
Effect of Laser Processing Parameters on Microstructure, Hardness and Tribology of NiCrCoFeCBSi/WC Coatings

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
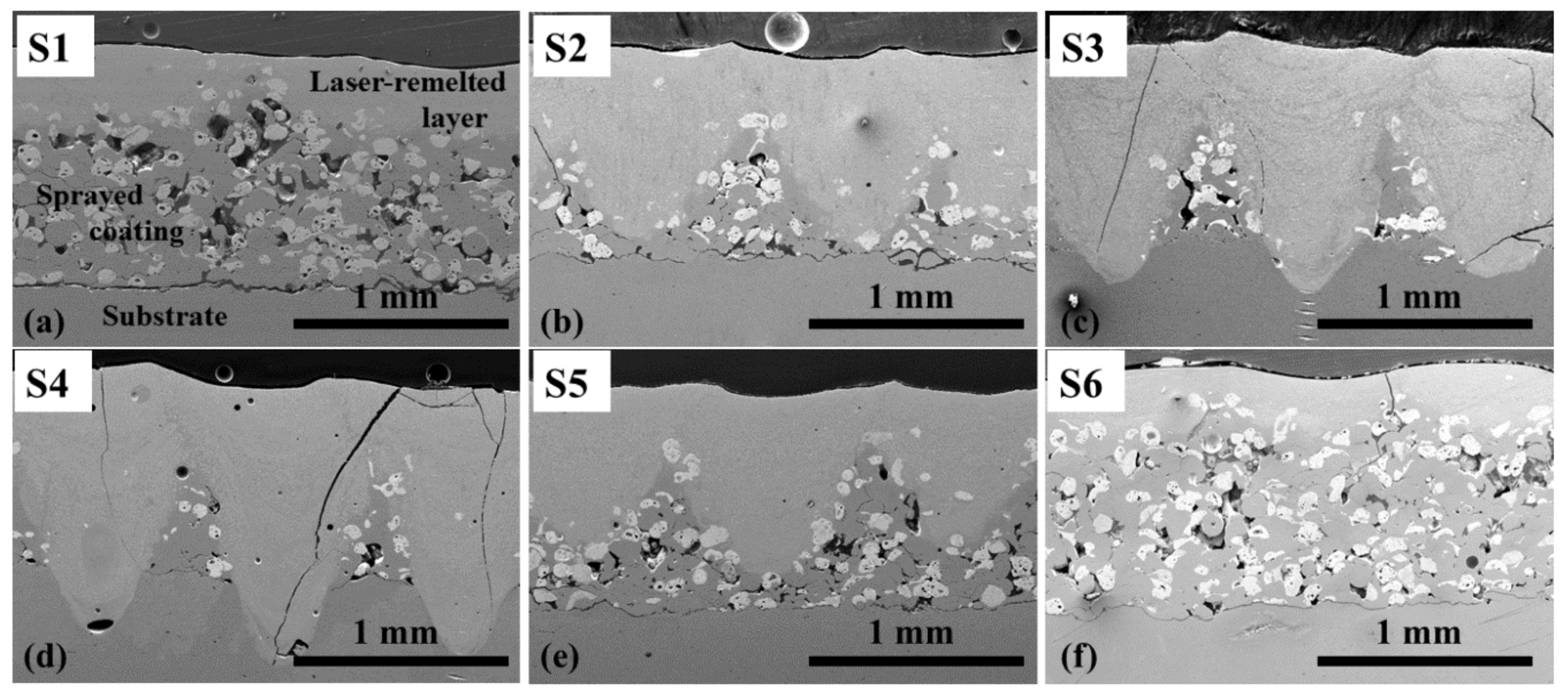
3.1. Effect of Processing Parameters on Pass Geometry and Cracks
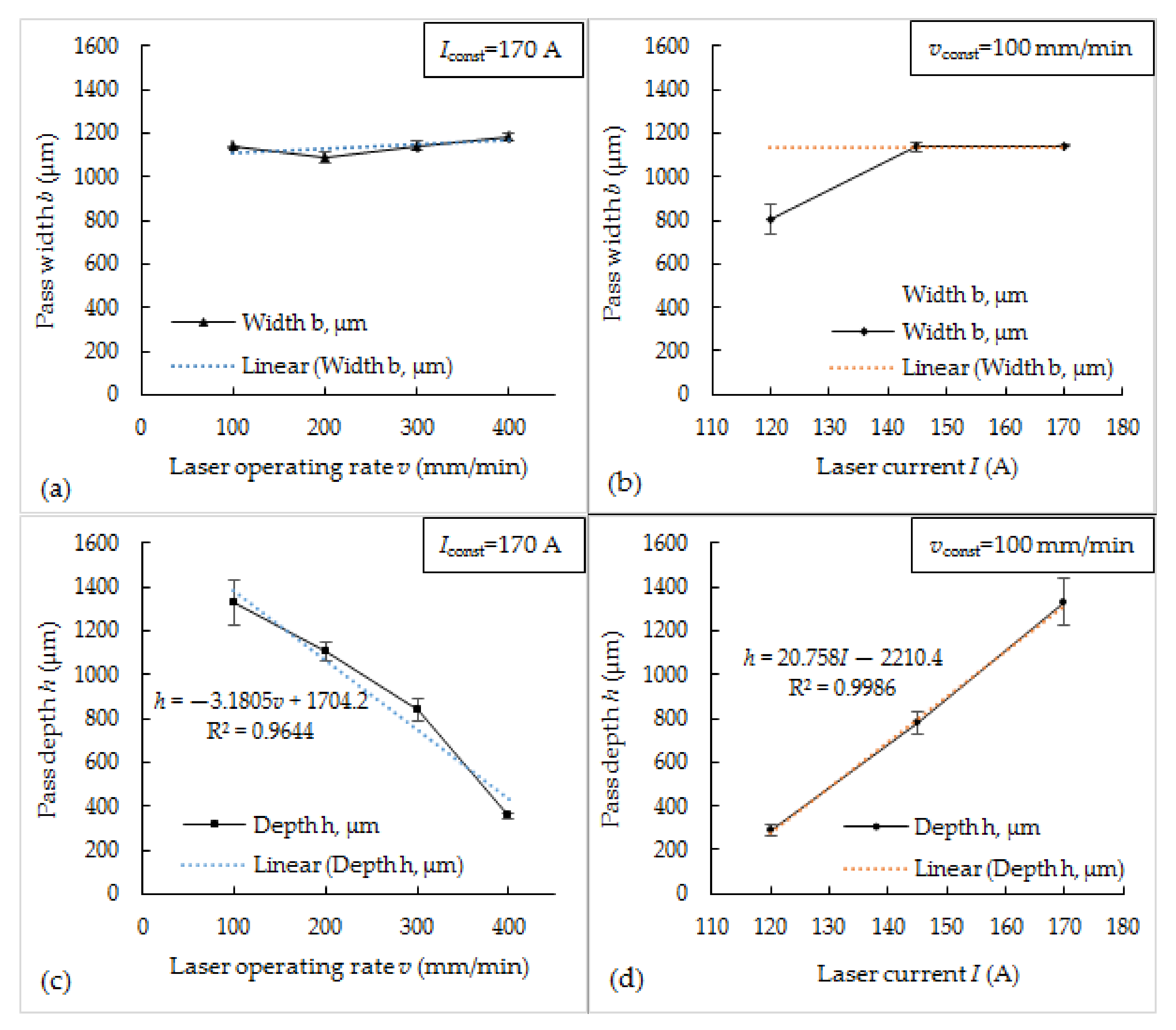
3.1.1. Effect of Laser Current and Operating Speed on Pass Geometry
3.1.2. Effect of Power Density and Processing Speed on Coatings’ Cracking
3.2. Microstructural Analysis
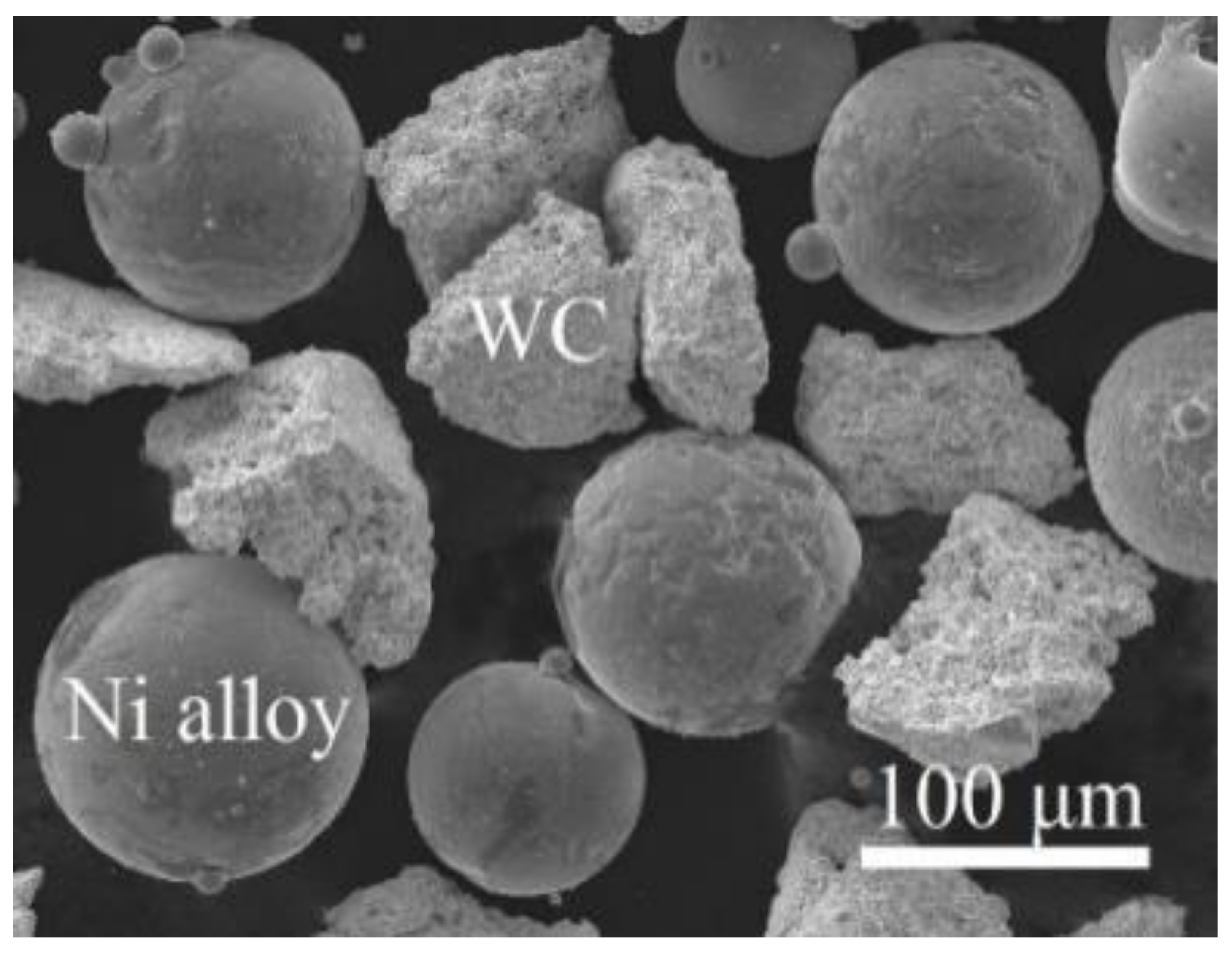
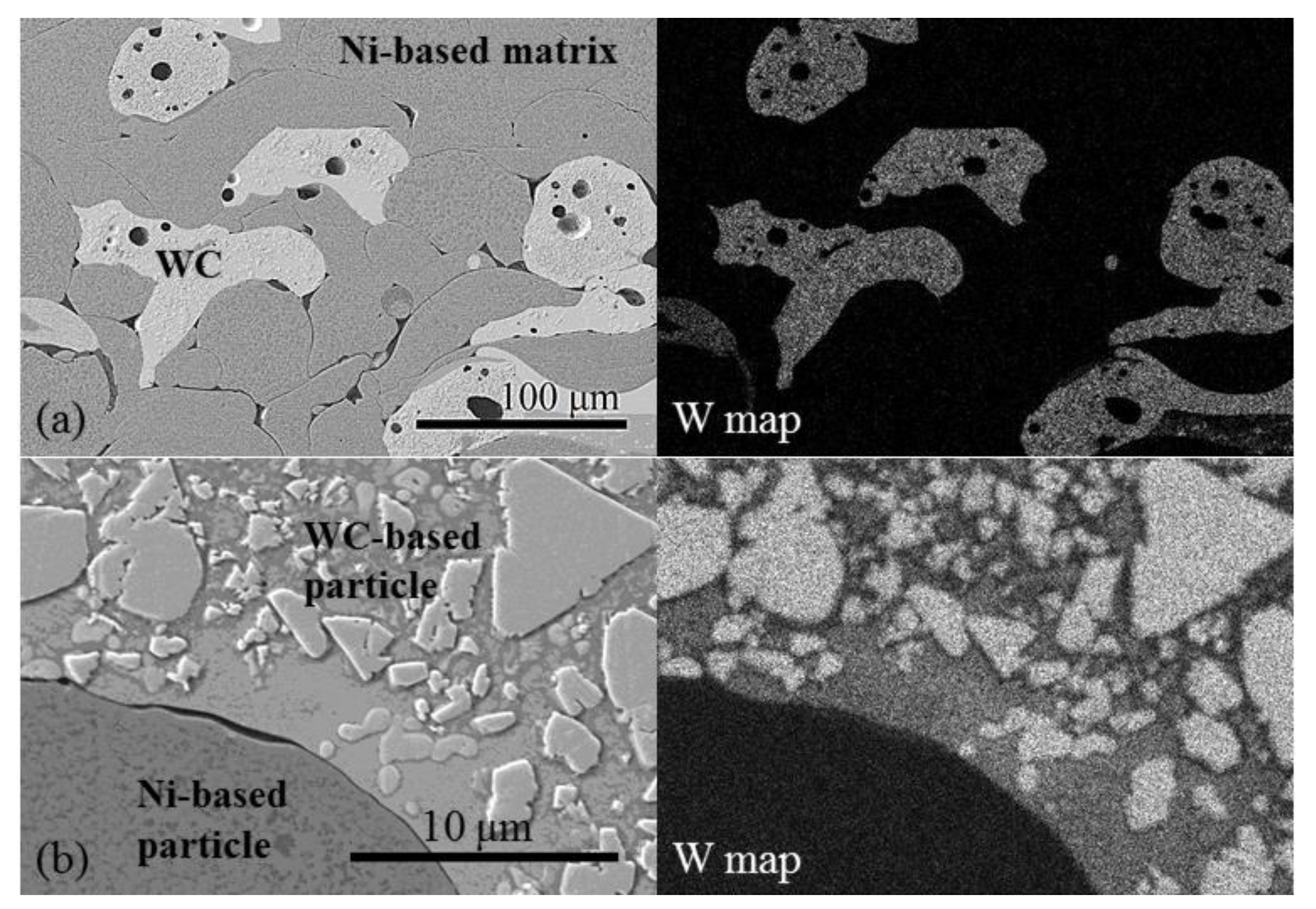
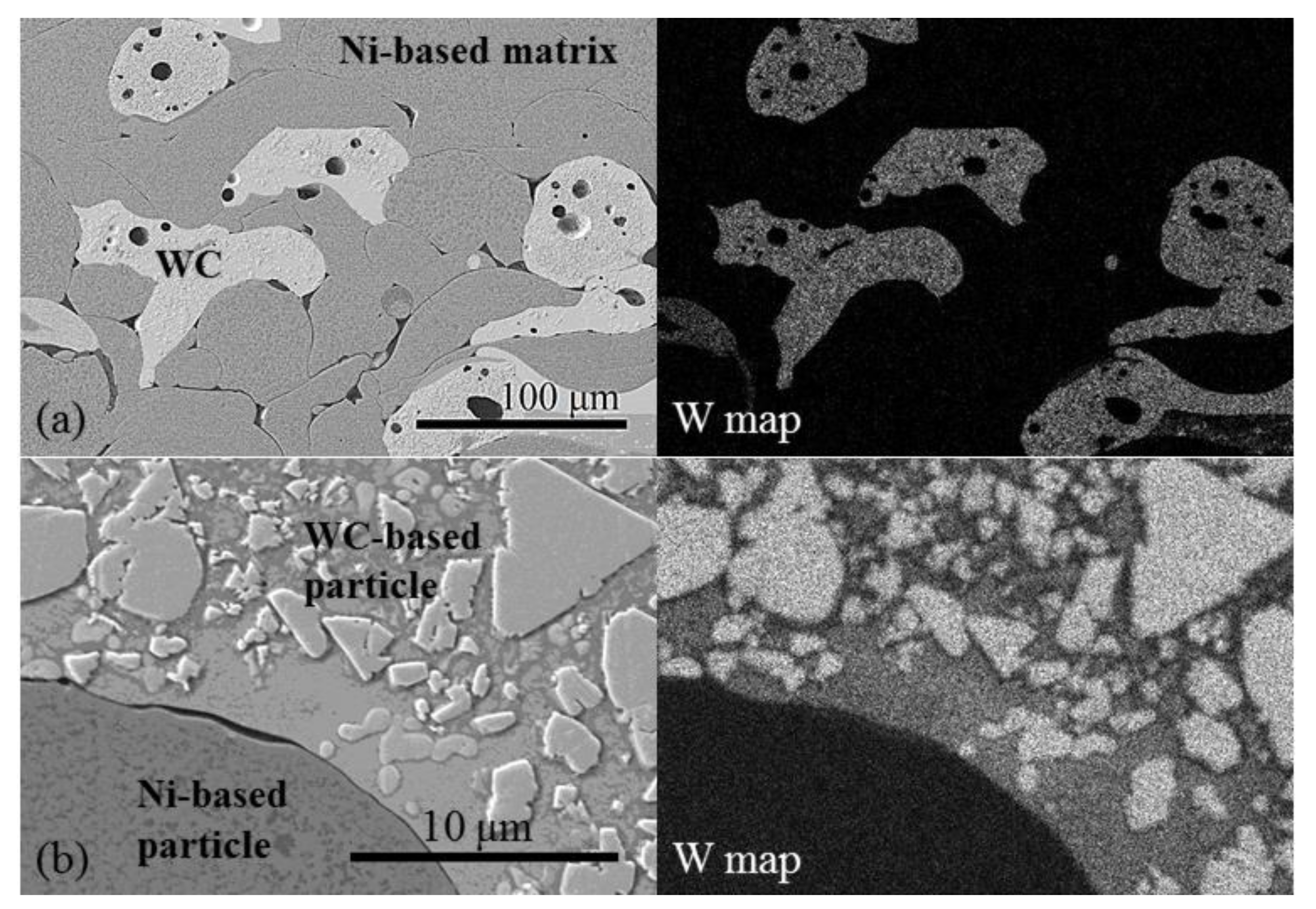
3.2.1. Brief Characterization of As-Sprayed Coating
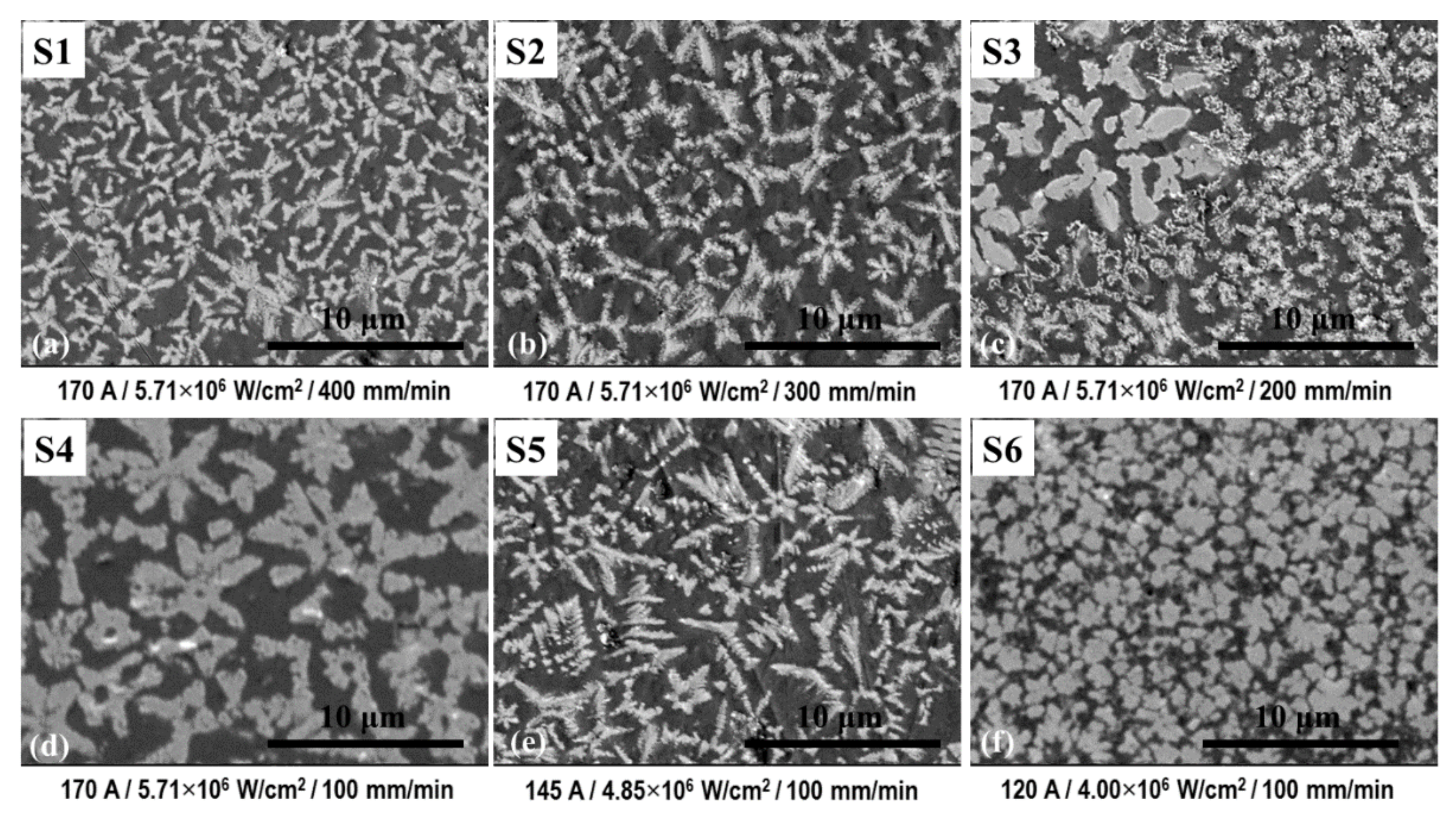
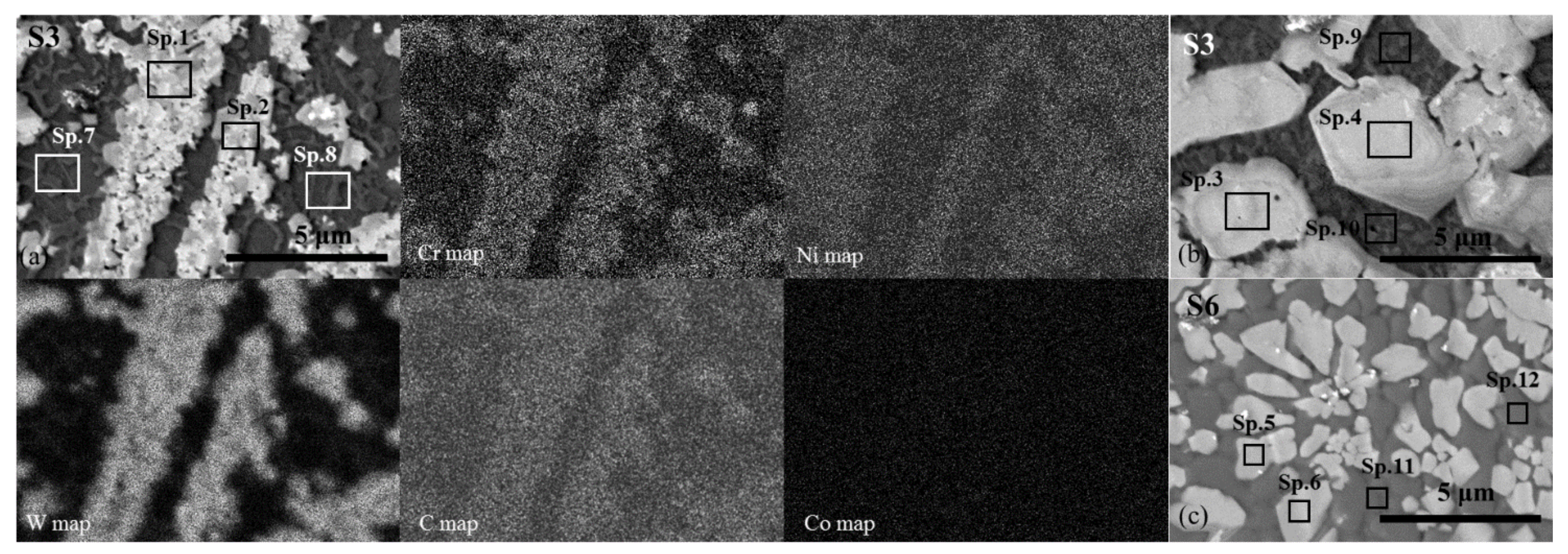
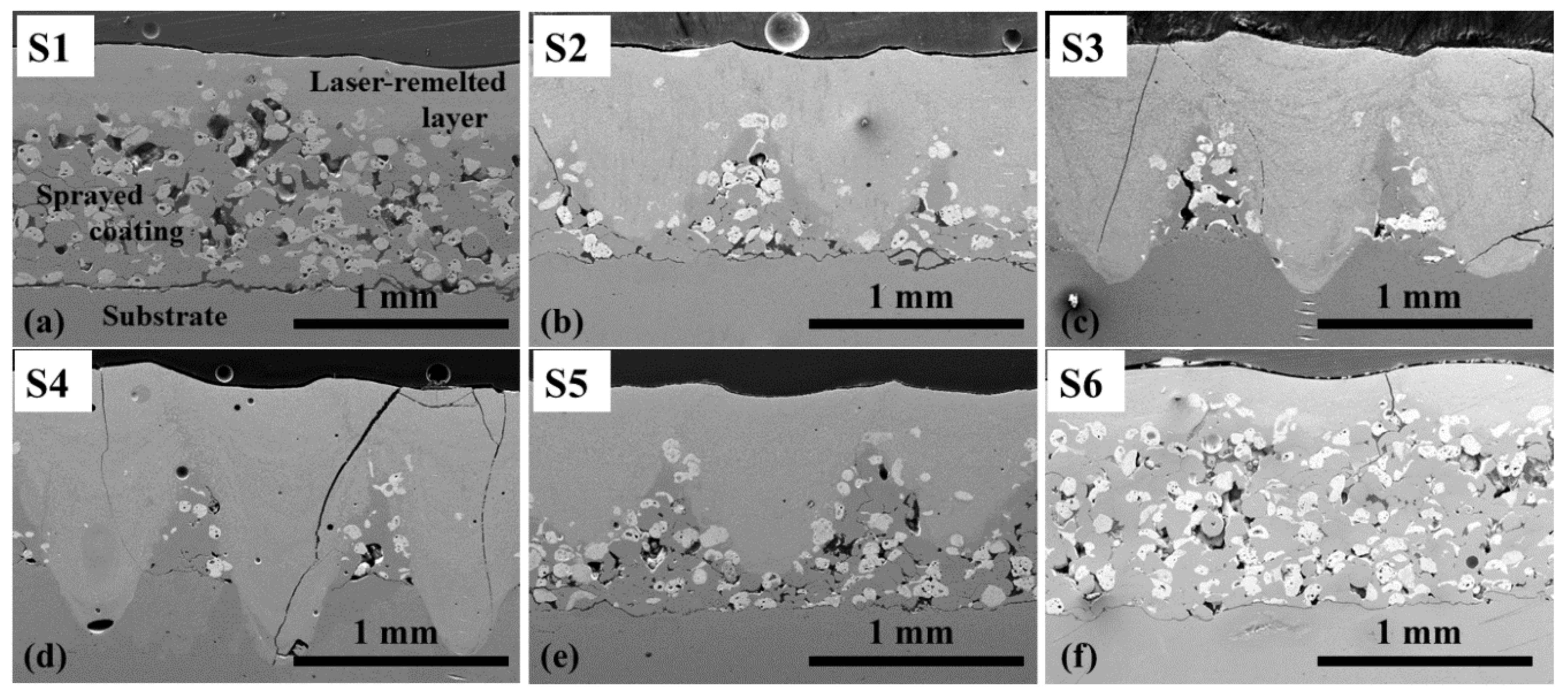
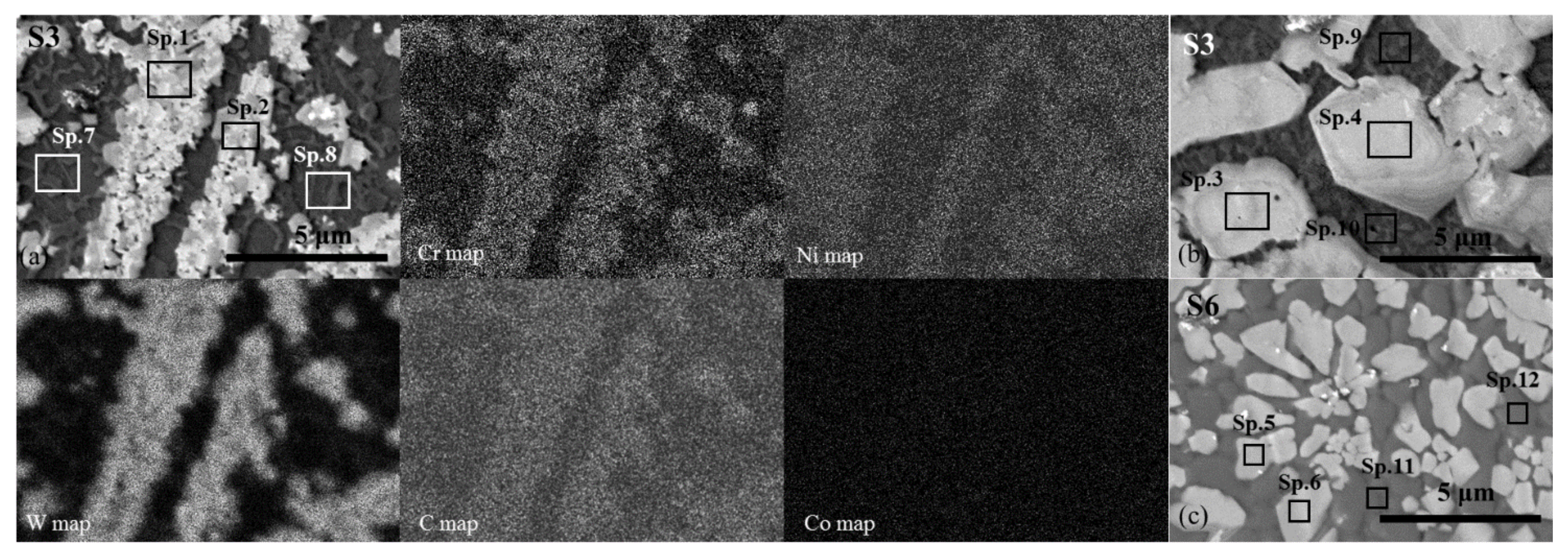
3.2.2. Microstructure of Laser-Processed Coatings
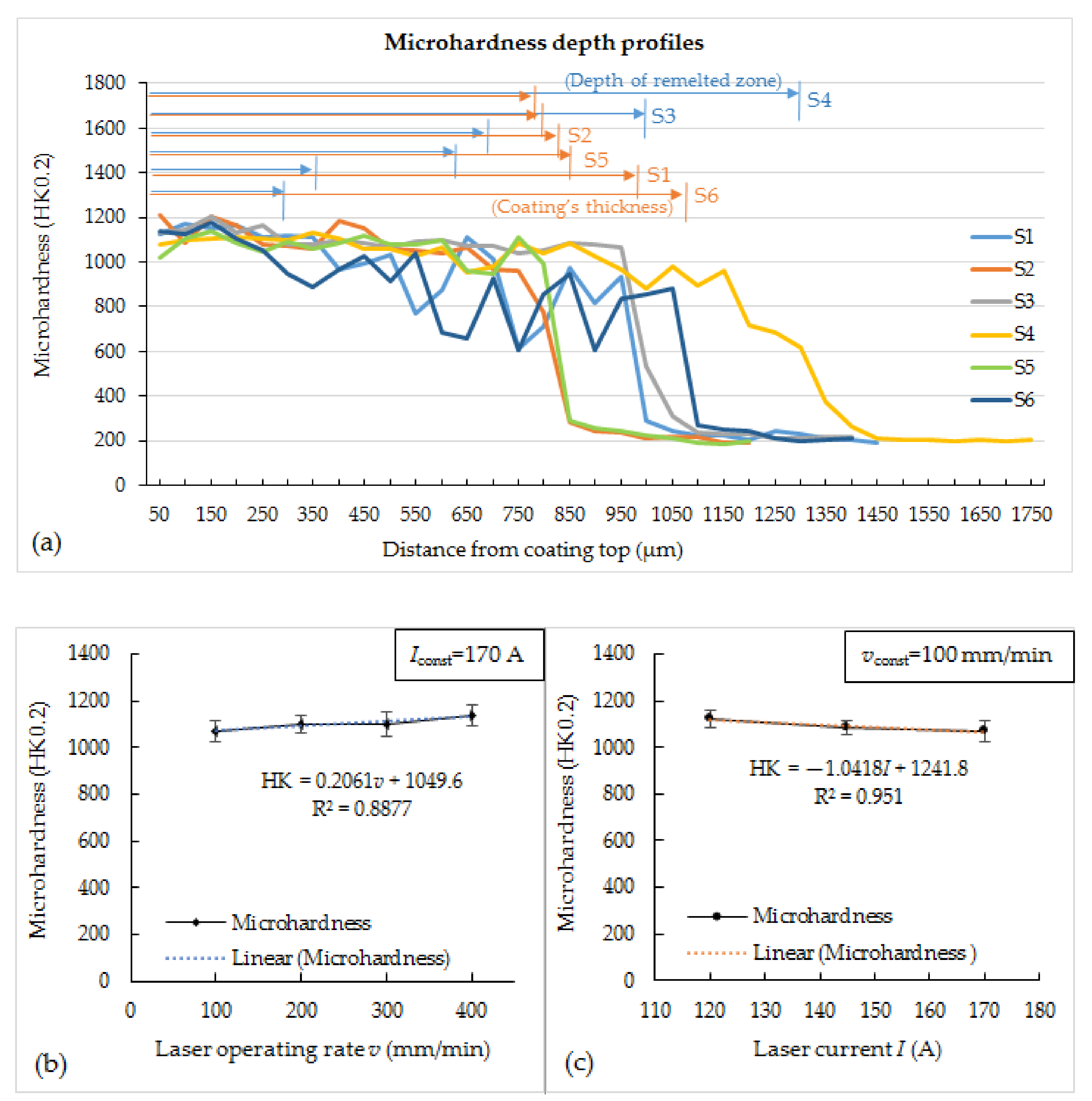
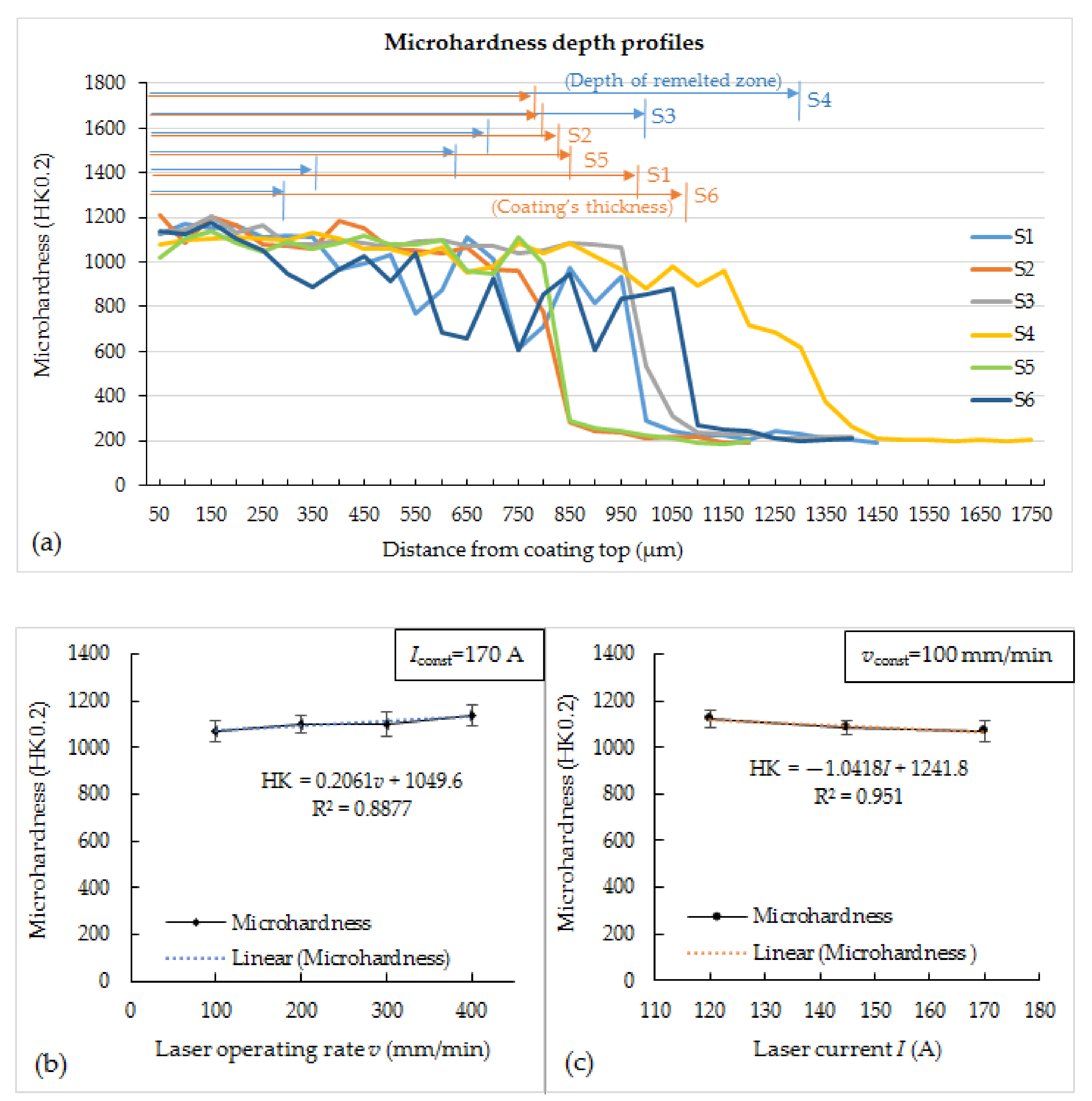
3.3. Hardness of Laser-Processed Coatings
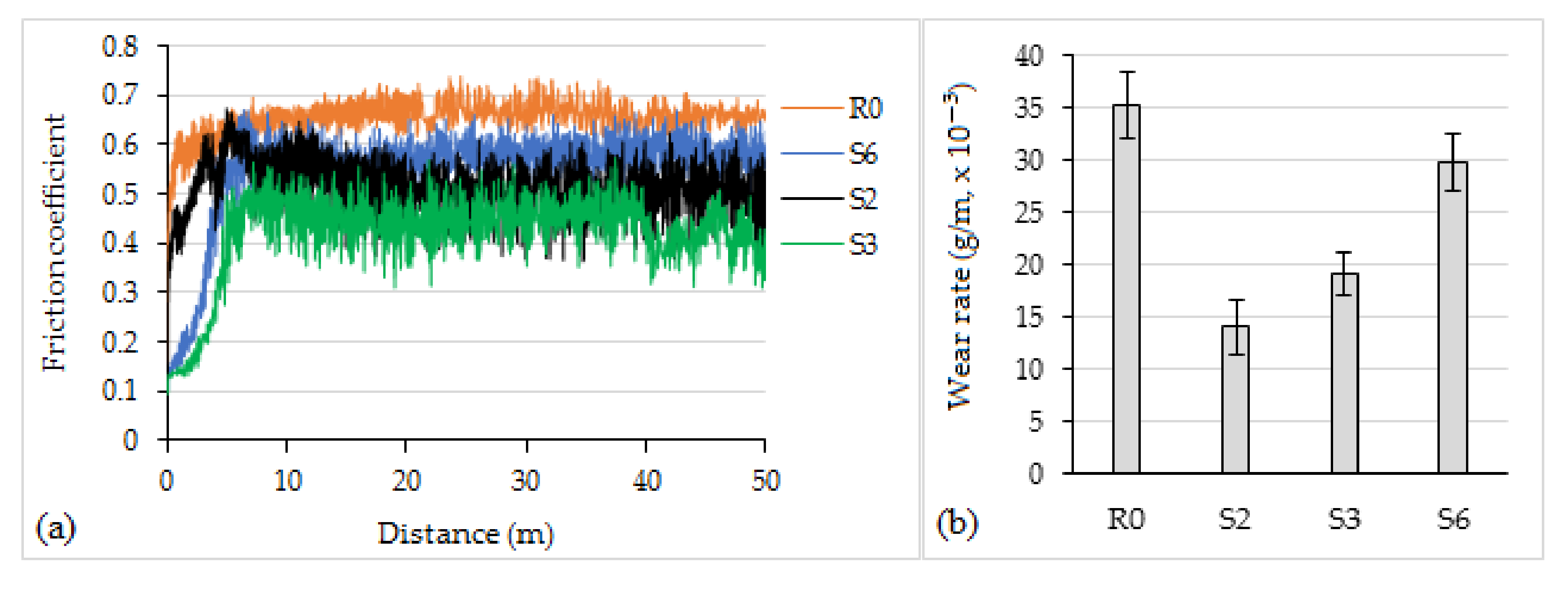
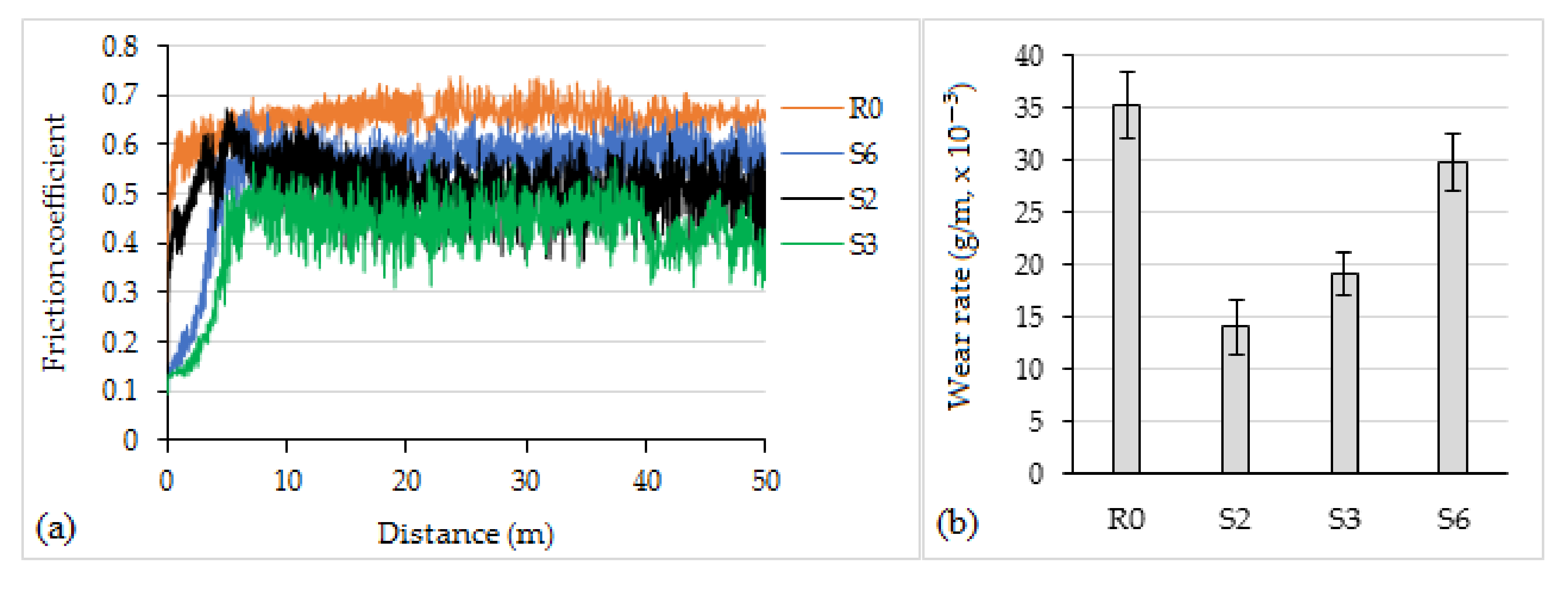
3.4. Tribology of Laser-Processed Coatings
4. Conclusions
- The laser peak power density between 4.00 × 106 and 5.71 × 106 W/cm2 and laser operating speed between 100 and 400 mm/min provided processing of flame-sprayed NiCrCoFeCSiB/WC coatings in a melting mode. The width of individual pass changed insignificantly with varying laser processing parameters and ranged between 1050 and 1150 μm (exception—the regime at the lowest power density and heat input); the depth of pass was in strong near-linear dependence on both the power and speed and ranged between ~290 and ~1330 μm.
- The laser-processed coating most sensitive to cracking was obtained at the highest power density, 5.71 × 106 W/cm2, and the lowest operating speed, 100 mm/min. A significant reduction in cracks appearance was observed with reducing power density.
- The pulsed laser processing provides a monolithic remelted coating layer with a microstructure of W-rich dendrites in Ni-based matrix, where size and distribution of W-rich dendrites periodically vary across remelted layer depth. The composition of W-rich dendrites of different sizes and shapes does not differ significantly and can be attributed to a carbide of type (W, Cr, Ni, Fe)C.
- The prevailing of difference in size microstructure in coatings laser-processed at different parameters led to a slight variation in microhardness from ~1070 to ~1140 HK0.2, that is ~20–30% higher compared with coatings remelted using conventional techniques, such as flame, furnace, or induction heating, and is comparable with the best results reported for laser cladding (1200 HV0.2). The trend of a slight coatings hardness increase at higher laser processing speed and lower laser power density was established.
- The friction coefficient and wear rate of coatings during dry sliding were reduced by up to ~30% and up to ~2.4 times, respectively, after laser processing.
- Very small melting depth (~300 μm) resulted in a less-uniform carbide phase distribution, formation of noncompletely remelted coating surface, and increased friction coefficient and wear rate during tribology test (as compared with other laser-processed coatings). Too-high laser density and heat input resulted in too-deep melting, higher sensitivity to cracking, and too-high level of coating and substrate mixing. Therefore, it is reasonable to balance power with appropriate operating speed to provide pass depth close to the thickness of the deposited layer. Based on the obtained dependencies for melted pool geometry, the optimal regimes may be determined more precisely, providing minimal substrate dilution and metallurgical bond. In addition, the step between adjacent passes may be reduced, providing larger pass overlapping. It is reasonable, as well, to continue study aiming to evaluate the effect of pre- and postheating procedures on coatings’ sensitivity to cracking and possible hardness reduction.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Clark, W.P. Development of thermal spray hard surfacing. Weld. J. 1981, 60, 27–29. [Google Scholar]
- Davis, J.R. (Ed.) ASM Specialty Handbook: Nickel, Cobalt, and Their Alloys; ASM International: Novelty, OH, USA, 2000. [Google Scholar]
- Koc, R.; Kodambaka, S.K. Tungsten carbide (WC) synthesis from novel precursors. J. Eur. Ceram. Soc. 2000, 20, 1859–1869. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Zhang, H. Characterisation of deformation and fracture mechanisms of WC-Co composite using hertzian indentation technique. In Proceedings of the 17th International Conference on Composites (ICCM-17), Edinburgh, UK, 27–31 July 2009; Available online: https://iccm-central.org/Proceedings/ICCM17proceedings/papers/D8.10%20Fang.pdf (accessed on 1 September 2021).
- Ge, X.; Liu, X.; Hou, C.; Lu, H.; Tang, F.; Meng, X.; Xu, W.; Song, X. Distinguishing contributions of ceramic matrix and binder metal to the plasticity of nanocrystalline cermets. IUCrJ 2020, 7, 42–48. [Google Scholar] [CrossRef] [Green Version]
- Guozhi, X.; Jingxian, Z.; Yijun, L.; Keyu, W.; Xiangyin, M.; Pinghua, L. Effect of laser remelting on corrosion behavior of plasma-sprayed Ni-coated WC coatings. Mater. Sci. Eng. A 2007, 460–461, 351–356. [Google Scholar] [CrossRef]
- Zhang, S.-H.; Cho, T.-Y.; Yoon, J.-H.; Li, M.-X.; Shum, P.; Kwon, S.-C. Investigation on microstructure, surface properties and anti-wear performance of HVOF sprayed WC–CrC–Ni coatings modified by laser heat treatment. Mater. Sci. Eng. B 2009, 162, 127–134. [Google Scholar] [CrossRef]
- Zhang, S.H.; Yoon, J.H.; Li, M.X.; Cho, T.Y.; Joo, Y.K.; Cho, J.Y. Influence of CO2 laser heat treatment on surface properties, electrochemical and tribological performance of HVOF sprayed WC–24%Cr3C2–6%Ni coating. Mater. Chem. Phys. 2010, 119, 458–464. [Google Scholar] [CrossRef]
- Tehrani, H.M.; Razavi, R.S.; Erfanmanesh, M.; Hashemi, S.H.; Barekat, M. Evaluation of the mechanical properties of WC-Ni composite coating on an AISI 321 steel substrate. Opt. Laser Technol. 2020, 127, 106138. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, A.; Wu, X.; Wang, Y.; Yang, Z. Wear resistance of diode laser-clad Ni/WC composite coatings at different temperatures. Surf. Coat. Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Razavi, R.S. Kinetics and oxidation behavior of laser clad WC-Co and Ni/WC-Co coatings. Ceram. Int. 2018, 44, 12805–12814. [Google Scholar] [CrossRef]
- Li, M.; Zhang, Q.; Han, B.; Song, L.; Cui, G.; Yang, J.; Li, J. Microstructure and property of Ni/WC/La2O3 coatings by ultrasonic vibration-assisted laser cladding treatment. Opt. Lasers Eng. 2020, 125, 105848. [Google Scholar] [CrossRef]
- Shu, D.; Li, Z.; Zhang, K.; Yao, C.; Li, D.; Dai, Z. In situ synthesized high volume fraction WC reinforced Ni-based coating by laser cladding. Mater. Lett. 2017, 195, 178–181. [Google Scholar] [CrossRef]
- Shu, D.; Dai, S.; Wang, G.; Si, W.; Xiao, P.; Cui, X.; Chen, X. Influence of CeO2 content on WC morphology and mechanical properties of WC/Ni matrix composites coating prepared by laser in-situ synthesis method. J. Mater. Res. Technol. 2020, 9, 11111–11120. [Google Scholar] [CrossRef]
- Zhang, J.; Lei, J.; Gu, Z.; Tantai, F.; Tian, H.; Han, J.; Fang, Y. Effect of WC-12Co content on wear and electrochemical corrosion properties of Ni-Cu/WC-12Co composite coatings deposited by laser cladding. Surf. Coat. Technol. 2020, 393, 125807. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. Corrosion and wear behavior of laser cladded Ni–WC coatings. Surf. Coat. Technol. 2015, 276, 121–135. [Google Scholar] [CrossRef]
- Xu, J.-S.; Zhang, X.-C.; Xuan, F.-Z.; Wang, Z.-D.; Tu, S.-T. Rolling contact fatigue behavior of laser cladded WC/Ni composite coating. Surf. Coat. Technol. 2014, 239, 7–15. [Google Scholar] [CrossRef]
- Zhou, S.; Zeng, X.; Hu, Q.; Huang, Y. Analysis of crack behavior for Ni-based WC composite coatings by laser cladding and crack-free realization. Appl. Surf. Sci. 2008, 255, 1646–1653. [Google Scholar] [CrossRef]
- Zhong, M.; Liu, W.; Zhang, Y.; Zhu, X. Formation of WC/Ni hard alloy coating by laser cladding of W/C/Ni pure element powder blend. Int. J. Refract. Met. Hard Mater. 2006, 24, 453–460. [Google Scholar] [CrossRef]
- Obadele, B.; Olubambi, P.; Johnson, O. Effects of TiC addition on properties of laser particle deposited WC–Co–Cr and WC–Ni coatings. Trans. Nonferrous Met. Soc. China 2013, 23, 3634–3642. [Google Scholar] [CrossRef]
- Hu, D.; Liu, Y.; Chen, H.; Liu, J.; Wang, M.; Deng, L. Microstructure and properties of Ta-reinforced NiCuBSi + WC composite coating deposited on 5Cr5MoSiV1 steel substrate by laser cladding. Opt. Laser Technol. 2021, 142, 107210. [Google Scholar] [CrossRef]
- Shi, Y.; Li, Y.; Liu, J.; Yuan, Z. Investigation on the parameter optimization and performance of laser cladding a gradient composite coating by a mixed powder of Co50 and Ni/WC on 20CrMnTi low carbon alloy steel. Opt. Laser Technol. 2018, 99, 256–270. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Jurči, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Van Acker, K.; Vanhoyweghen, D.; Persoons, R.; Vangrunderbeek, J. Influence of tungsten carbide particle size and distribution on the wear resistance of laser clad WC/Ni coatings. Wear 2005, 258, 194–202. [Google Scholar] [CrossRef]
- Yan, X.; Chang, C.; Deng, Z.; Lu, B.; Chu, Q.; Chen, X.; Ma, W.; Liao, H.; Liu, M. Microstructure, interface characteristics and tribological properties of laser cladded NiCrBSi-WC coatings on PH 13-8 Mo steel. Tribol. Int. 2021, 157, 106873. [Google Scholar] [CrossRef]
- Guo, C.; Zhou, J.; Chen, J.; Zhao, J.; Yu, Y.; Zhou, H. High temperature wear resistance of laser cladding NiCrBSi and NiCrBSi/WC-Ni composite coatings. Wear 2011, 270, 492–498. [Google Scholar] [CrossRef]
- Guo, C.; Chen, J.; Zhou, J.; Zhao, J.; Wang, L.; Yu, Y.; Zhou, H. Effects of WC–Ni content on microstructure and wear resistance of laser cladding Ni-based alloys coating. Surf. Coat. Technol. 2012, 206, 2064–2071. [Google Scholar] [CrossRef]
- Luo, X.; Li, J.; Li, G. Effect of NiCrBSi content on microstructural evolution, cracking susceptibility and wear behaviors of laser cladding WC/Ni–NiCrBSi composite coatings. J. Alloys Compd. 2015, 626, 102–111. [Google Scholar] [CrossRef]
- Li, C.; Zhang, Q.; Wang, F.; Deng, P.; Lu, Q.; Zhang, Y.; Li, S.; Ma, P.; Li, W.; Wang, Y. Microstructure and wear behaviors of WC-Ni coatings fabricated by laser cladding under high frequency micro-vibration. Appl. Surf. Sci. 2019, 485, 513–519. [Google Scholar] [CrossRef]
- Zhao, S.; Yang, L.; Huang, Y.; Xu, S. Enrichment of in-situ synthesized WC by partial dissolution of ex-situ eutectoid-structured WC/W2C particle in the coatings produced by laser hot-wire deposition. Mater. Lett. 2020, 281, 128641. [Google Scholar] [CrossRef]
- Škamat, J.; Černašėjus, O.; Čepukė, Ž.; Višniakov, N. Pulsed laser processed NiCrFeCSiB/WC coating versus coatings obtained upon applying the conventional re-melting techniques: Evaluation of the microstructure, hardness and wear properties. Surf. Coat. Technol. 2019, 374, 1091–1099. [Google Scholar] [CrossRef]
- Li, R.; Li, Z.; Huang, J.; Zhu, Y. Dilution effect on the formation of amorphous phase in the laser cladded Ni–Fe–B–Si–Nb coatings after laser remelting process. Appl. Surf. Sci. 2012, 258, 7956–7961. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Laser Current, A | Peak Power Density, W/cm2 | Laser Operating Speed, mm/min |
|---|---|---|---|
| S1 | 170 | 5.71 × 106 | 400 |
| S2 | 170 | 5.71 × 106 | 300 |
| S3 | 170 | 5.71 × 106 | 200 |
| S4 | 170 | 5.71 × 106 | 100 |
| S5 | 145 | 4.85 × 106 | 100 |
| S6 | 120 | 4.00 × 106 | 100 |
| Element | W-Rich Phase (in at.%) | Ni-Based Matrix (in wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sp.1 | Sp.2 | Sp.3 | Sp.4 | Sp.5 | Sp.6 | Sp.7 | Sp.8 | Sp.9 | Sp.10 | Sp.11 | Sp.12 | |
| B | - | - | - | - | - | - | + | + | + | + | + | + |
| C | 48.01 | 53.17 | 51.71 | 48.10 | 53.49 | 50.85 | + | + | + | + | + | + |
| O | - | - | - | - | - | - | + | + | + | + | + | + |
| Si | 1.43 | - | 1.37 | 1.61 | - | - | 0.46 | 0.66 | 1.48 | 1.04 | 0.68 | 1.23 |
| Cr | 18.85 | 17.40 | 16.97 | 16.96 | 16.54 | 17.49 | 16.06 | 15.91 | 17.60 | 17.09 | 16.25 | 16.31 |
| Fe | 3.34 | 4.41 | 5.24 | 5.87 | 4.04 | 4.21 | 15.18 | 15.39 | 10.99 | 11.37 | 12.59 | 12.35 |
| Co | - | - | - | - | - | - | 6.44 | 6.03 | 2.83 | 3.89 | 5.19 | 4.99 |
| Ni | 17.96 | 13.74 | 15.17 | 16.76 | 16.67 | 17.65 | 60.99 | 61.24 | 65.80 | 65.37 | 64.57 | 64.49 |
| W | 10.41 | 11.40 | 9.53 | 10.70 | 9.26 | 9.80 | 0.87 | 0.76 | 1.30 | 1.25 | 0.73 | 0.62 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Škamat, J.; Černašėjus, O.; Zhetessova, G.; Nikonova, T.; Zharkevich, O.; Višniakov, N. Effect of Laser Processing Parameters on Microstructure, Hardness and Tribology of NiCrCoFeCBSi/WC Coatings. Materials 2021, 14, 6034. https://doi.org/10.3390/ma14206034
Škamat J, Černašėjus O, Zhetessova G, Nikonova T, Zharkevich O, Višniakov N. Effect of Laser Processing Parameters on Microstructure, Hardness and Tribology of NiCrCoFeCBSi/WC Coatings. Materials. 2021; 14(20):6034. https://doi.org/10.3390/ma14206034
Chicago/Turabian StyleŠkamat, Jelena, Olegas Černašėjus, Gulnara Zhetessova, Tatyana Nikonova, Olga Zharkevich, and Nikolaj Višniakov. 2021. "Effect of Laser Processing Parameters on Microstructure, Hardness and Tribology of NiCrCoFeCBSi/WC Coatings" Materials 14, no. 20: 6034. https://doi.org/10.3390/ma14206034
APA StyleŠkamat, J., Černašėjus, O., Zhetessova, G., Nikonova, T., Zharkevich, O., & Višniakov, N. (2021). Effect of Laser Processing Parameters on Microstructure, Hardness and Tribology of NiCrCoFeCBSi/WC Coatings. Materials, 14(20), 6034. https://doi.org/10.3390/ma14206034