
A Joining Process between Beryllium and Reduced-Activation Ferritic–Martensitic Steel by Plasma Sintering

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Miriyev, A.; Grutzner, S.; Kruger, L.; Kalabukhov, S.; Frage, N. Bonding of TRIP-steel/Al2O3-(3Y)-TZP composites and (3Y)-TZP ceramic by a spark plasam sintering (SPS) apparatus. Materials 2016, 9, 558. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, G.; Zhang, X.; Yang, J.; Qiao, G. Recent advances in joining of SiC-based materials (monolithic SiC and SiCf/SiC composites): Joining processs, joint strength, and interfacial behavior. J. Adv. Ceram. 2019, 8, 19–38. [Google Scholar] [CrossRef] [Green Version]
- Ben-Ayoun, D.; Sadia, Y.; Gelbstein, Y. Compatibility between Co-Metallized PbTe thermoelectric legs and an Ag-Cu-In brazing alloy. Materials 2018, 11, 99. [Google Scholar] [CrossRef] [Green Version]
- Kustron, P.; Korzeniowski, M.; Piwowarczyk, T.; Sokolowski, P. Development of resistance spot welding processes of metal-plastic composites. Materials 2021, 14, 3233. [Google Scholar] [CrossRef]
- Jadhav, A.D.; Padture, N.P.; Jordan, E.H.; Gell, M.; Miranzo, P.; Fuller, D.R., Jr. Low-thermal-conductivity plasma-sprayed thermal barrier coatings with engineered microstructures. Acta Mater. 2006, 54, 3343–3349. [Google Scholar] [CrossRef]
- Cao, R.; Chang, J.H.; Huang, Q.; Zhang, X.B.; Yan, Y.J.; Chen, J.H. Behaviors and effects of Zr coating on welding-brazing process of Al-Steel and Mg-steel dissimilar metals. J. Manuf. Process. 2018, 31, 674–688. [Google Scholar] [CrossRef]
- Tanner, L.E.; Okamoto, H. The Be-Fe system. Bull. Alloy. Phase Diagr. 1988, 9, 494–508. [Google Scholar] [CrossRef]
- Hernandez, F.A.; Pereslavtsev, P.; Zhou, G.; Neuberger, H.; Rey, J.; Kang, Q.; Boccaccini, L.V.; Bubelis, E.; Moscato, I.; Dongiovanni, D. An enhanced, near-term HCPB design as driver blanket for the EU DEMO. Fusion Eng. Des. 2019, 146, 1186–1191. [Google Scholar] [CrossRef]
- Hunt, R.M.; Goods, S.H.; Ying, A.; Dorn, C.K.; Abdou, M. Evaluation of Cu as an interlayer in Be/F82H diffusion bonds for ITER TBM. J. Nucl. Mater. 2011, 417, 89–92. [Google Scholar] [CrossRef]
- Hunt, R.M.; Good, S.H.; Ying, A.; Dorn, C.K.; Abdou, M. Diffusion bonding beryllium to reduced activation ferritic martensitic steel: Development of processes and techniques. Fusion Eng. Des. 2012, 87, 1550–1557. [Google Scholar] [CrossRef]
- Kim, J.-H.; Nakamichi, M. Effect of plasma-sintering consolidation on the reactivity of beryllium. Fusion Eng. Des. 2014, 89, 1440–1443. [Google Scholar] [CrossRef]
- Kim, J.-H.; Nakamichi, M. Effect of grain size on the hardness and reactivity of plasma-sintered beryllium. J. Nucl. Mater. 2014, 453, 22–26. [Google Scholar] [CrossRef]
- Kim, J.-H.; Nakamichi, M. Comparative study on arc-melting and plasma-sintered beryllides. J. Alloys Compd. 2013, 546, 171–175. [Google Scholar] [CrossRef]
- Kim, J.-H.; Nakamichi, M. Comparative study of sinterability and tehrmal stability in plasma-sintered niobium and vanadium beryllides. J. Alloys Compd. 2015, 638, 277–281. [Google Scholar] [CrossRef]
- Kim, J.-H.; Nakamichi, M. Effect of grain size on the sinterability and reactivity of vanadium-beryllium intermetallic compounds. Fusion Eng. Des. 2019, 144, 93–96. [Google Scholar] [CrossRef]
- Sakasegawa, H.; Tanigawa, H.; Kano, S.; Abe, H. Material properties of the F82H melted in an electric are furnace. Fusion Eng. Des. 2015, 98–99, 2068–2071. [Google Scholar] [CrossRef]
- Hirose, T.; Ando, M.; Ogiwara, H.; Tanigawa, H.; Enoeda, M.; Akiba, M. Interfacial properties of HIP joints between beryllium and reduced activation ferritic/martensitic steel. Fusion Eng. Des. 2010, 85, 809–812. [Google Scholar] [CrossRef]
- Olevsky, E.A. Impact of thermal diffusion on densification during SPS. J. Am. Ceram. Soc. 2009, 92, S122–S132. [Google Scholar] [CrossRef]
- Lin, D.; Yuan, L.; Zhang, P.; Zuo, F.; Plucknett, K.; Grasso, S.; Wang, H.; Lin, H. Densificiation and phase transformation in multi-layered graded Si3N4-TiN components produced by field-assisted sintering. Materials 2019, 12, 2900. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Taguchi, O.; Tiwari, G.P.; Iijima, Y. Growth kinetic of β-Ti Solid Solution in Reaction Diffusion. Mater. Trans. 2003, 44, 83–88. [Google Scholar] [CrossRef] [Green Version]
- Cooke, K.O.; Richardson, A.; Khan, T.I.; Shar, M.A. High-temperature diffusion bonding of Ti-6Al-4V and super duplex stainless steel using a Cu interlayer embedded with alumina nanoparticles. J. Manuf. Mater. Process. 2020, 4, 3. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.; Liu, C.; Silberschmidt, V.V.; Chen, Z. Growth of Intermetallic Compounds in Thermosonic Copper Wire Bonding on Aluminum Metallization. J. Electron. Mater. 2010, 39, 124–131. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
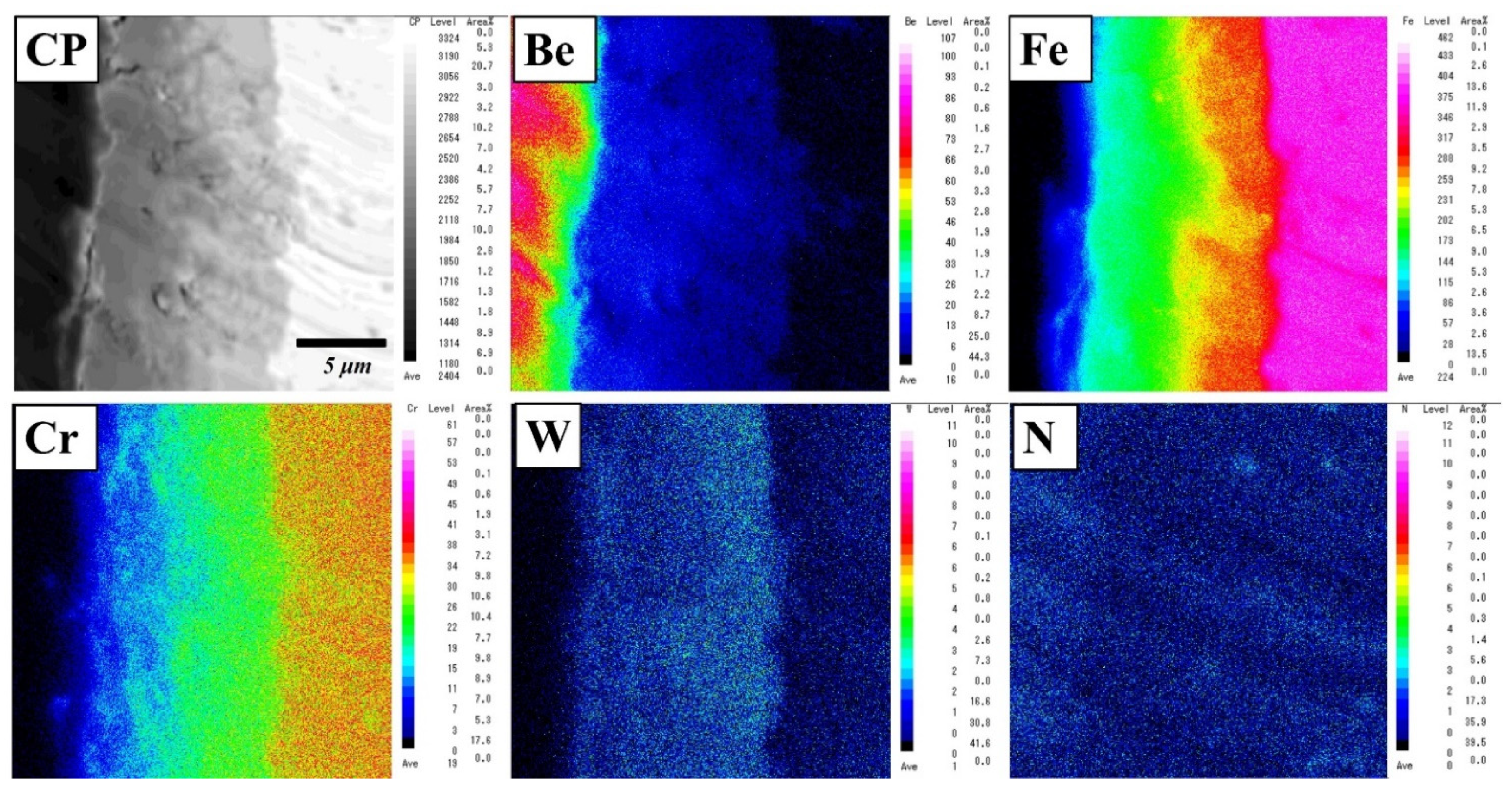
| Measuring Point | Composition (at.%) | Estimated Compounds | ||||
|---|---|---|---|---|---|---|
| Be | Fe | Cr | W | O | ||
| S1 | 97.16 | 0.44 | 0.02 | 0.00 | 2.38 | Be |
| S2 | 84.03 | 14.02 | 1.23 | 0.10 | 0.62 | Be12Fe |
| S3 | 81.91 | 15.80 | 1.50 | 0.12 | 0.68 | Be12Fe |
| S4 | 76.88 | 20.25 | 1.89 | 0.17 | 0.80 | Be12Fe, Be5Fe |
| S5 | 66.78 | 29.53 | 2.64 | 0.23 | 0.83 | Be5Fe, Be2Fe |
| S6 | 60.21 | 35.25 | 3.40 | 0.32 | 0.82 | Be5Fe, Be2Fe |
| S7 | 57.29 | 37.34 | 3.65 | 0.35 | 1.37 | Be2Fe |
| S8 | 54.53 | 41.03 | 4.01 | 0.34 | 0.08 | Be2Fe |
| S9 | 3.13 | 86.14 | 7.89 | 1.88 | 0.96 | Be2Fe, F82H |
| S10 | 0.39 | 89.16 | 8.19 | 1.68 | 0.57 | F82H |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-H.; Hwang, T.; Nakamichi, M. A Joining Process between Beryllium and Reduced-Activation Ferritic–Martensitic Steel by Plasma Sintering. Materials 2021, 14, 6348. https://doi.org/10.3390/ma14216348
Kim J-H, Hwang T, Nakamichi M. A Joining Process between Beryllium and Reduced-Activation Ferritic–Martensitic Steel by Plasma Sintering. Materials. 2021; 14(21):6348. https://doi.org/10.3390/ma14216348
Chicago/Turabian StyleKim, Jae-Hwan, Taehyun Hwang, and Masaru Nakamichi. 2021. "A Joining Process between Beryllium and Reduced-Activation Ferritic–Martensitic Steel by Plasma Sintering" Materials 14, no. 21: 6348. https://doi.org/10.3390/ma14216348
APA StyleKim, J.-H., Hwang, T., & Nakamichi, M. (2021). A Joining Process between Beryllium and Reduced-Activation Ferritic–Martensitic Steel by Plasma Sintering. Materials, 14(21), 6348. https://doi.org/10.3390/ma14216348