
Microstructure and Mechanical Properties of TiN–TiB2–hBN Composites Fabricated by Reactive Hot Pressing Using TiN–B Mixture


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Raw Materials
2.2. Sample Preparation
2.3. Characterization
3. Results and Discussion
3.1. Influence of Ball Milling on TiN–B Powder Mixture
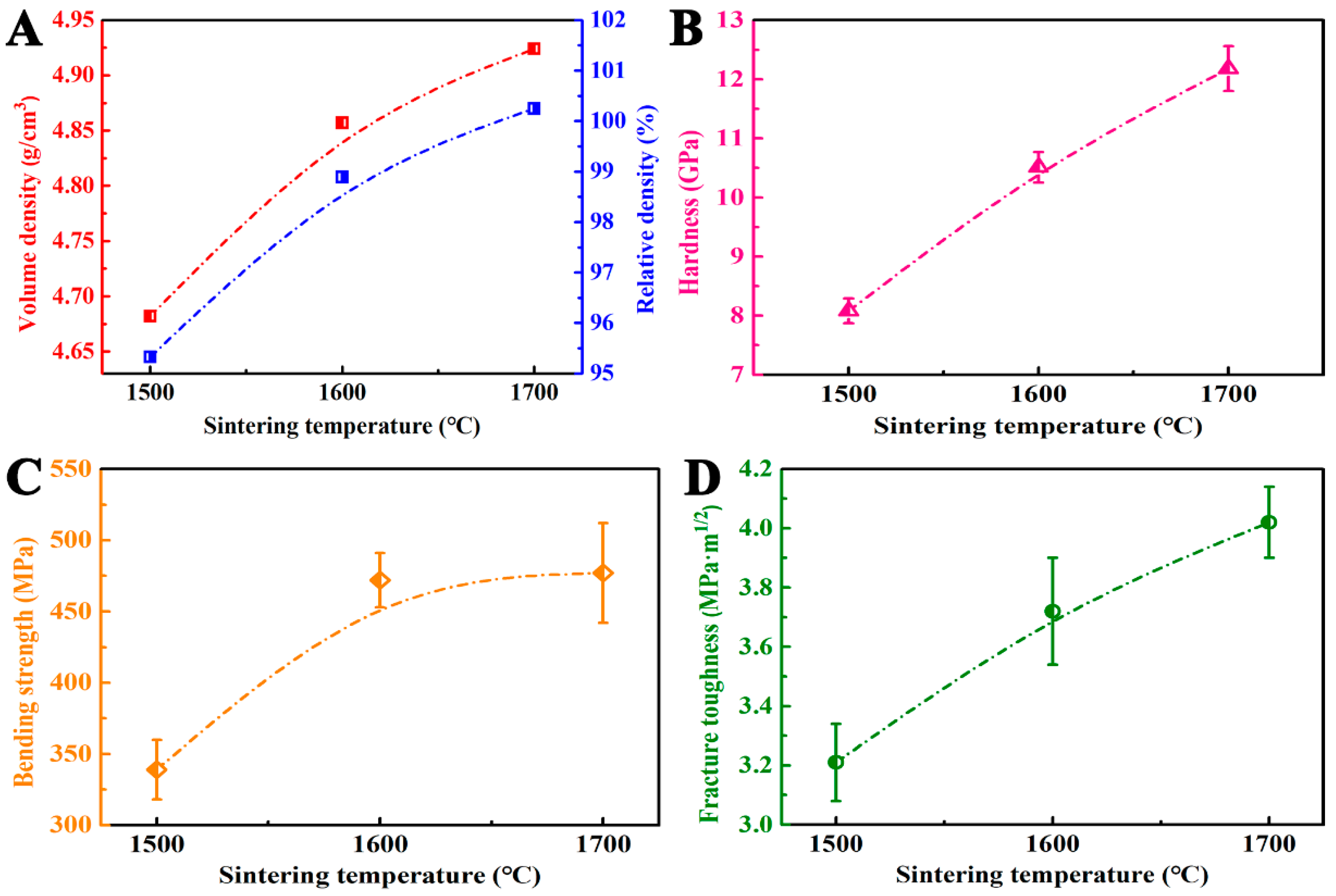
3.2. Influence of Sintering Temperature on the Microstructure and Mechanical Properties of TiN–TiB2–hBN Composite Ceramics
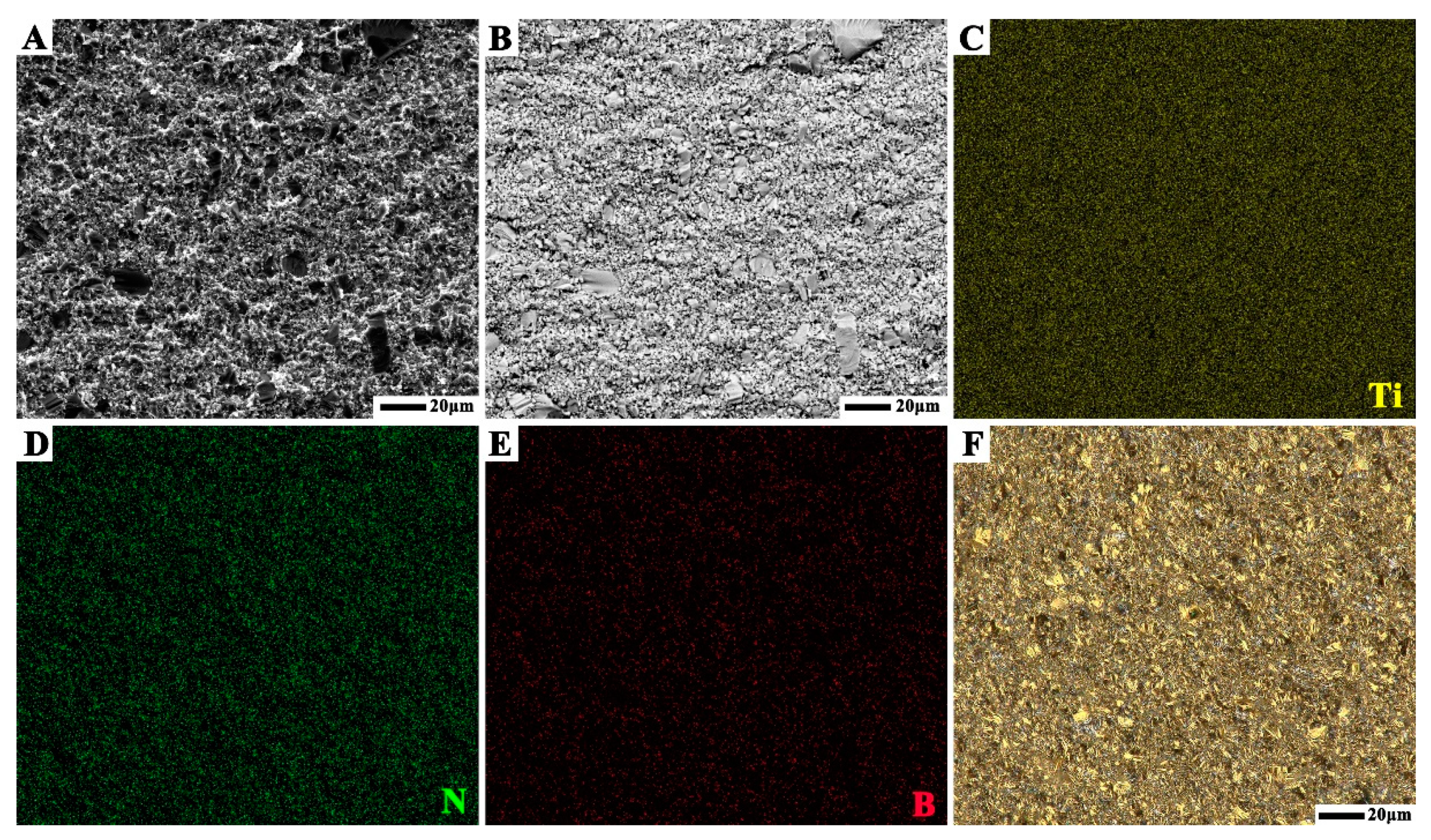
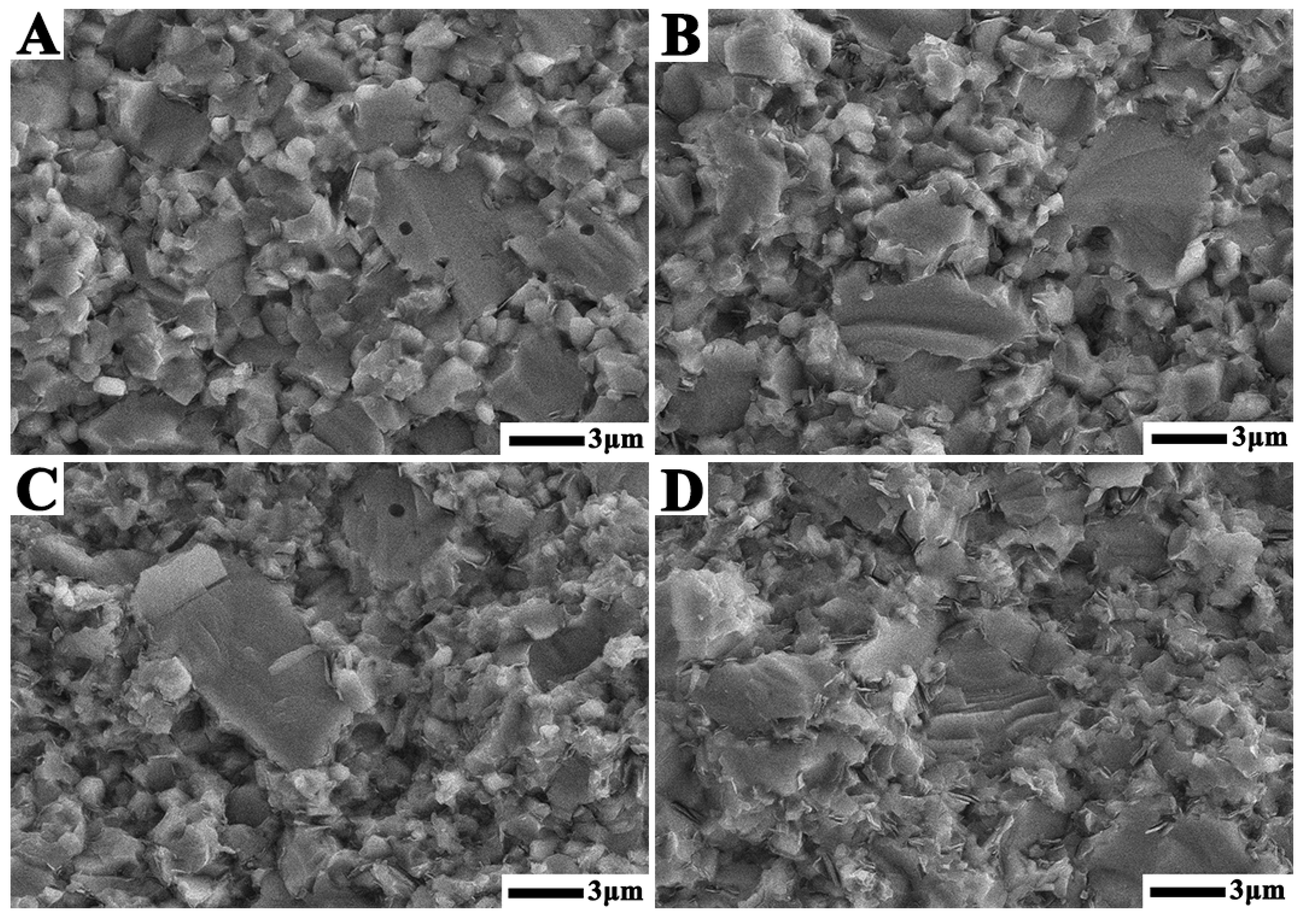
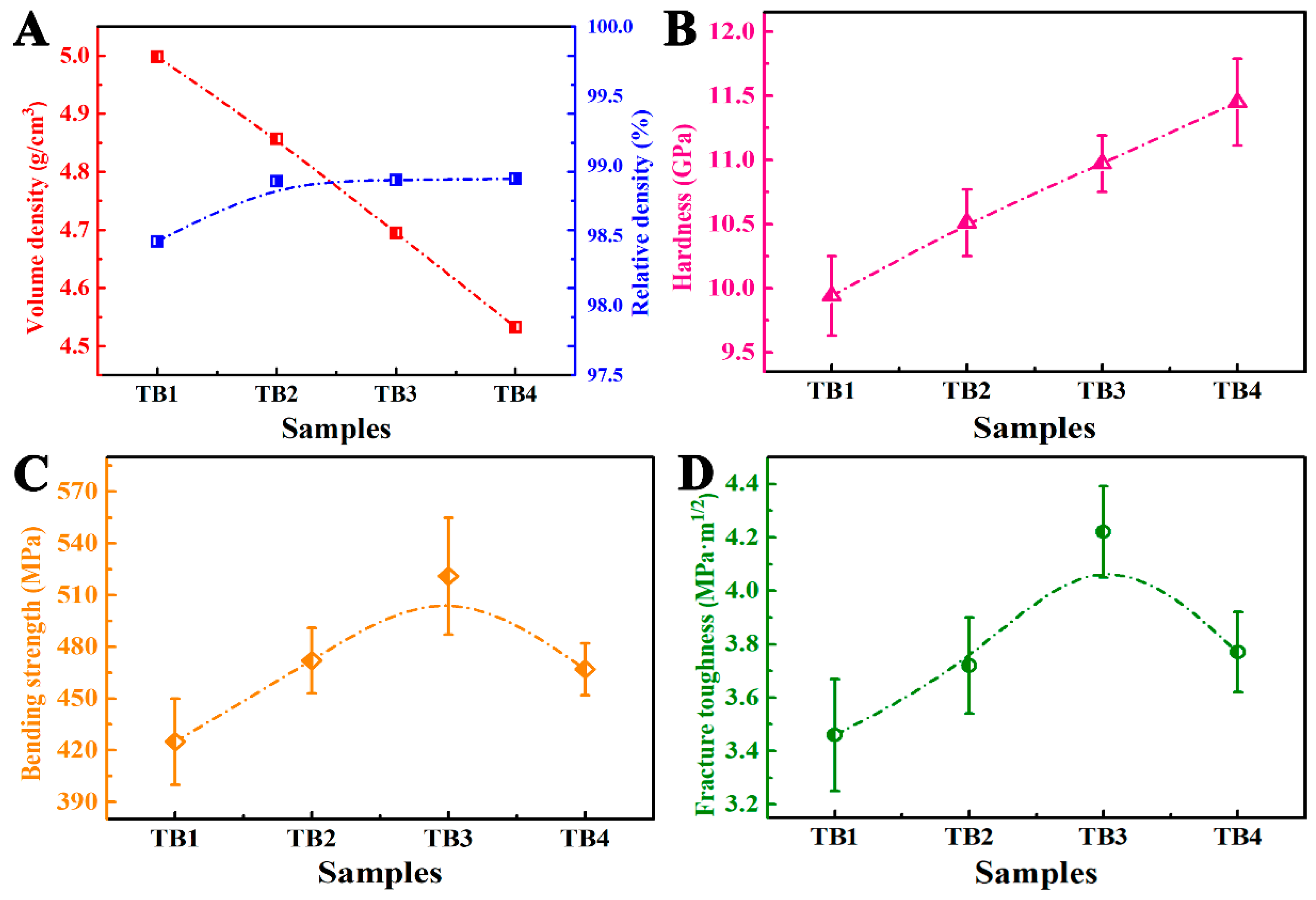
3.3. Influence of Composition Ratio on the Microstructure and Mechanical Properties of TiN–TiB2–hBN Composite Ceramics
3.4. Strengthening and Toughening Mechanism of TiN–TiB2–hBN Composite Ceramics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Radajewski, M.; Henschel, S.; Grützner, S.; Krüger, L.; Schimpf, C.; Chmelik, D.; Rafaja, D. Microstructure and mechanical properties of bulk TiN–AlN composites processed by FAST/SPS. Ceram. Int. 2016, 42, 10220–10227. [Google Scholar] [CrossRef]
- Šimůnek, A.; Vackář, J. Hardness of Covalent and Ionic Crystals: First-Principle Calculations. Phys. Rev. Lett. 2006, 98, 085501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khobta, I.; Petukhov, O.; Vasylkiv, O.; Sakka, Y.; Ragulya, A. Synthesis and consolidation of TiN/TiB2 ceramic composites via reactive spark plasma sintering. J. Alloys Compd. 2011, 509, 1601–1606. [Google Scholar] [CrossRef]
- Bläß, U.W.; Barsukova, T.; Schwarz, M.R.; Köhler, A.; Schimpf, C.; Petrusha, I.A.; Mühle, U.; Rafaja, D.; Kroke, E. Bulk titanium nitride ceramics-Significant enhancement of hardness by silicon nitride addition, nanostructuring and high-pressure sintering. J. Eur. Ceram. Soc. 2015, 35, 2733–2744. [Google Scholar] [CrossRef]
- Wing, Z.N. TiN modified SiC with enhancd strength and electrical properties. J. Eur. Ceram. Soc. 2017, 37, 1373–1378. [Google Scholar] [CrossRef]
- Morgado Chávez, J.M.; Moshtaghioun, B.M.; Cumbrera Hernández, F.L.; Gómez García, D. Sintering kinetics, defect chemistry and room-temperature mechanical properties of titanium nitride prepared by spark plasma sintering. J. Alloys Compd. 2019, 807, 151666. [Google Scholar] [CrossRef]
- Delbari, S.A.; Nayebi, B.; Ghasali, E.; Shokouhimehr, M.; Asl, M.S. Spark plasma sintering of TiN ceramics codoped with SiC and CNT. Ceram. Int. 2019, 45, 3207–3216. [Google Scholar] [CrossRef]
- Basu, B.; Raju, G.B.; Suri, A.K. Processing and properties of monolithic TiB2 based materials. Int. Mater. Rev. 2006, 51, 352–374. [Google Scholar] [CrossRef]
- Yang, C.; Guo, H.; Mo, D.G.; Qu, S.G.; Li, X.Q.; Zhang, W.W.; Zhang, L.C. Bulk TiB2-based composites with improved mechanical properties using Fe–Ni–Ti–Al as a sintering aid. Materials 2014, 7, 7105–7117. [Google Scholar] [CrossRef] [Green Version]
- Twardowska, A.; Podsiadlo, M.; Sulima, I.; Bryla, K.; Hyjek, P. Microstructure and properties of TiB2 composites produced by spark plasma sintering with the addition of Ti5Si3. Materials 2021, 14, 3812. [Google Scholar] [CrossRef]
- Yao, M.Y.; Chen, L.; Liu, Z.G.; Huo, S.J.; Wang, S.J.; Wang, Y.J.; Ouyang, J.H.; Zhou, Y. Two-step sintering of TiB2–40wt%TiN composites. Int. J. Refract. Met. Hard Mater. 2019, 84, 105037. [Google Scholar] [CrossRef]
- Wang, K.; Krstic, V.D. Reaction sintering of TiN–TiB2 ceramics. Acta Mater. 2003, 51, 1809–1819. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Obadele, B.A.; Ayeleru, O.O.; Akinwamide, S.O.; Nomoto, K.; Eizadjou, M.; Ringer, S.P.; Olubambi, P.A. The role of graphite addition on spark plasma sintered titanium nitride. J. Mater. Res. Technol. 2020, 9, 6268–6277. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Obadele, B.A.; Akinwamide, S.O.; Ayeleru, O.O.; Eizadjou, M.; Ringer, S.P.; Olubambi, P.A. Microstructural characterization and mechanical behavious of TiN–graphite composites fabricated by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2020, 91, 105253. [Google Scholar] [CrossRef]
- Yang, Z.L.; Liu, Z.G.; Ouyang, J.H.; Zhou, Y.; Wang, Y.J.; Sloof, W.G. Synthesis route and mechanical properties of reactive hot pressed TiN–TiB2 ceramics. Int. J. Refract. Met. Hard Mater. 2013, 41, 54–59. [Google Scholar] [CrossRef]
- Kitiwan, M.; Ito, A.; Goto, T. Spark plasma sintering of TiN–TiB2 composites. J. Eur. Ceram. Soc. 2014, 34, 197–203. [Google Scholar] [CrossRef]
- Kitiwan, M.; Ito, A.; Goto, T. Spark plasma sintering of TiN–TiB2–hBN composites and their properties. Ceram. Int. 2015, 41, 4498–4503. [Google Scholar] [CrossRef]
- Shon, I.J. Enhanced mechanical properties of TiN–graphene composites rapidly sintered by high-frequency induction heating. Ceram. Int. 2017, 43, 890–896. [Google Scholar] [CrossRef]
- Popov, O.; Avramenko, T.; Vishnyakov, V. Thermal conductivity and thermal shock resistance of TiB2-based UHTCs enhanced by graphite platelets. Mater. Today Commun. 2021, 26, 101756. [Google Scholar] [CrossRef]
- Cho, M.W.; Kim, D.W.; Cho, W.S. Analysis of micro-machining characteristics of Si3N4–hBN composites. J. Eur. Ceram. Soc. 2007, 27, 1259–1265. [Google Scholar] [CrossRef]
- Li, X.Q.; Gao, Y.M.; Pan, W.; Wang, X.; Song, L.C.; Zhong, Z.C.; Wu, S.S. Fabrication and characterization of B4C-based ceramic composites with different mass fractions of hexagonal boron nitride. Ceram. Int. 2015, 41, 27–36. [Google Scholar] [CrossRef]
- Wang, Y.C.; Fu, Z.Y. Research progress of TiB2–BN compound conductible ceramics. J. Wuhan Univ. Technol. 2000, 22, 35–37. [Google Scholar]
- Paszkowic, W.; Pelka, J.B.; Knapp, M.; Szyszko, T.; Podsiadlo, S. Lattice parameters and anisotropic thermal expansion of hexagona22l boron nitride in the 10–297.5 K temperature range. Appl. Phys. A 2002, 75, 431–435. [Google Scholar] [CrossRef]
- Kitiwan, M.; Ito, A.; Goto, T. Phase transformation and densification of hBN–TiN composites fabrication by spark plasma sintering. Key Eng. Mater. 2012, 508, 52–55. [Google Scholar] [CrossRef]
- Tang, J.X.; Ji, W.; Xie, J.J.; Shi, Y.W.; Zhu, Y.X.; He, Q.L.; Wang, W.M. Fine and high-performance B6.5C–TiB2–SiC–BN composite fabricated by reactive hot pressing via TiCN–B–Si mixture. Ceram. Int. 2020, 46, 11013–11020. [Google Scholar] [CrossRef]
- Nguyen, T.P.; Mahaseni, Z.H.; Germi, M.D.; Delbari, S.A.; Le, Q.V.; Ahmadi, Z.; Shokouhimehr, M.; Asl, M.S.; Namini, A.S. Densification behavior and microstructure development in TiB2 ceramics doped with h-BN. Ceram. Int. 2020, 46, 18970–18975. [Google Scholar] [CrossRef]
- Lee, H.; Speyer, R.F. Hardness and fracture toughness of pressureless-sintered boron carbide (B4C). J. Am. Ceram. Soc. 2002, 85, 1291–1293. [Google Scholar] [CrossRef]
- Li, A.J.; Zhen, Y.H.; Yin, Q.; Ma, L.P.; Yin, Y.S. Microstructure and properties of (SiC, TiB2)/B4C composites by reaction hot pressing. Ceram. Int. 2006, 32, 849–856. [Google Scholar] [CrossRef]
- He, Q.L.; Tian, S.; Xie, J.J.; Xiang, C.L.; Wang, H.; Wang, W.M.; Fu, Z.Y. Microstructure and anisotropic mechanical properties of B6.5C–TiB2–SiC–BN composites fabricated by reactive hot pressing. J. Eur. Ceram. Soc. 2020, 40, 2862–2869. [Google Scholar] [CrossRef]
- Liu, Y.Y.; Li, Z.Q.; Peng, Y.S.; Huang, Y.H.; Huang, Z.R.; Zhang, D.K. Effect of sintering temperature and TiB2 content on the grain size of B4C–TiB2 composites. Mater. Today Commun. 2020, 23, 100875. [Google Scholar] [CrossRef]
- Li, X.G.; Jiang, D.L.; Zhang, J.X.; Lin, Q.L.; Chen, Z.M.; Huang, Z.R. Densification behavior and related phenomena of spark plasma sintered boron carbide. Ceram. Int. 2014, 40, 4359–4366. [Google Scholar] [CrossRef]
- Liu, Y.Y.; Ge, S.; Huang, Y.H.; Huang, Z.R.; Zhang, D.K. Influence of sintering process conditions on microstructural and mechanical properties of boron carbide ceramics synthesized by spark plasma sintering. Materials 2021, 14, 1100. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | Raw Materials (g) | Bulk Samples ( vol%) | |||
|---|---|---|---|---|---|
| TiN | B | TiN | TiB2 | hBN | |
| TB1 | 29.71 | 0.78 | 90 | 5.87 | 4.13 |
| TB2 | 27.98 | 1.57 | 80 | 11.73 | 8.27 |
| TB3 | 26.26 | 2.35 | 70 | 17.59 | 12.41 |
| TB4 | 24.53 | 3.13 | 60 | 23.46 | 16.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Q.; Tian, T.; Tian, S.; Guo, W.; Shi, Y.; Wang, A.; Wang, H.; Wang, W.; Fu, Z. Microstructure and Mechanical Properties of TiN–TiB2–hBN Composites Fabricated by Reactive Hot Pressing Using TiN–B Mixture. Materials 2021, 14, 7198. https://doi.org/10.3390/ma14237198
He Q, Tian T, Tian S, Guo W, Shi Y, Wang A, Wang H, Wang W, Fu Z. Microstructure and Mechanical Properties of TiN–TiB2–hBN Composites Fabricated by Reactive Hot Pressing Using TiN–B Mixture. Materials. 2021; 14(23):7198. https://doi.org/10.3390/ma14237198
Chicago/Turabian StyleHe, Qianglong, Tian Tian, Shi Tian, Wenchao Guo, Yunwei Shi, Aiyang Wang, Hao Wang, Weimin Wang, and Zhengyi Fu. 2021. "Microstructure and Mechanical Properties of TiN–TiB2–hBN Composites Fabricated by Reactive Hot Pressing Using TiN–B Mixture" Materials 14, no. 23: 7198. https://doi.org/10.3390/ma14237198
APA StyleHe, Q., Tian, T., Tian, S., Guo, W., Shi, Y., Wang, A., Wang, H., Wang, W., & Fu, Z. (2021). Microstructure and Mechanical Properties of TiN–TiB2–hBN Composites Fabricated by Reactive Hot Pressing Using TiN–B Mixture. Materials, 14(23), 7198. https://doi.org/10.3390/ma14237198