
Surface Roughness Analysis of H13 Steel during Electrical Discharge Machining Process Using Cu–TiC Sintered Electrode

 , , ,
, , ,  ,
, 

Abstract
:1. Introduction
2. Materials and Method
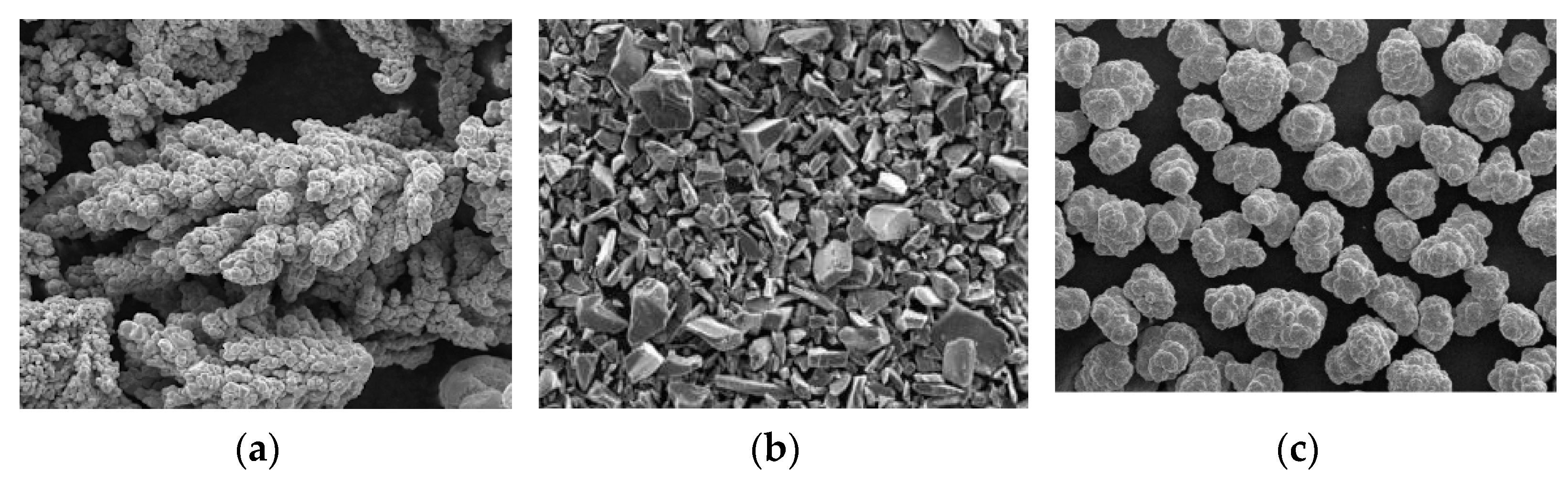
2.1. Materials Synthesis
2.2. Preparation of the Tool
2.3. Workpiece Preparation
2.4. Properties Measurement of Tool Material
2.5. Selection of Process Parameters
2.6. Experimentation on EDM with Cu–TiC Tooltip
3. Modelling of Surface Roughness Using Dimensional Analysis
3.1. Buckingham’s π Theorem
3.2. Dimensional Analysis for Surface Roughness
3.3. Dimensionless Products
4. Results and Discussion
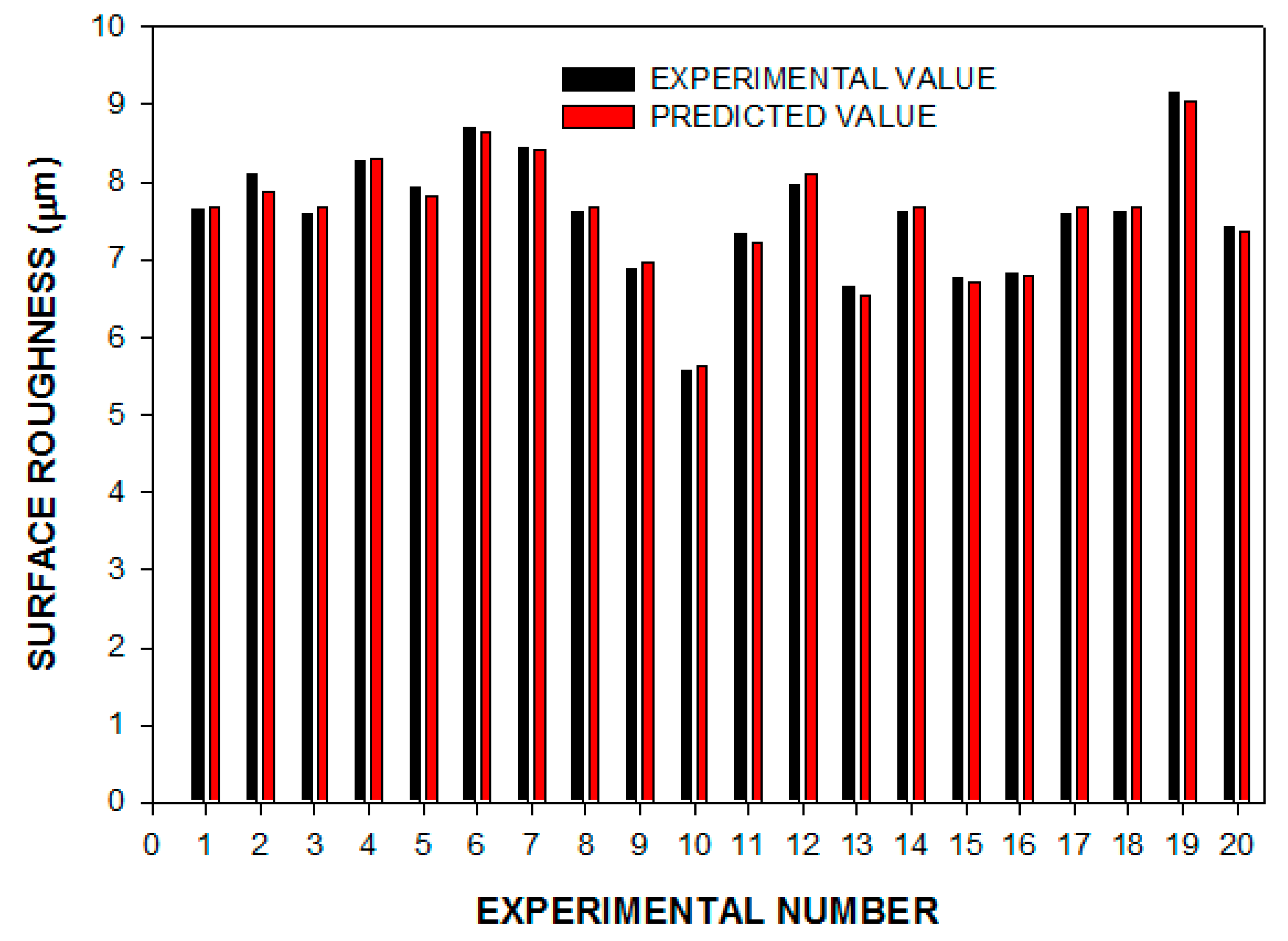
4.1. Experimental v/s Theoretical Surface Roughness
4.2. Effect of Process Parameters on Surface Roughness
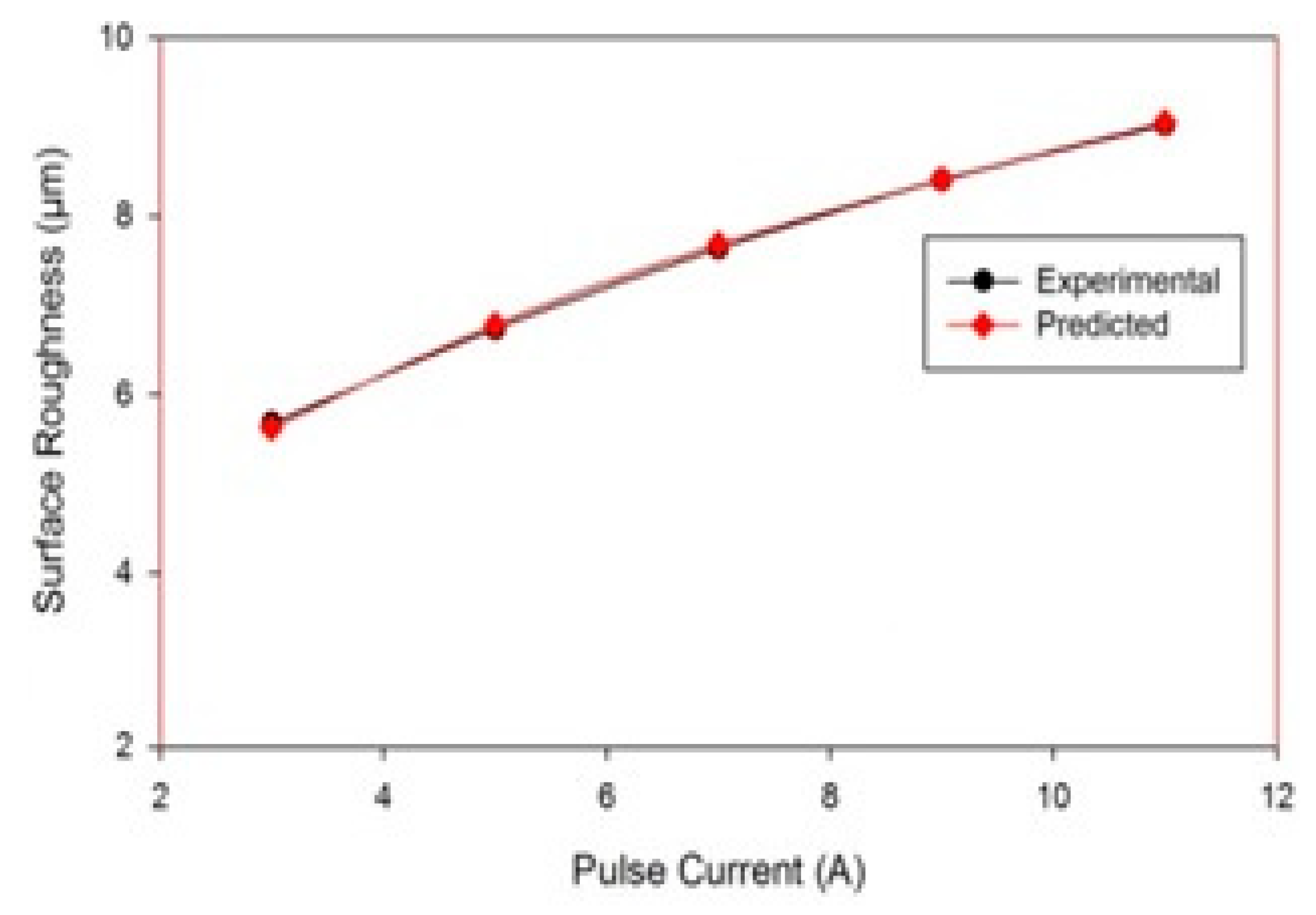
4.2.1. Influence of Pulse Current Variation
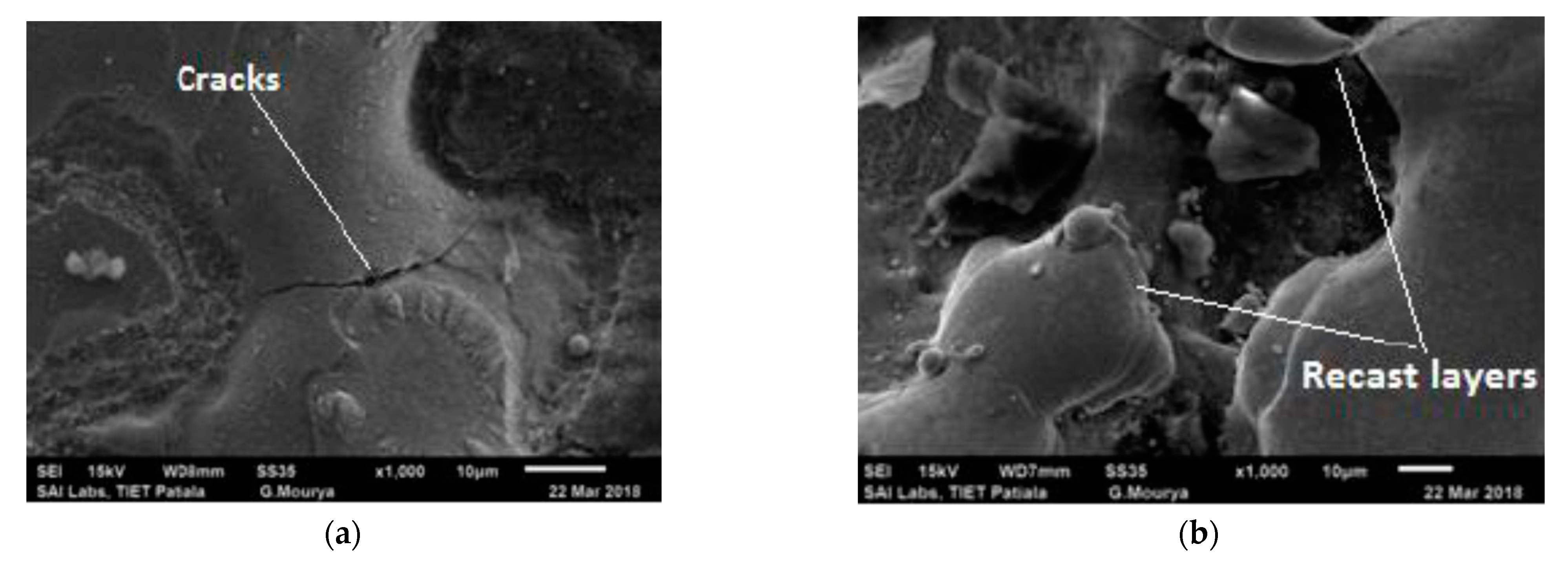
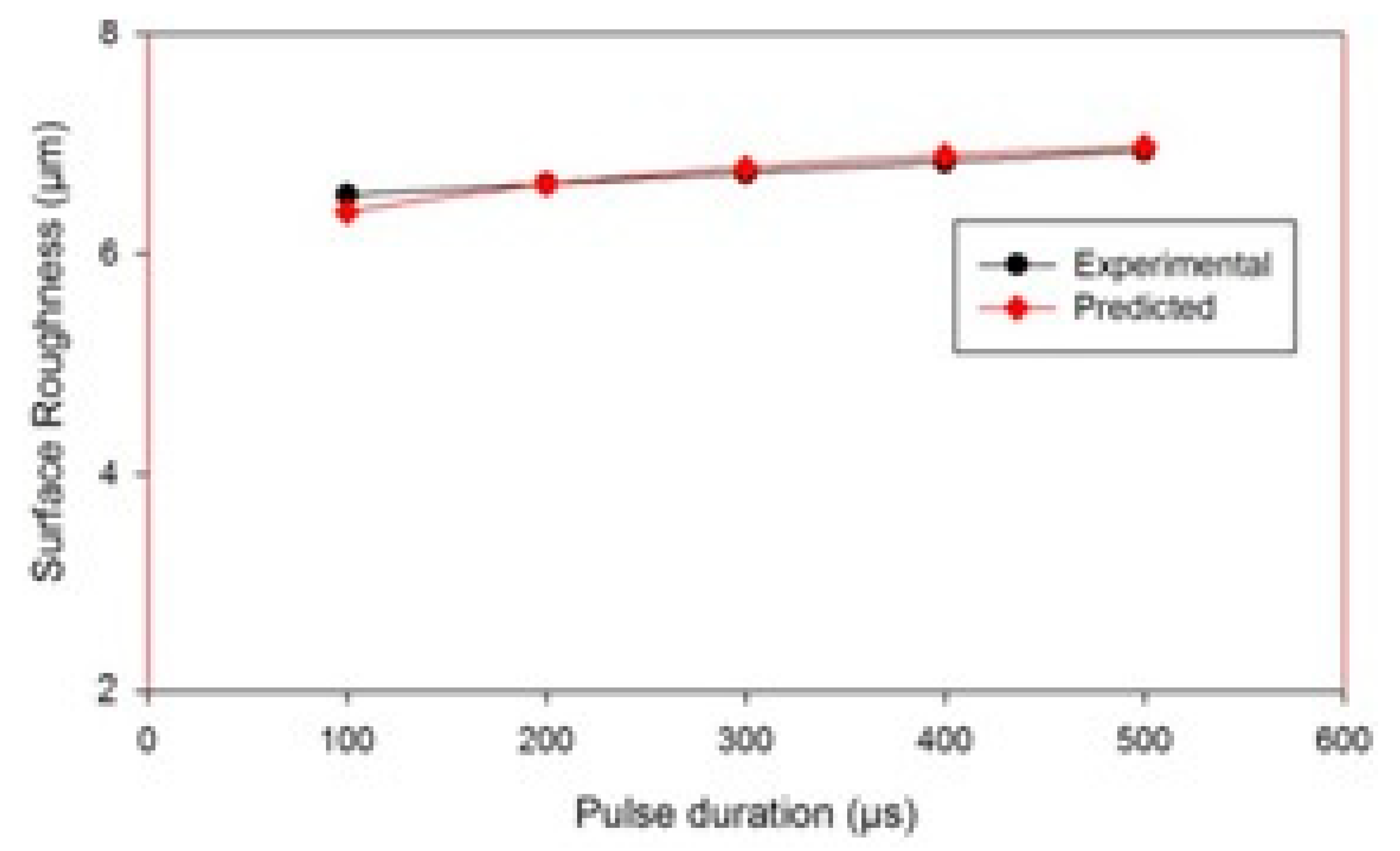
4.2.2. Influence of Pulse on Time Variation
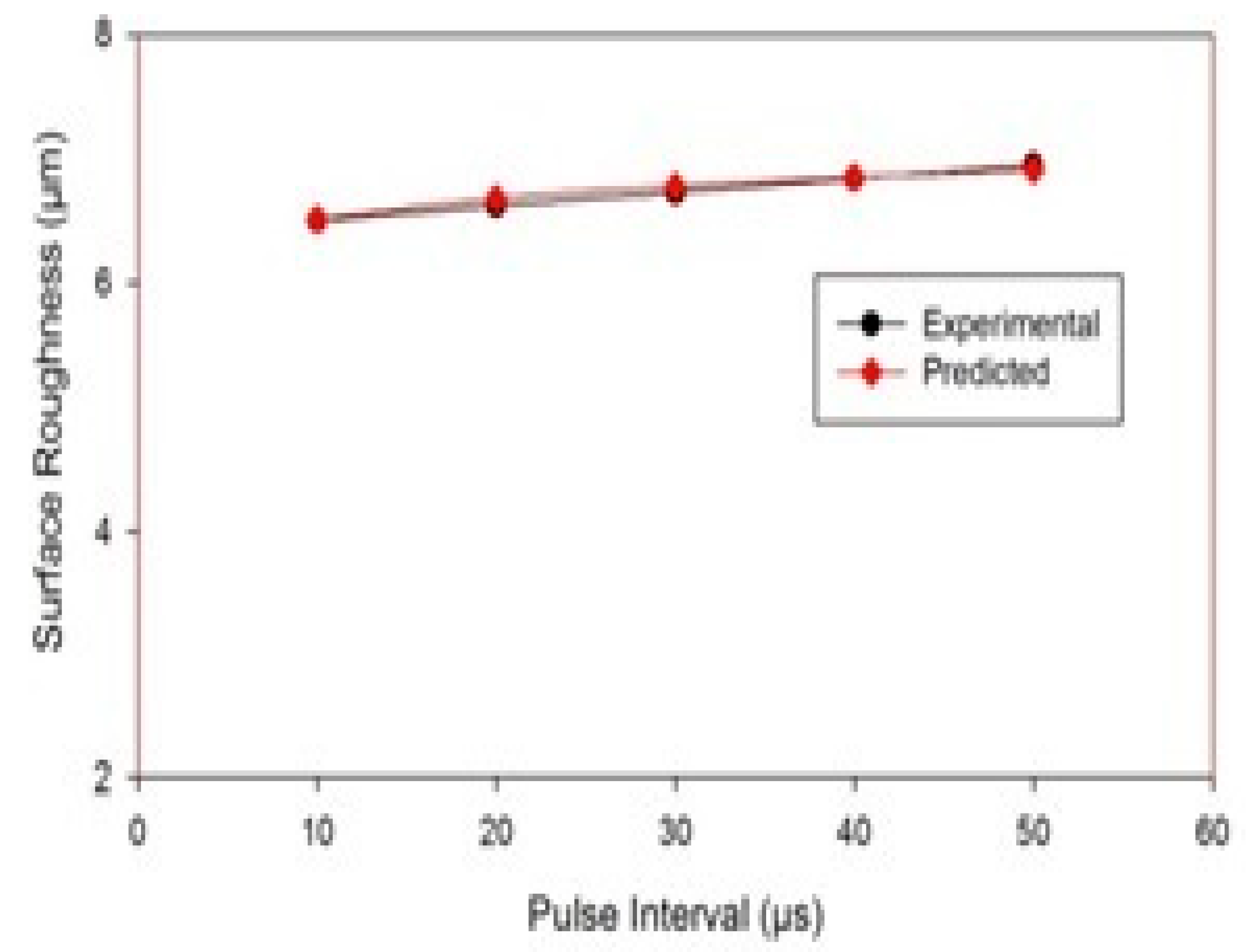
4.2.3. Effect of Variation in Pulse Interval
5. Conclusions
- Pellets were fabricated successfully from the powder metallurgy route, using copper and titanium carbide powders. SEM images signify that Cu particles had dendritic shapes, while TiC particles had sharp edges. The pellets had acceptable hardness and electrical as well as the thermal conductivity. A brazing operation was performed to braze the copper rod with the Cu–TiC tool tip, which was further used as an EDM electrode.
- Dimensional analysis was used to develop the model for predicting surface roughness by recognizing the physical, electrical, and thermal parameters that influence the surface roughness in the EDM process.
- Buckingham’s π theorem has been utilized for developing a predictive semi-empirical model of surface roughness. The developed model for surface roughness prediction was confirmed, and it showed good agreement with experimental findings.
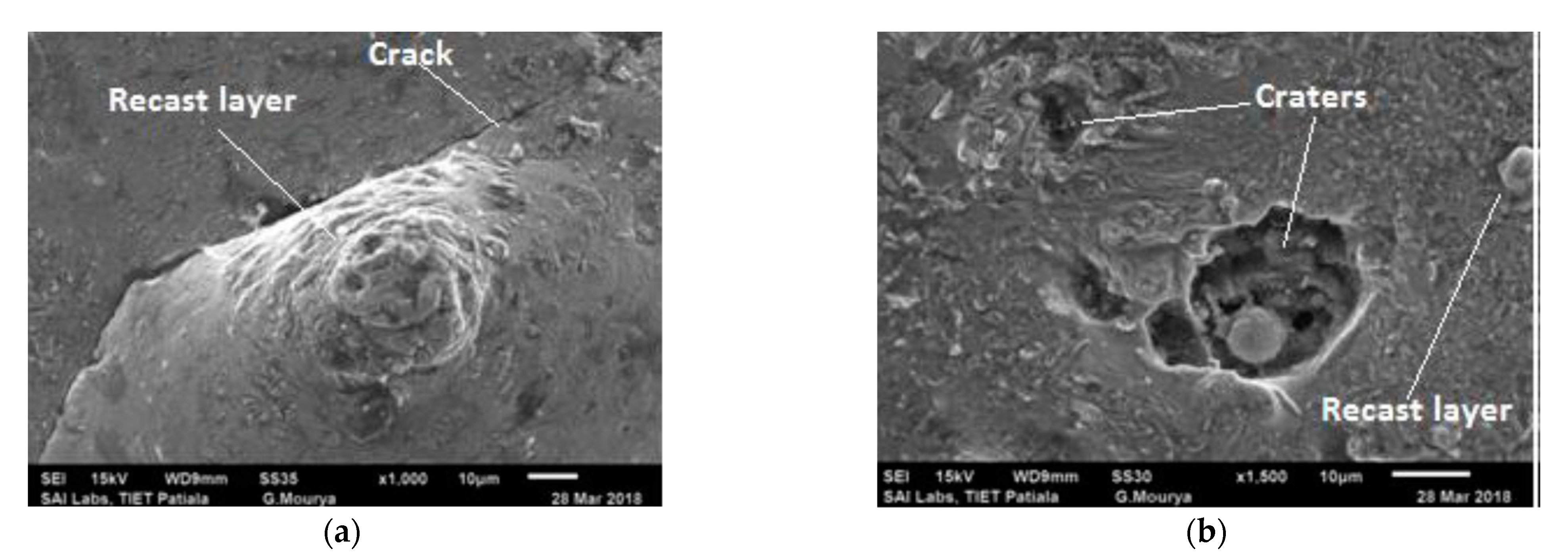
- The roughness of the work surface tends to increase with an increase in pulse current, pulse duration, and pulse interval.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Walia, A.S.; Srivastava, V.; Jain, V. Fabrication and Application of Composite Electrodes in Electrical Discharge Machining—A Review. Int. J. Comput. Appl. 2017, 975, 8887. [Google Scholar]
- Ong, P.; Chong, C.H.; Bin Rahim, M.Z.; Lee, W.K.; Sia, C.K.; Bin Ahmad, M.A.H. Intelligent approach for process modelling and optimization on electrical discharge machining of polycrystalline diamond. J. Intell. Manuf. 2018, 31, 227–247. [Google Scholar] [CrossRef]
- Chandrashekarappa, M.P.G.; Kumar, S.; Jagadish, J.; Pimenov, D.; Giasin, K. Experimental Analysis and Optimization of EDM Parameters on HcHcr Steel in Context with Different Electrodes and Dielectric Fluids Using Hybrid Taguchi-Based PCA-Utility and CRITIC-Utility Approaches. Metals 2021, 11, 419. [Google Scholar] [CrossRef]
- Sen, B.; Hussain, S.A.I.; Das Gupta, A.; Gupta, M.K.; Pimenov, D.Y.; Mikołajczyk, T. Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters. Metals 2020, 11, 42. [Google Scholar] [CrossRef]
- Somani, N.; Kumar, K.; Gupta, N. Review on Microwave Cladding: A New Approach. In Recent Advances in Computational Mechanics and Simulations; Springer Science and Business Media LLC: Larkspur, CA, USA, 2020; pp. 77–90. [Google Scholar]
- Somani, N.; Singh, N.; Gupta, N.K. Joining and characterization of SS-430 using microwave hybrid heating technique. J. Eng. Des. Technol. 2021. ahead of print. [Google Scholar] [CrossRef]
- Walia, A.S.; Srivastava, V.; Jain, V.; Bansal, S.A. Effect of TiC Reinforcement in the Copper Tool on Roundness during EDM Process. In Recent Advances in Computational Mechanics and Simulations; Springer Science and Business Media LLC: Larkspur, CA, USA, 2020; pp. 125–135. [Google Scholar]
- Walia, A.S.; Jain, V.; Srivastava, V. Development and performance evaluation of sintered tool tip while EDMing of hardened steel. Mater. Res. Express 2019, 6, 086520. [Google Scholar] [CrossRef]
- Somani, N.; Tyagi, Y.K.; Kumar, P. Review on alternative approaches to fabricate the Copper based Electric Discharge Machining (EDM) electrodes. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1116. [Google Scholar]
- Fenggou, C.; Dayong, Y. The study of high efficiency and intelligent optimization system in EDM sinking process. J. Mater. Process. Technol. 2004, 149, 83–87. [Google Scholar] [CrossRef]
- Mandal, D.; Pal, S.K.; Saha, P. Modeling of electrical discharge machining process using back propagation neural network and multi-objective optimization using non-dominating sorting genetic algorithm-II. J. Mater. Process. Technol. 2007, 186, 154–162. [Google Scholar] [CrossRef]
- Khan, A.R.; Rahman, M.; Kadirgama, K. Neural Network Modeling and Analysis for Surface Characteristics in Electrical Discharge Machining. Procedia Eng. 2014, 90, 631–636. [Google Scholar] [CrossRef] [Green Version]
- Payal, H.; Maheshwari, S.; Bharti, P.S. Process modeling of electric discharge machining of Inconel 825 using artificial neural network. Int. J. Mech. Aerosp. Ind. Mechatron. Manuf. Eng. 2017, 11, 562–566. [Google Scholar]
- Guu, Y.H.; Chou, C.Y.; Chiou, S.-T. Study of the Effect of Machining Parameters on the Machining Characteristics in Electrical Discharge Machining of Fe-Mn-Al Alloy. Mater. Manuf. Process. 2005, 20, 905–916. [Google Scholar] [CrossRef]
- Raja, S.B.; Pramod, C.V.S.; Krishna, K.V.; Ragunathan, A.; Vinesh, S. Optimization of electrical discharge machining parameters on hardened die steel using Firefly Algorithm. Eng. Comput. 2015, 31, 1–9. [Google Scholar] [CrossRef]
- Pérez, C.J.L. Using a Fuzzy Inference System to Obtain Technological Tables for Electrical Discharge Machining Processes. Mathematics 2020, 8, 922. [Google Scholar] [CrossRef]
- Mahalingam, S.; Kuppusamy, B.; Natarajan, Y. Multi-objective Soft Computing Approaches to Evaluate the Performance of Abrasive Water Jet Drilling Parameters on Die Steel. Arab. J. Sci. Eng. 2021, 46, 7893–7907. [Google Scholar] [CrossRef]
- Sahu, S.K.; Naik, S.; Das, S.R.; Dhupal, D. Parametric Optimization of Surface Roughness and Overcut in Electric Discharge Machining of Al-SiC Using Copper Electrode. In Renewable Energy and Its Innovative Technologies; Springer: Singapore, 2019; pp. 99–116. [Google Scholar]
- Marichamy, S.; Saravanan, M.; Ravichandran, M.; Veerappan, G. Parametric optimization of electrical discharge machining process on α–β brass using grey relational analysis. J. Mater. Res. 2016, 31, 2531–2537. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Development of an intelligent process model for EDM. Int. J. Adv. Manuf. Technol. 2009, 45, 300–317. [Google Scholar] [CrossRef]
- Tsai, K.-M.; Wang, P. Semi-empirical model of surface finish on electrical discharge machining. Int. J. Mach. Tools Manuf. 2001, 41, 1455–1477. [Google Scholar] [CrossRef]
- Somani, N.; Gupta, N.K. Effect of TiC nanoparticles on microstructural and tribological properties of Cu-TiC nano-composites. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021. [Google Scholar] [CrossRef]
- Patil, N.G.; Brahmankar, P.K. Determination of material removal rate in wire electro-discharge machining of metal matrix composites using dimensional analysis. Int. J. Adv. Manuf. Technol. 2010, 51, 599–610. [Google Scholar] [CrossRef]
- Markopoulos, A.; Manolakos, D.E.; Vaxevanidis, N.M. Artificial neural network models for the prediction of surface roughness in electrical discharge machining. J. Intell. Manuf. 2008, 19, 283–292. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V.; Gogia, A. Modelling and analysis of material removal rate and surface roughness in wire-cut EDM of armour materials. Eng. Sci. Technol. Int. J. 2015, 18, 664–668. [Google Scholar] [CrossRef] [Green Version]
- Talla, G.; Sahoo, D.K.; Gangopadhyay, S.; Biswas, C. Modeling and multi-objective optimization of powder mixed electric discharge machining process of aluminum/alumina metal matrix composite. Eng. Sci. Technol. Int. J. 2015, 18, 369–373. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Wang, L.; Zhang, G.; Hou, P. Multi-response optimization of the electrical discharge machining of insulating zirconia. Mater. Manuf. Process. 2016, 32, 294–301. [Google Scholar] [CrossRef]
- Mohanty, C.P.; Mahapatra, S.S.; Singh, M.R. An intelligent approach to optimize the EDM process parameters using utility concept and QPSO algorithm. Eng. Sci. Technol. Int. J. 2017, 20, 552–562. [Google Scholar] [CrossRef] [Green Version]
- Janmanee, P.; Kumjing, S. A study of tungsten carbide surfaces during the electrical discharge machining using artificial neural network model. Int. J. Appl. Eng. Res. 2017, 12, 3214–3227. [Google Scholar]
- Walia, A.S.; Srivastava, V.; Jain, V.; Garg, M. Modelling and Analysis of Change in Shape of sintered Cu–TiC tool tip during Electrical Discharge Machining process. In Smart Technologies for Energy, Environment and Sustainable Development; Springer Science and Business Media LLC: Larkspur, CA, USA, 2020; pp. 515–525. [Google Scholar]
- Belloufi, A.; Mezoudj, M.; Abdelkrim, M.; Rezgui, I.; Chiba, E. Experimental and predictive study by multi-output fuzzy model of electrical discharge machining performances. Int. J. Adv. Manuf. Technol. 2020, 109, 2065–2093. [Google Scholar] [CrossRef]
- Zaw, H.; Fuh, J.; Nee, A.; Lu, L. Formation of a new EDM electrode material using sintering techniques. J. Mater. Process. Technol. 1999, 89-90, 182–186. [Google Scholar] [CrossRef]
- Jeswani, M. Dimensional analysis of tool wear in electrical discharge machining. Wear 1979, 55, 153–161. [Google Scholar] [CrossRef]
- Lytvynenko, I.; Maruschak, P.O.; Lupenko, S. Processing and modeling of ordered relief at the surface of heat-resistant steels after laser irradiation as a cyclic random process. Autom. Control. Comput. Sci. 2014, 48, 1–9. [Google Scholar] [CrossRef]
- Wu, K.L.; Yan, B.H.; Huang, F.Y.; Chen, S.C. Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. Int. J. Mach. Tools Manuf. 2005, 45, 1195–1201. [Google Scholar] [CrossRef]
- Buckingham, E. On Physically Similar Systems; Illustrations of the Use of Dimensional Equations. Phys. Rev. 1914, 4, 345–376. [Google Scholar] [CrossRef]
- Langhaar, H.L. Dimensional Analysis and Theory of Models; Robert, E., Ed.; Krieger Publishing Company: Malabar, FL, USA, 1980. [Google Scholar]
- Khan, A.R.; Rahman, M.; Kadirgama, K. An experimental investigation on surface finish in die-sinking EDM of Ti-5Al-2.5Sn. Int. J. Adv. Manuf. Technol. 2014, 77, 1727–1740. [Google Scholar] [CrossRef]
- Walia, A.S.; Srivastava, V.; Jain, V. Impact of copper-titanium carbide tooltip on machined surface integrity during electrical discharge machining of EN31 steel. Mater. Res. Express 2019, 6, 106582. [Google Scholar] [CrossRef]
- Pandey, P.; Jilani, S. Plasma channel growth and the resolidified layer in edm. Precis. Eng. 1986, 8, 104–110. [Google Scholar] [CrossRef]
- Van Dijck, F.S.; Dutré, W.L. Heat conduction model for the calculation of the volume of molten metal in electric discharges. J. Phys. D Appl. Phys. 1974, 7, 899–910. [Google Scholar] [CrossRef]
- Khan, M.A.R.; Rahman, M.M. Surface characteristics of Ti-5Al-2.5 Sn in electrical discharge machining using negative polarity of electrode. Int. J. Adv. Manuf. Tech. 2017, 92, 1–13. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carbon | Silicon | Chromium | Vanadium | Manganese | Molybdenum | Iron |
|---|---|---|---|---|---|---|
| 1.47 | 0.83 | 4.92 | 0.85 | 0.51 | 1.16 | Rest |
| Physical Quantity | Symbol | Units | Tool Material Properties (Cu–TiC) |
|---|---|---|---|
| Electrical Resistivity | R | 9.45 × 10−8 | |
| Density | P | Kg/m3 | 7439.60 ± 28.02 |
| Thermal Conductivity | K | W/Mk | 75.96 ± 1.14 |
| Hardness | HV | HV | 106.78 ± 3.67 |
| Factors | Units | Range |
|---|---|---|
| Ip | A | 3, 5, 7, 9, 11 |
| Ton | µs | 100, 200, 300, 400, 500 |
| Toff | µs | 10, 20, 30, 40, 50 |
| Exp. No. | Pulse Current (A) | Pulse Duration (µs) | Pulse Interval (µs) | Surface Roughness (µm) |
|---|---|---|---|---|
| 1 | 7 | 300 | 30 | 7.65 |
| 2 | 7 | 500 | 30 | 8.11 |
| 3 | 7 | 300 | 30 | 7.59 |
| 4 | 9 | 200 | 40 | 8.26 |
| 5 | 7 | 300 | 50 | 7.93 |
| 6 | 9 | 400 | 40 | 8.69 |
| 7 | 9 | 400 | 20 | 8.43 |
| 8 | 7 | 300 | 30 | 7.63 |
| 9 | 5 | 400 | 40 | 6.89 |
| 10 | 3 | 300 | 30 | 5.58 |
| 11 | 7 | 100 | 30 | 7.33 |
| 12 | 9 | 200 | 20 | 7.95 |
| 13 | 5 | 200 | 20 | 6.64 |
| 14 | 7 | 300 | 30 | 7.61 |
| 15 | 5 | 200 | 40 | 6.75 |
| 16 | 5 | 400 | 20 | 6.82 |
| 17 | 7 | 300 | 30 | 7.60 |
| 18 | 7 | 300 | 30 | 7.62 |
| 19 | 11 | 300 | 30 | 9.14 |
| 20 | 7 | 300 | 10 | 7.41 |
| Characteristic | Factor | Symbol | Dimensions | Value | Units |
|---|---|---|---|---|---|
| Quality | Surface Roughness | SR | L | -- | |
| Parameter | Pulse current | -- | A | ||
| Pulse duration | -- | ||||
| Pulse interval | -- | ||||
| Material | Electrical resistivity | 9.45 × 10−8 | |||
| Thermal Conductivity | 75.96 | ||||
| The density of the material | 7439.6 | ||||
| Hardness | HV | 106.78 | |||
| Linear thermal expansion coefficient | 13.41 × 10−6 |
| Dimension | INDEX | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 0 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 0 | |
| 1 | 0 | 0 | 0 | 3 | 1 | −3 | −1 | 0 | |
| 0 | −1 | 1 | 1 | −1 | −3 | 0 | −2 | 0 | |
| 0 | 0 | 0 | 0 | 0 | −1 | 0 | 0 | −1 | |
| 0 | 1 | 0 | 0 | −2 | 0 | 0 | 0 | 0 | |
| Solutions | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 0 | −1 | −1/2 | 3/2 | 1 | |
| 0 | 1 | 0 | 0 | ½ | −3/2 | −1/2 | 3/2 | 3/2 | |
| 0 | 0 | 1 | 0 | 0 | −1 | −1 | 2 | 1 | |
| 0 | 0 | 0 | 1 | 0 | −1 | −1 | 2 | 1 |
| Pulse Current | Pulse Duration | Pulse Interval | Experimental Surface Roughness (µm) | Predicted Surface Roughness (µm) | Error (%) |
|---|---|---|---|---|---|
| 6 A | 250 μs | 25 μs | 7.04 | 7.13 | 1.28 |
| 10 A | 450 μs | 45 μs | 8.89 | 9.07 | 2.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Walia, A.S.; Srivastava, V.; Garg, M.; Somani, N.; Gupta, N.K.; Prakash, C.; Bhargava, C.; Kotecha, K. Surface Roughness Analysis of H13 Steel during Electrical Discharge Machining Process Using Cu–TiC Sintered Electrode. Materials 2021, 14, 5943. https://doi.org/10.3390/ma14205943
Walia AS, Srivastava V, Garg M, Somani N, Gupta NK, Prakash C, Bhargava C, Kotecha K. Surface Roughness Analysis of H13 Steel during Electrical Discharge Machining Process Using Cu–TiC Sintered Electrode. Materials. 2021; 14(20):5943. https://doi.org/10.3390/ma14205943
Chicago/Turabian StyleWalia, Arminder Singh, Vineet Srivastava, Mayank Garg, Nalin Somani, Nitin Kumar Gupta, Chander Prakash, Cherry Bhargava, and Ketan Kotecha. 2021. "Surface Roughness Analysis of H13 Steel during Electrical Discharge Machining Process Using Cu–TiC Sintered Electrode" Materials 14, no. 20: 5943. https://doi.org/10.3390/ma14205943
APA StyleWalia, A. S., Srivastava, V., Garg, M., Somani, N., Gupta, N. K., Prakash, C., Bhargava, C., & Kotecha, K. (2021). Surface Roughness Analysis of H13 Steel during Electrical Discharge Machining Process Using Cu–TiC Sintered Electrode. Materials, 14(20), 5943. https://doi.org/10.3390/ma14205943