
Analysis of Causes of Porosity Change of Castings under the Influence of Variable Biscuit Height in the Filling Chamber

Abstract
1. Introduction
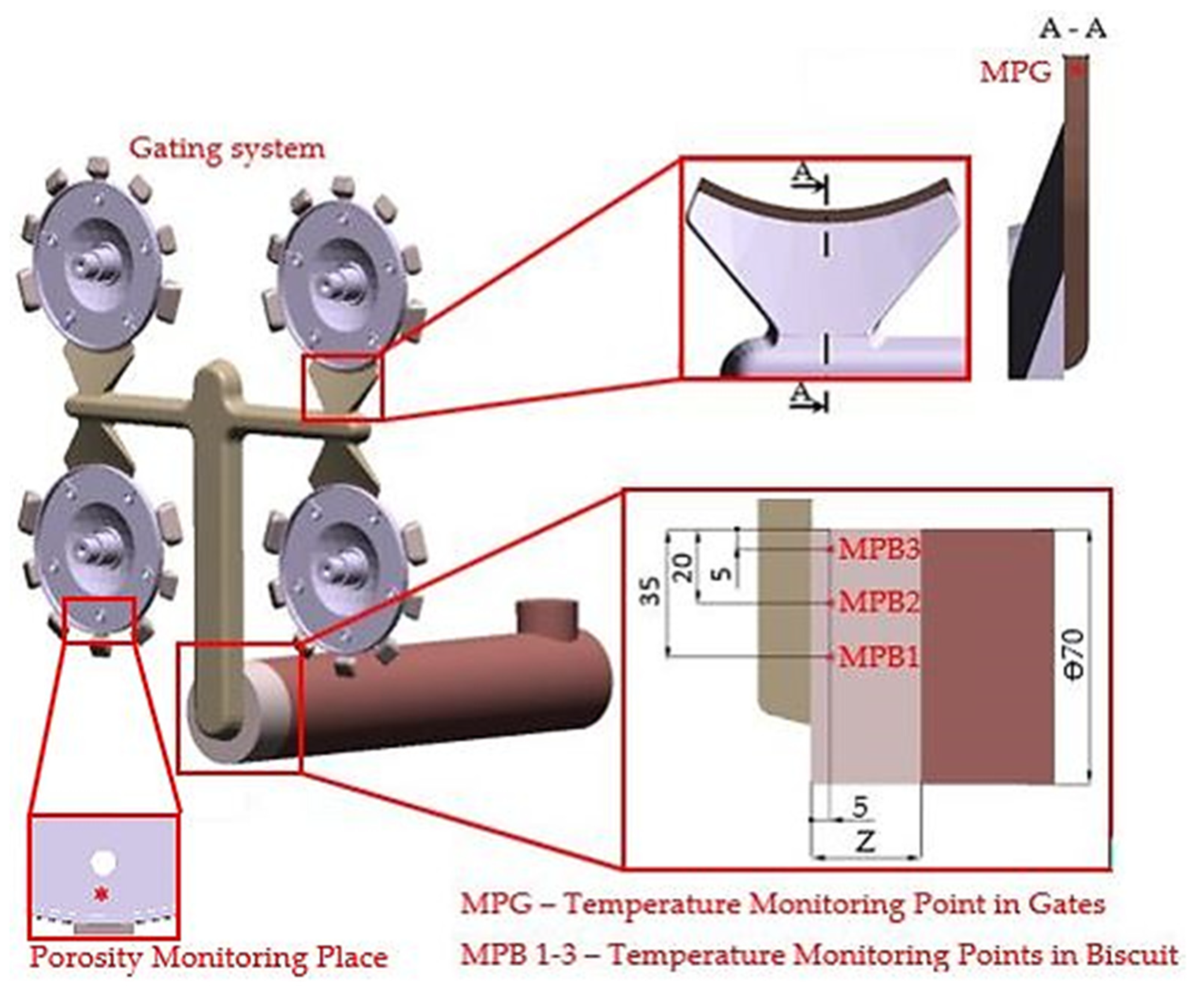
2. Materials and Methods
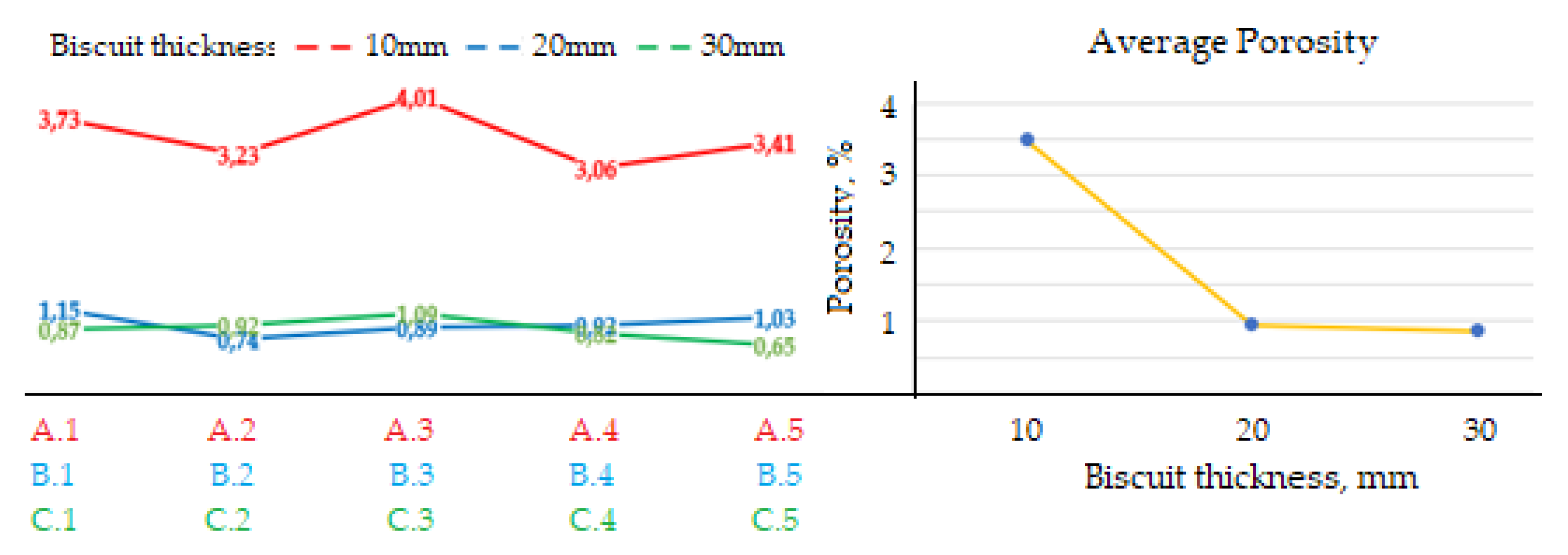
- To a high degree, the size and distribution of pores in casts are influenced by holding pressure. Its influence is conditioned by the action of hydrostatic pressure on the mould-shaping cavity. The action of holding pressure upon the melt in the mould-shaping cavity stops at the moment solidification of the melt is finished in the area of the gates, which is closely connected with its initial temperature when entering the particular point. The following opinion was expressed: the lower dose volume of liquid metal per single operation has lower thermal capacity and the melt has a tendency to premature solidification when passing through the gating system, thus reducing the period of holding pressure acting upon the melt in the mould-shaping cavity.
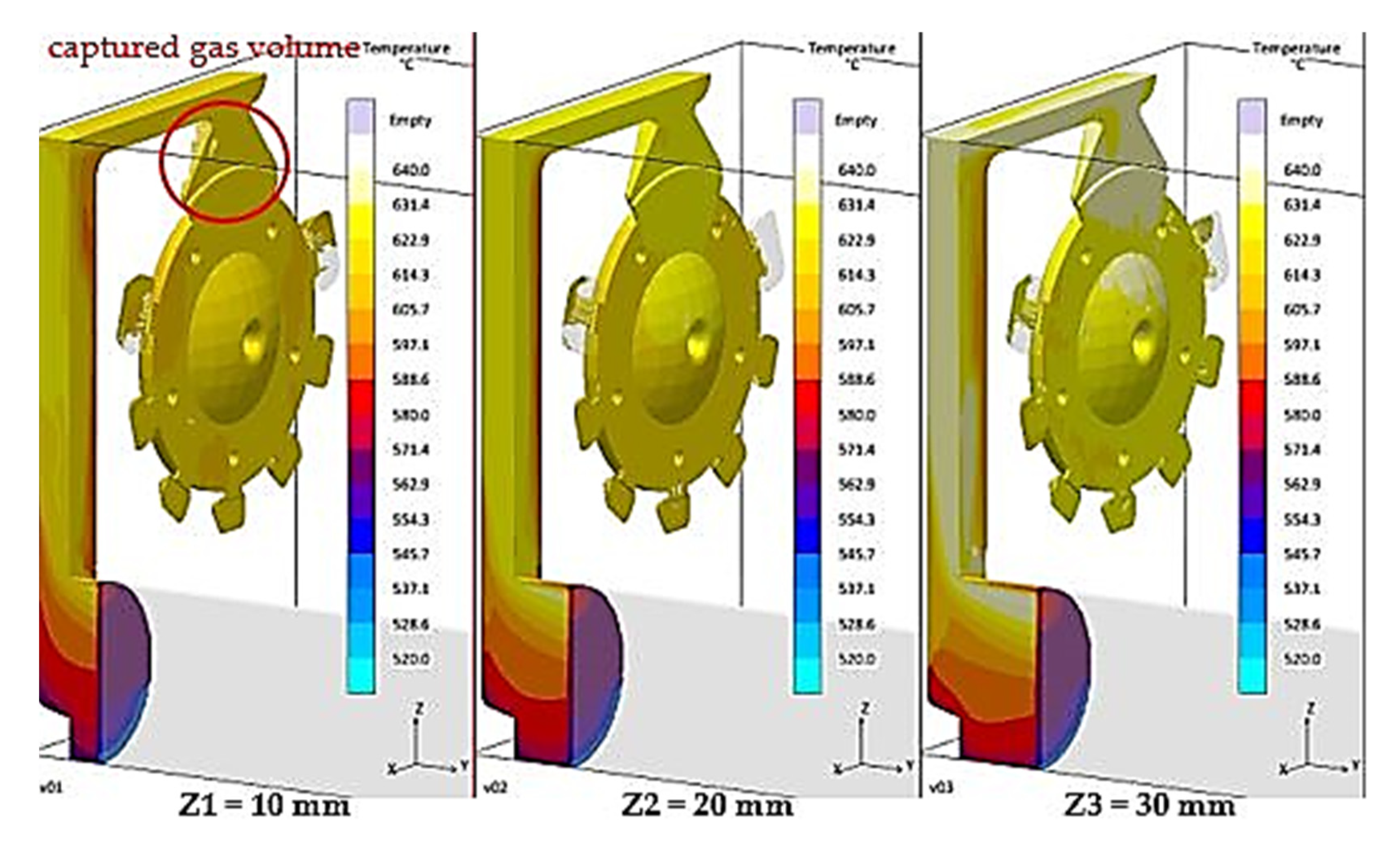
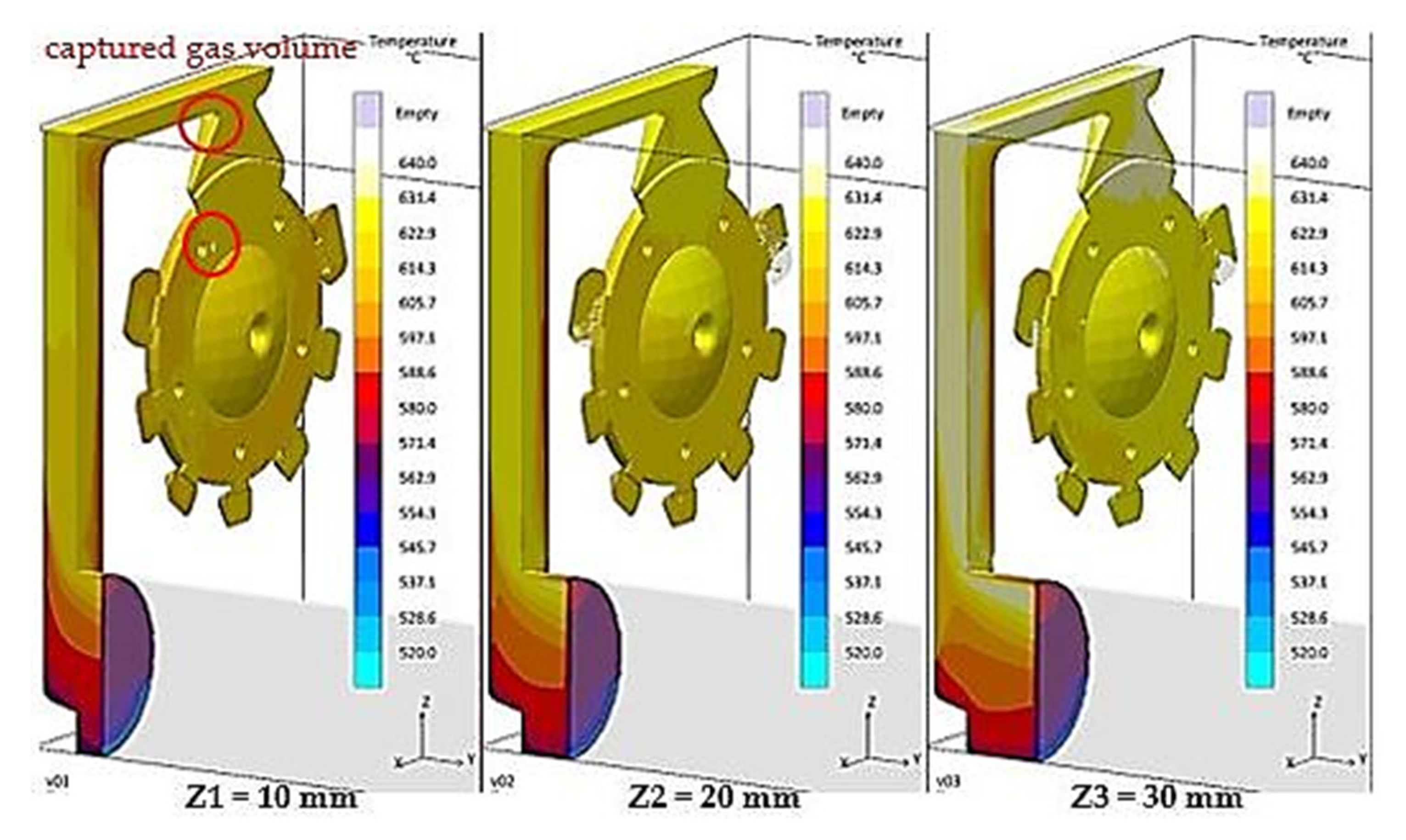
- The change of the metal volume dose per single operation leads to a change of the melt/gas ratio in the gating system. The filling time of the mould cavity filling was set to 16.14 ms, which implies that, with the biscuit height Z1 = 10 mm and within the same time interval, a higher volume of gasses and vapours are inevitably forced out than in the case of the biscuit with a height of Z3 = 30 mm. In such a case, a more striking mixture of melt and gas may occur, which directly increases porosity share in the cast volume.
3. Results
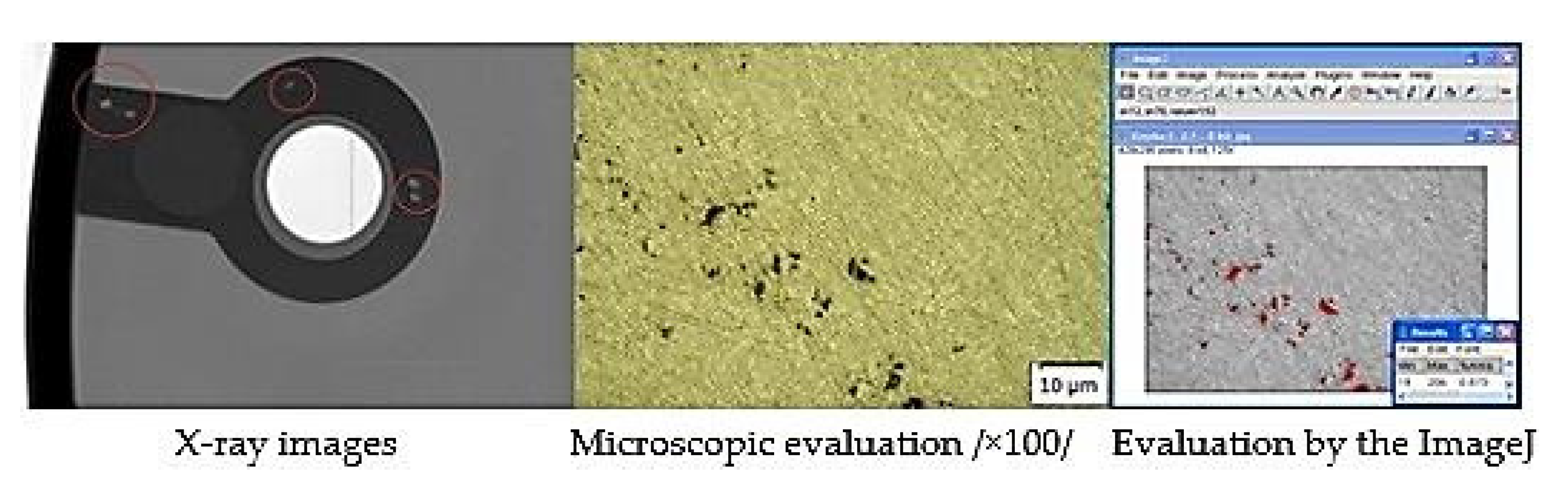
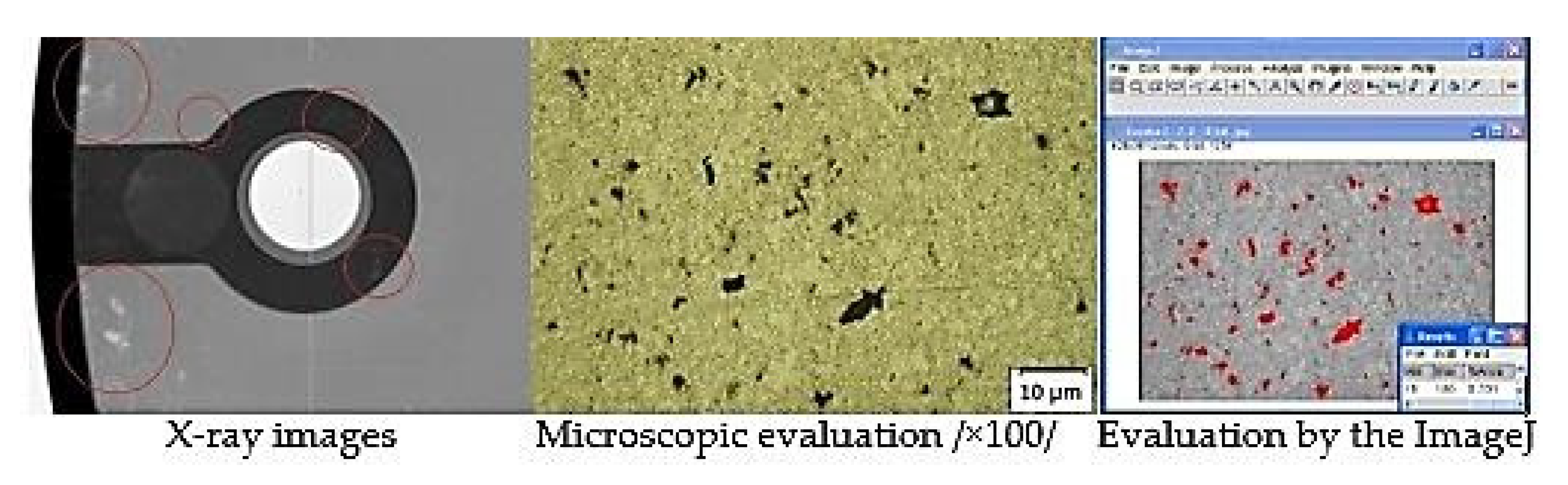
3.1. Evaluation of Porosity of Castings
3.2. Evaluation of Thermal Conditions of the Melt
3.3. Analysis of the Melt Flow in the Runners
4. Discussion
- Thermal capacity of the melt volume, which conditions the cooling speed of the melt;
- Melt temperature, which influences the phase of holding pressure action;
- Ratio of melt and gasses in the gating system of the mould, which conditions dragging of gasses by the melt and their mutual mixture;
- Mutual correlation of the aforementioned factors.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cao, H.; Luo, Z.; Wang, C.; Wang, J.; Hu, T.; Xiao, L.; Che, J. The stress concentration mechanism of pores affecting the tensile properties in vacuum die casting metals. Materials 2020, 13, 3019. [Google Scholar] [CrossRef]
- Dou, K.; Lordan, E.; Zhang, Y.J.; Jacot, A.; Fan, Z.Y. Numerical simulation of fluid flow, solidification and defects in high pressure die casting (HPDC) process. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Salzburg, Austria, 17–21 June 2019; Volume 529, p. 12058. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, P.; Li, T.; Zhang, B.-Y.; Wang, P.; Wang, G.-Z.; Lu, S.-Q. Gating system optimization of high pressure die casting thin-wall AlSi10MnMg longitudinal loadbearing beam based on numerical simulation. China Foundry 2018, 15, 436–442. [Google Scholar] [CrossRef]
- Ignaszak, Z.; Hajkowski, J. Contribution to the identification of porosity type in AlSiCu high-pressure-die-castings by experimental and virtual way. Arch. Foundry Eng. 2015, 15, 143–151. [Google Scholar] [CrossRef]
- Cao, H.; Wessén, M. Effect of microstructure on mechanicalproperties of as-cast Mg-Al alloys. Metall. Mater. Trans. A 2004, 35, 309–319. [Google Scholar] [CrossRef]
- Otarawanna, S.; Gourlay, C.M.; Laukli, H.I.; Dahle, A.K. Microstructureformation in AlSi4MgMn and AlMg5Si2Mnhigh-pressure diecastings. Metall. Mater. Trans. A 2009, 40, 1645–1659. [Google Scholar] [CrossRef]
- Adamane, A.R.; Arnberg, L.; Fiorese, E.; Timelli, G.; Bonollo, F. Influence of injection parameters on the porosity and tensile properties of high-pressure die cast Al-Si alloys: A review. Int. J. Met. 2015, 9, 43–52. [Google Scholar] [CrossRef]
- Majernik, J.; Gaspar, S.; Kmec, J.; Karkova, M.; Mascenik, J. Possibility of utilization of gate geometry to modify the mechanical and structural properties of castings on the Al-Si Basis. Materials 2020, 13, 3539. [Google Scholar] [CrossRef]
- Hsu, Q.-C.; Do, A.T. Minimum Porosity Formation in Pressure Die Casting by Taguchi Method. Math. Probl. Eng. 2013, 2013, 920865. [Google Scholar] [CrossRef]
- Majernik, J.; Gaspar, S.; Husar, J.; Pasko, J.; Kolinsky, J. Research and evaluation of the influence of the construction of the gate and the influence of the piston velocity on the distribution of gases into the volume of the casting. Materials 2021, 14, 2264. [Google Scholar] [CrossRef]
- Iwata, Y.; Dong, S.; Sugiyama, Y.; Iwahori, H. Compression behavior of entrapped gas in high pressure diecasting. Mater. Trans. 2012, 53, 483–488. [Google Scholar] [CrossRef]
- Gaspar, S.; Pasko, J. Pressing Speed, Specific Pressure and Mechanical Properties of Aluminium Cast. Arch. Foundry Eng. 2016, 16, 45–50. [Google Scholar] [CrossRef][Green Version]
- Dai, X.; Jolly, M.; Yang, X.; Campbell, J. Modelling of liquid metal flow and oxide film defects in filling of aluminium alloy castings. IOP Conf. Ser. Mater. Sci. Eng. 2012, 33, 12073. [Google Scholar] [CrossRef]
- Iwata, Y.; Dong, S.; Sugiyama, Y.; Iwahori, H. Change in molten metal pressure and its effect on defects of aluminum alloy die castings. Mater. Trans. 2014, 55, 311–317. [Google Scholar] [CrossRef]
- Iwata, Y.; Dong, S.; Sugiyama, Y.; Iwahori, H. Effects of solidification behavior during filling on surface defects of aluminum alloy die casting. Mater. Trans. 2013, 54, 1944–1950. [Google Scholar] [CrossRef]
- Konopka, Z.; Zyska, A.; Łągiewka, M.; Nadolski, M. The influence of pressure die casting parameters on the castability of AlSi11-SiCp composites. Arch. Foundry Eng. 2015, 15, 29–34. [Google Scholar] [CrossRef][Green Version]
- Bi, C.; Gou, Z.; Xiong, S. Modeling and simulation for die casting mould filling process using cartesian cut cell approach. Int. J. Cast Met. Res. 2015, 28, 234–241. [Google Scholar] [CrossRef]
- Kuppusamy, R.R.P.; Neogi, S. Simulation of air entrapment and resin curing during manufacturing of composite cab front by resin transfer moulding process. Arch. Metall. Mater. 2017, 62, 1839–1844. [Google Scholar] [CrossRef]
- Do, T.A.; Tran, V.T. Optimization of Precision Die Design on High-Pressure Die Casting of AlSi9Cu3. In Lecture Notes in Mechanical Engineering; Pleiades Publishing: Road Town, UK, 2018; pp. 759–771. [Google Scholar] [CrossRef]
- Kohlstadt, S.; Vynnycky, M.; Goeke, S. On the cfd modelling of slamming of the metal melt in high-pressure die casting involving lost cores. Metals 2021, 11, 78. [Google Scholar] [CrossRef]
- Yu, W.-B.; Liang, S.; Cao, Y.-Y.; Li, X.-B.; Guo, Z.-P.; Xiong, S.-M. Interfacial heat transfer behavior at metal/die in finger-plated casting during high pressure die casting process. China Foundry 2017, 14, 258–264. [Google Scholar] [CrossRef]
- Qin, X.-Y.; Su, Y.; Chen, J.; Liu, L.-J. Finite element analysis for die casting parameters in high-pressure die casting proces. China Foundry 2019, 16, 272–276. [Google Scholar] [CrossRef]
- Outmani, I.; Fouilland-Paille, L.; Isselin, J.; El Mansor, M. Effect of Si, Cu and processing parameters on Al-Si-Cu HPDC castings. J. Mater. Process. Technol. 2017, 249, 559–569. [Google Scholar] [CrossRef]
- Pasko, J.; Gaspar, S. Technological Factors of Die Casting, 1st ed.; RAM—Verlag: Lüdenscheid, Germany, 2014; pp. 59–62. ISBN 978-3-942303-25-5. [Google Scholar]
- Ruzbarsky, J.; Pasko, J.; Gaspar, S. Techniques of Die Casting, 1st ed.; RAM—Verlag: Lüdenscheid, Germany, 2014; pp. 113–162. ISBN 978-3-942303-29-3. [Google Scholar]
- Gaspar, S.; Pasko, J.; Knezo, D. The influence of the tablet height and plunger pressing velocity on the final porosity of die casting. Mater. Sci. Forum 2018, 916, 244–248. [Google Scholar] [CrossRef]
- Pasko, J.; Gaspar, S. Homogeneity and the height of the metal rest inside a filling chamber of die casting machine. Adv. Mater. Res. 2013, 746, 457–461. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Shot Chamber Properties | |||
|---|---|---|---|
| Property | Value | ||
| Shot chamber length, mm | 350 | ||
| Plunger position when pour hole is covered, mm | 49 | ||
| Plunger diameter, mm | 70 | ||
| Volumes | Value | ||
| Runner, cm3 | 207.25 | ||
| Cavity without Biscuit and Runner, cm3 | 158.41 | ||
| Shot chamber volume, cm3 | 1346.28 | ||
| Biscuit | |||
| Biscuit height, mm | Z1 | Z2 | Z3 |
| 10 | 20 | 30 | |
| Biscuit volume, cm3 | 38.46 | 76.93 | 115.39 |
| Dosing volume, cm3 | 404.12 | 442.59 | 481.05 |
| Filling the chamber, % | 30.01 | 32.87 | 35.73 |
| Technological Parameters of Casting Cycle | |
|---|---|
| Parameter | Value |
| Alloy | EN-AC 47 100 (AlSi12Cu1(Fe)) |
| Pouring temperature, °C | 705 |
| Die temperature, °C | 200 |
| Plunger velocity 1st phase, m/s | 0.8 |
| Plunger velocity 2nd phase, m/s | 2.6 |
| Intensification pressure, MPa | 25 |
| Biscuit Height 10 mm | ||||
| Temperature, °C | ||||
| Piston Position, mm | MPB1 | MPB2 | MPB3 | Average |
| 250 | 633.3 | 623.6 | 600.6 | 619.17 |
| 260 | 631.3 | 616.5 | 595.9 | 614.57 |
| 270 | 630.3 | 611.2 | 594.4 | 611.97 |
| 280 | 629.6 | 607.3 | 594.6 | 610.50 |
| 290 | 628.3 | 605.3 | 595.3 | 609.63 |
| 300 | 625.9 | 602.8 | 595.3 | 608.00 |
| 310 | 623.5 | 600.4 | 595.54 | 605.80 |
| 320 | 621.3 | 598.2 | 591.3 | 603.60 |
| 330 | 619.1 | 596.0 | 589.2 | 601.43 |
| 340 | 616.9 | 593.8 | 586.9 | 599.20 |
| Filling Temperature, °C | 633.4 | 627.3 | 594.6 | 618.43 |
| Biscuit height 20 mm | ||||
| Temperature, °C | ||||
| Piston position, mm | MPB1 | MPB2 | MPB3 | Average |
| 240 | 640.5 | 629.1 | 605.3 | 624.97 |
| 250 | 627.4 | 622.1 | 601.1 | 616.87 |
| 260 | 636.5 | 615.9 | 598.3 | 616.90 |
| 270 | 636.2 | 611.9 | 597.5 | 615.20 |
| 280 | 635.6 | 609.5 | 597.8 | 614.30 |
| 290 | 634.5 | 607.9 | 598.1 | 613.50 |
| 300 | 632.2 | 605.7 | 597.1 | 611.67 |
| 310 | 630.0 | 603.5 | 595.3 | 609.60 |
| 320 | 627.6 | 601.1 | 592.9 | 607.20 |
| 330 | 625.7 | 599.3 | 591.0 | 605.33 |
| Filling Temperature, °C | 640.4 | 631.1 | 602.9 | 625.13 |
| Biscuit height 30 mm | ||||
| Temperature, °C | ||||
| Piston position, mm | MPB1 | MPB2 | MPB3 | Average |
| 230 | 648.7 | 642.1 | 611.4 | 634.07 |
| 240 | 644.4 | 634.0 | 608.7 | 629.03 |
| 250 | 643.1 | 626.5 | 605.4 | 625.00 |
| 260 | 642.8 | 619.8 | 602.4 | 621.67 |
| 270 | 642.5 | 615.0 | 601.0 | 619.50 |
| 280 | 642.2 | 612.7 | 600.6 | 618.50 |
| 290 | 640.6 | 611.0 | 600.0 | 617.20 |
| 300 | 638.4 | 608.8 | 598.6 | 615.27 |
| 310 | 636.0 | 606.5 | 596.5 | 613.00 |
| 320 | 634.3 | 604.7 | 594.8 | 611.27 |
| Filling Temperature, °C | 649.8 | 644.6 | 614.3 | 636.23 |
| Biscuit Height 10 mm | |||||
| Temperature, °C | |||||
| MPG1 | MPG2 | MPG3 | MPG4 | Average | |
| Filling Temperature, °C | 619.9 | 620.3 | 623.4 | 620.0 | 620.90 |
| End of Filling, °C | 619.8 | 620.2 | 619.9 | 619.6 | 619.88 |
| Biscuit height 20 mm | |||||
| Temperature, °C | |||||
| MPG1 | MPG2 | MPG3 | MPG4 | Average | |
| Filling Temperature, °C | 625.1 | 625.9 | 629.1 | 629.1 | 627.30 |
| End of Filling, °C | 626.8 | 626.3 | 626.6 | 626.0 | 626.43 |
| Biscuit height 30 mm | |||||
| Temperature, °C | |||||
| MPG1 | MPG2 | MPG3 | MPG4 | Average | |
| Filling Temperature, °C | 630.5 | 629.8 | 631.2 | 629.1 | 630.15 |
| End of Filling, °C | 634.0 | 633.9 | 633.5 | 633.5 | 633.74 |
| Biscuit Height | Z1 = 10 mm | Z2 = 20 mm | Z3 = 30 mm |
|---|---|---|---|
| Intensification pressure duration | 457.6 ms | 463.4 ms | 468.5 ms |
| Biscuit Height | Z1 | Z2 | Z3 |
|---|---|---|---|
| Volume of filling chamber + die cavity, cm3 | 1711.94 | ||
| Dosing volume, cm3 | 404.12 | 442.59 | 481.05 |
| Gas volume, cm3 | 1307.82 | 1269.35 | 1230.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gašpár, Š.; Majerník, J.; Kolínský, J. Analysis of Causes of Porosity Change of Castings under the Influence of Variable Biscuit Height in the Filling Chamber. Materials 2021, 14, 6827. https://doi.org/10.3390/ma14226827
Gašpár Š, Majerník J, Kolínský J. Analysis of Causes of Porosity Change of Castings under the Influence of Variable Biscuit Height in the Filling Chamber. Materials. 2021; 14(22):6827. https://doi.org/10.3390/ma14226827
Chicago/Turabian StyleGašpár, Štefan, Ján Majerník, and Jan Kolínský. 2021. "Analysis of Causes of Porosity Change of Castings under the Influence of Variable Biscuit Height in the Filling Chamber" Materials 14, no. 22: 6827. https://doi.org/10.3390/ma14226827
APA StyleGašpár, Š., Majerník, J., & Kolínský, J. (2021). Analysis of Causes of Porosity Change of Castings under the Influence of Variable Biscuit Height in the Filling Chamber. Materials, 14(22), 6827. https://doi.org/10.3390/ma14226827