
Al2O3/WS2 Surface Layers Produced on the Basis of Aluminum Alloys for Applications in Oil-Free Kinematic Systems



Abstract
:1. Introduction
2. Materials and Methods
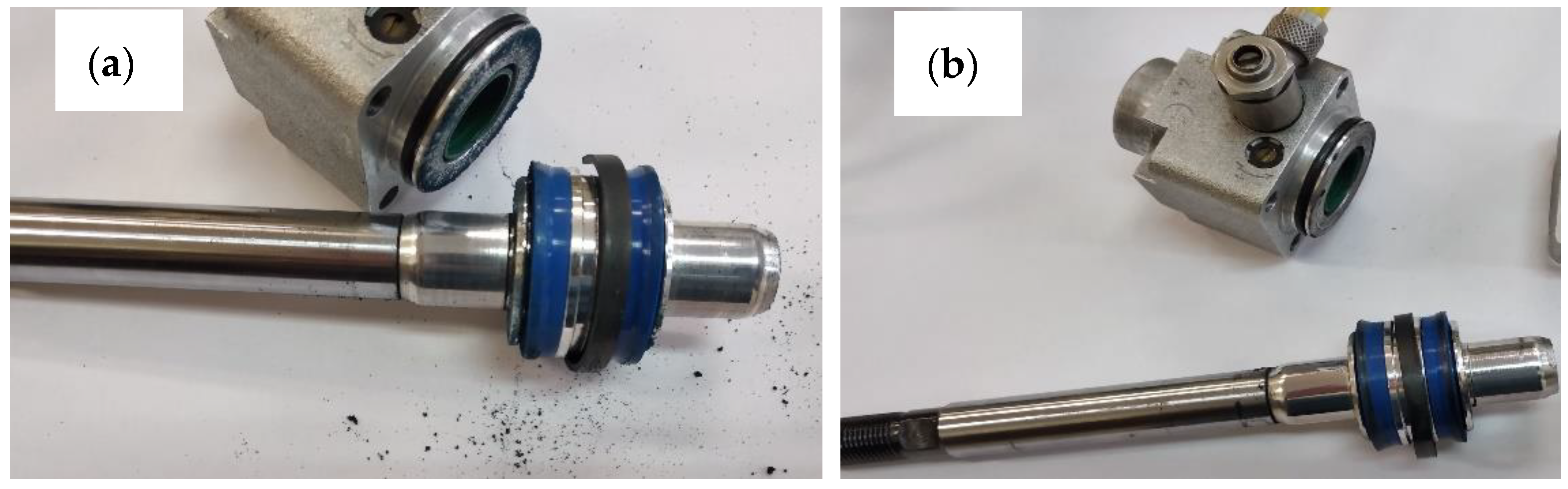
2.1. Test Material—Piston Seal
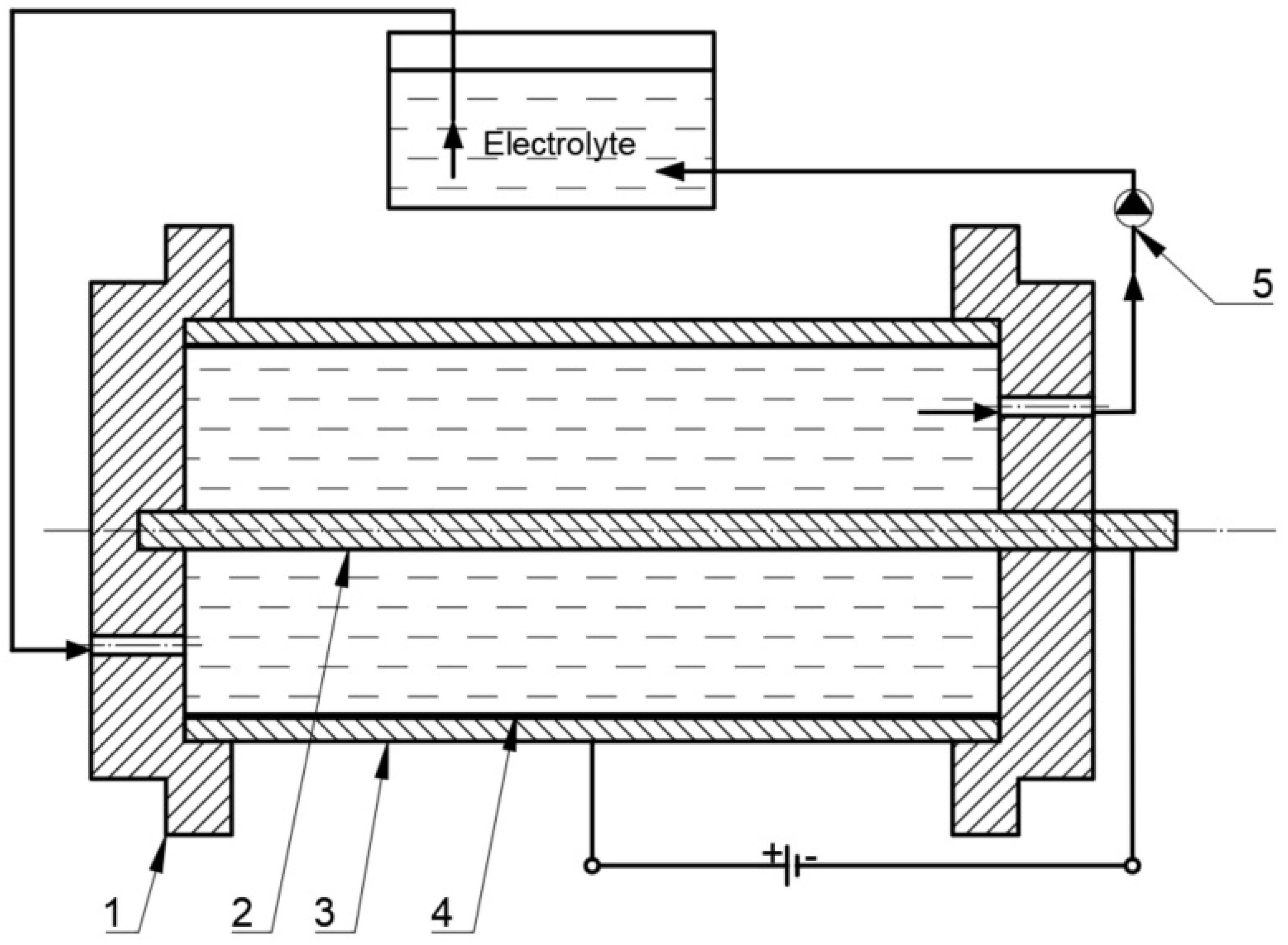
2.2. Research Material—The Cylinders of Actuators
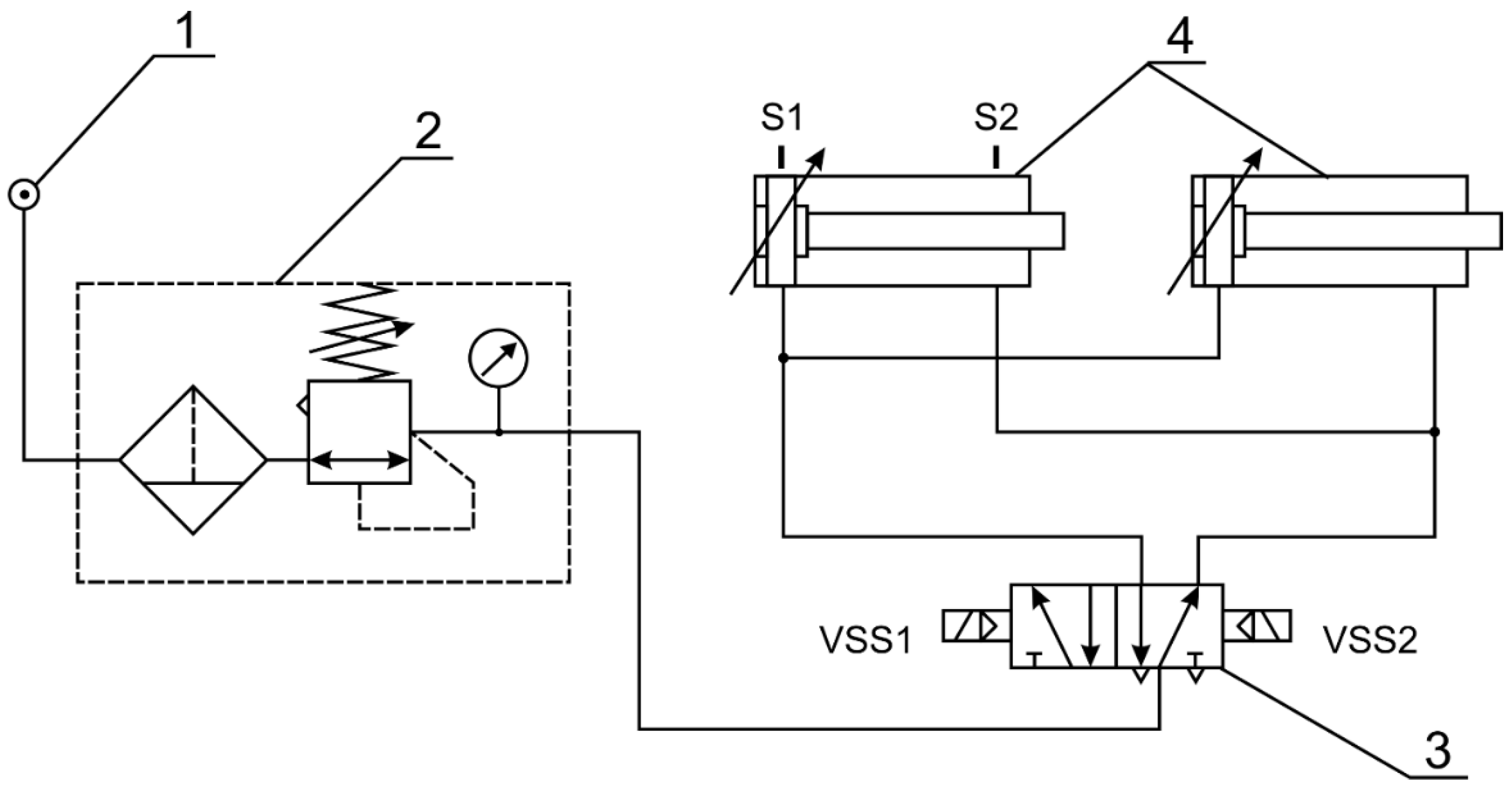
2.3. Research Methodology
3. Results and Discussion
3.1. Friction in the Layer-Seal System and Pressure in the Cylinder Chambers
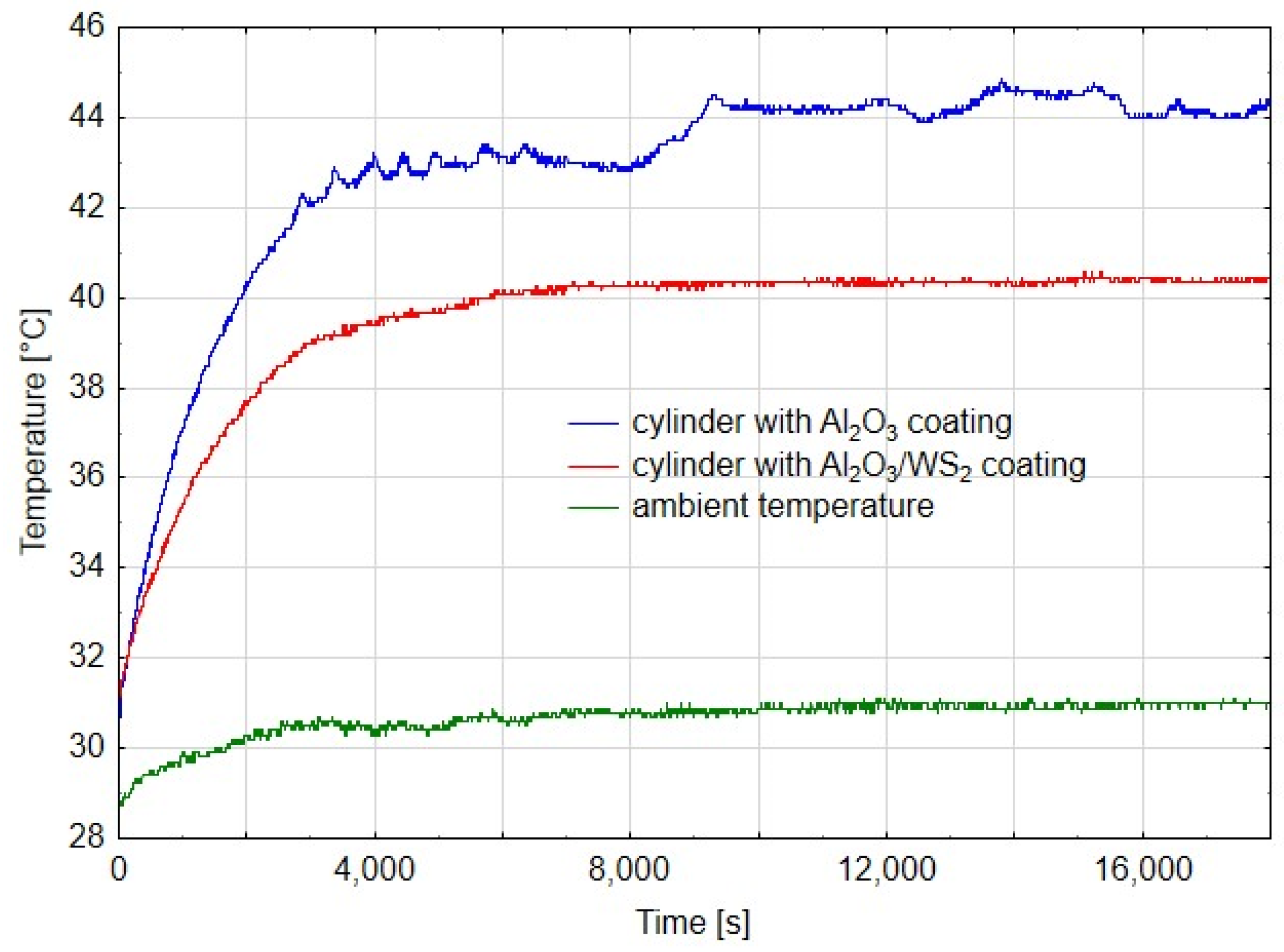
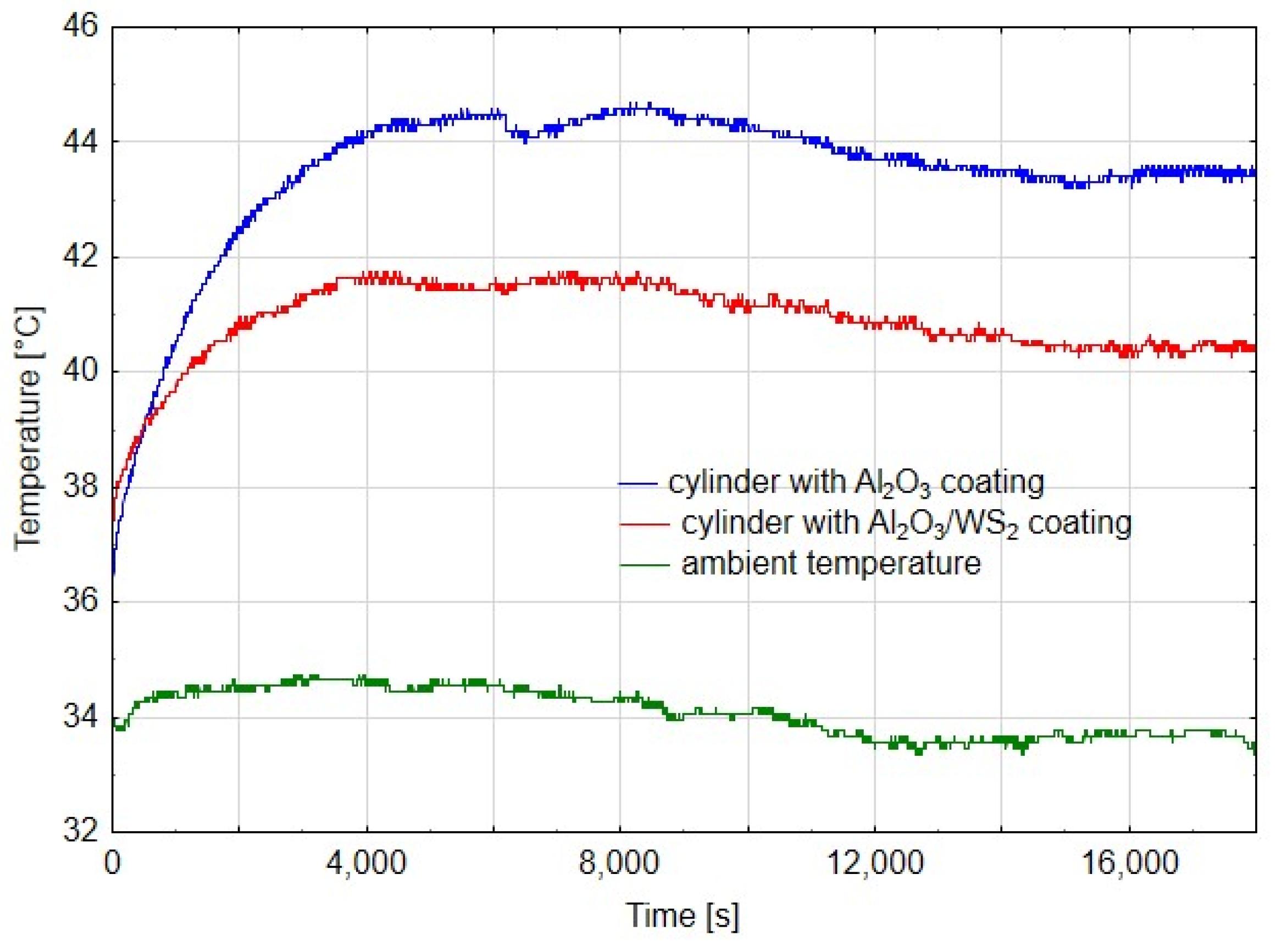
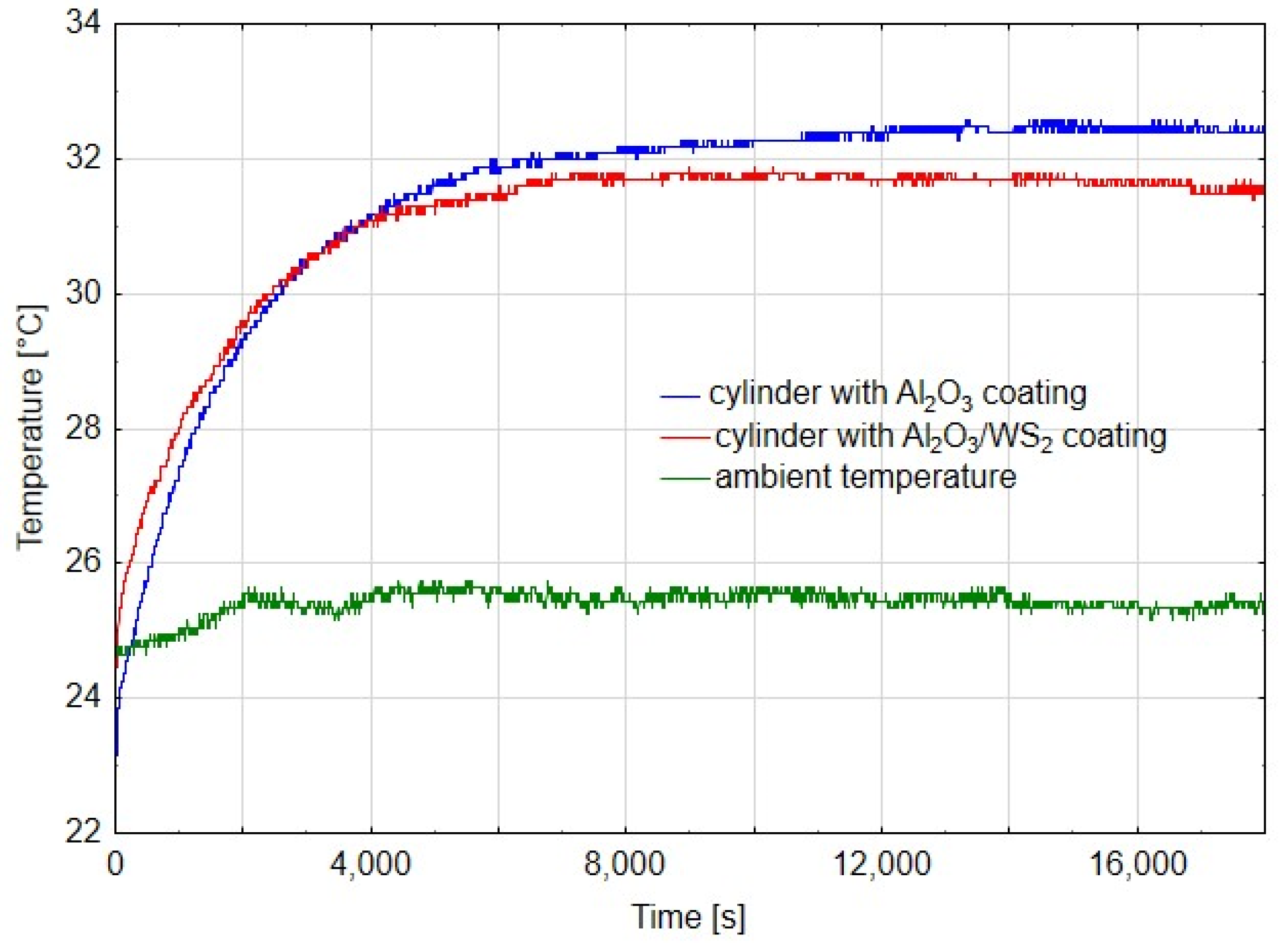
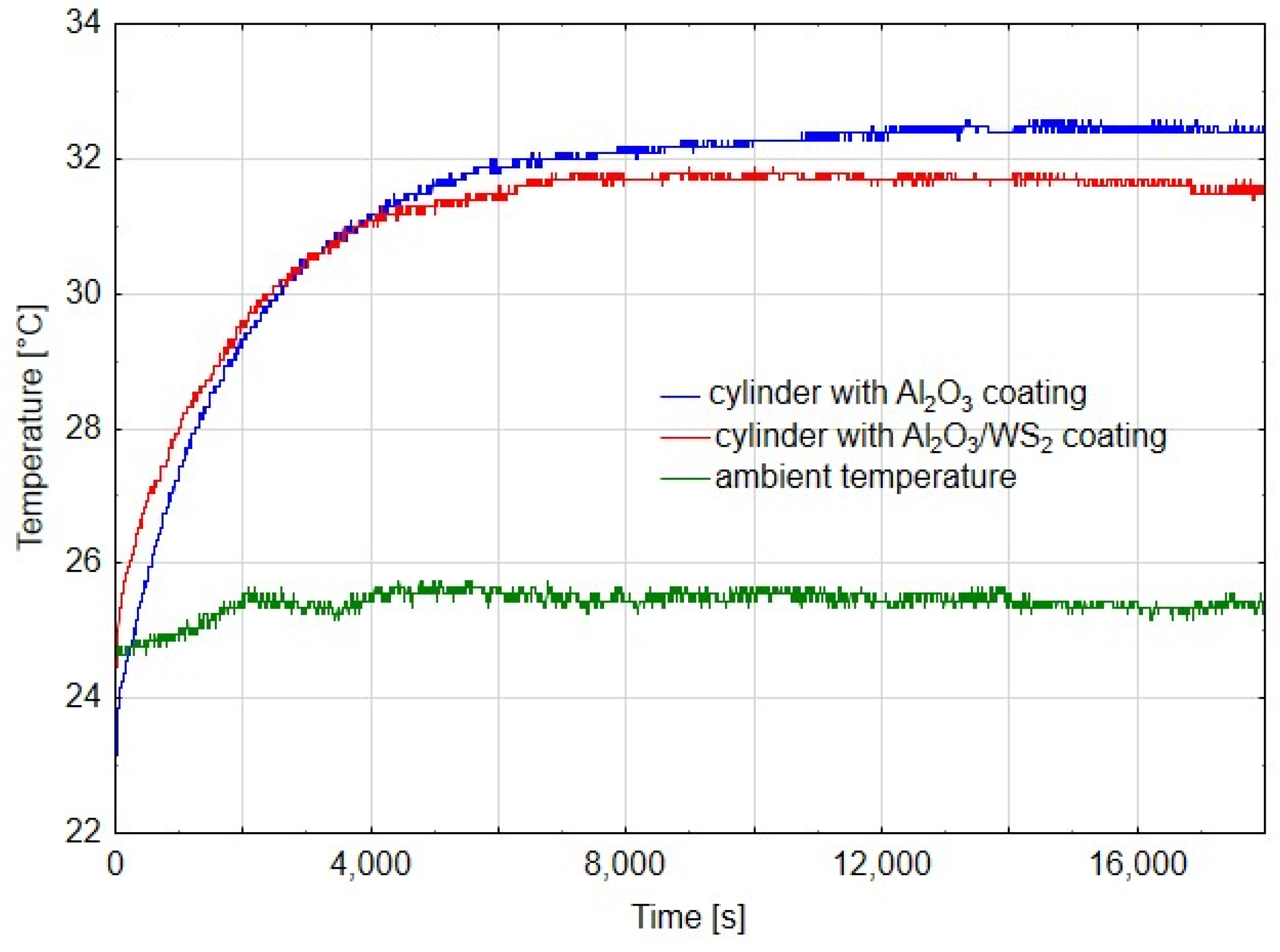
3.2. Temperature of the Layer-Sealing System
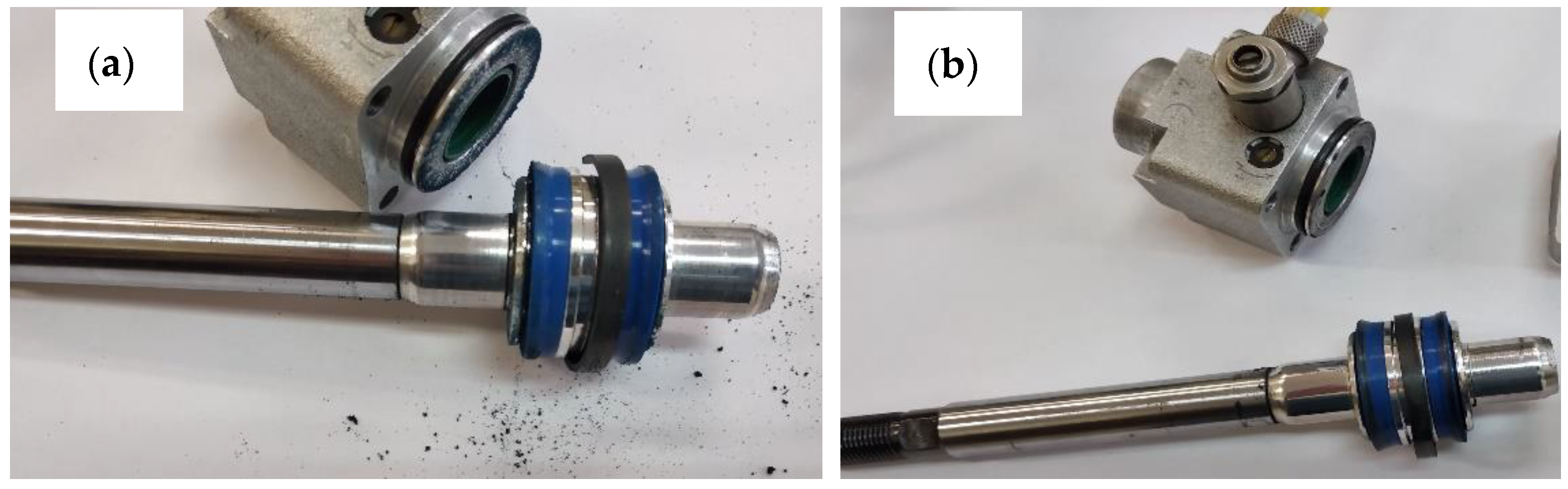
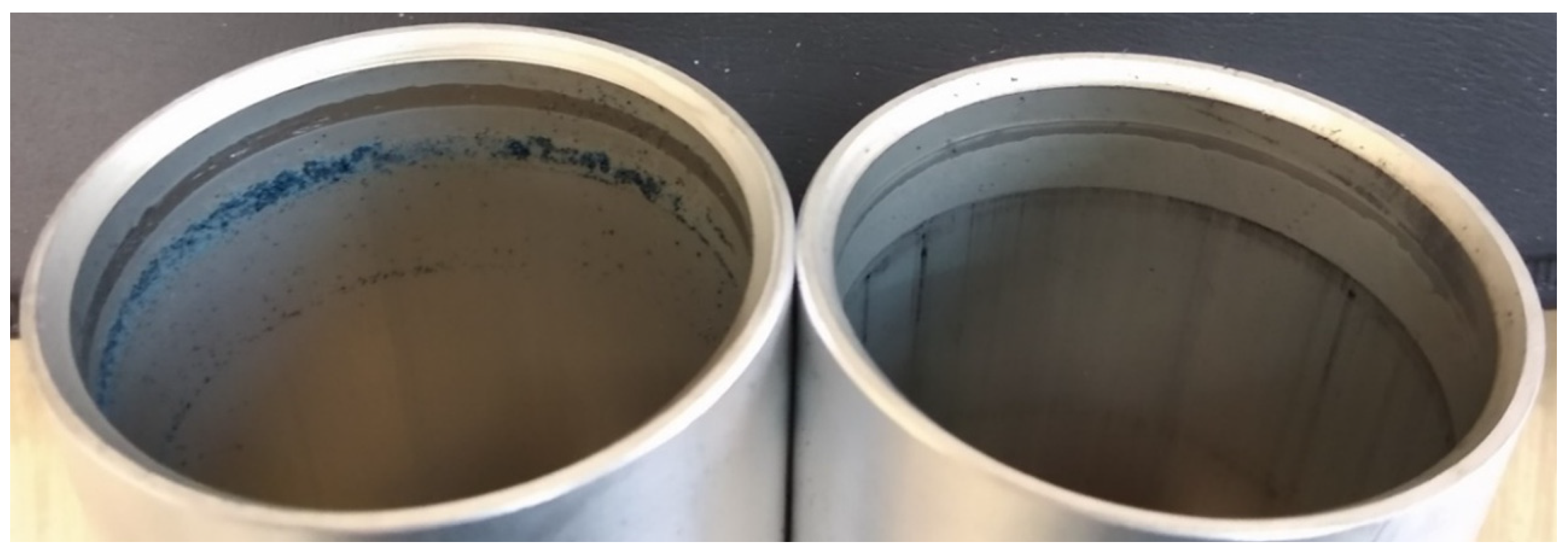
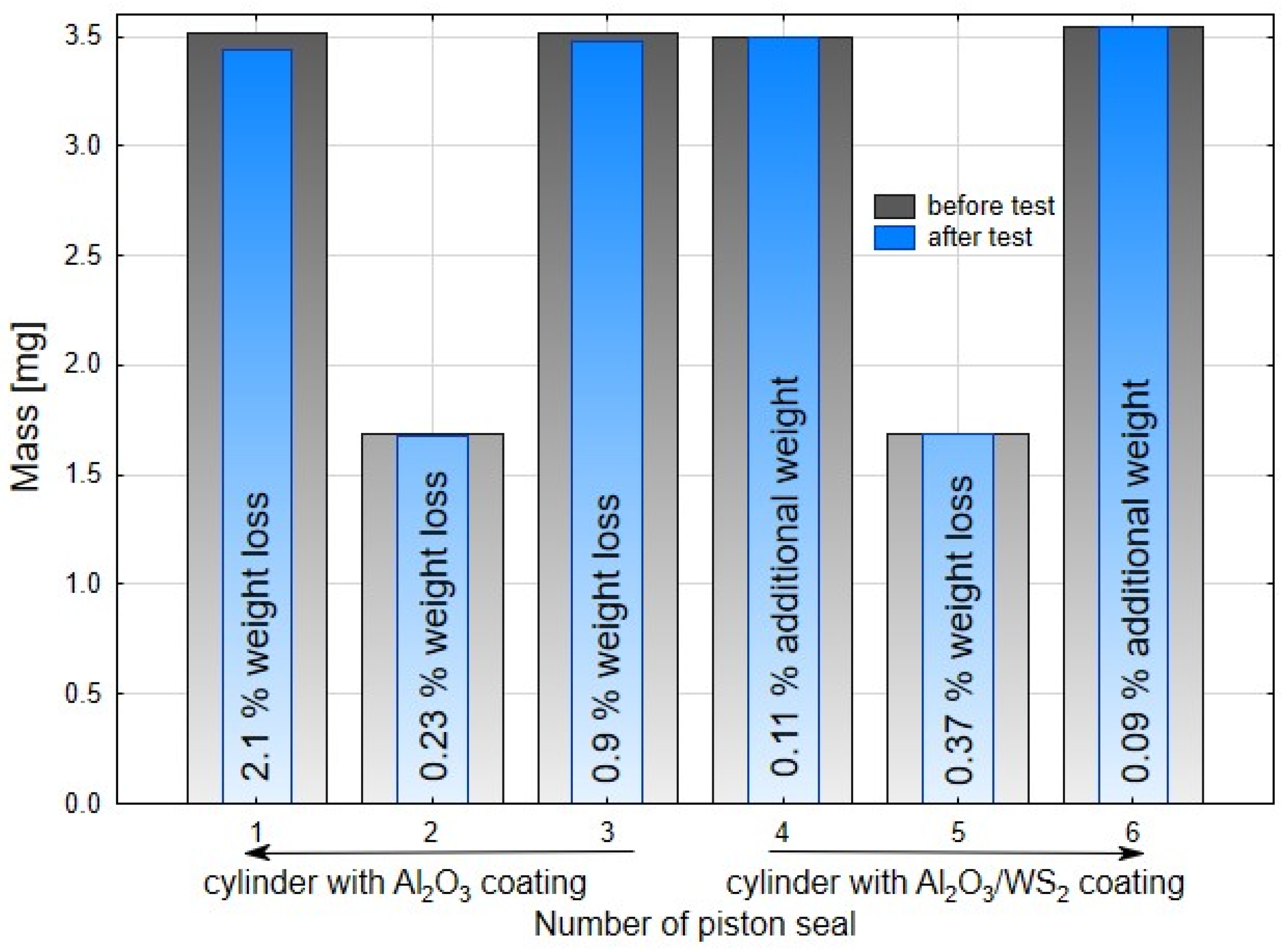
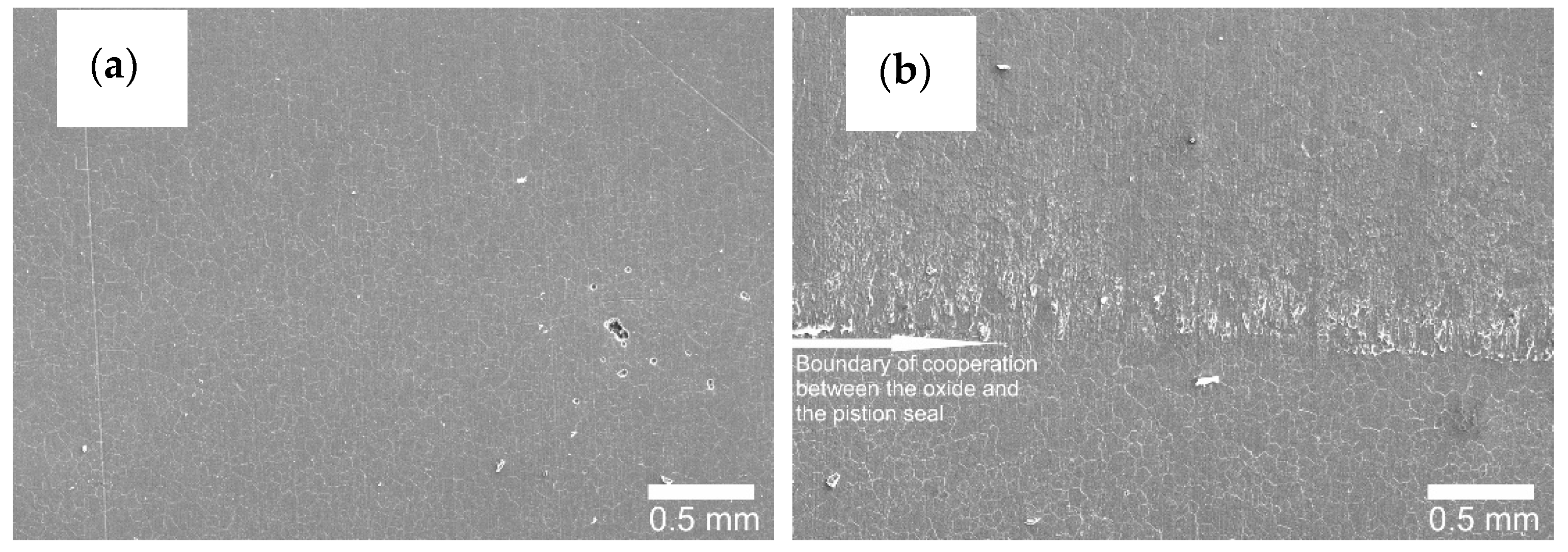
3.3. Analysis of the Wear of Seals and Layers Formed on the Cylinders of Actuators
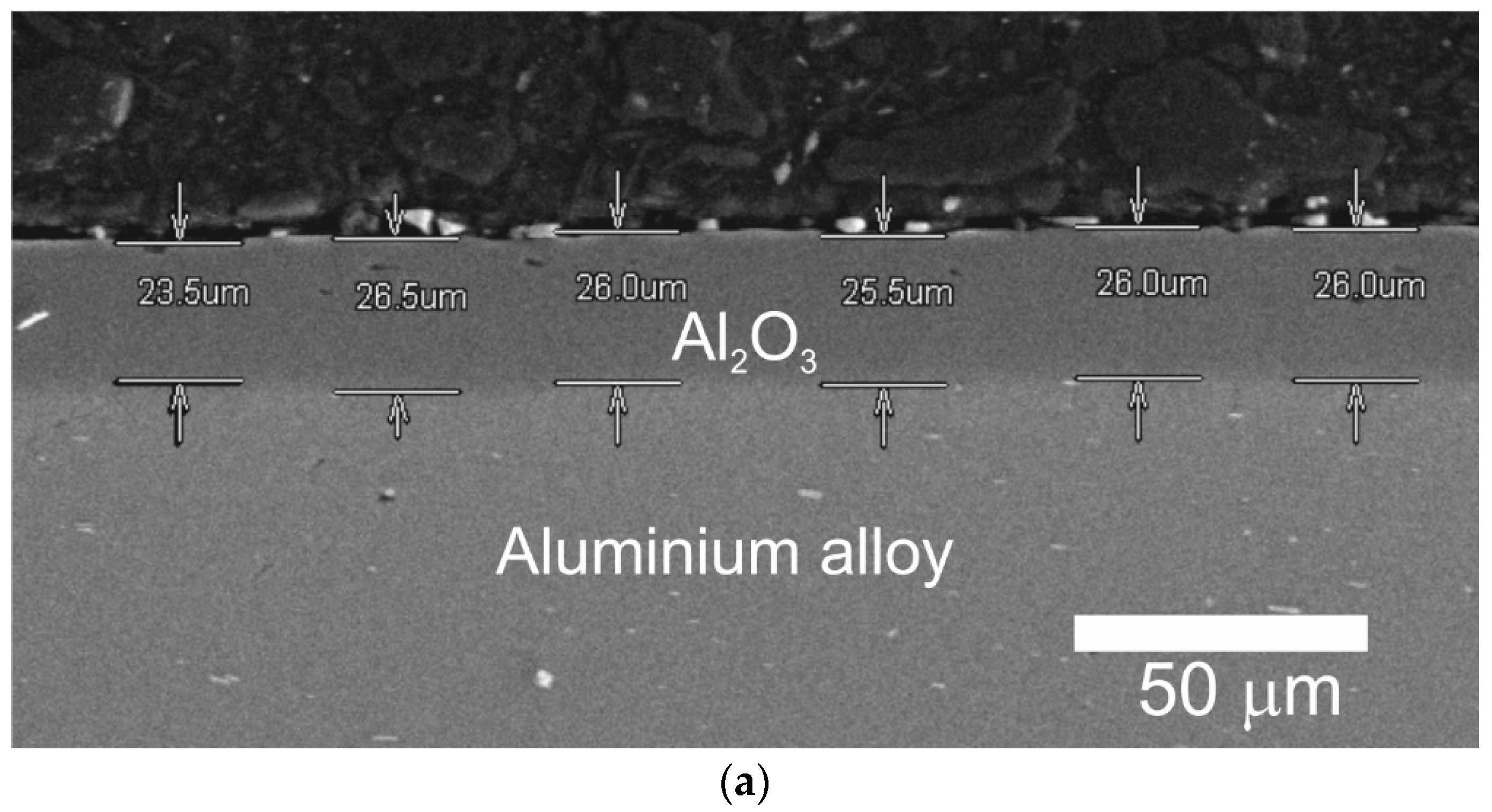
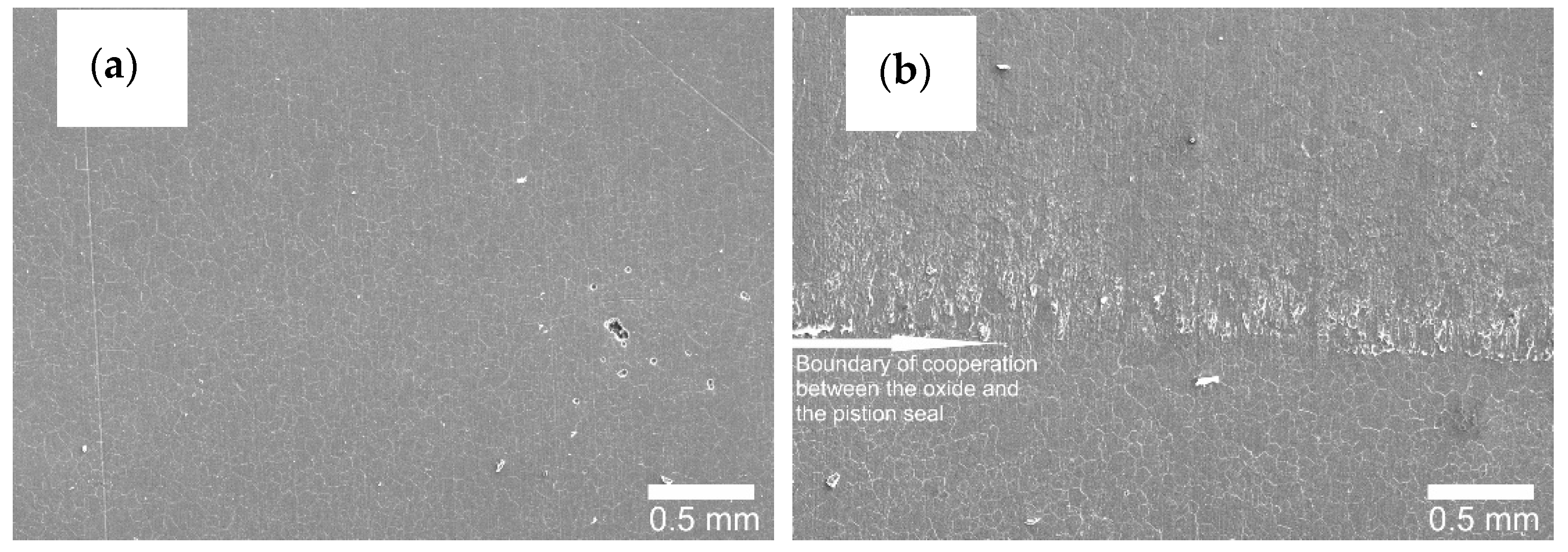
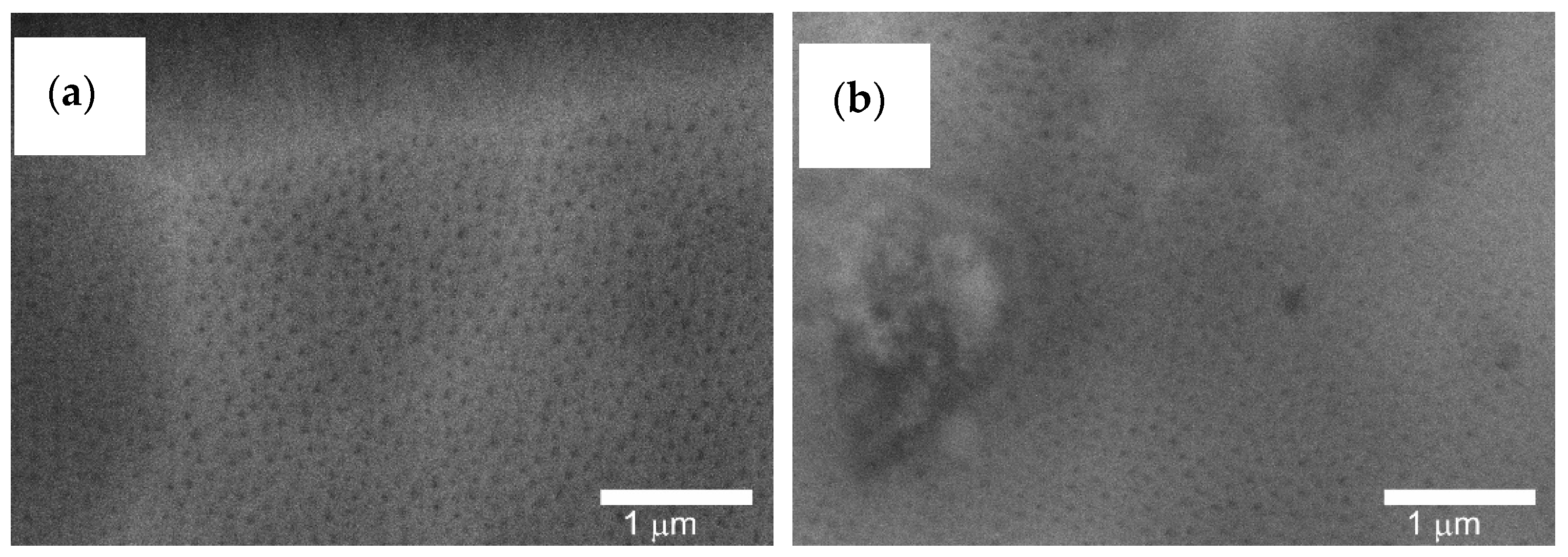
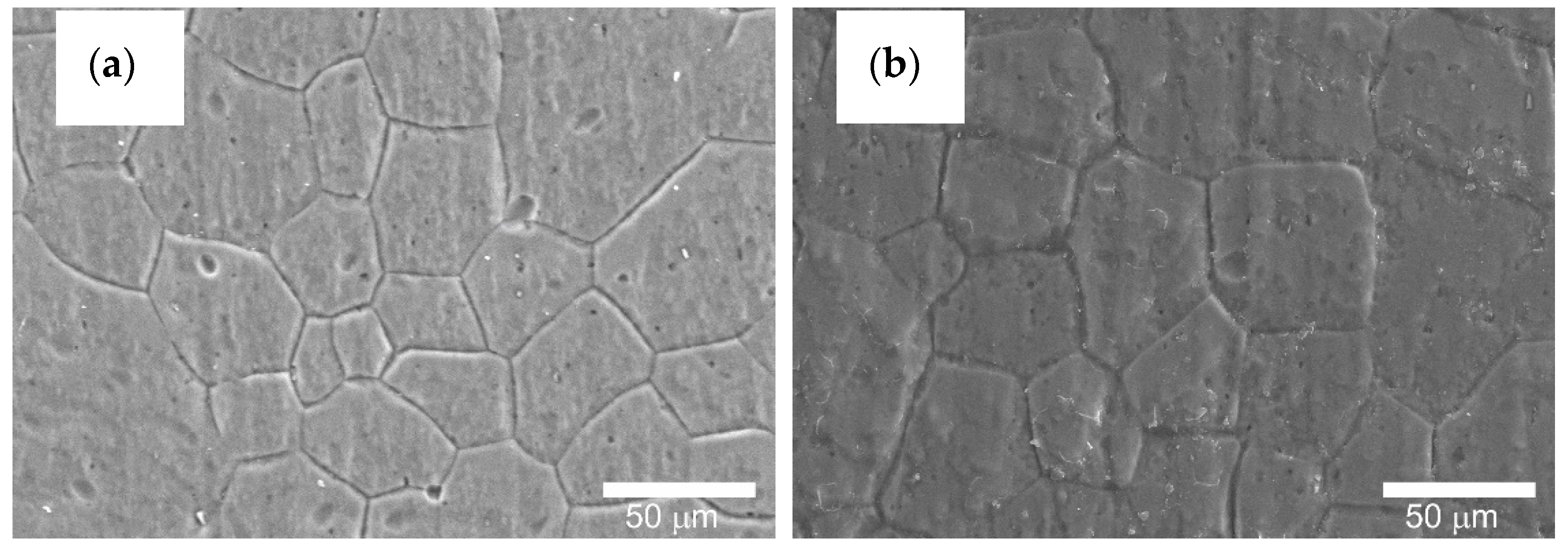
3.4. Thickness, Structure and Surface Morphology of the Layers Produced on Actuator Cylinders
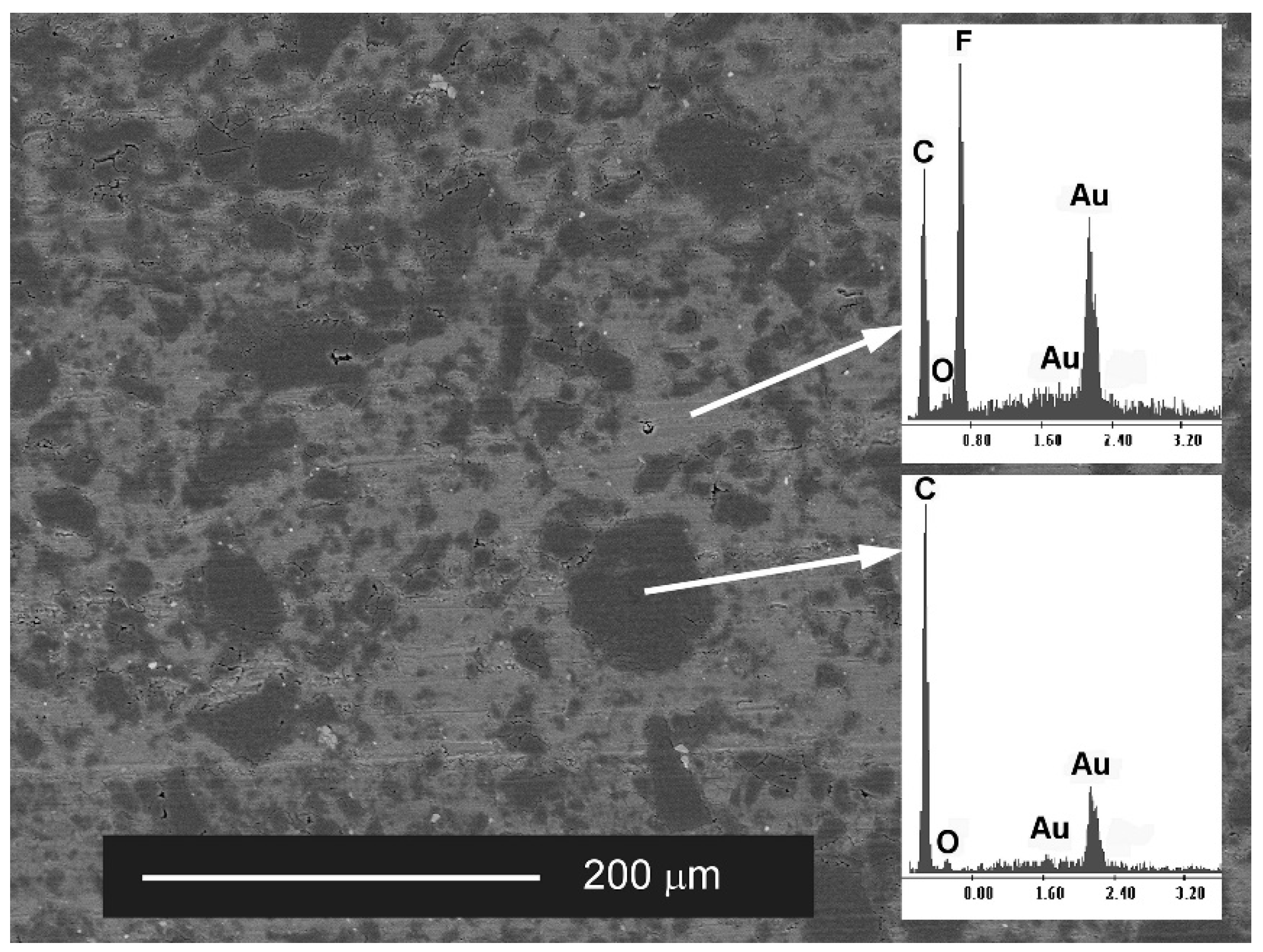
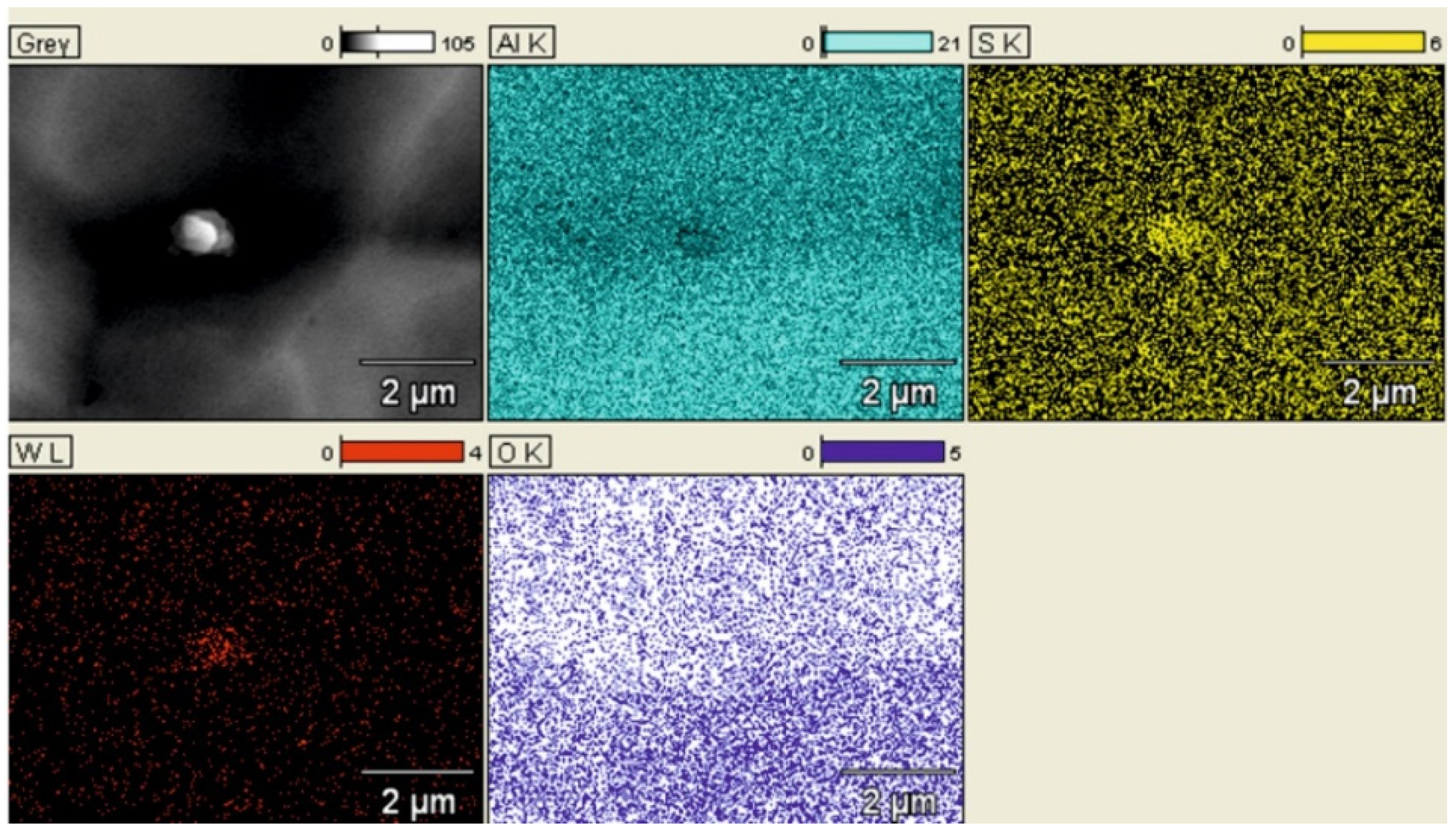
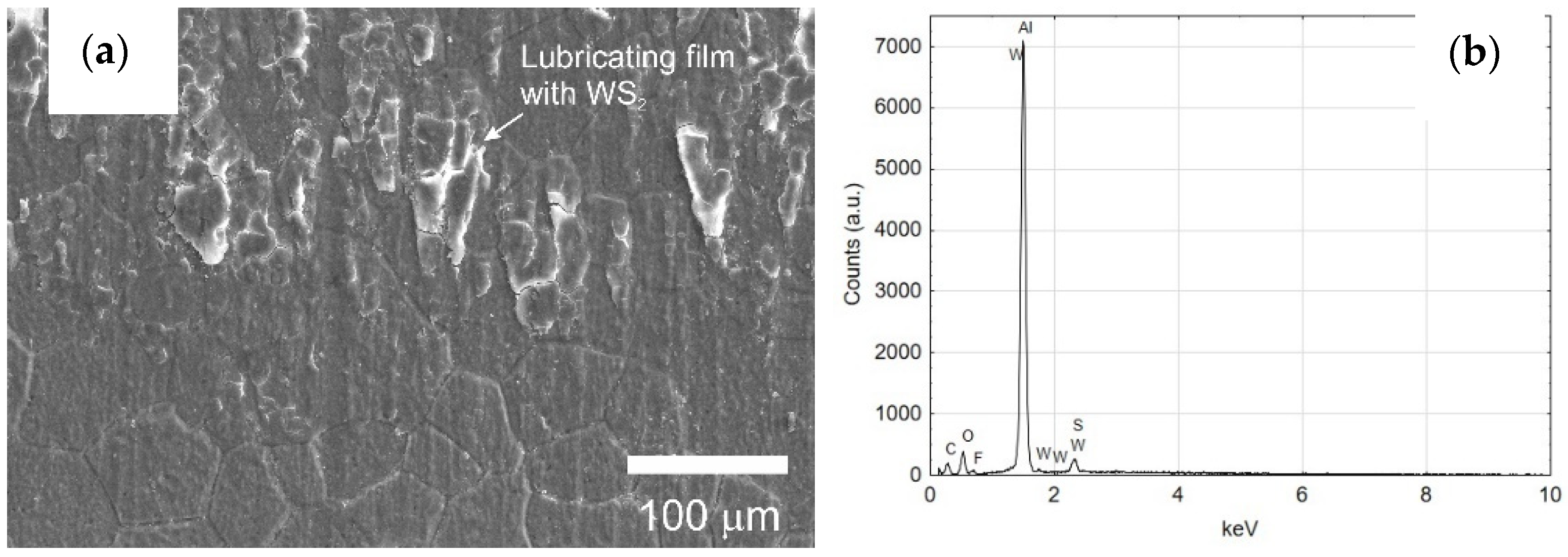
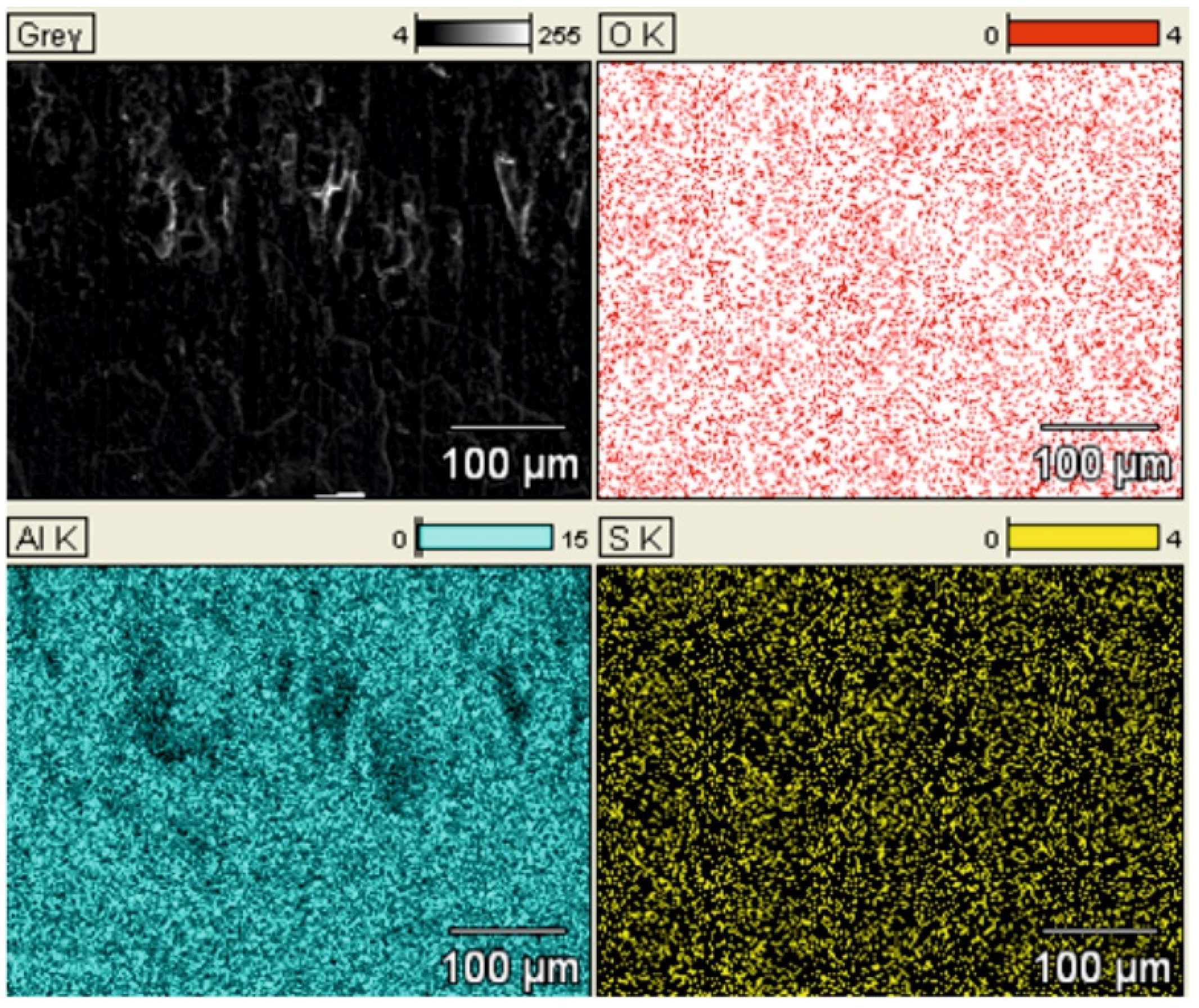
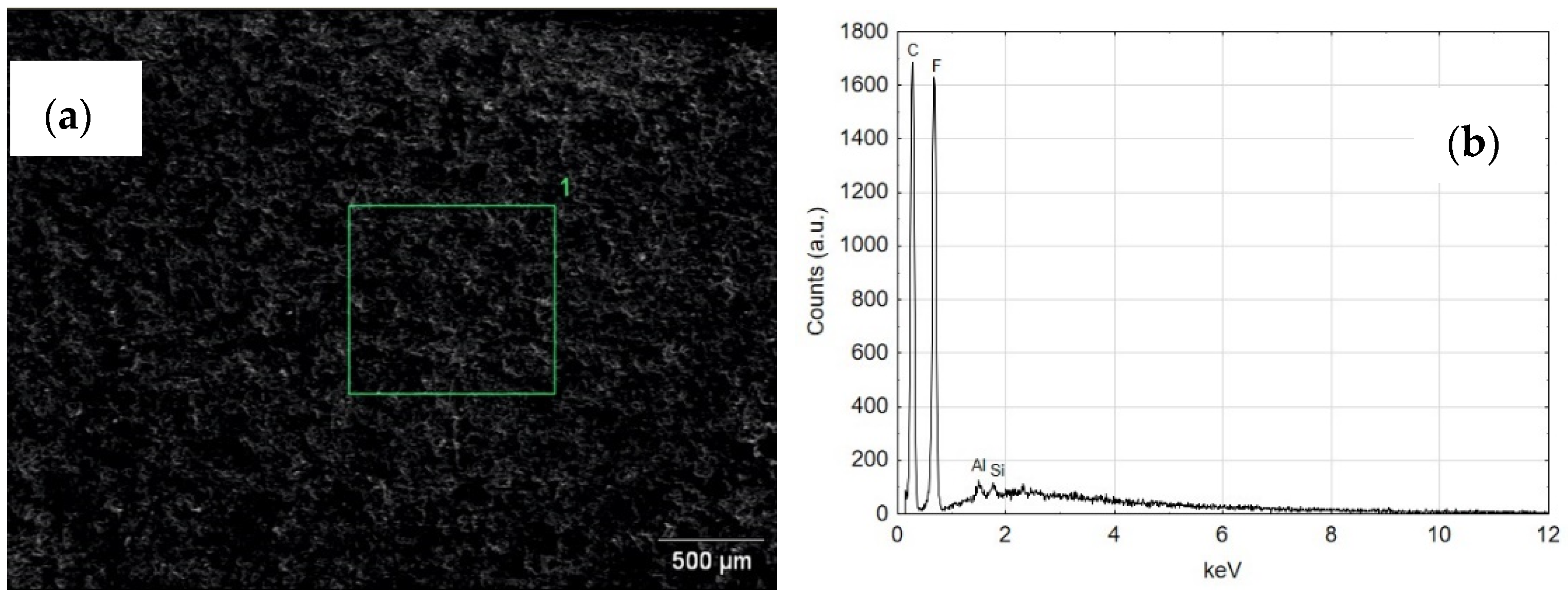
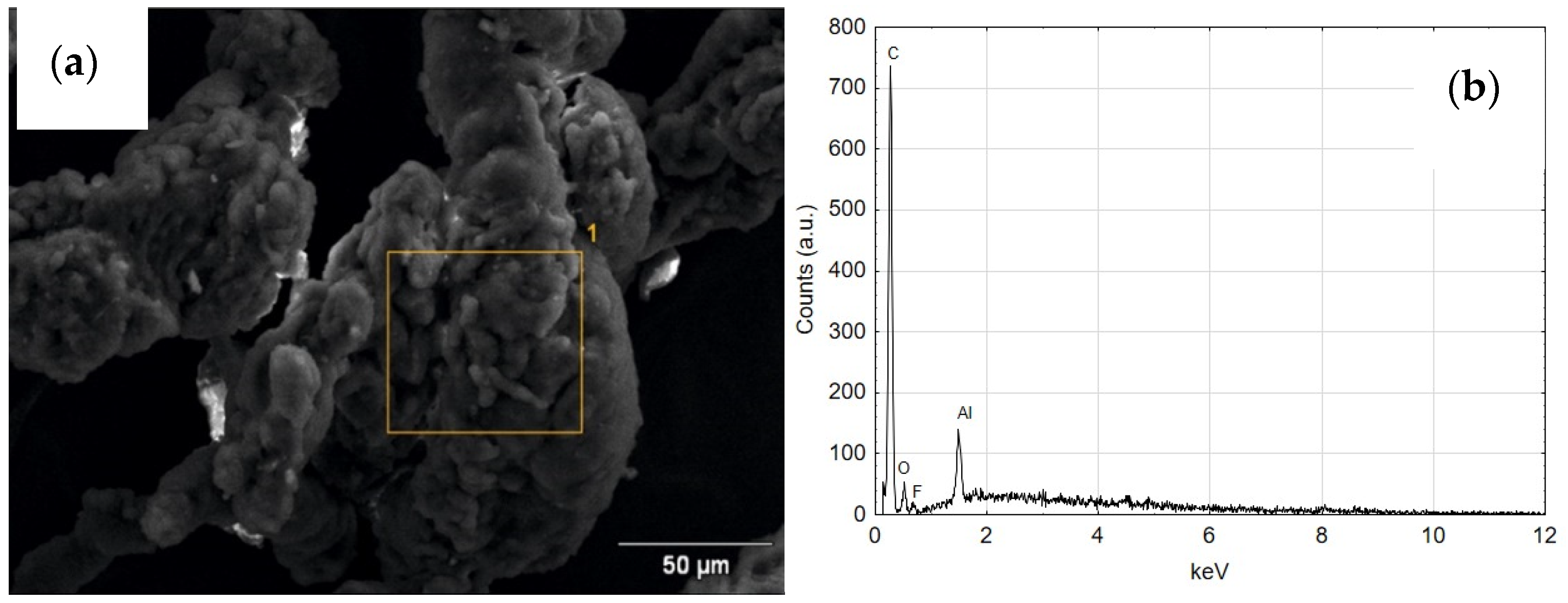
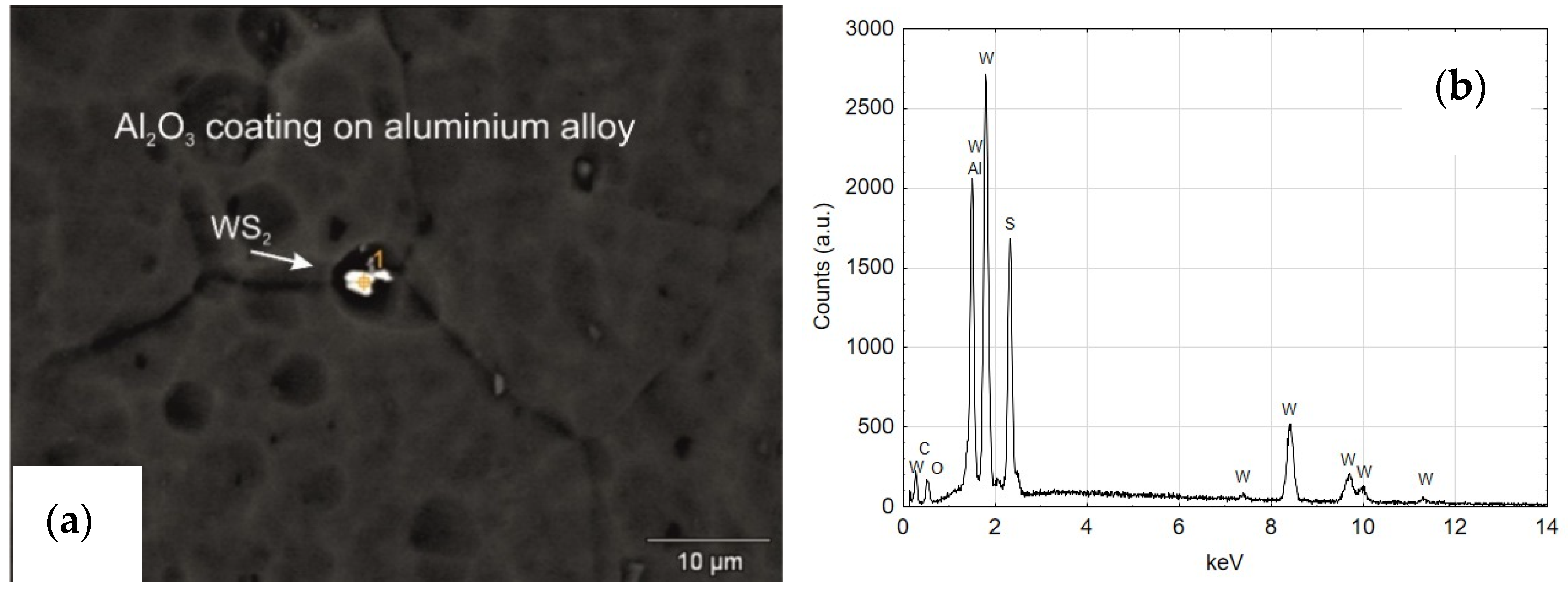
3.5. Spectrometric and EDS Analysis of the Layers Produced on the Cylinders of the Actuators
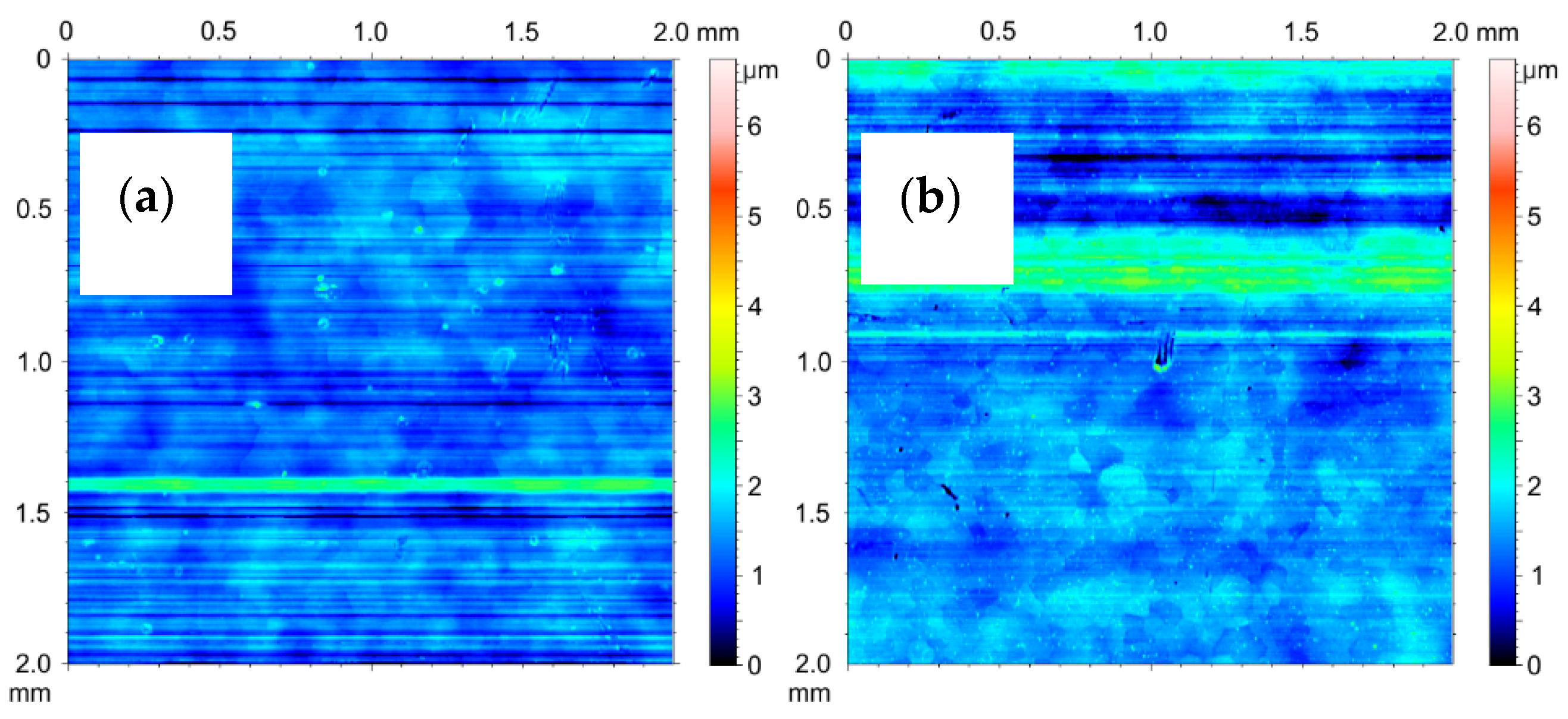
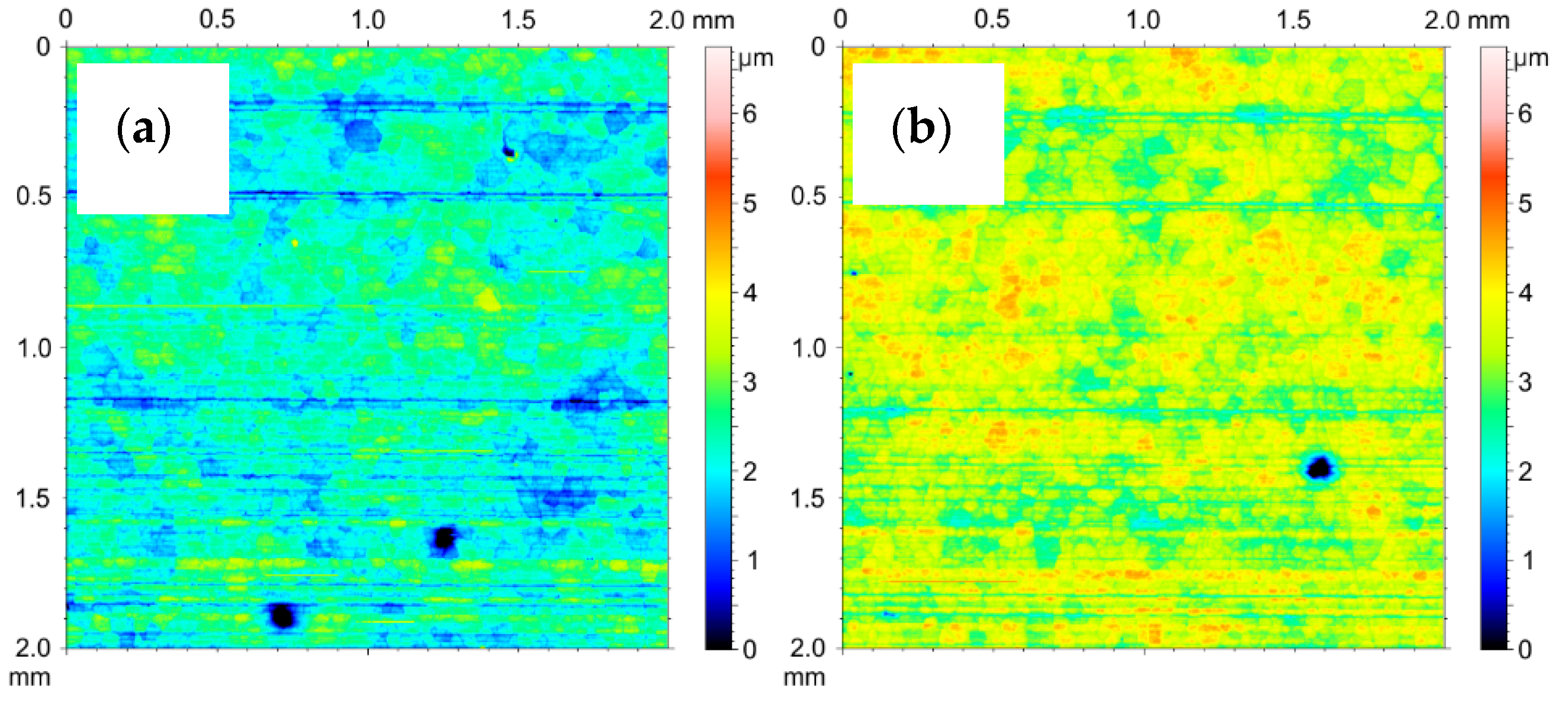
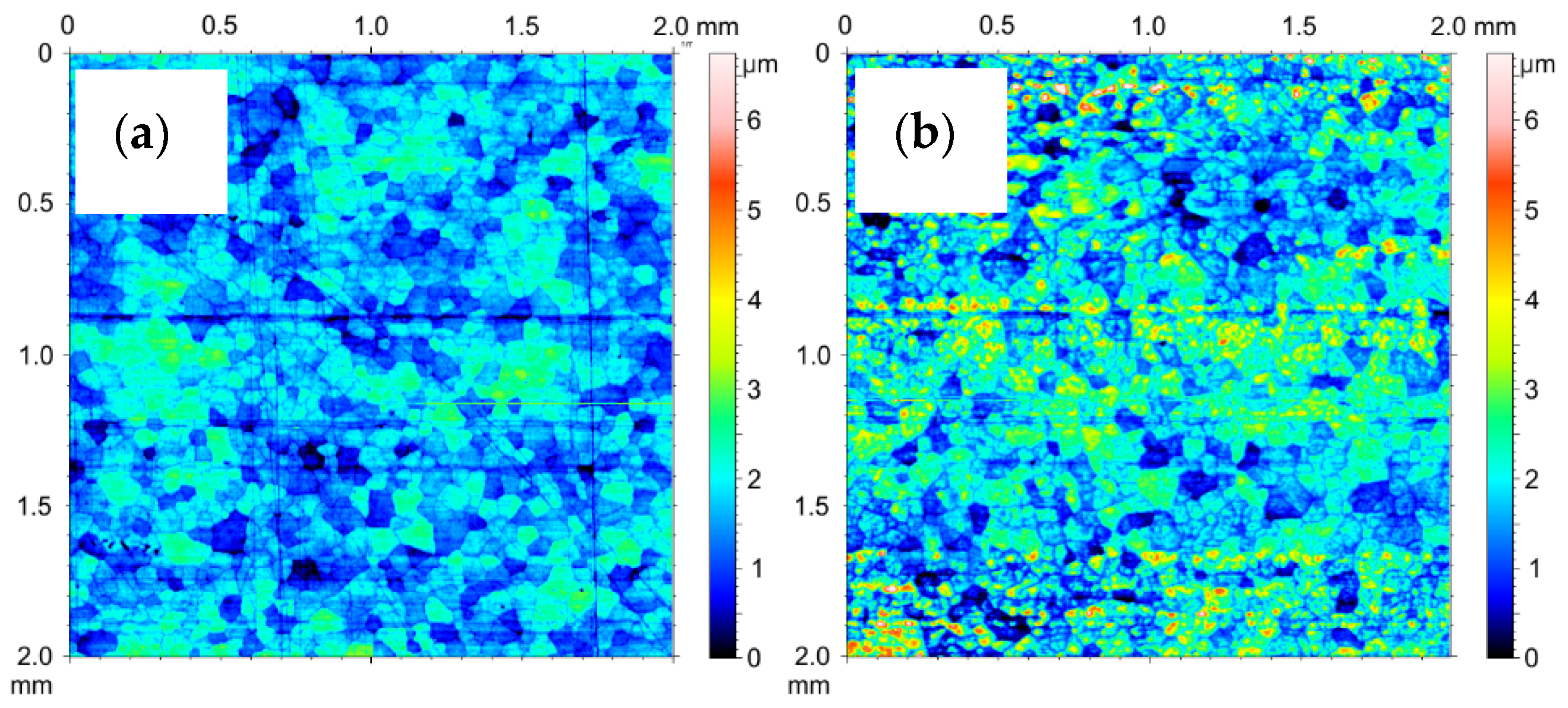
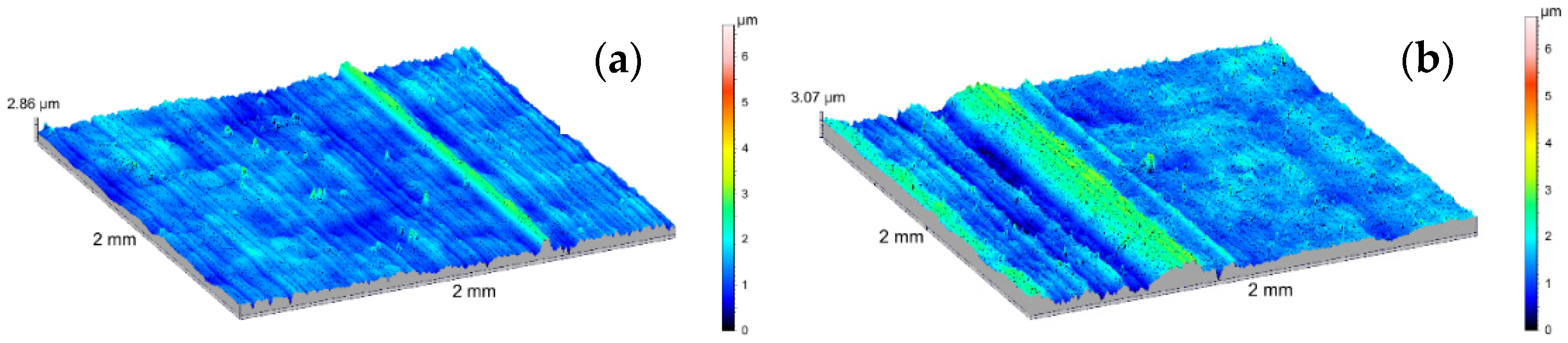
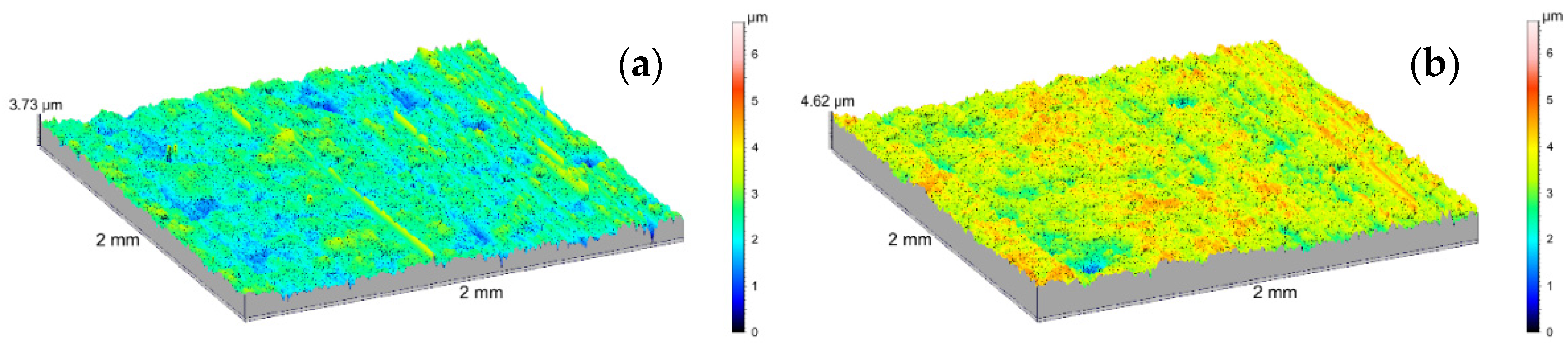
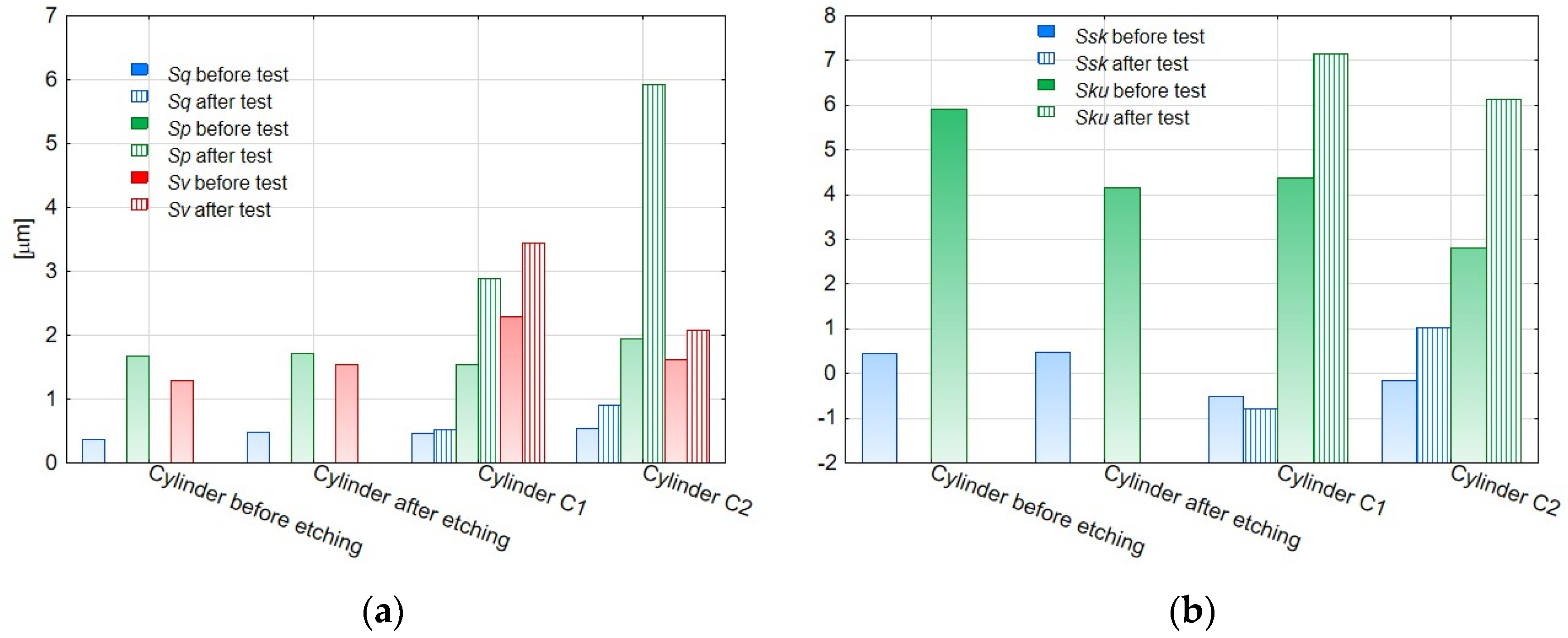
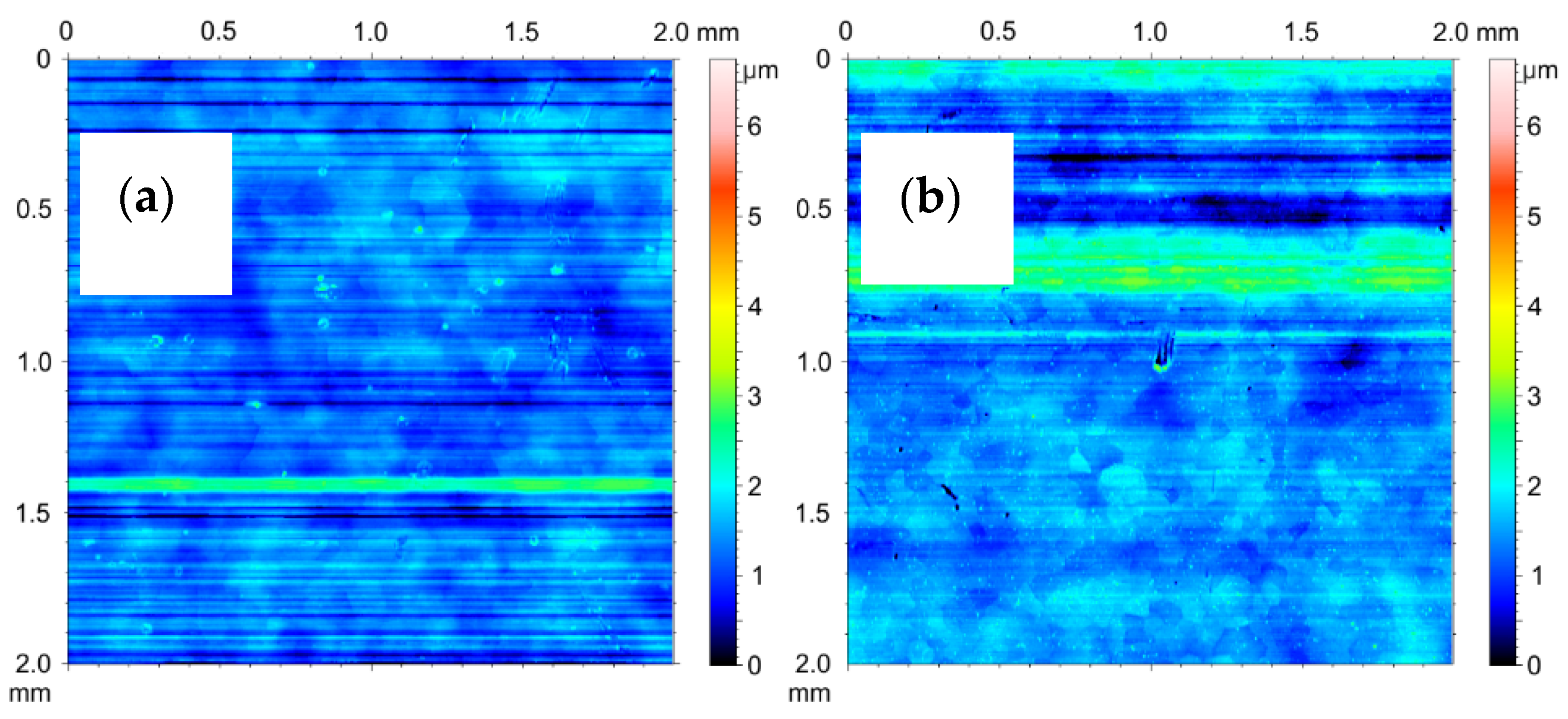
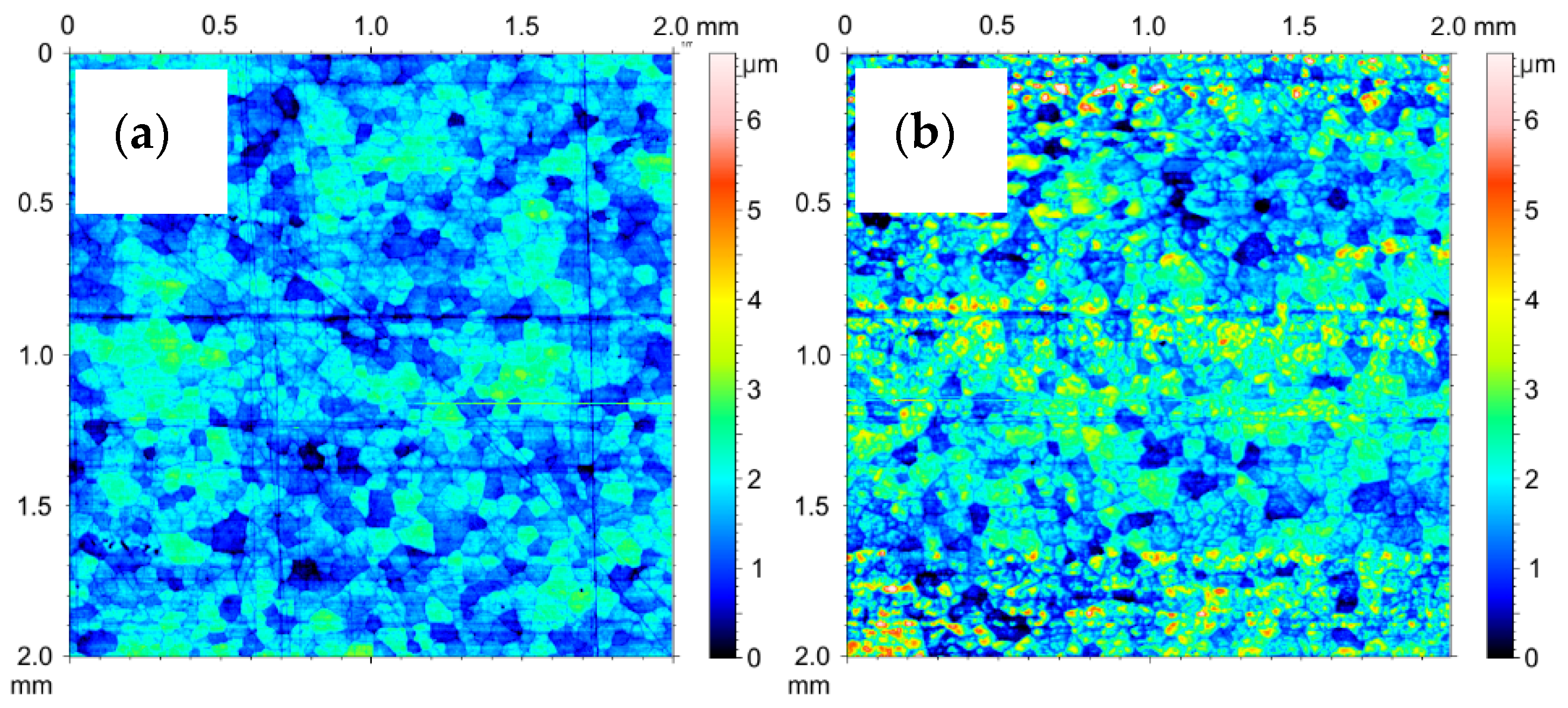
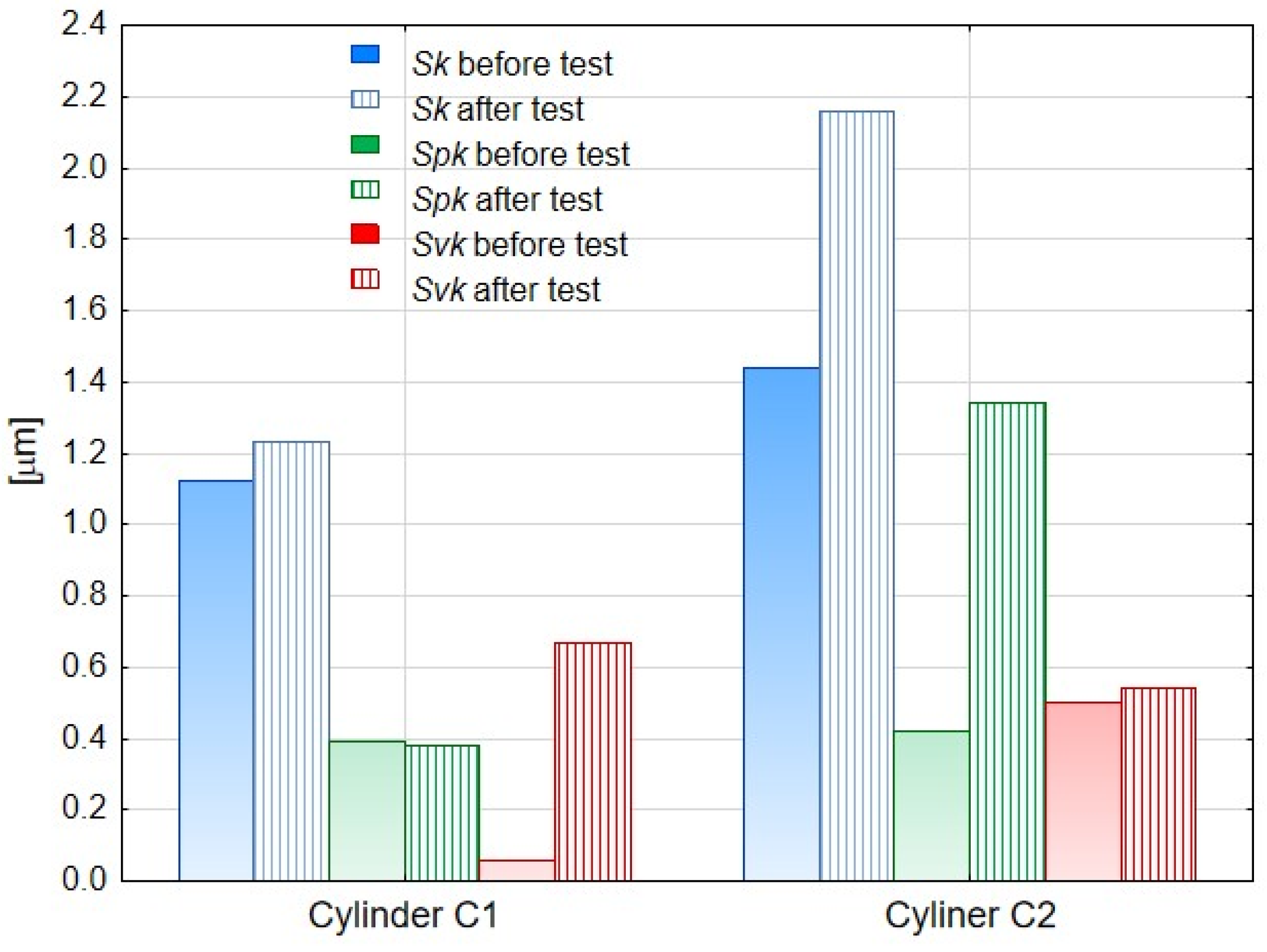
3.6. Stereometric Analysis of the Surface of the Layers Produced on the Actuator Cylinders
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Van de Vrande, B.L.; Van Campen, D.H.; De Kraker, A. Approximate analysis of dry-friction-induced stick-slip vibrations by a smoothing procedure. Shock Vib. Dig. 2000, 32, 47–48. [Google Scholar]
- Pan, Q.; Zeng, Y.; Li, Y.; Jiang, X.; Huang, M. Experimental investigation of friction behaviors for double-acting hydraulic actuators with different reciprocating seals. Tribol. Int. 2020, 153, 106506. [Google Scholar] [CrossRef]
- Cologni, A.L.; Mazzoleni, M.; Previdi, F. Modeling and identification of an Electro-Hydraulic Actuator. In Proceedings of the IEEE International Conference on Control and Automation, ICCA, Kathmandu, Nepal, 1–3 June 2016; pp. 335–340. [Google Scholar] [CrossRef]
- Pan, Q.; Li, Y.; Huang, M. Control-oriented friction modeling of hydraulic actuators based on hysteretic nonlinearity of lubricant film. Mechatronics 2018, 53, 72–84. [Google Scholar] [CrossRef]
- Muraki, M.; Kinbara, E.; Konishi, T. A laboratory simulation for stick-slip phenomena on the hydraulic cylinder of a construction machine. Tribol. Int. 2003, 36, 739–744. [Google Scholar] [CrossRef]
- Saha, A.; Wiercigroch, M.; Jankowski, K.; Wahi, P.; Stefański, A. Investigation of two different friction models from the perspective of friction-induced vibrations. Tribol. Int. 2015, 90, 185–197. [Google Scholar] [CrossRef]
- Pennestrì, E.; Rossi, V.; Salvini, P.; Valentini, P.P. Review and comparison of dry friction force models. Nonlinear Dyn. 2016, 83, 1785–1801. [Google Scholar] [CrossRef]
- Choux, M.; Tyapin, I.; Hovland, G. Extended friction model of a hydraulic actuated system. In Proceedings of the 2012 Proceedings Annual Reliability and Maintainability Symposium, Reno, NV, USA, 23–26 January 2012. [Google Scholar] [CrossRef]
- Nikas, G.K. Eighty years of research on hydraulic reciprocating seals: Review of tribological studies and related topics since the 1930s. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 1–23. [Google Scholar] [CrossRef]
- Piatkowski, T.; Wolski, M. Analysis of selected friction properties with the Froude pendulum as an example. Mech. Mach. Theory 2018, 119, 37–50. [Google Scholar] [CrossRef]
- Lakkonen, M.; Linjama, M.; Koskinen, K.T.; Vilenius, M. Applicability of pneumatic cylinders in low-pressure water hydraulics. SAE Tech. Pap. 2000, 109, 300–305. [Google Scholar] [CrossRef]
- Bedarekar, R.; Baad, P.; Honakhande, P.; Govankop, H.; Hawal, T.T.; Chitnis, S.V. Dual Stage Hydropneumatic Pressure Intensifier. Int. Res. J. Eng. Technol. 2017, 4, 669–672. Available online: https://irjet.net/archives/V4/i7/IRJET-V4I7172.pdf (accessed on 14 December 2021).
- Azzi, A.; Maoui, A.; Fatu, A.; Fily, S.; Souchet, D. Experimental study of friction in pneumatic seals. Tribol. Int. 2019, 135, 432–443. [Google Scholar] [CrossRef]
- Ramezani, S.; Baghestan, K. Observer-based nonlinear precise control of pneumatic servo systems. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2019, 233, 165–176. [Google Scholar] [CrossRef]
- Chang, H.; Lan, C.W.; Chen, C.H.; Tsung, T.T.; Guo, J.B. Measurement of frictional force characteristics of pneumatic cylinders under dry and lubricated conditions. Prz. Elektrotechniczny 2012, 88, 261–264. [Google Scholar]
- Belforte, G.; Conte, M.; Manuello, A.; Mazza, L. Performance and behavior of seals for pneumatic spool valves. Tribol. Trans. 2011, 54, 237–246. [Google Scholar] [CrossRef]
- Belforte, G.; Bertetto, A.M.; Mazza, L. Test rig for friction force measurements in pneumatic components and seals. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2013, 227, 43–59. [Google Scholar] [CrossRef]
- Calvert, C.; Tirovic, M.; Stolarski, T. Design and development of an elastomer-based pneumatic seal using finite element analysis. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2002, 216, 127–138. [Google Scholar] [CrossRef]
- Mochizuki, K.; Watanabe, Y.; Owashi, M.; Mihara, Y. A study on sliding surface pressure measurement of piston ring under reciprocating condition using thin-film sensor. Tribol. Online 2019, 14, 179–187. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Mazza, L.; Belforte, G. Analytical/experimental study of the contribution of individual seals to friction force in pneumatic actuators. J. Tribol. 2017, 139, 022202. [Google Scholar] [CrossRef]
- Yu, H.; Xu, Y.; Shi, P.; Wang, H.; Zhao, Y.; Xu, B.; Bai, Z. Tribological behaviors of surface-coated serpentine ultrafine powders as lubricant additive. Tribol. Int. 2010, 43, 667–675. [Google Scholar] [CrossRef]
- Lee, J.; Cho, S.; Hwang, Y.; Cho, H.-J.; Lee, C.; Choi, Y.; Ku, B.-C.; Lee, H.; Lee, B.; Kim, D.; et al. Application of fullerene-added nano-oil for lubrication enhancement in friction surfaces. Tribol. Int. 2009, 42, 440–447. [Google Scholar] [CrossRef]
- Wu, Y.; Tsui, W.; Liu, T. Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear 2007, 262, 819–825. [Google Scholar] [CrossRef]
- Rapoport, L.; Leshchinsky, V.; Lvovsky, M.; Nepomnyashchy, O.; Volovik, Y.; Tenne, R. Friction and wear of powdered composites impregnated with WS2 inorganic fullerene-like nanoparticles. Wear 2002, 252, 518–527. [Google Scholar] [CrossRef]
- Moshkovith, A.; Perfiliev, V.; Verdyan, A.; Lapsker, I.; Popovitz-Biro, R.; Tenne, R.; Rapoport, L. Sedimentation of IF-WS2 aggregates and a reproducibility of the tribological data. Tribol. Int. 2007, 40, 117–124. [Google Scholar] [CrossRef]
- Yao, Y.; Wang, X.; Guo, J.; Yang, X.; Xu, B. Tribological property of onion-like fullerenes as lubricant additive. Mater. Lett. 2008, 62, 2524–2527. [Google Scholar] [CrossRef]
- Lahouij, I.; Vacher, B.; Martin, J.-M.; Dassenoy, F. IF-MoS2 based lubricants: Influence of size, shape and crystal structure. Wear 2012, 296, 558–567. [Google Scholar] [CrossRef]
- Kogovšek, J.; Remškar, M.; Kalin, M. Lubrication of DLC-coated surfaces with MoS2 nanotubes in all lubrication regimes: Surface roughness and running-in effects. Wear 2013, 303, 361–370. [Google Scholar] [CrossRef]
- Singh, S.; Verma, P.; Gautam, R.K.; Tyagi, R. Effect of counterface materials on friction and wear of graphene-coated steel under dry sliding contact. Mater. Today Proc. 2021, 47, 6660–6663. [Google Scholar] [CrossRef]
- Barman, K.; Voisey, K.T.; Shipway, P.H.; Pattinson, G. Fretting wear behaviour of MoS2 dry film lubricant. Tribol. J. Tribol. 2015, 33, 14–20. [Google Scholar]
- Prema. Catalog Card, Siłowniki Pneumatyczne D40-D320. 2021. Available online: https://www.prema.pl/oferta/10.015F.0020A (accessed on 14 December 2021).
- Kmita, T.; Bara, M. Surface oxide layers with an increased carbon content for applications in oil-Less tribological systems. Chem. Process Eng.-Inz. Chem. Proces. 2012, 33, 479–486. [Google Scholar] [CrossRef] [Green Version]
- Korzekwa, J.; Skoneczny, W.; Dercz, G.; Bara, M. Wear mechanism of Al2O3/WS2 with PEEK/BG plastic. J. Tribol. 2014, 136, 011601. [Google Scholar] [CrossRef]
- Bara, M.; Kubica, M. Influence of substrate preparation on the shaping of the topography of the surface of nanoceramic oxide layers. Appl. Surf. Sci. 2014, 293, 306–311. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | SGP Parameters | SGP Parameters | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sq μm | Ssk | Sku | Sp μm | Sv μm | Sz μm | Sp/Sz | Sq μm | Ssk | Sku | Sp μm | Sv μm | Sz μm | Sp/Sz | |
| Before test | After test | |||||||||||||
| Before etching | 0.36 | 0.44 | 5.93 | 1.68 | 1.30 | 2.91 | 0.58 | - | - | - | - | - | - | - |
| After etching | 0.47 | 0.47 | 4.16 | 1.71 | 1.54 | 3.18 | 0.54 | - | - | - | - | - | - | - |
| C1 | 0.46 | −0.5 | 4.38 | 1.54 | 2.29 | 3.70 | 0.42 | 0.51 | −0.78 | 7.16 | 2.88 | 3.44 | 3.97 | 0.72 |
| C2 | 0.54 | −1.15 | 2.8 | 1.95 | 1.62 | 3.49 | 0.56 | 0.9 | 1.02 | 6.12 | 5.92 | 2.08 | 7.76 | 0.76 |
| Sample | Sk [μm] | Spk [μm] | Svk [μm] | |||
|---|---|---|---|---|---|---|
| before test | after test | before test | after test | before test | after test | |
| C1 | 1.12 | 1.23 | 0.39 | 0.38 | 0.58 | 0.67 |
| C2 | 1.44 | 2.16 | 0.42 | 1.34 | 0.50 | 0.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Korzekwa, J.; Bara, M.; Kaptacz, S. Al2O3/WS2 Surface Layers Produced on the Basis of Aluminum Alloys for Applications in Oil-Free Kinematic Systems. Materials 2021, 14, 7738. https://doi.org/10.3390/ma14247738
Korzekwa J, Bara M, Kaptacz S. Al2O3/WS2 Surface Layers Produced on the Basis of Aluminum Alloys for Applications in Oil-Free Kinematic Systems. Materials. 2021; 14(24):7738. https://doi.org/10.3390/ma14247738
Chicago/Turabian StyleKorzekwa, Joanna, Marek Bara, and Sławomir Kaptacz. 2021. "Al2O3/WS2 Surface Layers Produced on the Basis of Aluminum Alloys for Applications in Oil-Free Kinematic Systems" Materials 14, no. 24: 7738. https://doi.org/10.3390/ma14247738
APA StyleKorzekwa, J., Bara, M., & Kaptacz, S. (2021). Al2O3/WS2 Surface Layers Produced on the Basis of Aluminum Alloys for Applications in Oil-Free Kinematic Systems. Materials, 14(24), 7738. https://doi.org/10.3390/ma14247738