
A Study on Through-the-Thickness Heating in Continuous Ultrasonic Welding of Thermoplastic Composites


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
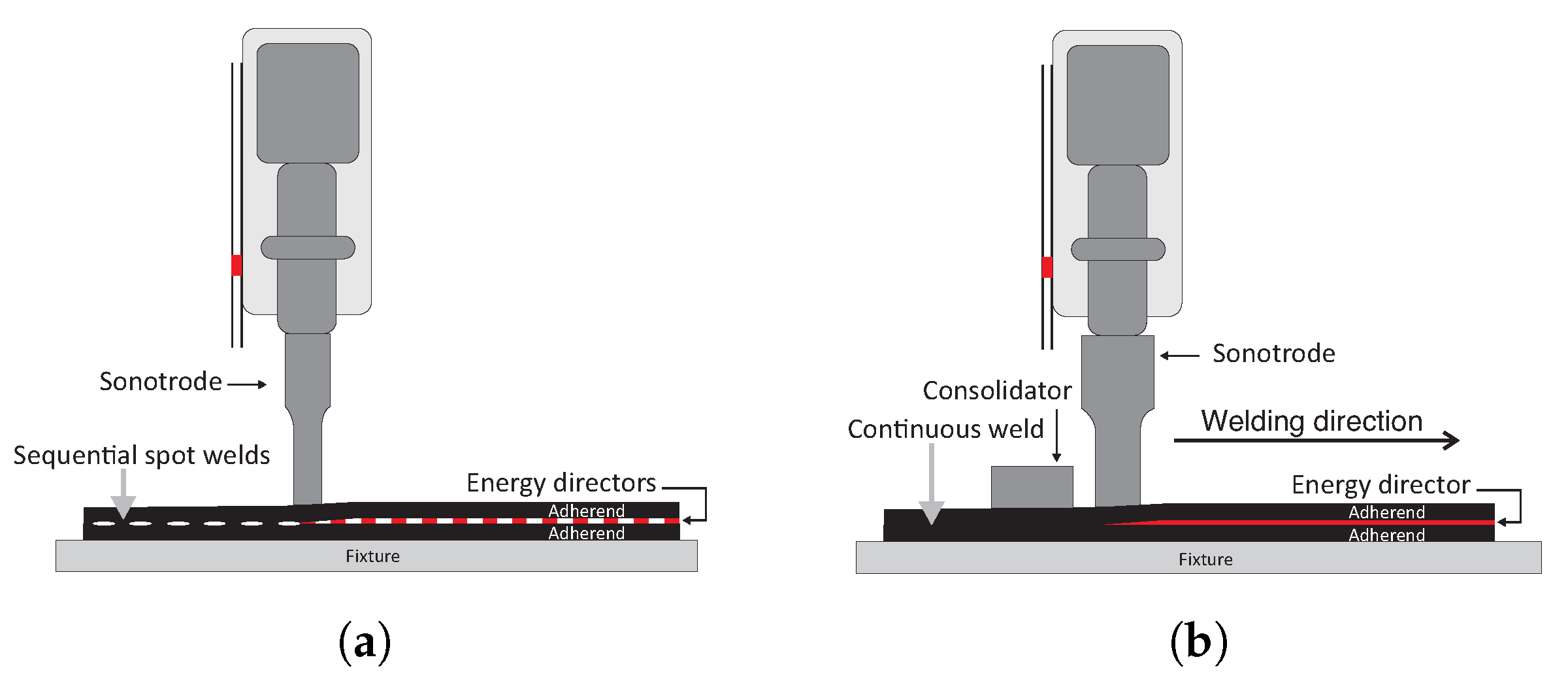
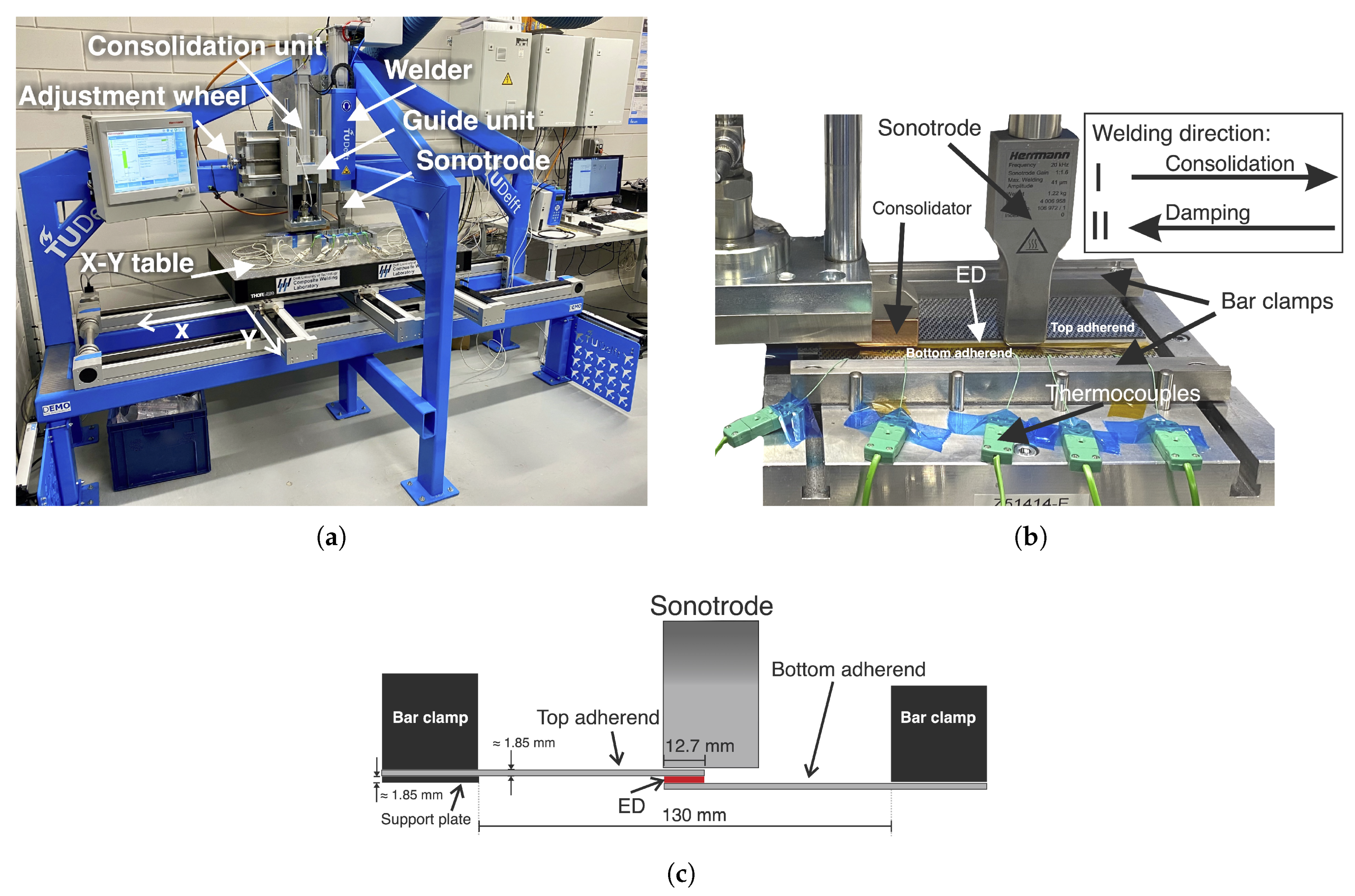
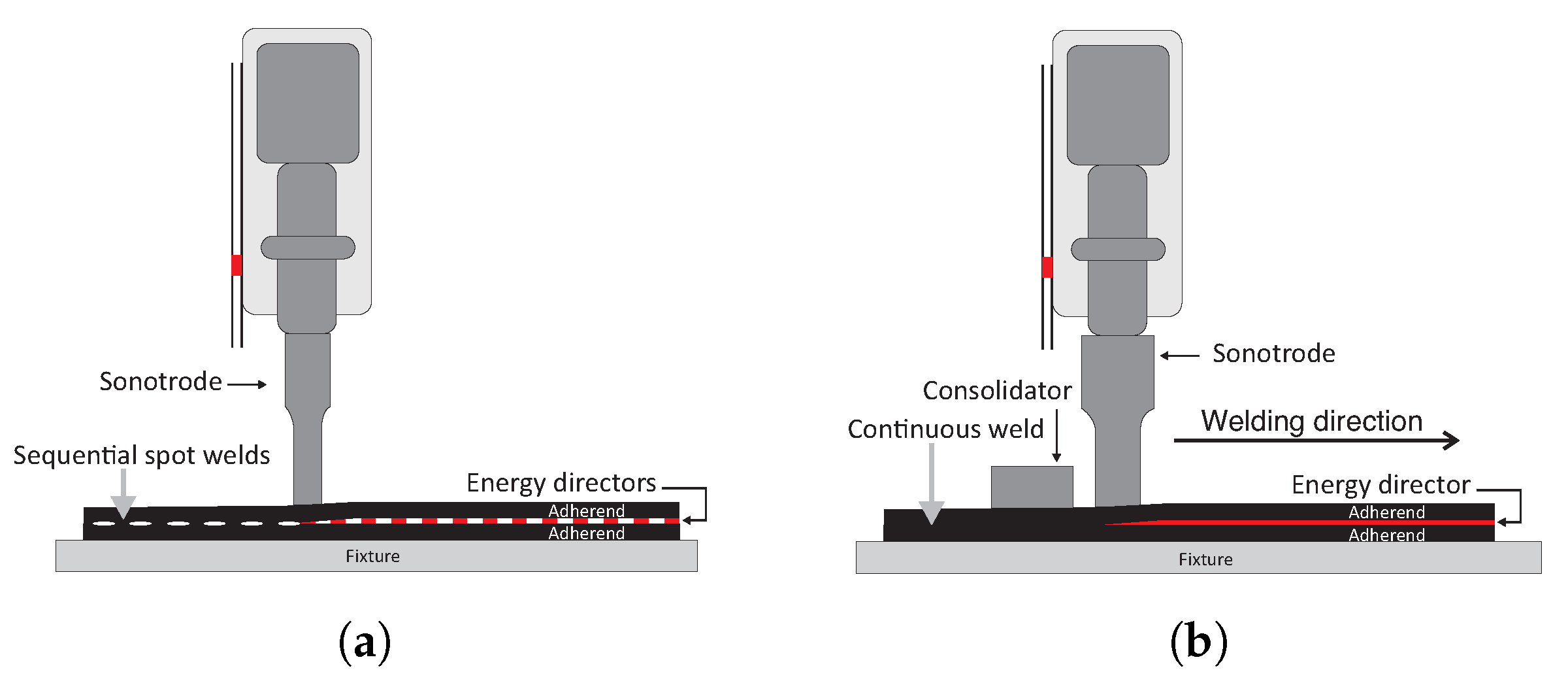
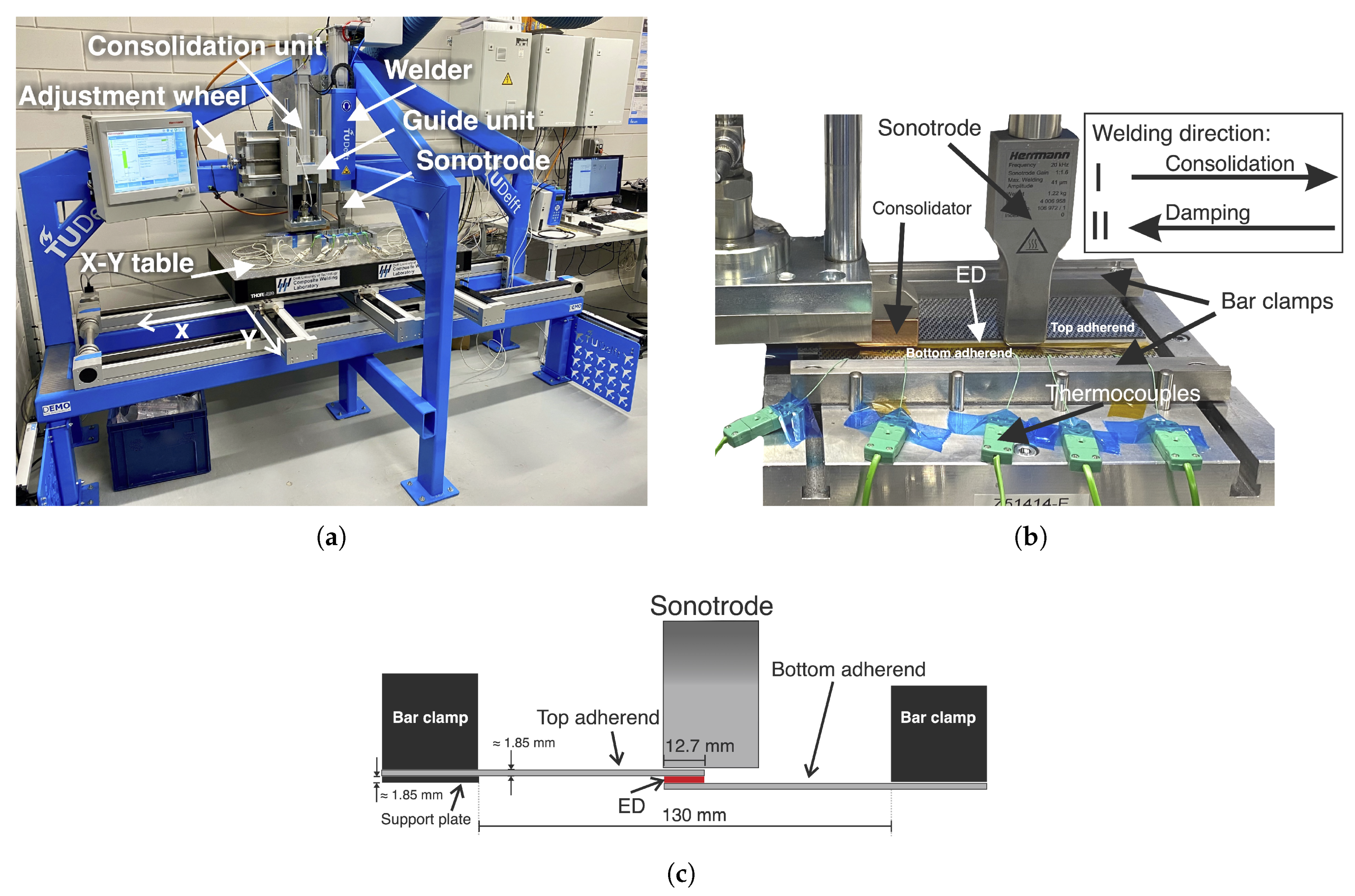
2.2. Continuous Ultrasonic Welding
2.3. Static Ultrasonic Welding
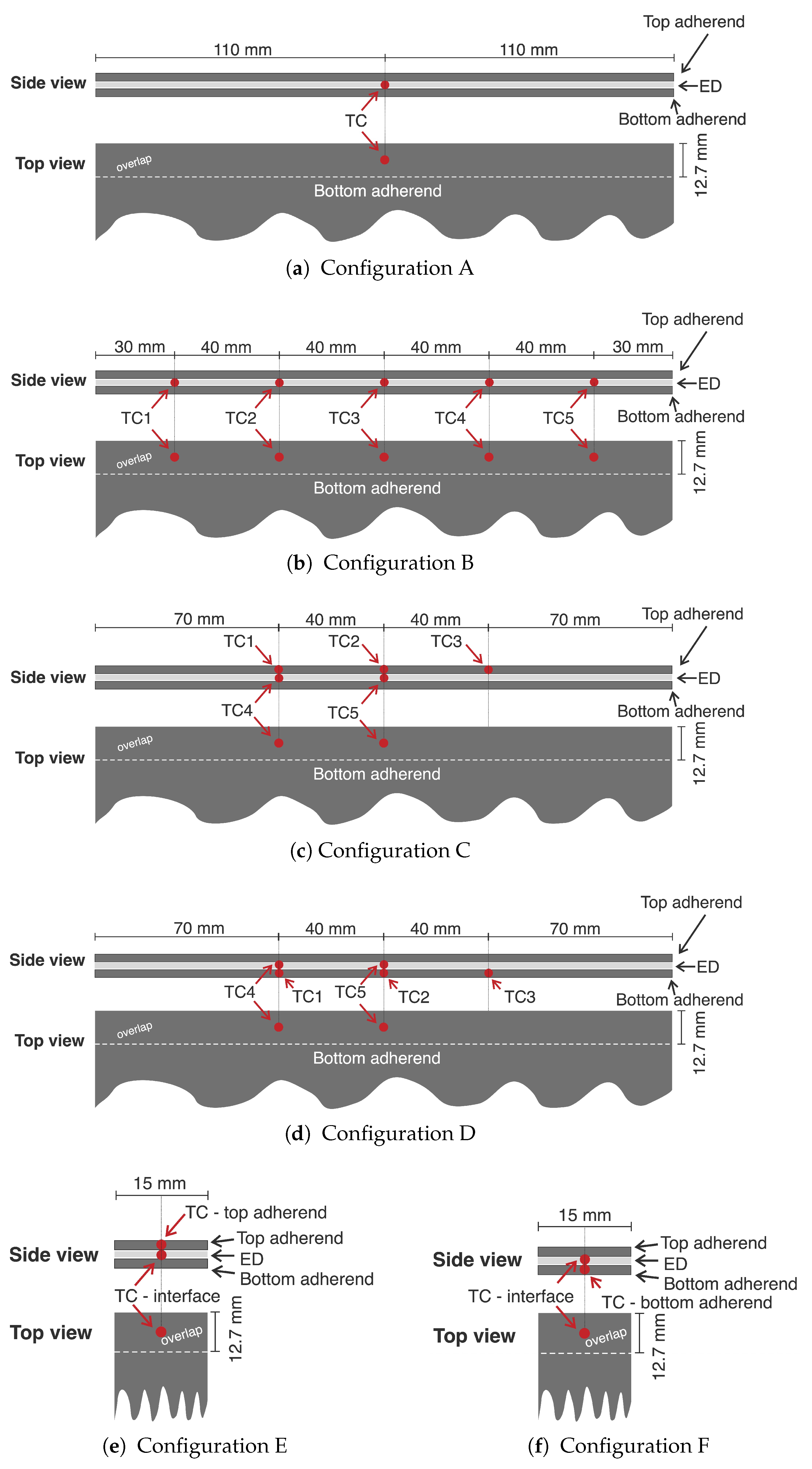
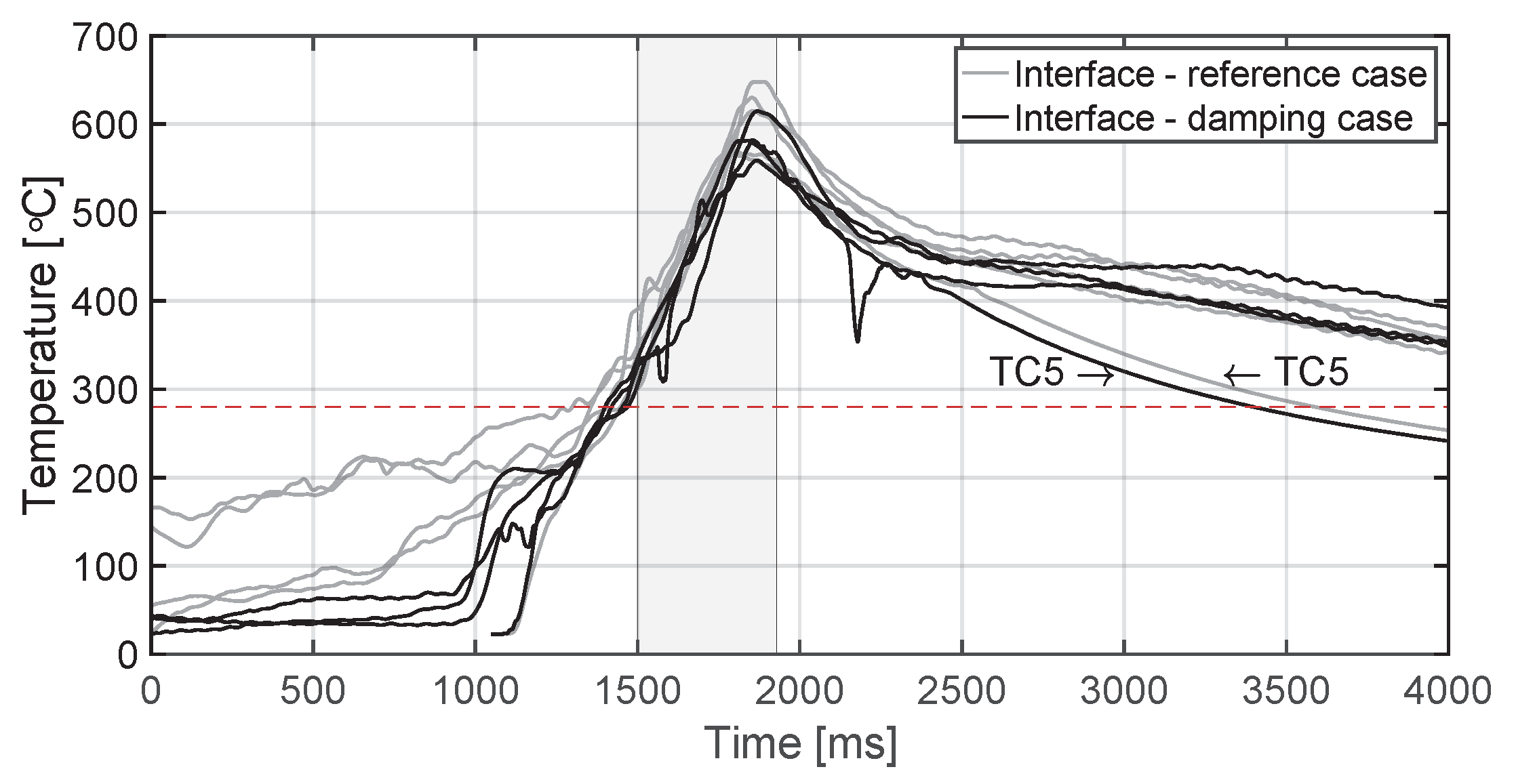
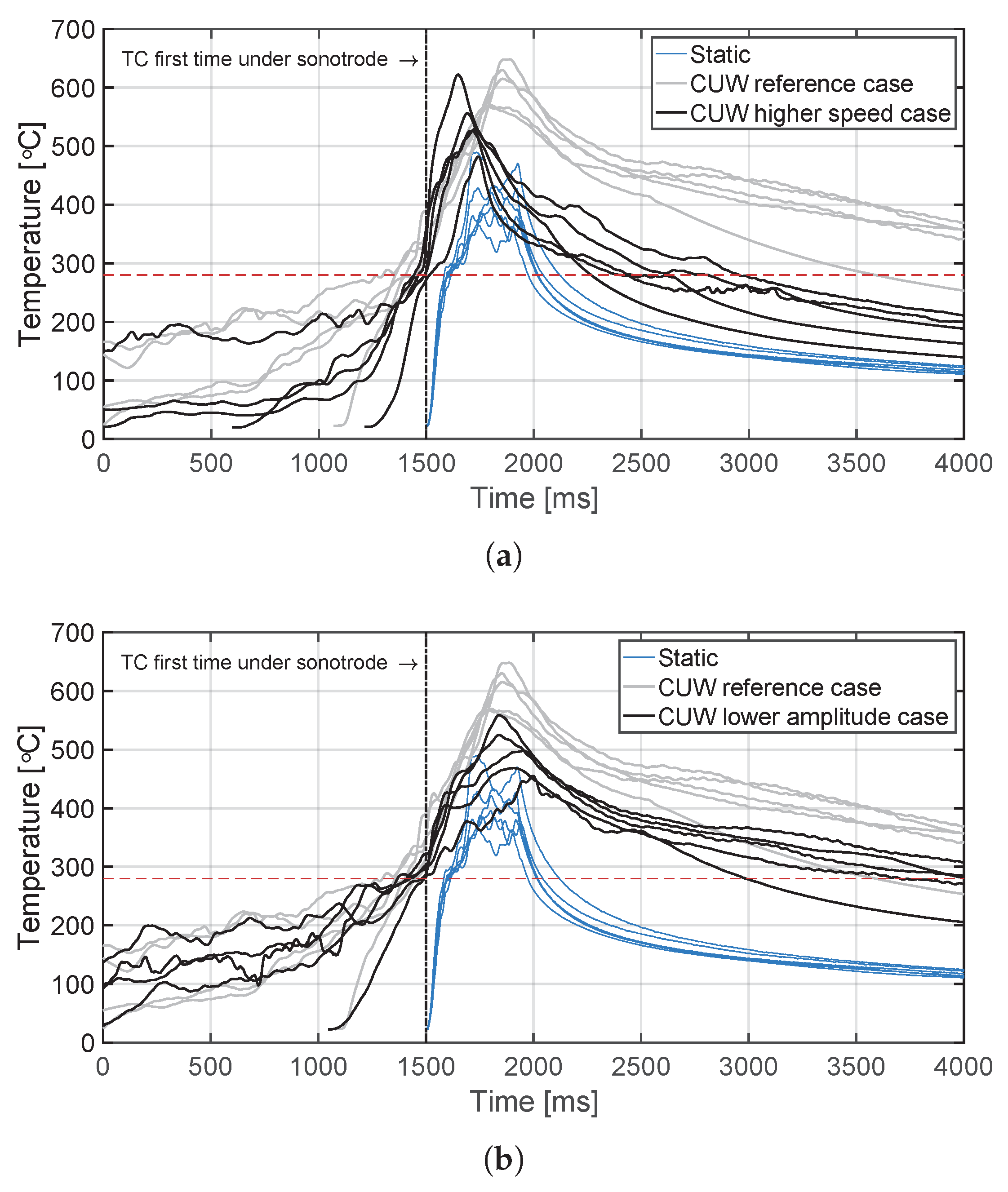
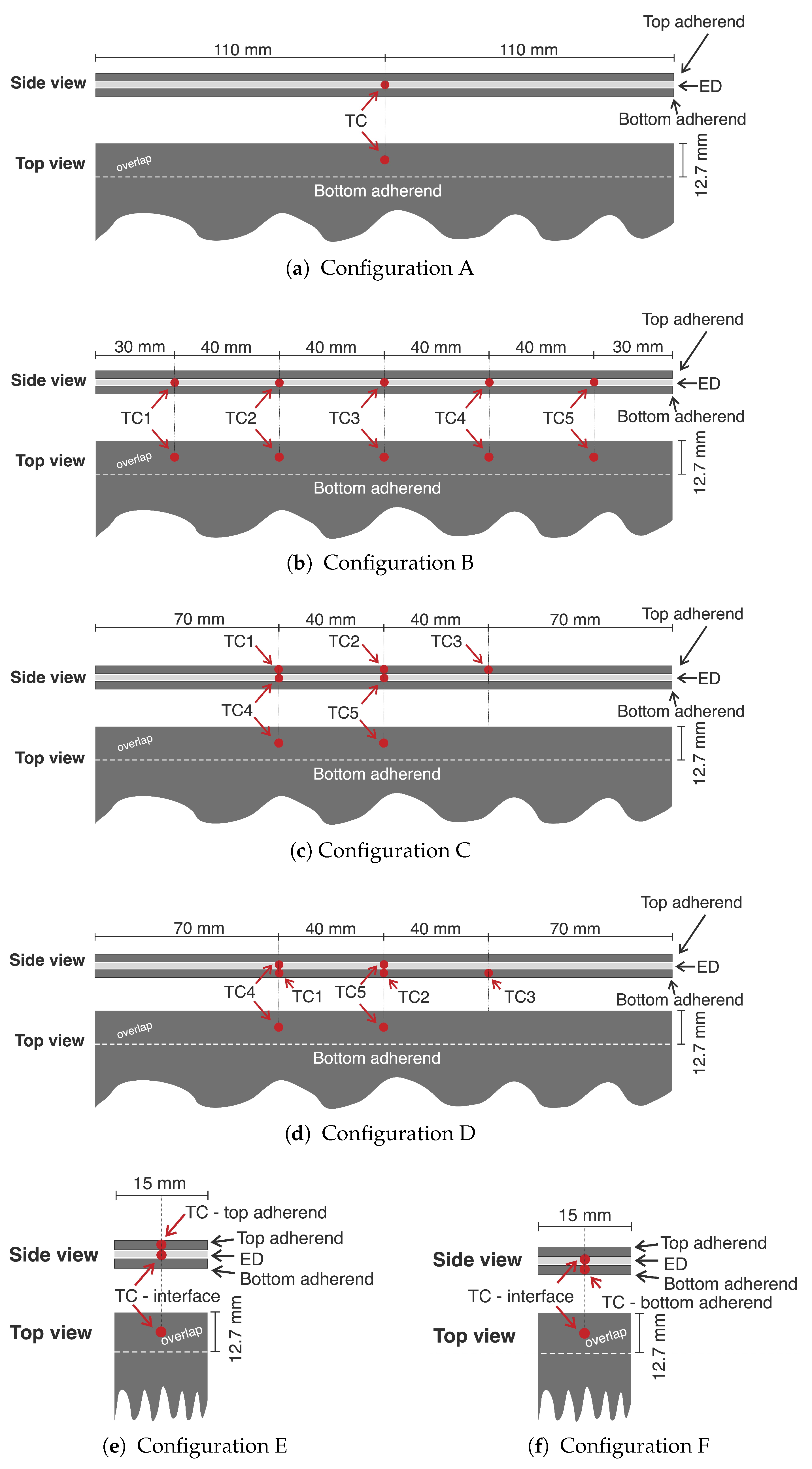
2.4. Temperature Measurements
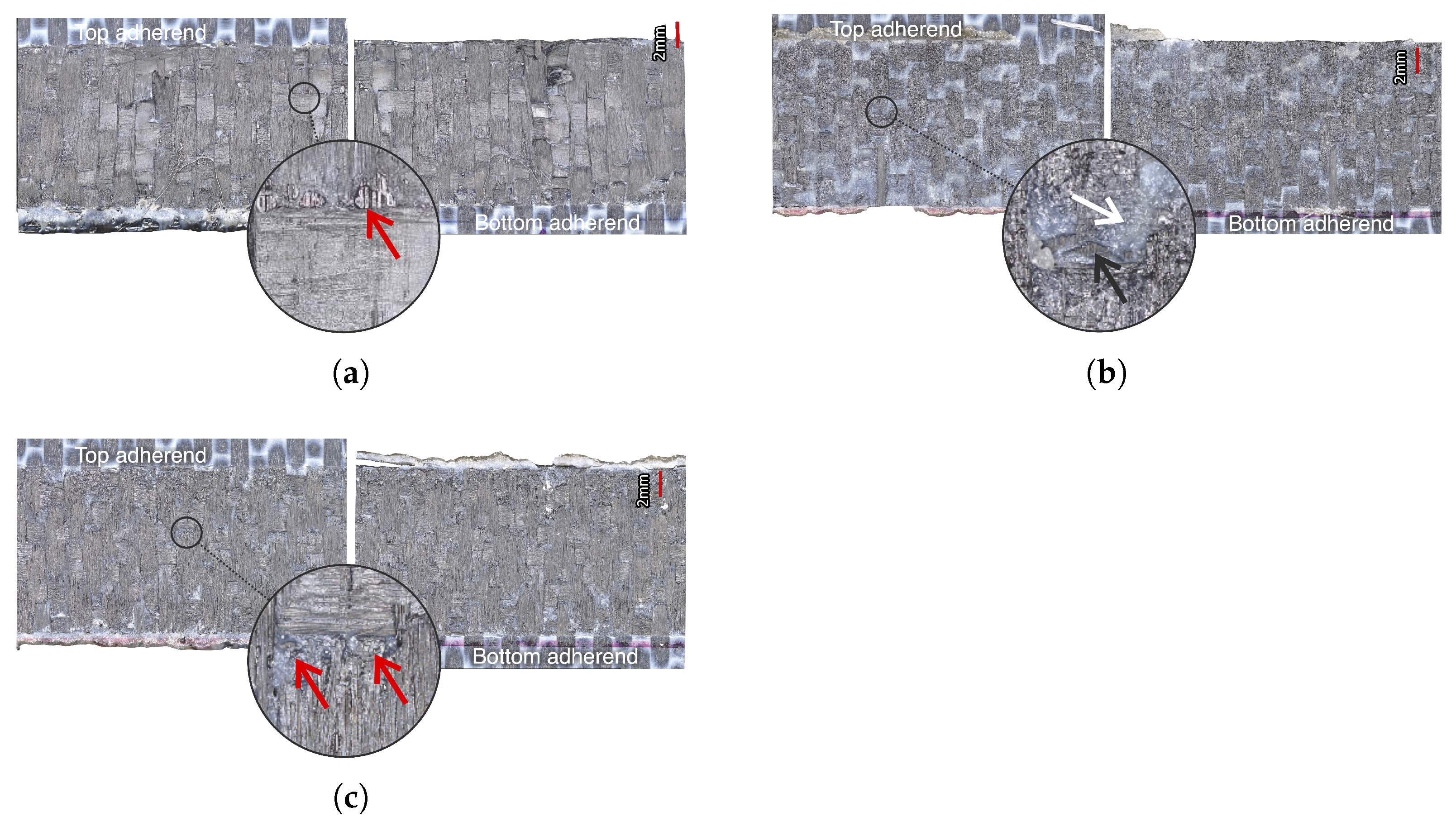
2.5. Testing and Analysis Techniques
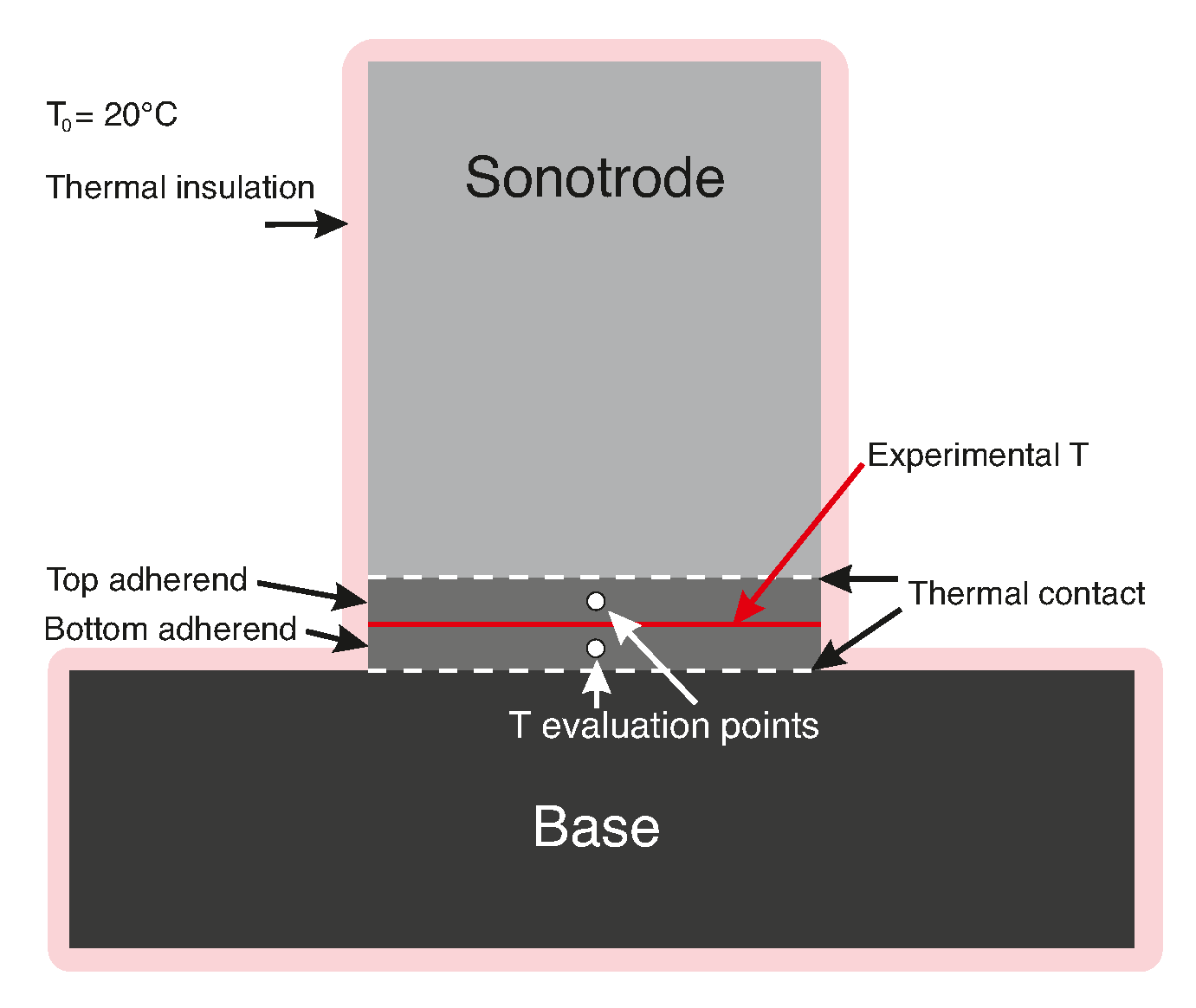
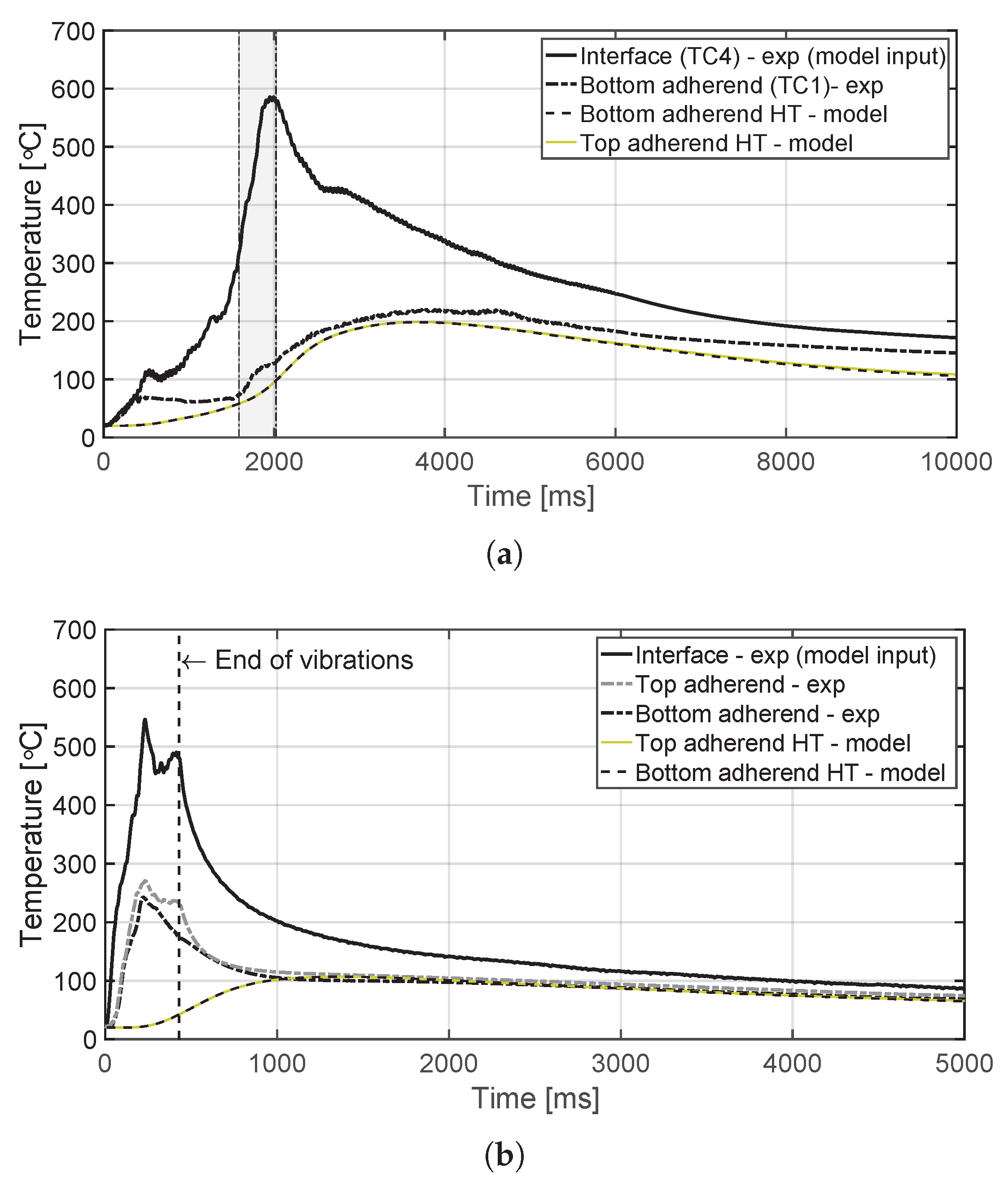
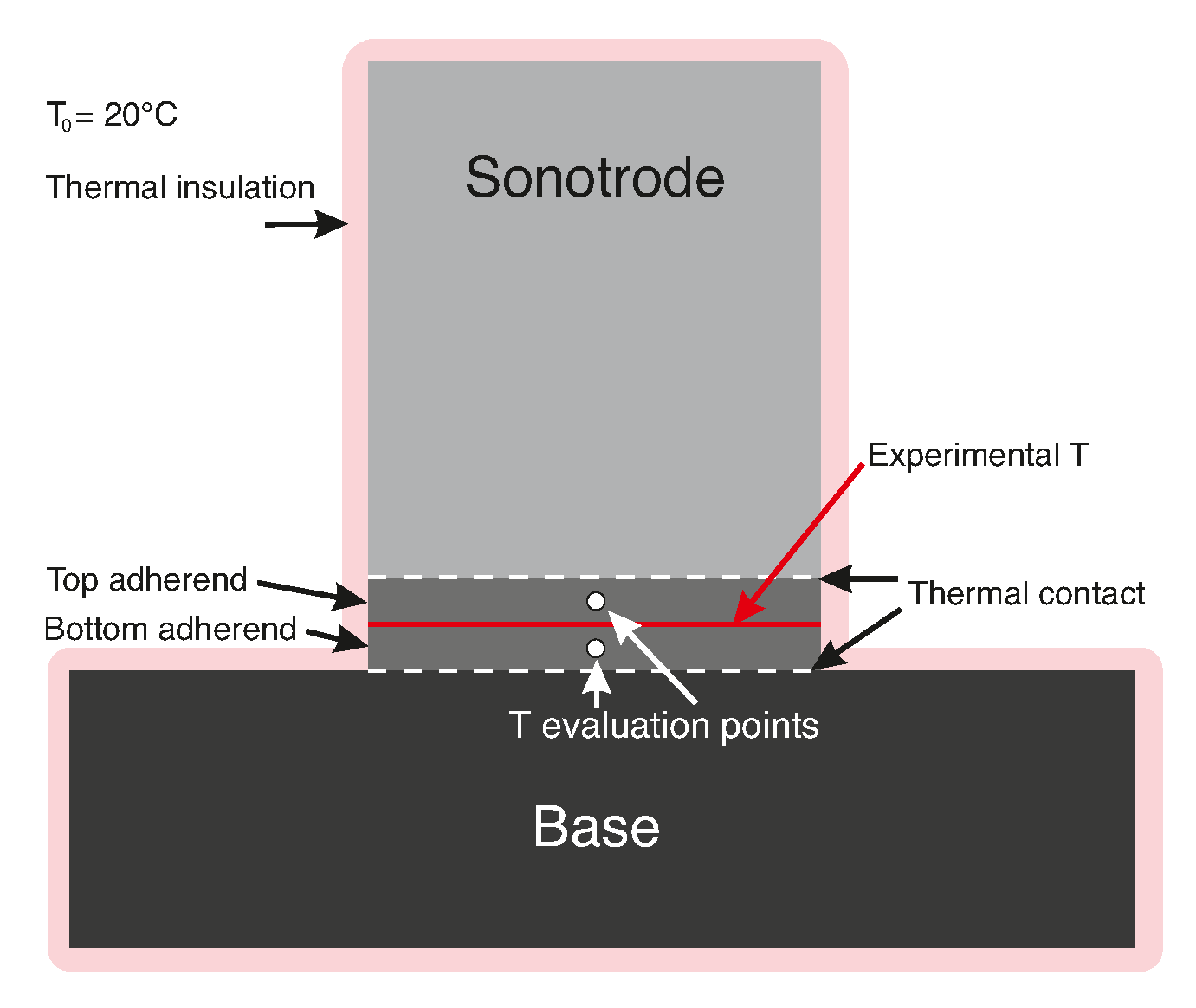
2.6. Heat Transfer Model
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ageorges, C.; Ye, L.; Hou, M. Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos.-Part A Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Villegas, I.F.; Moser, L.; Yousefpour, A.; Mitschang, P.; Bersee, H.E. Process and performance evaluation of ultrasonic, induction and resistance welding of advanced thermoplastic composites. J. Thermoplast. Compos. Mater. 2013, 26, 1007–1024. [Google Scholar] [CrossRef]
- Yousefpour, A.; Hojjati, M.; Immarigeon, J. Fusion Bonding/Welding of Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2004, 17, 303–341. [Google Scholar] [CrossRef]
- Offringa, A. New thermoplastic composite design concepts and their automated manufacture. JEC Compos. Mag. 2010, 58, 45–49. [Google Scholar]
- Gardiner, G. Thermoplastic composites gain leading edge on the A380. High-Perform. Compos. 2006, 14, 50–55. [Google Scholar]
- Grouve, W.; Vruggink, E.; Sacchetti, F.; Akkerman, R. Induction heating of UD C/PEKK cross-ply laminates. Procedia Manuf. 2020, 47, 29–35. [Google Scholar] [CrossRef]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Des. 2017, 120, 212–221. [Google Scholar] [CrossRef]
- Brassard, D.; Dubé, M.; Tavares, J.R. Resistance welding of thermoplastic composites with a nanocomposite heating element. Compos. Part B Eng. 2019, 165, 779–784. [Google Scholar] [CrossRef]
- Lundström, F.; Frogner, K.; Andersson, M. Analysis of the temperature distribution in weave-based CFRP during induction heating using a simplified numerical model with a cross-ply representation. Compos. Part B Eng. 2021, 223, 109153. [Google Scholar] [CrossRef]
- Barazanchy, D.; van Tooren, M. Heating mechanisms in induction welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 2021, 08927057211011621. [Google Scholar] [CrossRef]
- Nagel, L.; Herwig, A.; Schmidt, C.; Horst, P. Numerical Investigation of Residual Stresses in Welded Thermoplastic CFRP Structures. J. Compos. Sci. 2021, 5, 45. [Google Scholar] [CrossRef]
- Xiong, X.; Wang, D.; Ren, R.; Zhao, P.; Cui, X.; Ji, S. Improved mechanical properties of resistance welded joints of thermoplastic composites by versatile graphene oxide. J. Adhes. Sci. Technol. 2021, 35, 1099–1113. [Google Scholar] [CrossRef]
- Köhler, F.; Villegas, I.; Dransfeld, C.; Herrmann, A. Static ultrasonic welding of carbon fibre unidirectional thermoplastic materials and the influence of heat generation and heat transfer. J. Compos. Mater. 2021, 55, 2087–2102. [Google Scholar] [CrossRef]
- Jongbloed, B.; Teuwen, J.; Benedictus, R.; Villegas, I.F. On differences and similarities between static and continuous ultrasonic welding of thermoplastic composites. Compos. Part B Eng. 2020, 203, 108466. [Google Scholar] [CrossRef]
- Jongbloed, B.C.P.; Vinod, R.; Teuwen, J.J.E.; Benedictus, R.; Villegas, I.F. (De)consolidation in Ultrasonic Welding of Thermoplastic Composites. Compos. Part A Appl. Sci. Manuf. 2021. under peer review. [Google Scholar]
- Zhang, Z.; Wang, X.; Luo, Y.; Zhang, Y.; Wang, L. Study on Heating Process of Ultrasonic Welding for Thermoplastics. J. Thermoplast. Compos. Mater. 2010, 23, 647–664. [Google Scholar] [CrossRef]
- Benatar, A.; Gutowski, T. Ultrasonic welding of PEEK graphite APC-2 composites. Polym. Eng. Sci. 1989, 29, 1705–1721. [Google Scholar] [CrossRef]
- Tolunay, M.; Dawson, P.; Wang, K. Heating and bonding mechanisms in ultrasonic welding of thermoplastics. Polym. Eng. Sci. 1983, 23, 726–733. [Google Scholar] [CrossRef]
- Villegas, I. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J. Thermoplast. Compos. Mater. 2015, 28, 66–85. [Google Scholar] [CrossRef]
- Villegas, I.; Valle Grande, B.; Bersee, H.; Benedictus, R. A comparative evaluation between flat and traditional energy directors for ultrasonic welding of CF/PPS thermoplastic composites. Compos. Interfaces 2015, 22, 717–729. [Google Scholar] [CrossRef]
- Villegas, I.; Palardy, G. Ultrasonic welding of CF/PPS composites with integrated triangular energy directors: Melting, flow and weld strength development. Compos. Interfaces 2017, 24, 515–528. [Google Scholar] [CrossRef] [Green Version]
- Benatar, A.; Eswaran, R.V.; Nayar, S.K. Ultrasonic welding of thermoplastics in the near-field. Polym. Eng. Sci. 1989, 29, 1689–1698. [Google Scholar] [CrossRef]
- Palardy, G.; Villegas, I. On the effect of flat energy directors thickness on heat generation during ultrasonic welding of thermoplastic composites. Compos. Interfaces 2017, 24, 203–214. [Google Scholar] [CrossRef] [Green Version]
- Jongbloed, B.; Teuwen, J.; Palardy, G.; Villegas, I.F.; Benedictus, R. Continuous ultrasonic welding of thermoplastic composites: Enhancing the weld uniformity by changing the energy director. J. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Levy, A.; Le Corre, S.; Villegas, I. Modeling of the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J. Mater. Process. Technol. 2014, 214, 1361–1371. [Google Scholar] [CrossRef]
- Zhao, T.; Broek, C.; Palardy, G.; Villegas, I.; Benedictus, R. Towards robust sequential ultrasonic spot welding of thermoplastic composites: Welding process control strategy for consistent weld quality. Compos. Part A Appl. Sci. Manuf. 2018, 109, 355–367. [Google Scholar] [CrossRef] [Green Version]
- Zhao, T.; Rans, C.; Fernandez Villegas, I.; Benedictus, R. On sequential ultrasonic spot welding as an alternative to mechanical fastening in thermoplastic composite assemblies: A study on single-column multi-row single-lap shear joints. Compos. Part A Appl. Sci. Manuf. 2019, 120, 1–11. [Google Scholar] [CrossRef]
- Villegas, I.F.; Bramon, J.V. World Class Composite Solutions, TUDelft Work Package 3 Technical Report; Aerospace Structures and Materials, Faculty of Aerospace Engineering, Delft University of Technology: Delft, The Netherlands, 2018. [Google Scholar]
- Brito, C.B.G.; Teuwen, J.; Dransfeld, C.A.; Villegas, I.F. The effects of misaligned adherends on static ultrasonic welding of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2021. under peer review. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Welding Parameters (Speed/Time, Force, Amp) | Consolidation Parameters | Number of Welds | Adherend Size (mm) | Config (Figure 4) | Remarks |
|---|---|---|---|---|---|---|
| CUW | 35 mm/s, 500 N, 80 m | 800 N (1.6 MPa) | 1 | 220 × 101.6 | B | Setup with consolidation unit (Figure 3b). Reference case. |
| 35 mm/s, 500 N, 80 m | 800 N (1.6 MPa) | 1 | 220 × 101.6 | C | Setup with consolidation unit (Figure 3b). | |
| 35 mm/s, 500 N, 80 m | 800 N (1.6 MPa) | 3 | 220 × 101.6 | D | Setup with consolidation unit (Figure 3b). | |
| 35 mm/s, 500 N, 80 m | 800 N (1.6 MPa) | 1 | 220 × 101.6 | B | Setup with consolidation unit as damping unit (Figure 3b). | |
| 65 mm/s, 500 N, 80 m | 800 N (1.6 MPa) | 1 | 220 × 101.6 | B | Setup with consolidation unit (Figure 3b). Higher speed case. | |
| 35 mm/s, 500 N, 70 m | 800 N (1.6 MPa) | 1 | 220 × 101.6 | B | Setup with consolidation unit (Figure 3b). Lower amp case. | |
| SUW | 430 ms, 500 N, 80 m | 300 N (1.6 MPa) for 4 s | 6 | 15 × 101.6 | E | - |
| 430 ms, 500 N, 80 m | 300 N (1.6 MPa) for 4 s | 3 | 15 × 101.6 | F | - | |
| 430 ms, 500 N, 80 m | 300 N (1.6 MPa) for 4 s | 2 | 220 × 101.6 | A | Static weld at TC location |
| CF/PPS Adherends | ||
|---|---|---|
| Property | Value | Remarks |
| Density | 1540 kg/m | Calculated based on weight measurements |
| Heat capacity | 681 J/(kgC) | Value taken at 20 C [28] |
| Thermal conductivity (k) | 0.34 W/(mC) | Value taken at 20 C [28] |
| Aluminum Base | ||
| Property | Value | Remarks |
| Density | 2665 kg/m | From COMSOL material library of aluminum 5083 |
| Heat capacity | 955 J/(kgC) | From COMSOL material library of aluminum 5083 Value shown at 20 C |
| Thermal conductivity (k) | 120 W/(mC) | From COMSOL material library of aluminum 5083 Value shown at 20 C |
| Steel Sonotrode | ||
| Property | Value | Remarks |
| Density | 7860 kg/m | From COMSOL material library of steel 1040 |
| Heat capacity | 480 J/(kgC) | From COMSOL material library of steel 1040 Value shown at 20 C |
| Thermal conductivity (k) | 52 W/(mC) | From COMSOL material library of steel 1040 Value shown at 20 C |
| Process | Parameters (Speed/Time, Force, Amplitude) | LSS (MPa) | Remarks |
|---|---|---|---|
| CUW | 35 mm/s, 500 N, 80 m | 39.6 ± 2.3 (n = 5) | Reference case. Samples tested from configuration B with consolidation unit (Figure 3b). |
| CUW | 35 mm/s, 500 N, 70 m | 37.2 ± 2.5 (n = 5) | Lower amplitude case. Samples tested from configuration B with consolidation unit (Figure 3b). |
| CUW | 65 mm/s, 500 N, 80 m | 25.0 ± 3.9 (n = 5) | Higher speed case. Samples tested from configuration B with consolidation unit (Figure 3b). |
| SUW | 440 ms, 500 N, 80 m | 34.3 ± 1.2 (n = 4) | Value taken from [14]. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jongbloed, B.C.P.; Teuwen, J.J.E.; Benedictus, R.; Villegas, I.F. A Study on Through-the-Thickness Heating in Continuous Ultrasonic Welding of Thermoplastic Composites. Materials 2021, 14, 6620. https://doi.org/10.3390/ma14216620
Jongbloed BCP, Teuwen JJE, Benedictus R, Villegas IF. A Study on Through-the-Thickness Heating in Continuous Ultrasonic Welding of Thermoplastic Composites. Materials. 2021; 14(21):6620. https://doi.org/10.3390/ma14216620
Chicago/Turabian StyleJongbloed, Bram C. P., Julie J. E. Teuwen, Rinze Benedictus, and Irene Fernandez Villegas. 2021. "A Study on Through-the-Thickness Heating in Continuous Ultrasonic Welding of Thermoplastic Composites" Materials 14, no. 21: 6620. https://doi.org/10.3390/ma14216620
APA StyleJongbloed, B. C. P., Teuwen, J. J. E., Benedictus, R., & Villegas, I. F. (2021). A Study on Through-the-Thickness Heating in Continuous Ultrasonic Welding of Thermoplastic Composites. Materials, 14(21), 6620. https://doi.org/10.3390/ma14216620