
Performance Comparison of Zn-Based and Al–Si Based Coating on Boron Steel in Hot Stamping


Abstract
:1. Introduction
2. Materials and Methods
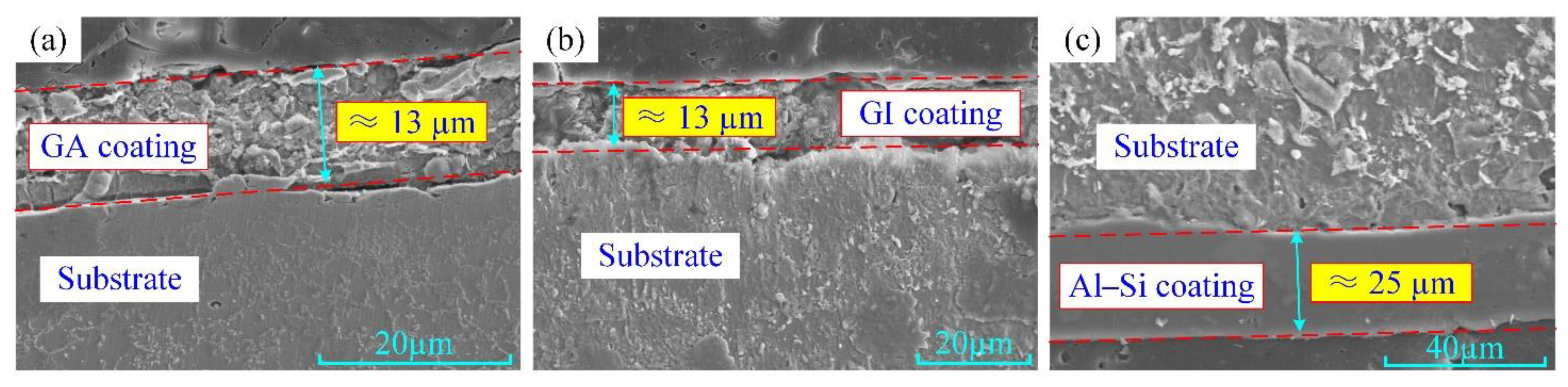
2.1. Materials
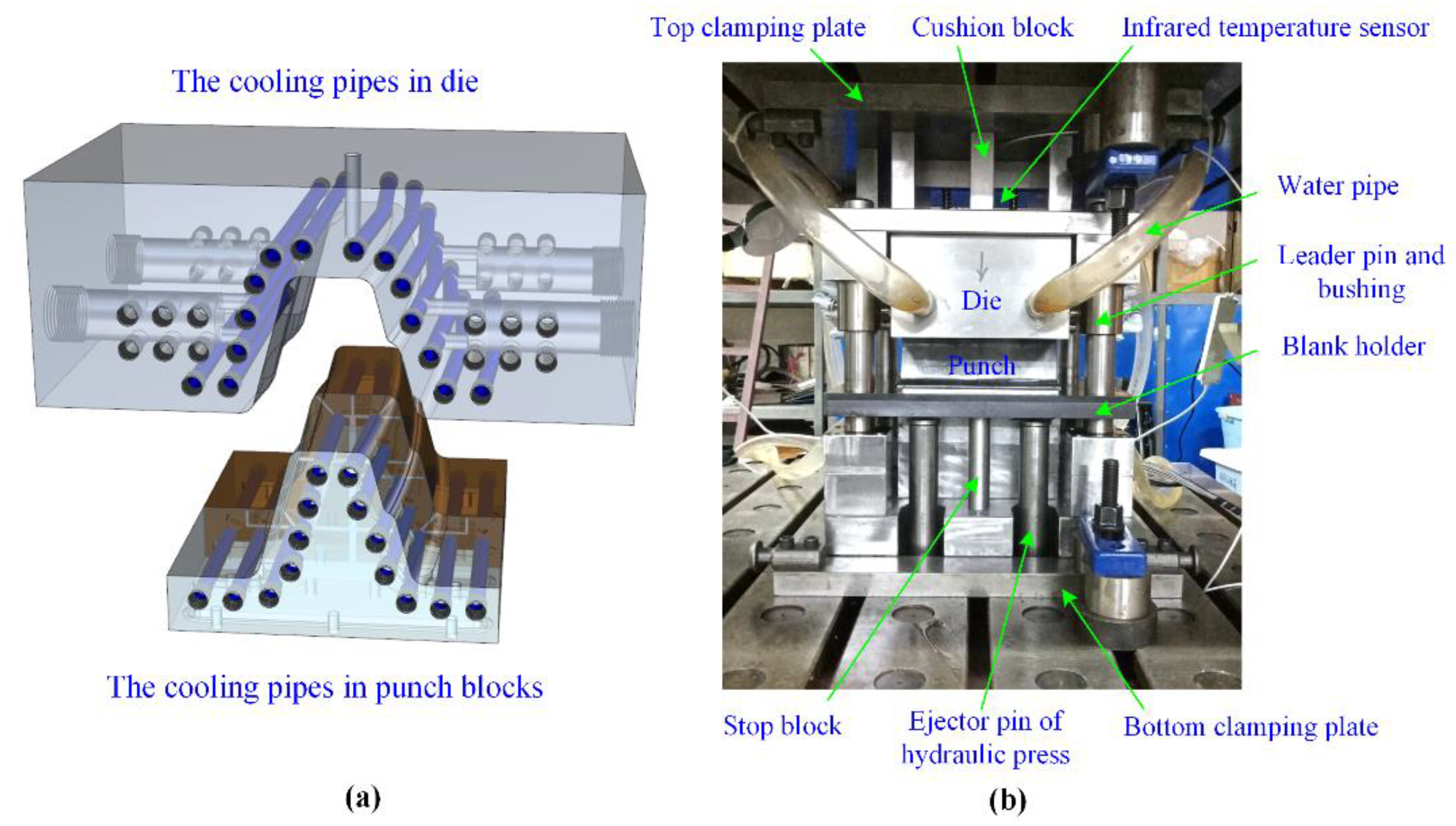
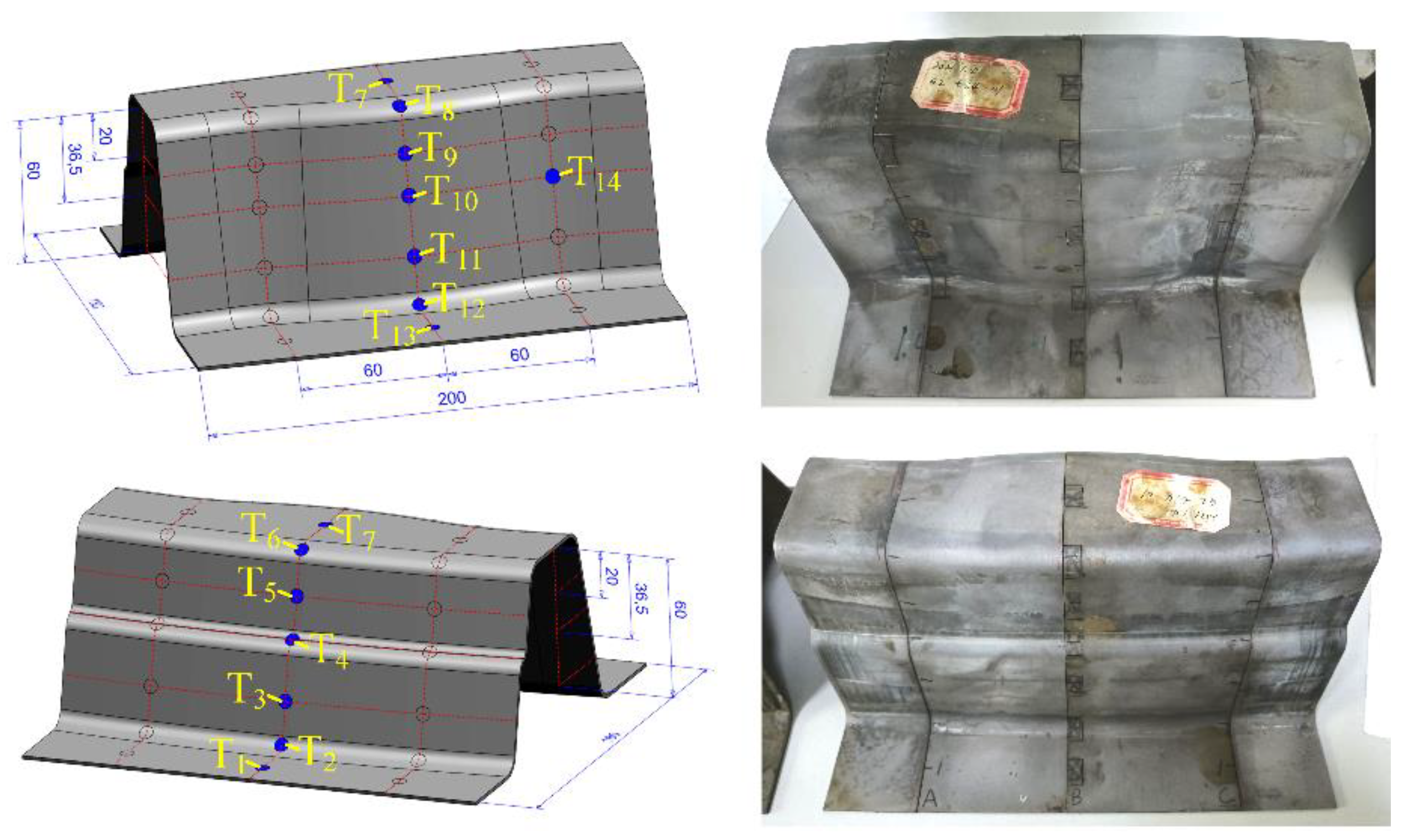
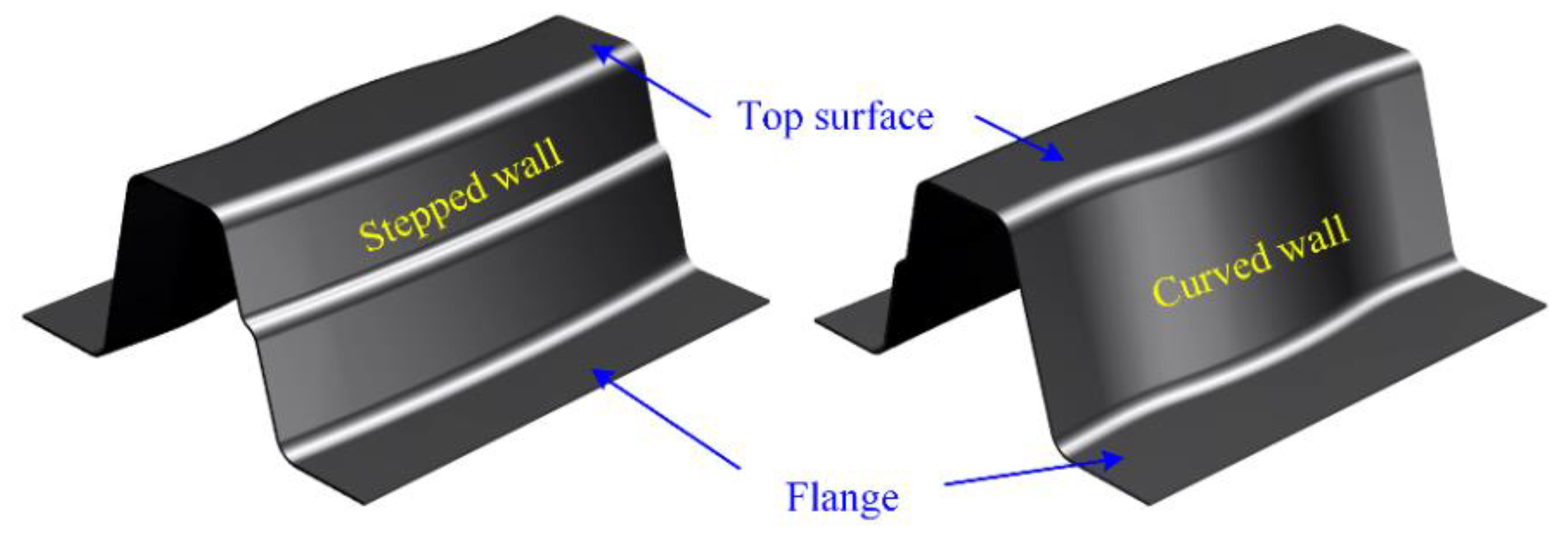
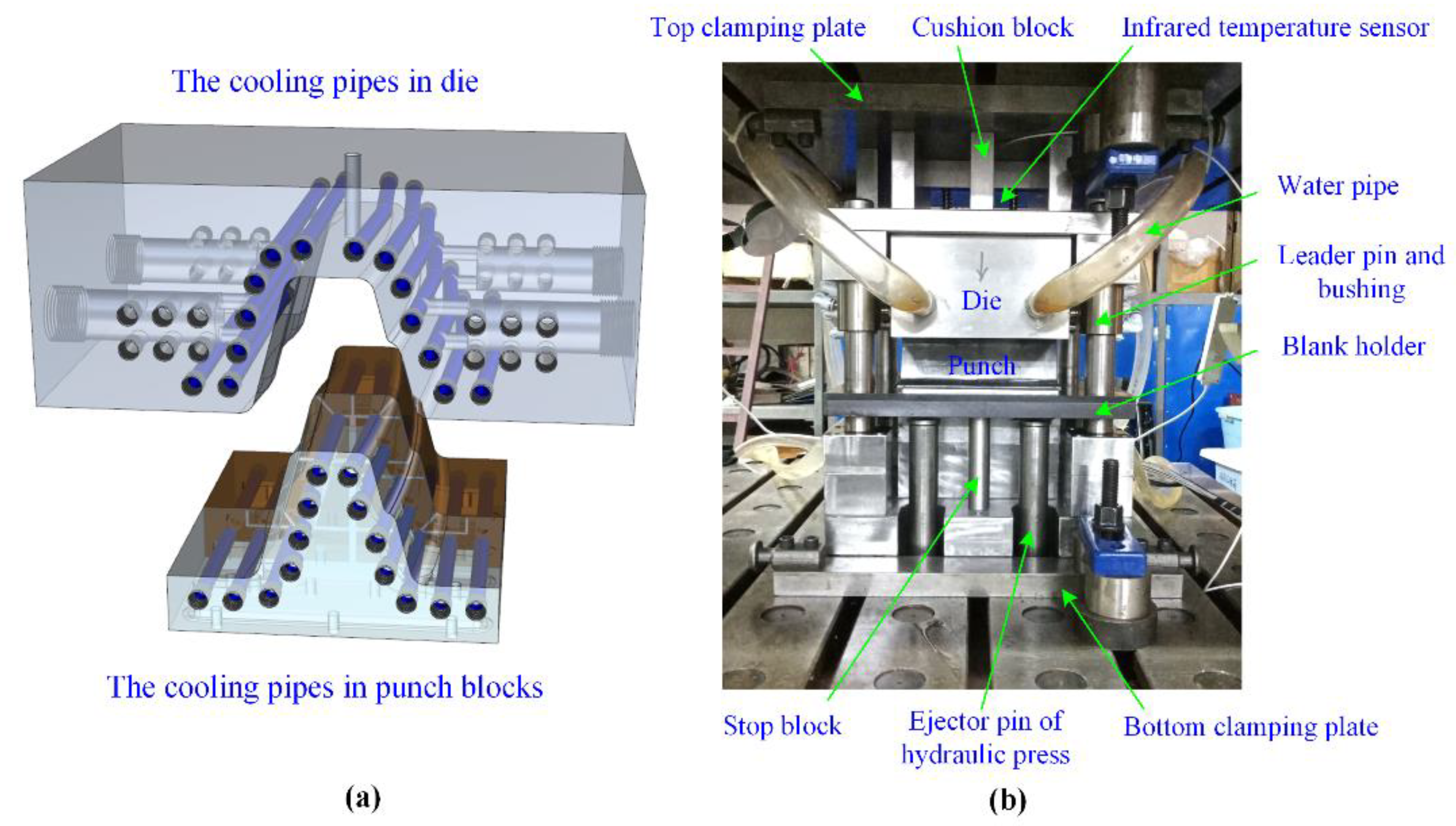
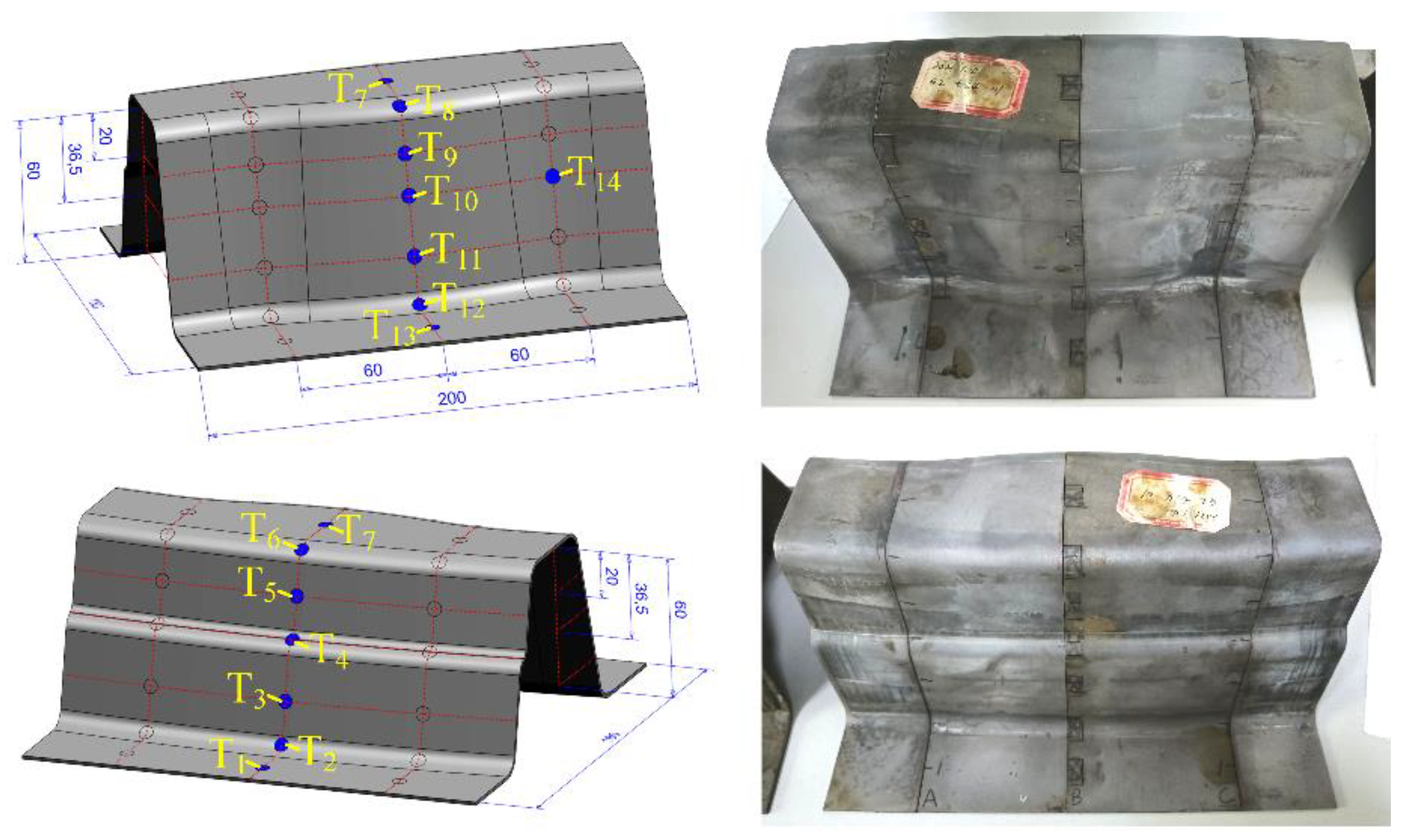
2.2. Samples and Devices
2.3. Experimental Schemes
3. Results and Discussion
3.1. The Anti-Oxidation Properties of Coatings
3.2. The Forming Performance of Different Coatings
3.3. The Quenching Performance of Different Coatings
3.4. Summary and Outlook
4. Conclusions
- (1)
- When hearted at 930 °C for 3~4 min, GA, GI and Al–Si coatings will present as different colors because of the different consistency of oxides at the coating surface. There is no bare area of the substrate, showing that all the GA, GI and Al–Si coatings could provide the antioxidant protection of the substrate.
- (2)
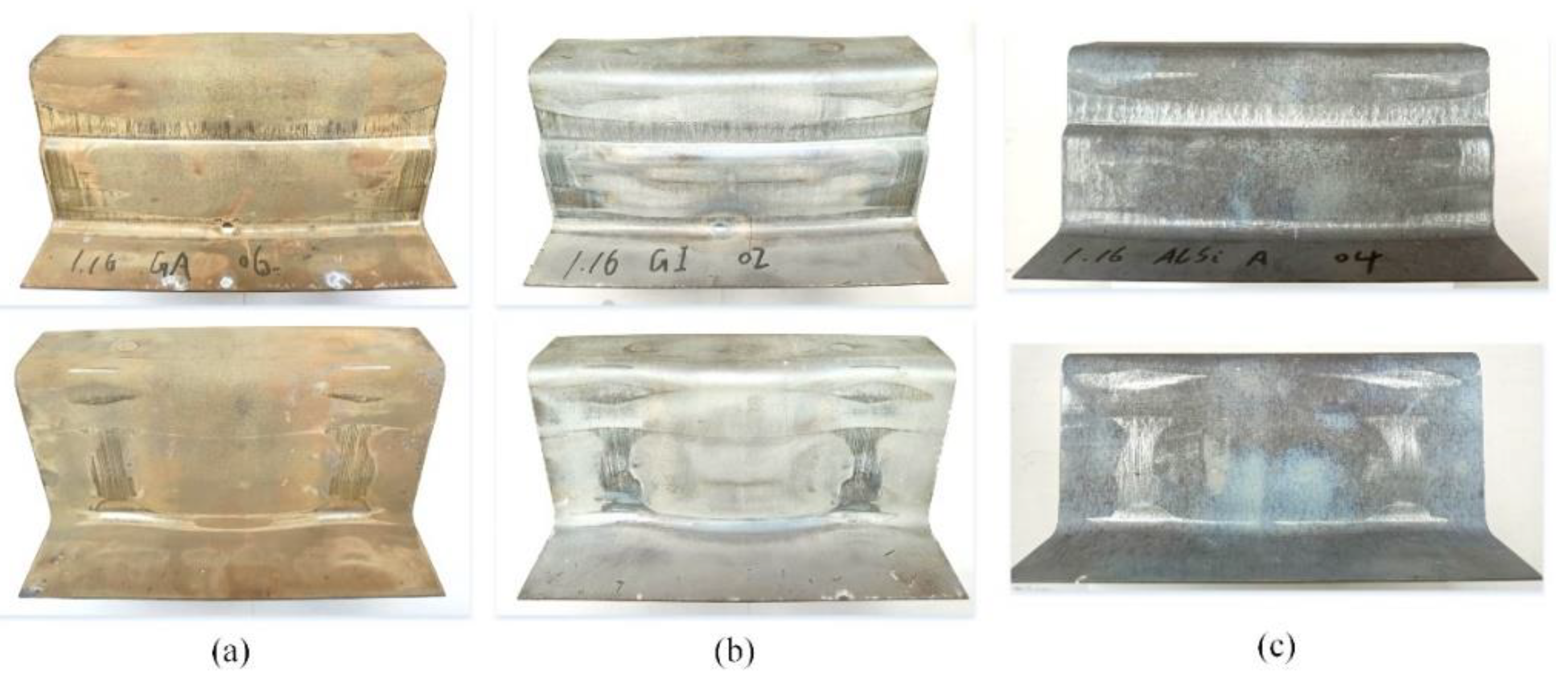
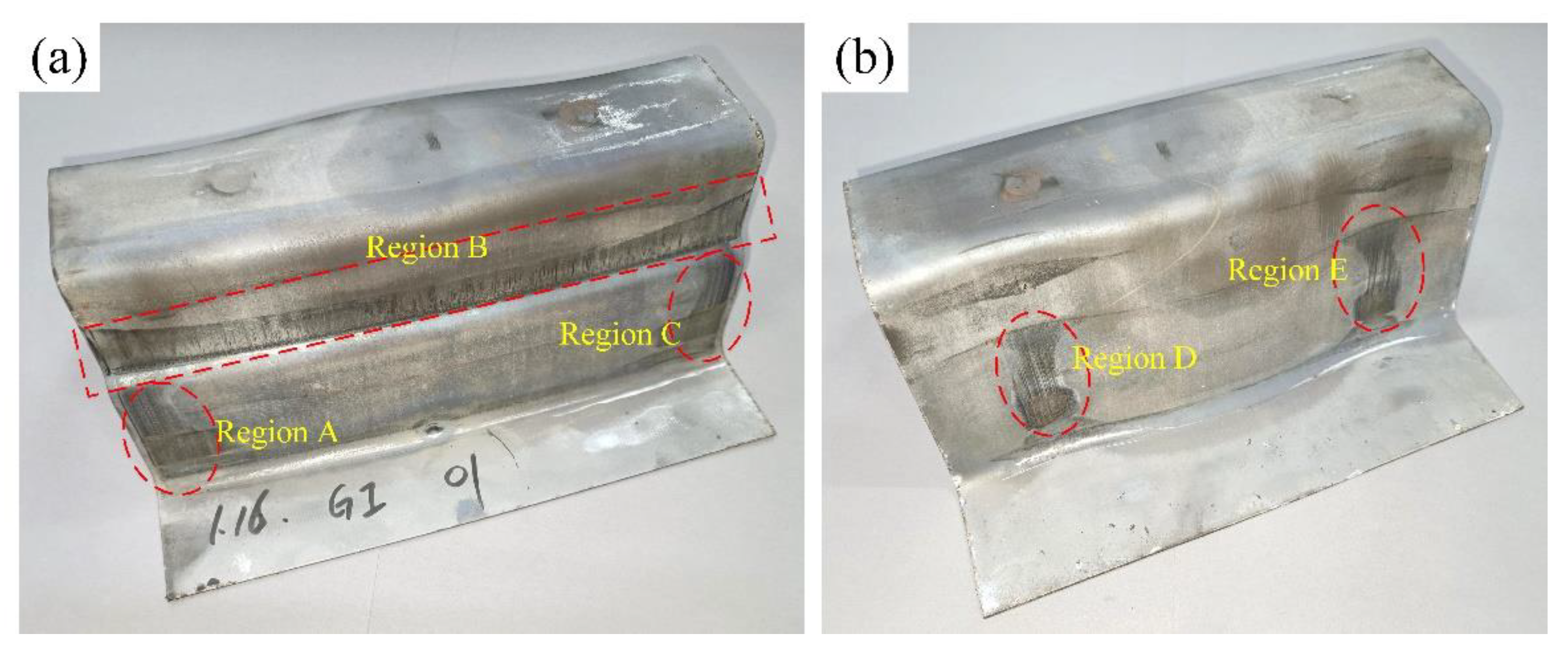
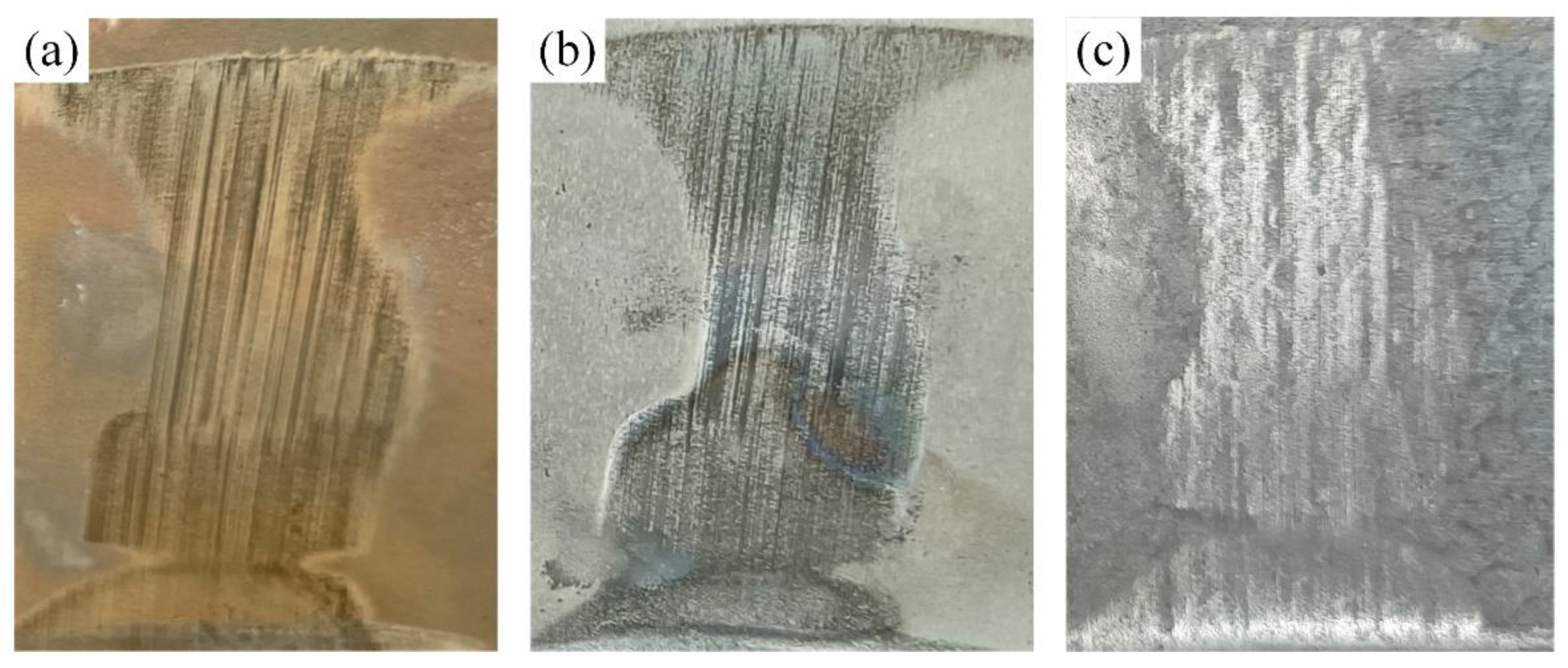
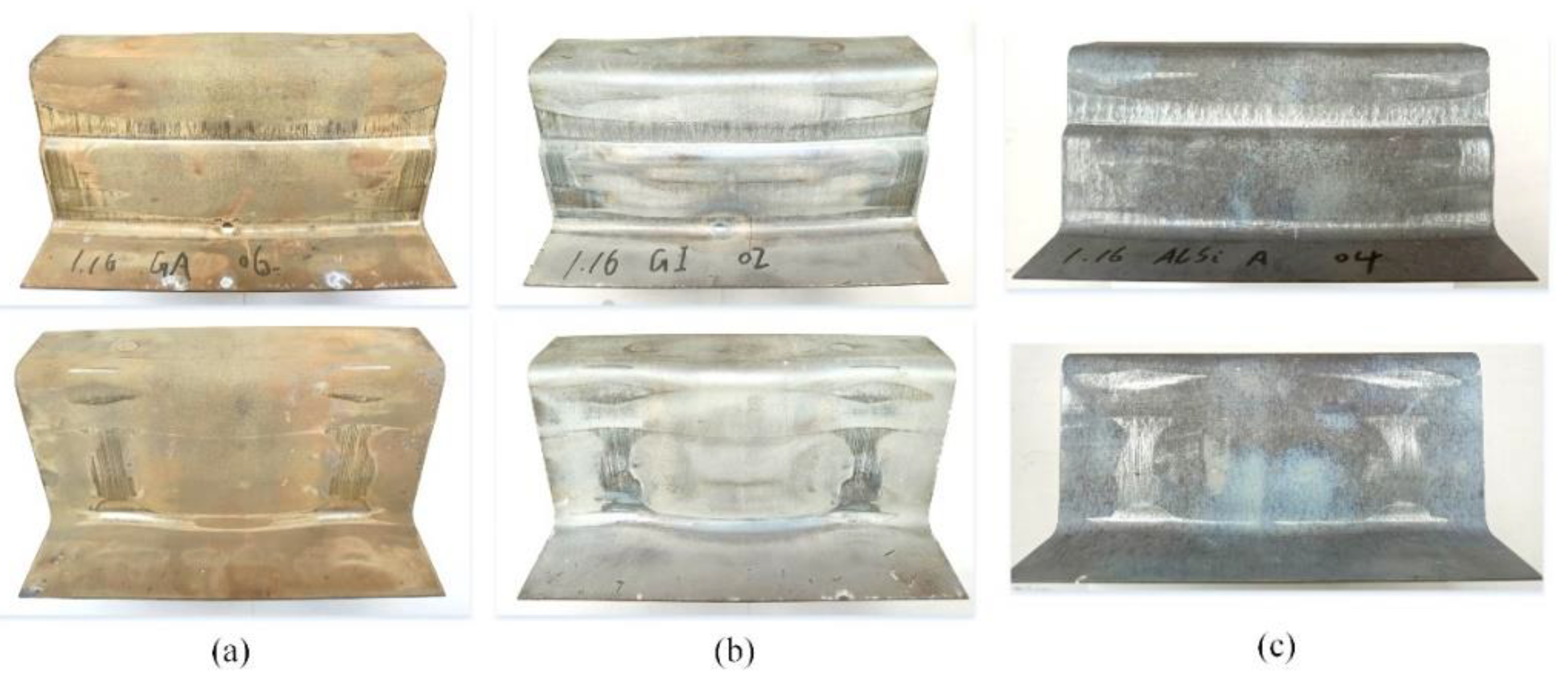
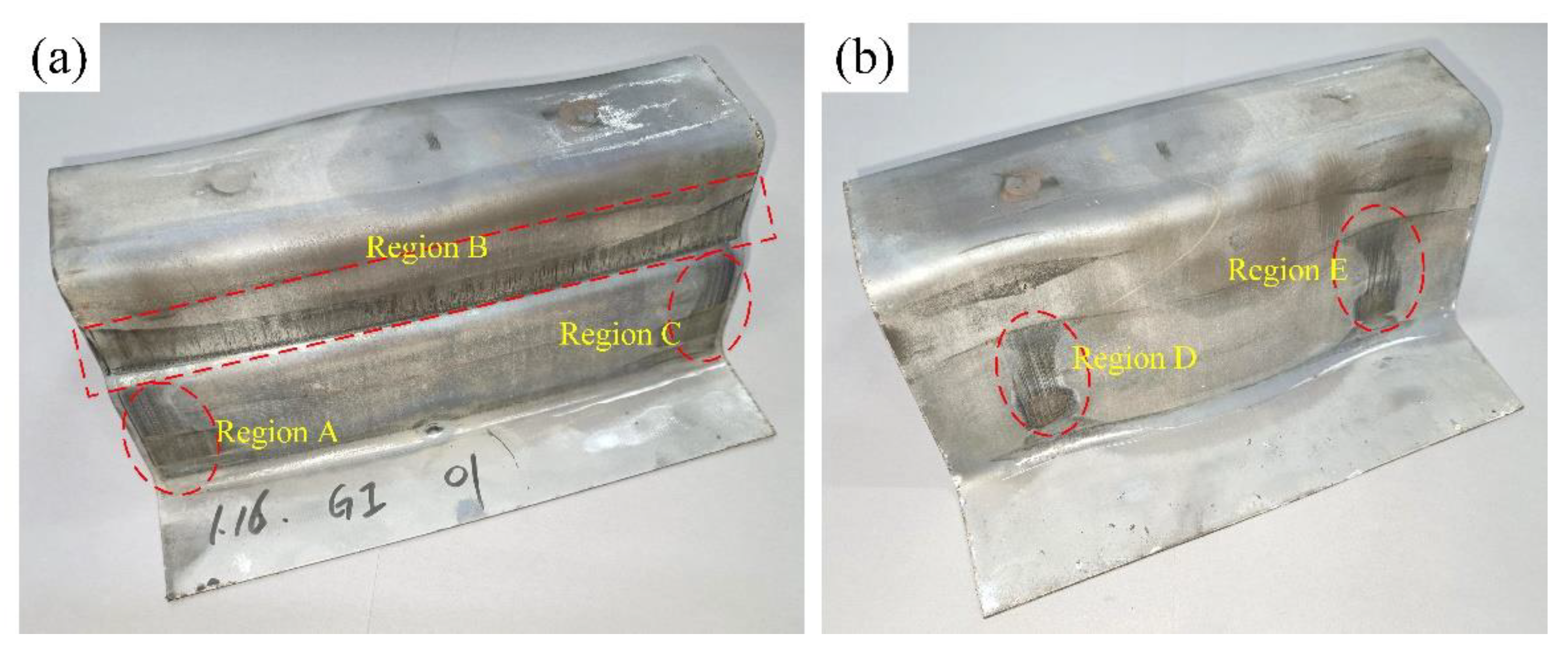
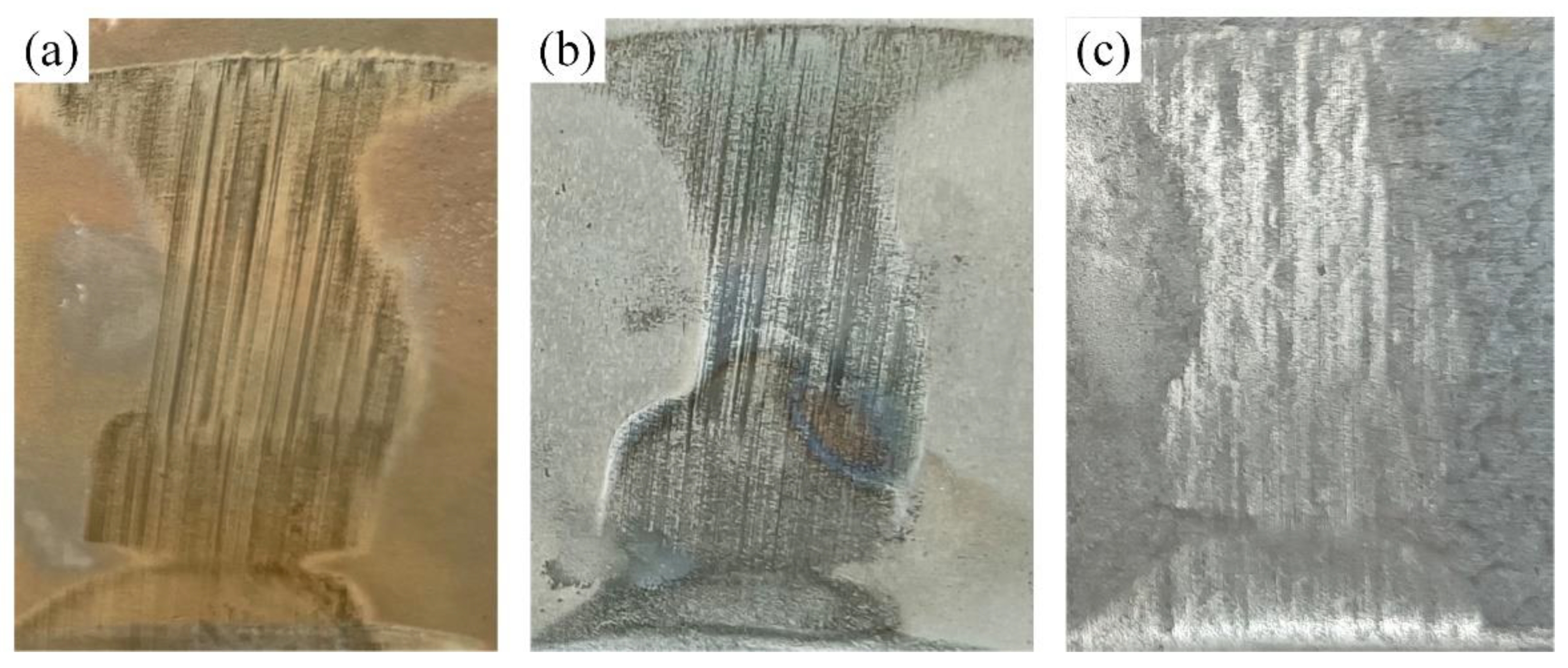
- The heated GA, GI and Al–Si coatings could all act as the lubricant in hot stamping to avoid friction damage between sheet substrate and die surface. Unlike Al–Si coatings, there are many micro cracks in worn GA and GI coatings, resulting in the macro scratches in the worn region of GA and GI coated samples.
- (3)
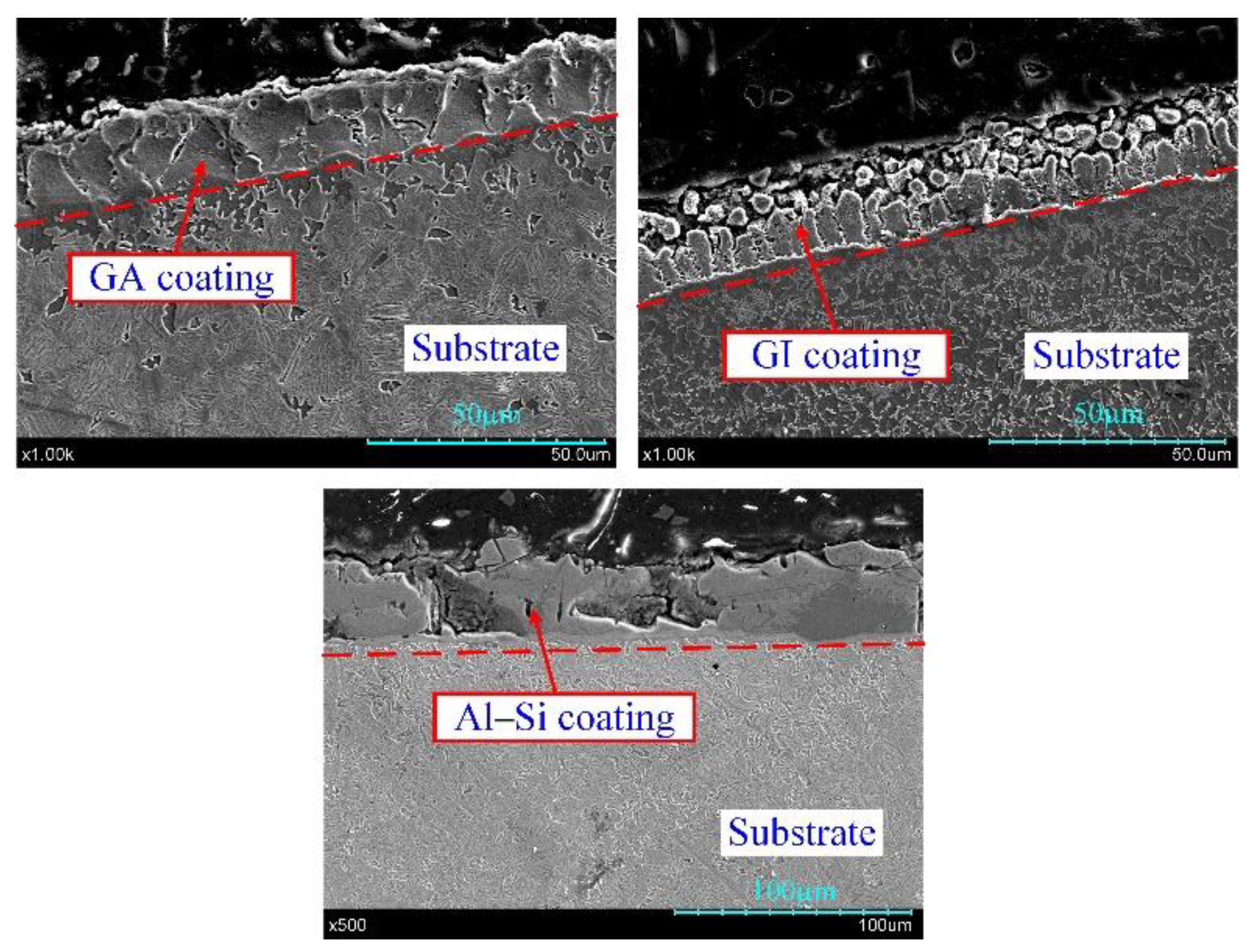
- When the under similar deformation, more and larger cracks will occur in the GI coating at the round corners than in GA and Al–Si coatings, and will even damage the substrate because of LMIE phenomenon. The Al–Si coating can provide the best substrate protection because of the ductile layer between Al–Si coating and substrate.
- (4)
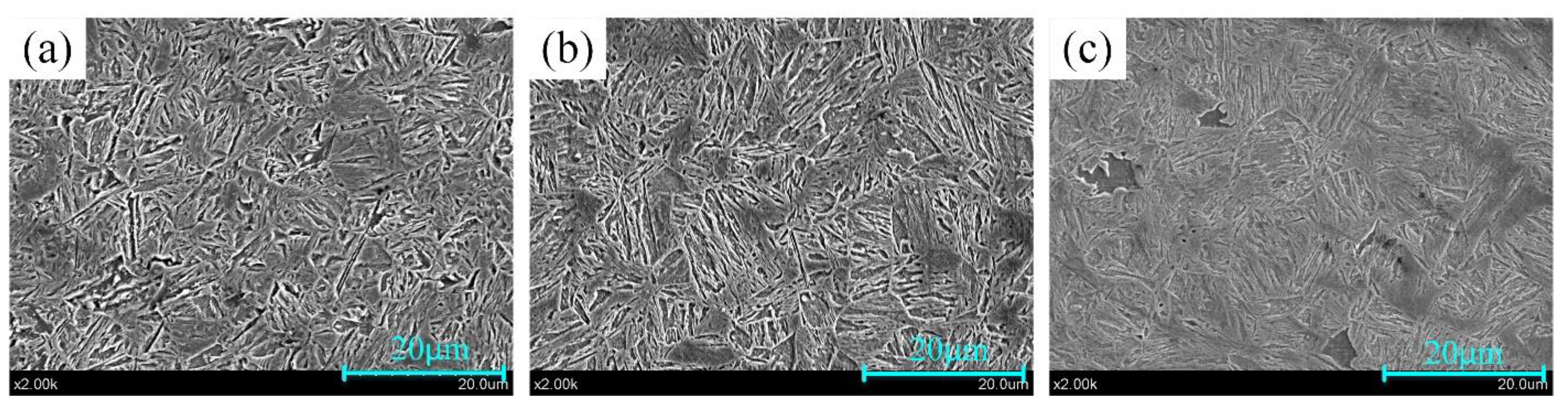
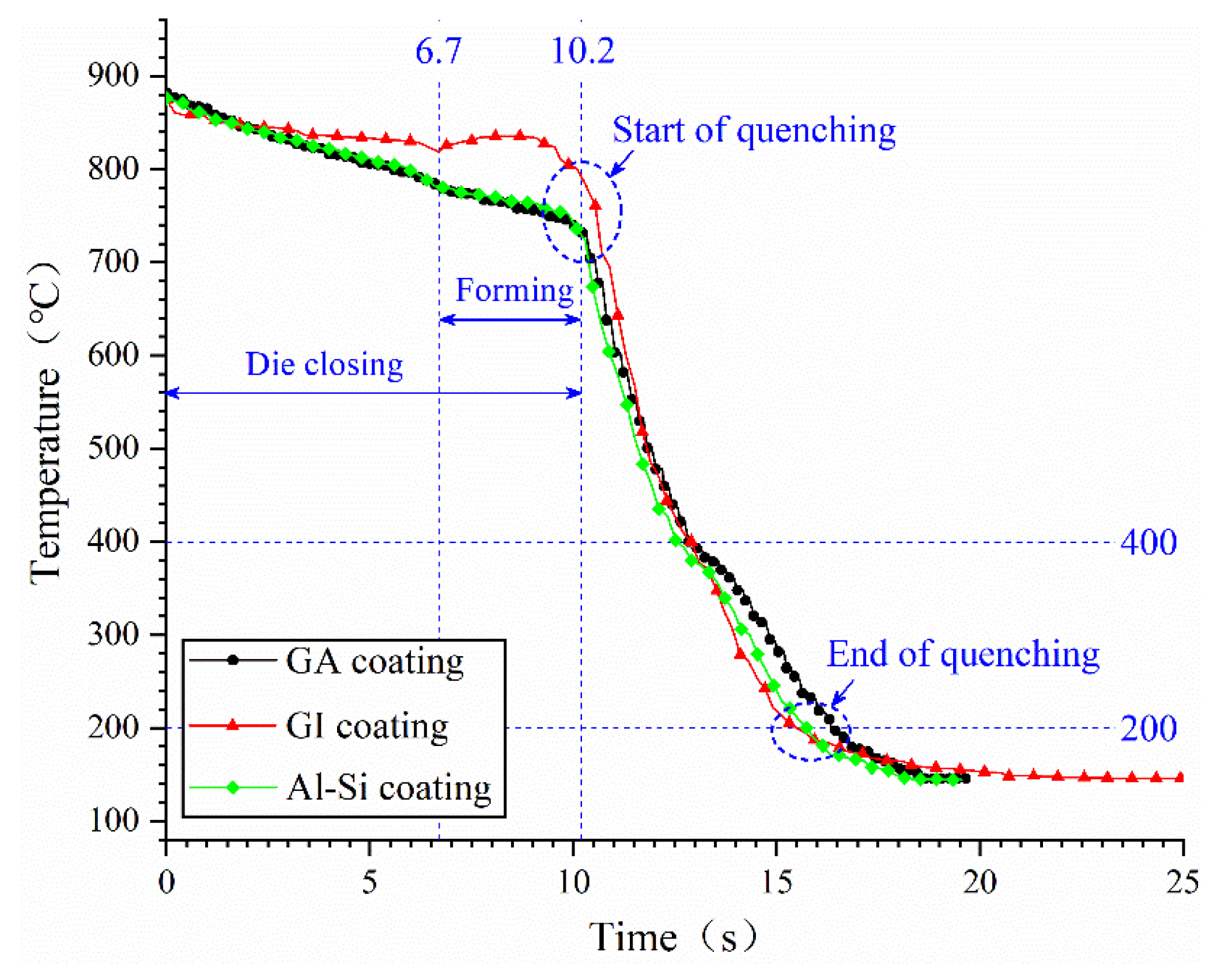
- There is no significant difference between the temperature variation curves of GA, GI and Al–Si coated samples in quenching. The thermal conductivity of the GI coating is slightly better than the Al–Si and GA coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Keränen, L.; Kangaspuoskari, M.; Niskanen, J. Ultrahigh-strength steels at elevated temperatures. J. Constr. Steel Res. 2021, 183, 106739. [Google Scholar] [CrossRef]
- Merklein, M.; Wieland, M.; Lechner, M.; Bruschi, S.; Ghiotti, A. Hot stamping of boron steel sheets with tailored properties: A review. J. Mater. Process. Technol. 2016, 228, 11–24. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Sindrey, D.A. Steel bumper systems for passenger cars and light trucks. SAE Trans. 1999, 108, 875–883. [Google Scholar]
- Fan, D.W.; Kim, H.S.; De Cooman, B.C. A review of the physical metallurgy related to the hot press forming of advanced high strength steel. Steel Res. Int. 2009, 80, 241–248. [Google Scholar]
- Dosdat, L.; Petitjean, J.; Vietoris, T.; Clauzeau, O. Corrosion resistance of different metallic coatings on press-hardened steels for automotive. Steel Res. Int. 2011, 82, 726–733. [Google Scholar] [CrossRef]
- Fan, D.W.; De Cooman, B.C. State-of-the-Knowledge on coating systems for hot stamped parts. Steel Res. Int. 2012, 83, 412–433. [Google Scholar] [CrossRef]
- Fan, D.W.; Kim, H.S.; Oh, J.-K.; Chin, K.-G.; BC, D.C. Coating degradation in hot press forming. ISIJ Int. 2010, 50, 561–568. [Google Scholar] [CrossRef] [Green Version]
- Gui, Z.; Liang, W.; Zhang, Y. Enhancing ductility of the Al-Si coating on hot stamping steel by controlling the Fe-Al phase transformation during austenitization. Sci. China Technol. Sci. 2014, 57, 1785–1793. [Google Scholar] [CrossRef]
- Fleischanderl, M.; Kolnberger, S.; Faderl, J.; Landl, G.; Raab, A.E.; Brandstätter, W. Method for Producing a Hardened Steel Part. Google Patents US8021497B2, 20 September 2011. [Google Scholar]
- Akioka, K.; Nishibata, T.; Imai, K.; Takayama, T.; Nakata, M.; Fujimoto, H.; Kojima, N.; Matsumoto, M. Layer Structure and Properties of Galvannealed Steel Sheet after Hot Stamping. Am. J. Eng. Res. 2011, 9, 135–146. [Google Scholar]
- Lee, C.W.; Fan, D.W.; Sohn, I.R.; Lee, S.-J.; De Cooman, B.C. Liquid-metal-induced embrittlement of Zn-coated hot stamping steel. Metall. Mater. Trans. A 2012, 43, 5122–5127. [Google Scholar] [CrossRef] [Green Version]
- Cho, L.; Kang, H.; Lee, C.; De Cooman, B.C. Microstructure of liquid metal embrittlement cracks on Zn-coated 22MnB5 press-hardened steel. Scr. Mater. 2014, 90, 25–28. [Google Scholar] [CrossRef]
- Huh, Y.; Shin, K.; Park, J.; Sohn, I.; Kim, J. Characterization of the Galvanizing Behaviors Depending on Annealing Conditions in 22MnB5 Steel and the High Temperature Phase Evolution of Zn Coatings with Hot Press Forming. In Proceedings of the 9th International Conference on Zinc and Zinc Alloy Coated Steel Sheet, Beijing, China, 23–27 September 2013. [Google Scholar]
- Kurz, T.; Larour, P.; Lackner, J.; Steck, T.; Jesner, G. Press-hardening of zinc coated steel-characterization of a new material for a new process. IOP Conference Series: Materials Science and Engineering 2016, 159, 12025. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Jiang, S.-M.; Zhang, Q.-F.; Liu, C.-S. Effect of temperature on microstructure and formability of Al-10 mass% Si coatings. J. Iron Steel Res. Int. 2016, 23, 270–275. [Google Scholar] [CrossRef]
- Pradhan, D.; Guin, A.K.; Raju, P.; Manna, M.; Dutta, M.; Venugopalan, T. Fe-Zn Alloy Coating on Galvannealed (GA) Steel Sheet to Improve Product Qualities. J. Mater. Eng. Perform. 2014, 23, 3336–3346. [Google Scholar] [CrossRef]
- Autengruber, R.; Luckeneder, G.; Kolnberger, S.; Faderl, J.; Hassel, A.W. Surface and coating analysis of press-hardened hot-dip galvanized steel sheet. Steel Res. Int. 2012, 83, 1005–1011. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S.; Sgarabotto, F.; Bariani, P. Tribological performances of Zn-based coating in direct hot stamping. Tribol. Int. 2014, 78, 142–151. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S.; Borsetto, F. Tribological characteristics of high strength steel sheets under hot stamping conditions. J. Mater. Process. Technol. 2011, 211, 1694–1700. [Google Scholar] [CrossRef]
- Khan, M.S.; Razmpoosh, M.; Biro, E.; Zhou, Y. A review on the laser welding of coated 22MnB5 press-hardened steel and its impact on the production of tailor-welded blanks. Sci. Technol. Weld. Join. 2020, 25, 447–467. [Google Scholar] [CrossRef]
- Razmpoosh, M.; Khan, M.S.; Kalashami, A.G.; Macwan, A.; Biro, E.; Zhou, Y. Effects of laser beam defocusing on high-strain-rate tensile behavior of press-hardened Zn-coated 22MnB5 steel welds. Opt. Laser Technol. 2021, 141, 107116. [Google Scholar] [CrossRef]
- Han, X.-H.; Wang, C.-L.; Chen, S.-S.; Chen, J. Fractional Cooling Strategy of the Hot-Stamping Process and Its Influence on Formability and Mechanical Properties of Ultra-High-Strength Steel Parts. Acta Metall. Sin. 2019, 32, 343–351. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Chen, W.; Xu, F.; Zhu, Y.; Zhu, Y. A pre-design method for drilled cooling pipes in hot stamping tool based on pipe parameter window. Int. J. Adv. Manuf. Technol. 2019, 103, 891–900. [Google Scholar] [CrossRef]
- Takahashi, M.; Nakata, M.; Imai, K.; Kojima, N.; Otsuka, N. Liquid metal embrittlement of hot stamped galvannealed boron steel sheet–effect of heating time on crack formation. ISIJ Int. 2017, 57, 1094–1101. [Google Scholar] [CrossRef] [Green Version]
- Marder, A. The metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Kim, H.-K.; Lee, S.H.; Choi, H. Evaluation of contact heat transfer coefficient and phase transformation during hot stamping of a hat-type part. Materials 2015, 8, 2030–2042. [Google Scholar] [CrossRef] [Green Version]
- Murugan, S.P.; Kim, J.; Kim, J.; Wan, Y.; Lee, C.; Jeon, J.B.; Park, Y.-D. Role of liquid Zn and α-Fe (Zn) on liquid metal embrittlement of medium Mn steel: An ex-situ microstructural analysis of galvannealed coating during high temperature tensile test. Surf. Coat. Technol. 2020, 398, 126069. [Google Scholar] [CrossRef]
- Tang, B.; Wang, Q.; Wang, Z.; Zheng, W. The influence of deformation history on microstructure and microhardness during the hot stamping process of boron steel B1500HS. Int. J. Mater. Prod. Technol. 2013, 46, 255–268. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | B | Cr | Ni | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Percentage (wt.%) | 0.23 | 0.25 | 1.35 | 0.02 | 0.002 | 0.0026 | 0.17 | 0.016 | 0.046 | Bal. |
| Coatings | Size (mm × mm) | Thickness (mm) | Coating Thickness (μm) | Heating Temperature (°C) | Holding Time (min) |
|---|---|---|---|---|---|
| Al–Si | 290 × 200 | 1.4 | ≈25 | 930 | 4 |
| GA | ≈13 | 3 | |||
| GI | ≈13 | 3 |
| Coatings | Holding Pressure (ton) | Quenching Start Temperature (°C) | Quenching End Temperature (°C) | Quenching Time (s) | Average Quenching Speed (°C/s) |
|---|---|---|---|---|---|
| GA | 100 | 730 | 200 | 6.2 | 85.48 |
| GI | 801 | 5.3 | 113.4 | ||
| Al–Si | 723 | 5.46 | 95.79 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, L.; Chen, W.; Cao, M.; Li, X. Performance Comparison of Zn-Based and Al–Si Based Coating on Boron Steel in Hot Stamping. Materials 2021, 14, 7043. https://doi.org/10.3390/ma14227043
Chen L, Chen W, Cao M, Li X. Performance Comparison of Zn-Based and Al–Si Based Coating on Boron Steel in Hot Stamping. Materials. 2021; 14(22):7043. https://doi.org/10.3390/ma14227043
Chicago/Turabian StyleChen, Long, Wei Chen, Miao Cao, and Xin Li. 2021. "Performance Comparison of Zn-Based and Al–Si Based Coating on Boron Steel in Hot Stamping" Materials 14, no. 22: 7043. https://doi.org/10.3390/ma14227043
APA StyleChen, L., Chen, W., Cao, M., & Li, X. (2021). Performance Comparison of Zn-Based and Al–Si Based Coating on Boron Steel in Hot Stamping. Materials, 14(22), 7043. https://doi.org/10.3390/ma14227043