
Experimental Study on Bead on Plate (BOP) Welding of 6 mm Thick 9% Nickel Steel by Fiber Laser Welding

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
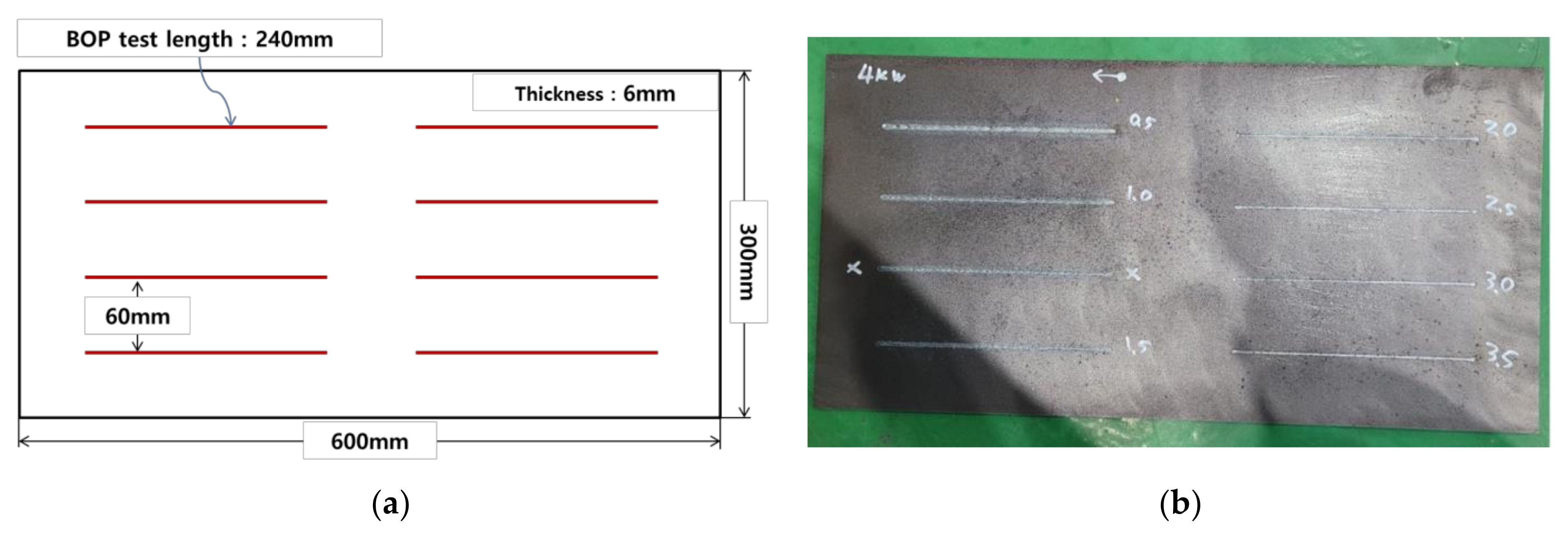
2.1. Materials of Fiber Laser BOP Welding
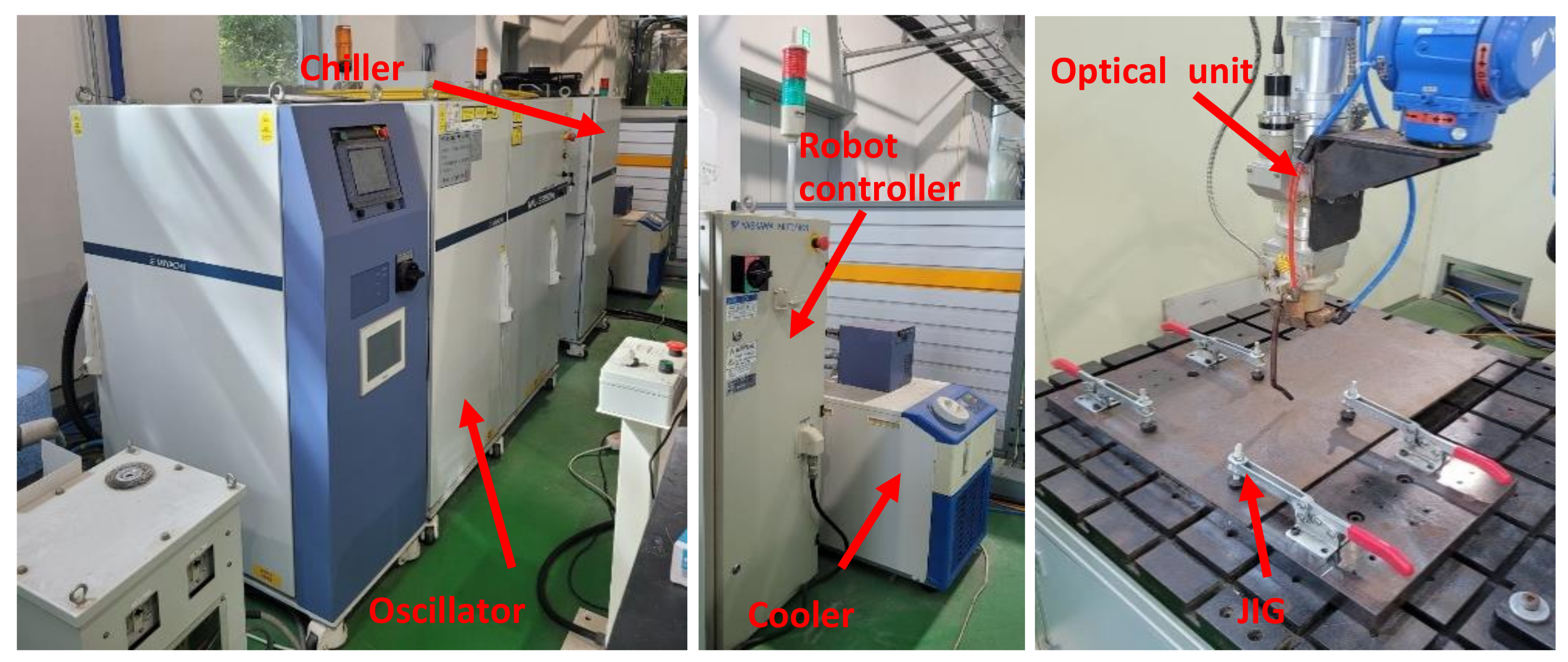
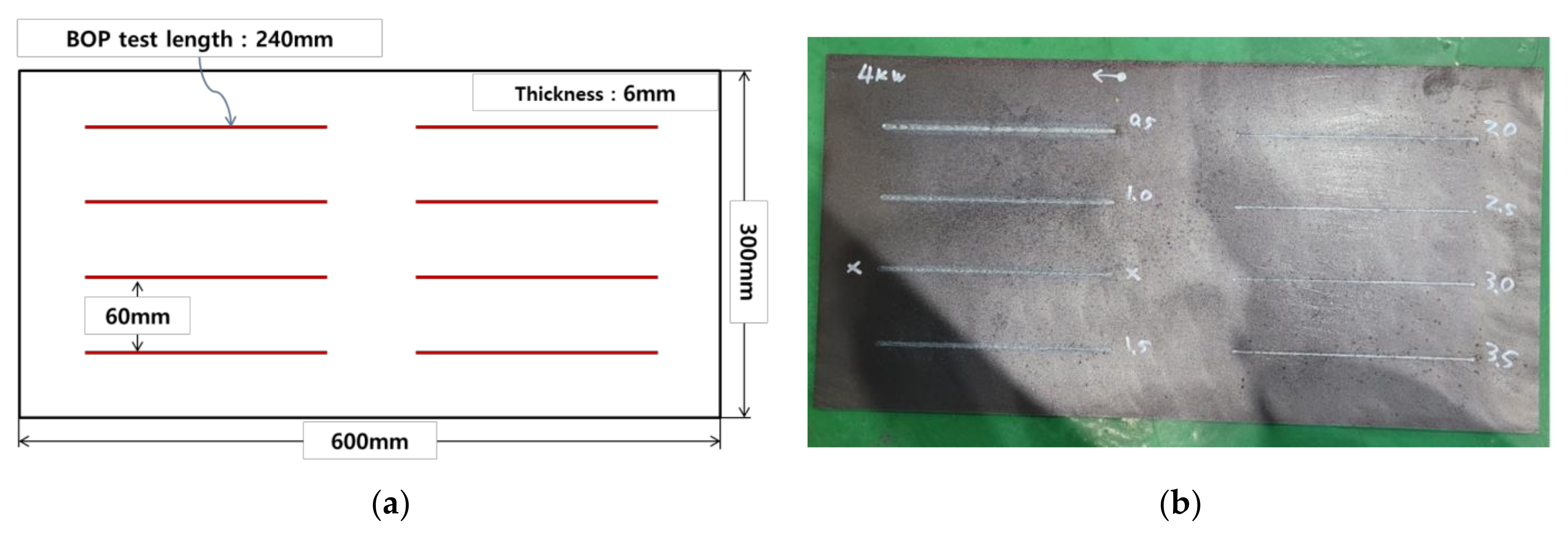
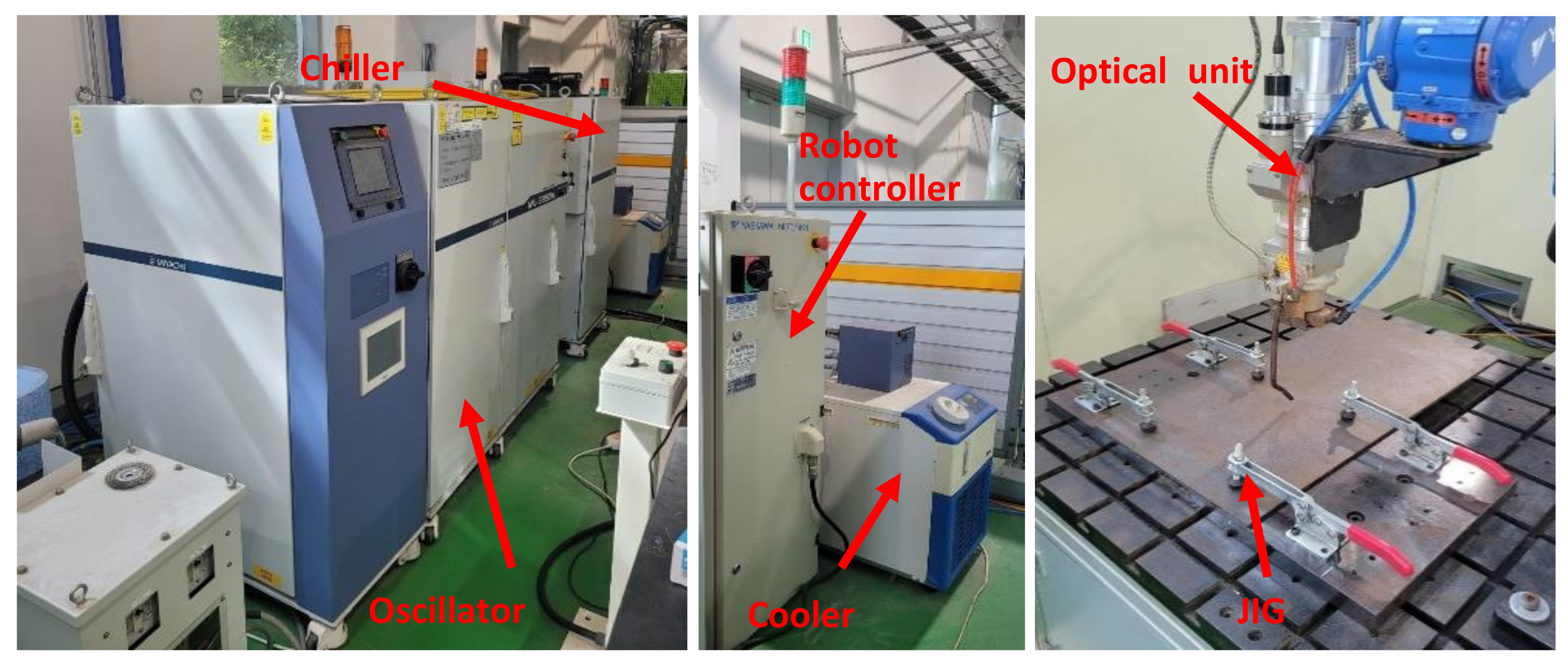
2.2. Methods of Fiber Laser BOP Welding
3. Results
3.1. Results of BOT Test
3.2. Analysis of BOP Welding Results
4. Discussion
5. Conclusions
- (1)
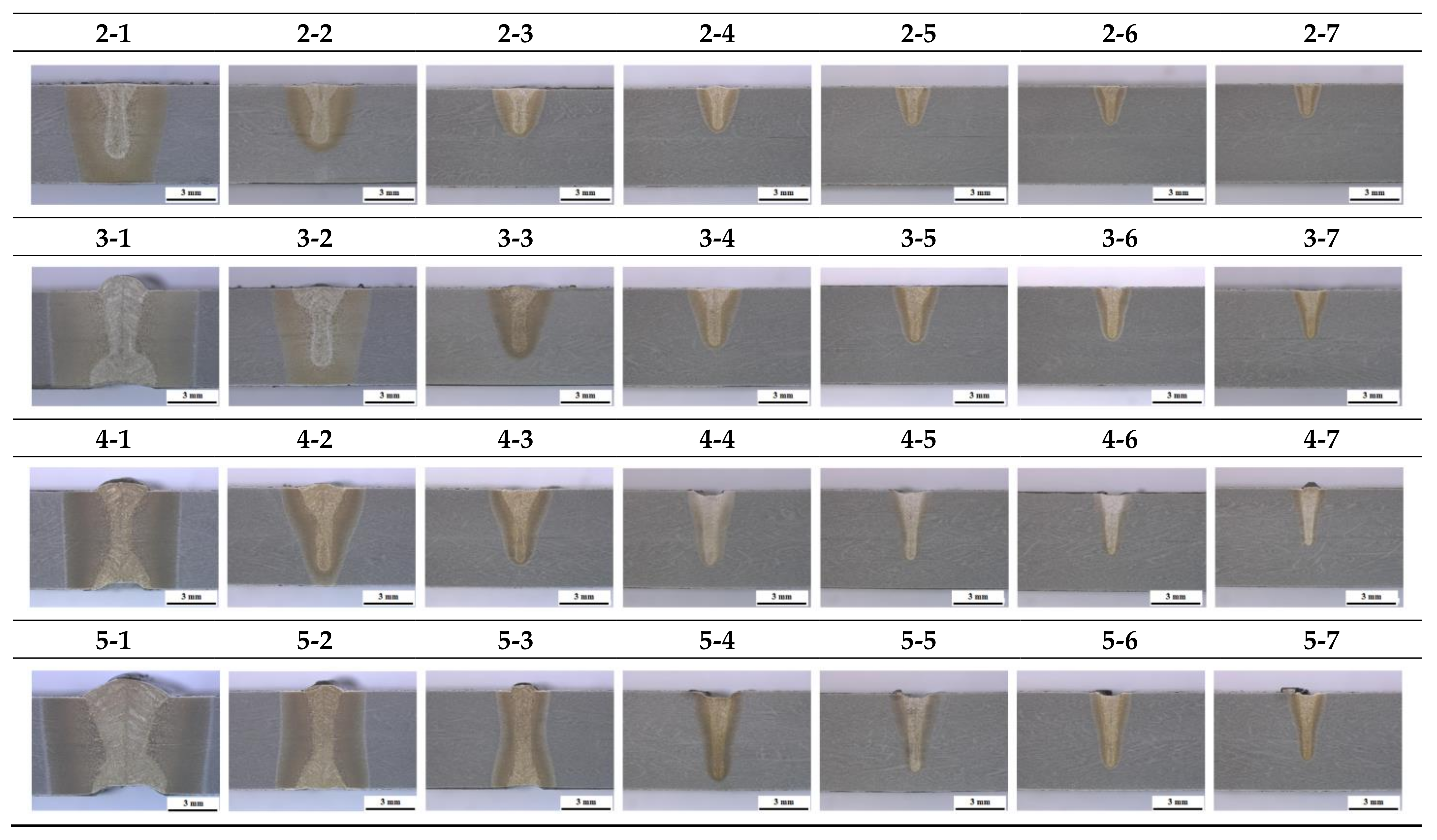
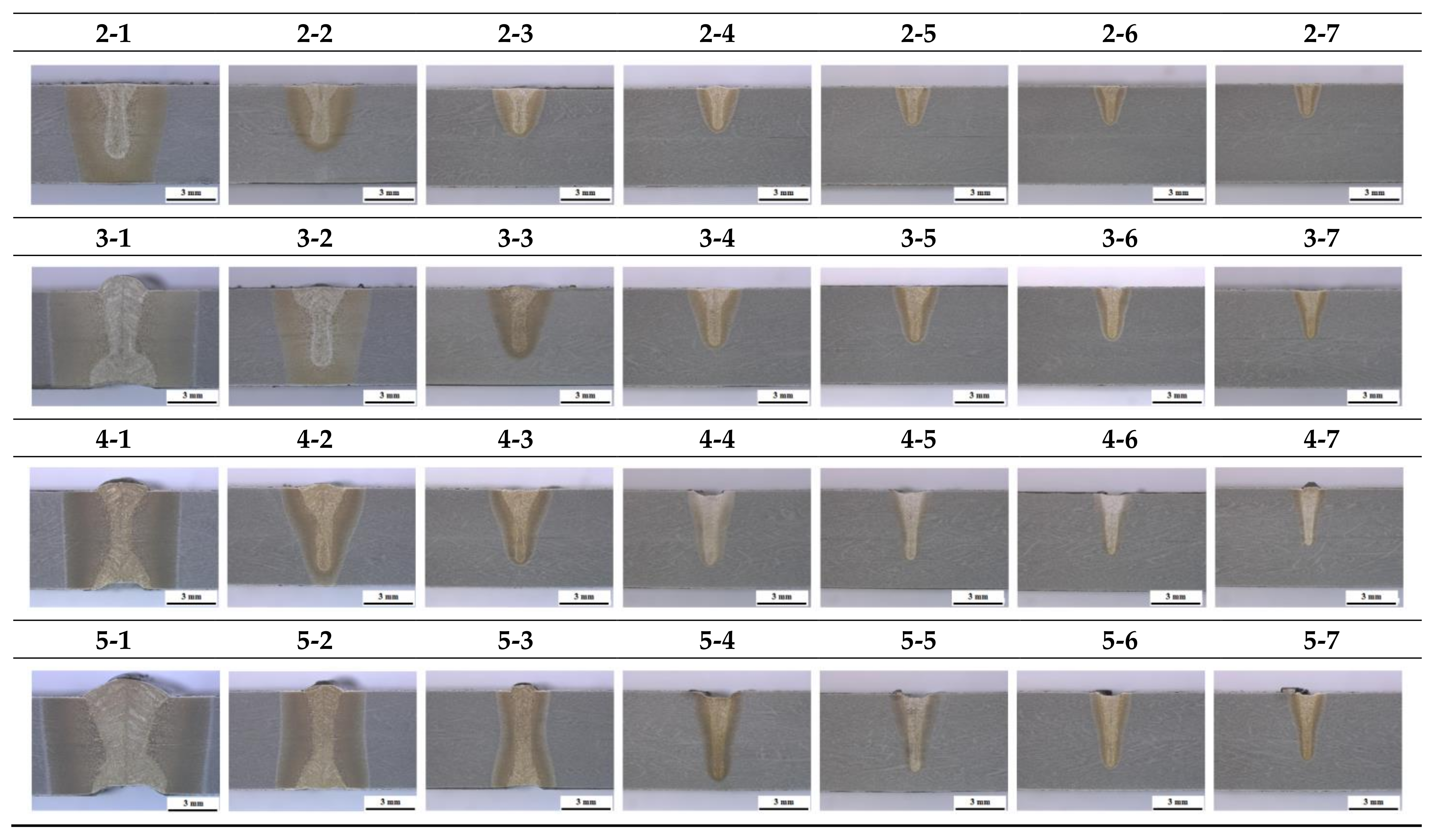
- The BOP welding was performed using laser power and BOP welding speed as factors, and the laser power range was 2.00~5.00 Kw, and the BOP welding speed range was 0.25~3.00 mpm, for a total of 28 cases. From the cross-sectional observation results using ASTM E340, it was confirmed that, in general, the slower the welding speed and the higher the output and the larger the bead size. In addition, it was confirmed that the lower bead defect may appear at a certain speed or less.
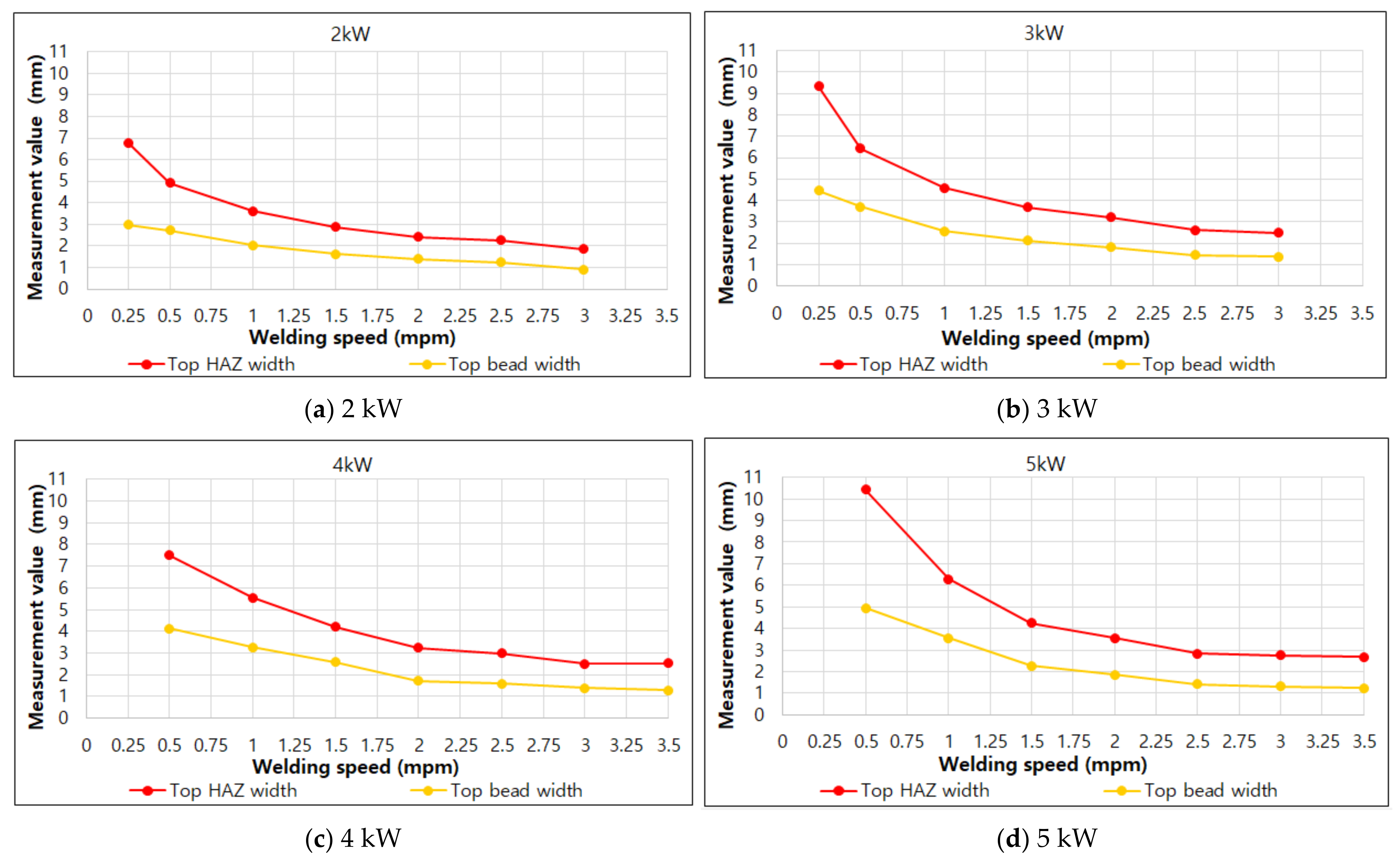
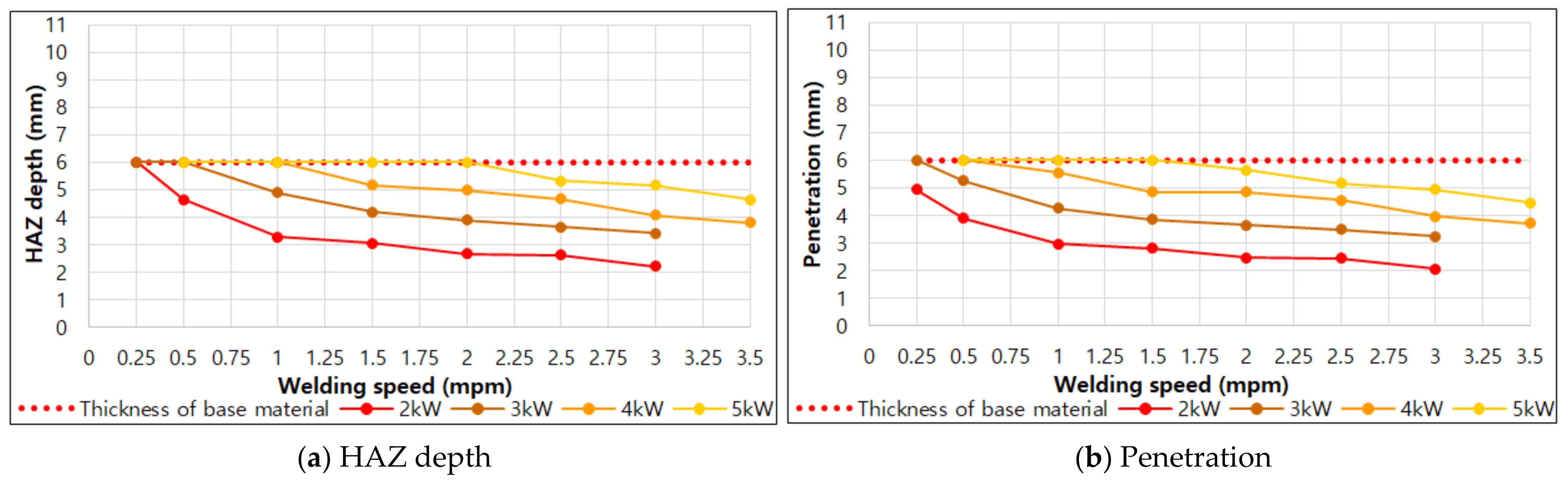
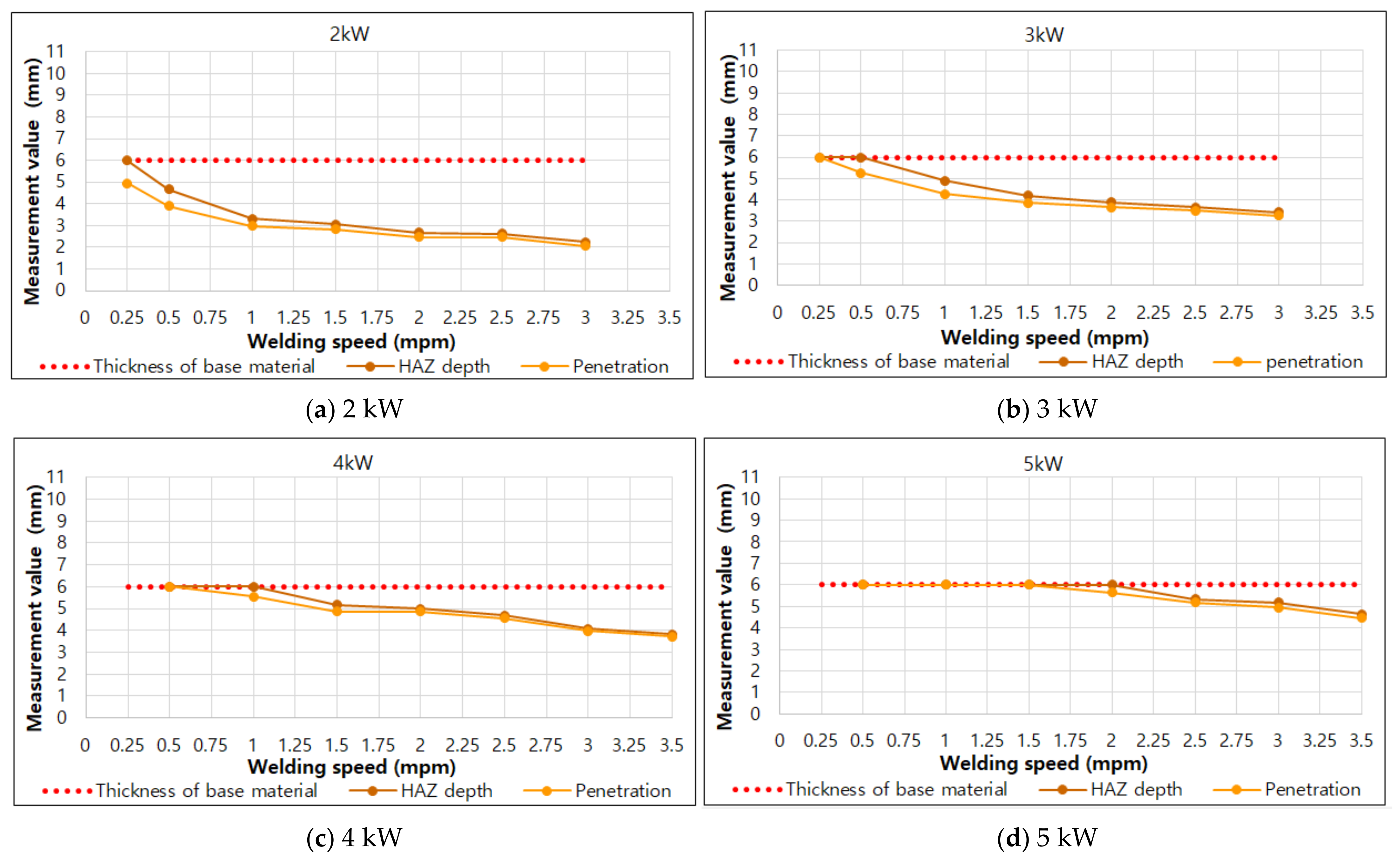
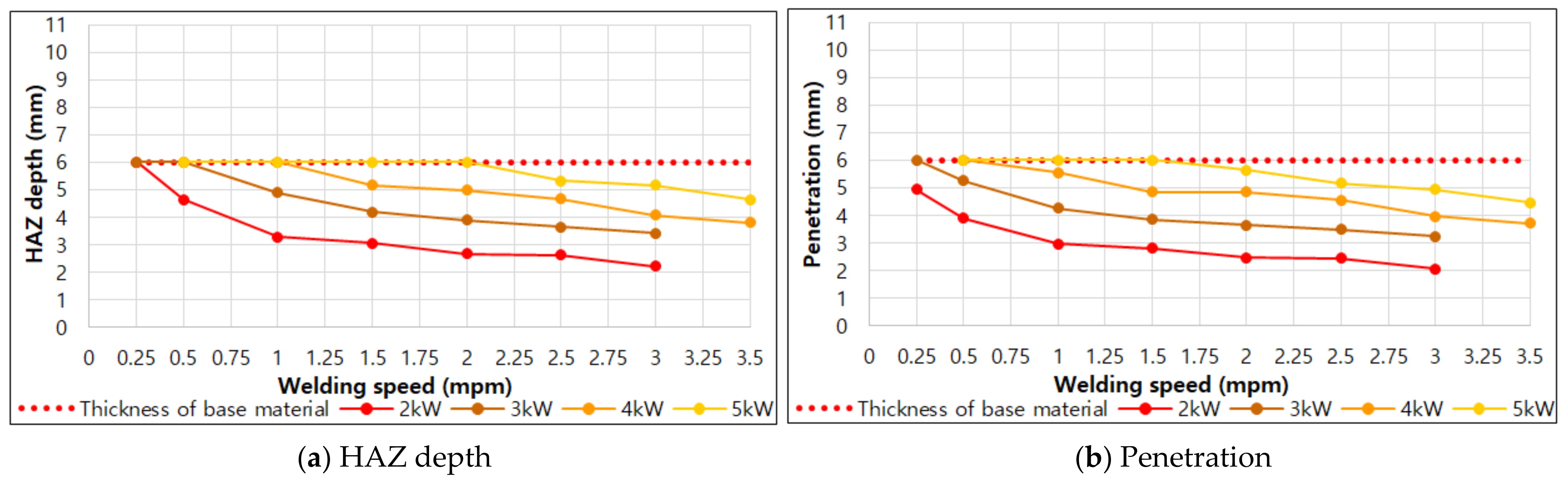
- (2)
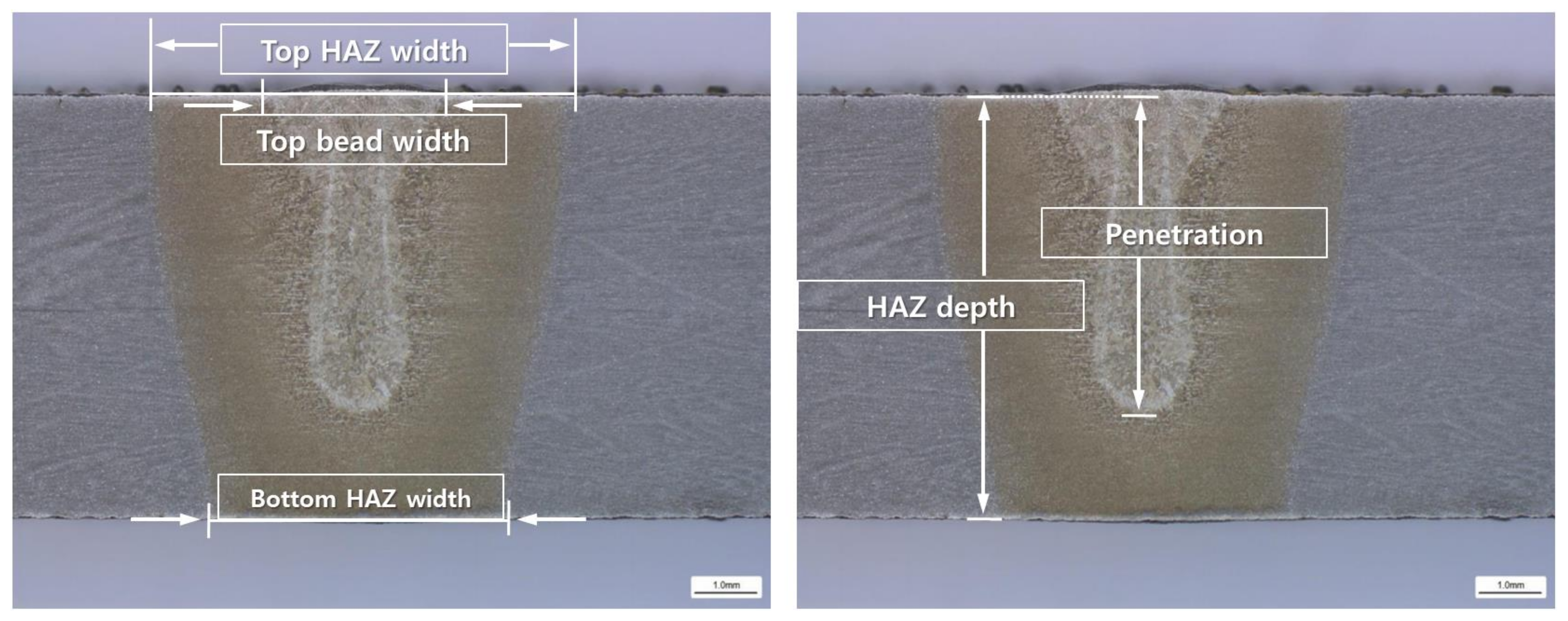
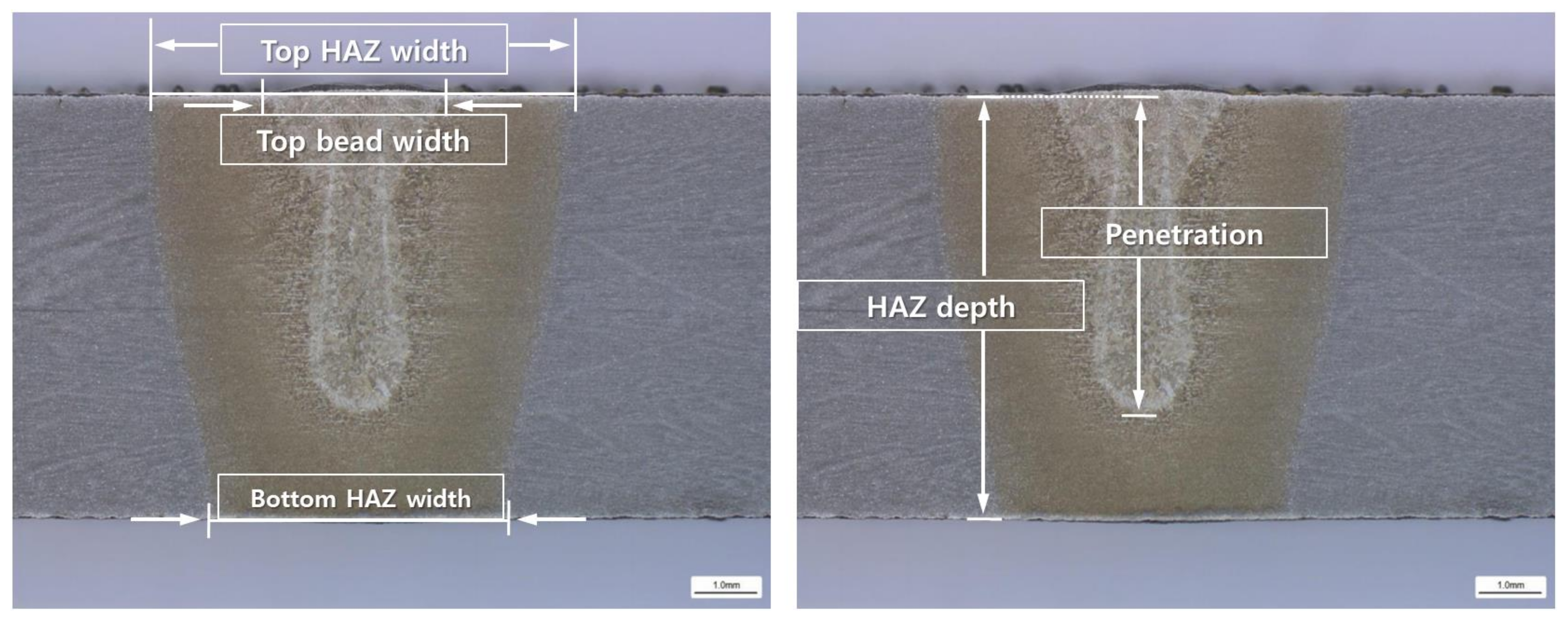
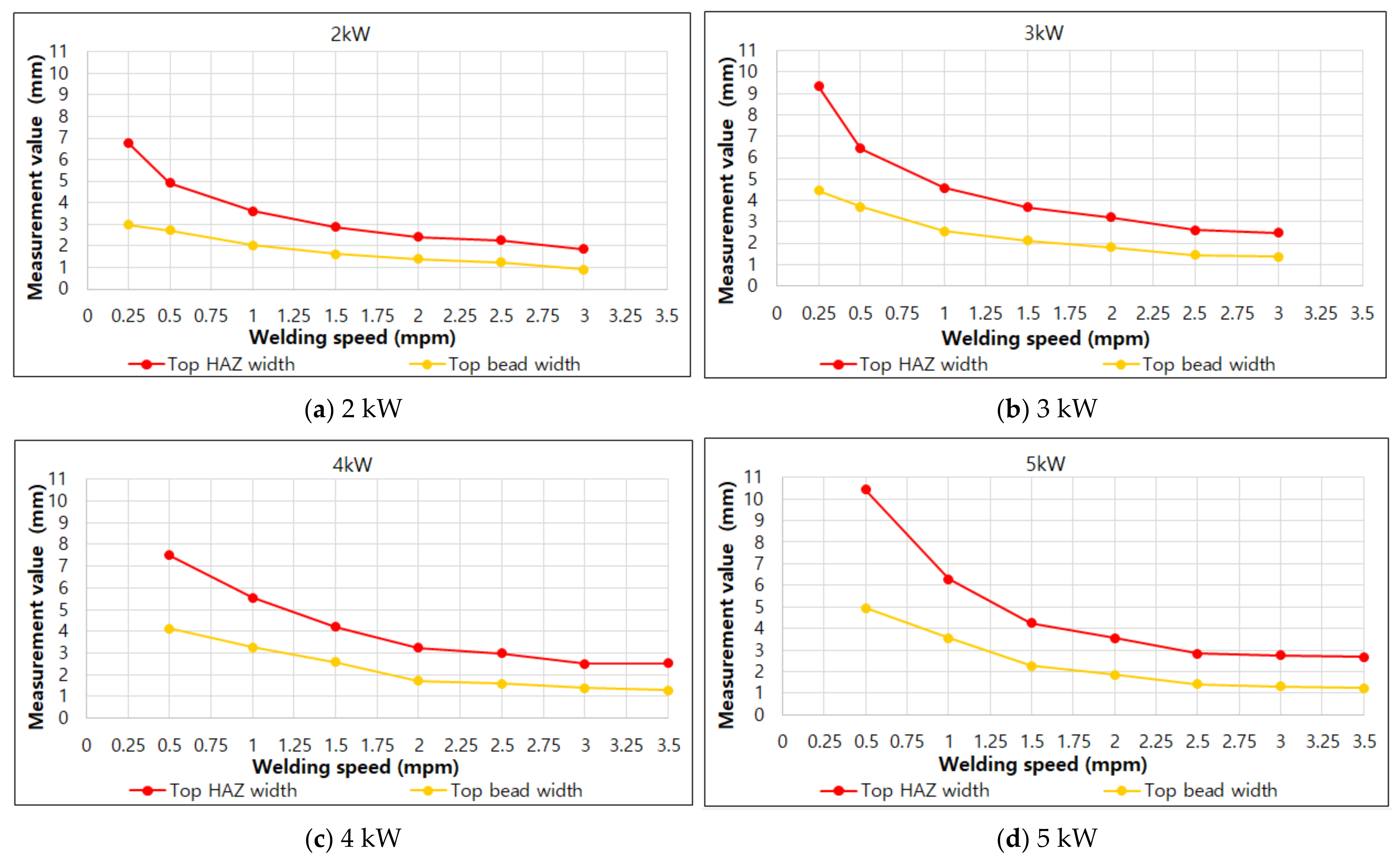
- For the four bead shapes (top bead width, top HAZ width, HAZ depth, penetration), the trend of bead size was analyzed by welding speed and output, and through this, it was possible to derive the optimal condition candidates for 1-pass butt welding of 9% nickel steel with a thickness of 6 mm.
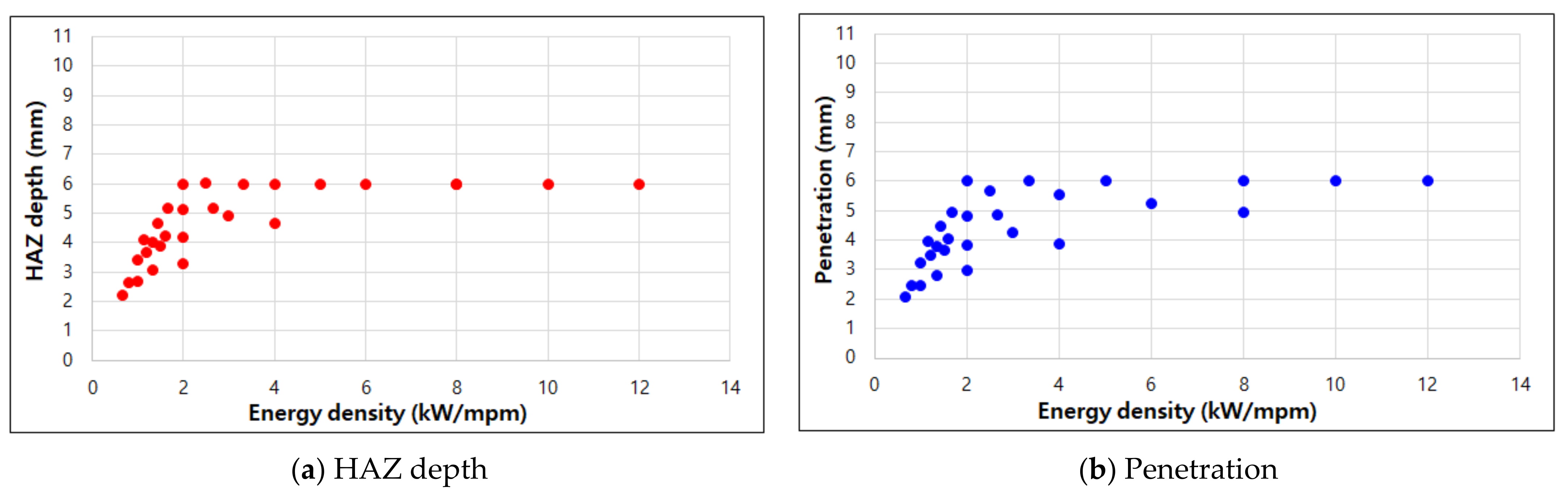
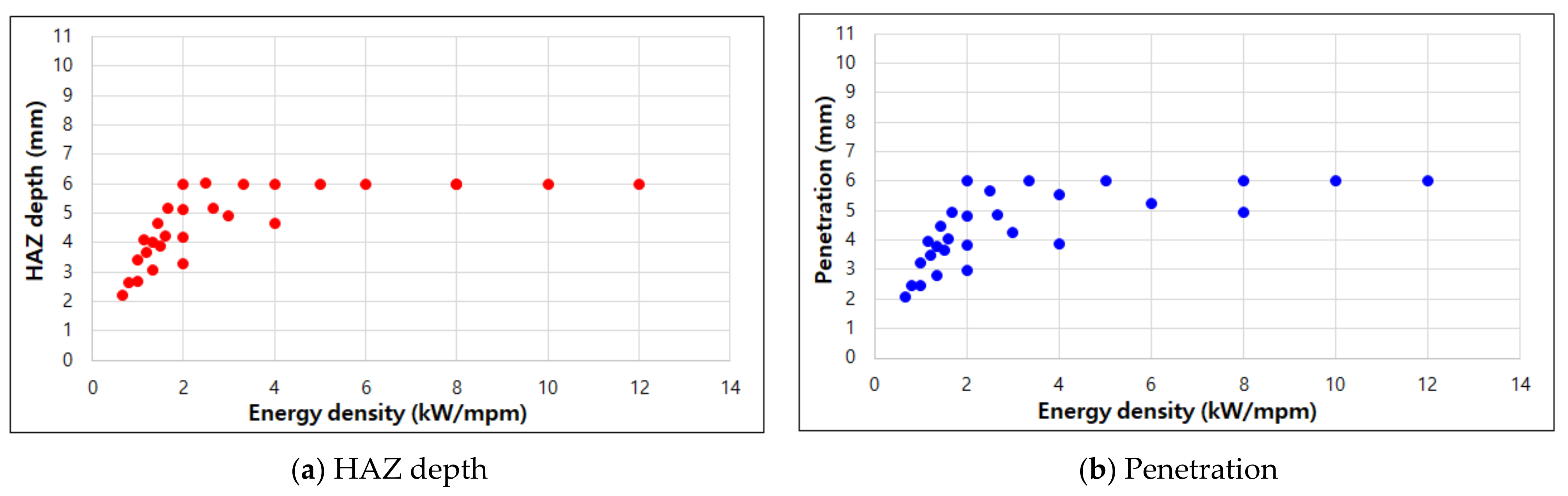
- (3)
- In addition, the energy density factor was proposed by utilizing this experimental data and from this, the range of experimental conditions for 1-pass full penetration of 9% nickel steel under different laser welding conditions (thickness change, output change) could be configured.
- (4)
- Based on this study, in the future, it is planned to conduct a study to secure the mechanical properties of laser butt welding. Through this, it is expected that it will be possible to prove that the existing FCAW welding can be replaced with laser welding when manufacturing an LNG fuel-propelled tank made of 9% nickel steel in the current ship-building industry.
Author Contributions
Funding
Conflicts of Interest
References
- Schinas, O.; Butler, M. Feasibility and commercial considerations of LNG-fueled ships. Ocean Eng. 2016, 122, 84–96. [Google Scholar] [CrossRef]
- Thomson, H.; Corbett, J.J.; Winebrake, J.J. Natural gas as a marine fuel. Energy Policy 2015, 87, 153–167. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.S.; Yoo, W.H.; Yoo, C.H.; Kim, K.S.; Kim, Y.I. An experimental study on fatigue performance of cryogenic metallic materials for IMO type B tank. Int. J. Nav. Arch. Ocean 2013, 5, 580–597. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.D.; Kim, J.S. The Characteristics of Continuous Waveshape Control for the Suppression of Defects in the Fiber Laser Welding of Pure Titanium Sheet (I). J. Weld. Join. 2016, 36, 62–68. [Google Scholar]
- Kim, J.W.; Jang, B.S.; Kim, Y.T.; Chun, K.S. A study on an efficient prediction of welding deformation for T-joint laser welding of sandwich panel PART I: Proposal of a heat source model. Int. J. Nav. Arch. Ocean 2013, 5, 348–363. [Google Scholar] [CrossRef] [Green Version]
- Lee, M.Y.; Kim, J.J. A Study for the Characteristics of Laser Welding on Over-lap Joint of Thin Magnesium Alloy Sheet. J. Weld. Join. 2019, 37, 293–298. [Google Scholar] [CrossRef] [Green Version]
- Zeng, Z.; Oliveira, P.J.; Yang, M.; Song, D.; Peng, B. Functional fatigue behavior of NiTi-Cu dissimilar laser welds. Mater. Des. 2017, 114, 282–287. [Google Scholar] [CrossRef]
- Kim, Y. Laser Welding Characteristic of Dissimilar Metal for Aluminum to Steel. J. Weld. Join. 2017, 35, 16–22. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Kim, J.; Pyo, C. A Study on Fiber Laser Welding of High-Manganese Steel for Cryogenic Tanks. Processes 2020, 8, 1536. [Google Scholar] [CrossRef]
- Kim, D.S.; Pyo, C.; Kim, J.; Kim, J.; Lee, H.K. A Study on Cross-Shaped Structure of Invar Material Using Cold Wire Laser Fillet Welding (PART I: Feasibility Study for Weldability). Metals 2020, 10, 1385. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Li, F.; Huang, L. Understanding of spatter formation in fiber laser welding of 5083 aluminum alloy. Int. J. Heat Mass Transf. 2017, 113, 730–740. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Huang, L.; Zhao, J. Numerical simulation of spatter formation during fiber laser welding of 5083 aluminum alloy at full penetration condition. Opt. Laser Technol. 2018, 110, 157–184. [Google Scholar] [CrossRef] [Green Version]
- Fang, C.; Xin, J.; Dai, W.; Wei, J.; Wu, J.; Song, Y. Deep penetration laser welding of austenitic stainless steel thick-plates using a 20 kW fiber laser. J. Laser Appl. 2020, 32, 012009. [Google Scholar] [CrossRef]
- Jiang, M.; Chen, X.; Chen, Y.; Tao, W. Mitigation of porosity defects in fiber laser welding under low vacuum. J. Mater. Process. Technol. 2020, 276, 116385. [Google Scholar] [CrossRef]
- Pang, X.; Dai, J.; Chen, S.; Zhang, M. Microstructure and Mechanical Properties of Fiber Laser Welding of Aluminum Alloy with Beam Oscillation. Appl. Sci. 2019, 9, 5096. [Google Scholar] [CrossRef] [Green Version]
- Xin, D.; Cai, Y.; Hua, X. Pivotal microstructural characteristics to determine the cryogenic impact toughness of dissimilar joint between SA645 and AISI304L made by autogenous fiber laser welding. Mater. Charact. 2020, 165, 110399. [Google Scholar] [CrossRef]
- Kim, D.-S.; Lee, H.-K.; Seong, W.-J.; Lee, K.-H.; Bang, H.-S. Experimental Study on Laser-MIG Hybrid Welding of Thick High-Mn Steel Plate for Cryogenic Tank Production. J. Mar. Sci. Eng. 2021, 9, 604. [Google Scholar] [CrossRef]
- Huang, Z.; Cai, Y.; Mu, W.; Li, Y.; Hua, X. Effects of laser energy allocation on weld formation of 9%Ni steel made by narrow gap laser welding filled with nickel based alloy. J. Laser Appl. 2018, 30, 032013. [Google Scholar] [CrossRef]
- Choi, K.; Lee, J.; Hong, J.; Chung, W. A Study on the Variation of Physical Properties of Line-heated for Type-B LNG Fuel Tank with 9% Nickel Steel Plate. J. Korean Soc. Manuf. Process Eng. 2020, 19, 89–97. [Google Scholar] [CrossRef]
- Park, J.; Kim, Y.; Baek, H.; Cho, S. A study on process development of super-TIG welding for 9% nickel steel with Alloy 625. J. Manuf. Process. 2019, 40, 140–148. [Google Scholar] [CrossRef]
- Na, K.; Lee, C.; Park, J.; Cho, M. A Comparison of Hot Cracking in GTAW and FCAW by Applying Alloy 625 Filler Materials of 9% Ni Steel. J. Weld. Join. 2019, 37, 357–362. [Google Scholar] [CrossRef] [Green Version]
- Yun, T.; Oh, W.; Lee, B.; Lee, C.; Na, H.; Choi, J.; Kim, I. A Study on Optimization of Fillet in Laser Welding Process for 9% Ni Steel Using Gradient-Based Optimization Algorithm. J. Weld. Join. 2020, 38, 485–492. [Google Scholar] [CrossRef]
- Kim, B.; Park, J.; Lee, J.; Kim, M. Study on the Initial Design of an LNG Fuel Tank using 9 wt.% Nickel Steel for Ships and Performance Evaluation of the Welded Joint. J. Weld. Join. 2019, 37, 555–563. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Kim, J.; Kang, S.; Chun, K. Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART I: Penetration Shape by Bead on Plate). Metals 2020, 10, 484. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Kim, J. Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART II: Comparison of Mechanical Properties with FCAW). Metals 2020, 10, 999. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Chemical Composition (wt.%) |
|---|---|
| Carbon, C | 0.15 |
| Manganese, Mn | 0.64 |
| Silicon, Si | 0.23 |
| Phosphorous, P | 0.003 |
| Sulfur, S | 0.001 |
| Nickel, Ni | 8.91 |
| Mechanical Property | Value |
|---|---|
| Yield strength | 691 MPa |
| Tensile strength | 728 MPa |
| Elongation | 32.2% |
| Parameter of BOP Welding | Ranges of BOP Welding Conditions |
|---|---|
| Laser power (kW) | 2.00~5.00 |
| BOP welding speed (mpm, meter per minute) | 0.25~3.00 |
| # | Laser Power | Speed | Top HAZ Width (mm) | Top Bead Width (mm) | Bottom HAZ Width (mm) | HAZ Depth (mm) | Penetration (mm) |
|---|---|---|---|---|---|---|---|
| 2-1 | 2 | 0.25 | 6.748 | 2.971 | 4.613 | 6 (PbT) 1) | 4.957 |
| 2-2 | 2 | 0.50 | 4.927 | 2.717 | - | 4.658 | 3.897 |
| 2-3 | 2 | 1.00 | 3.613 | 2.045 | - | 3.300 | 2.971 |
| 2-4 | 2 | 1.50 | 2.881 | 1.627 | - | 3.061 | 2.822 |
| 2-5 | 2 | 2.00 | 2.404 | 1.403 | - | 2.672 | 2.478 |
| 2-6 | 2 | 2.50 | 2.254 | 1.239 | - | 2.628 | 2.463 |
| 2-7 | 2 | 3.00 | 1.851 | 0.911 | - | 2.225 | 2.060 |
| 3-1 | 3 | 0.25 | 9.346 | 4.449 | 10.003 | 6 (PbT) 1) | 6 (PbT) 1) |
| 3-2 | 3 | 0.50 | 6.435 | 3.703 | 4.360 | 6 (PbT) 1) | 5.255 |
| 3-3 | 3 | 1.00 | 4.584 | 2.568 | - | 4.897 | 4.270 |
| 3-4 | 3 | 1.50 | 3.673 | 2.135 | - | 4.195 | 3.852 |
| 3-5 | 3 | 2.00 | 3.210 | 1.807 | - | 3.897 | 3.658 |
| 3-6 | 3 | 2.50 | 2.613 | 1.448 | - | 3.658 | 3.494 |
| 3-7 | 3 | 3.00 | 2.478 | 1.374 | - | 3.434 | 3.255 |
| 4-1 | 4 | 0.50 | 7.510 | 4.136 | 8.182 | 6 (PbT) 1) | 6 (PbT) 1) |
| 4-2 | 4 | 1.00 | 5.554 | 3.270 | 1.403 | 6 (PbT) 1) | 5.554 |
| 4-3 | 4 | 1.50 | 4.210 | 2.583 | - | 5.181 | 4.867 |
| 4-4 | 4 | 2.00 | 3.240 | 1.717 | - | 5.000 | 4.860 |
| 4-5 | 4 | 2.50 | 3.001 | 1.598 | - | 4.677 | 4.567 |
| 4-6 | 4 | 3.00 | 2.508 | 1.388 | - | 4.091 | 3.976 |
| 4-7 | 4 | 3.50 | 2.538 | 1.284 | - | 3.823 | 3.726 |
| 5-1 | 5 | 0.50 | 10.421 | 4.942 | 11.735 | 6 (PbT) 1) | 6 (PbT) 1) |
| 5-2 | 5 | 1.00 | 6.300 | 3.553 | 5.748 | 6 (PbT) 1) | 6 (PbT) 1) |
| 5-3 | 5 | 1.50 | 4.255 | 2.284 | 3.628 | 6 (PbT) 1) | 6 (PbT) 1) |
| 5-4 | 5 | 2.00 | 3.553 | 1.866 | - | 6.012 | 5.640 |
| 5-5 | 5 | 2.50 | 2.837 | 1.418 | - | 5.329 | 5.174 |
| 5-6 | 5 | 3.00 | 2.762 | 1.329 | - | 5.181 | 4.942 |
| 5-7 | 5 | 3.50 | 2.672 | 1.239 | - | 4.643 | 4.464 |
| Laser Power (kW) | Range of Welding Speed (mpm) |
|---|---|
| 2 | 0.25 |
| 3 | 0.25~0.50 |
| 4 | 0.50~1.00 |
| 5 | 1.00~2.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Pyo, C.; Kim, Y.; Kang, S.; Yeo, T.; Chun, K.; Kim, D.-S. Experimental Study on Bead on Plate (BOP) Welding of 6 mm Thick 9% Nickel Steel by Fiber Laser Welding. Materials 2021, 14, 7699. https://doi.org/10.3390/ma14247699
Kim J, Pyo C, Kim Y, Kang S, Yeo T, Chun K, Kim D-S. Experimental Study on Bead on Plate (BOP) Welding of 6 mm Thick 9% Nickel Steel by Fiber Laser Welding. Materials. 2021; 14(24):7699. https://doi.org/10.3390/ma14247699
Chicago/Turabian StyleKim, Jaewoong, Changmin Pyo, Yonghyun Kim, Sungwook Kang, Taegon Yeo, Kwangsan Chun, and Du-Song Kim. 2021. "Experimental Study on Bead on Plate (BOP) Welding of 6 mm Thick 9% Nickel Steel by Fiber Laser Welding" Materials 14, no. 24: 7699. https://doi.org/10.3390/ma14247699
APA StyleKim, J., Pyo, C., Kim, Y., Kang, S., Yeo, T., Chun, K., & Kim, D.-S. (2021). Experimental Study on Bead on Plate (BOP) Welding of 6 mm Thick 9% Nickel Steel by Fiber Laser Welding. Materials, 14(24), 7699. https://doi.org/10.3390/ma14247699