Abstract
The rapid increase in the application of carbon fiber reinforced polymer (CFRP) composite materials represents a challenge to waste recycling. The circular economy approach coupled with the possibility of recovering carbon fibers from CFRP waste with similar properties to virgin carbon fibers at a much lower cost and with lower energy consumption motivate the study of CFRP recycling. Mechanical recycling methods allow the obtention of chopped composite materials, while both thermal and chemical recycling methods aim towards recovering carbon fibers. This review examines the three main recycling methods, their processes, and particularities, as well as the reuse of recycled carbon fibers in the manufacture of new composite materials.
1. Introduction
The demand for carbon fiber reinforced polymer (CFRP) composite materials is increasing rapidly, powered by a wide variety of industries such as general transport, including aerospace, automotive and sea vehicles; defense; wind turbines; construction; marine; sports; leisure; and storage tanks [1,2,3,4,5,6,7,8]. The growing demand for CFRP composites (four times the annual growth rate of global gross domestic product (GDP) per capita over the past decade [9,10,11]) in industry as a high-performance, light-weight materials is a result of their high specific strength, high specific stiffness, high fatigue resistance, good corrosion resistance, high durability, and low density. This last property is essential for aerospace and automotive industries, which strive to achieve energy efficiency while reducing the dependence on oil [12].
Fiber reinforced polymer (FRP) composite materials consist of a polymeric matrix and reinforcement fibers, making CFRP a subgroup of FRP. The matrix is usually a thermoset polymer, due to its better mechanical properties and better fiber-matrix adhesion, compared to thermoplastic polymers, but thermoplastics can be used as matrices as well. The most common polymers used as matrices are polyester, acrylic and epoxy resins [13,14]. Fibers enhance the mechanical properties of the composite material. Glass fibers have typically been the most economical choice among fibers. However, carbon fibers are employed for high-value, high-performance applications, where high specific properties are critical. Polyacrylonitrile (PAN) carbon fiber is the predominant type of fiber due to its relative ease of production and ability to maintain excellent mechanical properties. Other fibers, such as aramid, boron or basalt, are also being used for very specific applications, but their volumes are irrelevant compared to glass fibers or carbon fibers reinforced polymers [15,16,17,18]. Natural fibers are of interest since they can be extracted from renewable sources of animals, vegetable plants, and also minerals [19].
However, the most important disadvantage of FRPs is the difficulty of recycling them. Landfilling and incineration have been the predominant recycling methods for a long time. However, these are not sustainable approaches since they are unable to solve the issues related to waste accumulation (landfilling) or require intensive energy consumption (incineration) [20]. FRP recycling is not carried out for economic reasons, as the recycled fibers obtained are short (therefore losing the added value of long fibers) and more expensive than virgin fibers. Thus, the motivation for recycling is not to reduce raw material costs but to cope with the high volume of FRP waste that is expected in the upcoming years, when wind energy elements and aircrafts reach their end-of-life [21]. An example of the environmental impact caused by the accumulation of FRP at end-of-life is shown in Figure 1.

Figure 1.
Wind turbine blades in a landfill (adapted from [22]).
The recycling issue has been addressed in Europe through a range of policies for several years now [23,24]. Current legislation on the recycling and reuse of composite materials is not very concise. In the case of Europe, in accordance with the Paris Agreement [25], the European Commission intends to reduce greenhouse gas emissions by at least 55% by 2030 and by at least 80% by 2050, both when compared to 1990 levels [26]. Regarding CFRP use and recycling in the automotive industry in the European Union, Directive 2000/53/EC establishes minimum reuse and recovery values of 95% for all end-of-life vehicles and reuse and recycling values of 85% by an average weight per vehicle per year. [27,28]. In order to achieve the proposed sustainability objectives, the industry must address three key points: the processes—improving them to reduce production time; the design—improving the distribution of loads in aerofoils for example; and the development of new materials—employing natural fibers or bio-based polymers [19,29].
Composite materials recycling is a complex issue due to multiple aspects. The use phase of composite materials dominates the life cycle energy consumption, especially for those applications that require an energy input, benefitting from these high-performance materials in terms of reduced consumption and emissions due to weight reduction [30,31,32]. Such applications include the aerospace industry or the manufacturing of pressure vessels, with an increasing presence of the automotive industry [33,34,35]. In such applications, the technical requirements are extremely demanding, which has historically justified the lack of incentives for recycling and recovering the waste generated, focusing on performance almost exclusively. Strategies for approaching the reduction of CFRP waste generation include, but are not limited to, prevention, minimization, reuse, recycling, energy recovery, and waste disposal, in descending order of priority.
Regarding the use of recycled carbon fiber (rCF), some of the problems that may arise as a result of the different recycling processes may include loss of strength [20,36,37], fiber damage [38,39], variation in fiber length [40,41,42,43], changes in fiber diameter [38,44], char deposition [45,46,47], and contamination on fibers [47,48,49]. From an environmental point of view, some recycling methods present significant problems of gas emissions [50] or the use of potentially hazardous solvents [42,51].
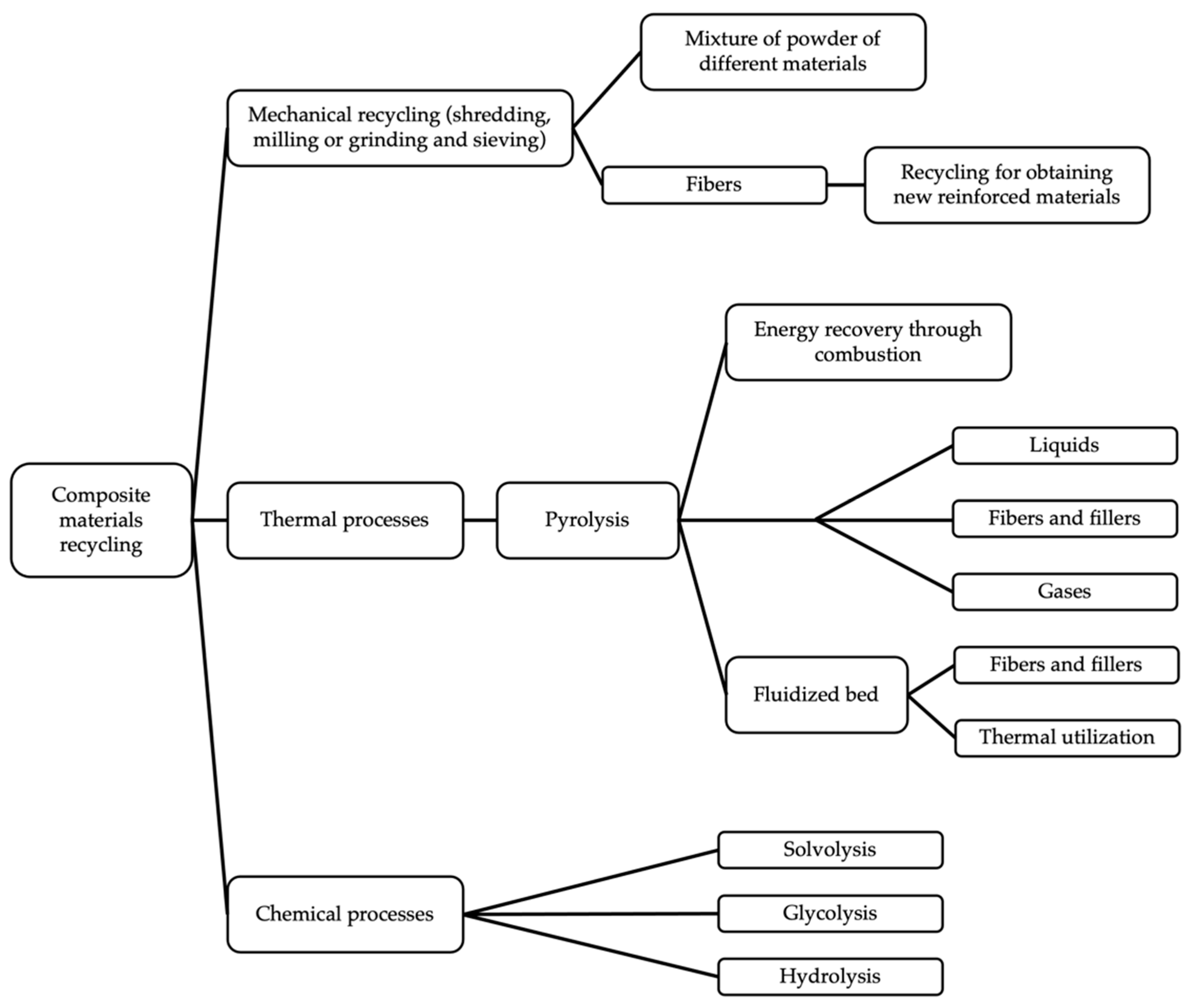
To approach the problems mentioned above, the issue of CFRP recycling has been approached from different points of view. There are three main recycling methods: mechanical, thermal, and chemical recycling. Mechanical recycling obtains chopped composite materials, while both thermal and chemical recycling aim to recover fibers. Landfilling and incineration, considered as recycling methods, are not sustainable and should be replaced as soon as possible. Pyrolysis is the most commonly used thermal method, allowing to obtain fibers with good mechanical performance if the process is optimized, and obtaining fillers and hydrocarbon liquids and solids as subproducts. Other subprocesses, such as fluidized bed are well established and documented. Chemical recycling consists of the recovery of fibers by degradation of the polymer matrix. Possible routes for degradation include solvolysis, hydrolysis, and glycolysis. These recycling approaches, as well as main techniques, subprocesses, and products obtained, can be observed in Figure 2.
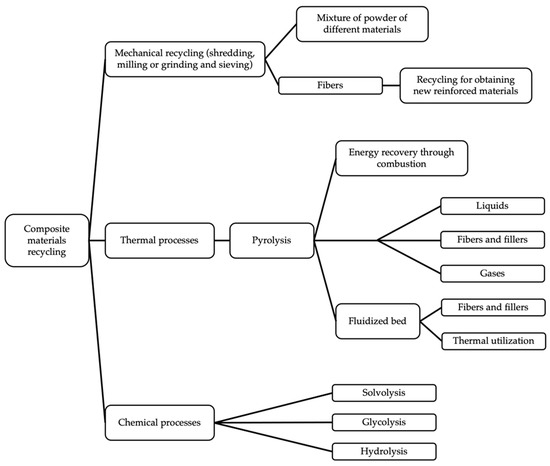
Figure 2.
Composite materials recycling alternatives.
2. Mechanical Recycling
Mechanical recycling consists of grinding, crushing, grounding, milling, and/or shredding the composite material and using it as a reinforcement with a new matrix. After grinding, sieving is usually carried out to obtain both powdery (resin-rich) and fibrous (fiber-rich) products. Unlike thermal and chemical recycling, mechanical recycling does not generate toxic gases such as carbon monoxide or greenhouse gases such as carbon dioxide. Some of the methods researched in the last years are collected in Table 1.

Table 1.
Mechanical recycling methods.
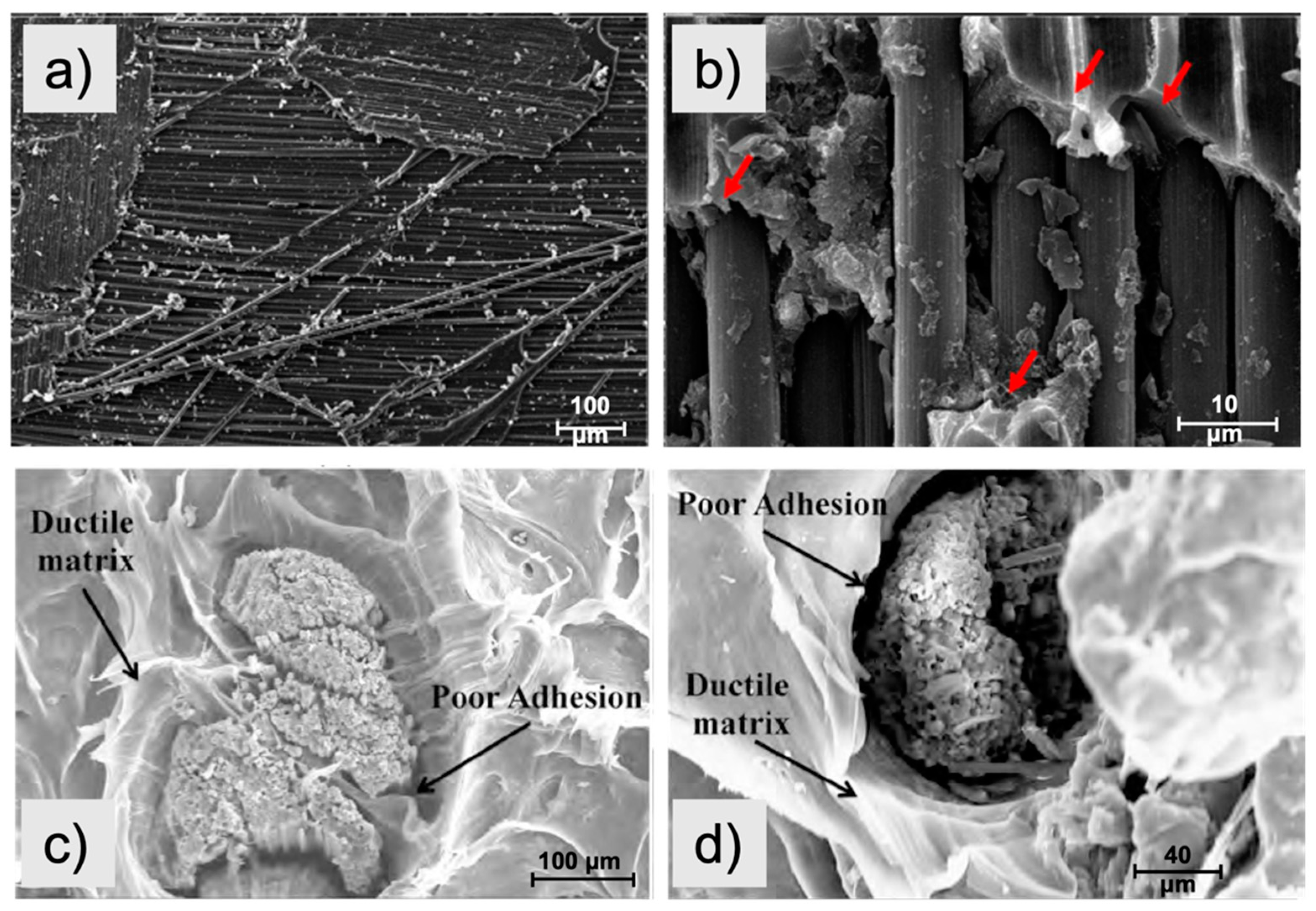
The main problem with mechanical recycling is the adhesion between the recycled material and the new matrix. Figure 3 exhibits some examples of this issue in the literature. Figure 3a shows a SEM image for epoxy-rCF interface. In Figure 3b, with higher magnification, arrows exhibit complete separation between the epoxy matrix and rCF. Similarly, Figure 3c,d displays the fracture surface images of the polypropylene (PP) composite and poor adhesion between rCF and the matrix due to the agglomerated fibers in the polymeric matrix.
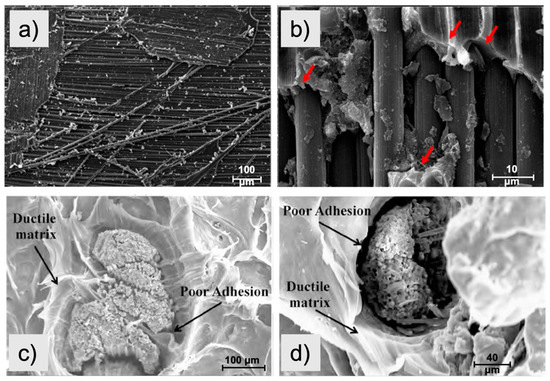
Figure 3.
SEM images of the recycled carbon fibers: (a,b) poor epoxy-rCF interface [60]; (c,d) poor adhesion between the PP matrix and rCF [61].
Okayasu et al. [54] found that when material made from ABS-matrix recycled material was subjected to tensile stresses, failure occurred mainly by pull-out of the fibers in the matrix. Palmer et al. [55] optimized the process of mixing virgin carbon fiber (vCF) and mechanically recycled carbon fiber and manufacturing composites by DMC, reducing the cost of these manufactured composites by minimizing the ratio of vCF to rCF, while maintaining mechanical properties.
Due to typically damaging fibers and reducing fiber length, mechanical recycling is used as a pre-recycling process for thermal or chemical recycling [20]. The reduction in the mechanical performance of mechanically recycled composites can be explained mainly because the carbon fibers are discontinuous; therefore, recycled composite properties are not comparable to those of long carbon fiber or continuous carbon fiber composites. Chen [62] illustrates the drop in mechanical properties due to shredding, showing a reduction in tensile strength and flexural strength of about 65% and 85%, respectively. The reduction in modulus of elasticity (MOE) is less pronounced, with a drop in tensile MOE and flexural MOE of 50%.
As an alternative to shredding, Roux et al. [58] used the electrodynamic fragmentation method to reduce door hinges from the aerospace industry. By controlling the applied voltage, they were able to reduce the composite material without mechanical shredding, resulting in a decrease of only 17% of the mechanical performance compared to the original product. Nonetheless, a continuous flow working machine would be required to implement this process in an industrial application.
3. Thermal Recycling
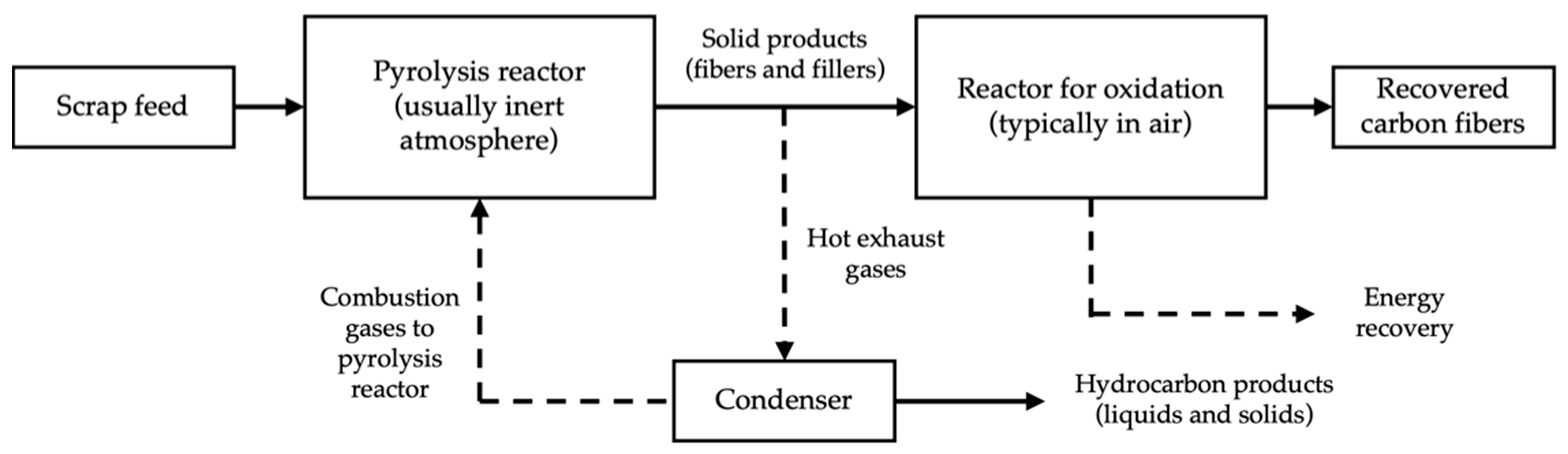
Thermal recycling methods focus on the recovery of the carbon fiber by breaking down the matrix. Pyrolysis and oxidation in fluidized bed are the two most used methods in thermal recycling. Energy recovery is discarded as a recycling method to recover carbon fibers, as all the added value of long carbon fibers compared to short fibers in CFRP manufacturing is lost. A simplified model for pyrolysis is represented in Figure 4.
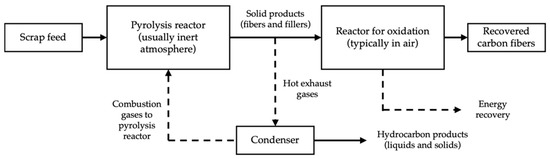
Figure 4.
Pyrolysis process (modified from Pickering et al. [63]).
3.1. Pyrolysis
In pyrolysis, the CFRP is heated up to the range of 350 to 700 °C in an inert atmosphere. The composite material decomposes and produces gases, bio-oil and solids (fibers, fillers and carbonaceous residue (char)). The mechanical performance of recovered carbon fibers is highly dependent on the parameters of the process. In this regard, the temperature for the process must be carefully selected attending to the matrix. If this temperature is too low, char remains adhered to the fibers, while temperatures too high produce a decrease in the thickness of fibers. A post-pyrolysis treatment, consisting of oxidation with air, is required to remove the solid carbon contamination, obtaining clean fibers and fillers [64]. This stage may result in a significant loss in the tensile strength of the fibers.
The two main advantages of pyrolysis are the ability to obtain rCF that retain at least 50 to 75% of the mechanical properties (or a 90–95% of the mechanical properties if pyrolysis is followed by an oxidation and both processes are optimized) and the possibility to be implemented at a commercial scale. On the downside, pyrolysis requires an inert atmosphere and a complementary oxidation process to improve the mechanical properties of the fibers obtained. In addition, the environmental impact of this process, which usually involves maintaining temperatures above 500 °C and emitting hazardous gases, poses a sustainability problem. Several thermal recycling methods, focusing on pyrolysis, are presented in Table 2.
Table 2.
Thermal recycling methods.
Nahil et al. [47] proved that by performing pyrolysis at 500 °C, followed by oxidation at 500 °C, it is possible to maintain more than 90% of the tensile strength and elastic modulus (compared to virgin fibers). Abdou et al. [74] used a TGA for carbon fiber reinforced epoxy, at 550 °C for 1 h in a nitrogen atmosphere, to recover carbon fibers with no pores, fracture or carbonization.
Microwave-assisted pyrolysis (MAP) processes consist of heating the material from the inside by means of microwaves, avoiding char formation [75]. The energy consumption of MAP, compared to conventional pyrolysis, tends to be much lower. Hao et al. [76] successfully recovered carbon fibers from prepreg under microwave pyrolysis, followed by oxidation. They observed a strength reduction lower than 20% compared to the original prepregs, which could be further diminished by reducing the pyrolysis temperature.
Wu et al. [73] studied the catalytic pyrolysis of carbon fiber reinforced epoxy in molten ZnCl2. They found that the molten salt prevented oxidation during pyrolysis, that the temperature required for pyrolysis was significantly low (380 °C), and that the tensile strength of the recovered fibers was near 95% of the tensile strength of virgin fibers. Despite flexural properties and interlaminar shear strength (ILSS) showing some decrease compared to the composites made with vCF, after a sizing treatment, the properties of these composites were again very similar to those of vCF composites.
3.2. Fluidized Bed
Fluidized bed has been developed for the latest 20 years and operates at a pilot-scale. In these processes, the CFRP waste is fluidized typically under pressure (10–25 kPa) by a hot air stream (450–550 °C) in a silica sand bed. The high temperature decomposes the matrix without damaging the fibers, which can be separated and recovered, these being oxidized at a later stage with the gases released by the matrix. Some of the risks involved in this technique are the presence of organic solvents and the emission of polluting gases. Besides the high economic cost of maintaining a continuous stream of hot air, the major drawback of the fluidized bed process is the severe decrease in the mechanical properties of the fibers during recovery.
Pickering et al. [37] built a commercial-scale fluidized bed plant, which resulted in an energy decrease required to obtain rCF from 90 to 95% compared to vCF. The fibers obtained only suffered an 18.2% loss of their tensile strength while maintaining intact their tensile modulus.
4. Chemical Recycling
Chemical recycling, along with thermal recycling, is the method in which most research effort is currently being invested. The motivation behind the development of chemical recycling is based on achieving rCF with unaltered mechanical properties or morphology after recycling, as well as reducing the high energy consumption of thermal recycling [77]. The best mechanical performance for rCF is usually achieved by chemical recycling methods. Some of the factors that influence the outcome of the process are temperature, pressure, catalysts, and solvents used. The temperatures used in the different techniques that can be grouped into chemical recycling are generally lower than 400 °C. Solvolysis processes can be divided according to their requirements: higher temperature (>200 °C) and high pressure or lower temperature (<200 °C) and low pressure [78].
The degradation of the resin can be achieved by means of water (hydrolysis) or solvents (solvolysis). To minimize the environmental problems as well as the harmfulness and toxicity of hazardous and concentrated chemicals, much research is focused on the use of subcritical or supercritical water and alcohol as a substitute for these chemicals. Some possibilities for matrix decomposition include depolymerization or alkaline digestion, in which benzyl alcohol and tripotassium phosphate are used; acid digestion, using acetic acid and hydrogen peroxide to remove the epoxy resin; and sub- (low pressure and temperature) and supercritical (high pressure and temperature) fluids, employing water, ethanol, methanol, propanol or potassium hydroxide [49,79,80]. Besides the hazardous nature of the products used, the main disadvantage of chemical recycling is the very high difficulty of bringing these processes to a commercial scale. Diverse chemical methods studied in the last years are included in Table 3.
Table 3.
Chemical recycling methods.
Sun et al. [46] proposed an electrochemical method for carbon fiber recycling from CFRP as a simple, effective, and economical recycling method. By identifying the parameters that affect recycling efficiency, they determined that an increase in electrolyte concentration does not yield better results in terms of efficiency. Moreover, the surface chemistry showed a loss of rCF crystallinity compared to that of vCF. The recycling rate, understood as the ratio of recycled depth to time, is extremely low.
Several authors have investigated the use of supercritical solvents, particularly acetone. One of the drawbacks of using sub- or supercritical solvents is the energy required to bring them to that state, either by pressure, temperature, or a combination of both. Okajima et al. [90] employed supercritical methanol, 1-propanol, 2-propanol, 1- butanol, 2-butanol, tert-butanol, acetone, and methyl ethyl ketone. While the results depend on the solvent, sub- and supercritical acetone were selected as optimal for rapidly degrading the matrix. Carbon fibers recovered with supercritical acetone maintain the tensile strength, and no matrix residues are observed on the fibers. Sokoli et al. [92] used supercritical acetone to recover glass fibers and carbon fibers from FRPs. While the recovered glass fibers had matrix residues in the fibers, the carbon fibers were recovered perfectly clean, with their mechanical properties intact. The authors point out the possibility of upscaling solvolysis processes, as all product streams are potentially reusable.
Das et al. [48] investigated the use of peracetic acid, formed from a mixture of acetic acid and hydrogen peroxide, as an oxidative method to recover carbon fibers from CFRP composites. The surface of rCF is clean, and the tensile strength is comparable to that of vCF. In addition, the solvents are recovered in pure and reusable form with a recovery efficiency above 90%. Coupled with the fact that the method does not require high temperatures and pressures, it results in a lower environmental impact.
Khalil [95] compared seventeen supercritical fluids commonly used for depolymerizing thermoset resins in CFRP waste, providing numerical examples to demonstrate that higher reaction temperature and pressure in solvolysis leads to higher resin removal efficiency but also leads to a much bigger environmental footprint. The study ranked supercritical fluids in terms of cradle-to-gate (C2G) production energy intensity, finding supercritical mixtures of solvents and water more effective in the recovery of carbon fibers but also requiring less production energy intensity, therefore causing lesser environmental footprint. Once again, the main disadvantage of chemical recycling is the very high difficulty of bringing these processes to a commercial scale.
5. Reuse of Recycled Carbon Fibers
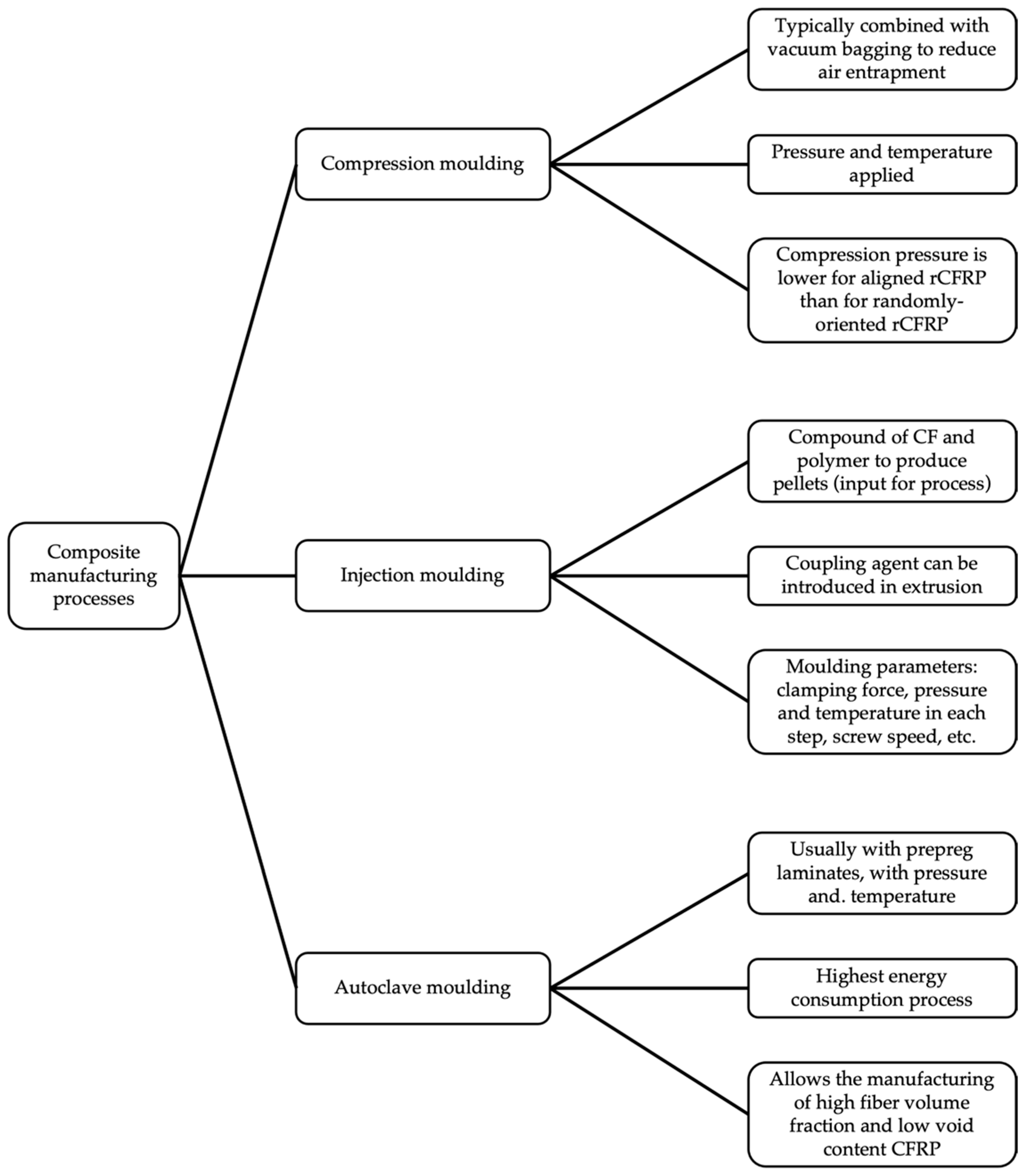
Aiming towards the objectives of a circular economy, carbon fiber recovery is a key factor. In terms of costs and energy, the recovery and reuse of rCF are perfectly justified. While producing vCF is an energy-intensive process, the energy cost of recycling carbon fibers can be 82–98% lower, therefore leading to a significant cost reduction [96]. Since the mechanical properties of rCF are not much lower than those of vCF, CFRP manufactured with rCF (rCFRP) can achieve even higher values of tensile strength or impact resistance compared to commercial CFRP. Those rCFRPs are typically manufactured by compression moulding, injection moulding, or autoclave moulding. These main composite manufacturing processes and their typical steps are reviewed in Figure 5.
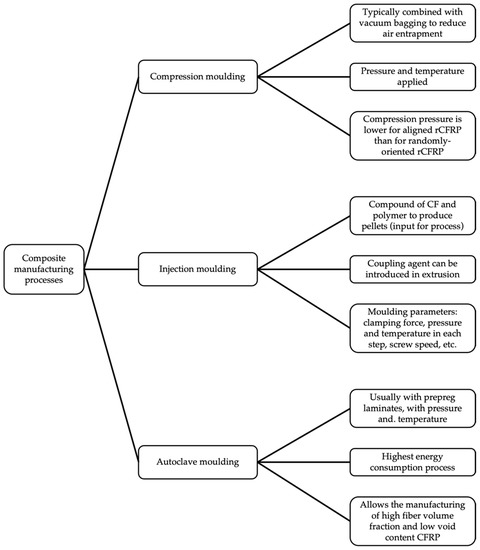
Figure 5.
Most common composite manufacturing processes for rCFRP (adapted from Meng et al. [30]).
The mechanical performance of rCFRP is deeply influenced by two factors: fiber length and wettability/adhesion between fiber and matrix. Carbon fiber length is affected by recycling processes, either by controlled cutting before the recycling (to recycle, the CFRP has to fit in an oven for pyrolysis, in a reactor, etc.) or after, or because carbon fibers break down during recycling. Matrices can be thermoset polymers or thermoplastic polymers.
As thermosets, epoxy and polyester have been the most used polymers. CFR thermoset polymers are usually manufactured by compression moulding or autoclave moulding. Sukanto et al. [97] enumerate three different automotive components manufactured with rCF: bulk moulded compounds (BMC) in the form of epoxy resin and calcium carbonate (CaCO3) mixture; a sheet moulded compound (SMC), filler-epoxy; and prepregs, rCF-epoxy resin. Gopalraj et al. [45] obtained rCFs and recycled glass fibers with a cone calorimeter setup, achieving a recovery rate of rCFs of 95–98% in weight. Those rCFs were then used to manufacture unidirectional CFRP with an epoxy resin, successfully achieving the closed-loop recycling. Mantelli et al. [98] successfully used 3D printing of rCFs. They shredded pyrolyzed rCF with a sizing treatment and used those shreds as a reinforcement of a thermally and photo-curable thermoset resin. The authors point out that a better fiber-matrix adhesion could be achieved by selecting a specifically designed sizing agent. Some examples of the use and reuse of recycled carbon fibers and recycled carbon fiber reinforced polymers are shown in Table 4.
Table 4.
General characteristics, manufacturing conditions, and mechanical properties in the reuse of recycled CF and CFRP.
Roux et al. [58] fragmented carbon fiber reinforced PEEK from an aerospace application (door hinges) via electrodynamical fragmentation and then manufactured new door hinges by compression moulding. The results show that this method improves mechanical performance compared to composites manufactured with rCF obtained by other mechanical methods, especially for aerospace applications. Huang et al. [106] recovered carbon fibers by means of a supercritical fluid and manufactured composites with an additive manufacturing-based approach. After recovering carbon fibers by supercritical fluid and grounding the rCFs, an extruder was used for obtaining rCF/PEEK composite filaments. For the fabrication, those filaments were then fed to a 3D printer.
As observed in the abovementioned examples, thermoplastic matrices can be used in industries such as aerospace or the automotive industry, normally for non-critical, non-structural parts. The application of thermoplastic polymers as matrices along with rCF or rCFRP leads to several advantages [107]. Thermoplastic matrices can benefit from the many advantages carbon fibers can offer in terms of mechanical, thermal, or electrical properties. Carbon fiber reinforced thermoplastic (CFRTP) composites can be recycled and reformed. This is a key insight since the amount of CFRTP to be recycled grows every day due to the increasing use in aerospace, automotive or chemical industries. As mentioned above, the cost of rCF is significantly lower than that of vCF, thus allowing potential entry to a greater number of markets.
On the other hand, carbon fibers have poor wettability and adhesion to thermoplastic matrices, therefore requiring surface treatments or the use of different substances [100,103]. The presence of residual solvent in the carbon fibers, used to decrease the processing cost, is a disadvantage that leads to a reduction in the performance of CFRTP.
6. Conclusions
In this report, current processes and methods for recycling composites have been reviewed, distinguishing between those aiming to obtain chopped composite materials and those whose objective is to recover carbon fibers. Mechanical recycling is not as attractive as it used to be as a process but still retains importance as a pre-treatment as part of thermal or chemical recycling methods. Thermal and chemical processes are nowadays receiving almost all the attention in terms of research and investment. Mechanical performance of recovered carbon fibers through thermal and chemical methods is typically higher than that of mechanically recovered carbon fibers.
One of the most essential issues with mechanical recycling is the adhesion between the recycled material and the new matrix. Since fiber length is usually reduced and fibers might suffer damage from mechanical recycling, much added value is lost by mechanical recycling. Other methods, such as electrodynamical fragmentation, are being studied more intensely.
Thermal recycling methods succeed in recovering carbon fibers by means of heat, being pyrolysis the most employed method. Carbon fibers recovered through pyrolysis in an inert atmosphere require an oxidation process afterwards to achieve optimal performance. Alternatives like MAP are also being developed. Fluidized bed processes allow the recovery of fibers in a very efficient way in terms of energy consumption, but the fibers recovered are fluffy. Energy recovery is discarded as a recycling method to recover carbon fibers, as all the added value of long carbon fibers compared to short fibers in CFRP manufacturing is lost.
The best mechanical performance for rCF is usually achieved by chemical recycling methods. The degradation of the resin is possible by hydrolysis, solvolysis and glycolysis. Due to the lower energy consumption compared to pyrolysis, much research is focused on reducing the environmental impact of chemical recycling. In that regard, the use of subcritical or supercritical water and alcohol as a substitute for hazard and concentrated chemicals is being studied.
The reuse of rCF is critical for a circular economy approach. rCFs are cheaper to produce compared to vCFs, both in terms of cost and energy consumption. By selecting the most appropriate recycling method and a matrix suitable for the wanted application, rCFRPs can successfully be implemented in most industries for non-critical, non-structural applications. The manufacturing processes that can be used with rCFRP include, but are not limited to, wet lay-up, prepreg lamination, injection moulding, compression moulding, 3D printing or resin transfer moulding (RTM).
The most significant research gaps that have been identified in this report are highlighted below.
- Composite waste does not have a homogeneous composition, neither in terms of matrices nor in terms of reinforcements. Neither does it come in a homogeneous type, being able to find cured/partially cured prepregs, loose fibers and recycled composites or fibers. This makes adapting the process conditions and material a challenging task.
- The lack of adhesion between matrix and recycled fibers prevents a greater use of these. New approaches that improve fiber-matrix adhesion or modifications to the current processes are required to solve this critical issue.
- Processes such as electrodynamical fragmentation or microwave-assisted pyrolysis require further research before being optimized and made applicable on an industrial scale.
- Processes such as fluidized bed or solvolysis using solvents in critical conditions still require extensive research before being fully functional on a commercial scale.
- Economic and energy analysis of thermal and chemical processes should be studied in more depth. Simulation models can be developed and used to include all phases in cradle-to-cradle life cycle assessment and to obtain a more accurate cost assessment against which to compare viable processes.
To summarize, CFRP recycling faces three key issues. First, the reduction in fiber length as a result of recycling processes reduces the performance of rCF compared to vCF. Then, energy recovery as a recycling method not only fails to recover the energy invested in the production of the composite material but also results in the total loss of the added value that the long carbon fibers provide. Finally, the adhesion between the new matrix and the rCFs is not ideal, which leads to the sub-optimal behavior of composites made with rCFs. With the demand for CFRP increasing every year and due to the significant environmental impact of these materials at the end of life, research is progressing to overcome these issues.
Author Contributions
Conceptualization and methodology, J.A.B., J.A. and M.Á.M.; writing—original draft preparation, J.A.B.; writing—review and editing, J.A.B., M.B., J.A. and M.Á.M.; supervision, M.B., J.A. and M.Á.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chung, D.D.L. Processing-structure-property relationships of continuous carbon fiber polymer-matrix composites. Mater. Sci. Eng. R Rep. 2017, 113, 1–29. [Google Scholar] [CrossRef]
- Koumoulos, E.P.; Trompeta, A.-F.; Santos, R.-M.; Martins, M.; dos Santos, C.M.; Iglesias, V.; Böhm, R.; Gong, G.; Chiminelli, A.; Verpoest, I.; et al. Research and Development in Carbon Fibers and Advanced High-Performance Composites Supply Chain in Europe: A Roadmap for Challenges and the Industrial Uptake. J. Compos. Sci. 2019, 3, 86. [Google Scholar] [CrossRef] [Green Version]
- Galvez, P.; Quesada, A.; Martinez, M.A.; Abenojar, J.; Boada, M.J.L.; Diaz, V. Study of the behaviour of adhesive joints of steel with CFRP for its application in bus structures. Compos. Part B Eng. 2017, 129, 41–46. [Google Scholar] [CrossRef]
- Xiong, Z.; Wei, W.; Liu, F.; Cui, C.; Li, L.; Zou, R.; Zeng, Y. Bond behaviour of recycled aggregate concrete with basalt fibre-reinforced polymer bars. Compos. Struct. 2021, 256, 113078. [Google Scholar] [CrossRef]
- Tang, Y.; Fang, S.; Chen, J.; Ma, L.; Li, L.; Wu, X. Axial compression behavior of recycled-aggregate-concrete-filled GFRP–steel composite tube columns. Eng. Struct. 2020, 216, 110676. [Google Scholar] [CrossRef]
- Akbar, A.; Liew, K.M. Assessing recycling potential of carbon fiber reinforced plastic waste in production of eco-efficient cement-based materials. J. Clean. Prod. 2020, 274, 123001. [Google Scholar] [CrossRef]
- Galvez, P.; Lopez de Armentia, S.; Abenojar, J.; Martinez, M.A. Effect of moisture and temperature on thermal and mechanical properties of structural polyurethane adhesive joints. Compos. Struct. 2020, 247, 112443. [Google Scholar] [CrossRef]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine application of fiber reinforced composites: A review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef] [Green Version]
- Sauer, M. Composites market report 2019-Market developments, trends, outlook and challenges. Carbon Compos. 2019, 1–10. [Google Scholar]
- The World Bank GDP per Capita Growth (Annual %). Available online: https://data.worldbank.org/indicator/NY.GDP.PCAP.KD.ZG?end=2020&start=2000 (accessed on 28 September 2021).
- Mazumdar, S.; Benevento, M.; Pichler, D.; Duenas, T.; Simonson, K. State of the Industry Report. American Composites Manufacturing Association, 2021; pp. 17–25. Available online: http://compositesmanufacturingmagazine.com/2021/02/2021-state-of-the-industry-report/ (accessed on 28 September 2021).
- Galvez, P.; Abenojar, J.; Martinez, M.A. Effect of moisture and temperature on the thermal and mechanical properties of a ductile epoxy adhesive for use in steel structures reinforced with CFRP. Compos. Part B Eng. 2019, 176, 107194. [Google Scholar] [CrossRef]
- Smoleń, J.; Godzierz, M.; Olesik, P.; Pawlik, T.; Kozioł, M. Utilization of CFRP waste as a filler in polyester resin-based composites. J. Compos. Mater. 2021, 55, 2693–2701. [Google Scholar] [CrossRef]
- Obande, W.; Brádaigh, C.M.Ó.; Ray, D. Continuous fibre-reinforced thermoplastic acrylic-matrix composites prepared by liquid resin infusion—A review. Compos. Part B Eng. 2021, 215, 108771. [Google Scholar] [CrossRef]
- Ulus, H.; Kaybal, H.B.; Eskizeybek, V.; Avcı, A. Enhanced Salty Water Durability of Halloysite Nanotube Reinforced Epoxy/Basalt Fiber Hybrid Composites. Fibers Polym. 2019, 20, 2184–2199. [Google Scholar] [CrossRef]
- Subagia, I.D.G.A.; Kim, Y.; Tijing, L.D.; Kim, C.S.; Shon, H.K. Effect of stacking sequence on the flexural properties of hybrid composites reinforced with carbon and basalt fibers. Compos. Part B Eng. 2014, 58, 251–258. [Google Scholar] [CrossRef]
- Cheon, J.; Lee, M.; Kim, M. Study on the stab resistance mechanism and performance of the carbon, glass and aramid fiber reinforced polymer and hybrid composites. Compos. Struct. 2020, 234, 111690. [Google Scholar] [CrossRef]
- Xiong, Z.; Wei, W.; He, S.; Liu, F.; Luo, H.; Li, L. Dynamic bond behaviour of fibre-wrapped basalt fibre-reinforced polymer bars embedded in sea sand and recycled aggregate concrete under high-strain rate pull-out tests. Constr. Build. Mater. 2021, 276, 122195. [Google Scholar] [CrossRef]
- Bahrami, M.; Abenojar, J.; Martínez, M.Á. Recent progress in hybrid biocomposites: Mechanical properties, water absorption, and flame retardancy. Materials 2020, 13, 5145. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef] [Green Version]
- Mishnaevsky, L. Sustainable end-of-life management of wind turbine blades: Overview of current and coming solutions. Materials 2021, 14, 1124. [Google Scholar] [CrossRef] [PubMed]
- Boscán, I. La Industria Eólica Pide Que se Prohíba en EUROPA el Vertido de las Palas de los Aerogeneradores. Available online: https://www.worldenergytrade.com/energias-alternativas/energia-eolica/la-industria-eolica-pide-que-se-prohiba-en-europa-el-vertido-de-las-palas-de-los-aerogeneradores (accessed on 21 October 2021).
- Jacob, A. Recycling threat to Europe’s composites industry. Reinf. Plast. 2006, 50, 71–72. [Google Scholar] [CrossRef]
- Marsh, G. Europe gets tough on end-of-life composites. Reinf. Plast. 2003, 47, 34–39. [Google Scholar] [CrossRef]
- United Nations Framework Convention on Climate Change The Paris Agreement. Available online: https://unfccc.int/process-and-meetings/the-paris-agreement/the-paris-agreement (accessed on 28 September 2021).
- European Commission European Climate Law Climate Action. Available online: https://ec.europa.eu/clima/policies/eu-climate-action/law_en (accessed on 28 September 2021).
- European Parliament Directive 2000/53/EC of the European parliament and of the council of 18 September 2000 on end-of life vehicles. Off. J. Eur. Union 2000, 34–43.
- Bledzki, A.K.; Seidlitz, H.; Goracy, K.; Urbaniak, M.; Rösch, J.J. Recycling of carbon fiber reinforced composite polymers—Review—Part 1: Volume of production, recycling technologies, legislative aspects. Polymers 2021, 13, 300. [Google Scholar] [CrossRef] [PubMed]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meng, F.; McKechnie, J.; Turner, T.; Wong, K.H.; Pickering, S.J. Environmental Aspects of Use of Recycled Carbon Fiber Composites in Automotive Applications. Environ. Sci. Technol. 2017, 51, 12727–12736. [Google Scholar] [CrossRef] [PubMed]
- He, D.; Soo, V.K.; Kim, H.C.; Doolan, M. Life Cycle Primary Energy Demand and Greenhouse Gas Emission benefits of vehicle lightweighting with recycled carbon fibre. Procedia CIRP 2021, 98, 43–48. [Google Scholar] [CrossRef]
- Tapper, R.J.; Longana, M.L.; Norton, A.; Potter, K.D.; Hamerton, I. An evaluation of life cycle assessment and its application to the closed-loop recycling of carbon fibre reinforced polymers. Compos. Part B Eng. 2020, 184, 107665. [Google Scholar] [CrossRef]
- Kupski, J.; de Freitas, S.T. Design of adhesively bonded lap joints with laminated CFRP adherends: Review, challenges and new opportunities for aerospace structures. Compos. Struct. 2021, 268, 113923. [Google Scholar] [CrossRef]
- Nikravesh, Y.; Muralidharan, K.; Frantziskonis, G. Techno-economic assessment and design optimization of compressed air energy storage using filament wound carbon fiber reinforced plastic pressure vessels. J. Energy Storage 2021, 40, 102754. [Google Scholar] [CrossRef]
- Wan, Y.; Takahashi, J. Development of carbon fiber-reinforced thermoplastics for mass-produced automotive applications in japan. J. Compos. Sci. 2021, 5, 86. [Google Scholar] [CrossRef]
- Abdallah, R.; Juaidi, A.; Sava, M.A.; Çamur, H.; Albatayneh, A. A Critical Review on Recycling Composite Waste Using Pyrolysis for Sustainable Development. Energies 2021, 14, 5748. [Google Scholar] [CrossRef]
- Pickering, S.J.; Turner, T.A.; Meng, F.; Morris, C.N.; Heil, J.P.; Wong, K.H.; Melendi, S. Developments in the fluidised bed process for fibre recovery from thermoset composites. In Proceedings of the 2nd Annual Composites and Advanced Materials Expo, CAMX 2015, Dallas, TX, USA, 27–29 October 2015; pp. 2384–2394. [Google Scholar]
- Pimenta, S.; Pinho, S.T.; Robinson, P.; Wong, K.H.; Pickering, S.J. Mechanical analysis and toughening mechanisms of a multiphase recycled CFRP. Compos. Sci. Technol. 2010, 70, 1713–1725. [Google Scholar] [CrossRef] [Green Version]
- Zhu, J.H.; Chen, P.Y.; Su, M.N.; Pei, C.; Xing, F. Recycling of carbon fibre reinforced plastics by electrically driven heterogeneous catalytic degradation of epoxy resin. Green Chem. 2019, 21, 1635–1647. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Krishnan, S. Recycling of carbon fiber with epoxy composites by chemical recycling for future perspective: A review. Chem. Pap. 2020, 74, 3785–3807. [Google Scholar] [CrossRef]
- Verma, S.; Balasubramaniam, B.; Gupta, R.K. Recycling, reclamation and re-manufacturing of carbon fibres. Curr. Opin. Green Sustain. Chem. 2018, 13, 86–90. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.K.; Seidlitz, H.; Krenz, J.; Goracy, K.; Urbaniak, M.; Rösch, J.J. Recycling of carbon fiber reinforced composite polymers—review—part 2: Recovery and application of recycled carbon fibers. Polymers 2020, 12, 3003. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Sánchez-Rodríguez, D.; Kamo, T. Influence of thermal treatment on the properties of carbon fiber reinforced plastics under various conditions. Polym. Degrad. Stab. 2020, 178, 109199. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Kärki, T. A study to investigate the mechanical properties of recycled carbon fibre/glass fibre-reinforced epoxy composites using a novel thermal recycling process. Processes 2020, 8, 954. [Google Scholar] [CrossRef]
- Sun, H.; Guo, G.; Memon, S.A.; Xu, W.; Zhang, Q.; Zhu, J.H.; Xing, F. Recycling of carbon fibers from carbon fiber reinforced polymer using electrochemical method. Compos. Part A Appl. Sci. Manuf. 2015, 78, 10–17. [Google Scholar] [CrossRef]
- Nahil, M.A.; Williams, P.T. Recycling of carbon fibre reinforced polymeric waste for the production of activated carbon fibres. J. Anal. Appl. Pyrolysis 2011, 91, 67–75. [Google Scholar] [CrossRef]
- Das, M.; Chacko, R.; Varughese, S. An Efficient Method of Recycling of CFRP Waste Using Peracetic Acid. ACS Sustain. Chem. Eng. 2018, 6, 1564–1571. [Google Scholar] [CrossRef]
- Ma, Y.; Nutt, S. Chemical treatment for recycling of amine/epoxy composites at atmospheric pressure. Polym. Degrad. Stab. 2018, 153, 307–317. [Google Scholar] [CrossRef]
- Meng, F.; McKechnie, J.; Turner, T.A.; Pickering, S.J. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A Appl. Sci. Manuf. 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Yazdanbakhsh, A.; Bank, L.C. A critical review of research on reuse of mechanically recycled FRP production and end-of-life waste for construction. Polymers 2014, 6, 1810–1826. [Google Scholar] [CrossRef] [Green Version]
- Kouparitsas, C.E.; Kartalis, C.N.; Varelidis, P.C.; Tsenoglou, C.J.; Papaspyrides, C.D. Recycling of the fibrous fraction of reinforced thermoset composites. Polym. Compos. 2002, 23, 682–689. [Google Scholar] [CrossRef]
- Ogi, K.; Nishikawa, T.; Okano, Y.; Taketa, I. Mechanical properties of ABS resin reinforced with recycled CFRP. Adv. Compos. Mater. Off. J. Japan Soc. Compos. Mater. 2007, 16, 181–194. [Google Scholar] [CrossRef]
- Okayasu, M.; Yamazaki, T.; Ota, K.; Ogi, K.; Shiraishi, T. Mechanical properties and failure characteristics of a recycled CFRP under tensile and cyclic loading. Int. J. Fatigue 2013, 55, 257–267. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Turner, T.A.; Pickering, S.J.; Warrior, N.A. Development of recycled carbon fibre moulding compounds-Preparation of waste composites. Compos. Part B Eng. 2011, 42, 517–525. [Google Scholar] [CrossRef]
- Lee, H.; Ohsawa, I.; Takahashi, J. Effect of plasma surface treatment of recycled carbon fiber on carbon fiber-reinforced plastics (CFRP) interfacial properties. Appl. Surf. Sci. 2015, 328, 241–246. [Google Scholar] [CrossRef]
- Roux, M.; Eguémann, N.; Dransfeld, C.; Thiébaud, F.; Perreux, D. Thermoplastic carbon fibre-reinforced polymer recycling with electrodynamical fragmentation: From cradle to cradle. J. Thermoplast. Compos. Mater. 2017, 30, 381–403. [Google Scholar] [CrossRef]
- Yamamoto, T.; Makino, Y.; Uematsu, K. Improved mechanical properties of PMMA composites: Dispersion, diffusion and surface adhesion of recycled carbon fiber fillers from CFRP with adsorbed particulate PMMA. Adv. Powder Technol. 2017, 28, 2774–2778. [Google Scholar] [CrossRef]
- Salas, A.; Medina, C.; Vial, J.T.; Flores, P.; Canales, C.; Tuninetti, V.; Jaramillo, A.F.; Meléndrez, M.F. Ultrafast carbon nanotubes growth on recycled carbon fibers and their evaluation on interfacial shear strength in reinforced composites. Sci. Rep. 2021, 11, 5000. [Google Scholar] [CrossRef]
- Hirayama, D.; Saron, C.; Botelho, E.C.; Costa, M.L.; Junior, A.C.A. Polypropylene composites manufactured from recycled carbon fibers from aeronautic materials waste. Mater. Res. 2017, 20, 526–531. [Google Scholar] [CrossRef] [Green Version]
- Chen, D. Development of Chemical Processes for the Recycling of Carbon Fiber/Epoxy Composites; UCLA: Los Angeles, CA, USA, 2020. [Google Scholar]
- Pickering, S.J. Recycling technologies for thermoset composite materials-current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Bradna, P.; Zima, J. Compositional analysis of epoxy matrices of carbon-fibre composites by pyrolysis-gas chromatography/mass spectrometry. J. Anal. Appl. Pyrolysis 1992, 24, 75–85. [Google Scholar] [CrossRef]
- Meyer, L.O.; Schulte, K.; Grove-Nielsen, E. CFRP-recycling following a pyrolysis route: Process optimization and potentials. J. Compos. Mater. 2009, 43, 1121–1132. [Google Scholar] [CrossRef] [Green Version]
- Greco, A.; Maffezzoli, A.; Buccoliero, G.; Caretto, F.; Cornacchia, G. Thermal and chemical treatments of recycled carbon fibres for improved adhesion to polymeric matrix. J. Compos. Mater. 2013, 47, 369–377. [Google Scholar] [CrossRef]
- Stoeffler, K.; Andjelic, S.; Legros, N.; Roberge, J.; Schougaard, S.B. Polyphenylene sulfide (PPS) composites reinforced with recycled carbon fiber. Compos. Sci. Technol. 2013, 84, 65–71. [Google Scholar] [CrossRef]
- López, F.A.; Rodríguez, O.; Alguacil, F.J.; García-Díaz, I.; Centeno, T.A.; García-Fierro, J.L.; González, C. Recovery of carbon fibres by the thermolysis and gasification of waste prepreg. J. Anal. Appl. Pyrolysis 2013, 104, 675–683. [Google Scholar] [CrossRef]
- Kim, K.W.; Lee, H.M.; An, J.H.; Chung, D.C.; An, K.H.; Kim, B.J. Recycling and characterization of carbon fibers from carbon fiber reinforced epoxy matrix composites by a novel super-heated-steam method. J. Environ. Manag. 2017, 203, 872–879. [Google Scholar] [CrossRef] [PubMed]
- Mazzocchetti, L.; Benelli, T.; D’Angelo, E.; Leonardi, C.; Zattini, G.; Giorgini, L. Validation of carbon fibers recycling by pyro-gasification: The influence of oxidation conditions to obtain clean fibers and promote fiber/matrix adhesion in epoxy composites. Compos. Part A Appl. Sci. Manuf. 2018, 112, 504–514. [Google Scholar] [CrossRef]
- Limburg, M.; Stockschläder, J.; Quicker, P. Thermal treatment of carbon fibre reinforced polymers (Part 1: Recycling). Waste Manag. Res. 2019, 37, 73–82. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, T.; Zhang, W.; Jin, X.; Liang, X.; Sui, G.; Yang, X. Efficient reclamation of carbon fibers from epoxy composite waste through catalytic pyrolysis in molten ZnCl2. RSC Adv. 2019, 9, 377–388. [Google Scholar] [CrossRef] [Green Version]
- Abdou, T.R.; Junior, A.B.B.; Espinosa, D.C.R.; Tenório, J.A.S. Recycling of polymeric composites from industrial waste by pyrolysis: Deep evaluation for carbon fibers reuse. Waste Manag. 2021, 120, 1–9. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Hao, S.; He, L.; Liu, J.; Liu, Y.; Rudd, C.; Liu, X. Recovery of carbon fibre from waste prepreg via microwave pyrolysis. Polymers 2021, 13, 1231. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Deng, G.; Chen, X.; Gao, X.; Guo, Q.; Xu, C.; Zhou, L. On the successful chemical recycling of carbon fiber/epoxy resin composites under the mild condition. Compos. Sci. Technol. 2017, 151, 243–251. [Google Scholar] [CrossRef]
- Borjan, D.; Knez, Ž.; Knez, M. Recycling of carbon fiber-reinforced composites— difficulties and future perspectives. Materials 2021, 14, 4191. [Google Scholar] [CrossRef] [PubMed]
- Morales Ibarra, R.; Sasaki, M.; Goto, M.; Quitain, A.T.; García Montes, S.M.; Aguilar-Garib, J.A. Carbon fiber recovery using water and benzyl alcohol in subcritical and supercritical conditions for chemical recycling of thermoset composite materials. J. Mater. Cycles Waste Manag. 2014, 17, 369–379. [Google Scholar] [CrossRef]
- Xing, M.; Li, Y.; Zhao, L.; Song, X.; Fu, Z.; Du, Y.; Huang, X. Swelling-enhanced catalytic degradation of brominated epoxy resin in waste printed circuit boards by subcritical acetic acid under mild conditions. Waste Manag. 2020, 102, 464–473. [Google Scholar] [CrossRef]
- Piñero-Hernanz, R.; Dodds, C.; Hyde, J.; García-Serna, J.; Poliakoff, M.; Lester, E.; Cocero, M.J.; Kingman, S.; Pickering, S.; Wong, K.H. Chemical recycling of carbon fibre reinforced composites in nearcritical and supercritical water. Compos. Part A Appl. Sci. Manuf. 2008, 39, 454–461. [Google Scholar] [CrossRef]
- Yamaguchi, A.; Hashimoto, T.; Kakichi, Y.; Urushisaki, M.; Sakaguchi, T.; Kawabe, K.; Kondo, K.; Iyo, H. Recyclable carbon fiber-reinforced plastics (CFRP) containing degradable acetal linkages: Synthesis, properties, and chemical recycling. J. Polym. Sci. Part A Polym. Chem. 2015, 53, 1052–1059. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Ge, H.; Yang, Y.; Wang, Y.; Zhang, C.; Li, J.; Deng, T.; Qin, Z.; Hou, X. Chemical Recycling of Carbon Fiber Reinforced Epoxy Resin Composites via Selective Cleavage of the Carbon-Nitrogen Bond. ACS Sustain. Chem. Eng. 2015, 3, 3332–3337. [Google Scholar] [CrossRef]
- Yu, K.; Shi, Q.; Dunn, M.L.; Wang, T.; Qi, H.J. Carbon Fiber Reinforced Thermoset Composite with Near 100% Recyclability. Adv. Funct. Mater. 2016, 26, 6098–6106. [Google Scholar] [CrossRef]
- Yan, H.; Lu, C.X.; Jing, D.Q.; Chang, C.B.; Liu, N.X.; Hou, X.L. Recycling of carbon fibers in epoxy resin composites using supercritical 1-propanol. Xinxing Tan Cailiao/New Carbon Mater. 2016, 31, 46–54. [Google Scholar] [CrossRef]
- Henry, L.; Schneller, A.; Doerfler, J.; Mueller, W.M.; Aymonier, C.; Horn, S. Semi-continuous flow recycling method for carbon fibre reinforced thermoset polymers by near- and supercritical solvolysis. Polym. Degrad. Stab. 2016, 133, 264–274. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Guo, X.; Liu, C.; Liu, T.; Xin, J.; Zhang, J. Mild chemical recycling of aerospace fiber/epoxy composite wastes and utilization of the decomposed resin. Polym. Degrad. Stab. 2017, 139, 20–27. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.L.; Gillet, A.; Mantaux, O.; Leeke, G.A. Recovery and reuse of discontinuous carbon fibres by solvolysis: Realignment and properties of remanufactured materials. Compos. Sci. Technol. 2016, 139, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Cheng, H.; Huang, H.; Zhang, J.; Jing, D. Degradation of carbon fiber-reinforced polymer using supercritical fluids. Fibers Polym. 2017, 18, 795–805. [Google Scholar] [CrossRef]
- Okajima, I.; Watanabe, K.; Haramiishi, S.; Nakamura, M.; Shimamura, Y.; Sako, T. Recycling of carbon fiber reinforced plastic containing amine-cured epoxy resin using supercritical and subcritical fluids. J. Supercrit. Fluids 2016, 119, 44–51. [Google Scholar] [CrossRef]
- Chaabani, C.; Weiss-Hortala, E.; Soudais, Y. Impact of Solvolysis Process on Both Depolymerization Kinetics of Nylon 6 and Recycling Carbon Fibers from Waste Composite. Waste Biomass Valorization 2017, 8, 2853–2865. [Google Scholar] [CrossRef] [Green Version]
- Sokoli, H.U.; Beauson, J.; Simonsen, M.E.; Fraisse, A.; Brøndsted, P.; Søgaard, E.G. Optimized process for recovery of glass- and carbon fibers with retained mechanical properties by means of near- and supercritical fluids. J. Supercrit. Fluids 2017, 124, 80–89. [Google Scholar] [CrossRef]
- Okajima, I.; Sako, T. Recycling fiber-reinforced plastic using supercritical acetone. Polym. Degrad. Stab. 2019, 163, 1–6. [Google Scholar] [CrossRef]
- Lee, M.; Kim, D.H.; Park, J.J.; You, N.H.; Goh, M. Fast chemical recycling of carbon fiber reinforced plastic at ambient pressure using an aqueous solvent accelerated by a surfactant. Waste Manag. 2020, 118, 190–196. [Google Scholar] [CrossRef]
- Khalil, Y.F. Sustainability assessment of solvolysis using supercritical fluids for carbon fiber reinforced polymers waste management. Sustain. Prod. Consum. 2019, 17, 74–84. [Google Scholar] [CrossRef]
- Van de Werken, N.; Reese, M.S.; Taha, M.R.; Tehrani, M. Investigating the effects of fiber surface treatment and alignment on mechanical properties of recycled carbon fiber composites. Compos. Part A Appl. Sci. Manuf. 2019, 119, 38–47. [Google Scholar] [CrossRef]
- Sukanto, H.; Raharjo, W.W.; Ariawan, D.; Triyono, J. Carbon fibers recovery from CFRP recycling process and their usage: A review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1034, 012087. [Google Scholar] [CrossRef]
- Mantelli, A.; Romani, A.; Suriano, R.; Diani, M.; Colledani, M.; Sarlin, E.; Turri, S.; Levi, M. UV-assisted 3D printing of polymer composites from thermally and mechanically recycled carbon fibers. Polymers 2021, 13, 726. [Google Scholar] [CrossRef] [PubMed]
- Takahashi, J.; Matsutsuka, N.; Okazumi, T.; Uzawa, K.; Ohsawa, I.; Yamaguchi, K.; Kitano, A. Mechanical properties of recycled CFRP by injection molding method. In Proceedings of the ICCM International Conferences on Composite Materials, Kyoto, Japan, 8–13 July 2007. [Google Scholar]
- Wong, K.H.; Mohammed, D.S.; Pickering, S.J.; Brooks, R. Effect of coupling agents on reinforcing potential of recycled carbon fibre for polypropylene composite. Compos. Sci. Technol. 2012, 72, 835–844. [Google Scholar] [CrossRef]
- Akonda, M.H.; Lawrence, C.A.; Weager, B.M. Recycled carbon fibre-reinforced polypropylene thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 79–86. [Google Scholar] [CrossRef]
- Giorgini, L.; Benelli, T.; Mazzocchetti, L.; Leonardi, C.; Zattini, G.; Minak, G.; Dolcini, E.; Cavazzoni, M.; Montanari, I.; Tosi, C. Recovery of carbon fibers from cured and uncured carbon fiber reinforced composites wastes and their use as feedstock for a new composite production. Polym. Compos. 2015, 36, 1084–1095. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Miskolczi, N.; Nagy, T.; Lipóczi, G. Recovery of glass fibre and carbon fibres from reinforced thermosets by batch pyrolysis and investigation of fibre re-using as reinforcement in LDPE matrix. Compos. Part B Eng. 2016, 91, 154–161. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Misra, M.; Mohanty, A.K. Polycarbonate biocomposites reinforced with a hybrid filler system of recycled carbon fiber and biocarbon: Preparation and thermomechanical characterization. J. Appl. Polym. Sci. 2018, 135, 46449. [Google Scholar] [CrossRef]
- Matrenichev, V.; Belone, M.C.L.; Palola, S.; Laurikainen, P.; Sarlin, E. Resizing approach to increase the viability of recycled fibre-reinforced composites. Materials 2020, 13, 5773. [Google Scholar] [CrossRef]
- Huang, H.; Liu, W.; Liu, Z. An additive manufacturing-based approach for carbon fiber reinforced polymer recycling. CIRP Ann. 2020, 69, 33–36. [Google Scholar] [CrossRef]
- Yao, S.S.; Jin, F.L.; Rhee, K.Y.; Hui, D.; Park, S.J. Recent advances in carbon-fiber-reinforced thermoplastic composites: A review. Compos. Part B Eng. 2018, 142, 241–250. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).