
External Surface Quality of the Graphite Crystallizer as a Factor Influencing the Temperature of the Continuous Casting Process of ETP Grade Copper

 , , , , ,
, , , , ,
Abstract
:1. Introduction
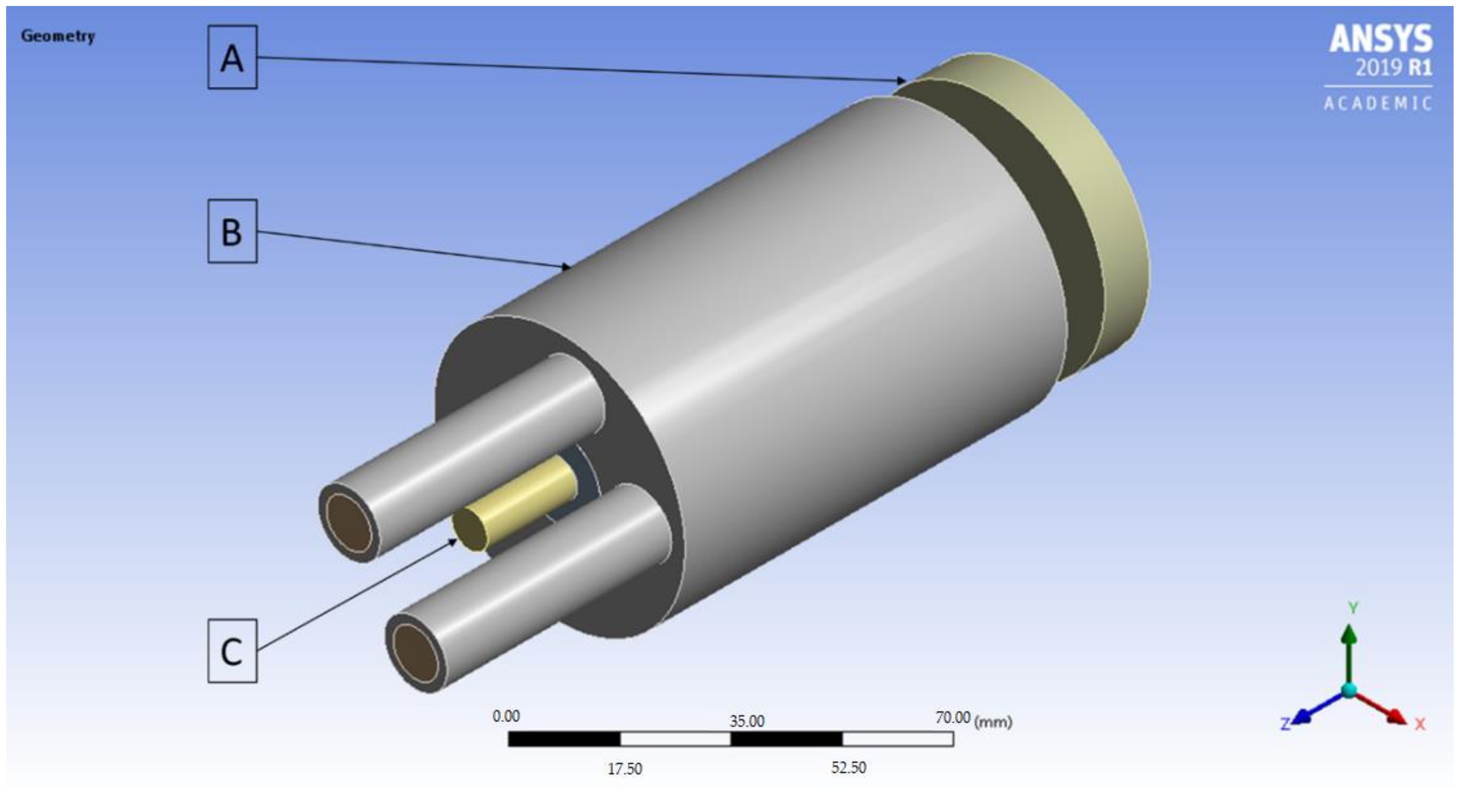
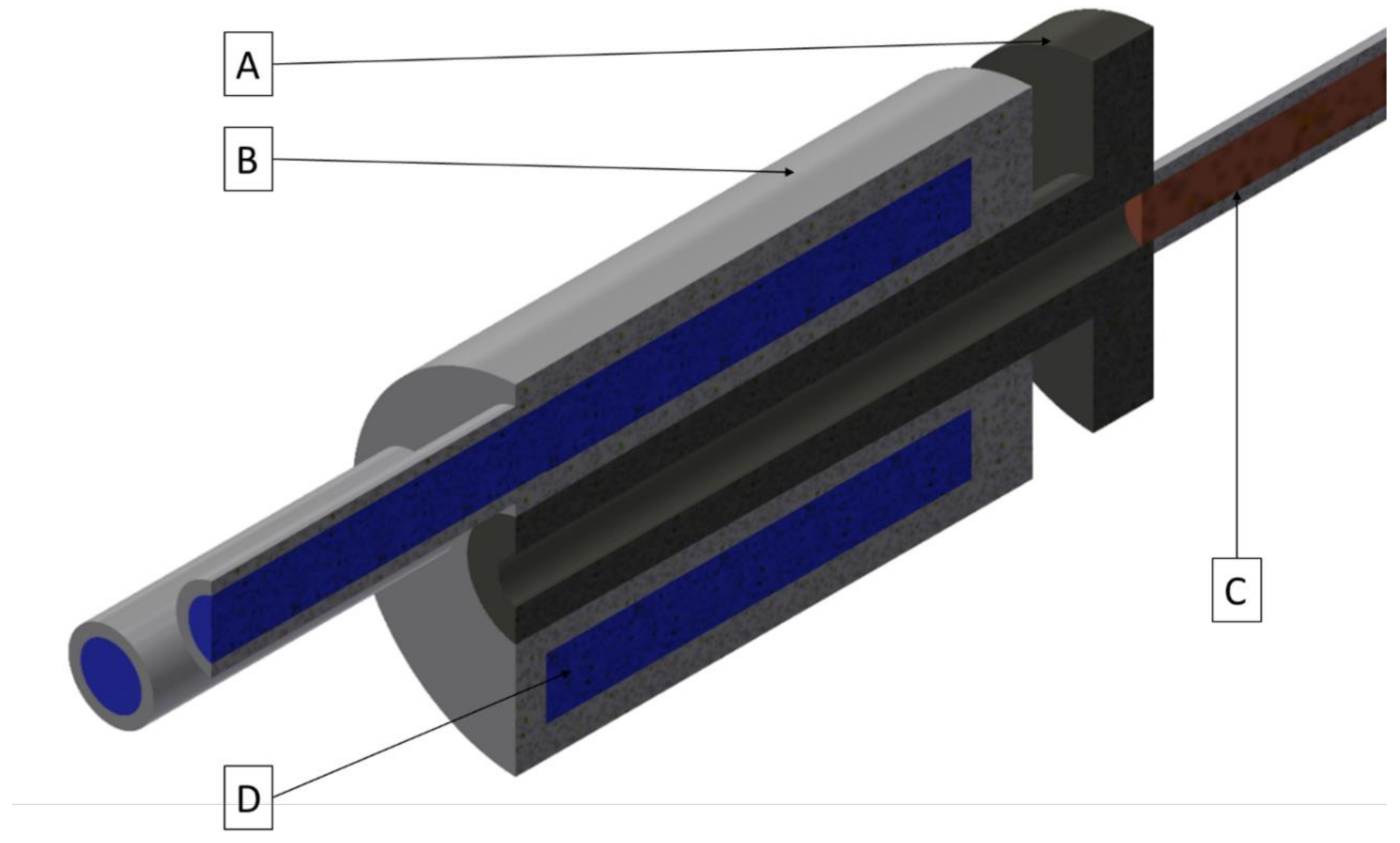
2. Materials and Methods
3. Results and Discussion
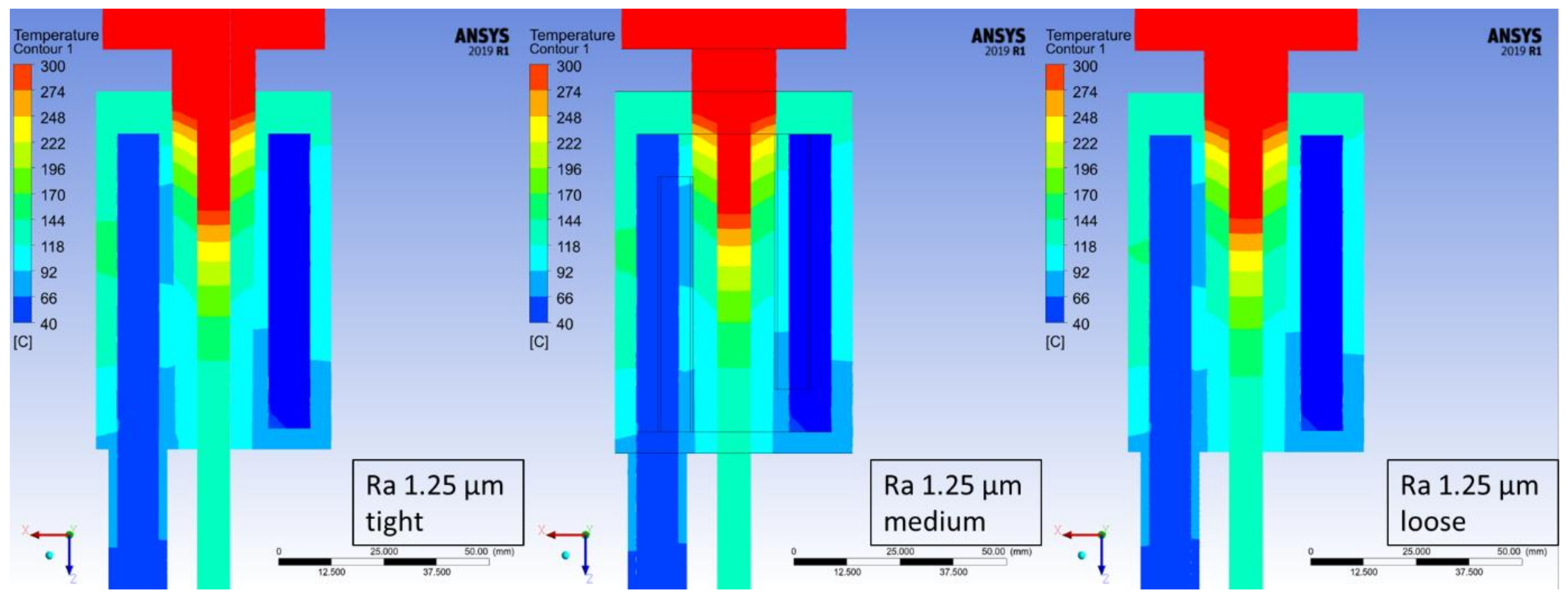
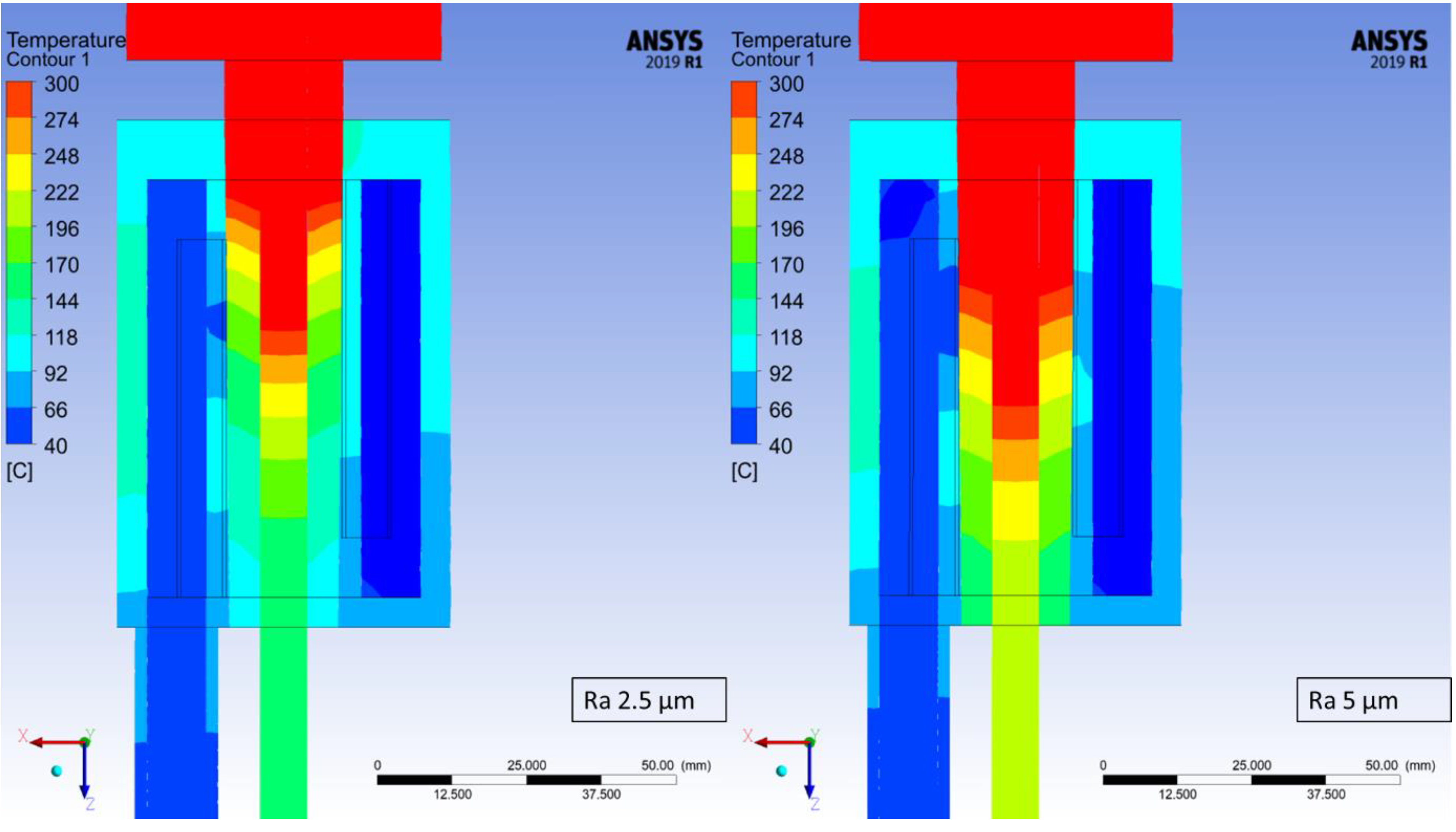
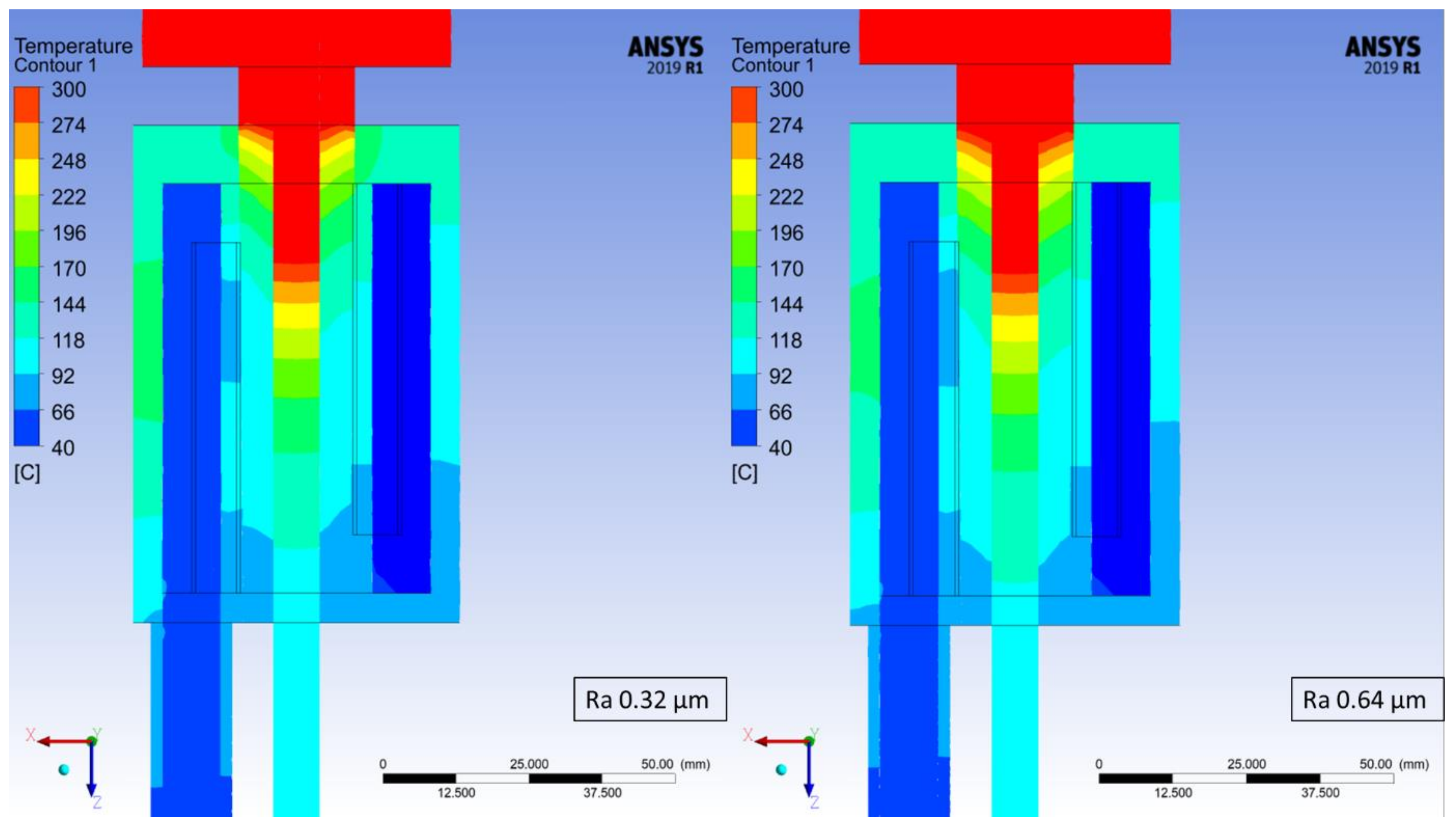
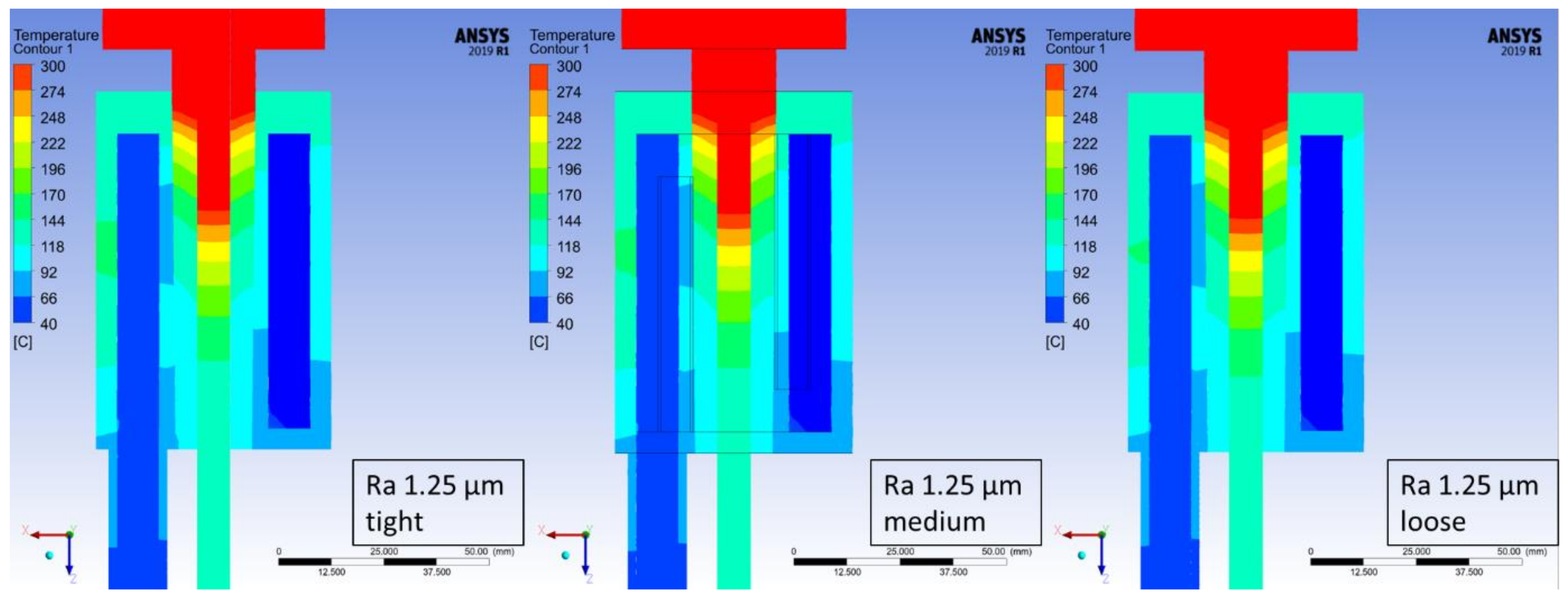
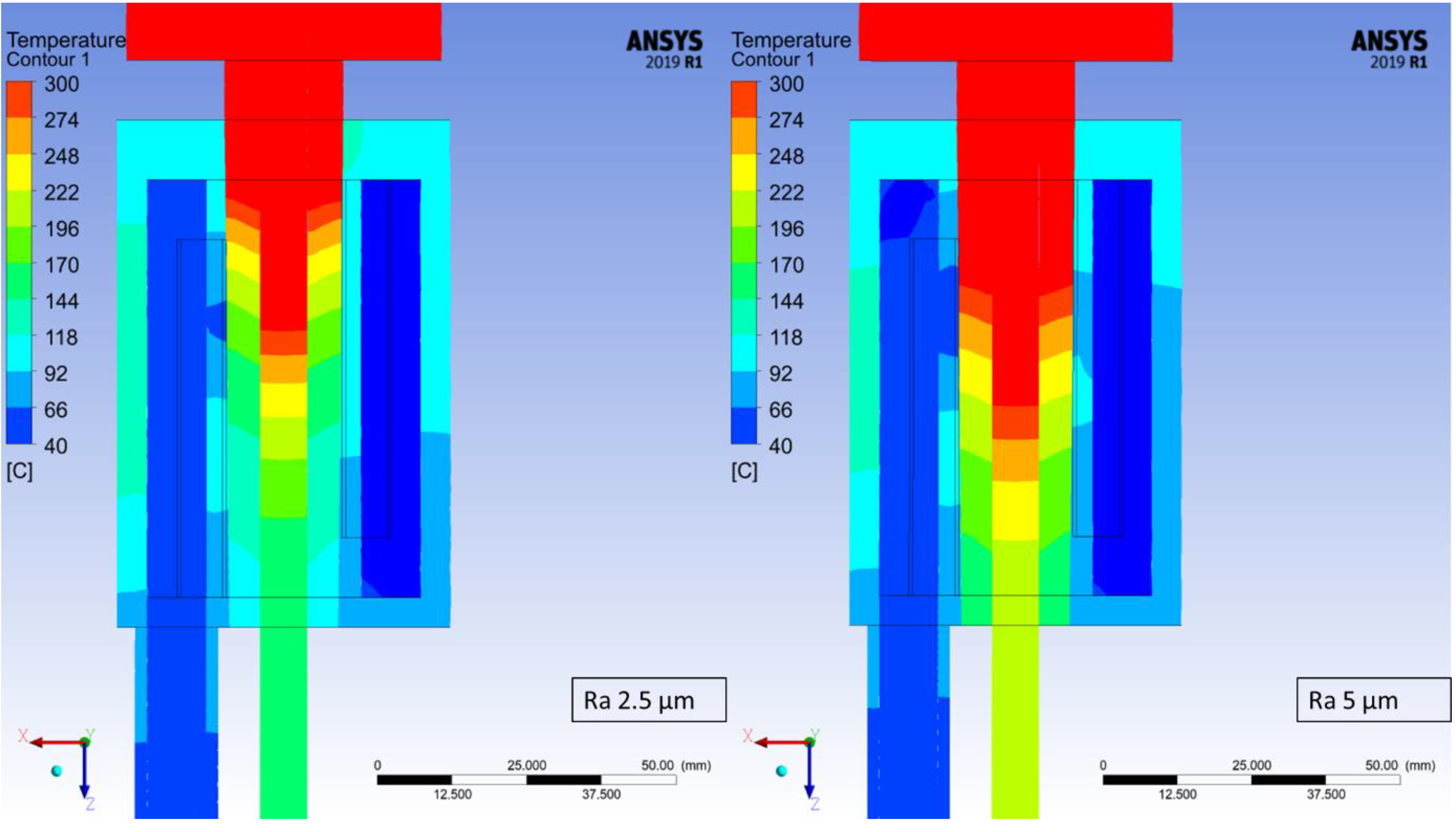
3.1. Finite Element Method Simulations of Continuous Casting Process
3.2. Continuous Casting Process in Laboratory Conditions
4. Conclusions
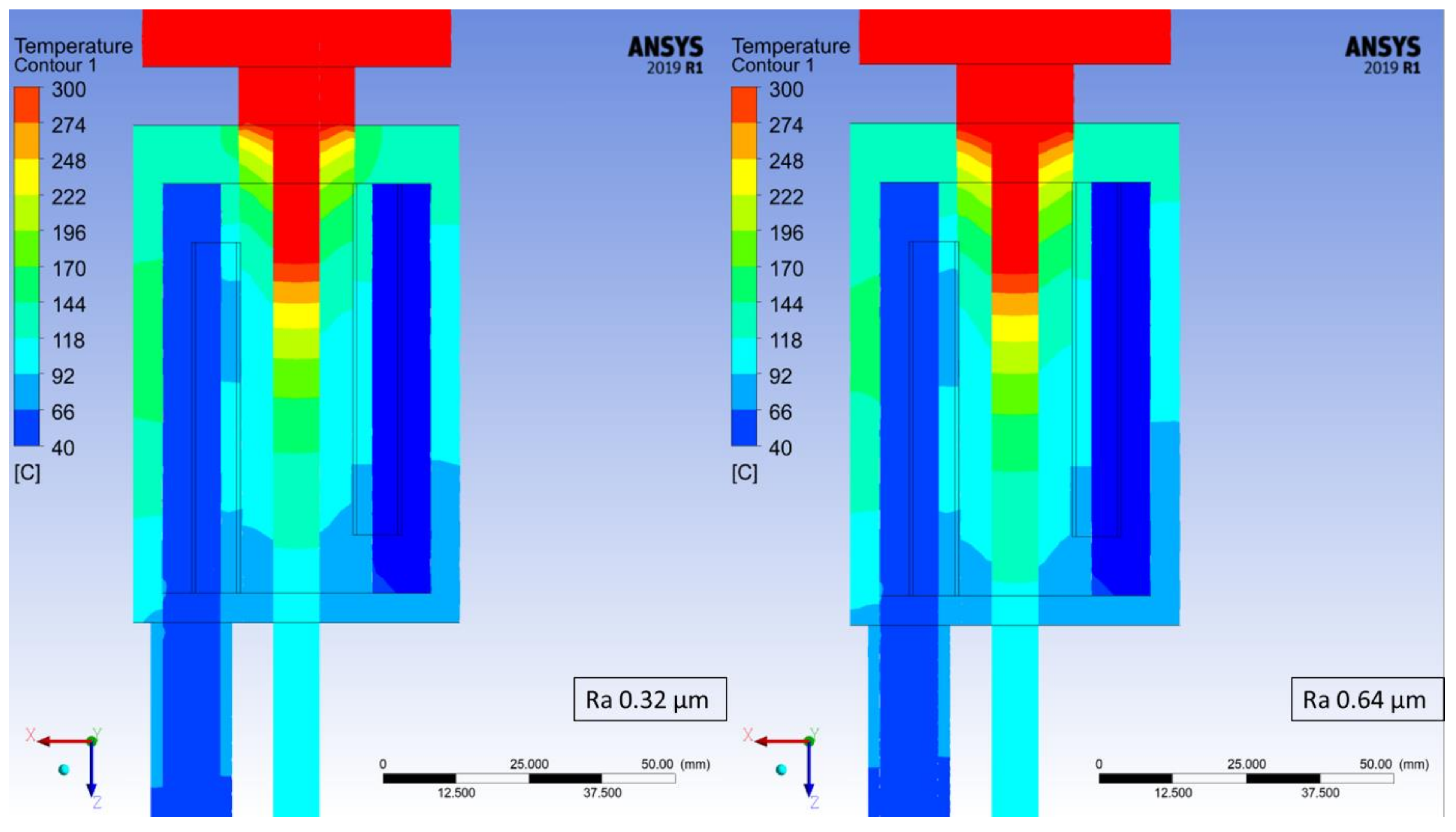
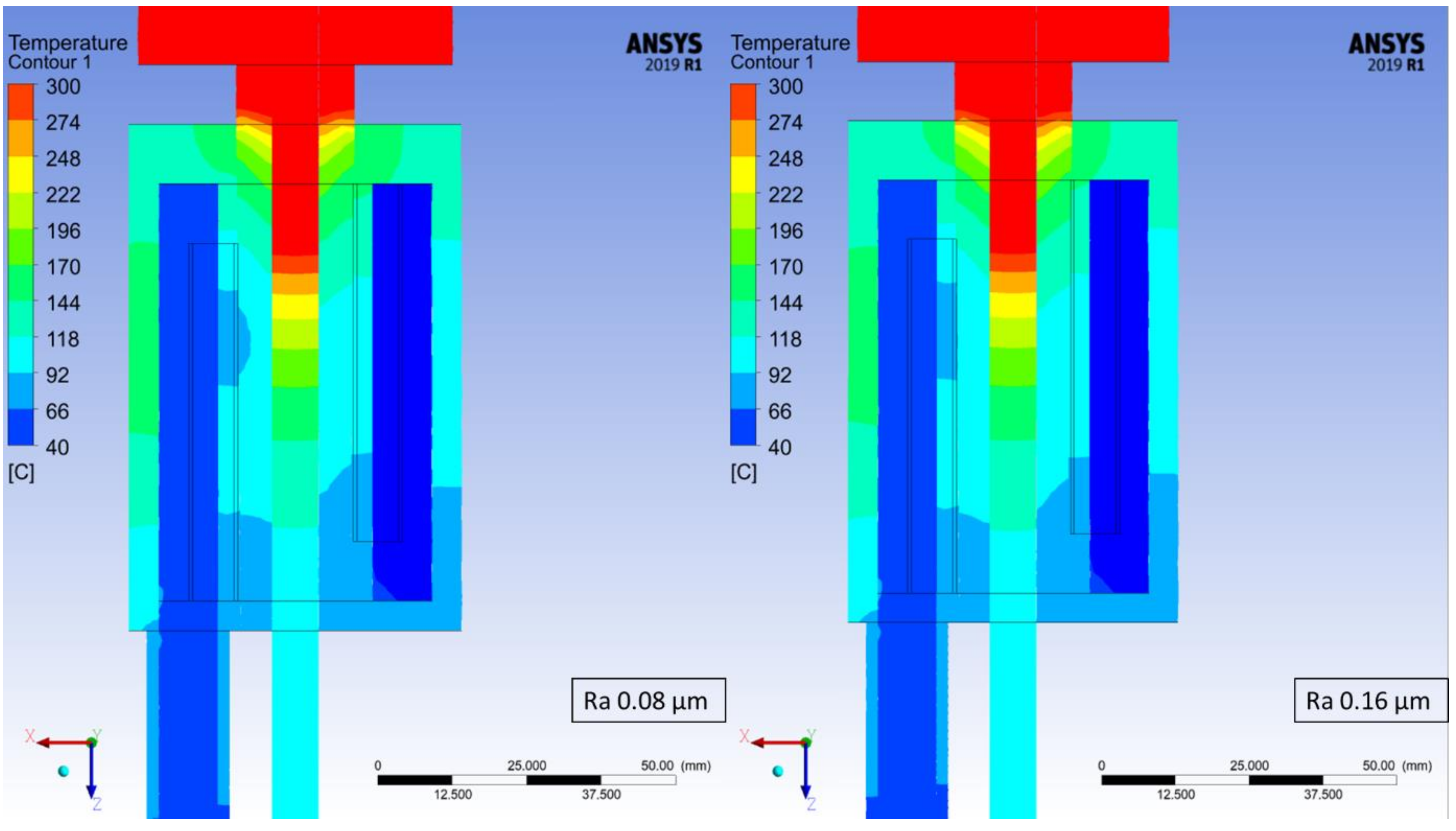
- The external surface quality of the graphite crystallizer at the place of contact with cooling system above a specific roughness coefficient value is of much importance in terms of temperature distribution during the continuous casting process of copper and possible other metals. The obtained finite element method simulations results show that there are little to none differences up to Ra 0.63 μm and a small difference at 1.25 μm in comparison to Ra 0.08 μm, with a significant influence of the surface quality when it is equal or worse than Ra 2.5 μm.
- The conducted FEM simulations reflected the experimental research carried out later on. When put together, the differences are minimal (less than a few %) considering the temperature of the cast rod, whereas the temperature of the crystallizer from the simulation is similar to the value measured at the middle of the crystallizer during the experimental part in corresponding conditions.
- The continuous casting process conducted in laboratory conditions proved that the measured temperature of the cast rod for extremely good quality of the crystallizer surface (Ra 0.2 μm) is always around 160–190 °C and 170.6 °C for the FEM simulation, when considering the medium surface quality (Ra 2.3 μm) the range is between 220 °C and 250 °C and 244.69 °C for the FEM simulation, and finally when taking into account the extremely bad surface quality (Ra 5 μm) the measured range is between 275 °C and 415 °C and 317.55 °C for the FEM simulation.
- The better the external surface quality of the crystallizer, the better the heat exchange from the liquid metal and the possibility of obtaining a higher casting efficiency, which is the essence of this research work. Most often, the desired efficiency of the cooling process is as high as possible, which allows for quick crystallization and cooling of the cast rod or strand and that requires high efficiency of heat flow, which may be achieved by using crystallizers with high surface quality (low roughness) and by the correct fit of the crystallization system.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martins, L.S.; Guimarães, L.F.; Botelho Junior, A.B.; Tenório, J.A.S.; Espinosa, D.C.R. Electric car battery: An overview on global demand, recycling and future approaches towards sustainability. J. Environ. Manag. 2021, 295, 113091. [Google Scholar] [CrossRef]
- Zasadzińska, M.; Knych, T. The morphology of eutectic copper oxides I (Cu2O) in the processing of wire rod and wires made from ETP grade copper. Arch. Metall. Mater. 2019, 64, 1611–1616. [Google Scholar]
- Jiang, B.Y.; Meng, L.G.; Ya, B.; Zhou, B.W.; Zhang, X.G. Study on the horizontal continuous casting of Cu-based bulk metallic glass slab. J. Non. Cryst. Solids 2020, 543, 120150. [Google Scholar] [CrossRef]
- Chen, J.; Yan, W.; Li, W.; Miao, J.; Fan, X.H. Texture evolution and its simulation of cold drawing copper wires produced by continuous casting. Trans. Nonferrous Met. Soc. China 2011, 21, 152–158. [Google Scholar] [CrossRef]
- Mahmoudi, J. Horizontal continuous casting of copper-based alloys. Int. J. Cast Met. Res. 2005, 18, 355–369. [Google Scholar] [CrossRef]
- Liu, X.; Liao, W.; Yang, Y. Thermal characteristics and uniformity of microstructures during temperature controlled mold continuous casting profiled copper alloy strip. Int. Commun. Heat Mass Transf. 2020, 110, 104414. [Google Scholar] [CrossRef]
- Liao, W.; Liu, X.; Yang, Y. Relationship and mechanism between double cold rolling-aging process, microstructure and properties of Cu–Ni–Si alloy prepared by two-phase zone continuous casting. Mater. Sci. Eng. 2020, 797, 140148. [Google Scholar] [CrossRef]
- Liao, W.; Liu, X.; Yang, Y.; Wang, S.; Du, M. Effect of cold rolling reduction rate on mechanical properties and electrical conductivity of Cu–Ni–Si alloy prepared by temperature controlled mold continuous casting. Mater. Sci. Eng. 2020, 763, 138068. [Google Scholar] [CrossRef]
- Zasadzińska, M.; Knych, T.; Smyrak, B.; Strzępek, P. Investigation of the dendritic structure influence on the electrical and mechanical properties diversification of the continuously casted copper strand. Materials 2020, 13, 5513. [Google Scholar] [CrossRef]
- Han, Y.; Zhang, X.B.; Yu, E.; Sun, L.; Gao, Y. Numerical analysis of temperature field and structure field in horizontal continuous casting process for copper pipes. Int. J. Heat Mass Transf. 2017, 115, 294–306. [Google Scholar] [CrossRef]
- Bai, L.; Wang, B.; Zhong, H.; Ni, J.; Zhai, Q.; Zhang, J. Experimental and Numerical Simulations of the Solidification Process in Continuous Casting of Slab. Metals 2016, 6, 53. [Google Scholar] [CrossRef] [Green Version]
- Tsai, D.C.; Hwang, W.S. Numerical simulation of the solidification processes of copper during vacuum continuous casting. J. Cryst. Growth 2012, 343, 45–54. [Google Scholar] [CrossRef]
- Tsai, D.C.; Hwang, W.S.; Jiang, C.S. Numerical simulation of solidification morphologies of pure copper by vacuum continuous casting using cellular automaton model and its experimental verification. Int. J. Cast Met. Res. 2009, 22, 136–138. [Google Scholar] [CrossRef]
- Jones, T.D.A.; Strachan, R.I.; Mackie, D.M.; Cooper, M.; Frame, B.; Vorstius, J.B. Computational fluid dynamic simulations of solidification for enhancing speed of continuous cast copper. Int. J. Eng. Sci. Technol. 2021, 24, 92–104. [Google Scholar]
- Maurya, A.; Kumar, R.; Kumar Jha, P. Simulation of electromagnetic field and its effect during electromagnetic stirring in continuous casting mold. J. Manuf. Process. 2020, 60, 596–607. [Google Scholar] [CrossRef]
- Sha, M.H.; Wang, W.M.; Li, J.; Li, T.J.; Jin, J.Z. Numerical simulation of horizontal continuous casting process of round copper billet with electromagnetic stirring. Int. J. Cast Met. Res. 2011, 24, 197–202. [Google Scholar] [CrossRef]
- Li, J.; Wang, T.; Xu, J.; Yan, Z.; Sun, J.; Xu, J.; Cao, Z.; Li, T. Simulation study on horizontal continuous casting process of copper hollow billet under rotating electromagnetic stirring Part 1—model description and primary results. Mater. Sci. Technol. 2011, 27, 676–683. [Google Scholar] [CrossRef]
- Li, J.; Wang, T.; Yan, Z.; Cai, S.; Du, Y.; Chen, Z.; Cao, Z.; Li, T. Simulation study on horizontal continuous casting process of copper hollow billet under rotating electromagnetic stirring Part 2—Effects of electromagnetic and casting parameters on solidification process. Mater. Sci. Technol. 2011, 27, 684–692. [Google Scholar] [CrossRef]
- Li, X.; Guo, Z.; Zhao, X.; Wei, B.; Chen, F.; Li, T. Continuous casting of copper tube billets under rotating electromagnetic field. Mater. Sci. Eng. 2007, 460–461, 648–651. [Google Scholar] [CrossRef]
- Yu, J.; Jiang, J.; Ren, Z.; Ren, W.; Deng, K. A new method of continuous casting of copper billets by a combination of AC current and magnetic fields. Mater. Des. 2009, 30, 4565–4569. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, H.; Li, T.; Zhang, X.; Cao, Z.; Zhang, X. Effects of alternating magnetic field and casting parameters on solidification structure and mechanical properties of copper hollow billets. Mater. Des. 2009, 30, 1245–1250. [Google Scholar] [CrossRef]
- Zhang, L.; Shen, H.; Huang, T.; Liu, B. Analysis of heat transfer and thermal stress in continuous casting with mechanical reduction. Int. J. Cast Met. Res. 2003, 15, 355–359. [Google Scholar] [CrossRef]
- Kianfar, S.; Seyedein, S.H.; Aboutalebi, M.R. Heat transfer and solidification analysis in the mould region of a horizontal copper alloy billet continuous caster. Int. J. Cast Met. Res. 2009, 22, 160–163. [Google Scholar] [CrossRef]
- Morstein, C.E.; Dienwiebel, M. Graphite lubrication mechanisms under high mechanical load. Wear 2021, 477, 203794. [Google Scholar] [CrossRef]
- Liu, Q.; Pang, M.; Chen, J.; Liu, G.; Zhang, L. Microstructure and properties characterization of Ti-containing Ni60/Graphite self-lubricating composite coatings applied on 300M ultra-high strength steel by laser cladding. Mater. Chem. Phys. 2021, 266, 124554. [Google Scholar] [CrossRef]
- Trinath, K.; Aepuru, R.; Biswas, A.; Viswanathan, M.R.; Manu, R. Study of self lubrication property of Al/SiC/Graphite hybrid composite during Machining by using artificial neural networks (ANN). Mater. Today Proc. 2021, 44, 3881–3887. [Google Scholar] [CrossRef]
- Zhou, L.; Xiong, J.; Guo, Z.; Ye, J. Design and preparation of gradient graphite/cermets self-lubricating composites. J. Mater. Sci. Technol. 2018, 34, 1378–1386. [Google Scholar] [CrossRef]
- Zhou, L.; You, Q.; Xiong, J.; Guo, Z.; Xiao, Y. Dry wear behaviors of graphite/cermet self-lubricating composite under different sliding conditions and simulation of temperature field. Int. J. Refract. Hard Met. 2018, 73, 85–90. [Google Scholar] [CrossRef]
- Barella, S.; Gruttadauria, A.; Mapelli, C.; Mombelli, D. Investigation of failure and damages on a continuous casting copper mould. Eng. Fail. Anal. 2014, 36, 432–438. [Google Scholar] [CrossRef]
- Zasadzińska, M.; Strzępek, P.; Mamala, A.; Noga, P. Reinforcement of aluminium-matrix composites with glass fibre by metallurgical synthesis. Materials 2020, 13, 5441. [Google Scholar] [CrossRef]
- Xu, G.L.; Peng, L.J.; Huang, G.J.; Xie, H.F.; Yang, Z.; Feng, X.; Yin, X.Q.; Mi, X.J. Microstructural evolution and properties of a Cu–Cr–Ag alloy during continuous manufacturing process. Rare Met. 2021, 40, 2213–2220. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Nallathambi, A.K.; Specht, E.; Urlau, U.; Hamilton, D.; Dykes, C. Influence of process parameters on solidification length of twin-belt continuous casting. Appl. Therm. Eng. 2018, 134, 275–286. [Google Scholar] [CrossRef]
- Strzępek, P.; Mamala, A.; Zasadzińska, M.; Noga, P.; Sadzikowski, M. The influence of the continuous casting conditions on the properties of high-strength two-phase CuMg alloys. Materials 2020, 13, 4805. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.F.; Yi, F.; Zhang, M. Effect of process parameters on the surface quality, microstructure and properties of pure copper wires prepared by warm mold continuous casting. Ferroelectrics 2018, 529, 13–23. [Google Scholar] [CrossRef]
- Liao, W.; Xuefeng, L.; Yang, Y.; Du, M. Relationship and mechanism between microstructure and property of C70250 copper alloy strip prepared by temperature controlled mold continuous casting. Mater. Sci. Eng. 2019, 767, 138428. [Google Scholar] [CrossRef]
- Rodriguez, J.M.; Esteva, A.; Meza, S. A note on the control of the solidification front in the continuous casting of copper tubes. J. Mater. Process. Technol. 1999, 96, 42–47. [Google Scholar] [CrossRef]
- Jiang, Y.B.; Zhang, T.T.; Lei, Y.; Liu, X.H.; Cao, Y.; Xie, J.X.; Zhao, B.; Li, Y.H.; Jiao, C.R. Microstructure evolution and mechanical properties of Cu−0.36Be−0.46Co alloy fabricated by heating−cooling combined mold horizontal continuous casting during cold rolling. Trans. Nonferrous Met. Soc. China 2020, 30, 958–971. [Google Scholar] [CrossRef]
- Vynnycky, M. Continuous Casting. Metals 2019, 9, 643. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Crystallizer Variant | Ra 0.08 Medium Fit | Ra 0.16 Medium Fit | Ra 0.32 Medium Fit | Ra 0.63 Medium Fit | Ra 1.25 Tight Fit | Ra 1.25 Medium Fit | Ra 1.25 Loose Fit | Ra 2.5 Medium Fit | Ra 5 Medium Fit |
|---|---|---|---|---|---|---|---|---|---|
| Cooling medium (°C) | 48.84 | 48.63 | 48.3 | 47.35 | 47.13 | 46.98 | 46.69 | 45.05 | 42.20 |
| Cooling system (°C) | 93.83 | 94.15 | 94.08 | 92.79 | 89.64 | 89.52 | 89.31 | 87.56 | 82.68 |
| Crystallizer (°C) | 97.57 | 99.32 | 103.03 | 109.33 | 120.31 | 122.45 | 127.34 | 157.47 | 228.08 |
| Cast rod (°C) | 167.71 | 170.60 | 176.30 | 186.14 | 201.76 | 204.44 | 210.40 | 244.69 | 317.55 |
| Crystallizer Variant | Casting Parameters | Cooling Medium | Crystallizer Temperature | Metal Temperature | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
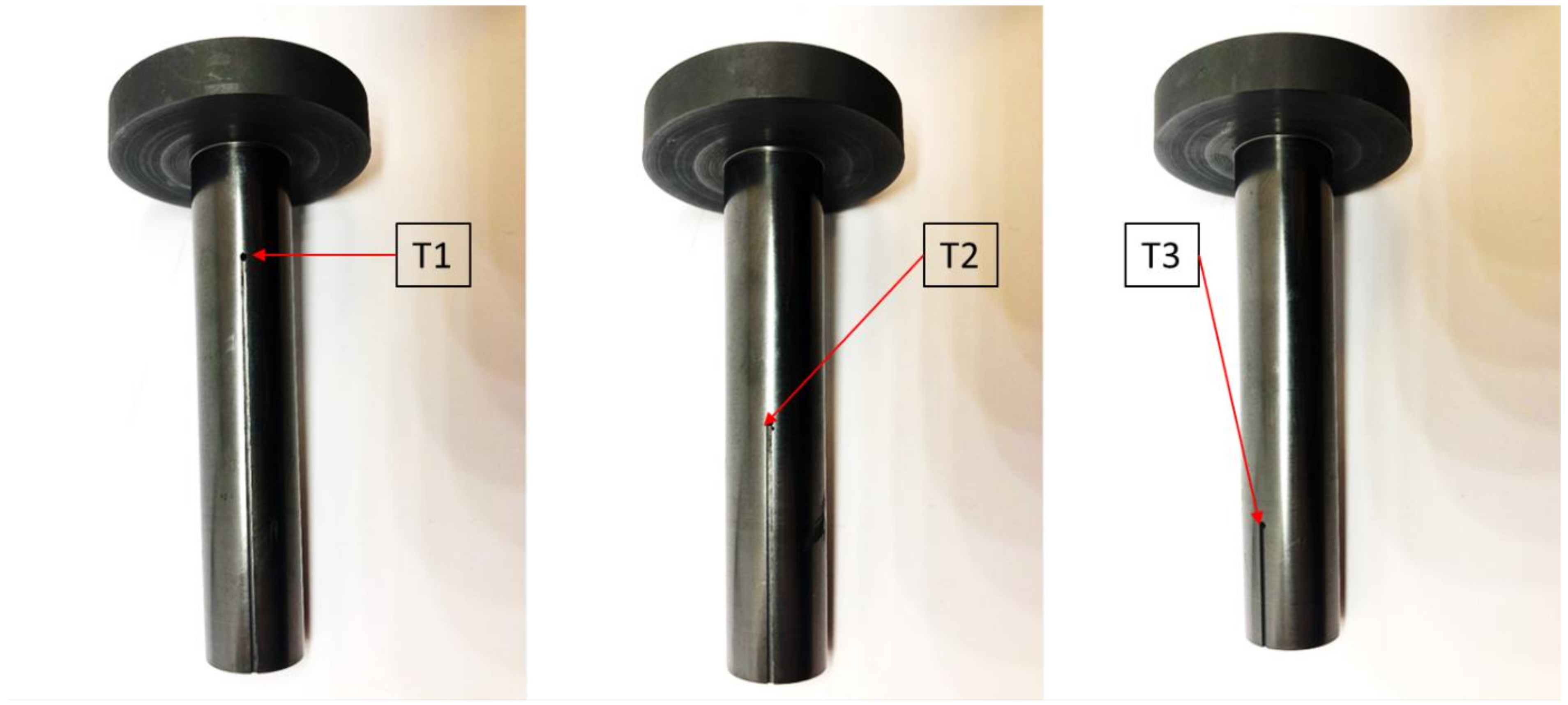
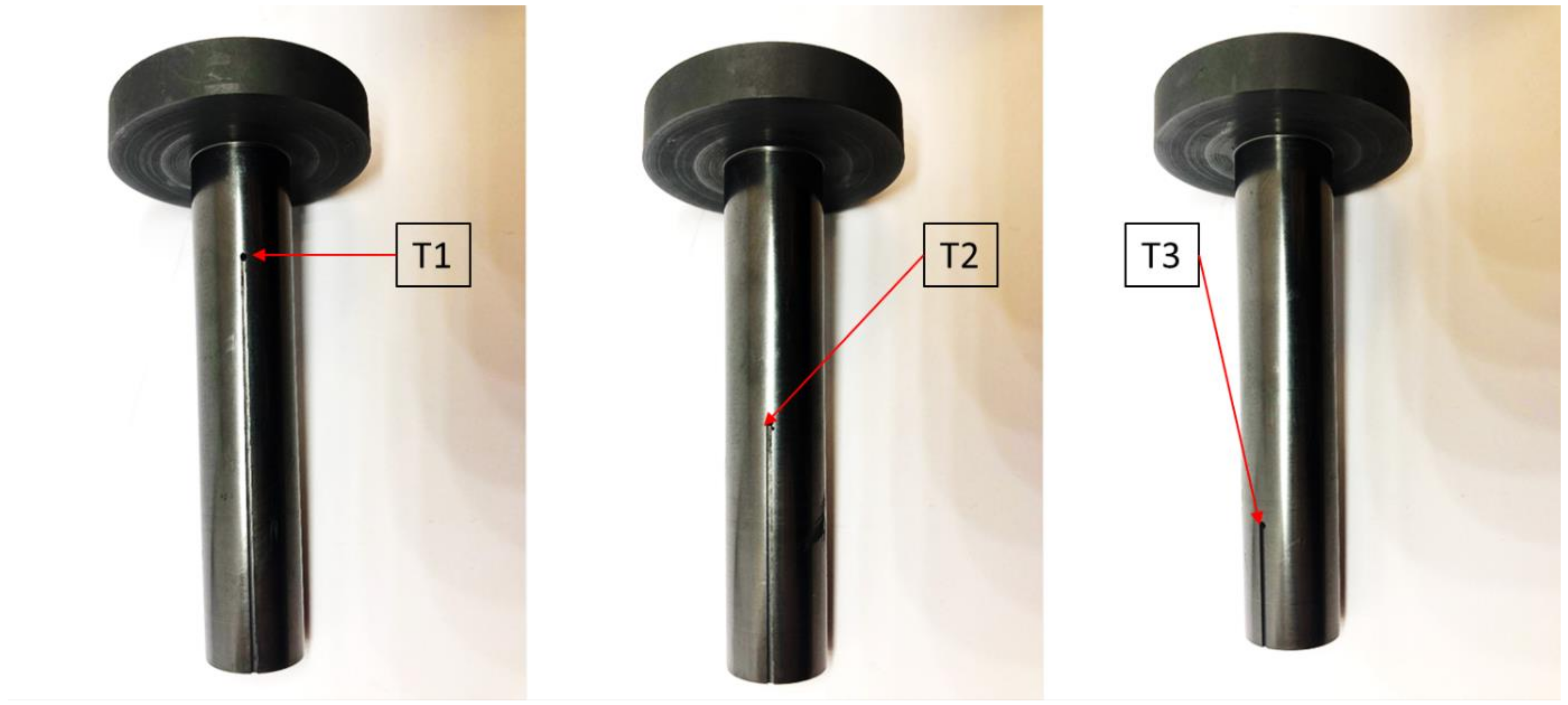
| Cast Number | Ra | Feed | Standstill | Velocity | Temperature (Initial) | Temperature (Final) | T1 | T2 | T3 | Liquid | Cast Rod |
| (μm) | (mm) | (s) | (L/min) | (°C) | |||||||
| 1_1 | 0.2 | 5 | 0.3 | 0.9 | 19.6 | 55 | 234 | 93 | 81 | 1364 | 190 |
| 2_1 | 2.3 | 5 | 0.3 | 1.1 | 21.6 | 45.5 | 275 | 171 | 164 | 1350 | 220 |
| 3_1 | 5 | 5 | 0.3 | 0.9 | 18.9 | 43.6 | 464 | 262 | 265 | 1350 | 322 |
| 3_8 | 5 | 5 | 0.3 | 0.7–0.8 | 19.4 | 46.7 | 472 | 267 | 271 | 1253 | 385 |
| 1_2 | 0.2 | 5 | 0.2 | 1.7 | 19.2 | 52 | 195.3 | 68.3 | 64.7 | 1360 | 180 |
| 2_2 | 2.3 | 5 | 0.2 | 0.9 | 21.5 | 47.5 | 279 | 176 | 170 | 1360 | 238 |
| 3_2 | 5 | 5 | 0.2 | 0.9 | 18.9 | 45.5 | 475 | 267 | 275 | 1350 | 362 |
| 3_9 | 5 | 5 | 0.2 | 0.8 | 19.3 | 48 | 477 | 273 | 284 | 1250 | 390 |
| 1_3 | 0.2 | 5 | 0.1 | 1.6 | 19.2 | 54 | 220 | 81 | 68 | 1367 | 195 |
| 1_6 | 0.2 | 5 | 0.1 | 1.1 | 19.1 | 58 | 250 | 95 | 80 | 1350 | 203 |
| 2_3 | 2.3 | 5 | 0.1 | 1.3–1.4 | 20.1 | 45.7 | 281 | 175 | 172 | 1350 | 249 |
| 2_5 | 2.3 | 5 | 0.1 | 2–2.2 | 20.8 | 36.5 | 262 | 166 | 162 | 1350 | 216 |
| 2_11 | 2.3 | 5 | 0.1 | 1.2 | 21.6 | 46 | 278 | 148 | 177 | 1300 | 225 |
| 2_12 | 2.3 | 5 | 0.1 | 1.1 | 21.4 | 45.3 | 271 | 143 | 173 | 1250 | 219 |
| 3_3 | 5 | 5 | 0.1 | 0.9 | 18.9 | 47 | 480 | 274 | 283 | 1350 | 401 |
| 3_5 | 5 | 5 | 0.1 | 2.2 | 18.5 | 30.3 | 433 | 252 | 246 | 1350 | 370 |
| 3_10 | 5 | 5 | 0.1 | 0.8 | 19.5 | 49.8 | 483 | 179.5 | 296 | 1250 | 415 |
| 1_4 | 0.2 | 3 | 0.3 | 1.3 | 18.8 | 49–50 | 222.7 | 78.6 | 72 | 1340 | 163 |
| 2_4 | 2.3 | 3 | 0.3 | 0.9 | 21.1 | 45.7 | 282 | 172 | 167 | 1350 | 223 |
| 3_4 | 5 | 3 | 0.3 | 0.9 | 18.9 | 41 | 451 | 262 | 261.2 | 1350 | 319 |
| 3_11 | 5 | 3 | 0.3 | 0.8 | 19.5 | 44.5 | 453 | 264 | 276 | 1250 | 356 |
| 1_5 | 0.2 | 1 | 1 | 0.5 | 19 | 50 | 193 | 70.6 | 67 | 1370 | 190–160 |
| 2_6 | 2.3 | 1 | 1 | 0.7–0.8 | 21.7 | 44.3 | 242 | 157 | 152 | 1350 | 248 |
| 3_6 | 5 | 1 | 1 | 0.7 | 19.3 | 39 | 412 | 238 | 232 | 1350 | 275 |
| 3_12 | 5 | 1 | 1 | 0.5 | 19.6 | 45.5 | 391 | 245 | 245 | 1250 | 307 |
| Crystallizer Variant | Casting Parameters | Cooling Medium | Crystallizer Temperature | Metal Temperature | Calculated Percent Error | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cast Number | Ra | Feed | Standstill | Velocity | Temperature (Initial) | Temperature (Final) | T1 | T2 | T3 | Liquid | Cast Rod | |
| (μm) | (mm) | (s) | (L/min) | (°C) | % | |||||||
| Continuous casting-Finite element method simulations | ||||||||||||
| Ra_0.16 | 0.16 | 1 | 1 | 0.5 | 15 | 53.6 | 99.32 | 1250 | 170.6 | - | ||
| Ra_2.5 | 2.5 | 1 | 1 | 0.5 | 15 | 50.3 | 157.47 | 1250 | 244.69 | - | ||
| Ra_5 | 5 | 1 | 1 | 0.5 | 15 | 47.5 | 228.08 | 1250 | 317.55 | - | ||
| Continuous casting-Experimental data | ||||||||||||
| 1_5 | 0.2 | 1 | 1 | 0.5 | 19 | 50 | 193 | 70.6 | 67 | 1370 | 190–160 | 6.21–11.37 |
| 2_6 | 2.3 | 1 | 1 | 0.7–0.8 | 21.7 | 44.3 | 242 | 157 | 152 | 1350 | 248 | 1.35 |
| 3_6 | 5 | 1 | 1 | 0.7 | 19.3 | 39 | 412 | 238 | 232 | 1350 | 275 | 13.4 |
| 3_12 | 5 | 1 | 1 | 0.5 | 19.6 | 45.5 | 391 | 245 | 245 | 1250 | 307 | 3.32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kwaśniewski, P.; Strzępek, P.; Kiesiewicz, G.; Kordaszewski, S.; Franczak, K.; Sadzikowski, M.; Ściężor, W.; Brudny, A.; Kulasa, J.; Juszczyk, B.; et al. External Surface Quality of the Graphite Crystallizer as a Factor Influencing the Temperature of the Continuous Casting Process of ETP Grade Copper. Materials 2021, 14, 6309. https://doi.org/10.3390/ma14216309
Kwaśniewski P, Strzępek P, Kiesiewicz G, Kordaszewski S, Franczak K, Sadzikowski M, Ściężor W, Brudny A, Kulasa J, Juszczyk B, et al. External Surface Quality of the Graphite Crystallizer as a Factor Influencing the Temperature of the Continuous Casting Process of ETP Grade Copper. Materials. 2021; 14(21):6309. https://doi.org/10.3390/ma14216309
Chicago/Turabian StyleKwaśniewski, Paweł, Paweł Strzępek, Grzegorz Kiesiewicz, Szymon Kordaszewski, Krystian Franczak, Michał Sadzikowski, Wojciech Ściężor, Anna Brudny, Joanna Kulasa, Barbara Juszczyk, and et al. 2021. "External Surface Quality of the Graphite Crystallizer as a Factor Influencing the Temperature of the Continuous Casting Process of ETP Grade Copper" Materials 14, no. 21: 6309. https://doi.org/10.3390/ma14216309
APA StyleKwaśniewski, P., Strzępek, P., Kiesiewicz, G., Kordaszewski, S., Franczak, K., Sadzikowski, M., Ściężor, W., Brudny, A., Kulasa, J., Juszczyk, B., Wycisk, R., & Śliwka, M. (2021). External Surface Quality of the Graphite Crystallizer as a Factor Influencing the Temperature of the Continuous Casting Process of ETP Grade Copper. Materials, 14(21), 6309. https://doi.org/10.3390/ma14216309