
Enhancing the Mechanical Properties of Biodegradable Mg Alloys Processed by Warm HPT and Thermal Treatments


 , ,
, ,  and
and
Abstract
1. Introduction
2. Experimental Procedure
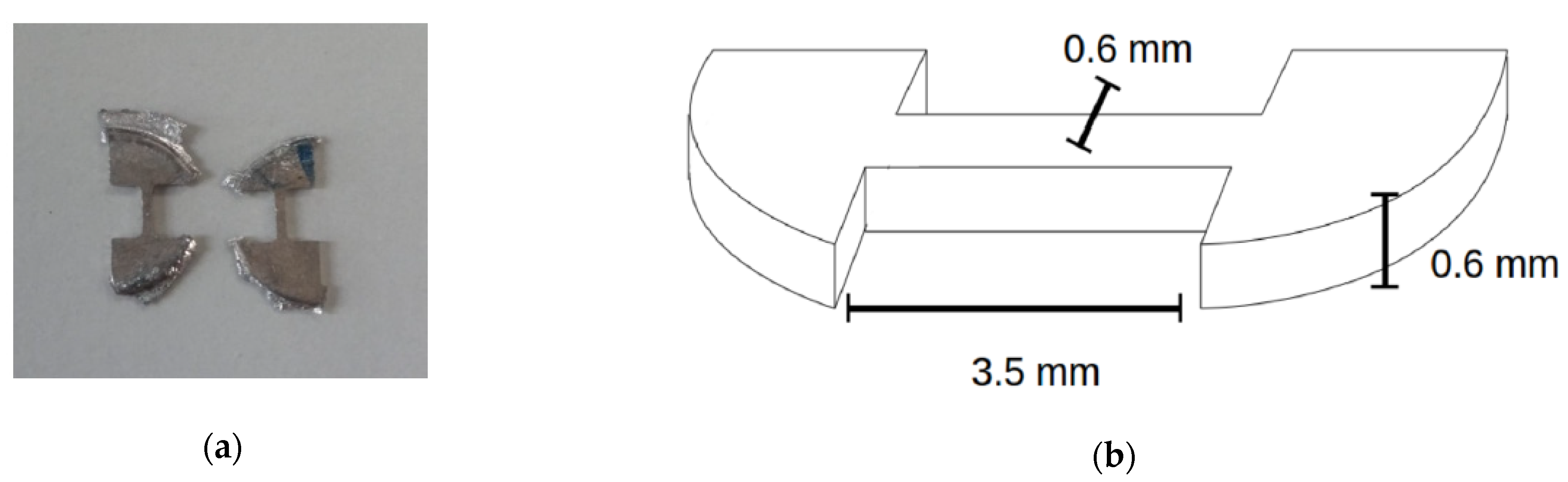
2.1. Materials and Sample Preparation
2.2. High-Pressure Torsion (HPT)-Processing
2.3. Heat Treatments
2.4. Characterization of Microstructure and Properties
2.4.1. Mechanical Properties
2.4.2. Electron Microscopy
2.4.3. Differential Scanning Calorimetry
2.4.4. X-ray Diffraction Peak Profile Analysis (XPA)
2.4.5. Texture Analysis
2.4.6. Corrosion Tests
3. Results
3.1. Effects of Severe Plastic Deformation at Elevated Temperature
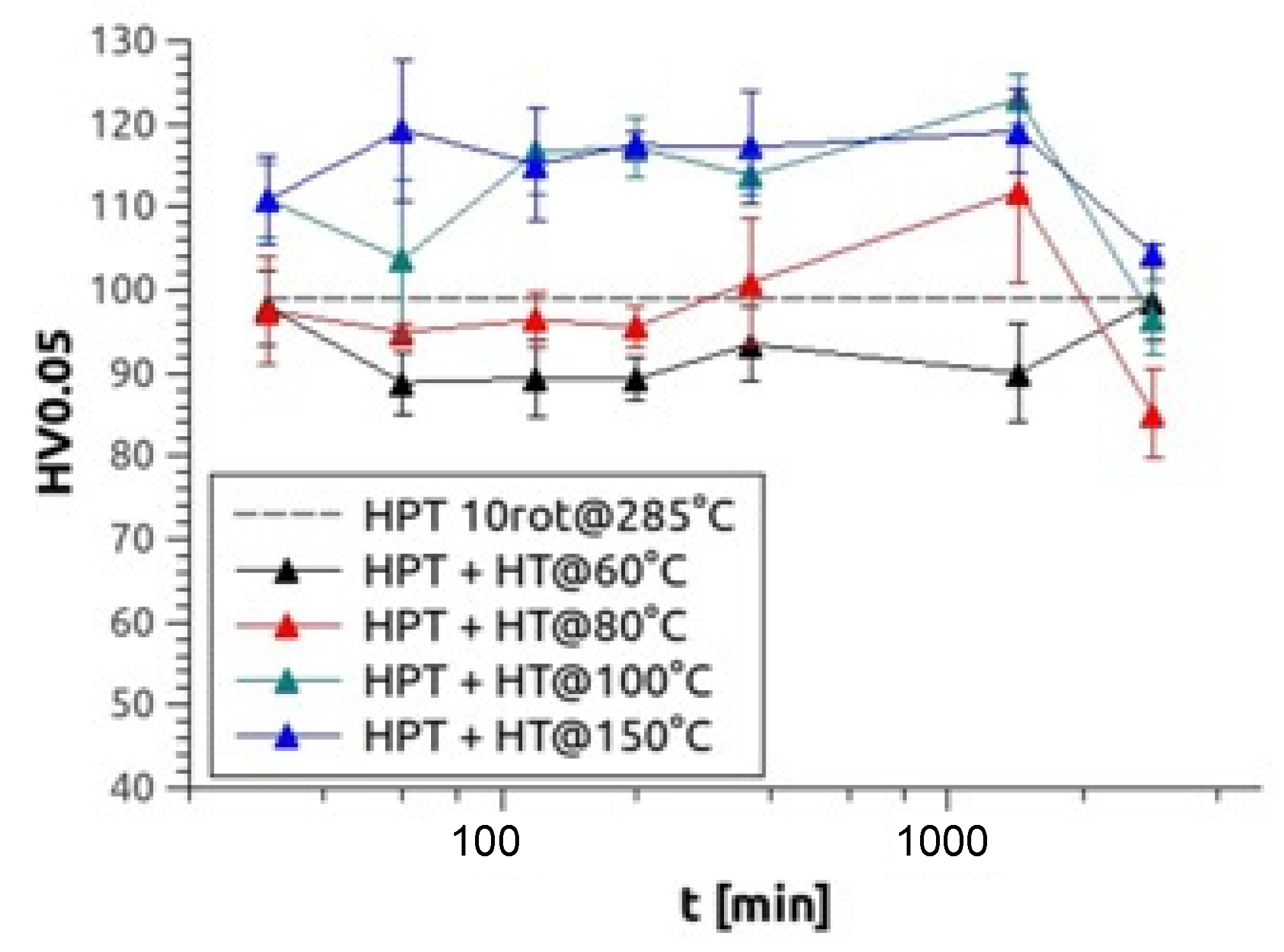
3.2. Effects of Isothermal Heat Treatments
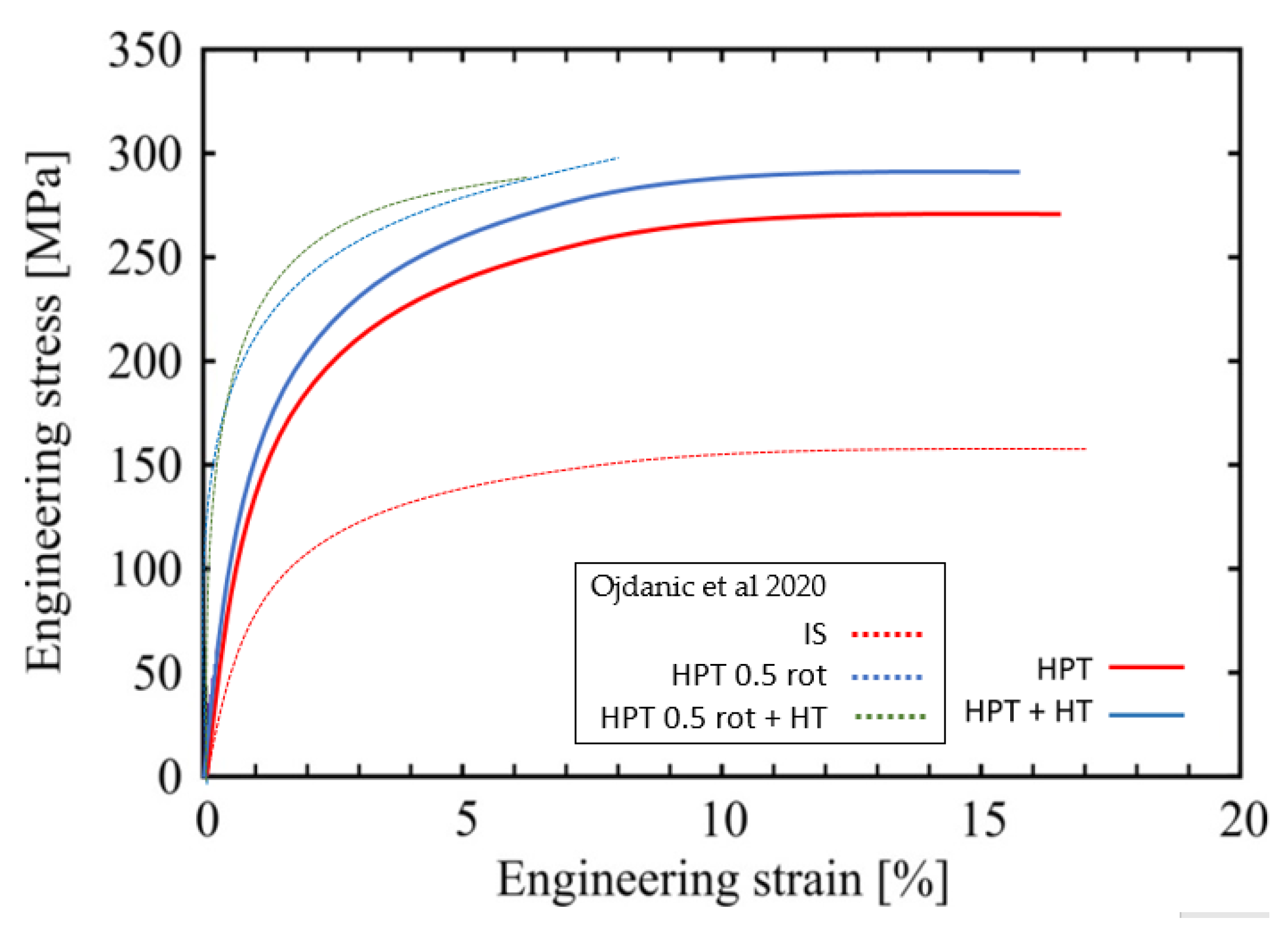
3.3. Tensile Strength and Ductility
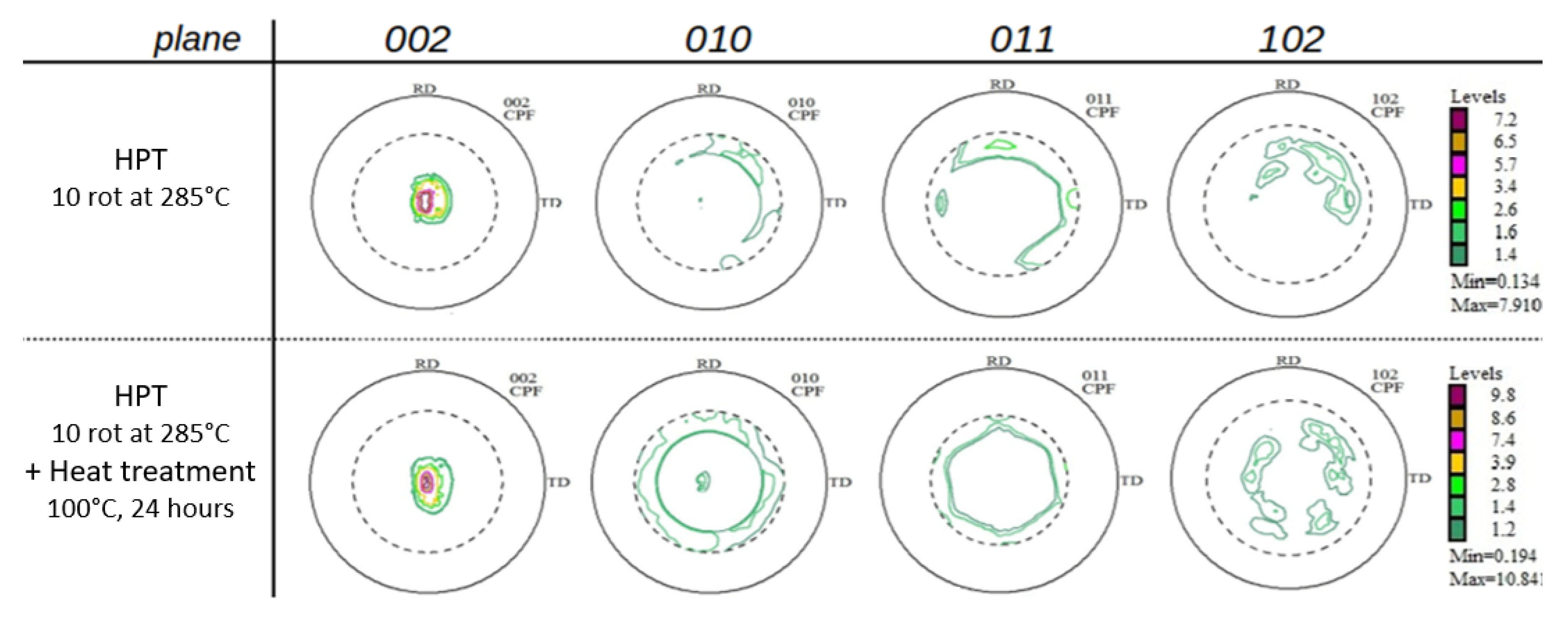
3.4. Evolution of Texture and Young’s Modulus
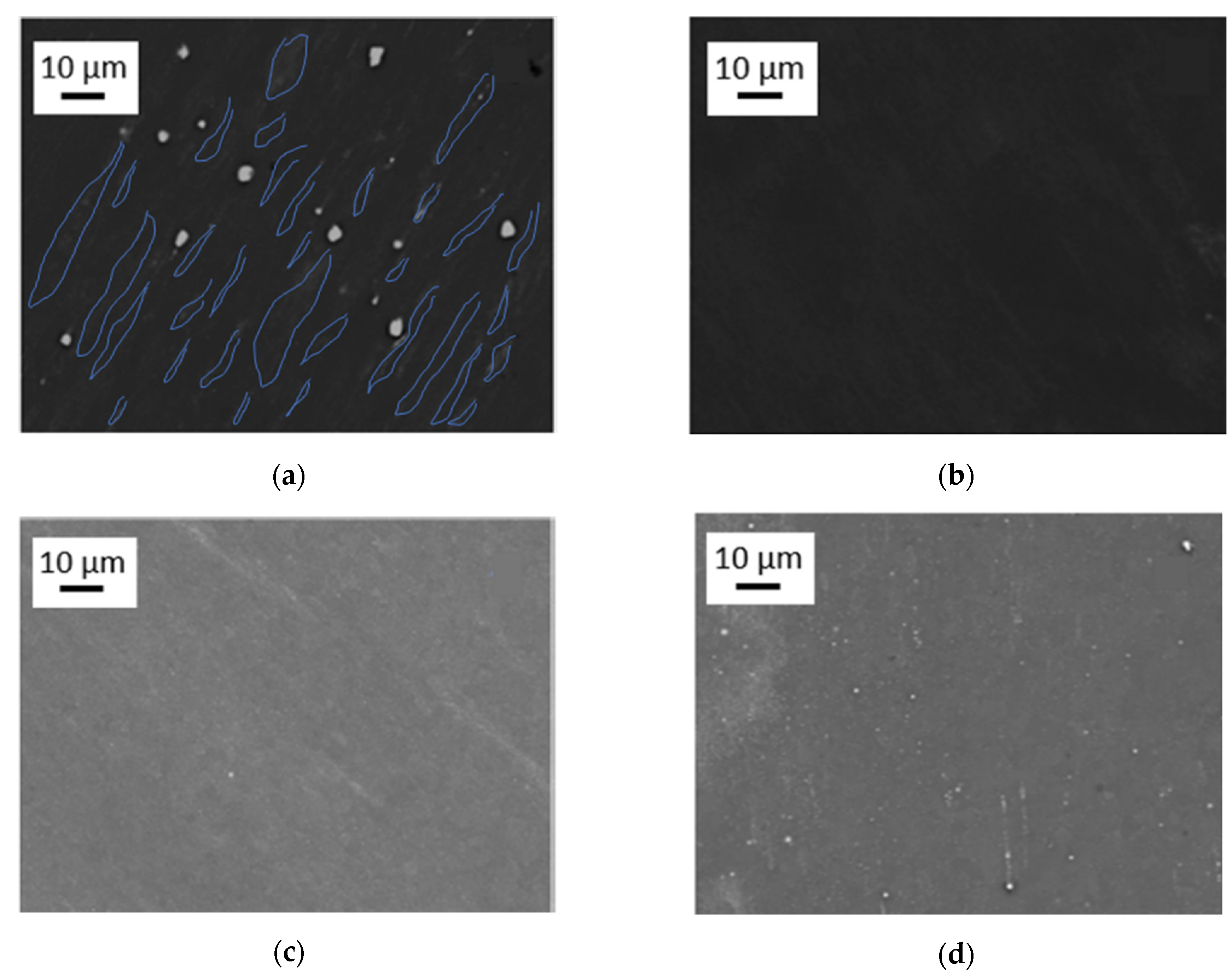
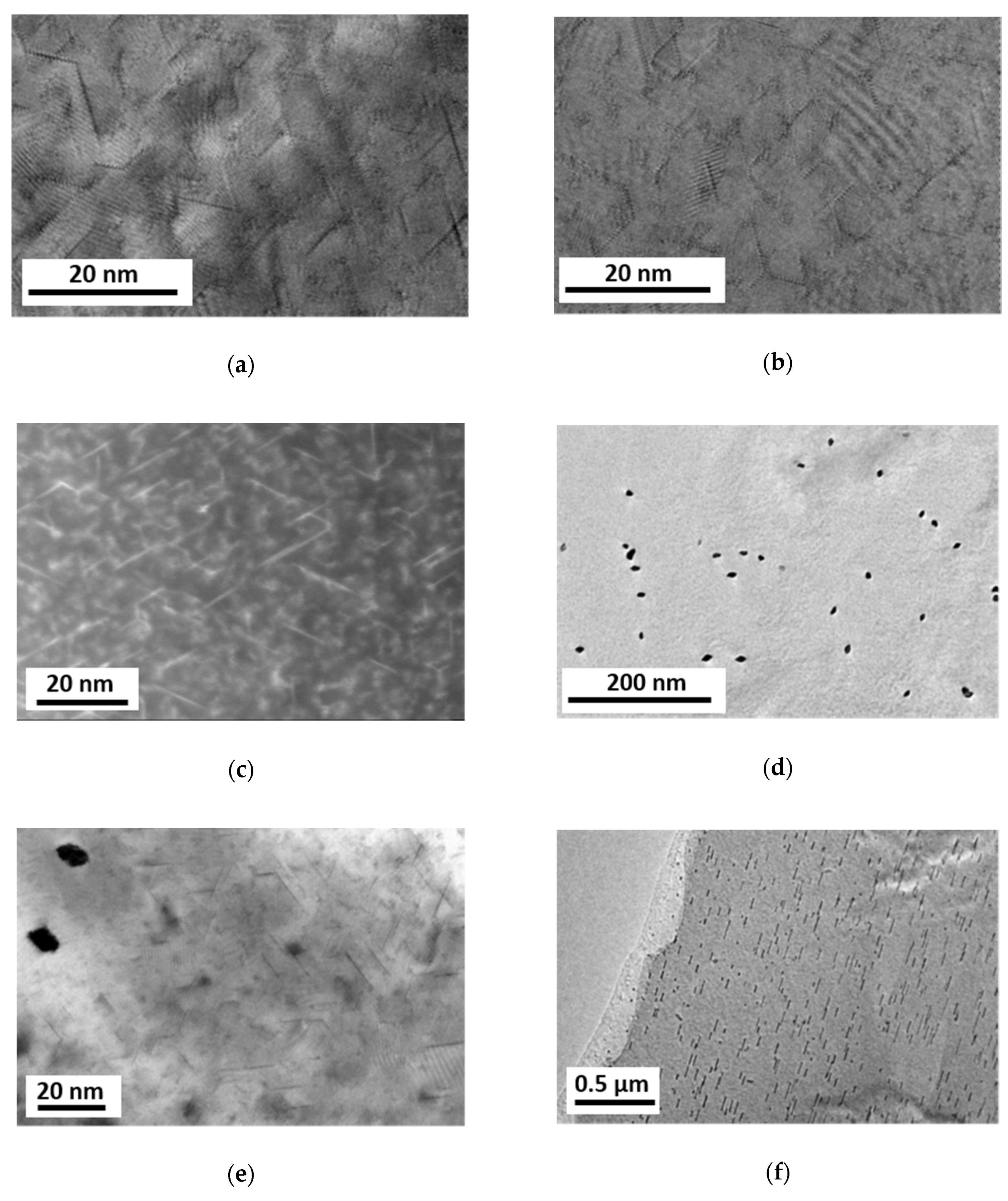
3.5. Electron Microscopy Analysis of Precipitates
- (1)
- HPT-processed at 4 GPa for 10 rotations at 285 °C;
- (2)
- HPT-processed at 4 GPa for 10 rotations at 285 °C and heat treated at 100 °C for 24 h;
- (3)
- HPT-processed at 4 GPa for 10 rotations at 285 °C and heat treated at 150 °C for 2 h.
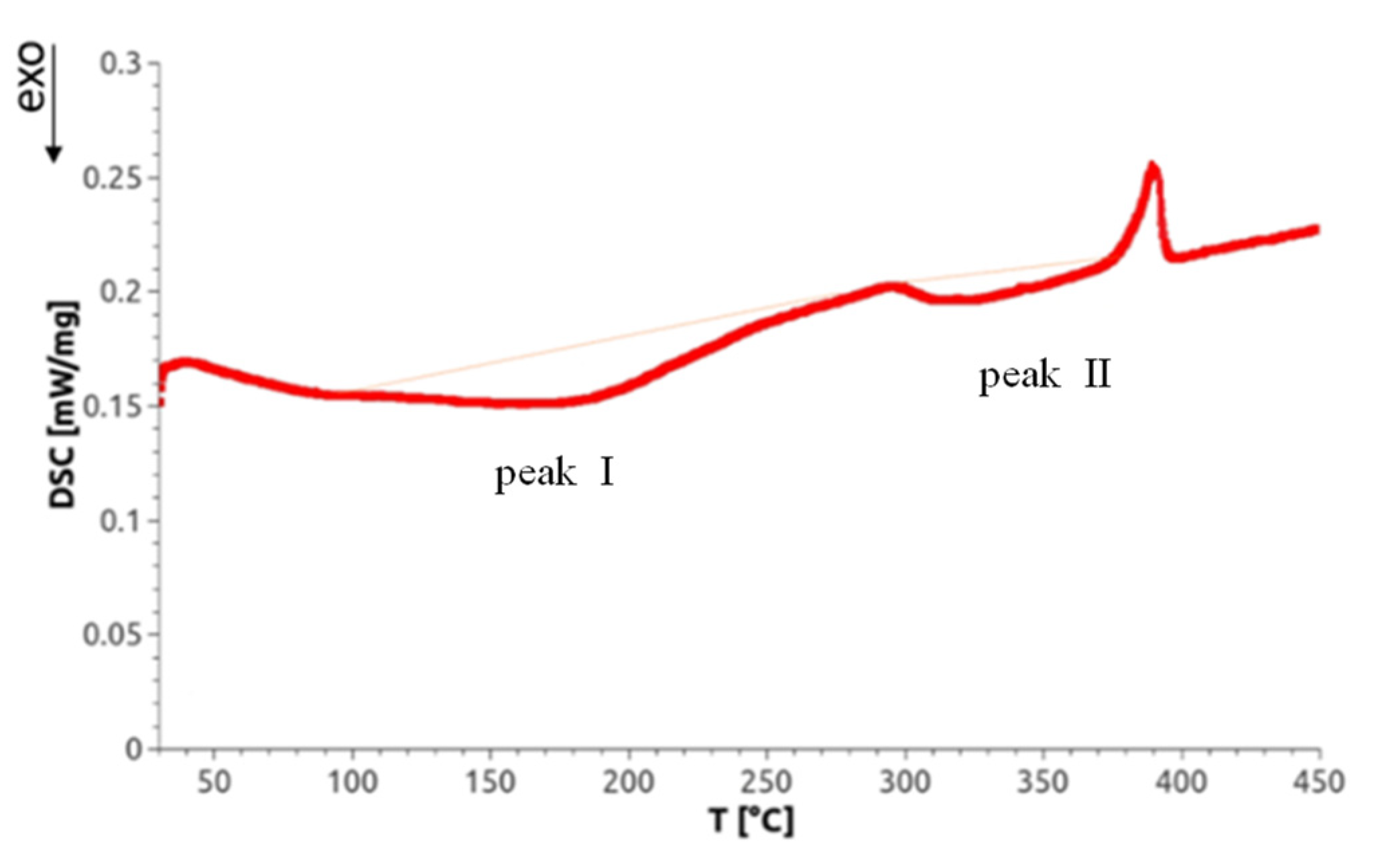
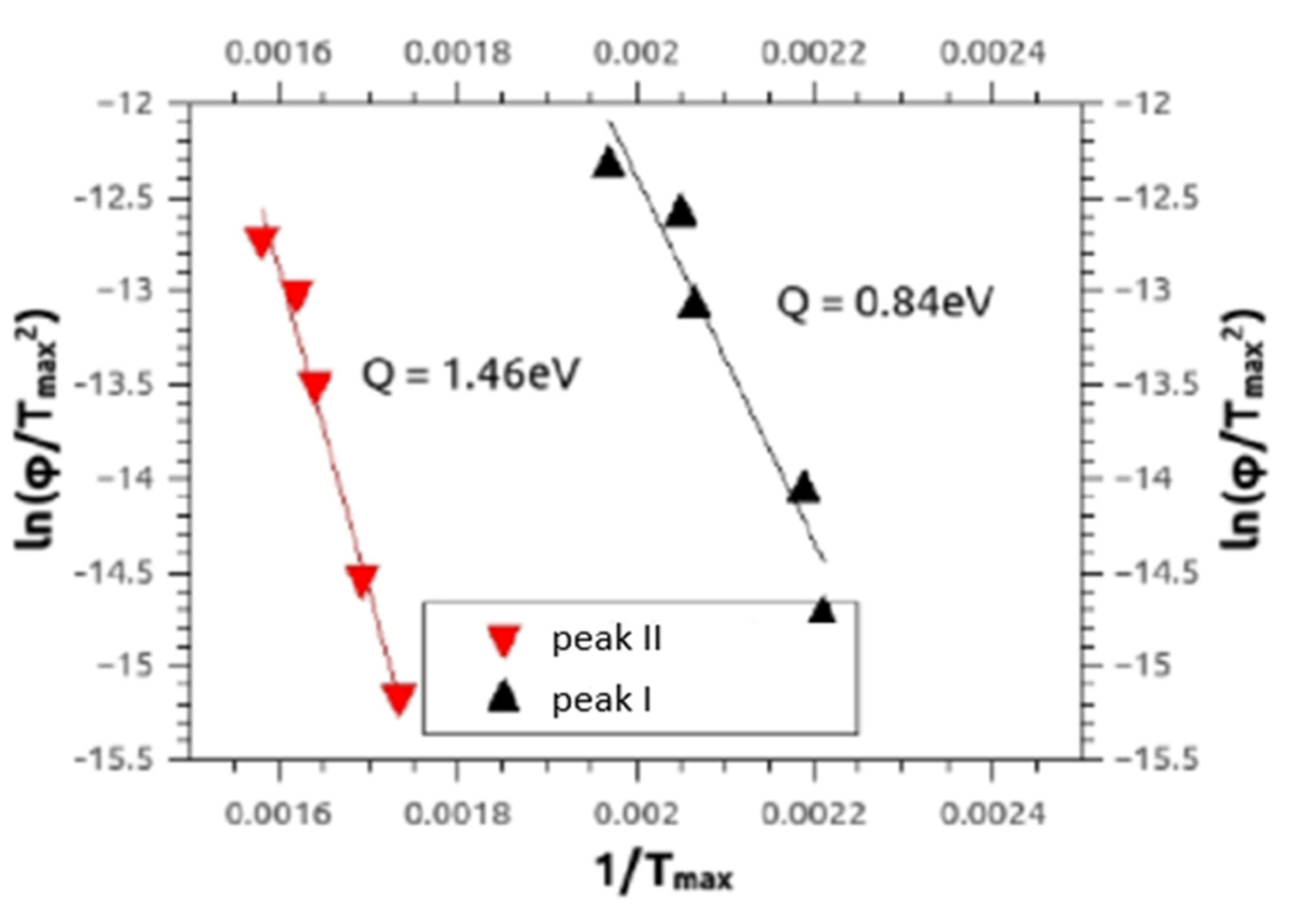
3.6. Determination of Severe Plastic Deformation (SPD)-Induced Defect Densities by Differential Scanning Calorimetry (DSC) and XPA
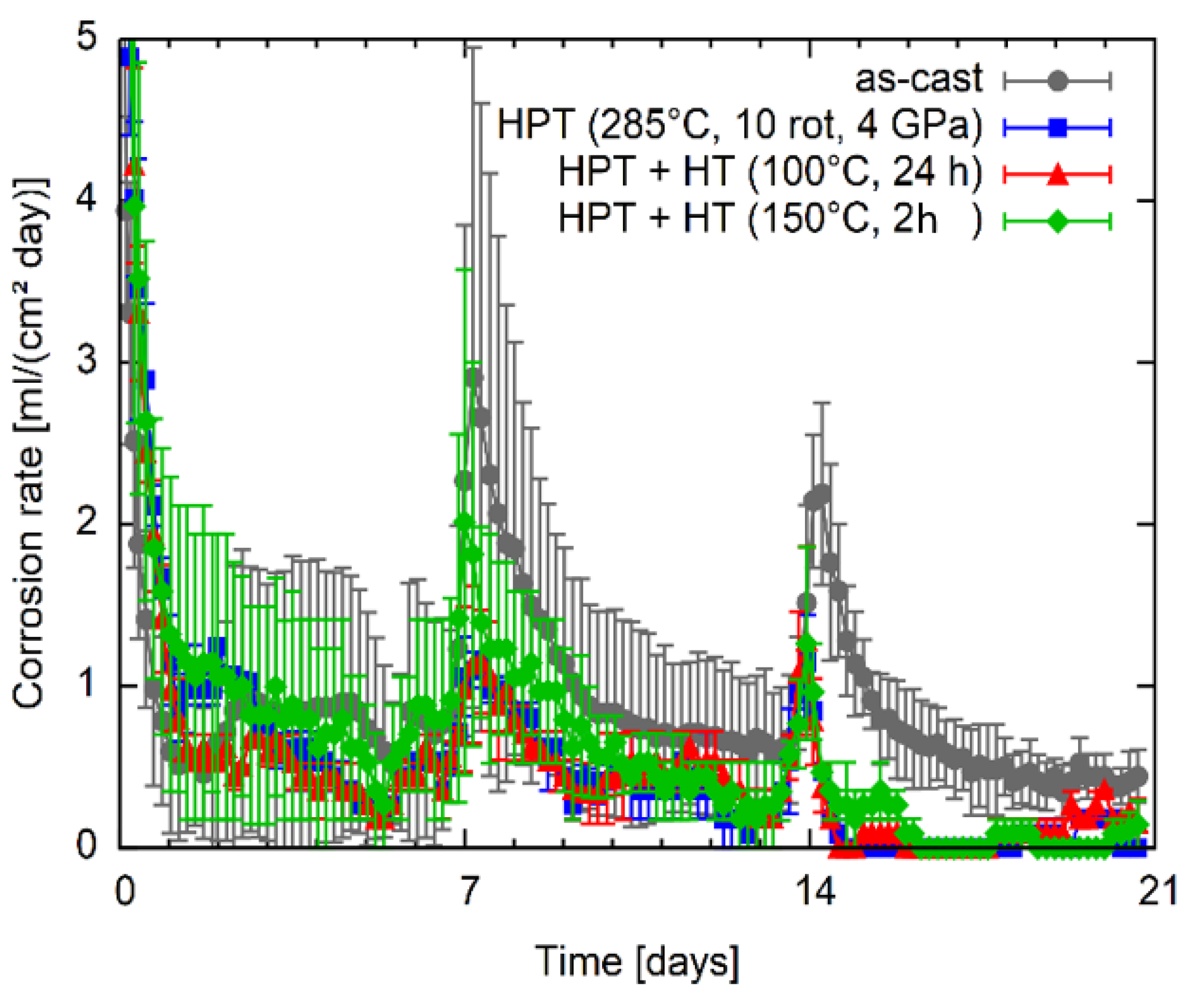
3.7. Corrosion Tests
4. Discussion
4.1. The Effects of Warm HPT Processing and Additional Heat Treatments
4.2. Reasons for the Effects of Warm HPT-Processing and Additional Heat Treatments
4.3. Corrosion Behavior during Processing
5. Summary and Conclusions
- (i)
- re-solutionizing of primary precipitates being possible sources of corrosion and brittleness;
- (ii)
- generation a high number of dislocations; those account for the major part i.e., for more than 70% of the whole HPT-induced increase of strength (being 55%); 7% of it can be ascribed to the decrease of grain size. The considerable ductility (15%) can be related to the low level of internal stresses, thanks to near-equilibrium arrangements of dislocations achieved by the high HPT-processing temperature.
- (iii)
- extra hardening (at least 20%) coming from thermal treatment allowing for the agglomeration of deformation induced vacancies;
- (iv)
- precipitates that contribute also more than 20% to the total strength are present after HPT at the latest; however, they do not change during thermal treatment and thus do not contribute to the related hardening, nor decrease ductility;
- (v)
- although there have been indications of dynamic and static recrystallization in the materials’ textures, they did not significantly affect the values of Young’s modulus, nor the experimental or the calculated values;
- (vi)
- thanks to the elimination of primary precipitates, the corrosion rates could be decreased by the current processing route. Neither the generation of dislocations nor that of vacancy agglomerates had a marked impact on corrosion rates.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reith, G.; Schmitz-Greven, V.; Hensel, K.O.; Schneider, M.M.; Tinschmann, T.; Bouillon, B.; Probst, C. Metal implant removal: Benefits and drawbacks—A patient survey. BMC Surg. 2015, 15, 96. [Google Scholar] [CrossRef]
- Ridzwan, M.I.Z.; Shuib, S.; Hassan, A.Y.; Shokri, A.A.; Mohamad Ibrahim, N.M. Problem of Stress Shielding and Improvement to the Hip Implant Designs: A Review. J. Med. Sci. 2007, 7, 460–467. [Google Scholar] [CrossRef]
- Chen, Y.-J.; Wang, Q.-D.; Lin, J.-B.; Liu, M.-P.; Hjelen, J.; Roven, H.J. Grain refinement of magnesium alloys processed by severe plastic deformation. Trans. Nonferr. Met. Soc. China 2014, 24, 3747–3754. [Google Scholar] [CrossRef]
- Witte, F. The history of biodegradable magnesium implants: A review. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef] [PubMed]
- Qi, F.; Zhang, D.; Zhang, X.; Xu, X. Effect of Sn addition on the microstructure and mechanical properties of Mg–6Zn–1Mn (wt.%) alloy. J. Alloys Compd. 2014, 585, 656–666. [Google Scholar] [CrossRef]
- Liu, Y.-C.; Liu, D.-B.; Zhao, Y.; Chen, M.-F. Corrosion degradation behavior of Mg–Ca alloy with high Ca content in SBF. Trans. Nonferr. Met. Soc. China 2015, 25, 3339–3347. [Google Scholar] [CrossRef]
- Witte, F.; Hort, N.; Vogt, C.; Cohen, S.; Kainer, K.U.; Willumeit, R.; Feyerabend, F. Degradable biomaterials based on magnesium corrosion. Curr. Op. Sol. Stat. Mater. Sci. 2008, 12, 63–72. [Google Scholar] [CrossRef]
- Horky, J.; Ghaffar, A.; Werbach, K.; Mingler, B.; Pogatscher, S.; Schäublin, R.; Setman, D.; Uggowitzer, P.J.; Löffler, J.F.; Zehetbauer, M.J. Exceptional Strengthening of Biodegradable Mg-Zn-Ca Alloys through High Pressure Torsion and Subsequent Heat Treatment. Materials 2019, 12, 2460. [Google Scholar] [CrossRef] [PubMed]
- Ojdanic, A.; Schafler, E.; Horky, J.; Orlov, D.; Zehetbauer, M. Strengthening of a Biodegradable Mg–Zn–Ca Alloy ZX50 After Processing by HPT and Heat Treatment. In Magnesium Technology 2018; Orlov, D., Joshi, V., Solanki, K., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 277–282. ISBN 978-3-319-72332-7. [Google Scholar]
- Mohamed, A.; El-Aziz, A.M.; Breitinger, H.-G. Study of the degradation behavior and the biocompatibility of Mg–0.8Ca alloy for orthopedic implant applications. J. Magn. Alloys 2019, 7, 249–257. [Google Scholar] [CrossRef]
- Stefanidou, M.; Maravelias, C.; Dona, A.; Spiliopoulou, C. Zinc: A multipurpose trace element. Arch. Toxicol. 2006, 80, 1–9. [Google Scholar] [CrossRef]
- Schroeder, H.A.; Balassa, J.J. Abnormal trace metals in man: Zirconium. J. Chronic Dis. 1966, 19, 573–586. [Google Scholar] [CrossRef]
- Hänzi, A.C.; Dalla Torre, F.H.; Sologubenko, A.S.; Gunde, P.; Schmid-Fetzer, R.; Kuehlein, M.; Löffler, J.F.; Uggowitzer, P.J. Design strategy for microalloyed ultra-ductile magnesium alloys. Phil. Mag. Lett. 2009, 89, 377–390. [Google Scholar] [CrossRef]
- Hänzi, A.C.; Sologubenko, A.S.; Gunde, P.; Schinhammer, M.; Uggowitzer, P.J. Design considerations for achieving simultaneously high-strength and highly ductile magnesium alloys. Phil. Mag. Lett. 2012, 92, 417–427. [Google Scholar] [CrossRef]
- Ojdanic, A.; Horky, J.; Mingler, B.; Fanetti, M.; Gardonio, S.; Valant, M.; Sulkowski, B.; Schafler, E.; Orlov, D.; Zehetbauer, M.J. The Effects of Severe Plastic Deformation and/or Thermal Treatment on the Mechanical Properties of Biodegradable Mg-Alloys. Metals 2020, 10, 1064. [Google Scholar] [CrossRef]
- Pippan, R.; Scheriau, S.; Hohenwarter, A.; Hafok, M. Advantages and limitations of HPT: A Review. Mater. Sci. Forum 2008, 584, 16–21. [Google Scholar] [CrossRef]
- Korznikova, E.; Schafler, E.; Steiner, G.; Zehetbauer, M.J. Measurements of vacancy type defects in SPD deformed Ni. In Proceedings of the Proc. 4th International Symposium on Ultrafine Grained Materials, Antonio, TX, USA, 12–16 March 2006; Zhu, Y.T., Langdon, T.G., Horita, Z., Zehetbauer, M.J., Semiatin, S.L., Lowe, T.C., Eds.; The Minerals, Metals & Materials Society (TMS): Warrendale, PA, USA, 2006; pp. 97–104. [Google Scholar]
- Setman, D.; Schafler, E.; Korznikova, E.; Zehetbauer, M.J. The presence and nature of vacancy type defects in nanometals detained by severe plastic deformation. Mater. Sci. Eng. A 2008, 493, 116–122. [Google Scholar] [CrossRef]
- Schafler, E.; Steiner, G.; Korznikova, E.; Kerber, M.; Zehetbauer, M.J. Lattice defect investigation of ECAP-Cu by means of X-ray line profile analysis, calorimetry and electrical resistometry. Mater. Sci. Eng. A 2005, 410-411, 169–173. [Google Scholar] [CrossRef]
- Cengeri, P.; Kerber, M.B.; Schafler, E.; Zehetbauer, M.J.; Setman, D. Strengthening during heat treatment of HPT processed copper and nickel. Mater. Sci. Eng. A 2019, 742, 124–131. [Google Scholar] [CrossRef]
- Zehetbauer, M. Effects of Non-Equilibrium Vacancies on Strengthening. Key Eng. Mater. 1995, 97–98, 287–306. [Google Scholar] [CrossRef]
- Orlov, D.; Pelliccia, D.; Fang, X.; Bourgeois, L.; Kirby, N.; Nikulin, A.Y.; Ameyama, K.; Estrin, Y. Particle evolution in Mg–Zn–Zr alloy processed by integrated extrusion and equal channel angular pressing: Evaluation by electron microscopy and synchrotron small-angle X-ray scattering. Acta Mater. 2014, 72, 110–124. [Google Scholar] [CrossRef]
- Mima, G.; Tanaka, Y. The aging characteristics of magnesium-4wt% zinc alloy. Trans. JIM 1971, 12, 71–75. [Google Scholar] [CrossRef]
- Mima, G.; Tanaka, Y. The main factors affecting the aging of magnesium-zinc alloys. Trans. JIM 1971, 12, 76–81. [Google Scholar] [CrossRef][Green Version]
- Clark, J.B. Transmission electron microscopy study of age hardening in a Mg-5 wt.% Zn alloy. Acta Metall. 1965, 13, 1281–1289. [Google Scholar] [CrossRef]
- Ungár, T.; Tichy, G.; Gubicza, J.; Hellmig, R.J. Correlation between subgrains and coherently scattering domains. Powder Diffr. 2005, 20, 366–375. [Google Scholar] [CrossRef]
- Schafler, E.; Zehetbauer, M. Characterization of nanostructured materials by X-ray line profile analysis. Rev. Adv. Mater. Sci 2005, 10, 28–33. [Google Scholar] [CrossRef]
- Bever, M.B.; Holt, D.L.; Titchener, A.L. The Stored Energy of Cold Work. Progr. Mater. Sci. 1973, 17, 5–177. [Google Scholar] [CrossRef]
- Tzanetakis, P.; Hillairet, J.; Revel, G. The Formation Energy of Vacancies in Aluminium and Magnesium. Phys. Stat. Sol. 1976, 75, 433–439. [Google Scholar] [CrossRef]
- Kissinger, H.E. Reaction kinetics in differential thermal analysis. Anal. Chem. 1957, 29, 1702–1706. [Google Scholar] [CrossRef]
- Müller, L.; Müller, F.A. Preparation of SBF with different HCO3- content and its influence on the composition of biomimetic apatites. Acta Biomater. 2006, 2, 181–189. [Google Scholar] [CrossRef] [PubMed]
- Bonarski, B.J.; Schafler, E.; Mingler, B.; Skrotzki, W.; Mikulowski, B.; Zehetbauer, M.J. Texture evolution of Mg during high-pressure torsion. J. Mater. Sci. 2008, 43, 7513–7518. [Google Scholar] [CrossRef]
- Beausir, B.; Biswas, S.; Kim, D.I.; Toth, L.S.; Suwas, S. Analysis of microstructure and texture evolution in pure magnesium during symmetric and asymmetric rolling. Acta Mater. 2009, 57, 5061–5077. [Google Scholar] [CrossRef]
- Sundman, B.O.; Ansara, I. III.2—The Gulliver–Scheil method for the calculation of solidification paths. In The SGTE Casebook: Thermodynamics at Work, 2nd ed.; Hack, K., Ed.; Woodhead Pub: Cambridge, UK; Boca Raton, FL, USA, 2008; pp. 343–346. ISBN 978-1-84569-215-5. [Google Scholar]
- Gulliver, G.H. The quantitative effect of rapid cooling upon the constitution of binary alloys. J. Inst. Met. 1913, 9, 120–157. [Google Scholar]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Kirchner, H.O.K. Loop hardening of hexagonal metals. Z. Metallk. 1976, 67, 525–532. [Google Scholar]
- Hampshire, J.M.; Hardie, D. Hardening of pure magnesium by lattice defects. Acta Metall. 1974, 22, 657–663. [Google Scholar] [CrossRef]
- Radha, R.; Sreekanth, D. Insight of magnesium alloys and composites for orthopedic implant applications—A review. J. Magn. Alloys 2017, 5, 286–312. [Google Scholar] [CrossRef]
- Song, G.-L. Corrosion electrochemistry of magnesium (Mg) and its alloys. In Corrosion of Magnesium Alloys; Song, G.-L., Ed.; Woodhead Pub: Oxford, UK; Philadelphia, PA, USA, 2011; pp. 3–65. ISBN 9781845697082. [Google Scholar]
- Mostaed, E.; Hashempour, M.; Fabrizi, A.; Dellasega, D.; Bestetti, M.; Bonollo, F.; Vedani, M. Microstructure, texture evolution, mechanical properties and corrosion behavior of ECAP processed ZK60 magnesium alloy for biodegradable applications. J. Mech. Behav. Biomed. Mater. 2014, 37, 307–322. [Google Scholar] [CrossRef] [PubMed]
- Orlov, D.; Ralston, K.D.; Birbilis, N.; Estrin, Y. Enhanced corrosion resistance of Mg alloy ZK60 after processing by integrated extrusion and equal channel angular pressing. Acta Mater. 2011, 59, 6176–6186. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg [wt %] | Zn [wt %] | Ca [wt %] | Zr [wt %] |
|---|---|---|---|---|
| Mg5Zn0.3Ca | 94.28 ± 0.03 | 5.44 ± 0.03 | 0.28 ± 0.03 | / |
| Mg5Zn | 94.77 ± 0.03 | 5.23 ± 0.03 | / | / |
| Mg5Zn0.15Ca | 94.9 ± 0.03 | 5.1 ± 0.03 | 0.15 ± 0.03 | / |
| Mg5Zn0.15Ca0.15Zr | 94.4 ± 0.03 | 5.6 ± 0.03 | 0.18 ± 0.03 | 0.18 ± 0.03 |
| Sample | Condition | HV0.05 |
|---|---|---|
| Mg5Zn0.3Ca | as-cast | 65 ± 6 |
| HPT | 99 ± 3 | |
| HPT + HT 100 °C, 24 h | 123 ± 6 | |
| HPT + HT 150 °C, 2 h | 119 ± 12 | |
| Mg5Zn | as-cast | 70 ± 9 |
| HPT | 95 ± 3 | |
| HPT+HT 100 °C, 24 h | 114 ± 10 | |
| HPT+HT 150 °C, 2 h | 106 ± 6 | |
| Mg5Zn0.15Ca0.15Zr | as-cast | 79 ± 5 |
| HPT | 101 ± 12 | |
| HPT+HT 100 °C, 24 h | 125 ± 6 | |
| HPT+HT 150 °C, 2 h | 123 ± 4 |
| Sample | Condition | σyield [MPa] | UTS [MPa] | εtotal [%] |
|---|---|---|---|---|
| Mg5Zn0.3Ca | HPT | 223 ± 34 | 248 ± 37 | 18 ± 2 |
| Mg5Zn0.3Ca | HPT + HT | 220 ± 33 | 249 ± 37 | 17 ± 2 |
| Mg5Zn | HPT | 156 ± 23 | 215 ± 32 | 17 ± 2 |
| Mg5Zn | HPT + HT | 170 ± 26 | 245 ± 37 | 19 ± 2 |
| Mg5Zn0.15Ca | HPT | 236 ± 35 | 270 ± 41 | 16 ± 2 |
| Mg5Zn0.15Ca | HPT + HT | 226 ± 34 | 250 ± 38 | 19 ± 2 |
| Mg5Zn0.15Ca0.15Zr | HPT | 226 ± 34 | 283 ± 42 | 19 ± 2 |
| Mg5Zn0.15Ca0.15Zr | HPT + HT | 270 ± 41 | 283 ± 42 | 16 ± 2 |
| Sample | Condition | E (Esim) [GPa] |
|---|---|---|
| Mg5Zn0.3Ca | HPT | 38 ± 2 (45) |
| Mg5Zn0.3Ca | HPT + HT | 37 ± 1 (45) |
| Mg5Zn | HPT | 34 ± 1 |
| Mg5Zn | HPT+HT | 34 ± 2 |
| Mg5Zn0.15Ca | HPT | 35 ± 1 (58) |
| Mg5Zn0.15Ca | HPT+HT | 31 ± 1 (60) |
| Mg5Zn0.15Ca0.15Zr | HPT | 38 ± 2 |
| Mg5Zn0.15Ca0.15Zr | HPT+HT | 42 ± 1 |
| Sample | Etotal [J/g] | ρ [1014 m−2] | Edisl [J/g] | Evac [J/g] | cv [10−4] |
|---|---|---|---|---|---|
| Mg5Zn | 2.4 ± 0.5 | 2.5 ± 0.1 | 0.01 ± 0.001 | 2.4 ± 0.3 | 7 ± 1.0 |
| Mg5Zn0.3Ca | 1.9 ± 0.43 | 3.0 ± 0.1 | 0.1 ± 0.01 | 1.8 ± 0.4 | 5 ± 1.0 |
| Mg5Zn0.15Ca | 2.7 ± 0.13 | 3.6 ± 0.1 | 0.04 ± 0.01 | 2.7 ± 0.2 | 8 ± 0.6 |
| Mg5Zn0.15Ca0.15Zr | 2.6 ± 0.1 | 2.5 ± 0.1 | 0.01 ± 0.001 | 2.6 ± 0.04 | 8 ± 0.1 |
| Sample | Etotal [J/g] | ρ [1014 m−2] | Edisl [J/g] | Evac [J/g] | cv [10−6] |
|---|---|---|---|---|---|
| Mg5Zn | 0.6 ± 0.08 | 3.8 ± 0.1 | 0.5 ± 0.06 | 0.07 ± 0.01 | 20 ± 6.0 |
| Mg5Zn0.3Ca | 0.4 ± 0.08 | 3.3 ± 0.1 | 0.4 ± 0.04 | 0.02 ± 0.01 | 6 ± 1.0 |
| Mg5Zn0.15Ca | 0.4 ± 0.1 | 3.5 ± 0.1 | 0.4 ± 0.1 | 0.01 ± 0.001 | 3 ± 1.0 |
| Mg5Zn0.15Ca0.15Zr | 0.4 ± 0.1 | 4.5 ± 0.1 | 0.4 ± 0.06 | 0.01 ± 0.001 | 0.6 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mizelli-Ojdanic, A.; Horky, J.; Mingler, B.; Fanetti, M.; Gardonio, S.; Valant, M.; Sulkowski, B.; Schafler, E.; Orlov, D.; Zehetbauer, M.J. Enhancing the Mechanical Properties of Biodegradable Mg Alloys Processed by Warm HPT and Thermal Treatments. Materials 2021, 14, 6399. https://doi.org/10.3390/ma14216399
Mizelli-Ojdanic A, Horky J, Mingler B, Fanetti M, Gardonio S, Valant M, Sulkowski B, Schafler E, Orlov D, Zehetbauer MJ. Enhancing the Mechanical Properties of Biodegradable Mg Alloys Processed by Warm HPT and Thermal Treatments. Materials. 2021; 14(21):6399. https://doi.org/10.3390/ma14216399
Chicago/Turabian StyleMizelli-Ojdanic, Andrea, Jelena Horky, Bernhard Mingler, Mattia Fanetti, Sandra Gardonio, Matjaz Valant, Bartosz Sulkowski, Erhard Schafler, Dmytro Orlov, and Michael J. Zehetbauer. 2021. "Enhancing the Mechanical Properties of Biodegradable Mg Alloys Processed by Warm HPT and Thermal Treatments" Materials 14, no. 21: 6399. https://doi.org/10.3390/ma14216399
APA StyleMizelli-Ojdanic, A., Horky, J., Mingler, B., Fanetti, M., Gardonio, S., Valant, M., Sulkowski, B., Schafler, E., Orlov, D., & Zehetbauer, M. J. (2021). Enhancing the Mechanical Properties of Biodegradable Mg Alloys Processed by Warm HPT and Thermal Treatments. Materials, 14(21), 6399. https://doi.org/10.3390/ma14216399