilai Zhou, Zhikun Yang, and Tian Jian Lu. 2021. "Bending Response of 3D-Printed Titanium Alloy Sandwich Panels with Corrugated Channel Cores" Materials 14, no. 3: 556. https://doi.org/10.3390/ma14030556
APA StyleZhao, Z., Ren, J., Du, S., Wang, X., Wei, Z., Zhang, Q., Zhou, Y., Yang, Z., & Lu, T. J. (2021). Bending Response of 3D-Printed Titanium Alloy Sandwich Panels with Corrugated Channel Cores. Materials, 14(3), 556. https://doi.org/10.3390/ma14030556