
Epitaxial Grown Carbon Nanotubes Reinforced Pyrocarbon Matrix in C/C Composites with Improved Mechanical Properties



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
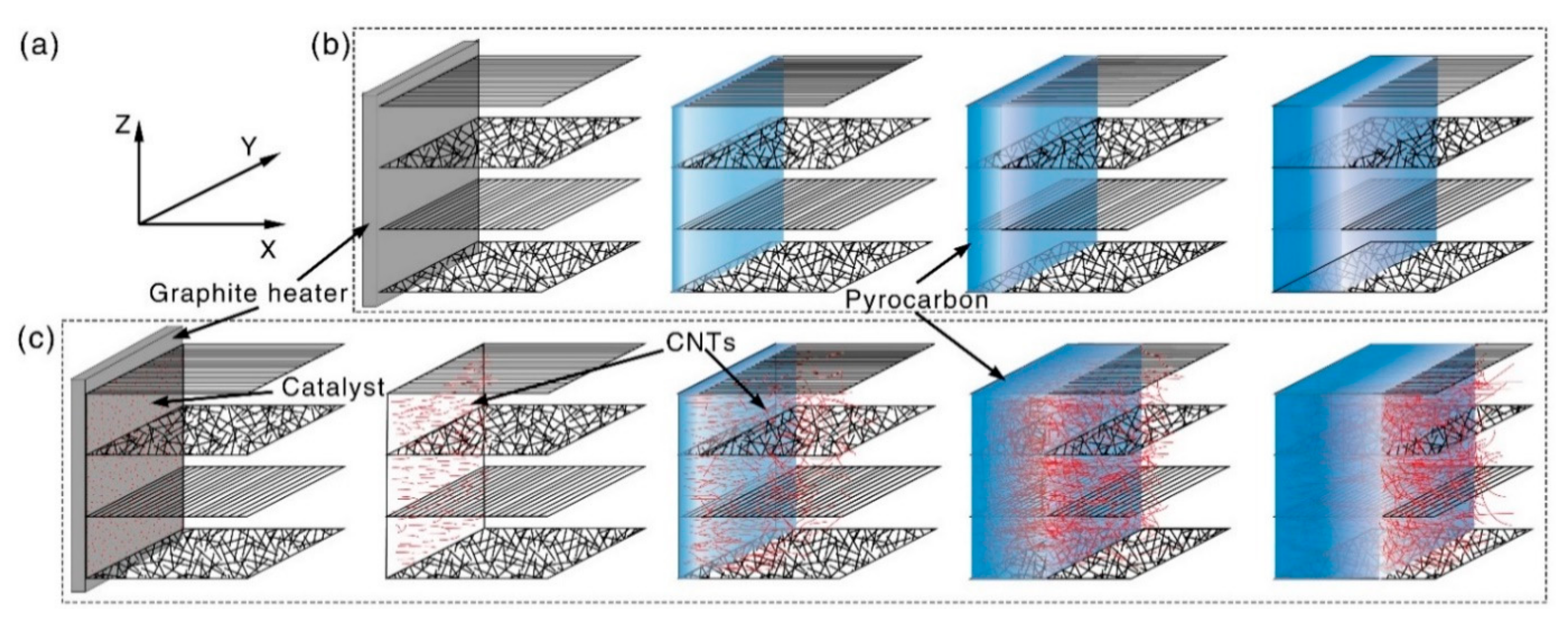
2.1. Preparation of C/C and CC/C Composites
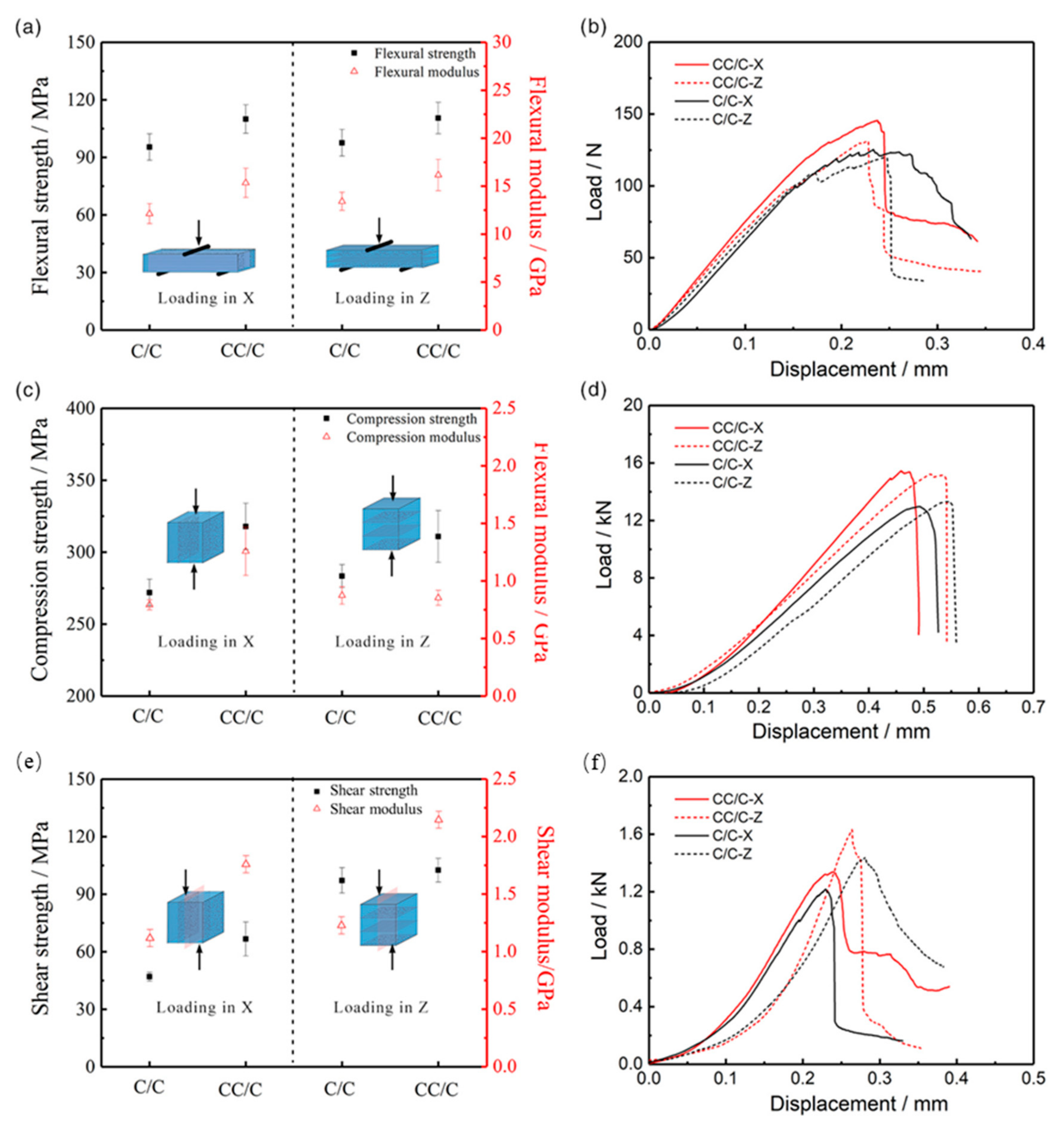
2.2. Mechanical Properties
2.3. Materials Characterizations
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fu, Q.; Zhang, P.; Zhuang, L.; Zhou, L.; Zhang, J.; Wang, J.; Hou, X.; Riedel, R.; Li, H. Micro/nano multiscale reinforcing strategies toward extreme high-temperature applications: Take carbon/carbon composites and their coatings as the examples. J. Mater. Sci. Technol. 2021, 96, 31–68. [Google Scholar] [CrossRef]
- Li, L.; Li, H.; Li, Y.; Yin, X.; Shen, Q.; Fu, Q. A SiC-ZrB2-ZrC coating toughened by electrophoretically-deposited SiC nanowires to protect C/C composites against thermal shock and oxidation. Appl. Surf. Sci. 2015, 349, 465–471. [Google Scholar] [CrossRef]
- He, Q.; Li, H.; Yin, X.; Lu, J. Effects of PyC shell thickness on the microstructure, ablation resistance of SiCnws/PyC-C/C-ZrC-SiC composites. J. Mater. Sci. Technol. 2021, 71, 55–66. [Google Scholar] [CrossRef]
- Xiao, P.; Lu, X.-f.; Liu, Y.; He, L. Effect of in situ grown carbon nanotubes on the structure and mechanical properties of unidirectional carbon/carbon composites. Mat. Sci. Eng. A Struct. 2011, 528, 3056–3061. [Google Scholar] [CrossRef]
- Gong, Q.-M.; Li, Z.; Bai, X.-D.; Li, D.; Liang, J. The effect of carbon nanotubes on the microstructure and morphology of pyrolytic carbon matrices of C-C composites obtained by CVI. Compos. Sci. Technol. 2005, 65, 1112–1119. [Google Scholar] [CrossRef]
- Wang, R.; Xie, L.; Hameed, S.; Wang, C.; Ying, Y. Mechanisms and applications of carbon nanotubes in terahertz devices: A review. Carbon 2018, 132, 42–58. [Google Scholar] [CrossRef]
- Zhang, S.; Ma, Y.; Suresh, L.; Hao, A.; Bick, M.; Tan, S.C.; Chen, J. Carbon nanotube reinforced strong carbon matrix composites. ACS Nano 2020, 14, 9282–9319. [Google Scholar] [CrossRef] [PubMed]
- Feng, L.; Li, K.; Zhao, Z.; Li, H.; Zhang, L.; Lu, J.; Song, Q. Three-dimensional carbon/carbon composites with vertically aligned carbon nanotubes: Providing direct and indirect reinforcements to the pyrocarbon matrix. Mater. Des. 2016, 92, 120–128. [Google Scholar] [CrossRef]
- Gong, Q.-M.; Li, Z.; Zhou, X.-W.; Wu, J.-J.; Wang, Y. Synthesis and characterization of in situ grown carbon nanofiber/nanotube reinforced carbon/carbon composites. Carbon 2005, 43, 2426–2429. [Google Scholar] [CrossRef]
- Kou, G.; Guo, L.-J.; Li, Z.-Q.; Peng, J.; Tian, J.; Huo, C.-X. Microstructure and flexural properties of C/C-Cu composites strengthened with in-situ grown carbon nanotubes. J. Alloys Compd. 2017, 694, 1054–1060. [Google Scholar] [CrossRef]
- Feng, L.; Li, K.-Z.; Si, Z.-S.; Song, Q.; Li, H.-J.; Lu, J.-H.; Guo, L.-J. Compressive and interlaminar shear properties of carbon/carbon composite laminates reinforced with carbon nanotube-grafted carbon fibers produced by injection chemical vapor deposition. Mat. Sci. Eng. A Struct. 2015, 626, 449–457. [Google Scholar] [CrossRef]
- González, I.; De Jesus, J.; Cañizales, E. Bamboo-shaped carbon nanotubes generated by methane thermal decomposition using Ni nanoparticles synthesized in water–oil emulsions. Micron 2011, 42, 819–825. [Google Scholar] [CrossRef]
- Gao, X.; Liu, L.; Guo, Q.; Shi, J.; Zhai, G. Fabrication and mechanical/conductive properties of multi-walled carbon nanotube (MWNT) reinforced carbon matrix composites. Mater. Lett. 2005, 59, 3062–3065. [Google Scholar] [CrossRef]
- Chen, J.; Xiong, X.; Xiao, P. The effect of carbon nanotube growing on carbon fibers on the microstructure of the pyrolytic carbon and the thermal conductivity of carbon/carbon composites. Mater. Chem. Phys. 2009, 116, 57–61. [Google Scholar] [CrossRef]
- Kamedulski, P.; Lukaszewicz, J.P.; Witczak, L.; Szroeder, P.; Ziolkowski, P. The Importance of Structural Factors for the Electrochemical Performance of Graphene/Carbon Nanotube/Melamine Powders towards the Catalytic Activity of Oxygen Reduction Reaction. Materials 2021, 14, 2448. [Google Scholar] [CrossRef] [PubMed]
- Krieg, A.S.; King, J.A.; Odegard, G.M.; Leftwich, T.R.; Odegard, L.K.; Fraley, P.D.; Miskioglu, I.; Jolowsky, C.; Lundblad, M.; Park, J.G. Mechanical Properties and Characterization of Epoxy Composites Containing Highly Entangled As-Received and Acid Treated Carbon Nanotubes. Nanomaterials 2021, 11, 2445. [Google Scholar] [CrossRef]
- Han, L.; Song, Q.; Sun, J.; Li, K.; Lu, Y. The role of CNT in improving the mechanical strength retention rate of C/C composites during heat treatment. Compos. Part B Eng. 2020, 187, 107856. [Google Scholar] [CrossRef]
- Fan, W.; Wang, Y.; Wang, C.; Chen, J.; Wang, Q.; Yuan, Y.; Niu, F. High efficient preparation of carbon nanotube-grafted carbon fibers with the improved tensile strength. Appl. Surf. Sci. 2016, 364, 539–551. [Google Scholar] [CrossRef]
- Zhao, J.-G.; Li, K.-Z.; Li, H.-J.; Wang, C. The influence of thermal gradient on pyrocarbon deposition in carbon/carbon composites during the CVI process. Carbon 2006, 44, 786–791. [Google Scholar] [CrossRef]
- Li, W.; Li, H.-J.; Wang, J.; Zhang, S.-Y.; Xi, Y.; Wei, J.-F. Preparation and mechanical properties of carbon/carbon composites with high textured pyrolytic carbon matrix. T. Nonferr. Metal. Soc. 2013, 23, 2129–2134. [Google Scholar] [CrossRef]
- Feng, L.; Li, K.; Sun, J.; Jia, Y.; Li, H.; Zhang, L. Influence of carbon nanotube extending length on pyrocarbon microstructure and mechanical behavior of carbon/carbon composites. Appl. Surf. Sci. 2015, 355, 1020–1027. [Google Scholar] [CrossRef]
- Kou, G.; Guo, L.-J.; Li, H.-J. Effect of copper on the heat erosion mechanism of carbon/carbon composites. J. Alloys Compd. 2017, 723, 1132–1141. [Google Scholar] [CrossRef]
- Kou, G.; Guo, L.-J.; Liu, N.-K.; Chen, M.-M.; Xu, M.; Zhao, Z.-G. Significant influence of Al2O3 on the flexural properties of C/C composites. Vacuum 2018, 151, 294–297. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, L.; Song, Q.; Fu, Q.; Li, H.; Li, K. Microstructure and flexural properties of carbon/carbon composite with in-situ grown carbon nanotube as secondary reinforcement. Prog. Nat. Sci. Mater. 2013, 23, 157–163. [Google Scholar] [CrossRef] [Green Version]
- Guellali, M.; Oberacker, R.; Hoffmann, M. Influence of the matrix microstructure on the mechanical properties of CVI-infiltrated carbon fiber felts. Carbon 2005, 43, 1954–1960. [Google Scholar] [CrossRef]
- Jia, Y.; Li, K.; Zhang, S.; Li, L.; Ren, J. Microstructure and mechanical properties of multilayer-textured 2D carbon/carbon composites. J. Mater. Sci. Technol. 2014, 30, 1202–1207. [Google Scholar] [CrossRef]
- Piat, R.; Schnack, E. Modeling the effect of microstructure on the coefficients of thermal expansion of pyrolytic carbon. Carbon 2003, 41, 2162–2165. [Google Scholar] [CrossRef]
- Honjo, K. Fracture toughness of PAN-based carbon fibers estimated from strength–mirror size relation. Carbon 2003, 41, 979–984. [Google Scholar] [CrossRef]
- Xia, L.; Huang, B.; Zhang, F.; Liu, Z.; Chen, T. Effect of heat treatment on cracking and strength of carbon/carbon composites with smooth laminar pyrocarbon matrix. Mater. Des. 2016, 107, 33–40. [Google Scholar] [CrossRef]
- Cao, W.-F.; Li, H.-J.; Guo, L.-J.; Zhang, S.-Y.; Li, K.-Z.; Deng, H.-L. Fracture mechanism of 2D-C/C composites with pure smooth laminar pyrocarbon matrix under flexural loading. T. Nonferr. Metal. Soc. 2013, 23, 2141–2146. [Google Scholar] [CrossRef]
- Yin, X.; Li, H.; Han, L.; Meng, J.; Lu, J.; Zhang, L.; Li, W.; Fu, Q.; Li, K.; Song, Q. Lightweight and flexible 3D graphene microtubes membrane for high-efficiency electromagnetic-interference shielding. Chem. Eng. J. 2020, 387, 124025. [Google Scholar] [CrossRef]
- Yin, X.; Li, H.; Han, L.; Meng, J.; Lu, J.; Song, Q. All Si3N4 Nanowires Membrane Based High-Performance Flexible Solid-State Asymmetric Supercapacitor. Small 2021, 17, 2008056. [Google Scholar] [CrossRef] [PubMed]
- Pu, J.; Guo, L.; Song, Q.; Zhang, X.; Liu, B.; Zeng, Q.; Li, Y.; Yin, X.; Yan, N.; Meng, J. Orthogonally structured graphene nanointerface for lightweight SiC nanowire-based nanocomposites with enhanced mechanical and electromagnetic-interference shielding properties. Compos. Part B Eng. 2020, 202, 108381. [Google Scholar] [CrossRef]
- Taylor, C.A.; Wayne, M.F.; Chiu, W.K. Heat treatment of thin carbon films and the effect on residual stress, modulus, thermal expansion and microstructure. Carbon 2003, 41, 1867–1875. [Google Scholar] [CrossRef]
- López-Honorato, E.; Meadows, P.; Shatwell, R.; Xiao, P. Characterization of the anisotropy of pyrolytic carbon by Raman spectroscopy. Carbon 2010, 48, 881–890. [Google Scholar] [CrossRef]
- Veres, M.; Tóth, S.; Koós, M. New aspects of Raman scattering in carbon-based amorphous materials. Diamond Relat. Mater. 2008, 17, 1692–1696. [Google Scholar] [CrossRef]
- Lu, Y.; Zhu, Z.; Su, D.; Wang, D.; Liu, Z.; Schlögl, R. Formation of bamboo-shape carbon nanotubes by controlled rapid decomposition of picric acid. Carbon 2004, 42, 3199–3207. [Google Scholar] [CrossRef] [Green Version]
- Zhao, N.; He, C.; Ding, J.; Zou, T.; Qiao, Z.; Shi, C.; Du, X.; Li, J.; Li, Y. Bamboo-shaped carbon nanotubes produced by catalytic decomposition of methane over nickel nanoparticles supported on aluminum. J. Alloys Compd. 2007, 428, 79–83. [Google Scholar] [CrossRef]
- Yin, X.; Li, H.; Han, L.; Yuan, R.; Lu, J. NiCo2O4 nanosheets sheathed SiC@CNTs core-shell nanowires for high-performance flexible hybrid supercapacitors. J. Colloid Interf. Sci. 2020, 577, 481–493. [Google Scholar] [CrossRef] [PubMed]
- Han, L.; Song, Q.; Li, K.; Yin, X.; Sun, J.; Li, H.; Zhang, F.; Ren, X.; Wang, X. Hierarchical, seamless, edge-rich nanocarbon hybrid foams for highly efficient electromagnetic-interference shielding. J. Mater. Sci. Technol. 2021, 72, 154–161. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, N.; Guo, L.; Kou, G.; Li, Y.; Yin, X. Epitaxial Grown Carbon Nanotubes Reinforced Pyrocarbon Matrix in C/C Composites with Improved Mechanical Properties. Materials 2021, 14, 6607. https://doi.org/10.3390/ma14216607
Liu N, Guo L, Kou G, Li Y, Yin X. Epitaxial Grown Carbon Nanotubes Reinforced Pyrocarbon Matrix in C/C Composites with Improved Mechanical Properties. Materials. 2021; 14(21):6607. https://doi.org/10.3390/ma14216607
Chicago/Turabian StyleLiu, Ningkun, Lingjun Guo, Gang Kou, Yunyu Li, and Xuemin Yin. 2021. "Epitaxial Grown Carbon Nanotubes Reinforced Pyrocarbon Matrix in C/C Composites with Improved Mechanical Properties" Materials 14, no. 21: 6607. https://doi.org/10.3390/ma14216607
APA StyleLiu, N., Guo, L., Kou, G., Li, Y., & Yin, X. (2021). Epitaxial Grown Carbon Nanotubes Reinforced Pyrocarbon Matrix in C/C Composites with Improved Mechanical Properties. Materials, 14(21), 6607. https://doi.org/10.3390/ma14216607