
Experimental and Numerical Development on Multi-Material Joining Technology for Sandwich-Structured Composite Materials

 ,
,  ,
,
Abstract
:1. Introduction
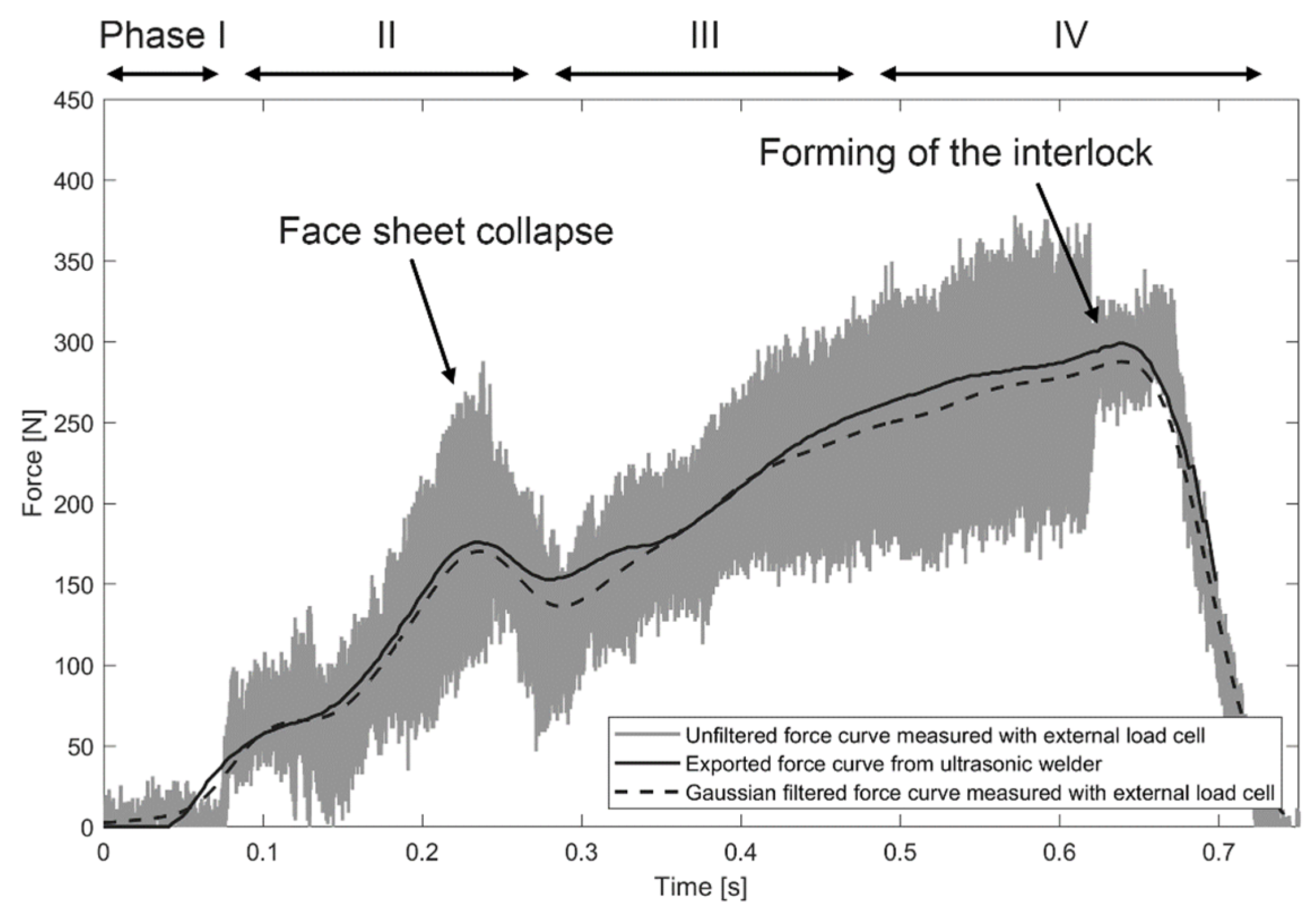
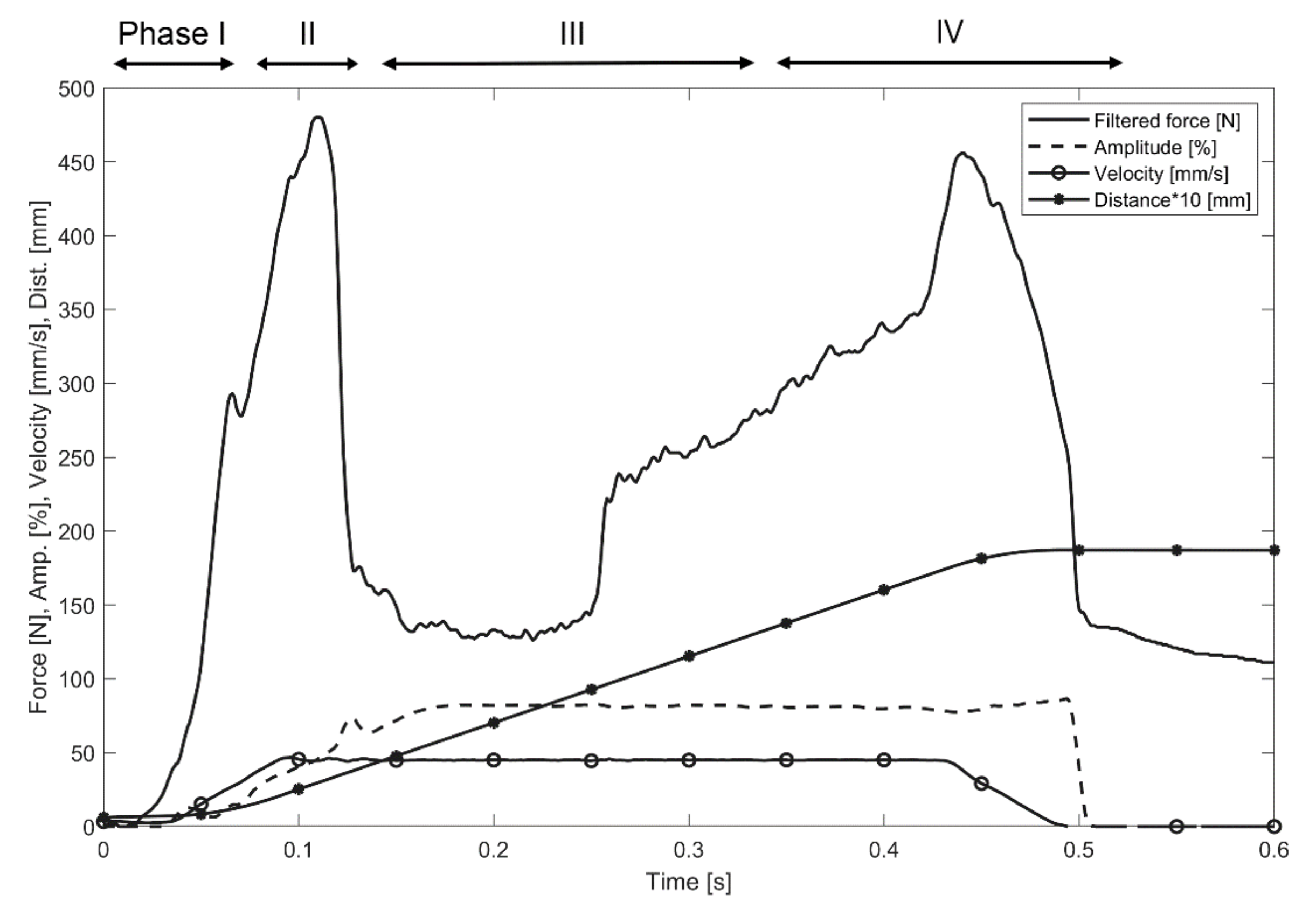
- Phase 1: Ultrasonic device moves to target position to start joining process.
- Phase 2: Pressure is increased on the thermoplastic pin until the trigger force is reached that starts the ultrasonic excitation. The pressure continues to increase until the pin dynamically pierces the upper face sheet resulting in a local face sheet collapse.
- Phase 3: The thermoplastic pin moves through the substrate. Tolunay et al. [23] suggested that heating is solely due to mechanical dissipation of work through viscoelastic deformation. In the case of a flat energy director, the heating mechanism, as suggested by Zhang et al. [24] and Villegas et al. [17,18] also consists of frictional dissipation at the interface. The heat sources are based on two effects: bulk phenomena and friction-based interfacial heat sources. Based on available literature [23,25], heat generation appears in the material itself from the viscoelastic dissipation (bulk phenomena). This is based on the total or partial contact of the sonotrode (hammering effect), the loss modulus of the material, and the frequency and amplitude of the imposed strain.
- Phase 4: Intimate contact: During the insertion, the contact between the parent materials and connection element evolves as the surface of the connection element melts and flows/squeezed into the porous material. To take into account this effect Levy et al. [25] proposed an adapted model from Lee et al. [26] dependent on a dimensionless scalar definition that allows an assessment of the process quality.
2. Materials and Methods
2.1. Materials
2.2. Material Characterisation
2.3. Ultrasonic Equipment and Process Monitoring Tools
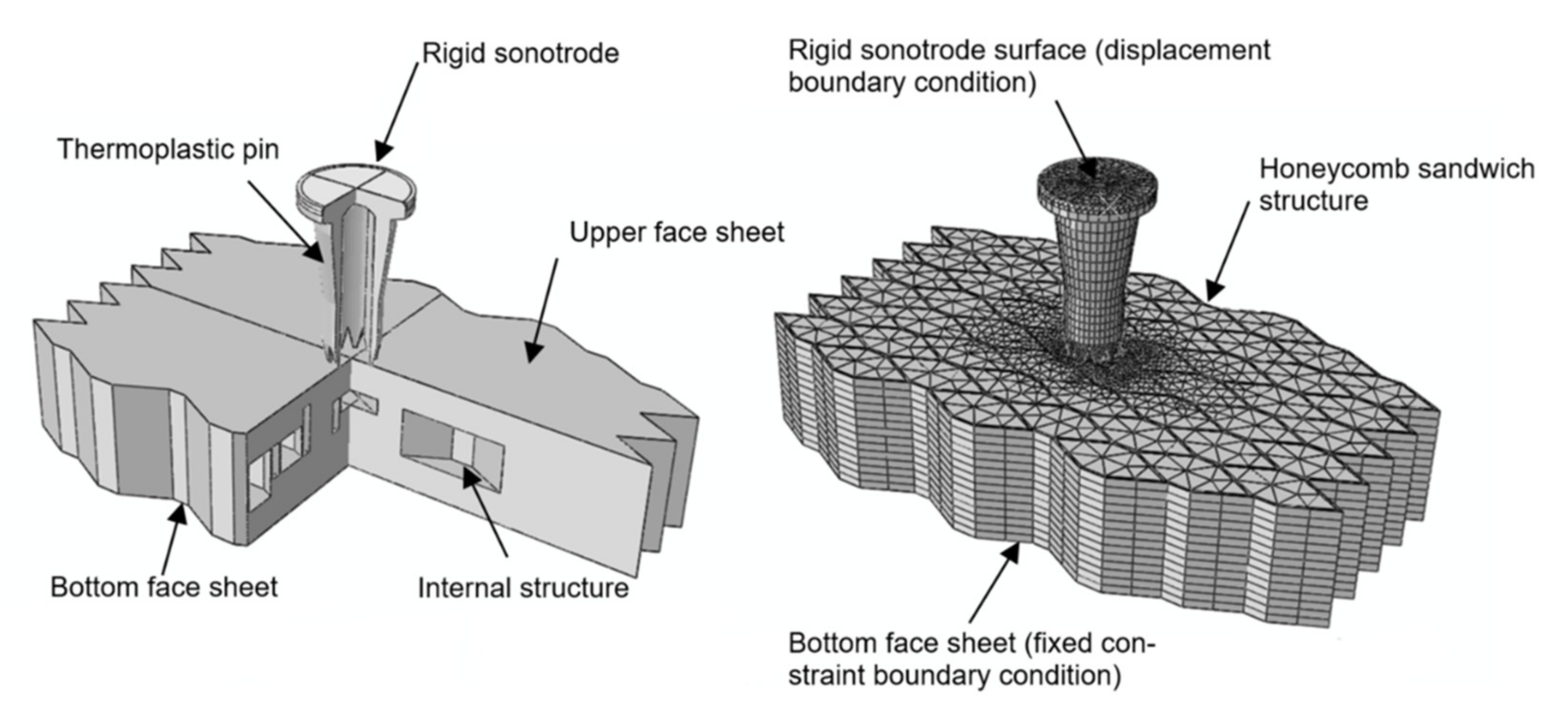
2.4. Numerical Methods
2.4.1. Thermo-Mechanical Model
2.4.2. Assessment of the Connection Quality
3. Results and Experimental Validation
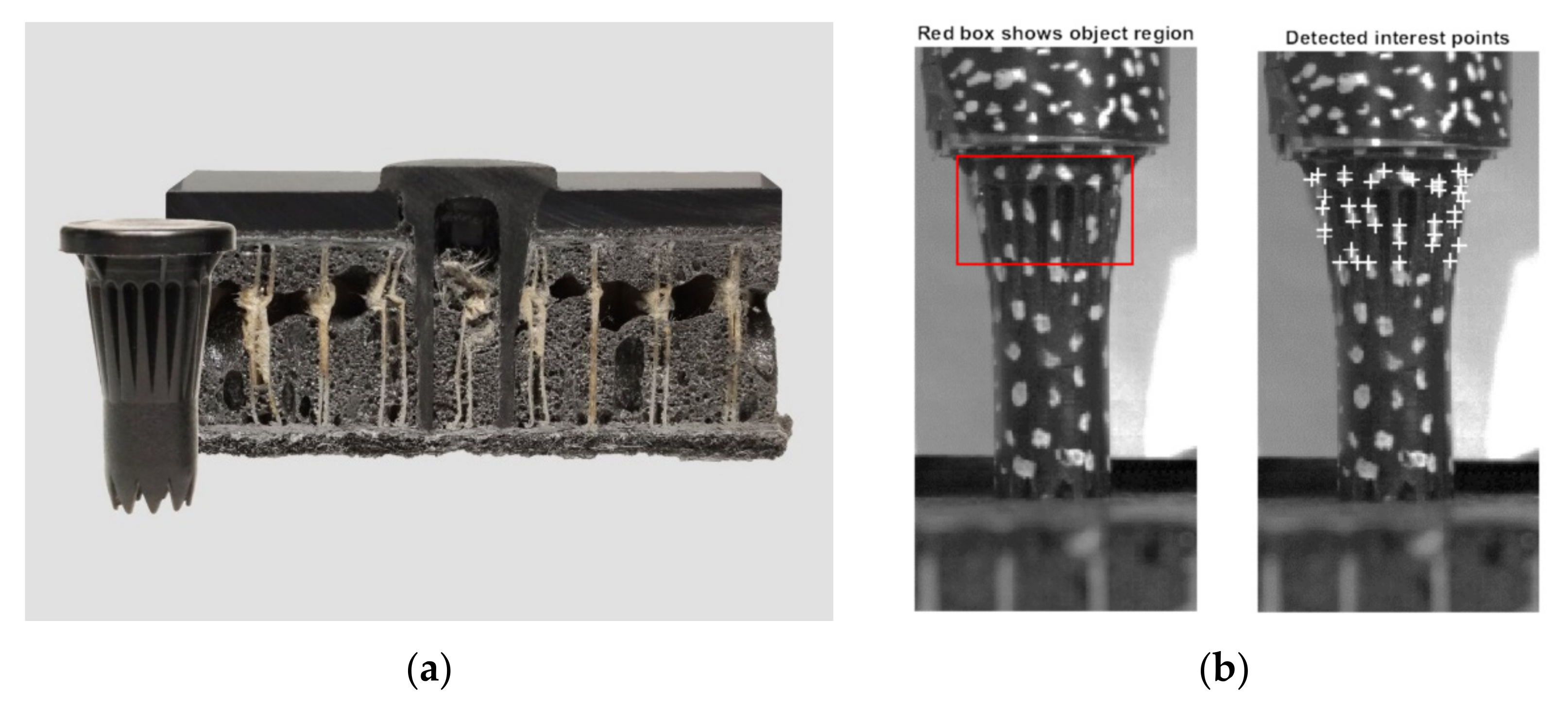
3.1. Geometry Reconstruction
3.2. Boundary Condition Reconstruction
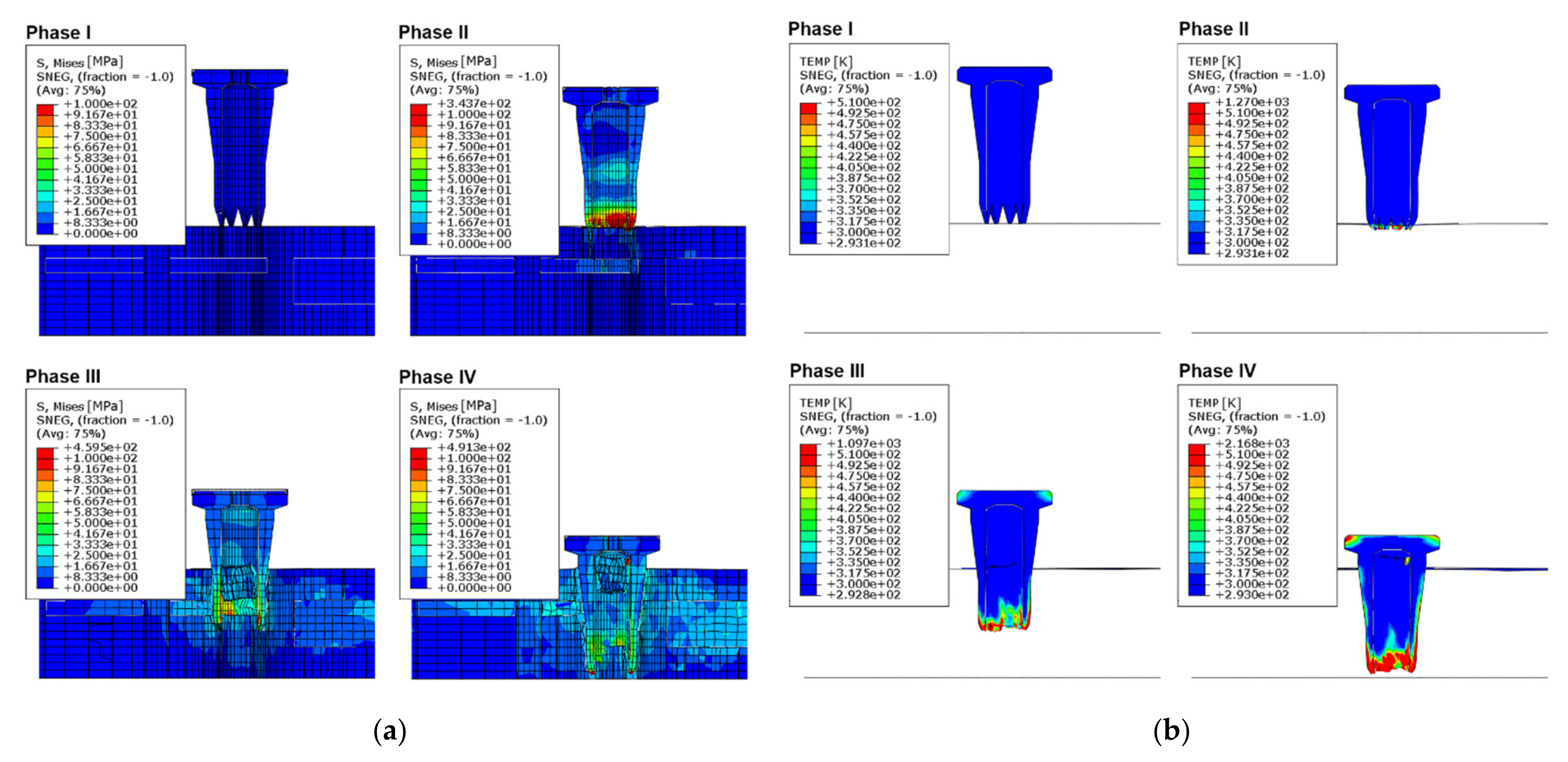
3.3. Stress and Temperature Distribution
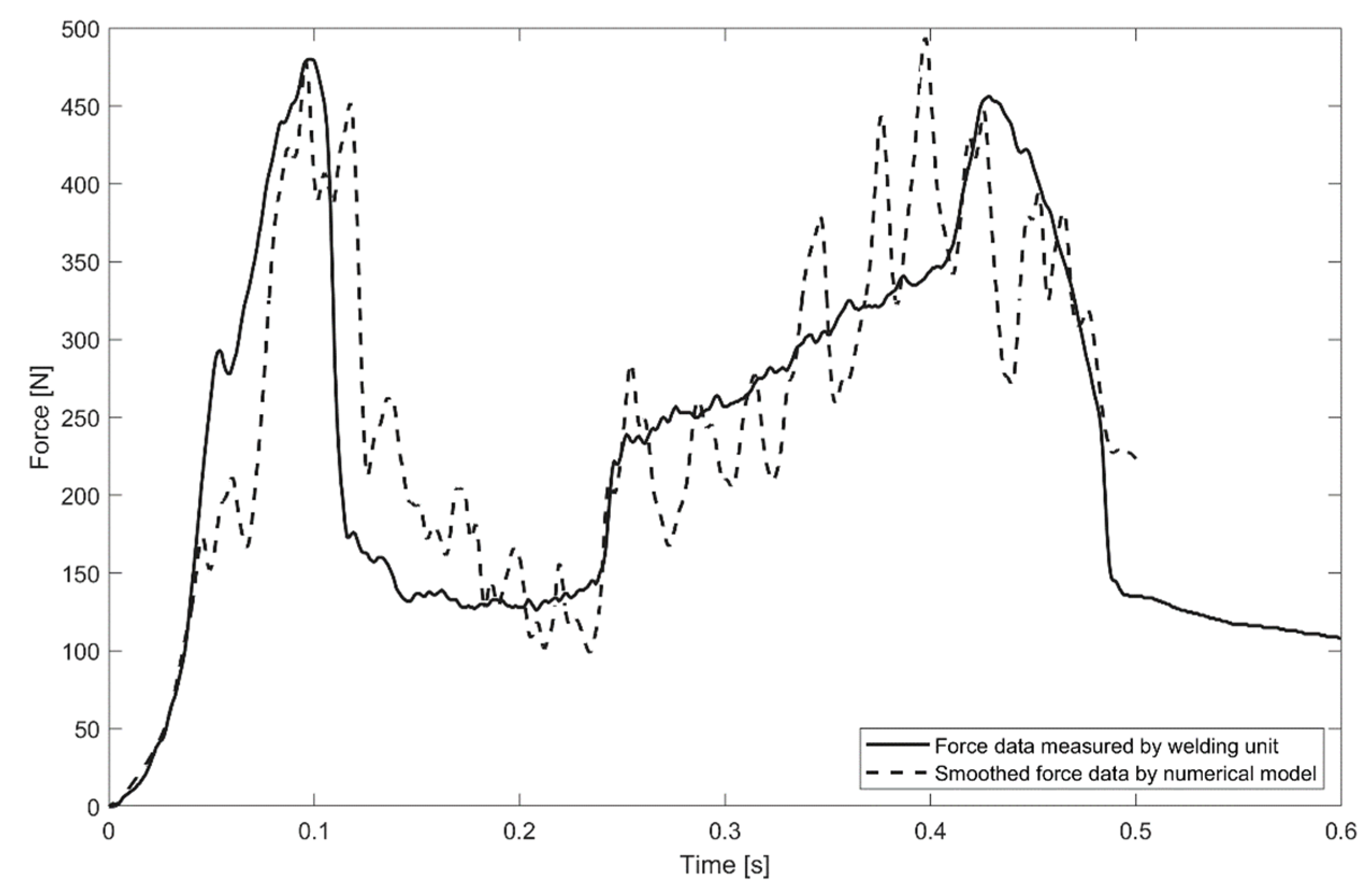
3.4. Reaction Forces
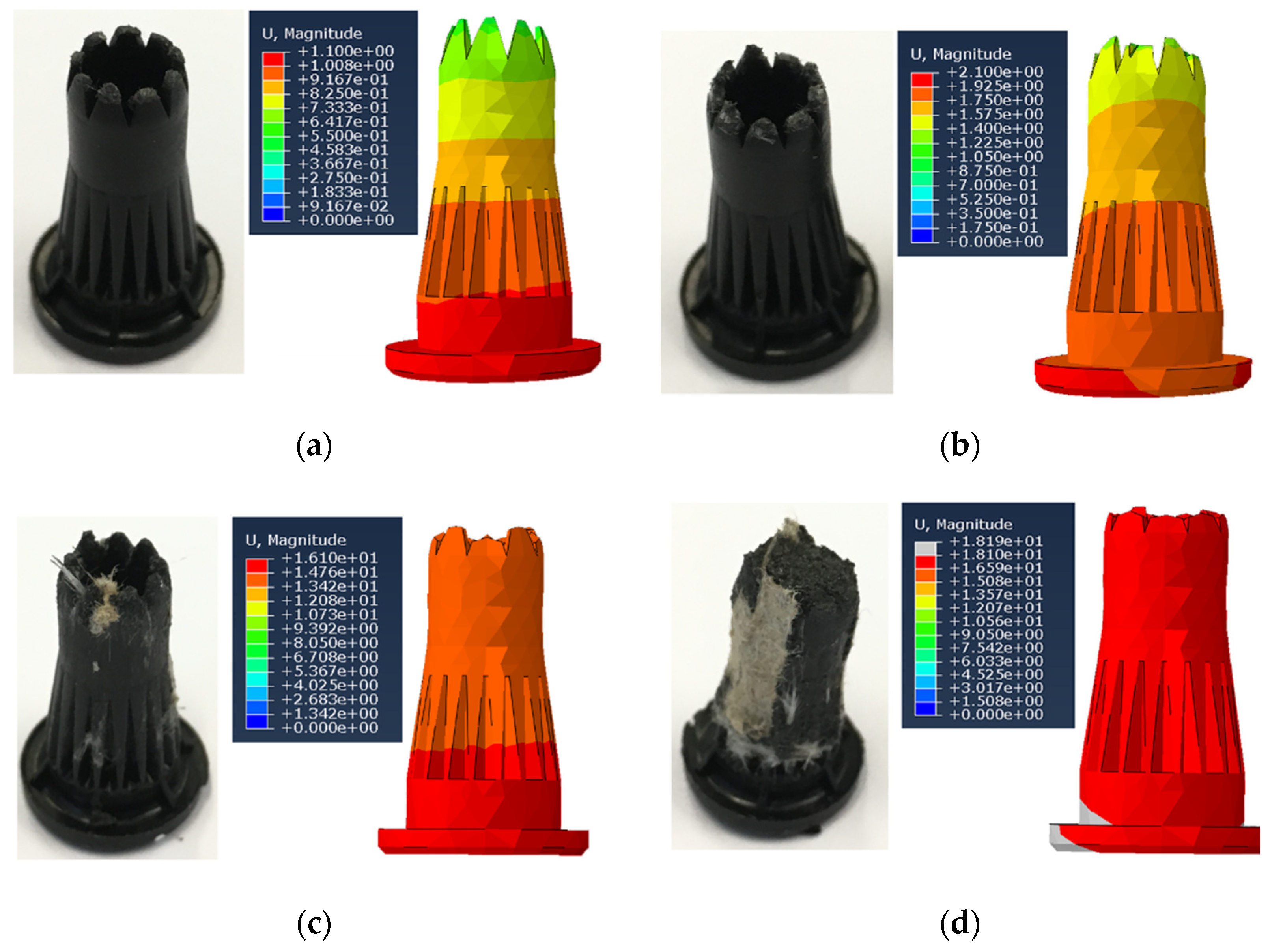
3.5. Damage Rate
- Before the upper face sheet collapse (collapse length is 0–1.5 mm): tips were partially melted and slightly deformed; approximate loss of original tip’s height was 10%.
- After the upper face sheet collapsed (collapse length is 1.5–3 mm): tips were partially destroyed; approximate loss of original tip’s height was 10–30% depending on local stiffness under a single tip.
- Before the pins reached the bottom face sheet (collapse length is 3–16 mm), the destruction rate was slightly increased. Since the substrate (foam) material was much softer than the pins, the pin did not meet significant resistance during its insertion through the core of the sandwich structure. However, during this step, the temperature of the tips increased significantly owing to friction.
- After the pins reached the bottom face sheet (collapse length is 18 mm): the tips lost most of their original height.
3.6. Hammering Coefficient
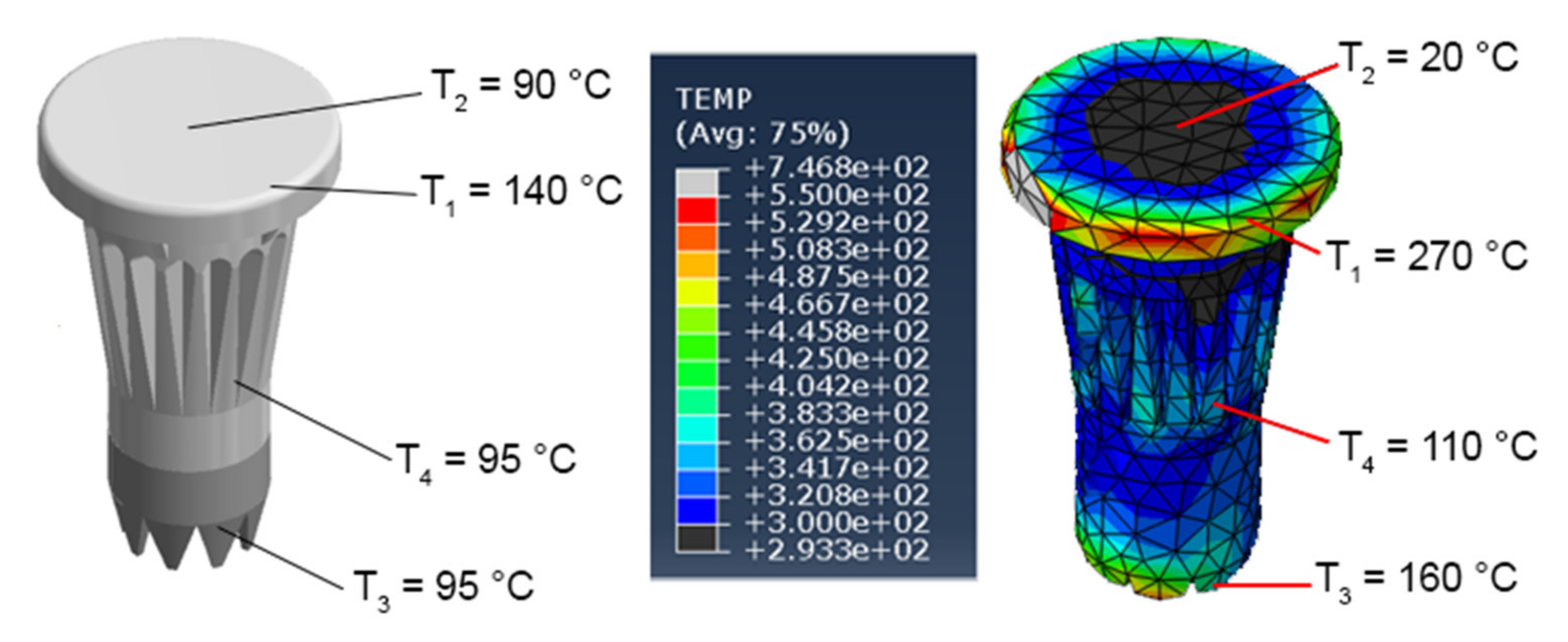
3.7. Temperature Distribution
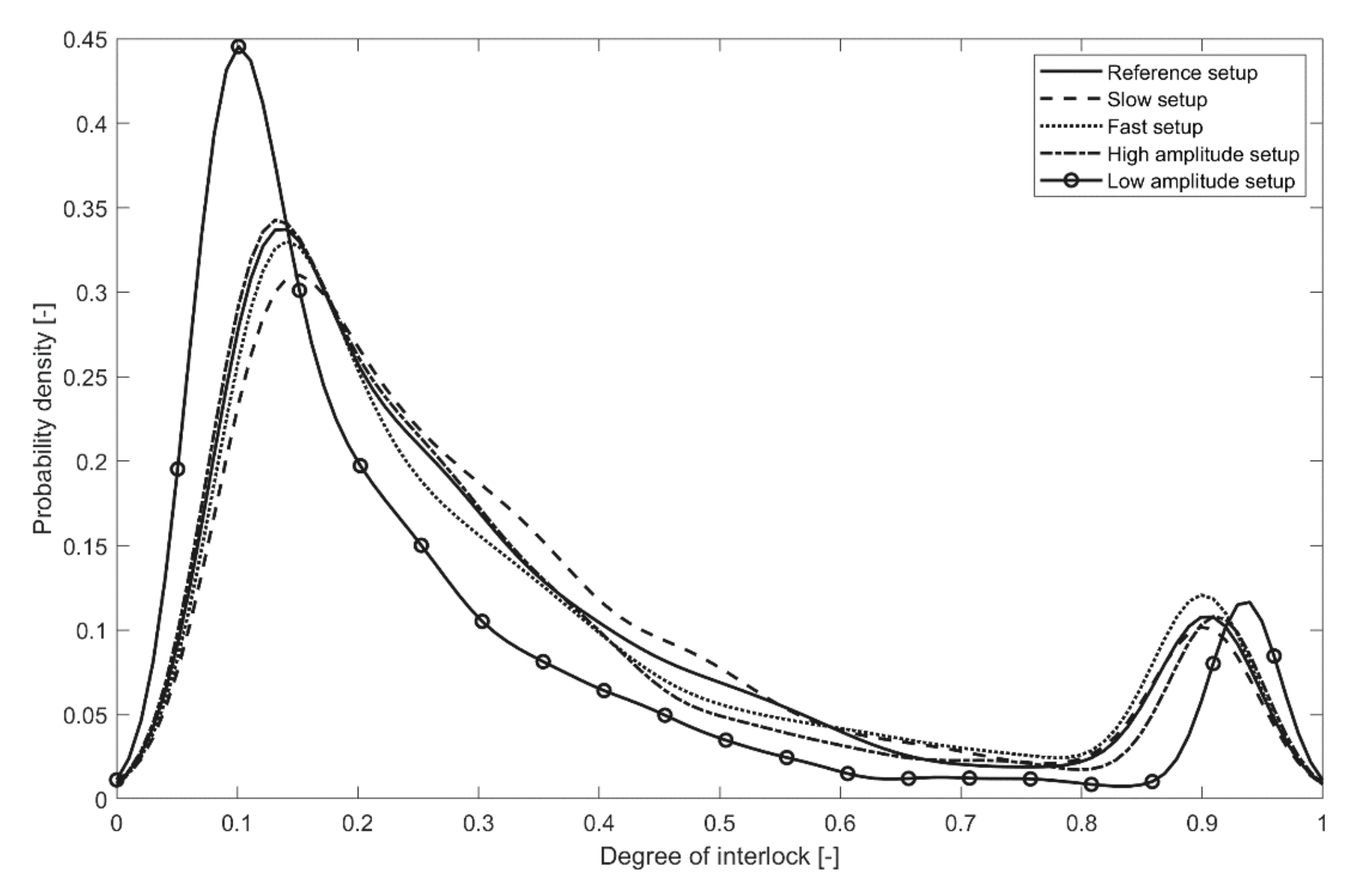
3.8. Connection Quality Evaluation
4. Conclusions
- Material properties of the pin and sandwich were defined using various experimental measuring techniques.
- The geometry in the numerical model was reconstructed based on computed tomography scans to ensure identical process conditions, pin position, and local foam distribution.
- The numerical model successfully calculated the damage rates and heat from friction and plastic deformations of the pin and sandwich structures.
- The model was verified and validated based on comparative experiments.
- The routine for the prediction of the connection quality from the finite-element model temperature and stress distribution was derived based on the degree of the interlock approach, which only showed reasonable agreement for significantly different process setups resulting in a prediction accuracy between 94–99%. Despite this fact, the methodology applied suits the potential for lowering the effort towards new pin and sonotrode materials.
- The numerical simulation and data analyses conducted during the process enabled the discrimination and identification of critical process and design features, such as hammering, damage rate or reaction force.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Domain/Surface | Pin | Face Sheet | Honeycomb Cell | Foam |
|---|---|---|---|---|
| Element type | A 4-node thermally coupled tetrahedron, linear displacement and temperature | A 3-node thermally coupled triangular thin shell, finite membrane strain. | A 6-node thermally coupled triangular prism, linear displacement, and temperature. | |
| Density [tonne/mm3] | 1.34 × 10−9 | 1.7 × 10−9 | 1.3 × 10−9 | 1.15 × 10−9 |
| Elastic modulus E [MPa] | Elastic modulus [MPa]/Temperature [K] 5500/303; 4051/323; 2357/348; 2085/373; 1784/398; 1587/423; 1314/473; 487/533 | 400 | 300 | |
| Poisson’s ratio ν [1] | 0.35 | 0.35 | 0.33 | 0.2 |
| Plastic properties | Stress [MPa]/Strain [1] 5/0; 10/0.005; 20/0.007; 30/0.01; 40/0.015; 50/0.017; 60/0.02; 70/0.025; 80/0.027; 90/0.03; 100/0.04; 110/0.045; 120/0.06; 130/0.07; 150/0.1 | - | Stress [MPa]/Strain [1] 30/0 55/0.39 | Stress [MPa]/Strain [1] 25/0 30/0.39 |
| Damage criteria | Ductile: displacement criteria | Hashin | Ductile: displacement criteria | Ductile: displacement criteria |
| Damage initiation | Equivalent plastic strain: Initiation strain [1]/Temperature [K] 0.5/300 0.4/400 0.3/500 | Tensile strength in the fibre direction /Compressive strength in the fibre direction /Tensile strength in the transverse direction /Compressive strength in the transverse direction /Longitudinal shear strength /Transverse shear strength 138/80/138/80/100/100 | Initiation strain [1]: 0.5 | Initiation strain [1]: 0.5 |
| Damage evolution | Effective plastic displacement: 0.4 | Energy: 1 × 10−9 | Effective plastic displacement: 0.001 | Effective plastic displacement: 0.001 |
| Thermal conductivity [W/mm/K] | Conductivity [W/mm/K]/Temperature [K] 0.36/300 0.5/400 0.6/500 | 0.1 | 0.1 | 0.1 |
| Specific heat [J/K/tonne] | 1.5 × 109 | 1 × 109 | 1 × 109 | 1 × 109 |
| Inelastic heat fraction [1] | 0.75 | - | 0.75 | 0.75 |
| Friction coefficient [1] | 0.5 | |||
| Fraction of frictional work [1] | 1 | |||
| Contact stiffness [MPa] | 850 |
References
- Lambiase, F.; Balle, F.; Blaga, L.-A.; Liu, F.; Amancio-Filho, S.T. Friction-based processes for hybrid multi-material joining. Compos. Struct. 2021, 266, 113828. [Google Scholar] [CrossRef]
- Staab, F.; Balle, F. Ultrasonic torsion welding of ageing-resistant Al/CFRP joints: Properties, microstructure and joint formation. Ultrasonics 2018, 93, 139–144. [Google Scholar] [CrossRef] [PubMed]
- Thoppul, S.D.; Finegan, J.; Gibson, R.F. Mechanics of mechanically fastened joints in polymer–matrix composite structures—A review. Compos. Sci. Technol. 2009, 69, 301–329. [Google Scholar] [CrossRef]
- Altmeyer, J.; dos Santos, J.; Amancio-Filho, S.T. Effect of the friction riveting process parameters on the joint formation and performance of Ti alloy/short-fibre reinforced polyether ether ketone joints. Mater. Des. 2014, 60, 164–176. [Google Scholar] [CrossRef]
- Funari, M.F.; Greco, F.; Lonetti, P. Sandwich panels under interfacial debonding mechanisms. Compos. Struct. 2018, 203, 310–320. [Google Scholar] [CrossRef]
- Funari, M.F.; Spadea, S.; Lonetti, P.; Lourenco, P.B. On the elastic and mixed-mode fracture properties of PVC foam. Theor. Appl. Fract. Mech. 2021, 112, 102924. [Google Scholar] [CrossRef]
- Katnam, K.; Da Silva, L.; Young, T. Bonded repair of composite aircraft structures: A review of scientific challenges and opportunities. Prog. Aerosp. Sci. 2013, 61, 26–42. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos. Part A Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Ueda, M.; Ui, N.; Ohtani, A. Lightweight and anti-corrosive fiber reinforced thermoplastic rivet. Compos. Struct. 2018, 188, 356–362. [Google Scholar] [CrossRef]
- Fortier, V.; Brunel, J.-E.; Lebel, L.L. Fastening composite structures using braided thermoplastic composite rivets. J. Compos. Mater. 2019, 54, 801–812. [Google Scholar] [CrossRef]
- Stavrov, D.; Bersee, H.E.N. Resistance welding of thermoplastic composites-an overview. Compos. Part A Appl. Sci. Manuf. 2005, 36, 39–54. [Google Scholar] [CrossRef]
- Villegas, I.F.; van Moorleghem, R. Ultrasonic welding of carbon/epoxy and carbon/PEEK composites through a PEI thermo-plastic coupling layer. Compos. Part A Appl. Sci. Manuf. 2018, 109, 75–83. [Google Scholar] [CrossRef]
- Zweifel, L.; Brauner, C. Investigation of the interphase mechanisms and welding behaviour of fast-curing epoxy based com-posites with co-cured thermoplastic boundary layers. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106–120. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L. Resistance welding of thermosetting composite/thermoplastic composite joints. Adv. Mater. 2006, 32, 1603–1612. [Google Scholar] [CrossRef]
- Brauner, C.; Zweifel, L.; Dransfeld, C.; Rheme, M. Joining of multi-material assemblies by the MultiMaterial-Welding technology—Development of an online process monitoring system. In Proceedings of the International Conference and Exhibition on Thermoplastic Composites, Bremen, Germany, 30–31 October 2018. [Google Scholar]
- Ahmed, T.J.; Stavrov, D.; Bersee, H.E.N.; Beukers, A. Induction welding of thermoplastic composites—An overview. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1638–1651. [Google Scholar] [CrossRef]
- Villegas, I.F.; Palardy, G. Ultrasonic welding of CF/PPS composites with integrated triangular energy directors: Melting, flow and weld strength development. Compos. Interfaces 2016, 24, 515–528. [Google Scholar] [CrossRef] [Green Version]
- Levy, A.; Le Corre, S.; Villegas, I.F. Modeling of the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J. Mater. Process. Technol. 2014, 214, 1361–1371. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Gohel, G.; Leong, K.F.; Islam, A. Advances in Ultrasonic Welding of Thermoplastic Composites: A Review. Materials 2020, 13, 1284. [Google Scholar] [CrossRef] [Green Version]
- Jongbloed, B.; Teuwen, J.; Palardy, G.; Villegas, I.F.; Benedictus, R. Continuous ultrasonic welding of thermoplastic composites: Enhancing the weld uniformity by changing the energy director. J. Compos. Mater. 2019, 54, 2023–2035. [Google Scholar] [CrossRef]
- Brauner, C.; Nakouzi, S.; Zweifel, L.; Tresch, J. Co-curing behaviour of thermoset composites with a thermoplastic boundary layer for welding purposes. Adv. Compos. Lett. 2020, 29, 2633366X20902777. [Google Scholar] [CrossRef] [Green Version]
- Larsen, L.; Görick, D.; Engelschall, M.; Fischer, F.; Kupke, M. Process data driven advancement of robot-based continuous ultrasonic welding for the dust-free assembly of future fuselage structures. In Proceedings of the International Conference and Exhibition on Thermoplastic Composites, Bremen, Germany, 13–15 October 2020. [Google Scholar]
- Tolunay, M.N.; Dawson, P.R.; Wang, K.K. Heating and bonding mechanisms in ultrasonic welding of thermoplastics. Polym. Eng. Sci. 1983, 23, 726–733. [Google Scholar] [CrossRef]
- Zhang, C.; Li, L. A Coupled Thermal-Mechanical Analysis of Ultrasonic Bonding Mechanism. Met. Mater. Trans. A 2009, 40, 196–207. [Google Scholar] [CrossRef]
- Levy, A.; Le Corre, S.; Poitou, A. Ultrasonic welding of thermoplastic composites: A numerical analysis at the mesoscopic scale relating processing parameters, flow of polymer and quality of adhesion. Int. J. Mater. Form. 2012, 7, 39–51. [Google Scholar] [CrossRef]
- Lee, W.I.; Springer, G.S. A Model of the Manufacturing Process of Thermoplastic Matrix Composites. J. Compos. Mater. 1987, 21, 1017–1055. [Google Scholar] [CrossRef]
- MATLAB—Tracking and Motion Estimation. Available online: https://ch.mathworks.com/help/vision/tracking-and-motion-estimation.html (accessed on 7 July 2021).
- ABAQUS Analysis User’s Manual, Version 6.6. 2006. Available online: https://www.worldcat.org/title/abaqus-analysis-users-manual-version-66/oclc/1076085564?referer=di&ht=edition (accessed on 27 August 2021).
- Sayles, R.S.; Thomas, T.R. Surface topography as a nonstationary random process. Nature 1978, 271, 431–434. [Google Scholar] [CrossRef]
- Yang, F.; Pitchumani, R. Interlaminar contact development during thermoplastic fusion bonding. Polym. Eng. Sci. 2002, 42, 424–438. [Google Scholar] [CrossRef]
- Loos, A.C.; Dara, P.H. Processing of Thermoplastic Matrix Composites. In Review of Progress in Quantitative Nondestructive Evaluation; Thompson, D.O., Chimenti, D.E., Eds.; Springer: Boston, MA, USA, 1987; pp. 1257–1265. [Google Scholar]
- Mantell, S.C.; Springer, G.S. Manufacturing Process Models for Thermoplastic Composites. J. Compos. Mater. 1992, 26, 2348–2377. [Google Scholar] [CrossRef]



| Setup | Insertion Speed [mm/s] | Amplitude [μm] |
|---|---|---|
| Reference | 45 | 76 |
| Slow | 40 | 76 |
| Fast | 50 | 76 |
| High Amplitude | 45 | 92 |
| Low Amplitude | 45 | 62 |
| Setup | Average Pullout Force (% to Reference Value) | Average Degree of Interlock (% to Reference Value) |
|---|---|---|
| Reference | 530.2 N (100%) | 0.3762 (100%) |
| Slow | 525.83 N (99%) | 0.3824 (101%) |
| Fast | 511.76 N (97%) | 0.3790 (101%) |
| High Amplitude | 534.43 N (101%) | 0.3600 (96%) |
| Low Amplitude | 477.8 N (90%) | 0.3166 (84%) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zweifel, L.; Zhilyaev, I.; Brauner, C.; Rheme, M.; Eckhard, G.; Bersier, V.; Glavaški, S.; Pfeiffer, R. Experimental and Numerical Development on Multi-Material Joining Technology for Sandwich-Structured Composite Materials. Materials 2021, 14, 6005. https://doi.org/10.3390/ma14206005
Zweifel L, Zhilyaev I, Brauner C, Rheme M, Eckhard G, Bersier V, Glavaški S, Pfeiffer R. Experimental and Numerical Development on Multi-Material Joining Technology for Sandwich-Structured Composite Materials. Materials. 2021; 14(20):6005. https://doi.org/10.3390/ma14206005
Chicago/Turabian StyleZweifel, Lucian, Igor Zhilyaev, Christian Brauner, Martin Rheme, Gregor Eckhard, Valentin Bersier, Slobodan Glavaški, and Ricardo Pfeiffer. 2021. "Experimental and Numerical Development on Multi-Material Joining Technology for Sandwich-Structured Composite Materials" Materials 14, no. 20: 6005. https://doi.org/10.3390/ma14206005
APA StyleZweifel, L., Zhilyaev, I., Brauner, C., Rheme, M., Eckhard, G., Bersier, V., Glavaški, S., & Pfeiffer, R. (2021). Experimental and Numerical Development on Multi-Material Joining Technology for Sandwich-Structured Composite Materials. Materials, 14(20), 6005. https://doi.org/10.3390/ma14206005