
Novel Catalytic Ceramic Conversion Treatment of Ti6Al4V for Improved Tribological and Antibacterial Properties for Biomedical Applications

 , , , , and
, , , , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Coupons and Fixation Pins
2.2. Coatings of Catalytic Layer and Ceramic Conversion Treatments
2.3. Microstructure Characterisation of Treated Coupons and Pins
2.4. Mechanical Property Evaluation
2.5. Antibacterial Testing
3. Results
3.1. Optimising CCT with Catalytic Pre-Depostion Layer
3.1.1. 80 h Treated Coupons at Temperatures of 580, 620 and 660 °C
3.1.2. Ceramic Conversion Treatment of 660 °C for a Series of Time Durations
3.1.3. 660 °C 5 h Treatment of Ag, Pd and Ag + Pd Pre-Deposited Coupons
3.2. Microstructure Characterisation of Surface Oxide Layers
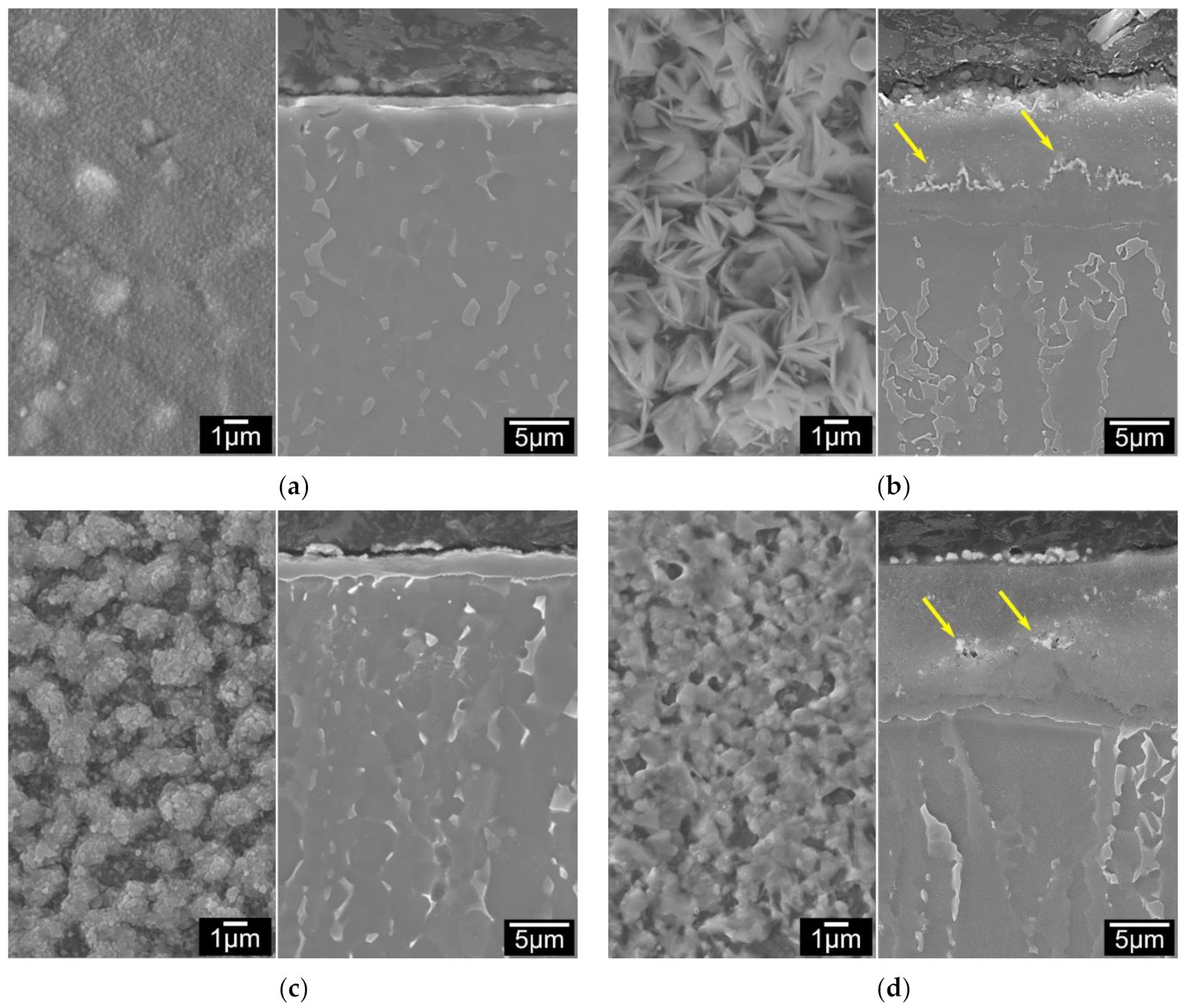
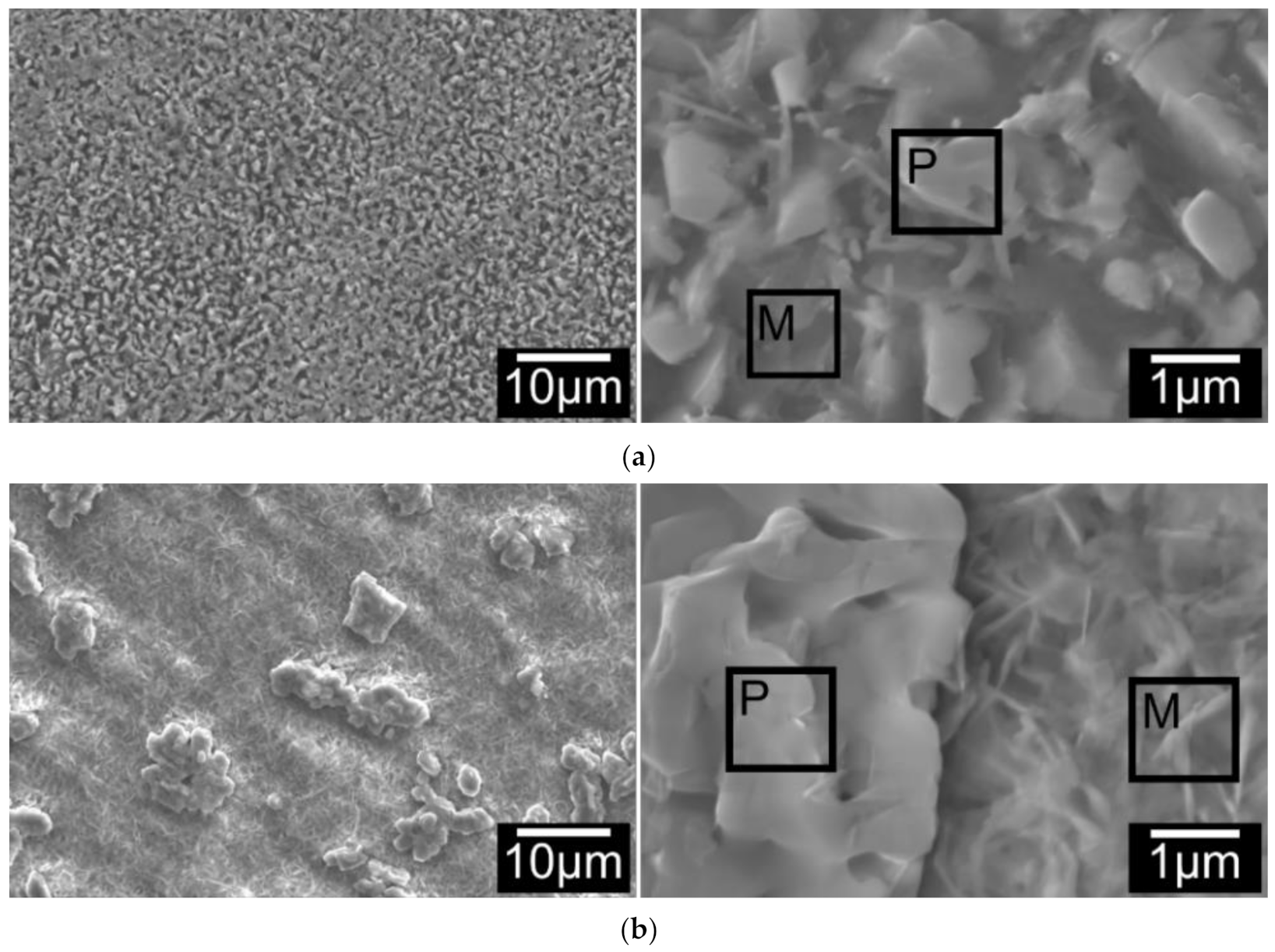
3.2.1. Surface Morphology Evolution of C3T Pd/Ag Coupons
3.2.2. Phase Identification by XRD Patterns
3.2.3. FIB/SEM and TEM Characterisation of the Surface Layer Structures
3.3. Mechanical and Tribological Properties of the Treated Coupons and Pins
3.4. Anti-bacterial Efficacy
4. Discussion
4.1. Catalytic Effect on the Growth of the Oxide Layer
4.1.1. Surface Morphology Evolution of C3T Pd/Ag Coupons
4.1.2. Nano-Crystallisation of Columnar TiO2 Grains by Finely Distributed Ag Particles
4.2. Improved Tribological and Antibacterial Properties of the C3T Surface Layer
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley: Hoboken, NJ, USA, 2006. [Google Scholar] [CrossRef]
- Plecko, M.; Sievert, C.; Andermatt, D.; Frigg, R.; Kronen, P.; Klein, K.; Stübinger, S.; Nuss, K.; Bürki, A.; Ferguson, S.; et al. Osseointegration and biocompatibility of different metal implants—A comparative experimental investigation in sheep. BMC Musculoskelet. Disord. 2012, 13, 32. [Google Scholar] [CrossRef] [PubMed]
- Ratner, B.D.; Hoffman, A.S.; Schoen, F.J.; Lemons, J.E. Biomaterials Science: An Introduction to Materials in Medicine, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Panagiotidou, A.; Cobb, T.; Meswania, J.; Skinner, J.; Hart, A.; Haddad, F.; Blunn, G. Effect of impact assembly on the interface deformation and fretting corrosion of modular hip tapers: An in vitro study. J. Orthop. Res. 2017, 36, 405–416. [Google Scholar] [CrossRef] [PubMed]
- Pettersson, M.; Pettersson, J.; Molin Thorén, M.; Johansson, A. Release of titanium after insertion of dental implants with different surface characteristics—An ex vivo animal study. Acta Biomater. Odontol. Scand. 2017, 3, 63–73. [Google Scholar] [CrossRef] [PubMed]
- Jamil, M.; Rafique, S.; Khan, A.M.; Hegab, H.; Mia, M.; Gupta, M.K.; Song, Q. Comprehensive analysis on orthopedic drilling: A state-of-the-art review. Proc. Inst. Mech. Eng. Part H: J. Eng. Med. 2020, 234, 537–561. [Google Scholar] [CrossRef]
- Khan, M.; Williams, R.; Williams, D. In-vitro corrosion and wear of titanium alloys in the biological environment. Biomaterials 1996, 17, 2117–2126. [Google Scholar] [CrossRef]
- Wen, M.; Wen, C.; Hodgson, P.; Li, Y. Improvement of the biomedical properties of titanium using SMAT and thermal oxidation. Colloids Surf. B Biointerfaces 2014, 116, 658–665. [Google Scholar] [CrossRef]
- D BIANCO, P.; Ducheyne, P.; Cuckler, J.M. Systemic titanium levels in rabbits with a titanium implant in the absence of wear. J. Mater. Sci. Mater. Med. 1997, 8, 525–529. [Google Scholar] [CrossRef]
- Urban, R.M.; Jacobs, J.J.; Tomlinson, M.J.; Gavrilovic, J.; Black, J.; Peoc’H, M. Dissemination of Wear Particles to the Liver, Spleen, and Abdominal Lymph Nodes of Patients with Hip or Knee Replacement*. J. Bone Jt. Surg.-Am. Vol. 2000, 82, 457–477. [Google Scholar] [CrossRef]
- Dong, H.; Bell, T. Enhanced wear resistance of titanium surfaces by a new thermal oxidation treatment. Wear 2000, 238, 131–137. [Google Scholar] [CrossRef]
- Dong, H.; Mukinay, T.; Li, M.; Hood, R.; Soo, S.L.; Cockshott, S.; Sammons, R.; Li, X. Improving tribological and an-ti-bacterial properties of titanium external fixation pins through surface ceramic conversion. J. Mater. Sci. Mater. Med. 2017, 28, 5. [Google Scholar] [CrossRef][Green Version]
- Romanò, C.L.; Tsuchiya, H.; Morelli, I.; Battaglia, A.G.; Drago, L. Antibacterial coating of implants: Are we missing something? Bone Jt. Res. 2019, 8, 199–206. [Google Scholar] [CrossRef]
- Lansdown, A.B. Silver in Health Care: Antimicrobial Effects and Safety in Use. Biofunctional Text. Ski. 2006, 33, 17–34. [Google Scholar] [CrossRef]
- Harris, L.G.; Mead, L.; Müller-Oberländer, E.; Richards, R.G. Bacteria and cell cytocompatibility studies on coated medical grade titanium surfaces. J. Biomed. Mater. Res. Part A 2006, 78A, 50–58. [Google Scholar] [CrossRef]
- Albers, C.E.; Hofstetter, W.; Siebenrock, K.A.; Landmann, R.; Klenke, F.M. In vitro cytotoxicity of silver nanoparticles on osteoblasts and osteoclasts at antibacterial concentrations. Nanotoxicology 2013, 7, 30–36. [Google Scholar] [CrossRef]
- Dong, H.; Bloyce, A.; Morton, P.H.; Bell, T. Surface oxidation of a titanium or titanium alloy. U.S. Patent 6210807, 3 April 2001. [Google Scholar]
- Miles, A.A.; Misra, S.S.; Irwin, J.O. The estimation of the bactericidal power of the blood. Epidemiol. Infect. 1938, 38, 732–749. [Google Scholar] [CrossRef]
- Van Spronsen, M.A.; Daunmu, K.; O’Connor, C.R.; Egle, T.; Kersell, H.; Oliver-Meseguer, J.; Salmeron, M.B.; Madix, R.J.; Sautet, P.; Friend, C.M. Dynamics of Surface Alloys: Rearrangement of Pd/Ag(111) Induced by CO and O2. J. Phys. Chem. C 2019, 123, 8312–8323. [Google Scholar] [CrossRef]
- Skriver, H.L.; Rosengaard, N.M. Surface energy and work function of elemental metals. Phys. Rev. B 1992, 46, 7157–7168. [Google Scholar] [CrossRef]
- Burnett, P.; Rickerby, D. The scratch adhesion test: An elastic-plastic indentation analysis. Thin Solid Film. 1988, 157, 233–254. [Google Scholar] [CrossRef]
- Ding, H.; Fridrici, V.; Guillonneau, G.; Sao-Joao, S.; Geringer, J.; Fontaine, J.; Kapsa, P. Investigation on mechanical properties of tribofilm formed on Ti–6Al–4V surface sliding against a DLC coating by nano-indentation and mi-cro-pillar compression techniques. Wear 2019, 432, 202954. [Google Scholar] [CrossRef]
- Obadele, B.A.; Andrews, A.; Shongwe, M.B.; Olubambi, P.A. Tribocorrosion behaviours of AISI 310 and AISI 316 austen-itic stainless steels in 3.5% NaCl solution. Mater. Chem. Phys. 2016, 171, 239–246. [Google Scholar] [CrossRef]
- Zhang, Y.; Yin, X.-Y.; Yan, F.-Y. Tribocorrosion behaviour of type S31254 steel in seawater: Identification of corrosion–wear components and effect of potential. Mater. Chem. Phys. 2016, 179, 273–281. [Google Scholar] [CrossRef]
- Prodromides, A.E.; Scheuerlein, C.; Taborelli, M. Lowering the activation temperature of TiZrV non-evaporable getter films. Vacuum 2001, 60, 35–41. [Google Scholar] [CrossRef]
- Shamsuddin, M. Physical Chemistry of Metallurgical Processes; Springer Nature: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Adochite, R.; Munteanu, D.; Torrell, M.; Cunha, L.; Alves, E.; Barradas, N.; Cavaleiro, A.; Riviere, J.; Le Bourhis, E.; Eyidi, D. The influence of annealing treatments on the properties of Ag: TiO2 nanocomposite films prepared by magnetron sputtering. Appl. Surf. Sci. 2012, 258, 4028–4034. [Google Scholar] [CrossRef]
- Armelao, L.; Barreca, D.; Bottaro, G.; Gasparotto, A.; Maccato, C.; Tondello, E.; Lebedev, O.I.; Turner, S.; Van Tendeloo, G.; Sada, C.; et al. Rational Design of Ag/TiO2 Nanosystems by a Combined RF-Sputtering/Sol-Gel Approach. ChemPhysChem 2009, 10, 3249–3259. [Google Scholar] [CrossRef]
- Du, H.; Datta, P.; Lewis, D.; Burnell-Gray, J. Air oxidation behaviour of Ti6Al4V alloy between 650 and 850°. Corros. Sci. 1994, 36, 631–642. [Google Scholar] [CrossRef]
- Guleryuz, H.; Cimenoglu, H. Oxidation of Ti–6Al–4V alloy. J. Alloy. Compd. 2009, 472, 241–246. [Google Scholar] [CrossRef]
- Godlewski, J.; Gros, J.; Lambertin, M.; Wadier, J.; Weidinger, H. Raman Spectroscopy Study of the Tetrago-nal-to-monoclinic Transition in Zirconium Oxide Scales and Determination of Overall Oxygen Diffusion by Nuclear Microanalysis of O18. In Proceedings of the Zirconium in the Nuclear Industry: Ninth International Symposium, Kobe, Japan, November 1991. [Google Scholar]
- Jiang, X.; Lv, B.; Wang, Y.; Shen, Q.; Wang, X. Bactericidal mechanisms and effector targets of TiO2 and Ag-TiO2 against Staphylococcus aureus. J. Med Microbiol. 2017, 66, 440–446. [Google Scholar] [CrossRef]
- Gunputh, U.F.; Le, H.; Lawton, K.; Besinis, A.; Tredwin, C.; Handy, R.D. Antibacterial properties of silver nanoparticles grown in situ and anchored to titanium dioxide nanotubes on titanium implant against Staphylococcus aureus. Nanotoxicology 2020, 14, 97–110. [Google Scholar] [CrossRef]
- Yang, W.J.; Cai, T.; Neoh, K.-G.; Kang, E.-T.; Dickinson, G.H.; Teo, S.L.-M.; Rittschof, D. Biomimetic anchors for antifouling and antibacterial polymer brushes on stainless steel. Langmuir 2011, 27, 7065–7076. [Google Scholar] [CrossRef]
- Shi, Q.; Vitchuli, N.; Nowak, J.; Caldwell, J.M.; Breidt, F.; Bourham, M.; Zhang, X.; McCord, M. Durable antibacterial Ag/polyacrylonitrile (Ag/PAN) hybrid nanofibers prepared by atmospheric plasma treatment and electrospinning. Eur. Polym. J. 2011, 47, 1402–1409. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Catalytic Layer | Treatment, T-t (°C-h) |
|---|---|---|
| Unt | - | - |
| C2T580-80 | No | 580-80 |
| C2T620-80 | No | 620-80 |
| C2T660-80 | No | 660-80 |
| C3T580-80PdAg | Pd + Ag | 580-80 |
| C3T620-80PdAg | Pd + Ag | 620-80 |
| C3T660-80PdAg | Pd + Ag | 660-80 |
| C3T660-hPdAg | Pd + Ag | 660-1,5,10,20,40,60,80 |
| C2T | No | 660-5 |
| C3TAg | Ag | 660-5 |
| C3TPd | Pd | 660-5 |
| 660-5h | Thickness, µm | HV0.05 | HV0.025 | Ra, µm |
|---|---|---|---|---|
| C2T | 1.21 | 612 +/− 34 | 931 +/− 20 | 0.082 +/− 0.005 |
| C3TAg | 11.4 | 720 +/− 52 | 1067 +/− 72 | 0.278 +/− 0.037 |
| C3TPd | 2.10 | 686 +/− 96 | 1099 +/− 68 | 0.090 +/− 0.011 |
| C3TPdAg | 14.6 | 853 +/− 51 | 1128 +/− 82 | 0.349 +/− 0.025 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alexander, J.; Dong, H.; Bose, D.; Hassan, A.A.; Soo, S.L.; Zhang, Z.; Tao, X.; Kuehne, S.; Li, X.; Dong, H. Novel Catalytic Ceramic Conversion Treatment of Ti6Al4V for Improved Tribological and Antibacterial Properties for Biomedical Applications. Materials 2021, 14, 6554. https://doi.org/10.3390/ma14216554
Alexander J, Dong H, Bose D, Hassan AA, Soo SL, Zhang Z, Tao X, Kuehne S, Li X, Dong H. Novel Catalytic Ceramic Conversion Treatment of Ti6Al4V for Improved Tribological and Antibacterial Properties for Biomedical Applications. Materials. 2021; 14(21):6554. https://doi.org/10.3390/ma14216554
Chicago/Turabian StyleAlexander, James, Huan Dong, Deepa Bose, Ali Abdelhafeez Hassan, Sein Leung Soo, Zhenxue Zhang, Xiao Tao, Sarah Kuehne, Xiaoying Li, and Hanshan Dong. 2021. "Novel Catalytic Ceramic Conversion Treatment of Ti6Al4V for Improved Tribological and Antibacterial Properties for Biomedical Applications" Materials 14, no. 21: 6554. https://doi.org/10.3390/ma14216554
APA StyleAlexander, J., Dong, H., Bose, D., Hassan, A. A., Soo, S. L., Zhang, Z., Tao, X., Kuehne, S., Li, X., & Dong, H. (2021). Novel Catalytic Ceramic Conversion Treatment of Ti6Al4V for Improved Tribological and Antibacterial Properties for Biomedical Applications. Materials, 14(21), 6554. https://doi.org/10.3390/ma14216554