
Mechanical Reinforcement of Polyamide 6 by Cold Hydrostatic Extrusion

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Material
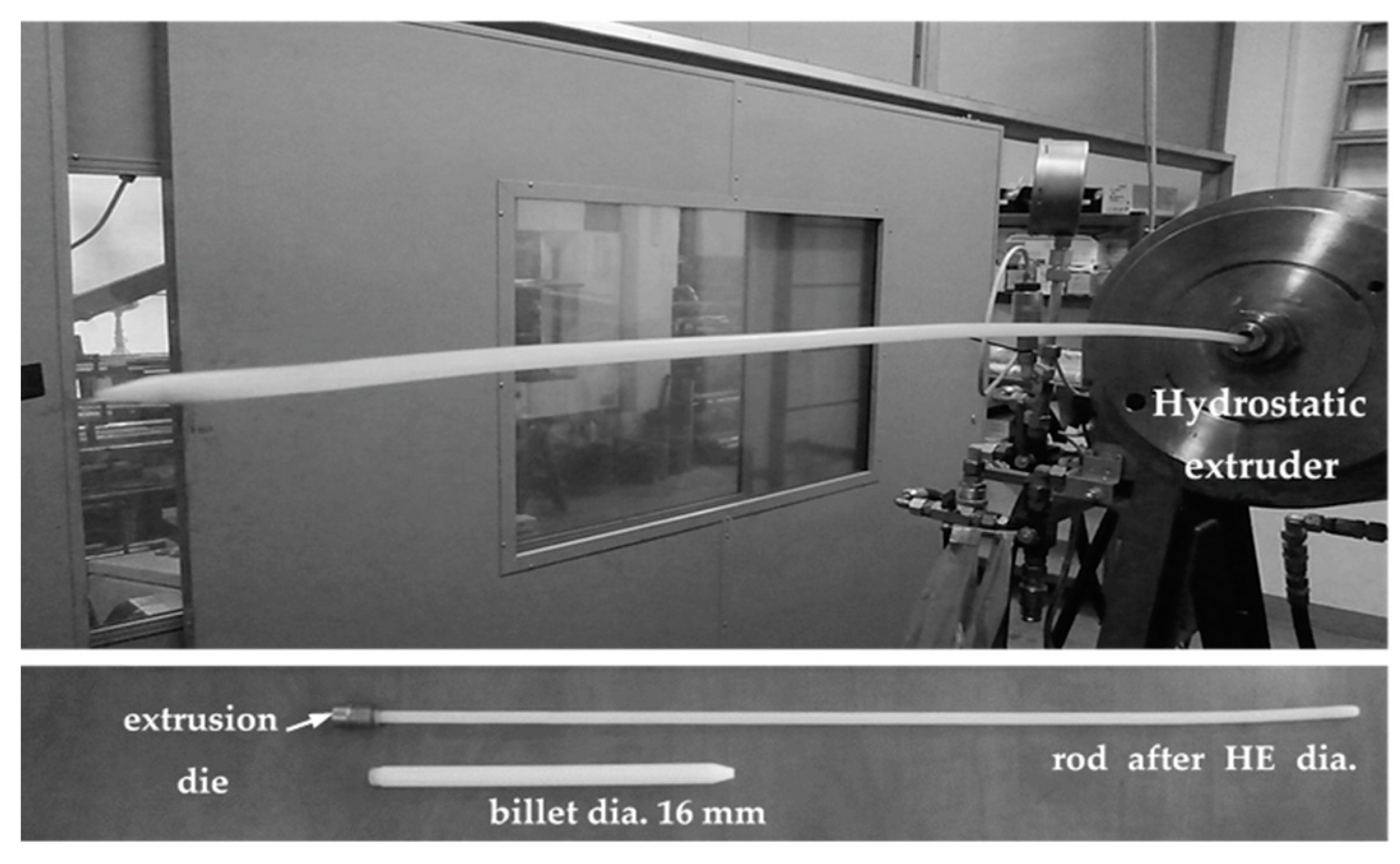
2.2. Hydrostatic Extrusion
2.3. Experimental
3. Results and Discussion
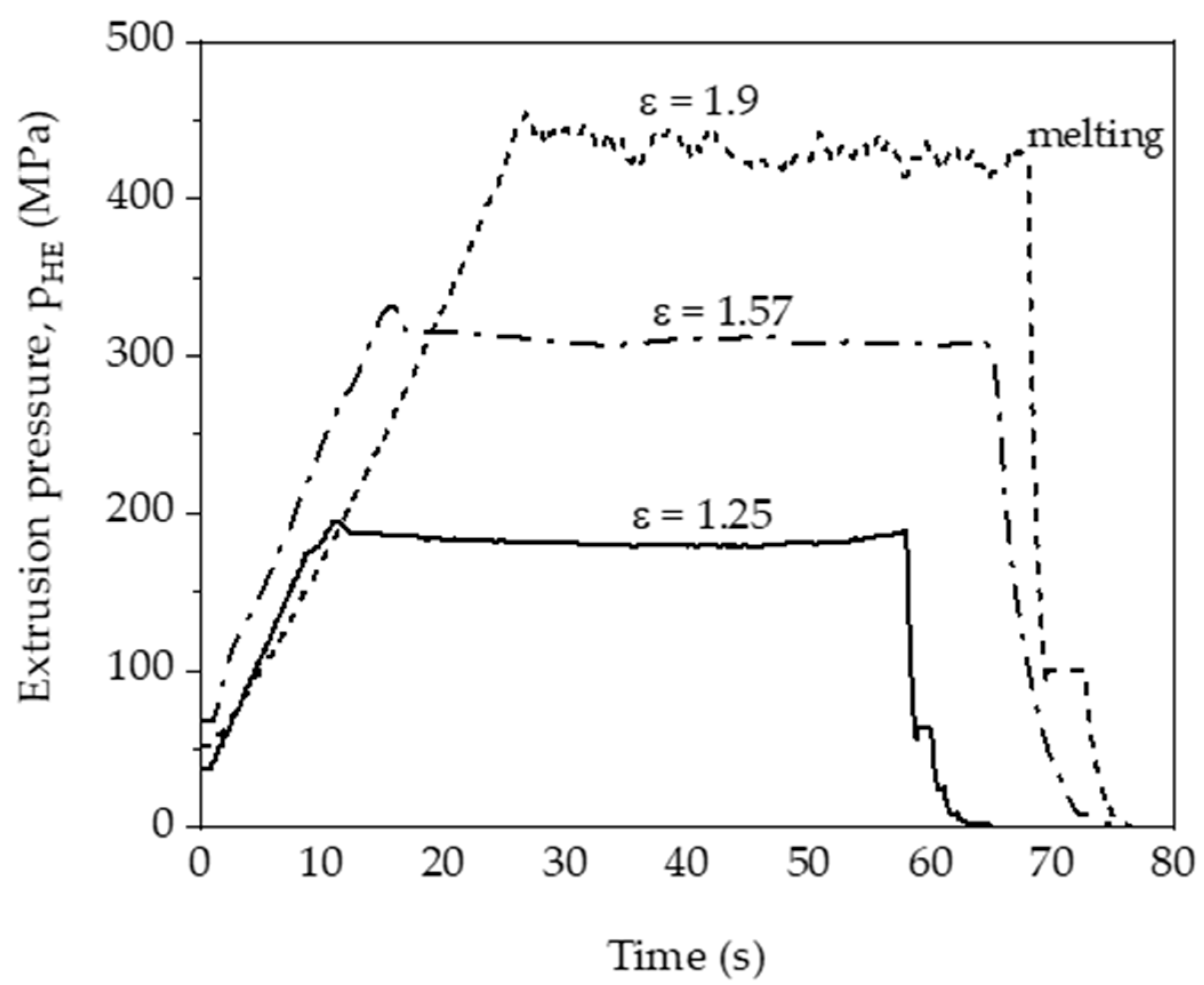
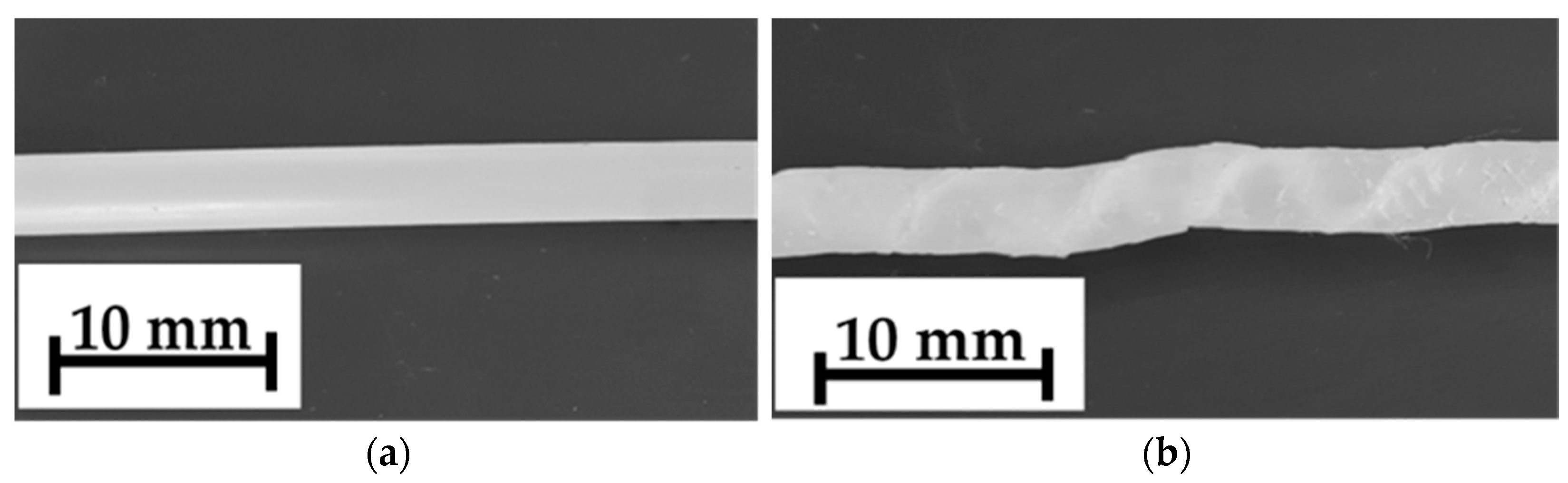
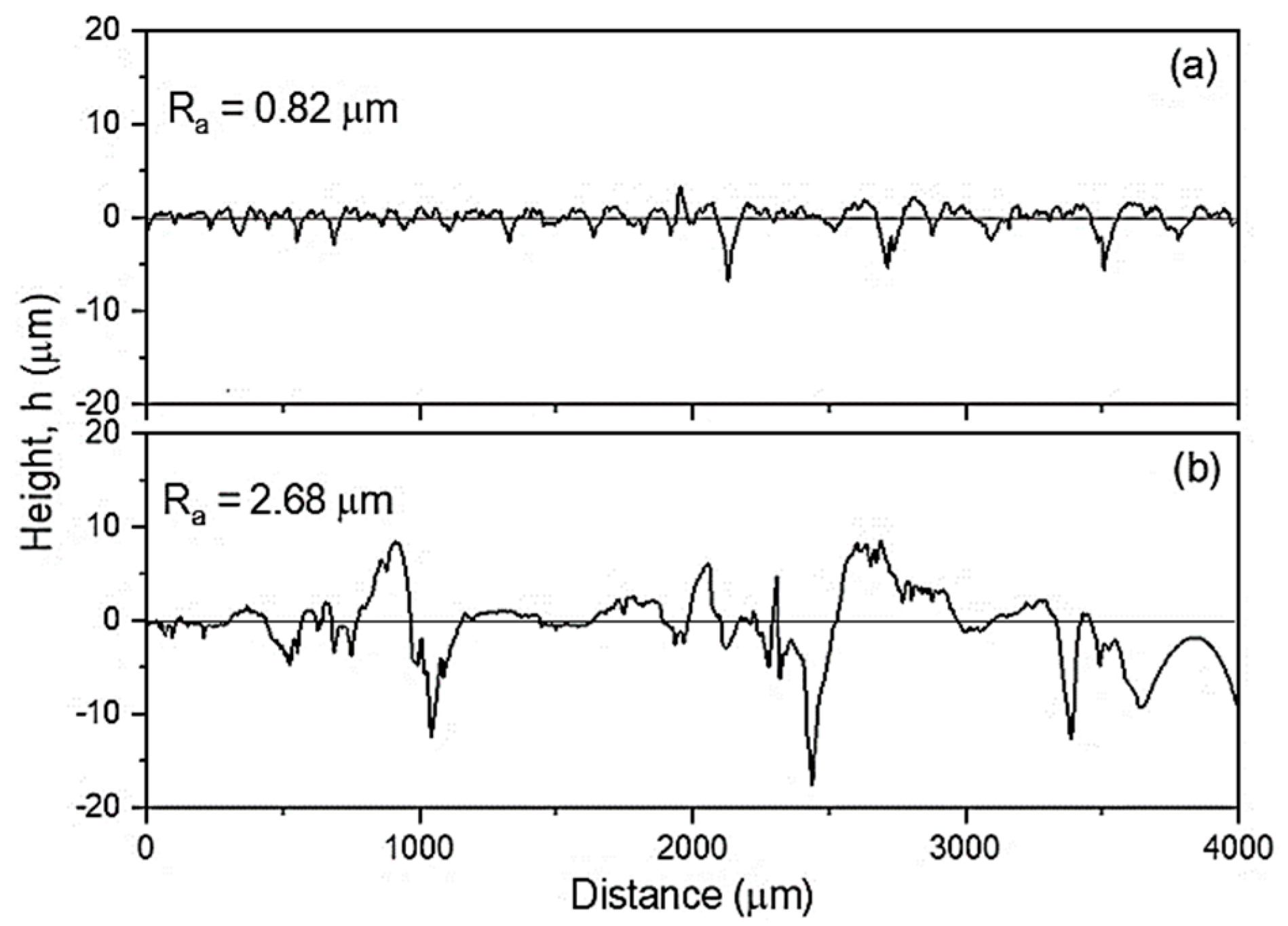
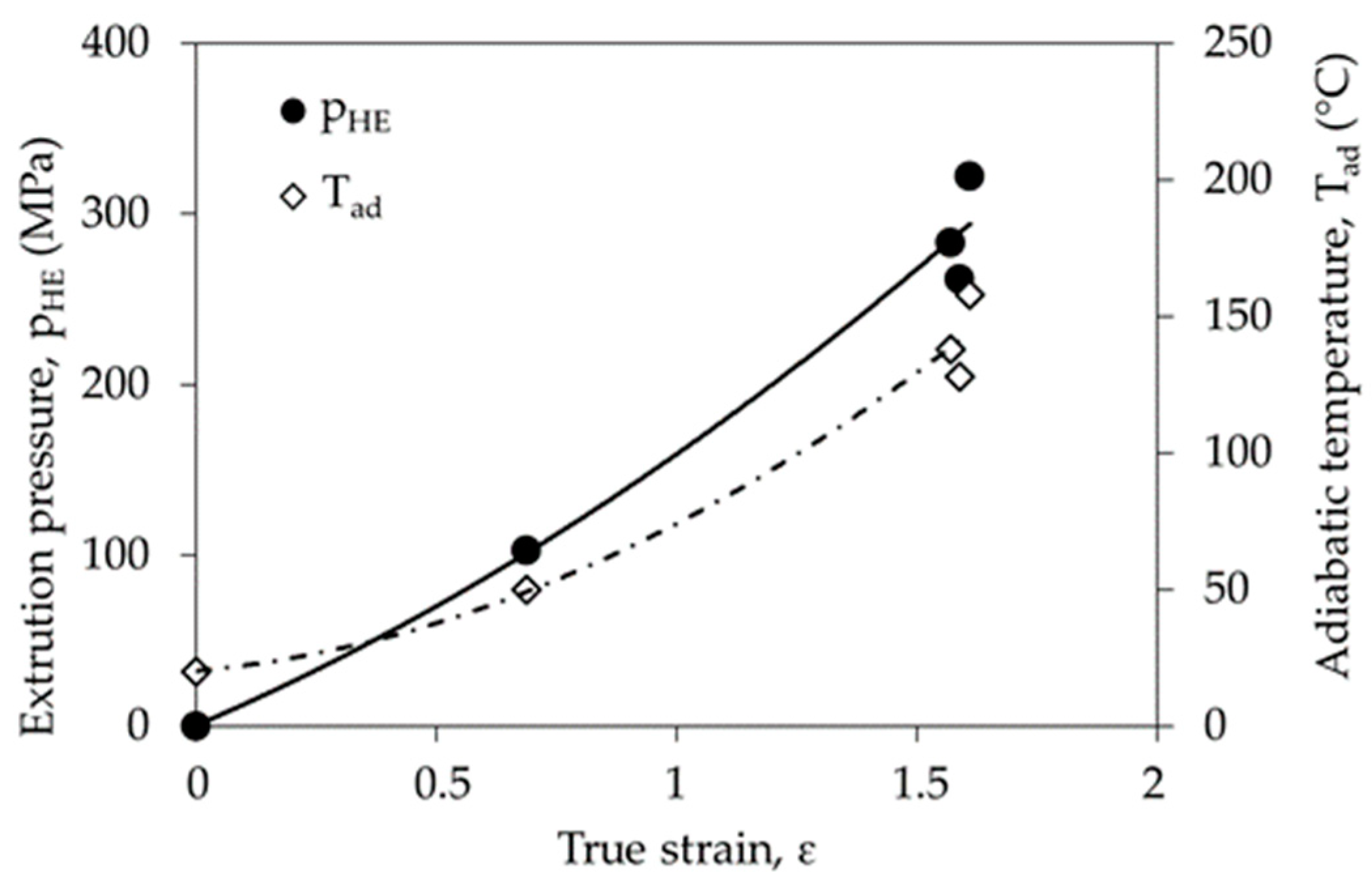
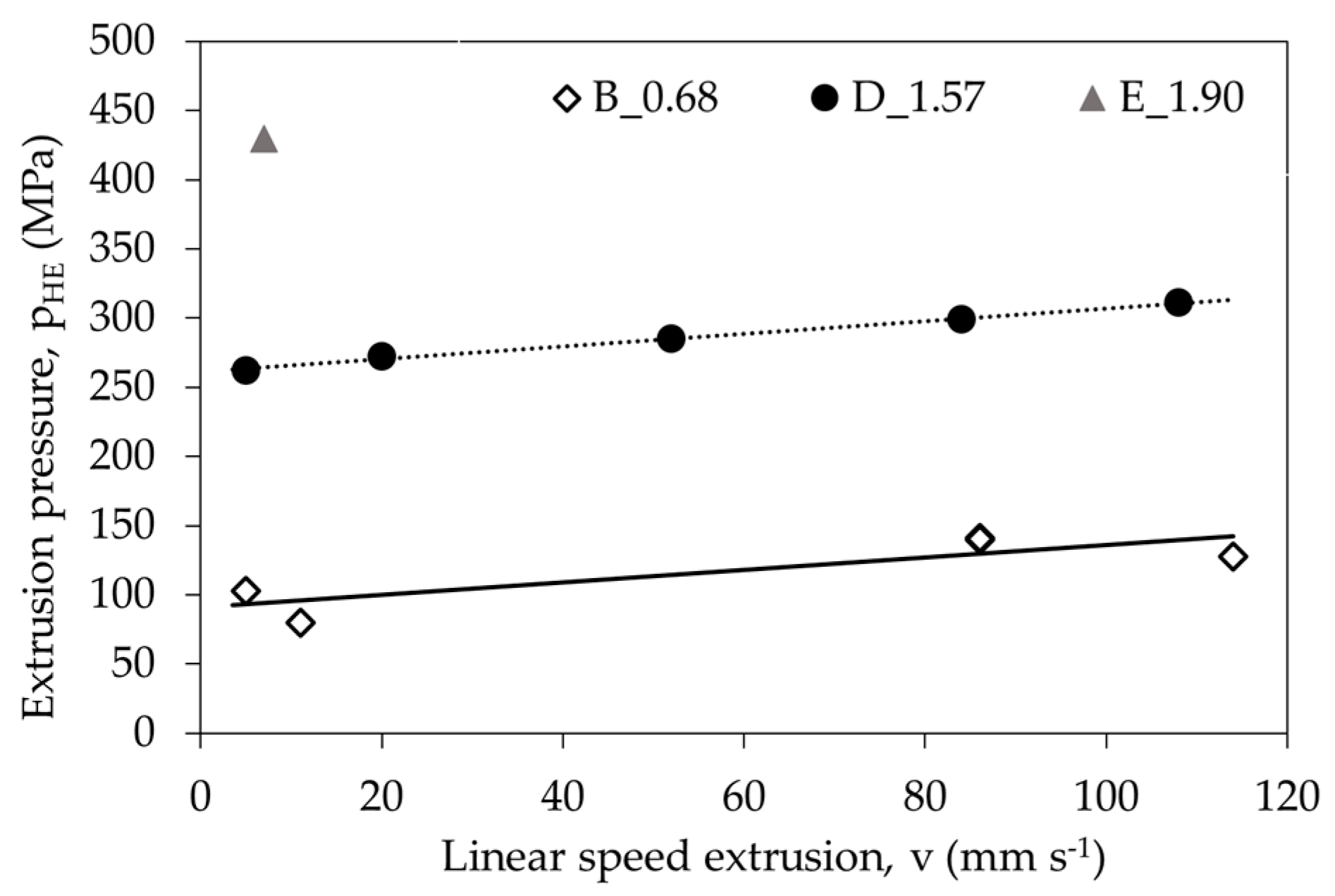
3.1. Hydrostatic Extrusion of Polyamide PA6 with Quality of Surface Analysing
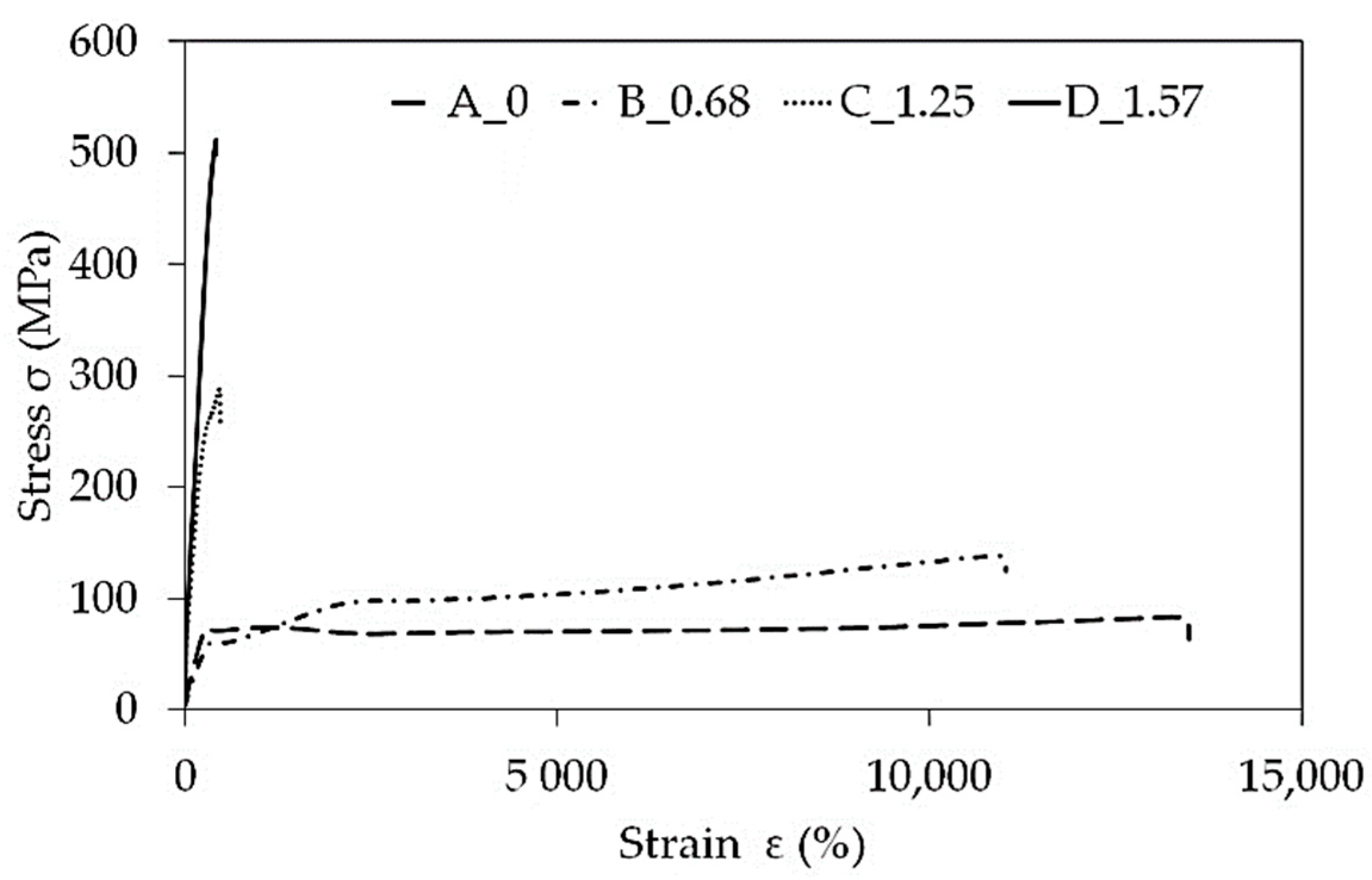
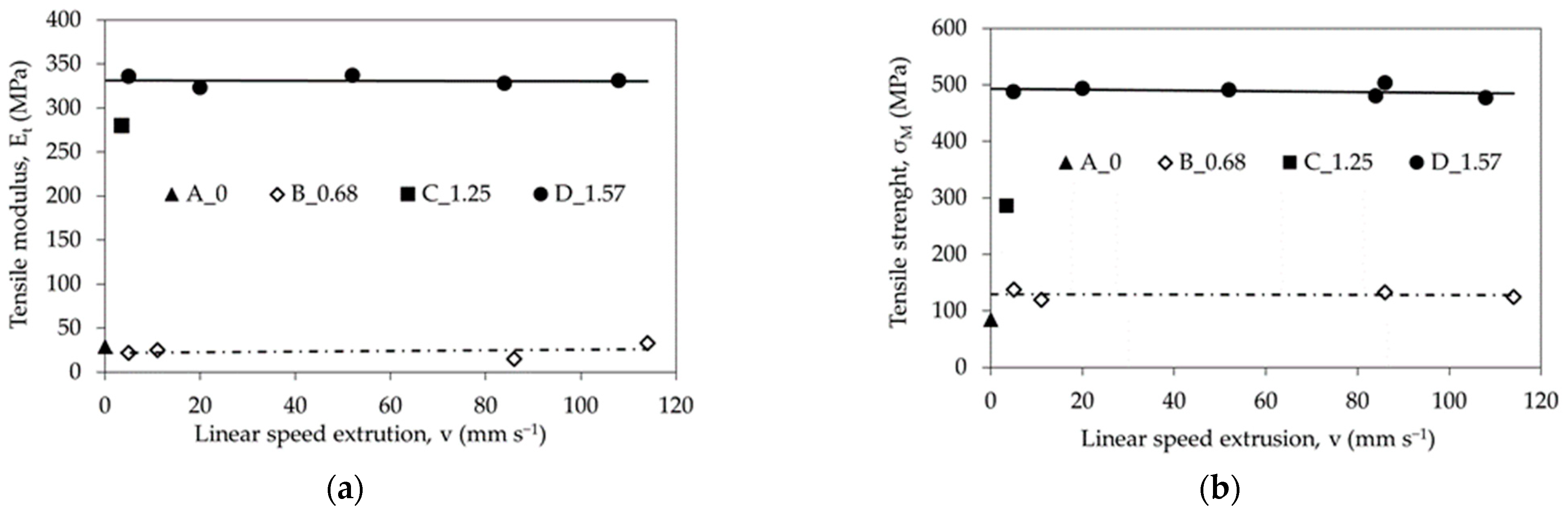
3.2. Mechanical Properties
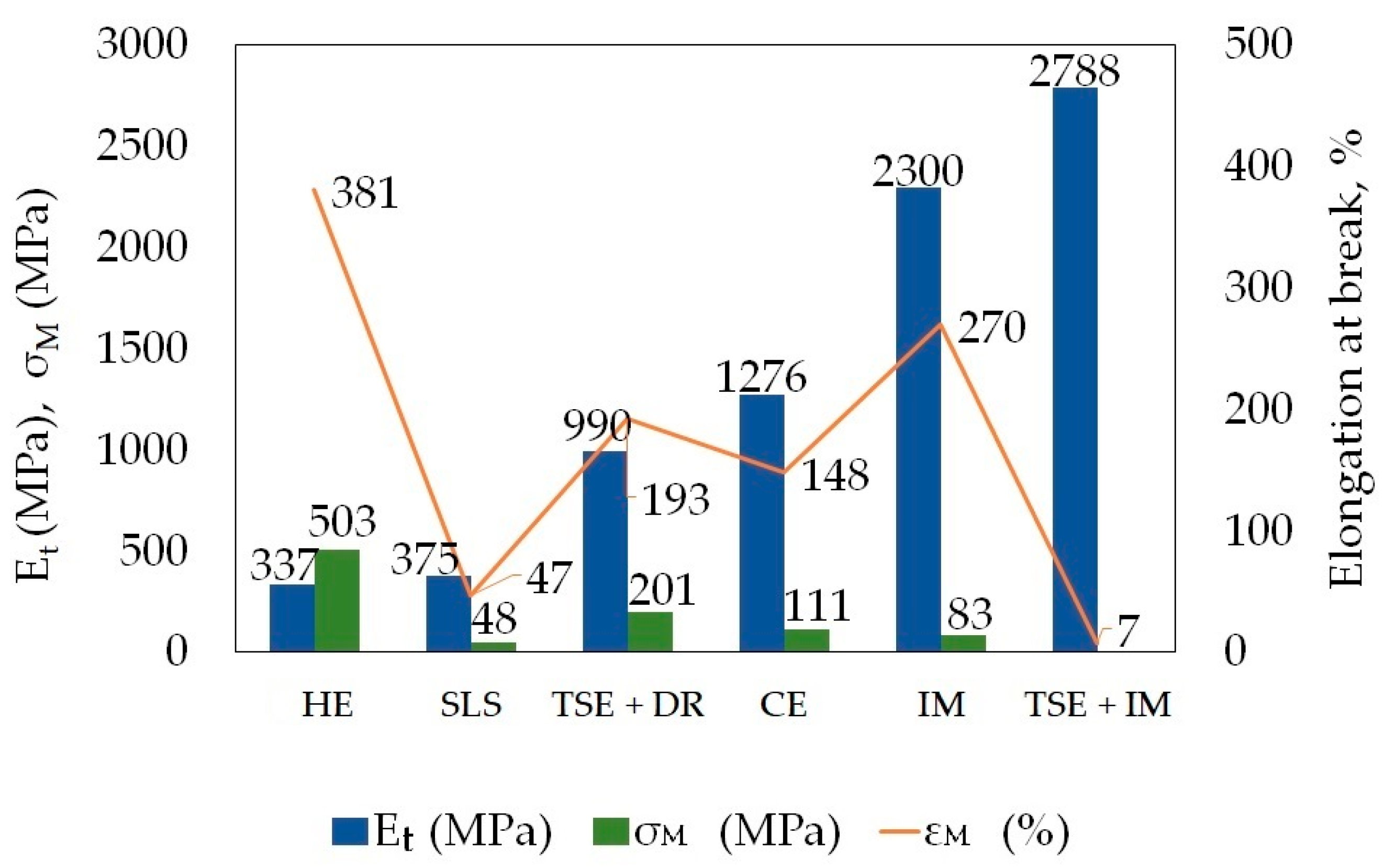
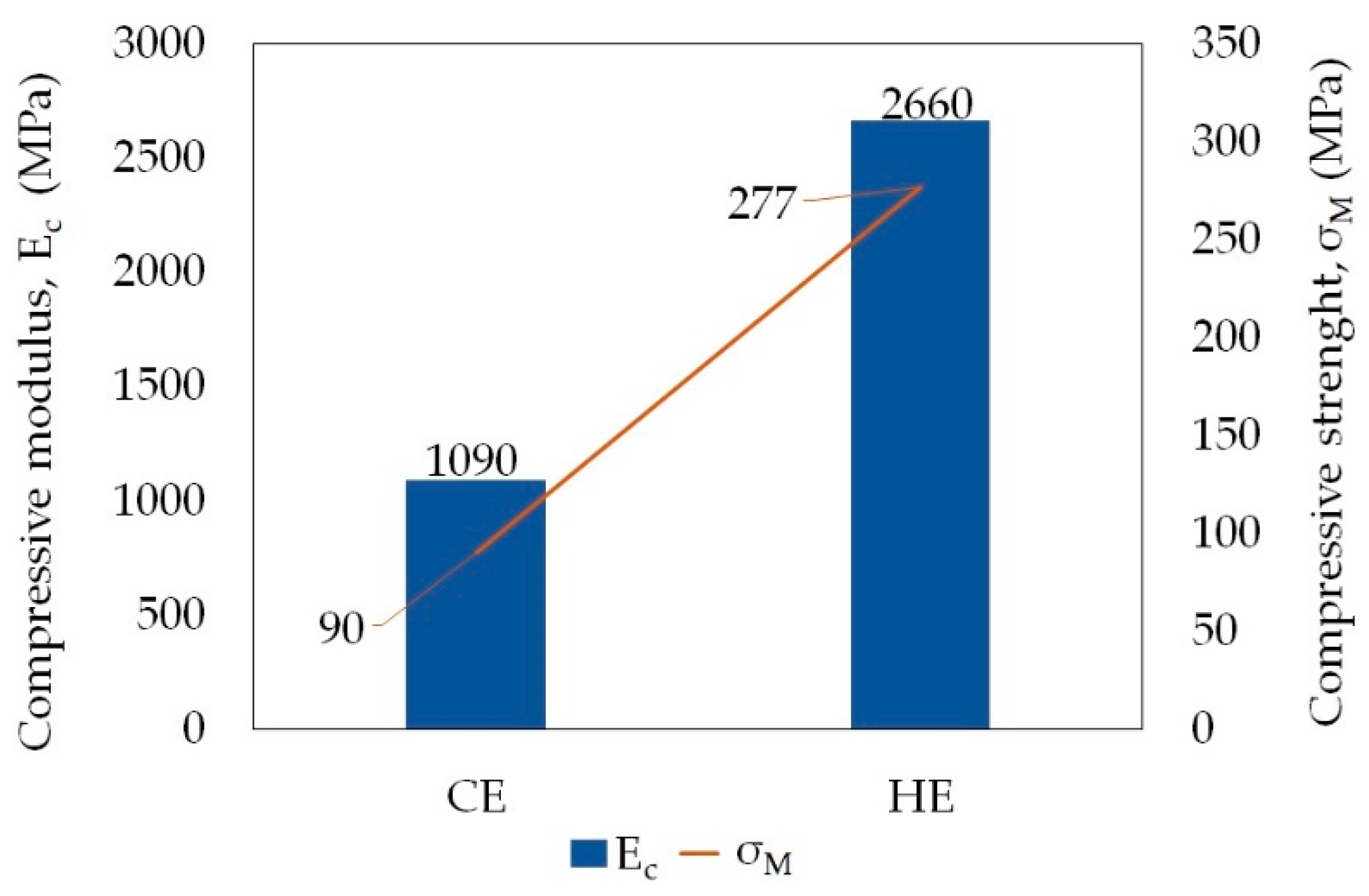
3.3. Comparison of Selected Mechanical Properties of PA6 Processed Using Various Methods
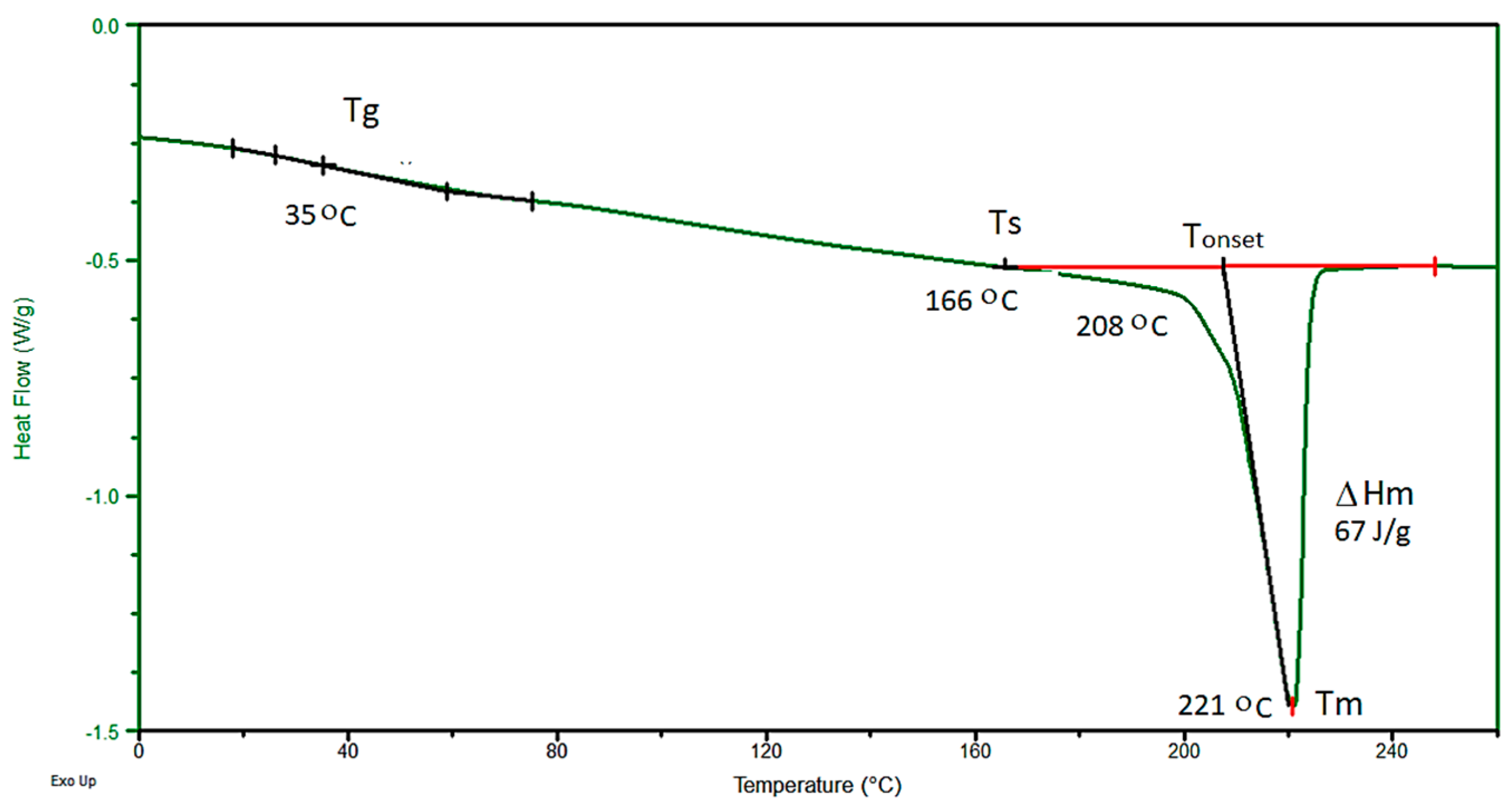
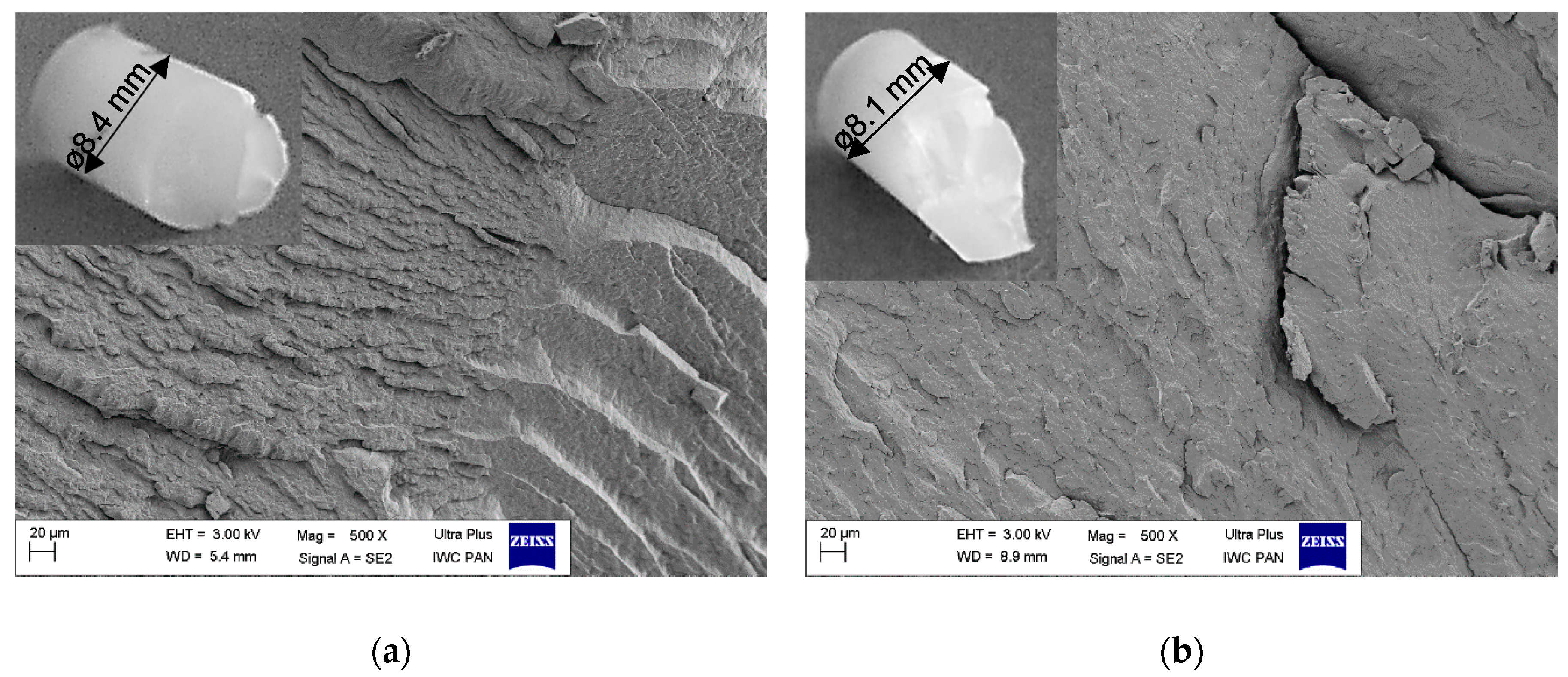
3.4. Structural Investigations
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Richert, M.; Leszczynska-Madej, B.; Pachla, W.; Skiba, J. The Microstructure and Properties of Hydrostatically Extruded Polycrystalline Aluminium Al99.5/Mikrostruktura I Własności Wyciskanego Hydrostatycznie Polikrystalicznego Aluminium Al99.5. Arch. Met. Mater. 2012, 57, 911–917. [Google Scholar] [CrossRef]
- Kulczyk, M.; Przybysz, S.; Skiba, J.; Pachla, W. Severe Plastic Deformation Induced in Al, Al-Si, Ag and Cu by Hydrostatic Extrusion. Arch. Met. Mater. 2014, 59, 59–64. [Google Scholar] [CrossRef]
- Kulczyk, M.; Skiba, J.; Przybysz, S.; Pachla, W.; Bazarnik, P.; Lewandowska, M. High strength silicon bronze (C65500) obtained by hydrostatic extrusion. Arch. Met. Mater. 2012, 57, 859–862. [Google Scholar] [CrossRef]
- Kawałko, J.; Wroński, M.; Bieda, M.; Sztwiertnia, K.; Wierzbanowski, K.; Wojtas, D.; Łagoda, M.; Ostachowski, P.; Pachla, W.; Kulczyk, M. Microstructure of titanium on complex deformation paths: Comparison of ECAP, KOBO and HE techniques. Mater. Charact. 2018, 141, 19–31. [Google Scholar] [CrossRef]
- Skowrońska, B.; Chmielewski, T.; Kulczyk, M.; Skiba, J.; Przybysz, S. Microstructural Investigation of a Friction-Welded 316L Stainless Steel with Ultrafine-Grained Structure Obtained by Hydrostatic Extrusion. Materials 2021, 14, 1537. [Google Scholar] [CrossRef] [PubMed]
- Skiba, J.; Pachla, W.; Mazur, A.; Przybysz, S.; Kulczyk, M.; Wróblewska, M. Press for hydrostatic extrusion with back-pressure and the properties of thus extruded materials. J. Mater. Process. Technol. 2014, 214, 67–74. [Google Scholar] [CrossRef]
- Pugh, H.L.D.; Low, A.H. The Hydrostatic Extrusion of Difficult Metals. J. Inst. Metals 1965, 93, 201–217. [Google Scholar]
- Inoue, N.; Nakayama, T.; Shimono, M. Deformation of Polymers During Hydrostatic Extrusion. J. Press. Vessel. Technol. 1978, 100, 400–405. [Google Scholar] [CrossRef]
- Pugh, H.L.l.D. Mechanical Behaviour of Materials under Pressure; Elsevier Publ. Co., Ltd.: Amsterdam, The Netherlands, 1970. [Google Scholar]
- Buckley, A.; Long, H.A. The extrusion of polymers below their melting temperatures by the application of high pressures. Polym. Eng. Sci. 1969, 9, 115–120. [Google Scholar] [CrossRef]
- Davis, L.A. Hydrostatic extrusion of solid polyethylene. Polym. Eng. Sci. 1974, 14, 641–645. [Google Scholar] [CrossRef]
- Yoon, H.N.; Pae, K.D.; Sauer, J.A. Hydrostatic extrusion of polypropylene and properties of extrudates. Polym. Eng. Sci. 1976, 16, 567–574. [Google Scholar] [CrossRef]
- Ariyama, T.; Nakayama, T.; Inoue, N. Thermal properties of hydrostatically extruded amorphous polymers. J. Polym. Sci. Part C Polym. Lett. 1977, 15, 427–433. [Google Scholar] [CrossRef]
- Inoue, N.; Nakayama, T.; Shimono, M. Effects of temperature and strain rate on deformation of polymers during hydrostatic extrusion. High-Press. Sci. Technol. 1979, 1773–1778. [Google Scholar] [CrossRef]
- Coates, P.D.; Gibson, A.G.; Ward, I.M. An analysis of the mechanics of solid phase extrusion of polymers. J. Mater. Sci. 1980, 15, 359–375. [Google Scholar] [CrossRef]
- Hope, P.S.; Ward, I.M.; Gibson, A.G. The hydrostatic extrusion of polymethyl-methacrylate. J. Mater. Sci. 1980, 15, 2207–2220. [Google Scholar] [CrossRef]
- Inoue, N.; Nakayama, T.; Ariyama, T. Hydrostatic extrusion of amorphous polymers and properties of extrudates. J. Macromol. Sci. Part B 1981, 19, 543–563. [Google Scholar] [CrossRef]
- Inoue, N.; Nishihara, M.; Kalpakjian, S. Hydrostatic Extrusion: Theory and Applications. J. Tribol. 1987, 109, 376. [Google Scholar] [CrossRef]
- Ladizesky, N.H.; Ward, I.M.; Bonfield, W. Hydrostatic extrusion of polyethylene filled with hydroxyapatite. Polym. Adv. Technol. 1997, 8, 496–504. [Google Scholar] [CrossRef]
- Kozlov, G.V.; Beloshenko, V.A.; Aloev, V.Z.; Varyukhin, V.N. Microhardness of Extruded Polyethylene and Composites Based on it. Mater. Sci. 2000, 36, 431–436. [Google Scholar] [CrossRef]
- Jin, F.; Moon, S.-I.; Tsutsumi, S.; Hyon, S.-H. Hydrostatic Extrusion of Poly(L-Lactide). Macromol. Symp. 2005, 224, 93–104. [Google Scholar] [CrossRef]
- Wang, X.; Wu, G.; Xie, P.; Gao, X.; Yang, W. Microstructure and Properties of Glass Fiber-Reinforced Polyamide/Nylon Mi-crocellular Foamed Composites. Polymers 2020, 12, 2368. [Google Scholar] [CrossRef]
- Kistenberg, R.S. Prosthetic Choices for People with Leg and Arm Amputations. Phys. Med. Rehab. Clin. N. Am. 2014, 25, 93–115. [Google Scholar] [CrossRef]
- Rakeshasharma, K.; Hemanth, K.; Shamanth, V. A review on design of lower appendage prosthesis. Mater. Today Proc. 2021, 45, 82–86. [Google Scholar] [CrossRef]
- Tang, P.C.; Ravji, K.; Key, J.J.; Mahler, D.B.; Blume, P.A.; Sumpio, B. Let Them Walk! Current Prosthesis Options for Leg and Foot Amputees. J. Am. Coll. Surg. 2008, 206, 548–560. [Google Scholar] [CrossRef]
- Minnoye, A.L.M.; Plettenburg, D.H. Design, fabrication, and preliminary results of a novel below knee prosthesis for snow-boarding: A case report. Procedia Eng. 2010, 2, 3133–3141. [Google Scholar] [CrossRef][Green Version]
- Shasmin, H.N.; AbuOsman, N.A.; Abd, L.; Latif, J.; Usman, W.A.B.; Abas, W. A new pylon materials in transtibial prosthesis: A preliminary study. J. Biomech. 2007, 40, S297. [Google Scholar] [CrossRef]
- Junqueira, D.M.; Silveira, M.E.; Ancelotti, A.C. Analysis of spot weld distribution in a weldment—numerical simulation and topology optimization. Int. J. Adv. Manuf. Technol. 2018, 95, 4071–4079. [Google Scholar] [CrossRef]
- Lee, W.C.C.; Zhang, M. Fatigue test of low-cost flexible-shank monolimb transtibial prosthesis. Prosthet. Orthot. Int. 2006, 30, 305–315. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Rothschild, V.; John, V.; John, M.; Russel, R. Clinical experience with total thermoplastic lower limb prostheses. J. Prosthet. Orthot. 1990, 3, 51–54. [Google Scholar] [CrossRef]
- Junqueira, D.M.; Gomes, G.F.; Silveira, M.E.; Ancelotti, A.C., Jr. Design Optimization and Development of Tubular Isogrid Composites Tubes for Lower Limb Prosthesis. Appl. Compos. Mater. 2019, 26, 273–297. [Google Scholar] [CrossRef]
- Maitz, M. Applications of synthetic polymers in clinical medicine. Biosurface Biotribol. 2015, 1, 161–176. [Google Scholar] [CrossRef]
- Mackenzie, D.C.; Loewenthal, J. Endothelial growth in nylon vascular grafts. Br. J. Surg. 1960, 48, 212–217. [Google Scholar] [CrossRef]
- Stace, E.T.; Dakin, S.G.; Mouthuy, P.A.; Carr, A.J. Translating regenerative biomaterials into clinical practice. J. Cell. Physiol. 2016, 231, 36–49. [Google Scholar] [CrossRef] [PubMed]
- Cossard, C.; Kuciel, S.; Mazurkiewicz, S.; Liber-Knec, A. Possibility of using polyamide 6 reinforced with glass fiber for Ilizarov rings. Polimery 2008, 53, 317–320. [Google Scholar] [CrossRef]
- Megatech. Available online: https://megatech24.eu/ (accessed on 8 July 2021).
- Pachla, W.; Kulczyk, M.; Sus-Ryszkowska, M.; Mazur, A.; Kurzydlowski, K.J. Nanocrystalline titanium produced by hydrostatic extrusion. J. Mater. Process. Technol. 2008, 205, 173–182. [Google Scholar] [CrossRef]
- Wilczynski, K.; Szymaniak, Z.; Nastaj, A. The POLYFLOW system studies on the effect of flow conditions on the extrudate swell. Polimery 2002, 47, 130–135. [Google Scholar] [CrossRef]
- Moreno-Valle, E.C.; Pachla, W.; Kulczyk, M.; Savoini, B.; Monge, M.A.; Ballesteros, C.; Sabirov, I. Anisotropy of uni-axial and bi-axial deformation behawior of pure Titanium after hydrostatic extrusion. Mater. Sci. Eng. A 2013, 588, 7–13. [Google Scholar] [CrossRef]
- Przybysz, S.; Kulczyk, M.; Pachla, W.; Skiba, J.; Wróblewska, M.; Mizera, J.; Moszczyńska, D. Anisotropy of mechanical and structural properties in AA 6060 aluminum alloy following hydrostatic extrusion process. Bull. Polish Acad. Sci. Tech. Sci. 2019, 67, 709–717. [Google Scholar]
- Chen, P.; Wu, H.; Zhu, W.; Yang, L.; Li, Z.; Yan, C.; Wen, S.; Shi, Y. Investigation into the processability, recyclability and crystalline structure of selective laser sintered Polyamide 6 in comparison with Polyamide 12. Polym. Test. 2018, 69, 366–374. [Google Scholar] [CrossRef]
- Dencheva, N.; Denchev, Z.; Oliveira, M.J.; Funari, S.S. Relationship Between Crystalline Structure and Mechanical Be-havior in Isotropic and Oriented Polyamide 6. J. Appl. Polym. Sci. 2007, 103, 2242–2252. [Google Scholar] [CrossRef]
- Beloshenko, V.; Varyukhin, V.; Voznyak, A.; Voznyak, Y. Equal-channel multiangular extrusion of semicrystalline polymers. Polym. Eng. Sci. 2010, 50, 1000–1006. [Google Scholar] [CrossRef]
- Beloshenko, V.; Voznyak, A.; Voznyak, Y.; Glasunova, V.; Konstantinova, T. Polyamide-6 structure modification by combined solid-phase extrusion. Polym. Eng. Sci. 2012, 52, 1815–1820. [Google Scholar] [CrossRef]
- Felder, S.; Vu, N.A.; Reese, S.; Simon, J.-W. Modeling the effect of temperature and degree of crystallinity on the mechanical response of Polyamide 6. Mech. Mater. 2020, 148, 103476. [Google Scholar] [CrossRef]
- Shan, G.-F.; Yang, W.; Yang, M.-bo.; Xie, B.-hu.; Feng, J.-min.; Fu, Q. Effect of temperature and strain rate on the tensile defor-mation of polyamide 6. Polymer 2007, 48, 2958–2968. [Google Scholar] [CrossRef]
- Ozmen, S.C.; Ozkoc, G.; Serhatli, E. Thermal, mechanical and physical properties of chain extended recycled polyamide 6 via reactive extrusion: Effect of chain extender types. Polym. Degrad. Stab. 2019, 162, 76–84. [Google Scholar] [CrossRef]
- Du-Xin, L.; Wen-Juan, L.; Ying, X.; Xiang-Xiang, L. Effects of solid lubricants on friction and wear behaviors of polyamide 6. J. Appl. Polym. Sci. 2012, 124, 4239–4248. [Google Scholar] [CrossRef]
- Beloshenko, V.; Varyukhin, V.; Voznyak, A.; Voznyak, Y. Solid-phase extrusion of polyamide-6 by using combined deformation schemes. Polym. Eng. Sci. 2011, 51, 1092–1098. [Google Scholar] [CrossRef]
- Bessell, T.J.; Hull, D.; Shortall, J.B. The efect of polymerization conditions and crystallinity on the mechanical properties and fracture of spherulitic nylon 6. J. Mater. Sci. 1975, 10, 1127–1136. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Units |
|---|---|---|
| Tensile modulus, Et | 28.9 | MPa |
| Tensile strength, σM | 85 | MPa |
| Compressive modulus, Ec | 2770 | MPa |
| Compressive strength, σM | 388 | MPa |
| Compressive strength at yield stress, σy | 80.8 | MPa |
| Flexural modulus, Ef | 1960 | MPa |
| Flexural strength, σfM | 61 | MPa |
| Elongation at flexural strength, εfM | 7.2 | % |
| Impact strength, K | 478 | kJ m−2 |
| Series | True Strain, ε | Et, MPa | ΔEt, % | σM, MPa | ΔσM, % | εM, % | ΔεM, % |
|---|---|---|---|---|---|---|---|
| A | 0 | 29 ± 3 | - | 85 ± 5 | - | 13,715 ± 645 | - |
| B | 0.68 | 23 ± 5 | 0 | 129 ± 19 | 52 | 10,280 ± 240 | −25 |
| C | 1.25 | 210 ± 35 | 620 | 286 ± 45 | 236 | 2460 ± 245 | −82 |
| D | 1.57 | 332 ± 10 | 1045 | 489 ± 10 | 475 | 381 ± 35 | −95 |
| Series | True Strain, ε | Ec, MPa | σM, 70% Strain, MPa | Ef, MPa | σfM, MPa | K kJ/m2 |
|---|---|---|---|---|---|---|
| A | 0 | 2770 ± 300 | 388 ± 29 | 1960 ± 125 | 61 ± 4 | 478 ± 9 |
| B | 0.68 | 2560 ± 100 | 253 ± 19 | 2160 ± 150 | 63 ± 5 | 448 ± 35 |
| C | 1.25 | 2680 ± 200 | 201 ± 3 | 2390 ± 175 | 66 ± 3 | 463 ± 20 |
| D | 1.57 | 3300 ± 100 | 213 ± 13 | 3230 ± 73 | 69 ± 4 | 482 ± 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skorupska, M.; Kulczyk, M.; Przybysz, S.; Skiba, J.; Mizeracki, J.; Ryszkowska, J. Mechanical Reinforcement of Polyamide 6 by Cold Hydrostatic Extrusion. Materials 2021, 14, 6045. https://doi.org/10.3390/ma14206045
Skorupska M, Kulczyk M, Przybysz S, Skiba J, Mizeracki J, Ryszkowska J. Mechanical Reinforcement of Polyamide 6 by Cold Hydrostatic Extrusion. Materials. 2021; 14(20):6045. https://doi.org/10.3390/ma14206045
Chicago/Turabian StyleSkorupska, Monika, Mariusz Kulczyk, Sylwia Przybysz, Jacek Skiba, Jan Mizeracki, and Joanna Ryszkowska. 2021. "Mechanical Reinforcement of Polyamide 6 by Cold Hydrostatic Extrusion" Materials 14, no. 20: 6045. https://doi.org/10.3390/ma14206045
APA StyleSkorupska, M., Kulczyk, M., Przybysz, S., Skiba, J., Mizeracki, J., & Ryszkowska, J. (2021). Mechanical Reinforcement of Polyamide 6 by Cold Hydrostatic Extrusion. Materials, 14(20), 6045. https://doi.org/10.3390/ma14206045