
Characteristics of the Structure, Mechanical, and Tribological Properties of a Mo-Mo2N Nanocomposite Coating Deposited on the Ti6Al4V Alloy by Magnetron Sputtering

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Result and Discussion
3.1. Chemical Composition of Coatings
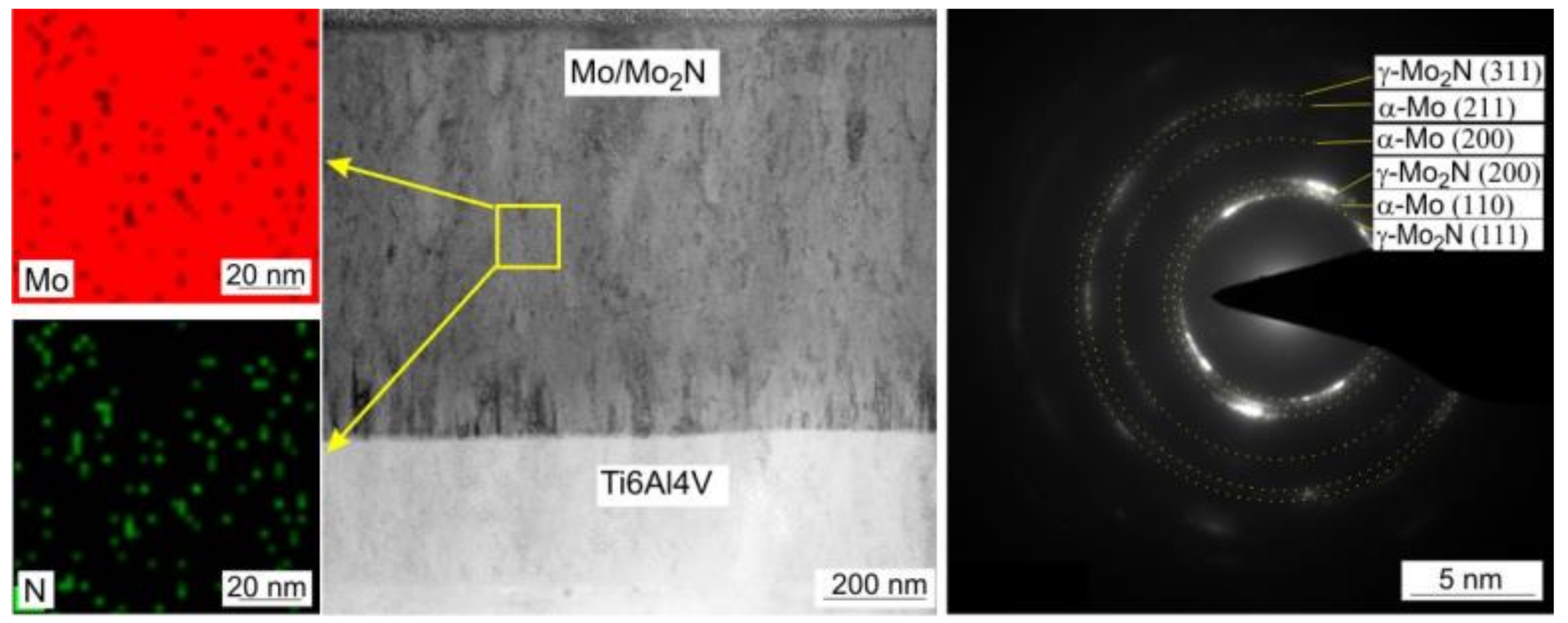
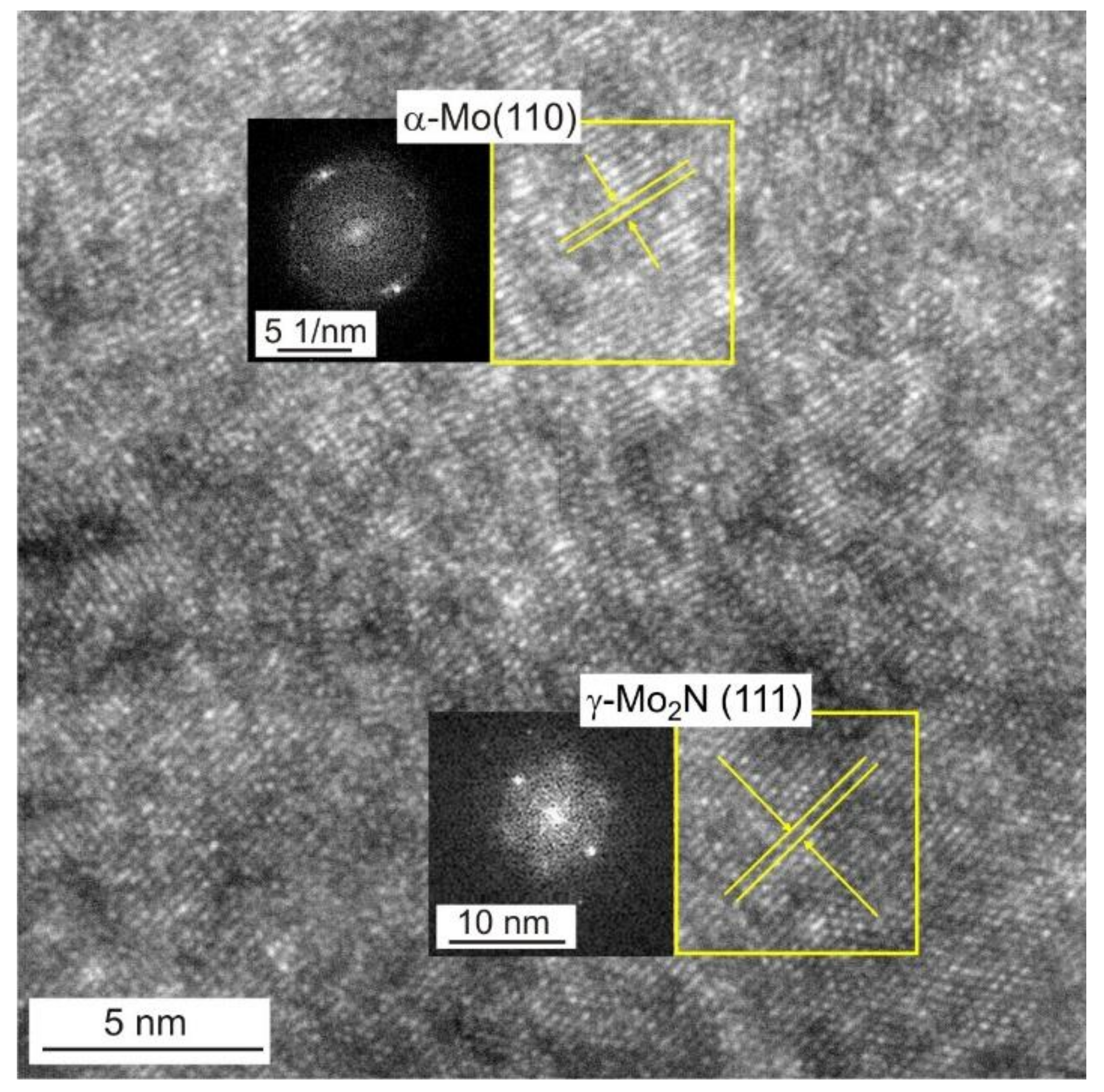
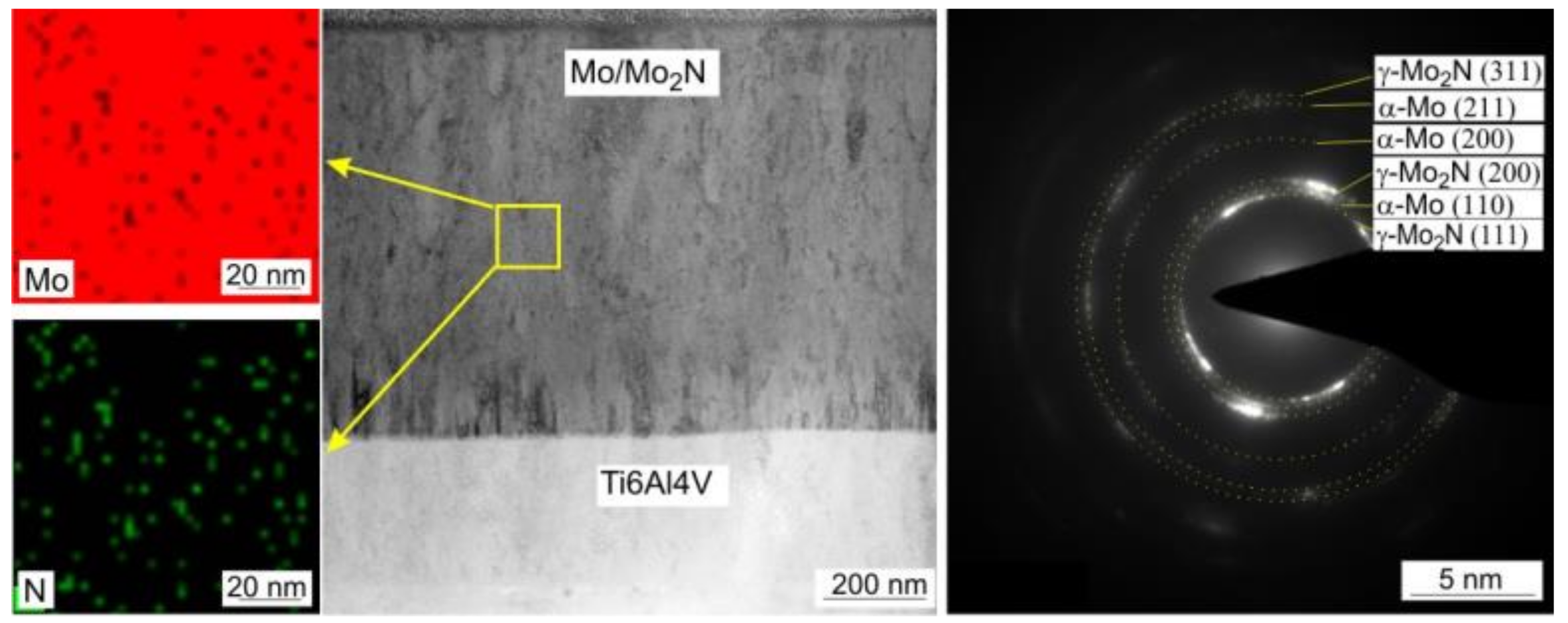
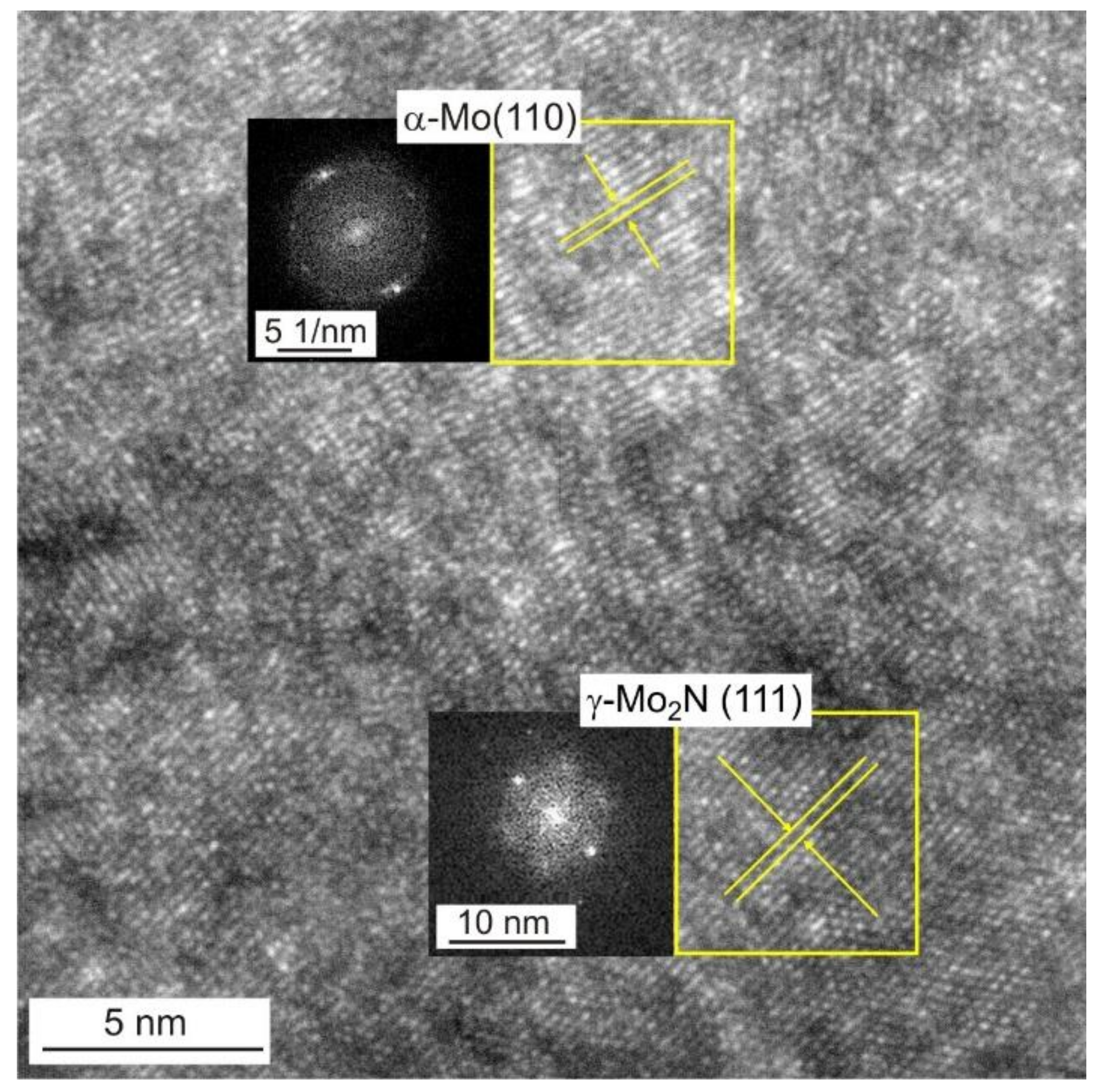
3.2. Phase Composition of Coatings
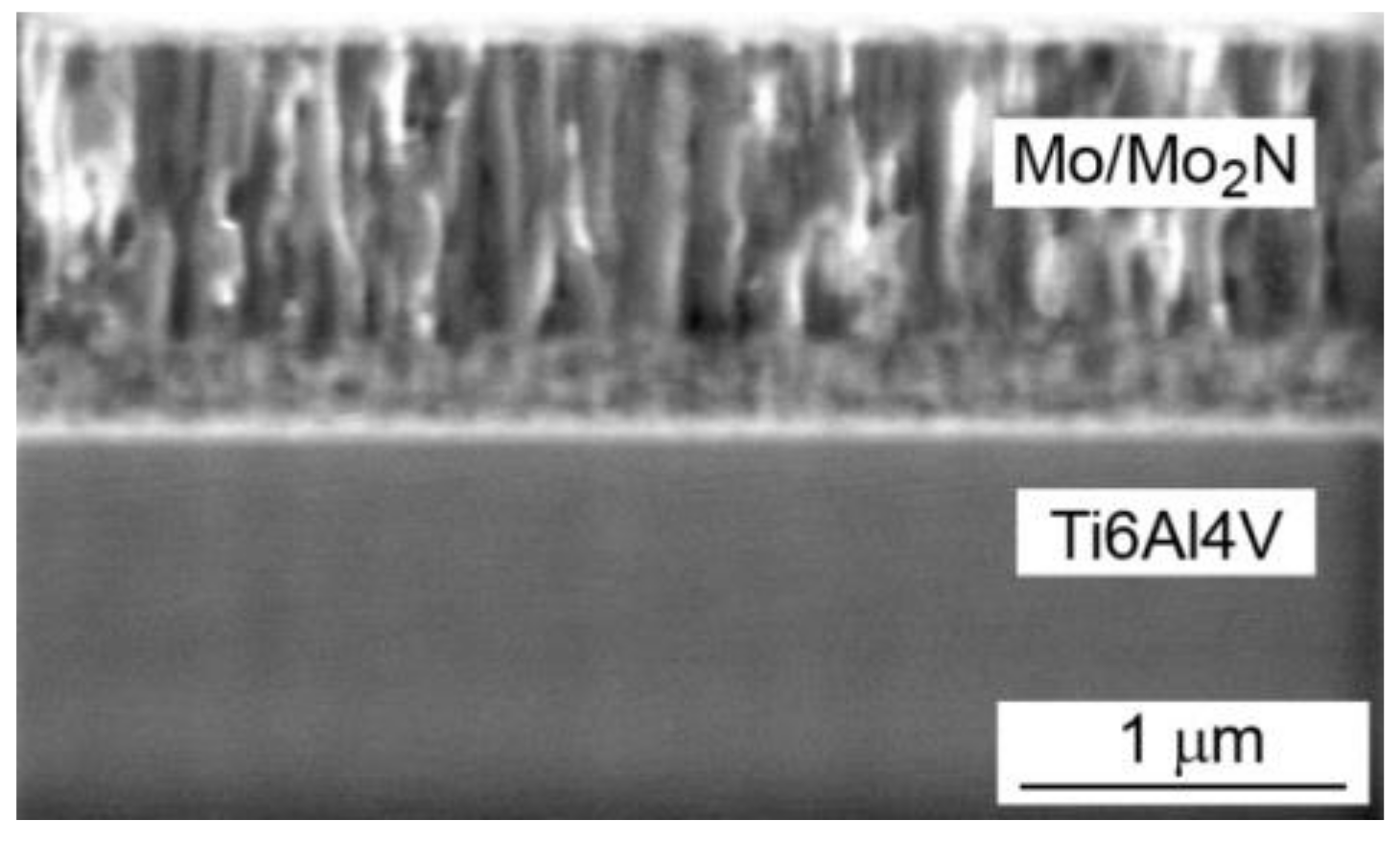
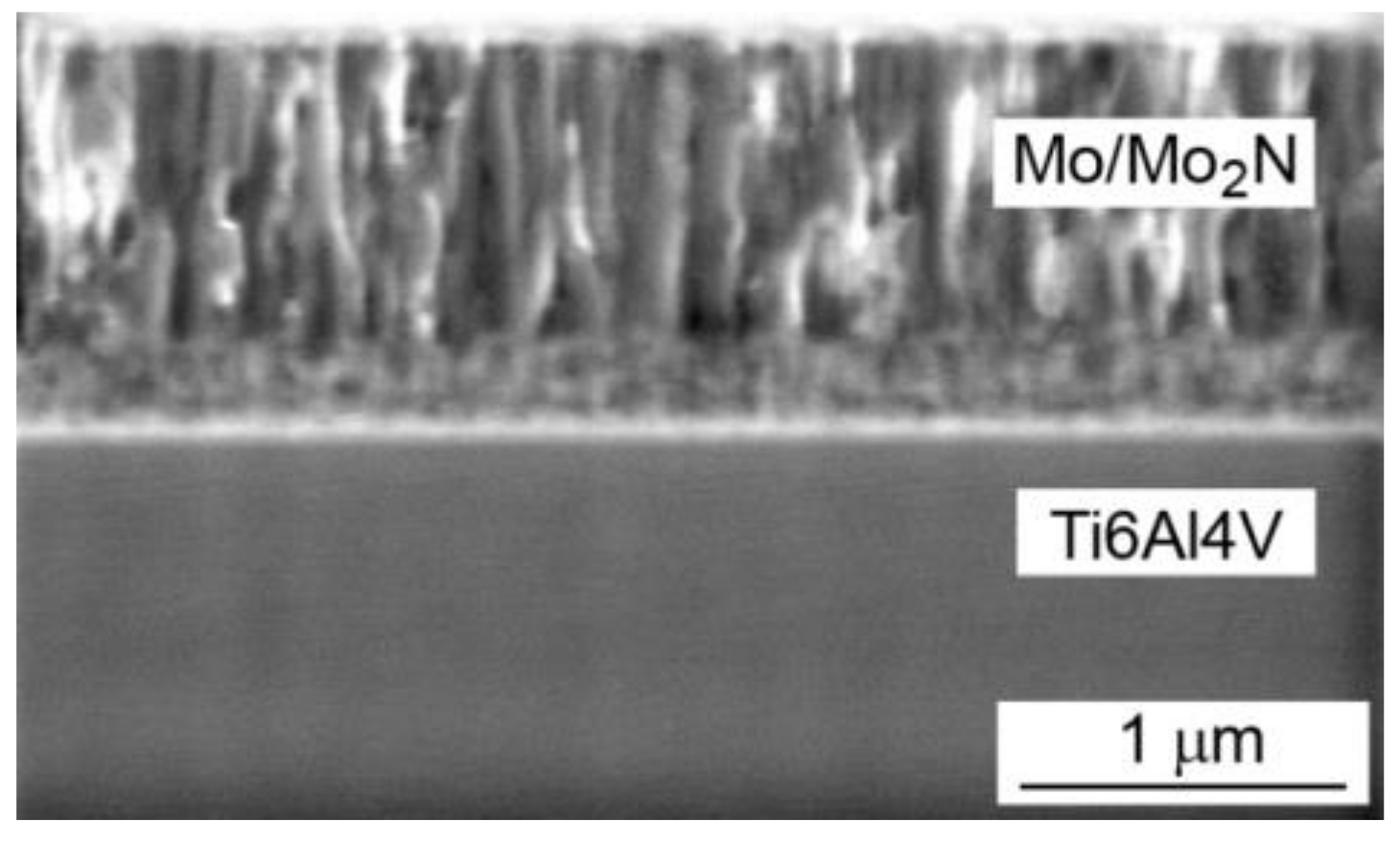
3.3. The Structure of the Coatings
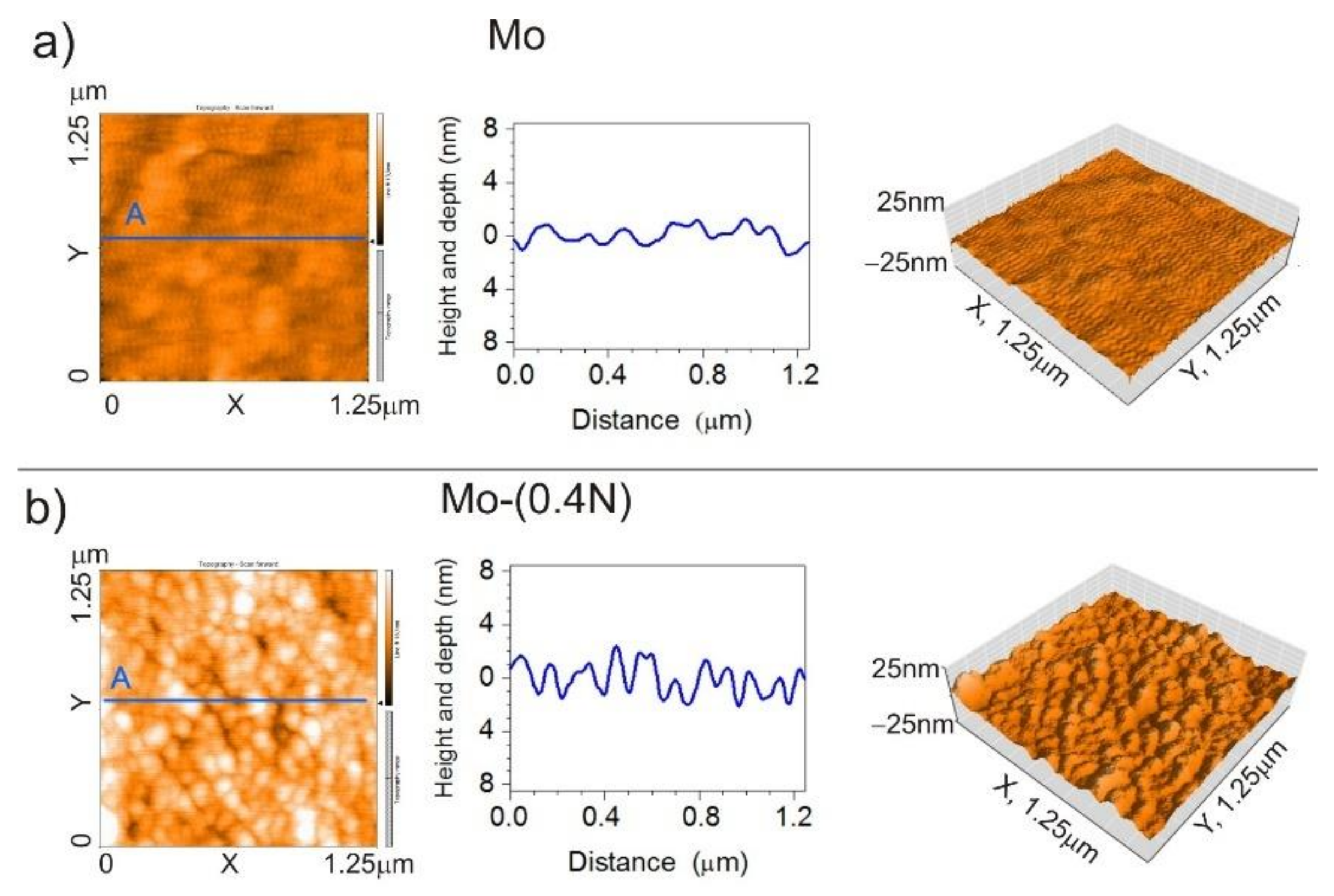
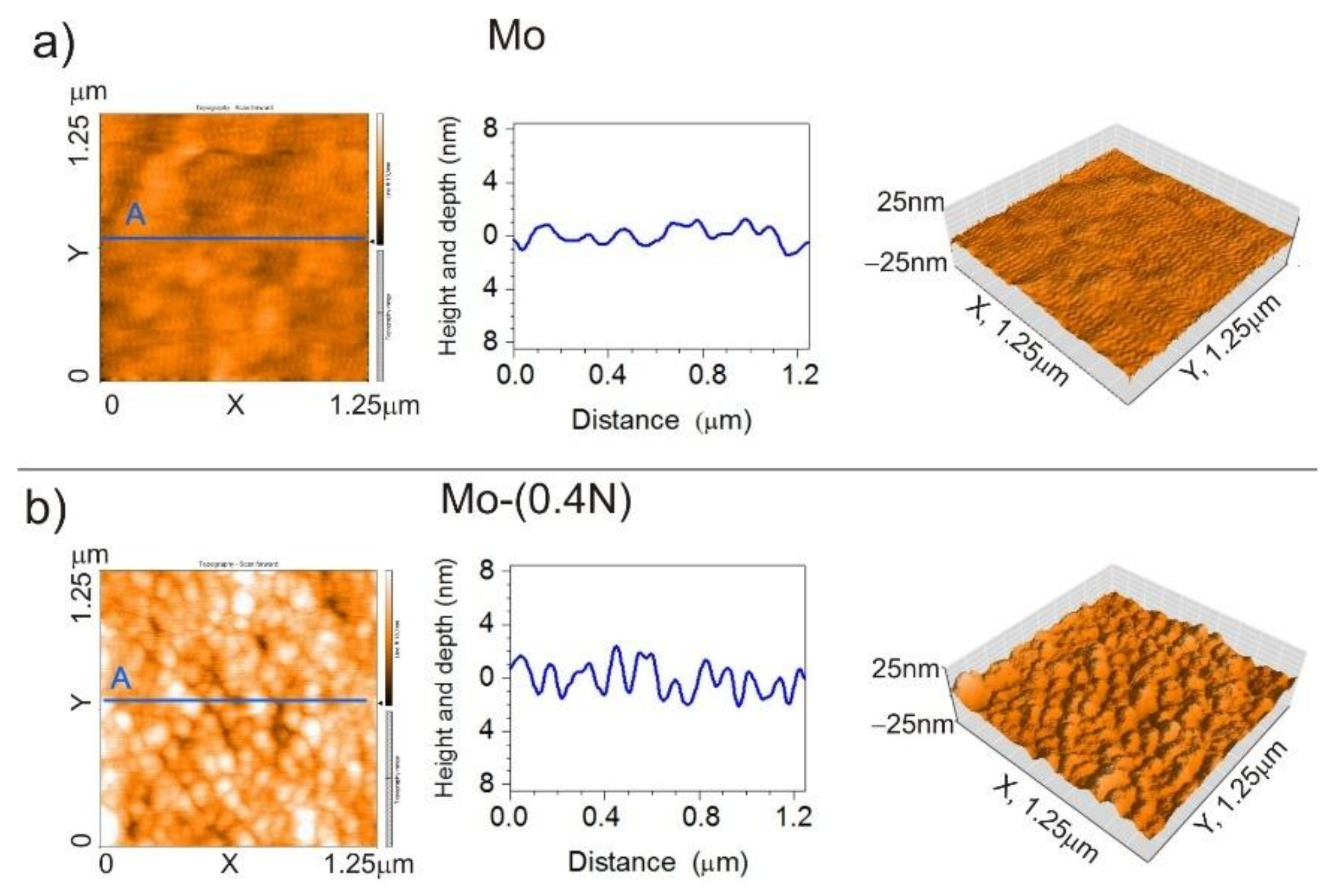
3.4. Analysis of the Geometric Structure of the AFM Surface
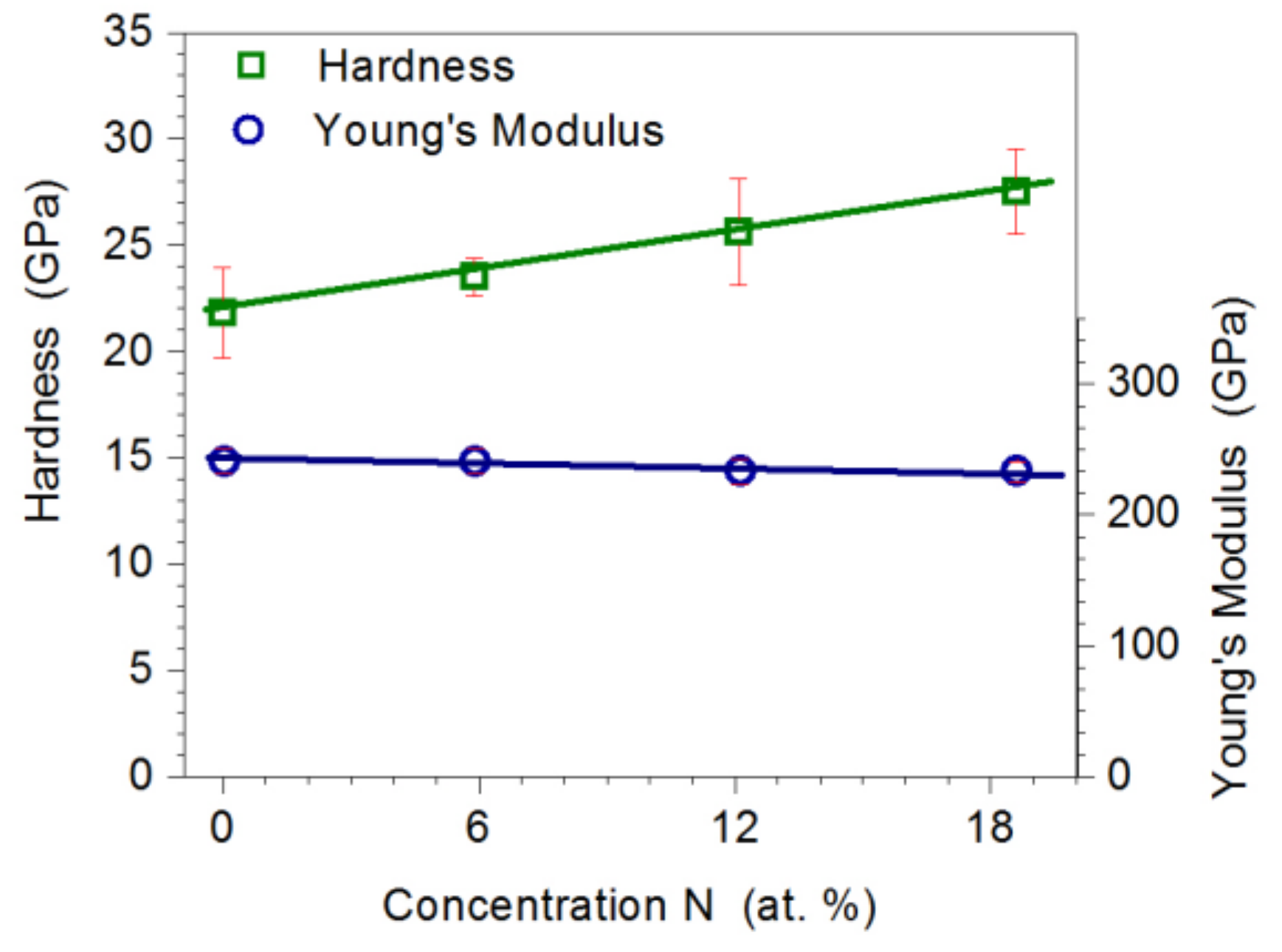
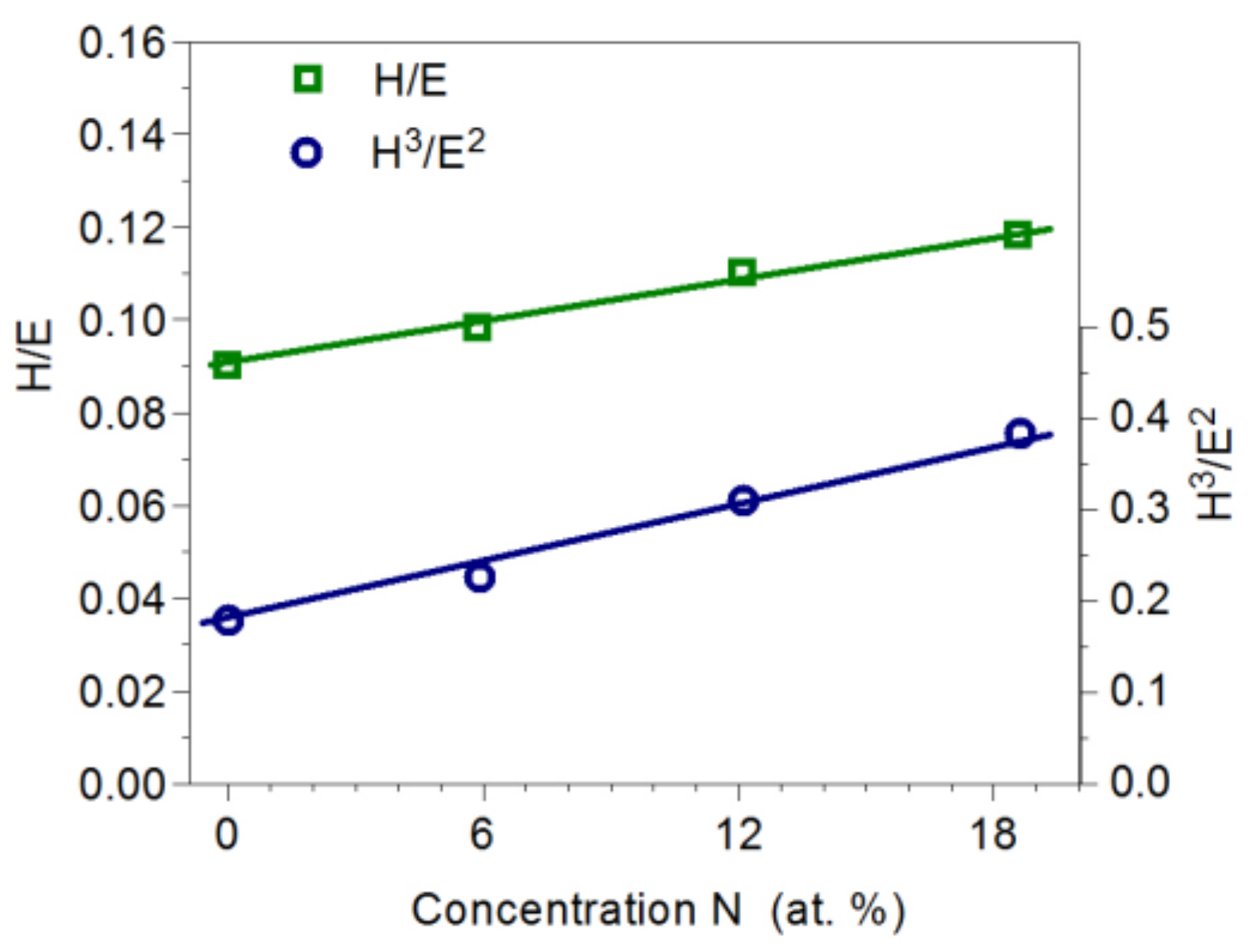
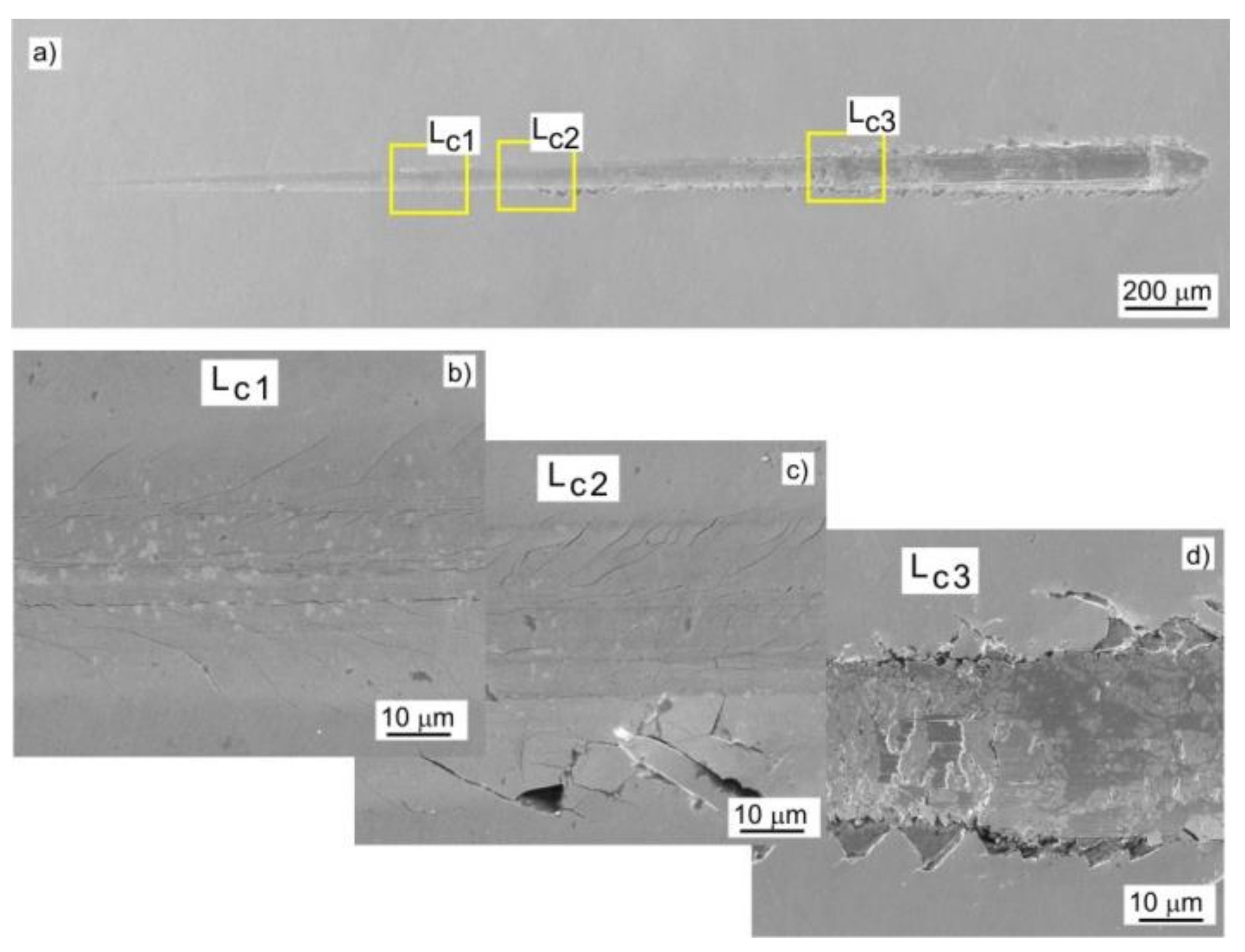
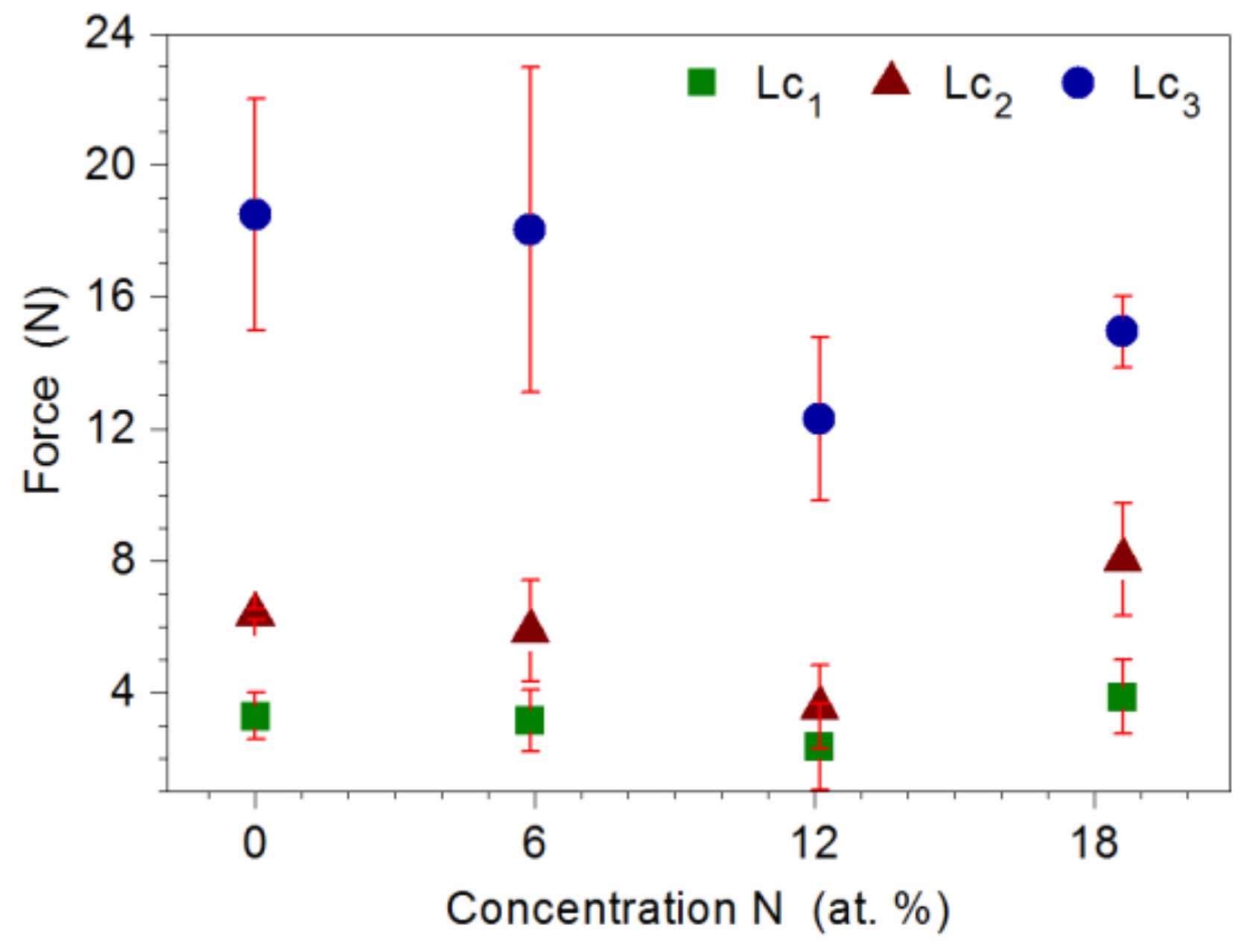
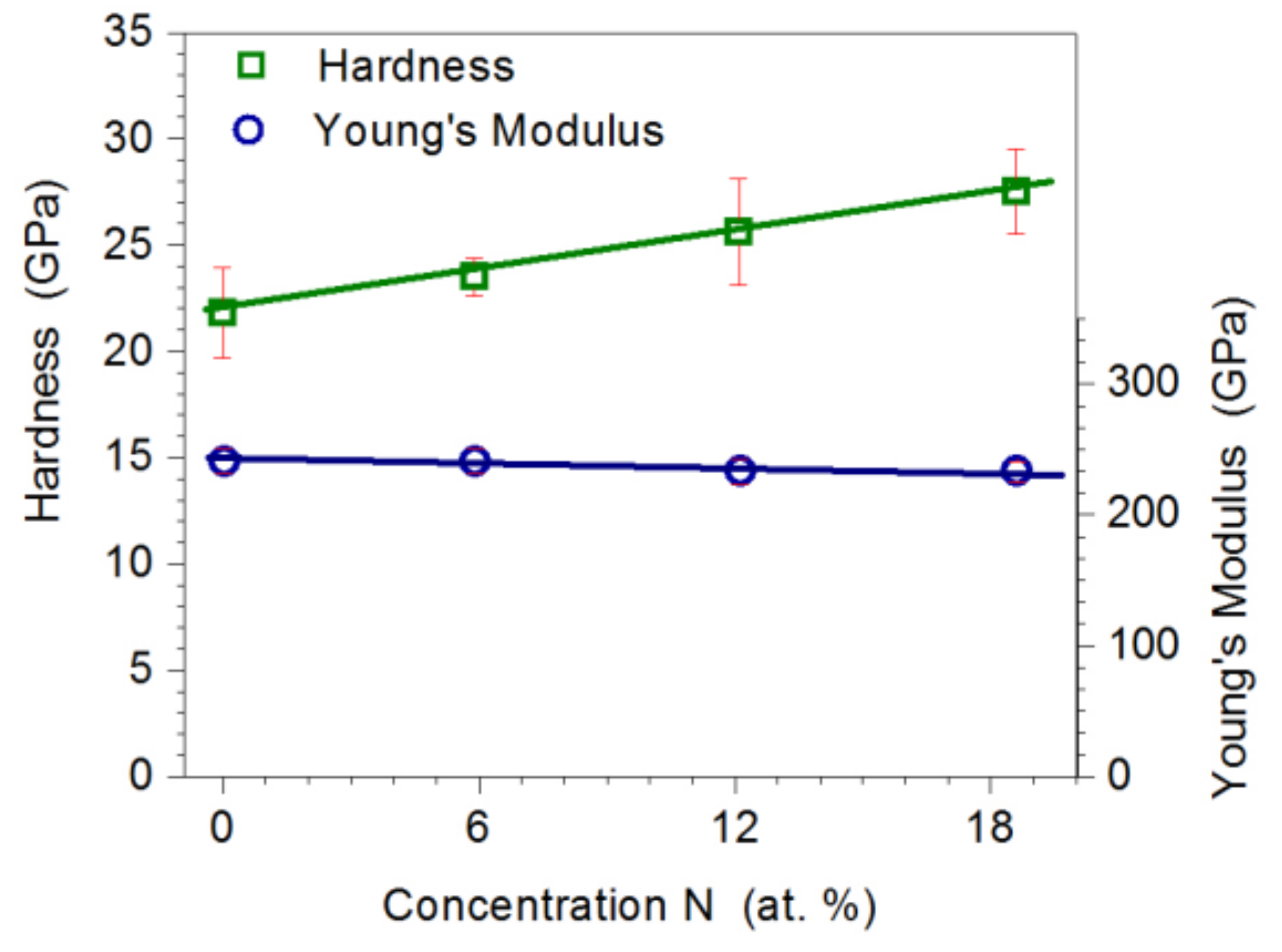
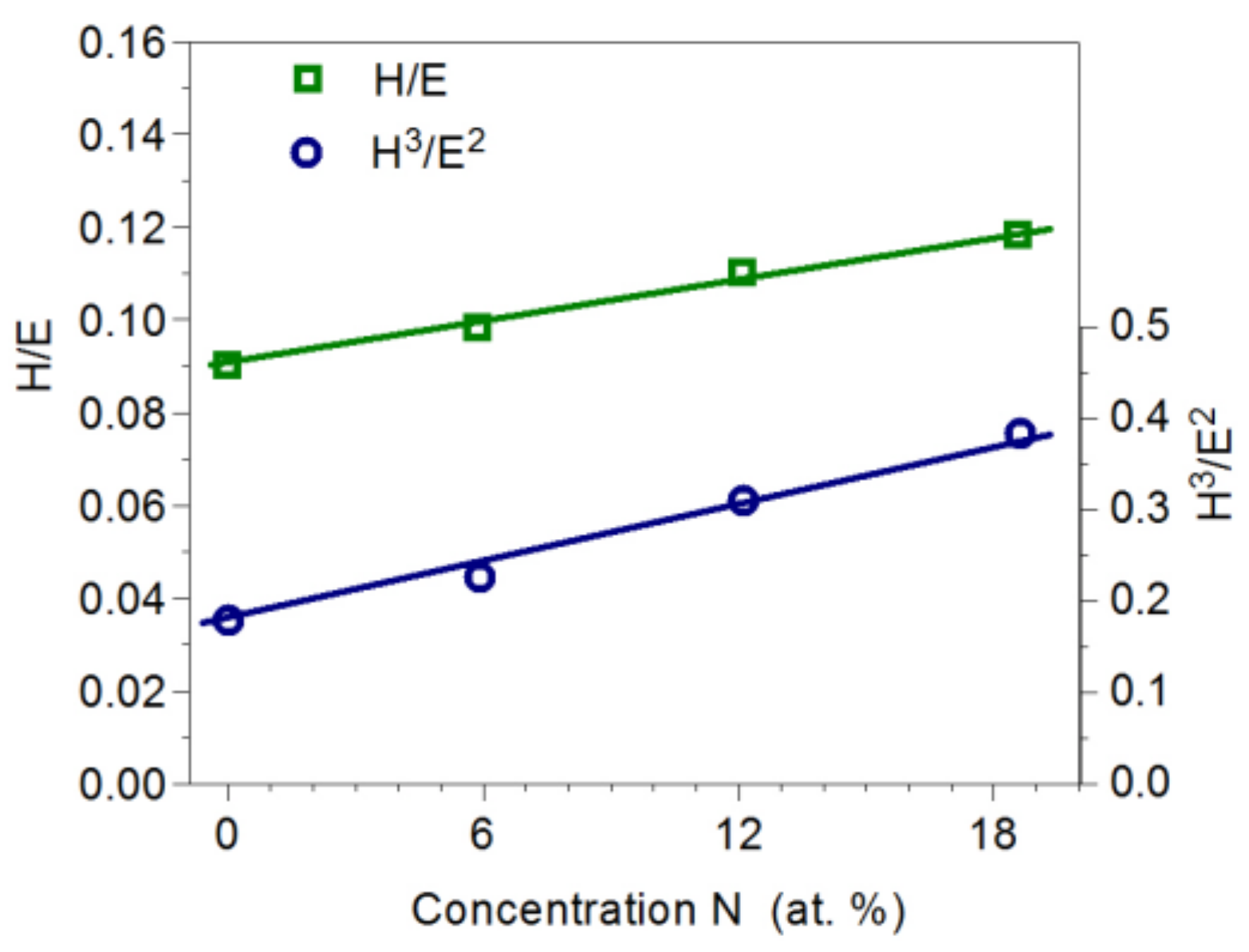
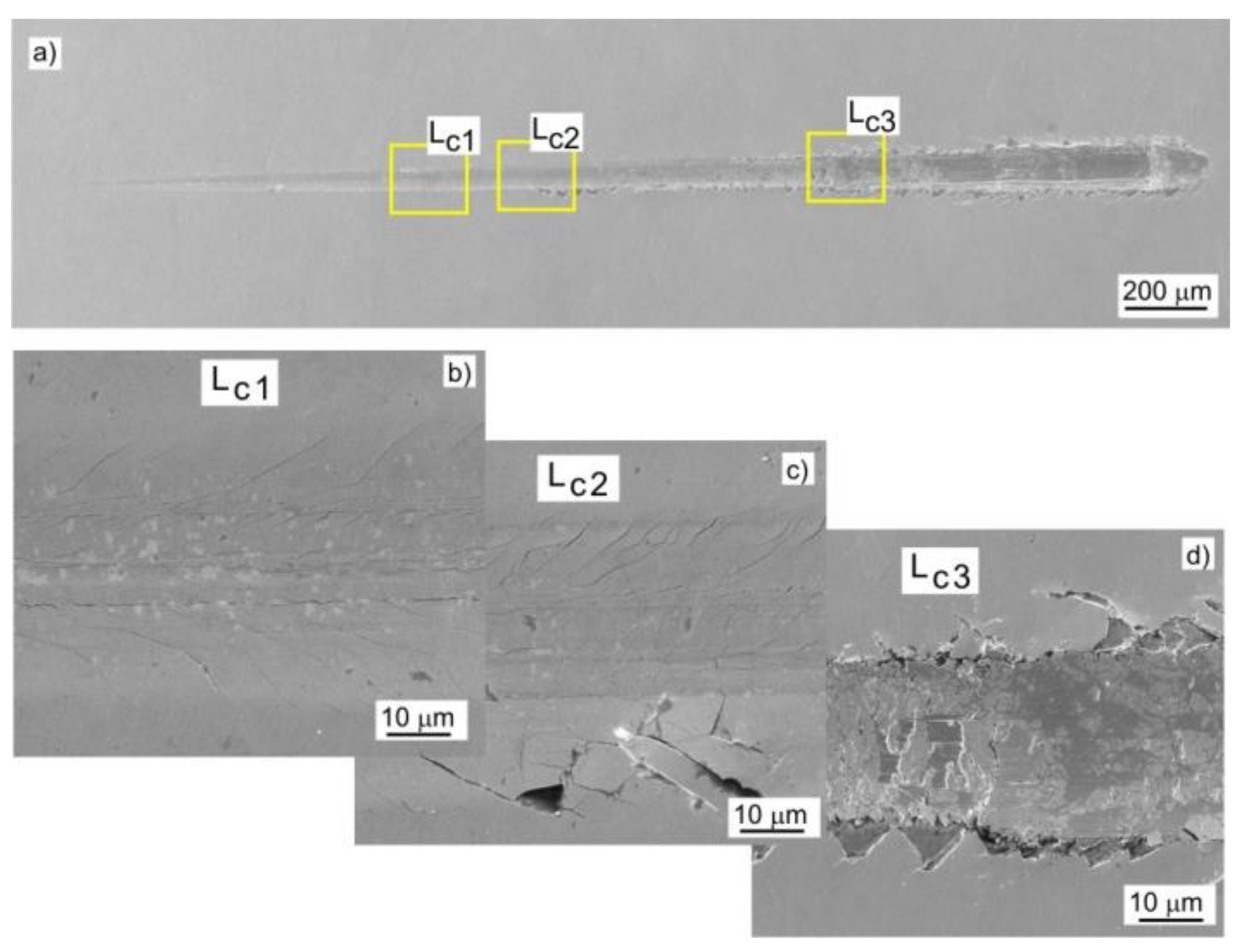
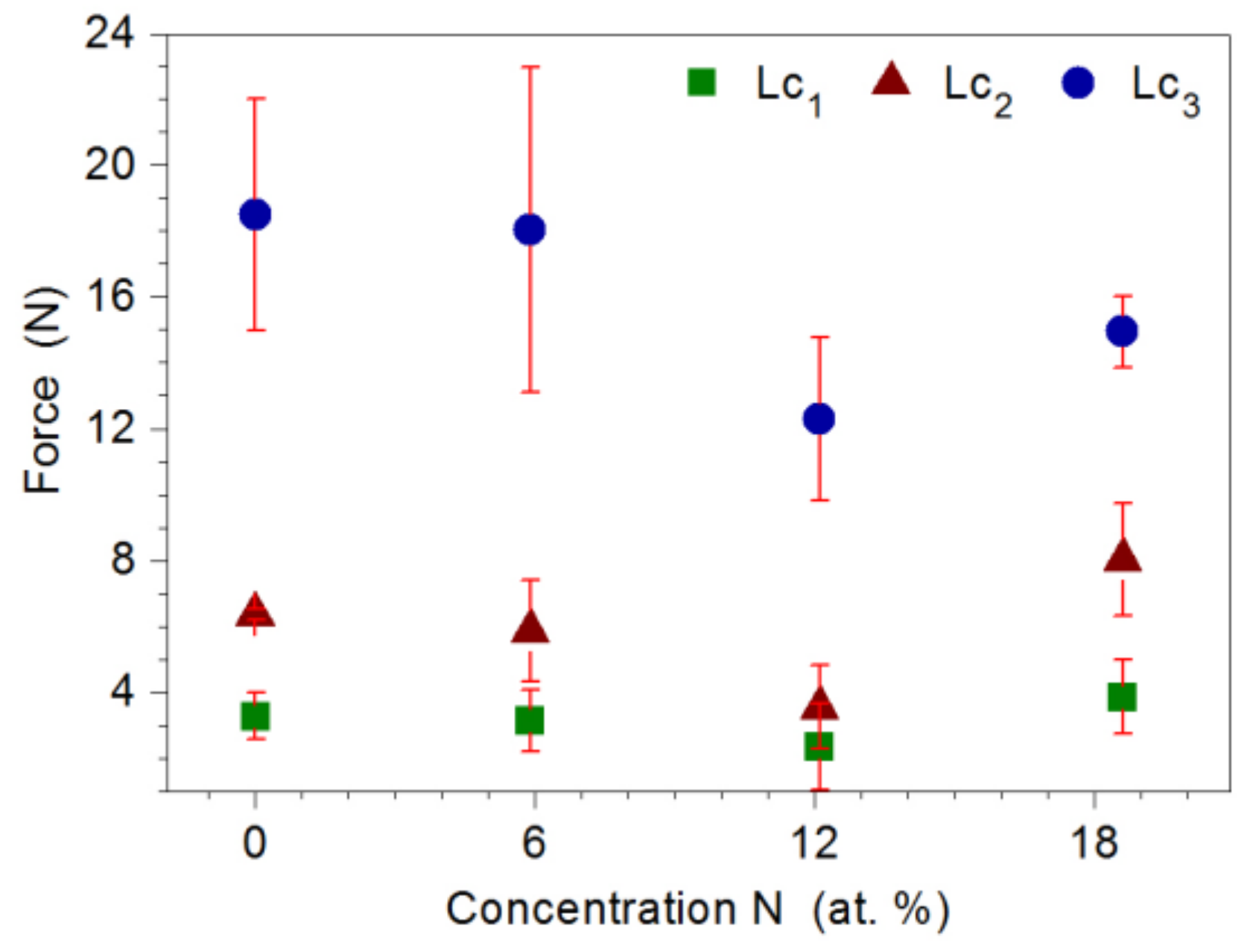
3.5. Analysis of Hardness, Young’s Modulus, and Adhesion to the Substrate
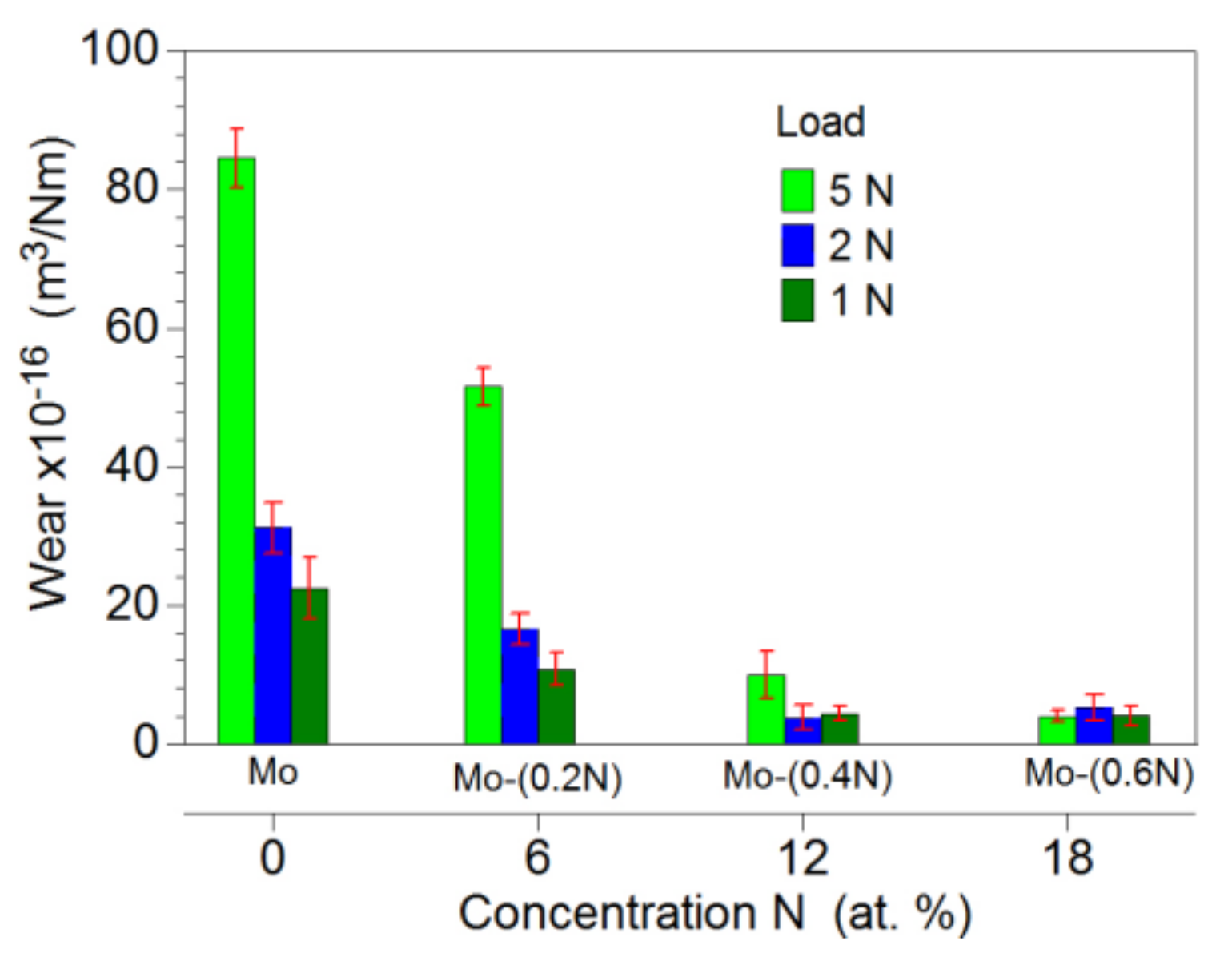
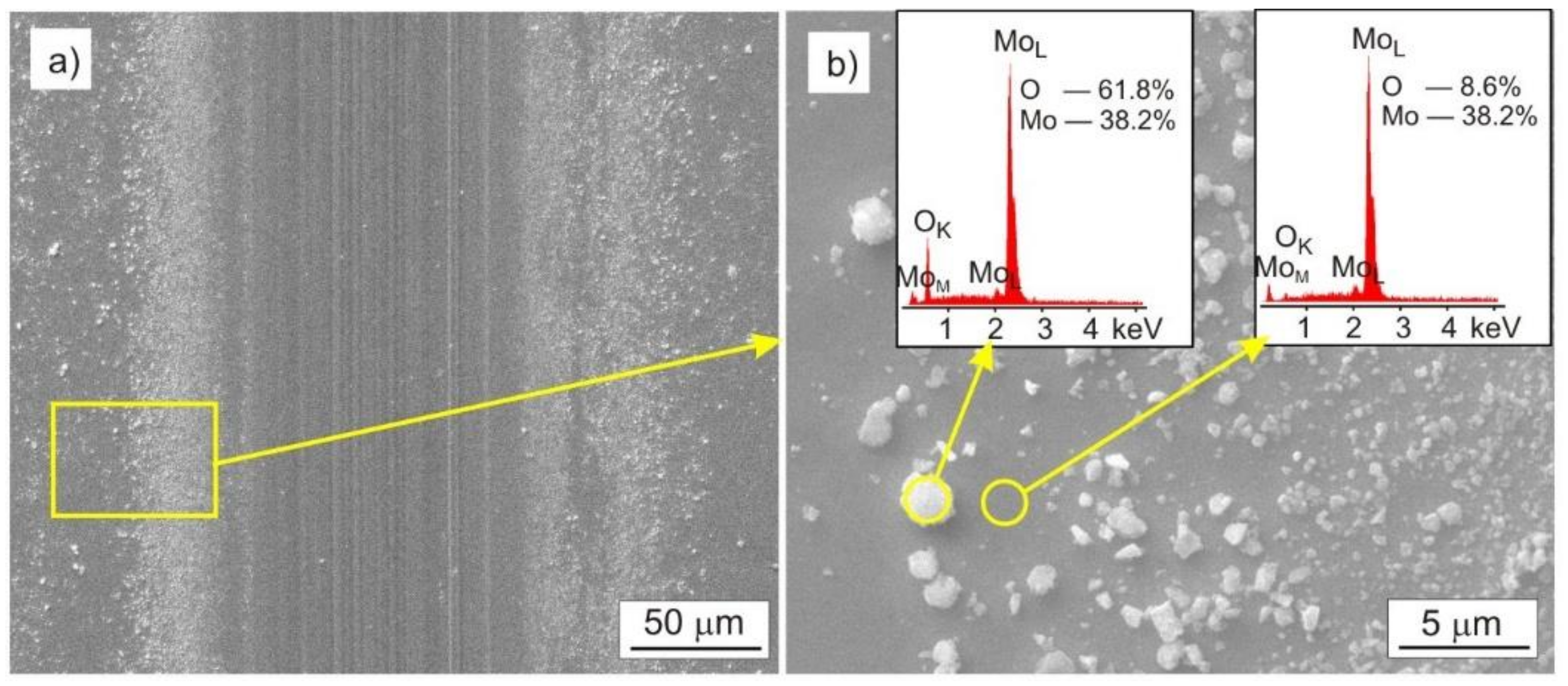
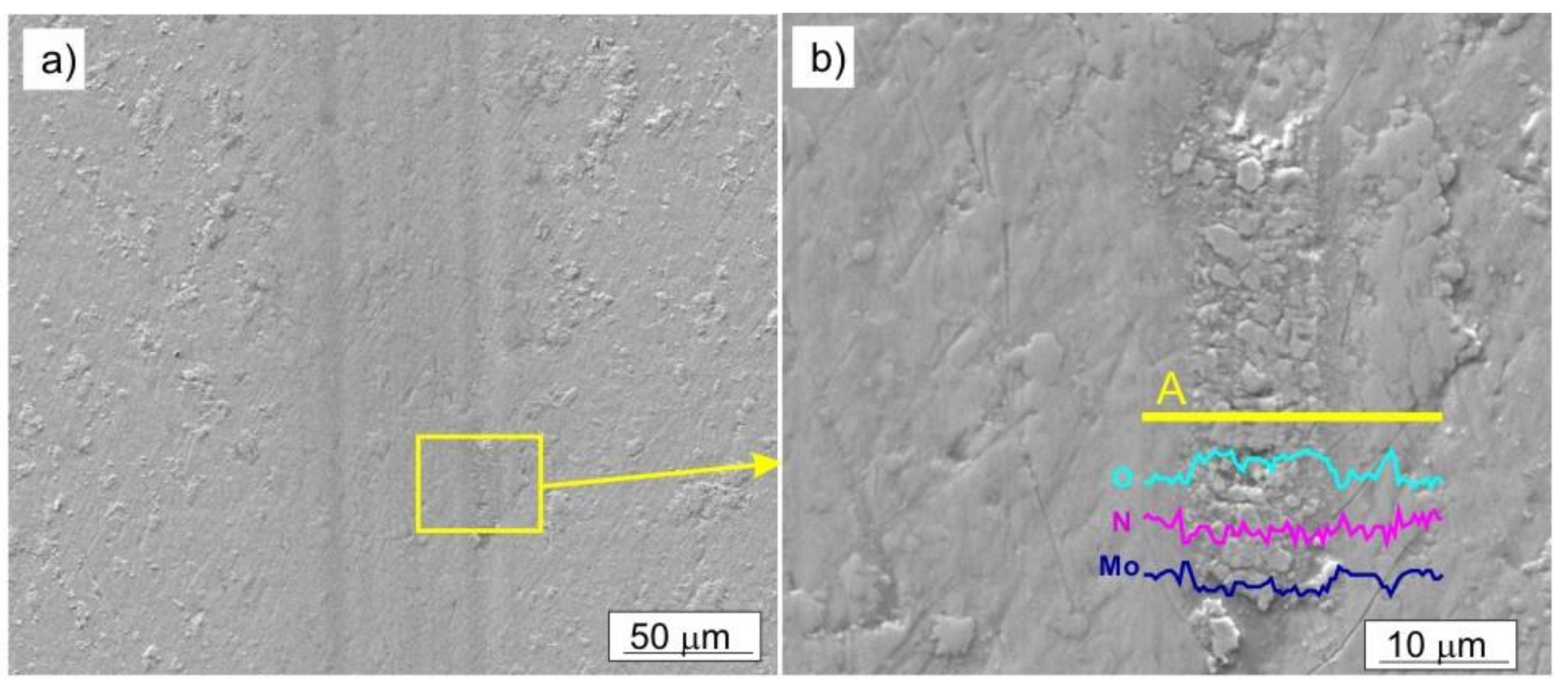
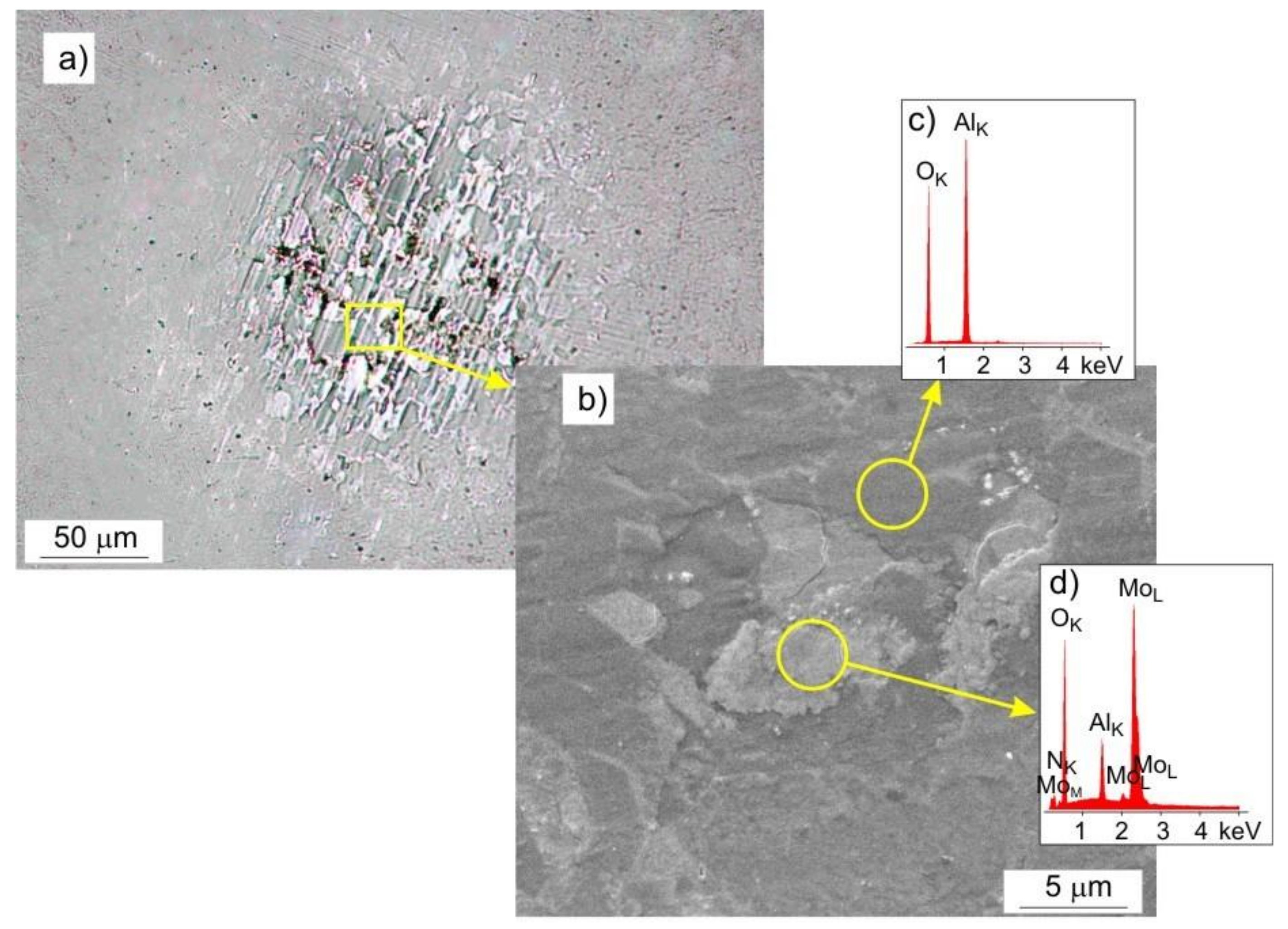
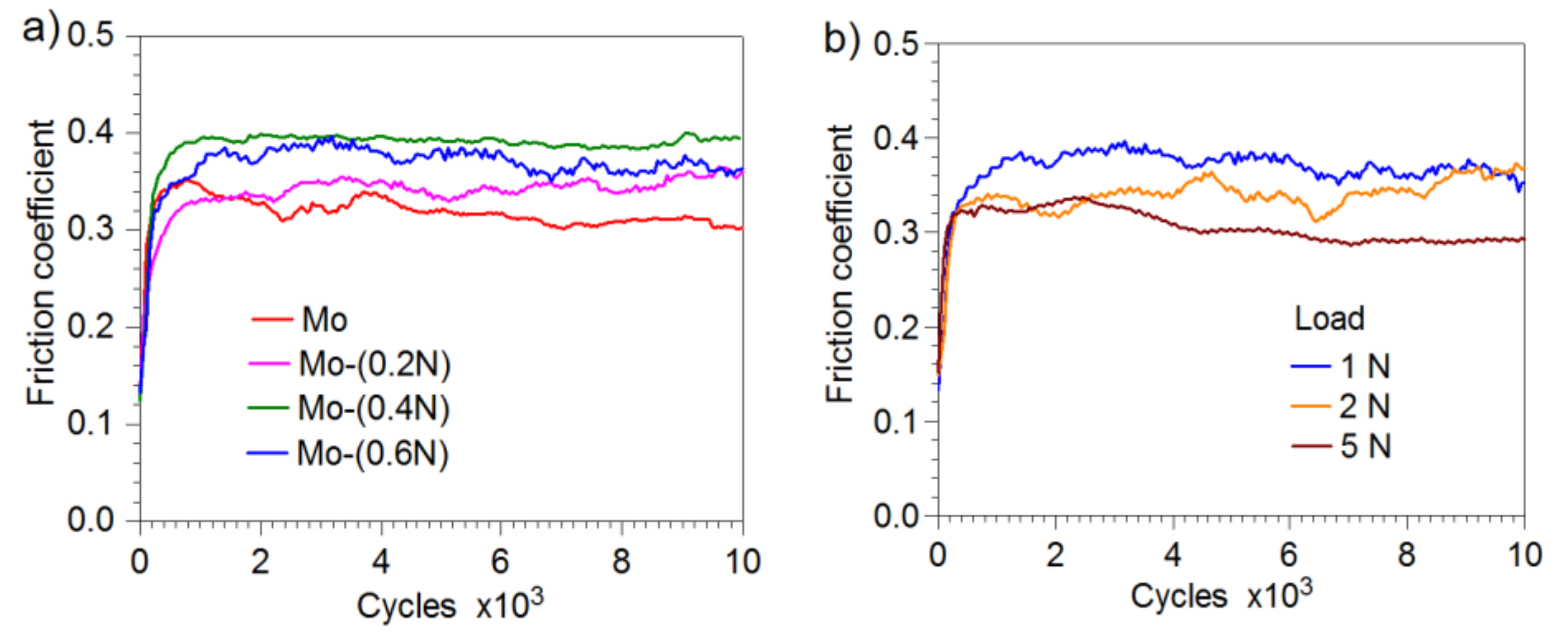
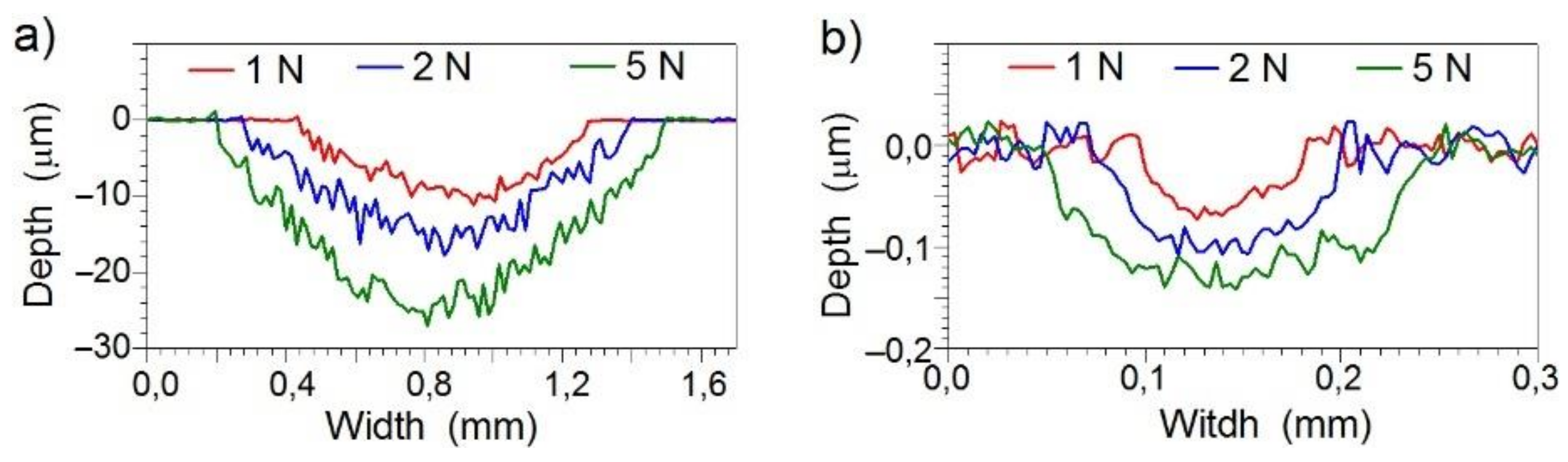
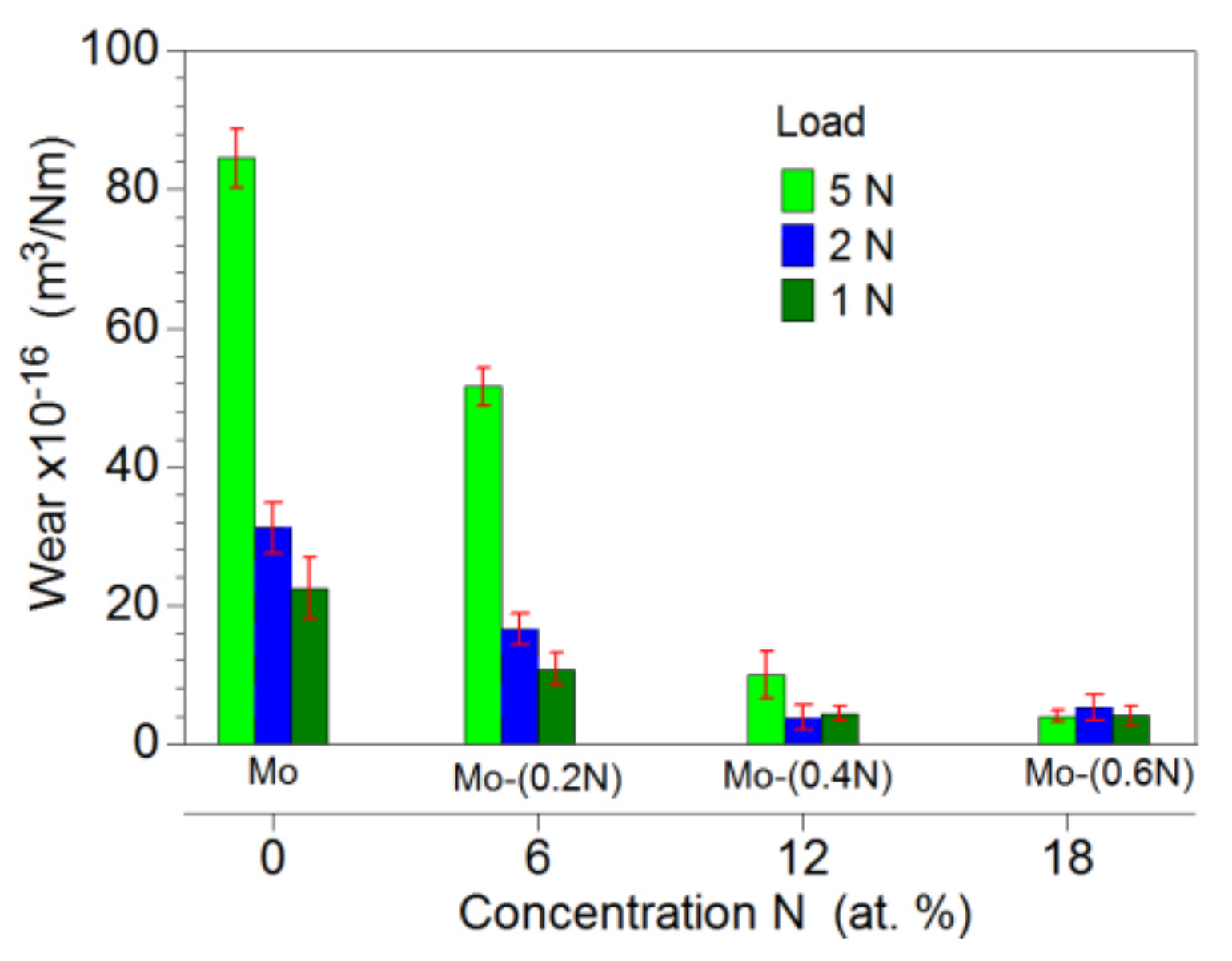
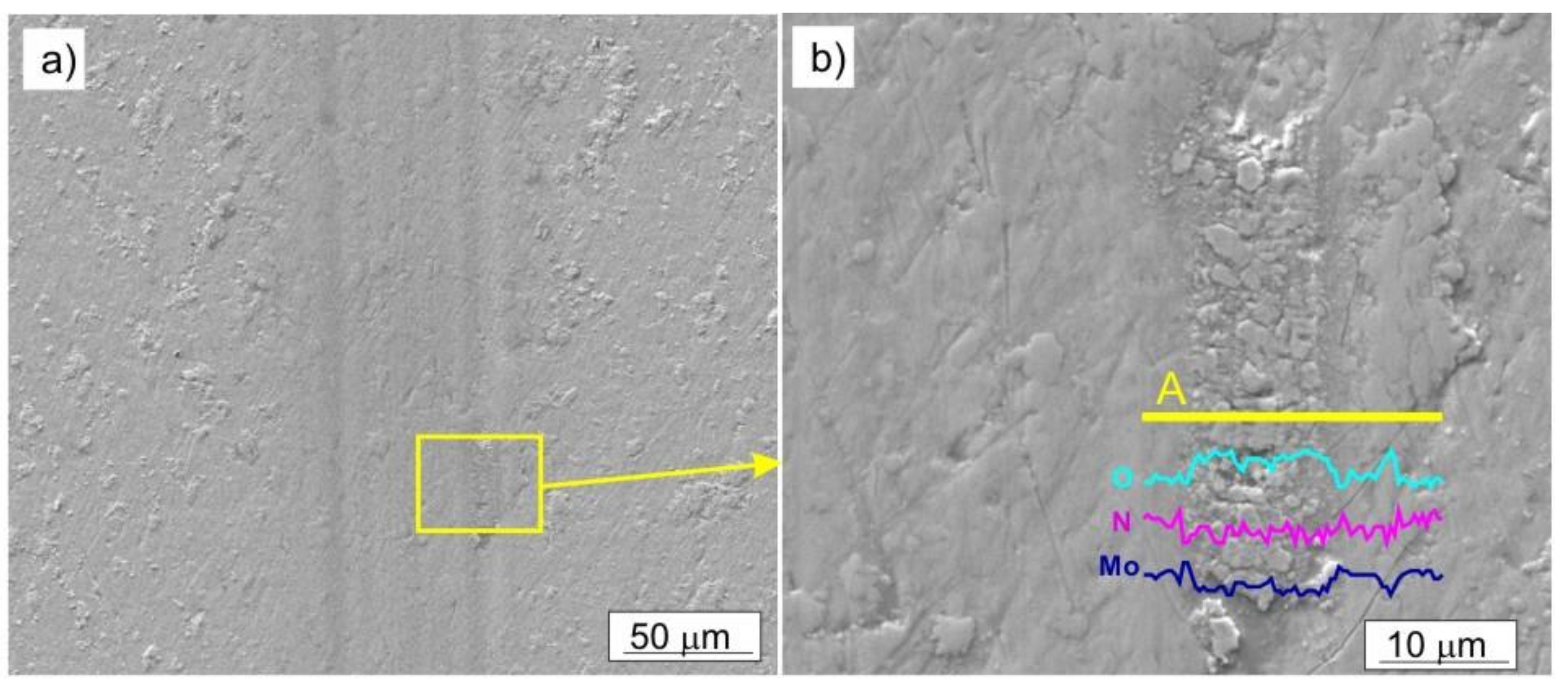
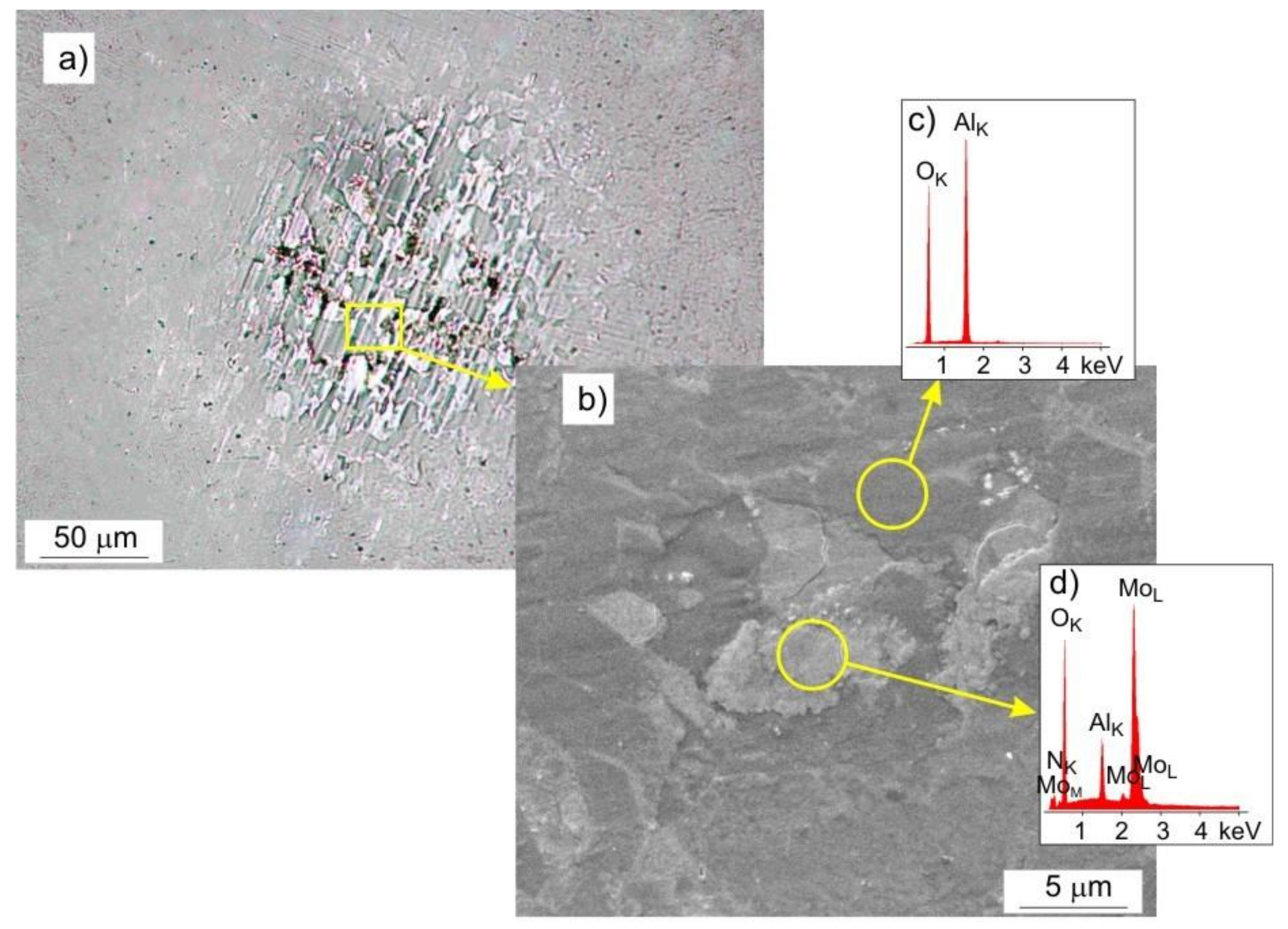
3.6. Tribological Properties of Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bylica, A.; Sieniawski, J. Titanium and Its Alloys; PWN: Warszawa, Poland, 1985. [Google Scholar]
- Philip, J.T.; Mathew, J.; Kuriachen, B. Tribology of Ti6Al4V: A review. Friction 2019, 7, 497–536. [Google Scholar] [CrossRef] [Green Version]
- Budzynski, P.; Youssef, A.A.; Sielanko, J. Surface modification of Ti–6Al–4V alloy by nitrogen ion implantation. Wear 2006, 261, 1271–1276. [Google Scholar] [CrossRef]
- Chen, W.; Hu, T.; Hong, Y.; Zhang, D.; Meng, X. Comparison of microstructures, mechanical and tribological properties of arc-deposited AlCrN, AlCrBN and CrBN coatings on Ti-6Al-4V alloy. Surf. Coat. Technol. 2020, 404. [Google Scholar] [CrossRef]
- Gao, Z.; Zhang, Z.; Zhang, X.; Kulczyk-Malecka, J.; Liu, H.; Kelly, P.; Withers, P.J.; Xiao, P. A conformable high temperature nitride coating for Ti alloys. Acta Mater. 2020, 189, 274–283. [Google Scholar] [CrossRef]
- Yang, K.; Xian, G.; Zhao, H.; Fan, H.; Wang, J.; Wang, H.; Du, H. Effect of Mo content on the structure and mechanical properties of TiAlMoN films deposited on WC-Co cemented carbide substrate by magnetron sputtering. Int. J. Refract. Hard Met. 2015, 52, 29–35. [Google Scholar] [CrossRef]
- Xu, J.; Ju, H.; Yu, L. Effects of Mo content on the microstructure and friction and wear properties of TiMoN films. Acta Metall. Sin. 2012, 48, 1132–1138. [Google Scholar] [CrossRef]
- Yang, Q.; Zhao, L.R.; Patnaik, P.C.; Zeng, X.T. Wear resistant TiMoN coatings deposited by magnetron sputtering. Wear 2006, 261, 119–125. [Google Scholar] [CrossRef]
- Hahn, R.; Koutná, N.; Wójcik, T.; Davydok, A.; Kolozsvári, S.; Krywka, C.; Holec, D.; Bartosik, M.; Mayrhofer, P.H. Mechanistic study of superlattice-enabled high toughness and hardness in MoN/TaN coatings. Commun. Mater 2020, 1, 1–11. [Google Scholar] [CrossRef]
- Xu, J.; Ju, H.; Yu, L. Microstructure, oxidation resistance, mechanical and tribological properties of Mo-Al-N films by reactive magnetron sputtering. Vacuum 2014, 103, 21–27. [Google Scholar] [CrossRef]
- Stöber, L.; Konrath, J.P.; Haberl, V.; Patocka, F.; Schneider, M.; Schmid, U. Nitrogen incorporation in sputter deposited molybdenum nitride thin films. J. Vac. Sci. Technol. A 2016, 34, 021513. [Google Scholar] [CrossRef]
- Sergevnin, V.S.; Blinkov, I.V.; Volkhonskii, A.O.; Belov, D.S.; Kuznetsov, D.V.; Gorshenkov, M.V.; Skryleva, E.A. Wear behaviour of wear-resistant adaptive nano-multilayered Ti-Al-Mo-N coatings. Appl. Surf. Sci. 2016, 388, 13–23. [Google Scholar] [CrossRef]
- Suszko, T.; Gulbiński, W.; Jagielski, J. The role of surface oxidation in friction processes on molybdenum nitride thin films. Surf. Coat. Technol. 2005, 194, 319–324. [Google Scholar] [CrossRef]
- Tang, B.; Wu, P.Q.; Li, X.Y.; Fan, A.L.; Xu, Z.; Celis, J.P. Tribological behavior of plasma Mo-N surface modified Ti-6Al-4V alloy. Surf. Coat. Technol. 2004, 179, 333–339. [Google Scholar] [CrossRef]
- Zhu, X.; Yue, D.; Shang, C.; Fan, M.; Hou, B. Phase composition and tribological performance of molybdenum nitride coatings synthesized by IBAD. Surf. Coat. Technol. 2013, 228, 184–189. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Murzynski, D. The properties of molybdenum nitride coatings obtained by cathodic arc evaporation. Surf. Coat. Technol. 2013, 236, 149–158. [Google Scholar] [CrossRef]
- Stöber, L.; Konrath, J.P.; Krivec, S.; Patocka, F.; Schwarz, S.; Bittner, A.; Schneider, M.; Schmid, U. Impact of sputter deposition parameters on molybdenum nitride thin film properties. J. Micromech. Microeng. 2015, 25, 074001. [Google Scholar] [CrossRef]
- Jauberteau, I.; Bessaudou, A.; Mayet, R.; Cornette, J.; Jauberteau, J.L.; Carles, P.; Merle-Méjean, T. Molybdenum nitride films: Crystal structures, synthesis, mechanical, electrical and some other properties. Coatings 2015, 5, 656–687. [Google Scholar] [CrossRef] [Green Version]
- Kazmanli, M.K.; Ürgen, M.; Cakir, A.F. Effect of nitrogen pressure, bias voltage and substrate temperature on the phase structure of Mo-N coatings produced by cathodic arc PVD. Surf. Coat. Technol. 2003, 167, 77–82. [Google Scholar] [CrossRef]
- Klimashin, F.F.; Koutná, N.; Euchner, H.; Holec, D.; Mayrhofer, P.H. The impact of nitrogen content and vacancies on structure and mechanical properties of Mo-N thin films. J. Appl. Phys. 2016, 120, 185301. [Google Scholar] [CrossRef] [Green Version]
- Bouaouina, B.; Besnard, A.; Abaidia, S.E.; Airoudj, A.; Bensouici, F. Correlation between mechanical and microstructural properties of molybdenum nitride thin films deposited on silicon by reactive R.F. magnetron discharge. Surf. Coat. Technol. 2018, 333, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Pappacena, K.E.; Singh, D.; Ajayi, O.O.; Routbort, J.L.; Erilymaz, O.L.; Demas, N.G.; Chen, G. Residual stresses, interfacial adhesion and tribological properties of MoN/Cu composite coatings. Wear 2012, 278–279, 62–70. [Google Scholar] [CrossRef]
- Zhang, G.; Fan, T.; Wang, T.; Chen, H. Microstructure, mechanical and tribological behavior of MoNx/SiNx multilayer coatings prepared by magnetron sputtering. Appl. Surf. Sci. 2013, 274, 231–236. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, T.; Chen, H. Microstructure, mechanical and tribological properties of TiN/Mo2N nanomultilayer films deposited by magnetron sputtering. Surf. Coat. Technol. 2015, 261, 156–160. [Google Scholar] [CrossRef]
- Chen, X.; Du, Y.; Chung, Y.W. Commentary on using H/E and H3/E2 as proxies for fracture toughness of hard coatings. Thin Solid Films 2019, 688, 137265. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B. Deposition and characterisation of Mo2N/CrN multilayer coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2015, 279, 126–133. [Google Scholar] [CrossRef]
- Yang, Q. Wear resistance and solid lubricity of molybdenum-containing nitride coatings deposited by cathodic arc evaporation. Surf. Coat. Technol. 2017, 332, 283–295. [Google Scholar] [CrossRef]
- Gu, B.; Tu, J.P.; Zheng, X.H.; Yang, Y.Z.; Peng, S.M. Comparison in mechanical and tribological properties of Cr-W-N and Cr-Mo-N multilayer films deposited by DC reactive magnetron sputtering. Surf. Coat. Technol. 2008, 202, 2189–2193. [Google Scholar] [CrossRef]
- Xu, J.; Ju, H.; Yu, L. Influence of silicon content on the microstructure, mechanical and tribological properties of magnetron sputtered Ti-Mo-Si-N films. Vacuum 2014, 110, 47–53. [Google Scholar] [CrossRef]
- Beresnev, V.M.; Bondar, O.V.; Postolnyi, B.O.; Lisovenko, M.O.; Abadias, G.; Chartier, P.; Kolesnikov, D.A.; Borisyuk, V.N.; Mukushev, B.A.; Zhollybekov, B.R.; et al. Comparison of tribological characteristics of nanostructured TiN, MoN, and TiN/MoN arc-PVD coatings. J. Frict. Wear 2014, 35, 374–382. [Google Scholar] [CrossRef]
- International Organization for Standardization. Metallic Materials — Instrumented Indentation Test for Hardness and Materials Parameters — Part 1: Test Method; ISO 14577-1:2015; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Postolnyi, B.O.; Beresnev, V.M.; Abadias, G.; Bondar, O.V.; Rebouta, L.; Araujo, J.P.; Pogrebnjak, A.D. Multilayer design of CrN/MoN protective coatings for enhanced hardness and toughness. J. Alloys Compd. 2017, 725, 1188–1198. [Google Scholar] [CrossRef] [Green Version]
- Öztürk, A.; Ezirmik, K.V.; Kazmanli, K.; Ürgen, M.; Eryilmaz, O.L.; Erdemir, A. Comparative tribological behaviors of TiN, CrN and MoNCu nanocomposite coatings. Tribol. Int. 2008, 41, 49–59. [Google Scholar] [CrossRef]
- Shaha, K.P.; Pei, Y.T.; Martinez-Martinez, D.; De Hosson, J.T.M. Influence of hardness and roughness on the tribological performance of TiC/a-C nanocomposite coatings. Surf. Coat. Technol. 2010, 205, 2624–2632. [Google Scholar] [CrossRef]
- Gheisari, R.; Polycarpou, A.A. Three-body abrasive wear of hard coatings: Effects of hardness and roughness. Thin Solid Films 2018, 666, 66–75. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, G.; Ren, S.; Jiang, B. Effect of nitrogen flow rate on structure and properties of MoNx coatings deposited by facing target sputtering. J. Alloys Compd. 2017, 701, 1–8. [Google Scholar] [CrossRef]
- Greczynski, G.; Tengstrand, J.; Lu, O.; Petrov, I.; Greene, J.E.; Hultman, L. Nitrogen-doped: Bcc-Cr films: Combining ceramic hardness with metallic toughness and conductivity. Scr. Mater. 2016, 122, 40–44. [Google Scholar] [CrossRef] [Green Version]
- Toyoda, T.; Sutou, Y.; Komiyama, S.; Ando, D.; Koike, J.; Wang, M. Hardness and wear properties of Ti-Mo-C-N film. Mater. Trans. 2016, 57, 362–367. [Google Scholar] [CrossRef] [Green Version]
- Musil, J. Hard nanocomposite coatings: Thermal stability, oxidation resistance and toughness. Surf. Coat. Technol. 2012, 207, 50–65. [Google Scholar] [CrossRef]
- Rudnik, P.J.; Graham, M.E.; Sproul, W.D. High rate reactive sputtering of MoNx coatings. Surf. Coat. Technol. 1991, 49, 293–297. [Google Scholar] [CrossRef]
- Ürgen, M.; Eryilmaz, O.L.; Çakir, A.F.; Kayali, E.S.; Nilüfer, B.; Işik, Y. Characterization of molybdenum nitride coatings produced by arc-PVD technique. Surf. Coat. Technol. 1997, 94–95, 501–506. [Google Scholar] [CrossRef]
- Kot, M. Contact mechanics of coating-substrate systems: Monolayer and multilayer coatings. Arch. Civ. Mech. Eng. 2012, 12, 464–470. [Google Scholar] [CrossRef]
- Zhou, F.; Chen, K.; Wang, M.; Xu, X.; Meng, H.; Yu, M.; Dai, Z. Friction and wear properties of CrN coatings sliding against Si3N4 balls in water and air. Wear 2008, 265, 1029–1037. [Google Scholar] [CrossRef]
- Stoyanov, P.; Strauss, H.W.; Chromik, R.R. Scaling effects between micro- and macro-tribology for a Ti–MoS2 coating. Wear 2012, 274–275, 149–161. [Google Scholar] [CrossRef]
- Hudec, T.; Mikula, M.; Satrapinskyy, L.; Roch, T.; Truchlý, M.; Švec, P.; Huminiuc, T.; Polcar, T. Structure, mechanical and tribological properties of Mo-S-N solid lubricant coatings. Appl. Surf. Sci. 2019, 486, 1–14. [Google Scholar] [CrossRef]
- Ezirmik, K.V.; Rouhi, S. Influence of Cu additions on the mechanical and wear properties of NbN coatings. Surf. Coat. Technol. 2014, 260, 179–185. [Google Scholar] [CrossRef]
- Ju, H.; Xu, J. Microstructure and tribological properties of NbN-Ag composite films by reactive magnetron sputtering. Appl. Surf. Sci. 2015, 355, 878–883. [Google Scholar] [CrossRef]
- Wang, T.; Jin, Y.; Bai, L.; Zhang, G. Structure and properties of NbN/MoN nano-multilayer coatings deposited by magnetron sputtering. J. Alloys Compd. 2017, 729, 942–948. [Google Scholar] [CrossRef]
- Xingrun, R.; Qinying, Z.; Zhu, H.; Wei, S.; Jiangao, Y.; Hao, C. Microstructure and Tribological Properties of CrN Films Deposited by Direct Current Magnetron Sputtering. Rare Met. Mater. Eng. 2018, 47, 2283–2289. [Google Scholar] [CrossRef]
- Singh, A.; Kumar, N.; Kuppusami, P.; Prasanthi, T.N.; Chandramohan, P.; Dash, S.; Srinivasan, M.P.; Mohandas, E.; Tyagi, A.K. Tribological properties of sputter deposited ZrN coatings on titanium modified austenitic stainless steel. Wear 2012, 280–281, 22–27. [Google Scholar] [CrossRef]
- Valerini, D.; Signore, M.A.; Tapfer, L.; Piscopiello, E.; Galietti, U.; Rizzo, A. Adhesion and wear of ZrN films sputtered on tungsten carbide substrates. Thin Solid Films 2013, 538, 42–47. [Google Scholar] [CrossRef]
- Bard, A.J.; Parsons, R.; Jordan, J. Standard Potentials in Aqueous Solution; CRC Press: Boca Raton, FL, USA, 1985. [Google Scholar]
- Saji, V.S.; Lee, C.W. Molybdenum, Molybdenum Oxides, and their Electrochemistry. ChemSusChem 2012, 5, 1146–1161. [Google Scholar] [CrossRef] [PubMed]
- Polcar, T.; Parreira, N.M.G.; Cavaleiro, A. Tribological characterization of tungsten nitride coatings deposited by reactive magnetron sputtering. Wear 2007, 262, 655–665. [Google Scholar] [CrossRef] [Green Version]
- Woydt, M.; Skopp, A.; Dörfel, I.; Witke, K. Wear Engineering Oxides/Antiwear Oxides. Tribol. Trans. 1999, 42, 21–31. [Google Scholar] [CrossRef]
- Solak, N.; Ustel, F.; Urgen, M.; Aydin, S.; Cakir, A.F. Oxidation behavior of molybdenum nitride coatings. Surf. Coat. Technol. 2003, 174–175, 713–719. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Designation | Type of Coating | Vacuum | Flow Rate Ar | Flow Eate N2 | Duration |
|---|---|---|---|---|---|
| [Pa] | [Sccm] | [Sccm] | [s] | ||
| Mo | Single-phase | 0.53 | 2.5 | - | 1440 |
| Mo-(0.2N) | Single-phase | 0.53 | 2.5 | 0.2 | 1080 |
| Mo-(0.4N) | Nanocomposite | 0.53 | 2.5 | 0.4 | 1080 |
| Mo-(0.6N) | Nanocomposite | 0.56 | 2.5 | 0.6 | 1080 |
| Coating Designation | Average Coating Thickness [μm] | Average Mo Concentration in the Coating [at.%] | Average N Concentration in the Coating [at.%] | Phase Composition | Average Crystallite Size | |
|---|---|---|---|---|---|---|
| α-Mo [nm] | γ-Mo2N [nm] | |||||
| Mo | 1.33 | 100 | 0 | α-Mo | 18.5 | - |
| Mo-(0.2N) | 1.22 | 94.1 ± 1.6 | 5.9 ± 0.5 | α-Mo | 2.4 | - |
| Mo-(0.4N) | 1.13 | 87.9 ± 1.8 | 12.1 ± 0.8 | α-Mo, | 28.1 | 7.1 |
| γ-Mo2N | ||||||
| Mo-(0.6N) | 0.98 | 81.4 ± 2.9 | 18.6 ± 1.3 | α-Mo, | 29.4 | 10.4 |
| γ-Mo2N | ||||||
| Sample | Average Values of Roughness Parameters | |
|---|---|---|
| Ra, nm | RMS, nm | |
| Mo | 1.4 ± 0.3 | 1.7 ± 0.3 |
| Mo-(0.2N) | 1.1 ± 0.3 | 1.5 ± 0.4 |
| Mo-(0.4N) | 1.8 ± 0.4 | 2.4 ± 0.4 |
| Mo-(0.6N) | 1.3 ± 0.2 | 1.7 ± 0.3 |
| Coating | Friction Coefficient | Load, F | ||
|---|---|---|---|---|
| 1 N | 2 N | 5 N | ||
| Friction Coefficient, μ | ||||
| Mo | average | 0.31 ± 0.03 | 0.34 ± 0.03 | 0.31 ± 0.04 |
| max. | 0.40 | 0.52 | 0.38 | |
| Mo-(0.2N) | average | 0.34 ± 0.03 | 0.28 ± 0.05 | 0.27 ± 0.05 |
| max. | 0.39 | 0.31 | 0.32 | |
| Mo-(0.4N) | average | 0.39 ± 0.03 | 0.35 ± 0.03 | 0.29 ± 0.02 |
| max. | 0.43 | 0.39 | 0.33 | |
| Mo-(0.6N) | average | 0.38 ± 0.02 | 0.34 ± 0.03 | 0.31 ± 0.02 |
| max. | 0.40 | 0.38 | 0.36 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adamiak, S.; Bochnowski, W.; Dziedzic, A.; Szyller, Ł.; Adamiak, D. Characteristics of the Structure, Mechanical, and Tribological Properties of a Mo-Mo2N Nanocomposite Coating Deposited on the Ti6Al4V Alloy by Magnetron Sputtering. Materials 2021, 14, 6819. https://doi.org/10.3390/ma14226819
Adamiak S, Bochnowski W, Dziedzic A, Szyller Ł, Adamiak D. Characteristics of the Structure, Mechanical, and Tribological Properties of a Mo-Mo2N Nanocomposite Coating Deposited on the Ti6Al4V Alloy by Magnetron Sputtering. Materials. 2021; 14(22):6819. https://doi.org/10.3390/ma14226819
Chicago/Turabian StyleAdamiak, Stanisław, Wojciech Bochnowski, Andrzej Dziedzic, Łukasz Szyller, and Dominik Adamiak. 2021. "Characteristics of the Structure, Mechanical, and Tribological Properties of a Mo-Mo2N Nanocomposite Coating Deposited on the Ti6Al4V Alloy by Magnetron Sputtering" Materials 14, no. 22: 6819. https://doi.org/10.3390/ma14226819
APA StyleAdamiak, S., Bochnowski, W., Dziedzic, A., Szyller, Ł., & Adamiak, D. (2021). Characteristics of the Structure, Mechanical, and Tribological Properties of a Mo-Mo2N Nanocomposite Coating Deposited on the Ti6Al4V Alloy by Magnetron Sputtering. Materials, 14(22), 6819. https://doi.org/10.3390/ma14226819