
Microstructural Evolution of a 3003 Based Aluminium Alloy during the CSET Process

 , , ,
, , , 
Abstract
:
1. Introduction
2. Materials and Methods
3. Results
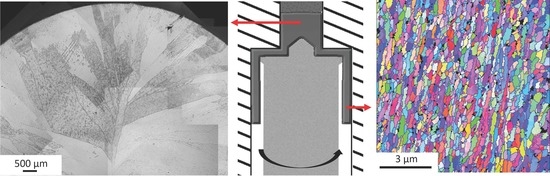
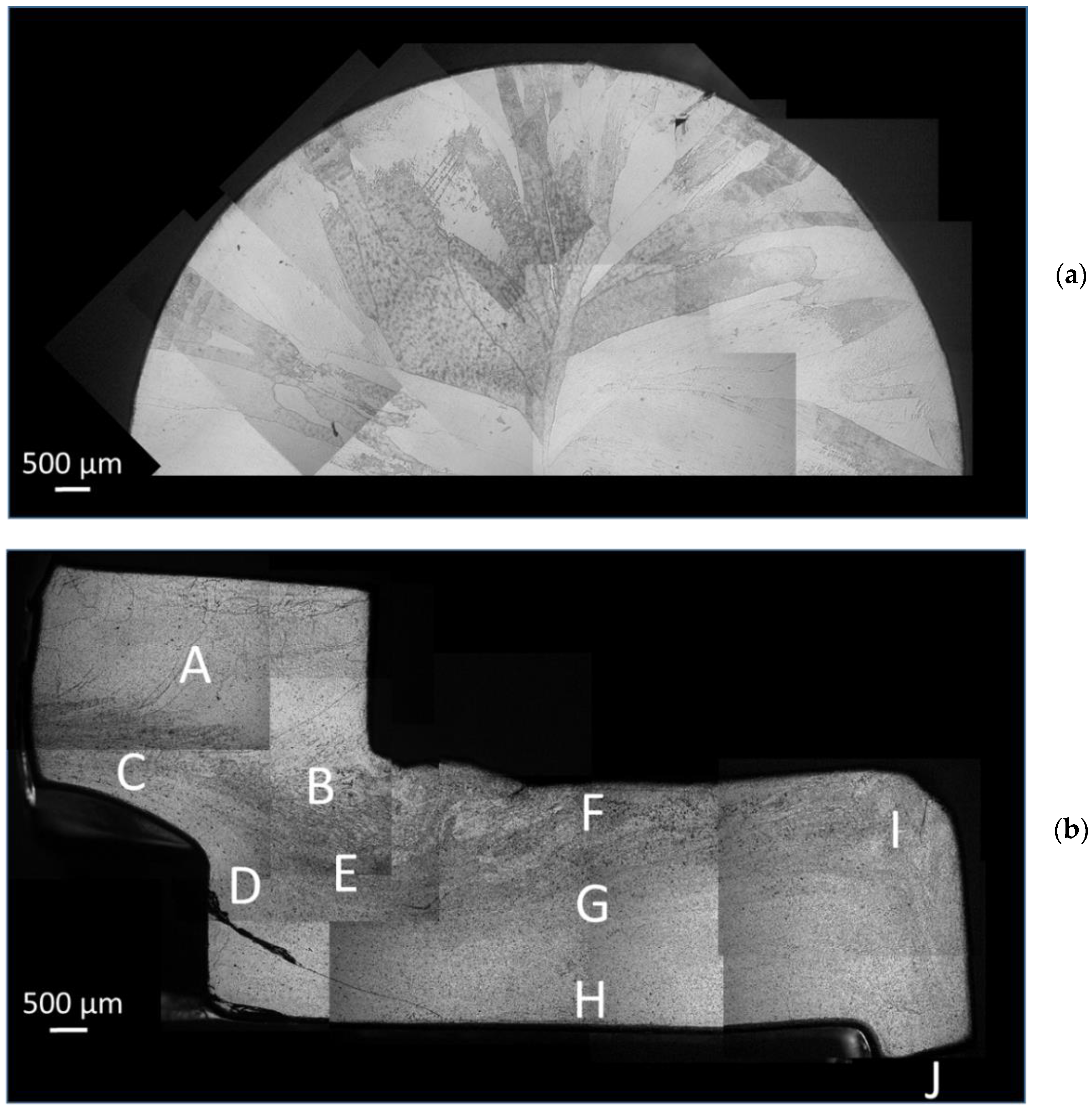
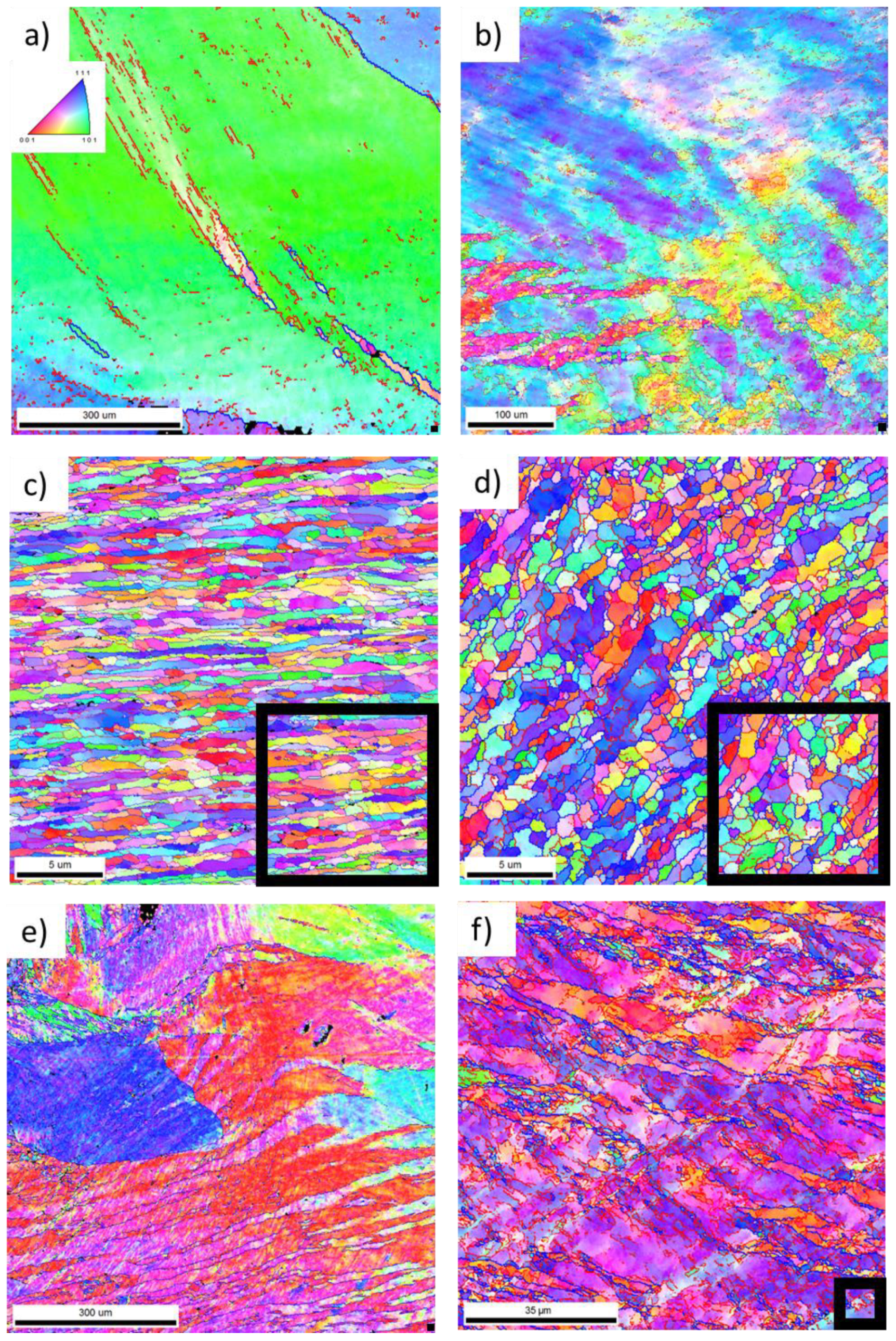
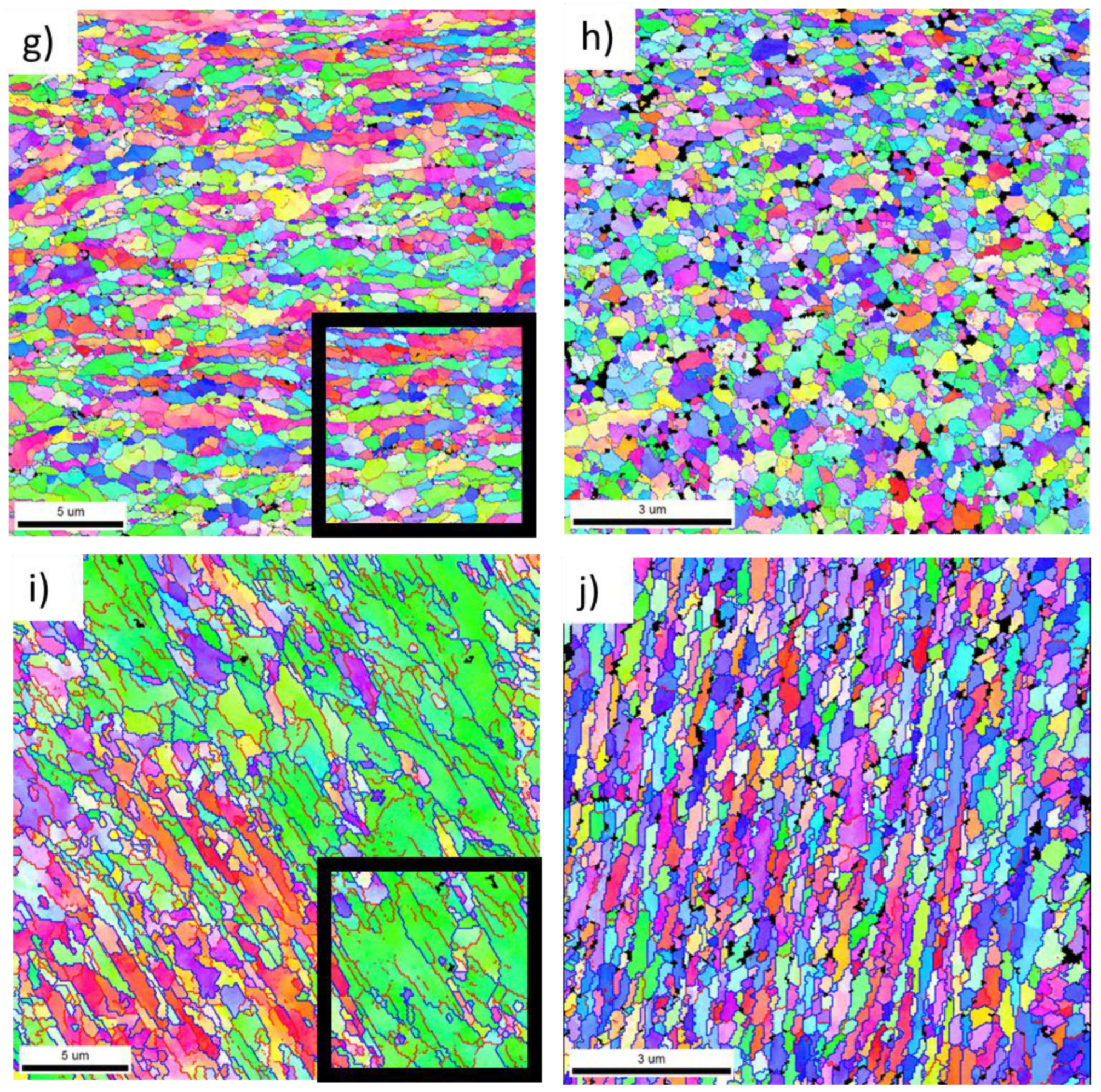
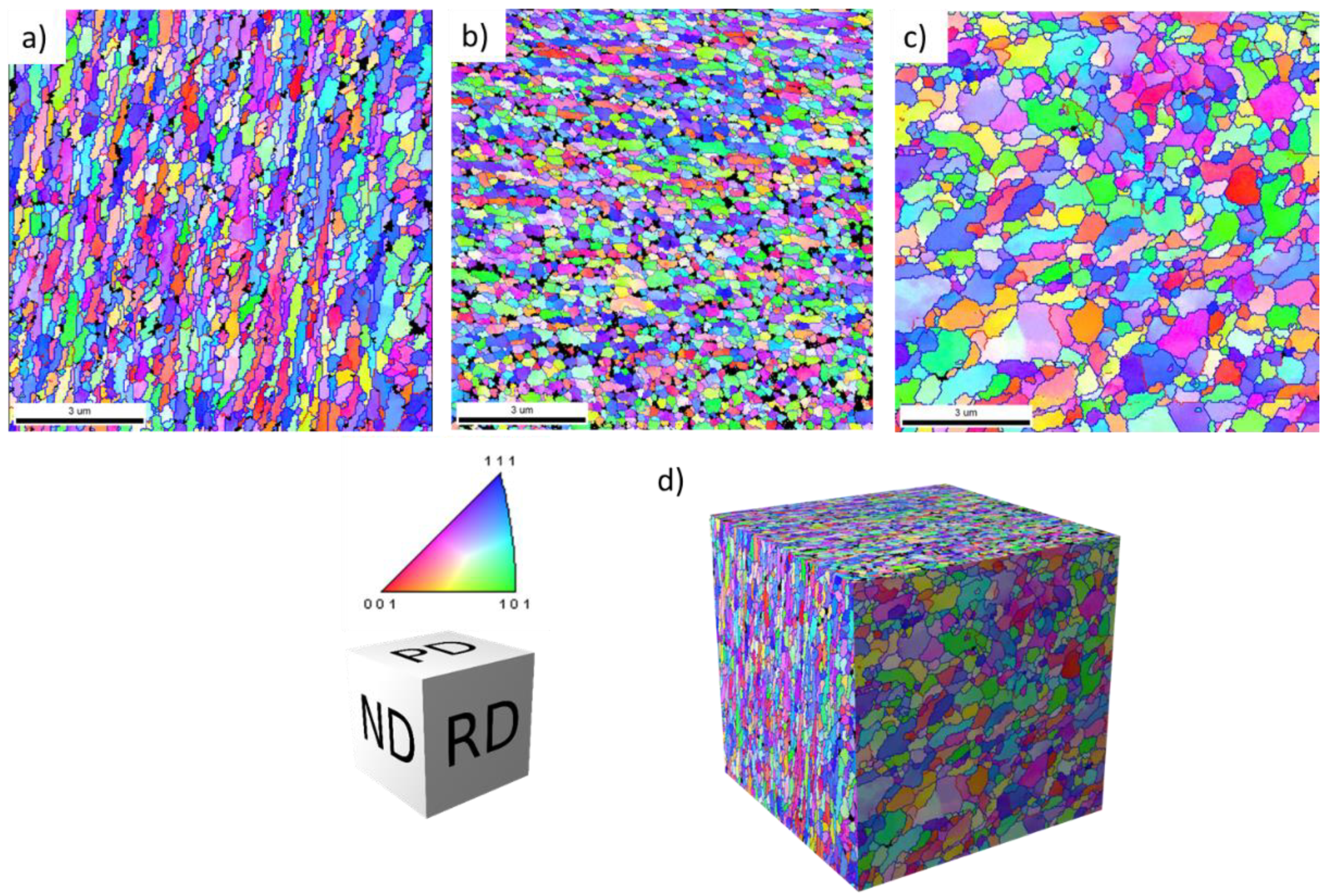
3.1. Microstructural Evolution of the 3003 Alloy during Individual Stages of the CSET Process
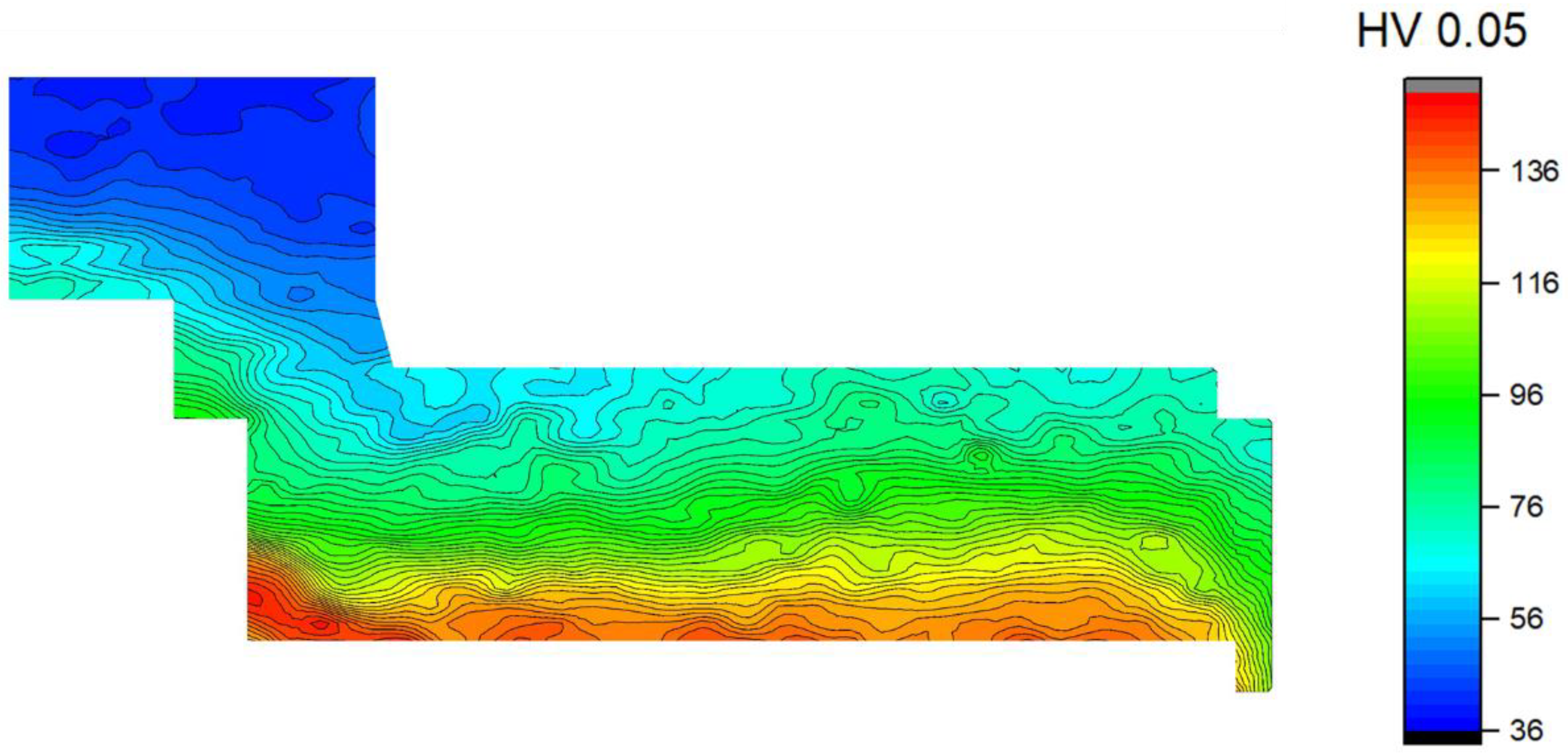
3.2. Characterisation of Mechanical Properties
4. Discussion
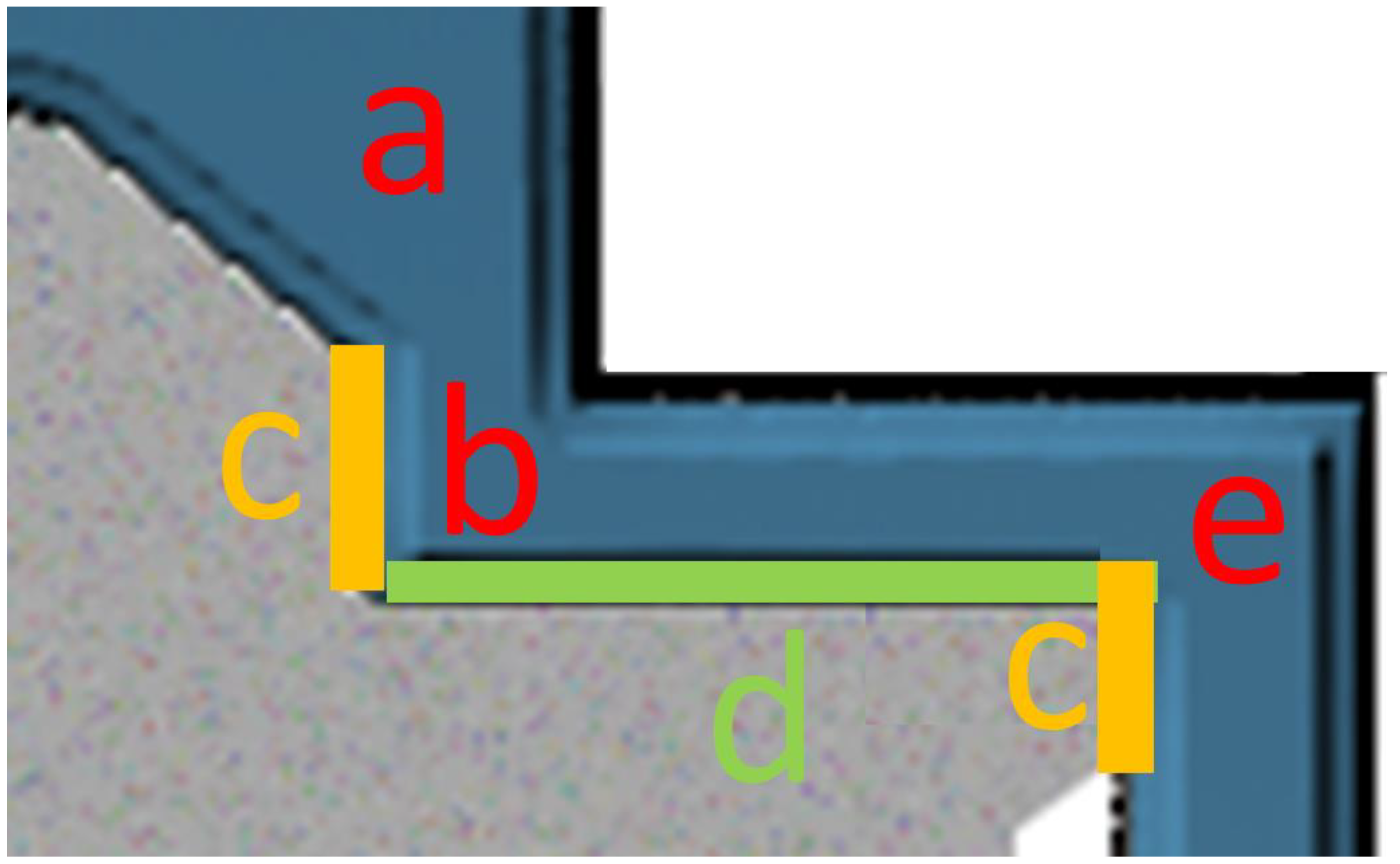
4.1. Estimate of the Strain Induced during Individual Stages of CSET Process
- (a)
- Extrusion (a);
- (b)
- 1st ECAP pass 90° combined with circumferential strains (b,c);
- (c)
- Shear deformation of the vertical part of the tube resembling HPTT (c);
- (d)
- Shear deformation of the horizontal part resembling HPT (d);
- (e)
- 2nd ECAP pass 90° (e).
4.2. Microstructural Evolution of the 3003 Alloy during Given Stages of CSET Process
5. Conclusions
- The capability of the CSET method to produce a tubular sample with ultra-fine-grained microstructure from an annealed cast alloy in one step was presented.
- The role of individual deformation steps, as extrusion, ECAP, and rotation-inducing torsional straining were presented and discussed.
- The individual deformation processes involved in CSET were demonstrated to result in gradual refinement of the microstructure.
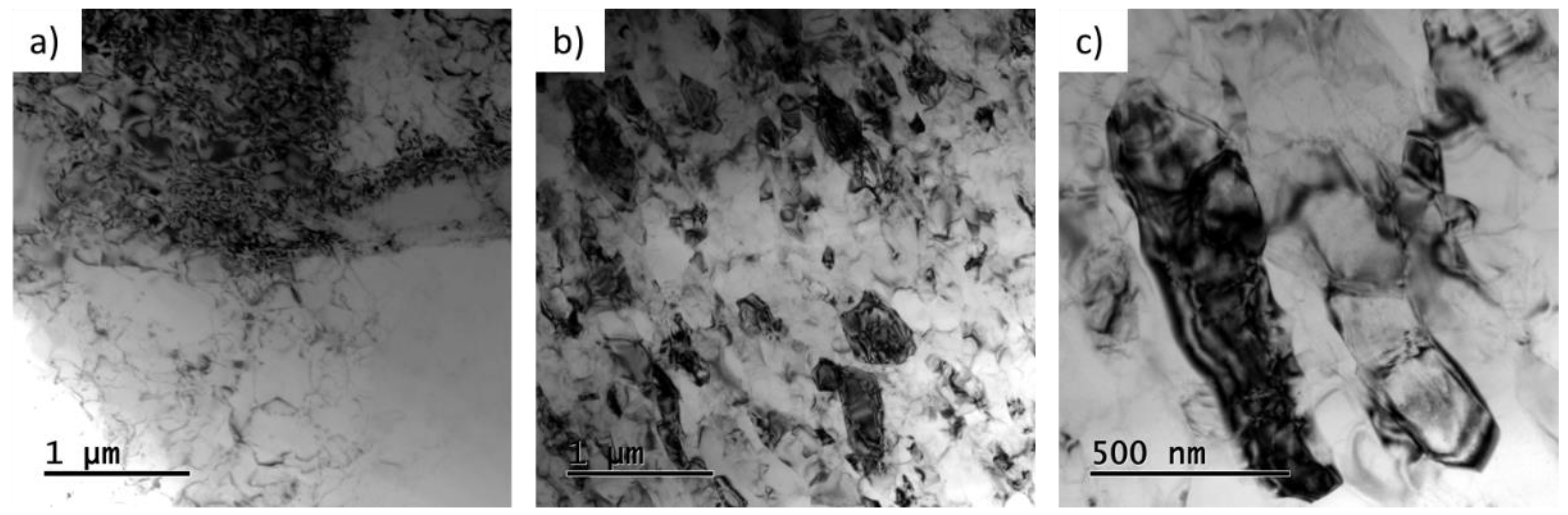
- The main refinement occurred already after extrusion and the first ECAP step, where a grain refinement of three orders of magnitude occurred and the proportion of HAGB increased from only 17% to 72% in the middle of the wall.
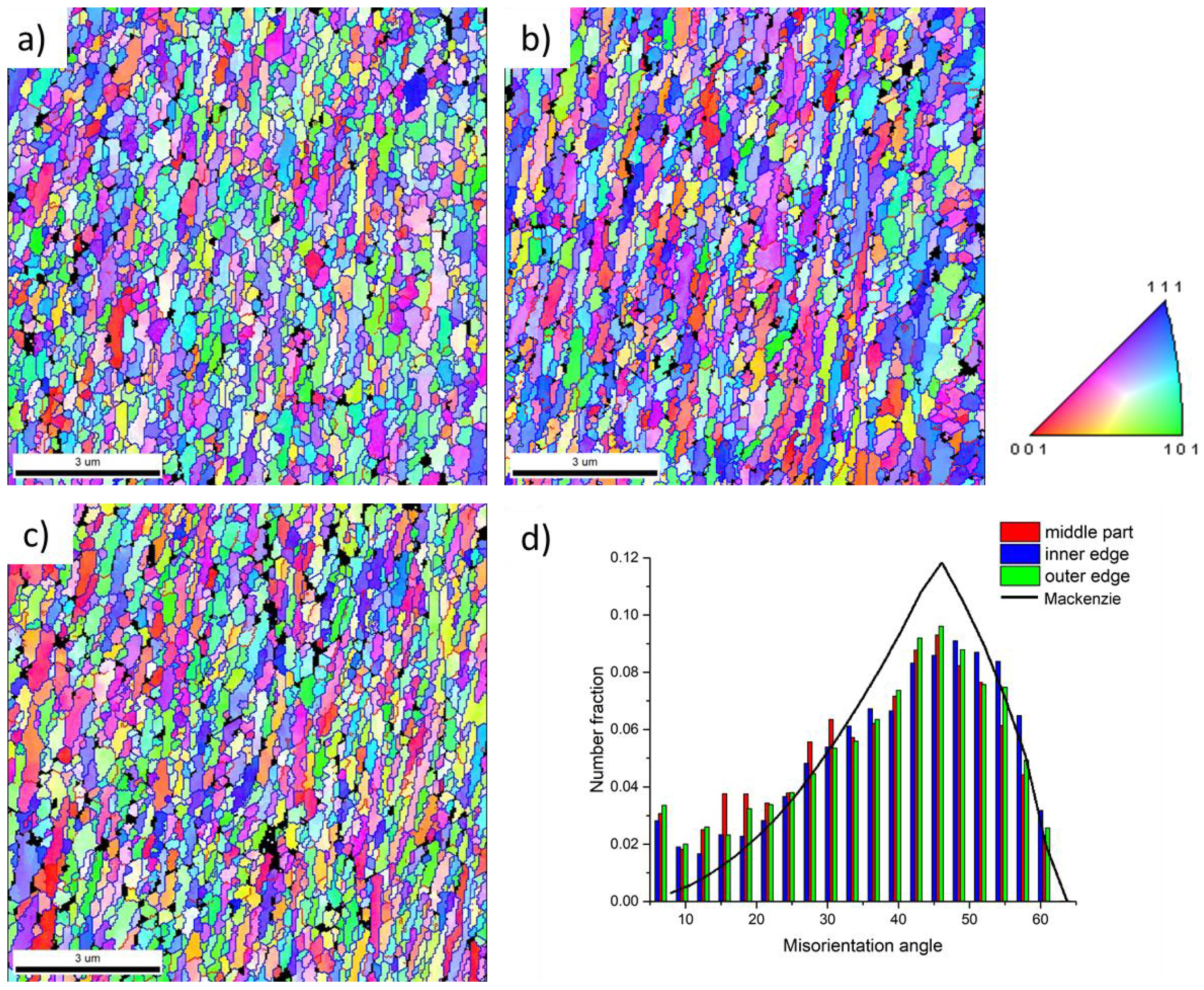
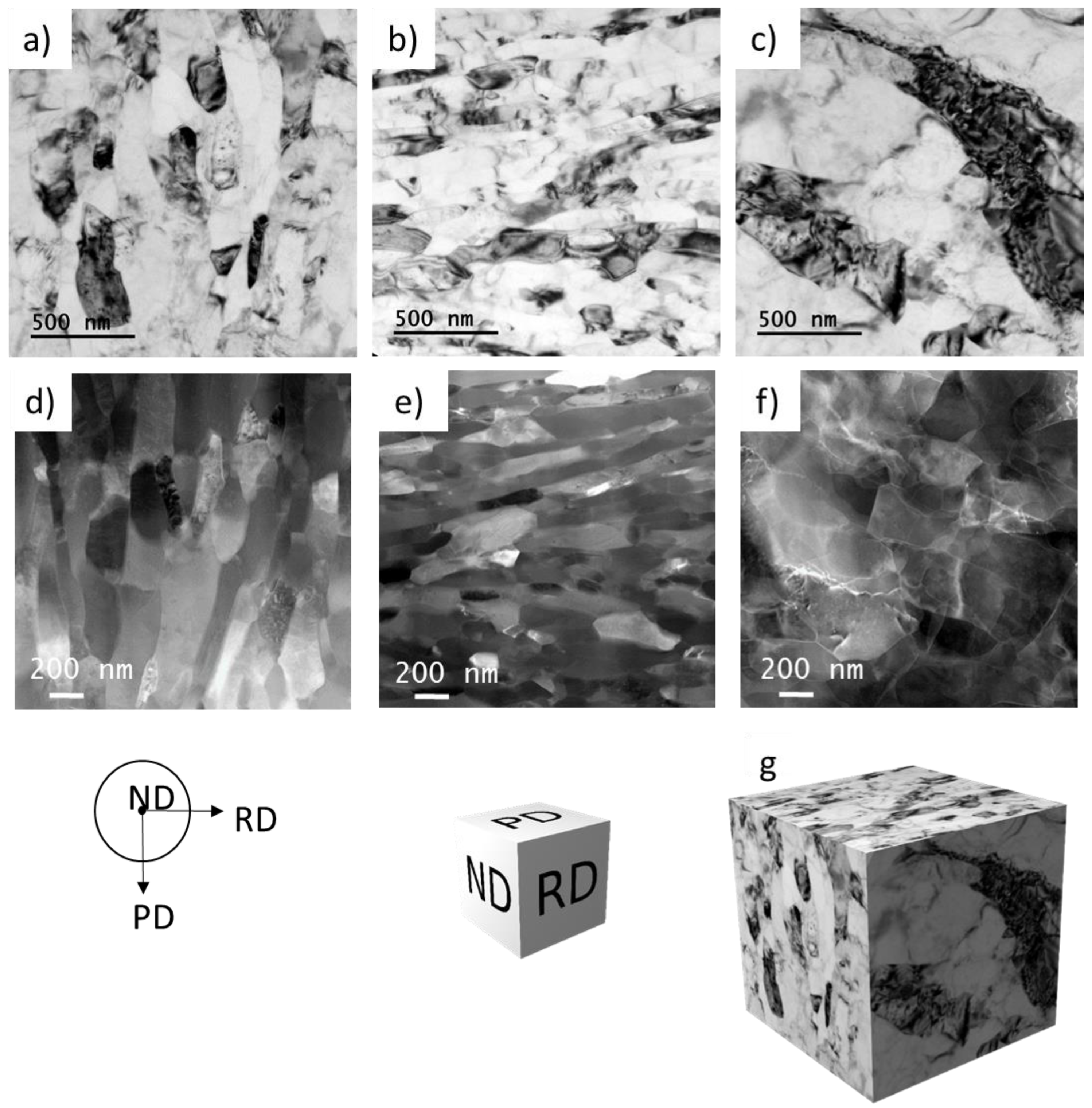
- The highest refinement was achieved by the additional effect of the rotating mandrel. After the second ECAP step, the grain size was refined to approximately 500 nm and the proportion of HAGBs reached 90%. The microstructure is homogeneous through the tube wall.
- The microhardness of the final CSET processed tube was around 120 HV0.05, i.e., nearly three times higher in comparison with the initial material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk Nanostructured Materials from Severe Plastic Deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Segal, V.M. Materials Processing by Simple Shear. Mater. Sci. Eng. A 1995, 197, 157–164. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Korznikov, A.V.; Mulyukov, R.R. Structure and Properties of Ultrafine-Grained Materials Produced by Severe Plastic Deformation. Mater. Sci. Eng. A 1993, 168, 141–148. [Google Scholar] [CrossRef]
- Nagasekhar, A.V.; Chakkingal, U.; Venugopal, P. Candidature of Equal Channel Angular Pressing for Processing of Tubular Commercial Purity-Titanium. J. Mater. Proc. Technol. 2006, 173, 53–60. [Google Scholar] [CrossRef]
- Nagasekhar, A.V.; Chakkingal, U.; Venugopal, P. Equal Channel Angular Extrusion of Tubular Aluminum Alloy Specimens—Analysis of Extrusion Pressures and Mechanical Properties. J. Manuf. Proc. 2006, 8, 112–120. [Google Scholar] [CrossRef]
- Zangiabadi, A.; Kazeminezhad, M. Development of a Novel Severe Plastic Deformation Method for Tubular Materials: Tube Channel Pressing (TCP). Mater. Sci. Eng. A 2011, 528, 5066–5072. [Google Scholar] [CrossRef]
- Faraji, G.; Babaei, A.; Mashhadi, M.M.; Abrinia, K. Parallel Tubular Channel Angular Pressing (PTCAP) as a New Severe Plastic Deformation Method for Cylindrical Tubes. Mater. Lett. 2012, 77, 82–85. [Google Scholar] [CrossRef]
- Faraji, G.; Mashhadi, M.M.; Kim, H.S. Tubular Channel Angular Pressing (TCAP) as a Novel Severe Plastic Deformation Method for Cylindrical Tubes. Mater. Lett. 2011, 65, 3009–3012. [Google Scholar] [CrossRef]
- Wang, J.T.; Li, Z.; Wang, J.; Langdon, T.G. Principles of Severe Plastic Deformation Using Tube High-Pressure Shearing. Scr. Mater. 2012, 67, 810–813. [Google Scholar] [CrossRef]
- Meng, J.J.; Li, Z.; Liu, Y.; Zhu, Y.B.; Wang, S.; Lin, K.; Tao, J.Q.; Wang, J.T. Investigation on the Strain Distribution in Tube High-Pressure Shearing. Metals 2019, 9, 1117. [Google Scholar] [CrossRef] [Green Version]
- Toth, L.S.; Chen, C.; Pougis, A.; Arzaghi, M.; Fundenberger, J.-J.; Massion, R.; Suwas, S. High Pressure Tube Twisting for Producing Ultra Fine Grained Materials: A Review. Mater. Trans. 2019, 60, 1177–1191. [Google Scholar] [CrossRef] [Green Version]
- Tóth, L.S.; Arzaghi, M.; Fundenberger, J.J.; Beausir, B.; Bouaziz, O.; Arruffat-Massion, R. Severe Plastic Deformation of Metals by High-Pressure Tube Twisting. Scr. Mater. 2009, 60, 175–177. [Google Scholar] [CrossRef]
- Lapovok, R.; Qi, Y.; Ng, H.P.; Toth, L.S.; Estrin, Y. Gradient Structures in Thin-Walled Metallic Tubes Produced by Continuous High Pressure Tube Shearing Process. Adv. Eng. Mater. 2017, 19, 1700345. [Google Scholar] [CrossRef]
- Molnárová, O.; Habr, S.; Málek, P.; Lejček, P. Complex Shearing of Extruded Tube (CSET) Method for Production of Tubes with Ultra-Fine-Grained Structure. Mater. Lett. 2020, 278, 128341. [Google Scholar] [CrossRef]
- Thompson, A.W. Calculation of True Volume Grain Diameter. Metallography 1972, 5, 366–369. [Google Scholar] [CrossRef]
- Saha, P.K. Aluminum Extrusion Technology; ASM International: Materials Park, OH, USA, 2000; ISBN 978-0-87170-644-7. [Google Scholar]
- Muralidharan, G.K.; Verlinden, B. Novel Severe Plastic Deformation Technique—Accumulated Extrusion (AccumEx). Mater. Sci. Technol. 2016, 32, 547–555. [Google Scholar] [CrossRef]
- Arzaghi, M.; Fundenberger, J.J.; Toth, L.S.; Arruffat, R.; Faure, L.; Beausir, B.; Sauvage, X. Microstructure, Texture and Mechanical Properties of Aluminum Processed by High-Pressure Tube Twisting. Acta Mater. 2012, 60, 4393–4408. [Google Scholar] [CrossRef]
- Poková, M.Š.; Zimina, M.; Cieslar, M. Effect of Pre-Annealing on Microstructure Evolution of TRC AA3003 Aluminum Alloy Subjected to ECAP. Trans. Nonferrous Met. Soc. China 2016, 26, 627–633. [Google Scholar] [CrossRef]
- Šlapáková Poková, M.; Cieslar, M.; Zimina, M. Grain Refinement in Al-Mn-Fe-Si Alloys by Severe Plastic Deformation. Manuf. Technol. 2015, 15, 679–684. [Google Scholar] [CrossRef]
- Luis, C.J.; Luri, R.; León, J.; Puertas, I.; Salcedo, D.; Pérez, I. Development of Nanostructured AA3103 by Equal Channel Angular Pressing and Thermal Treatments. J. Nanomater. 2014, 2014, 53. [Google Scholar] [CrossRef]
- Mahmoodkhani, Y.; Wells, M.; Poole, W.; Grajales, L.; Parson, N. The Development of Grain Structure during Axisymmetric Extrusion of AA3003 Aluminum Alloys. Metall. Mater. Trans. A 2015, 46, 5920–5932. [Google Scholar] [CrossRef]
- Bozzi, S.; Vedani, M.; Lotti, D.; Passoni, G. Extrusion of Aluminium Hollow Pipes:Seam Weld Quality Assessment via Numerical Simulation. Metall. Sci. Technol. 2013, 27, 20–29. [Google Scholar]
- Misiolek, W.Z.; Kelly, R.M. Extrusion of Aluminum Alloys. In ASM Handboook Vol 114, Metalworking, Bulk Forming; Semiatin, S.L., Ed.; ASM International: Materials Park, OH, USA, 2005; pp. 522–527. [Google Scholar] [CrossRef]
- Lee, B.S.; Cho, H. Influence of ECAP Routes on the Microstructure and Mechanical Properties of Hot Extruded 3003 Al Alloy. SSP 2007, 124–126, 1397–1400. [Google Scholar] [CrossRef]
- Ferrasse, S.; Hartwig, K.T.; Goforth, R.E.; Segal, V.M. Microstructure and Properties of Copper and Aluminum Alloy 3003 Heavily Worked by Equal Channel Angular Extrusion. Metall. Mater. Trans. A 1997, 28, 1047–1057. [Google Scholar] [CrossRef]
- Poková, M.; Cieslar, M.; Málek, P. Twin-Roll Cast Aluminium Alloys Processed by ECAP. In Proceedings of the METAL, Brno, Czech Republic, 15–17 May 2013. [Google Scholar]
- Málek, P.; Cieslar, M.; Očenášek, V. Deformation Behaviour of the Al-Mn-Sc-Zr Alloy Produced using ECAP. In Proceedings of the Metal 2010 Conference Proceedings, Rožnov pod Radhoštěm, Czech Republic, 18–20 May 2010. [Google Scholar]
- Harai, Y.; Ito, Y.; Horita, Z. High-Pressure Torsion Using Ring Specimens. Scr. Mater. 2008, 58, 469–472. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Oh-ishi, K.; Langdon, T.G.; McNelley, T.R. Microstructural Evolution in Commercial Purity Aluminum during High-Pressure Torsion. Mater. Sci. Eng. A 2005, 410–411, 277–280. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Stage of the CSET Process | Position in the Tube |
|---|---|---|
| A | before extrusion, only pre-pressed | bulk |
| B | during extrusion | outer side, far from rotating mandrel |
| C | during extrusion | inner side, close to rotating mandrel |
| D | after extrusion | inner side, close to rotating mandrel |
| E | during the 1st ECAP pass | middle of the tube wall |
| F | after the 1st ECAP pass | outer side, far from rotating mandrel |
| G | after the 1st ECAP pass | middle of the tube wall |
| H | after the 1st ECAP pass | inner side, close to rotating mandrel |
| I | during the 2nd ECAP pass | outer side, far from rotating mandrel |
| J | after the 2nd ECAP pass | middle of the tube wall |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Molnárová, O.; Habr, S.; de Prado, E.; Čapek, J.; Ekrt, O.; Németh, G.; Málek, P.; Lejček, P. Microstructural Evolution of a 3003 Based Aluminium Alloy during the CSET Process. Materials 2021, 14, 5770. https://doi.org/10.3390/ma14195770
Molnárová O, Habr S, de Prado E, Čapek J, Ekrt O, Németh G, Málek P, Lejček P. Microstructural Evolution of a 3003 Based Aluminium Alloy during the CSET Process. Materials. 2021; 14(19):5770. https://doi.org/10.3390/ma14195770
Chicago/Turabian StyleMolnárová, Orsolya, Stanislav Habr, Esther de Prado, Jaroslav Čapek, Ondřej Ekrt, Gergely Németh, Přemysl Málek, and Pavel Lejček. 2021. "Microstructural Evolution of a 3003 Based Aluminium Alloy during the CSET Process" Materials 14, no. 19: 5770. https://doi.org/10.3390/ma14195770
APA StyleMolnárová, O., Habr, S., de Prado, E., Čapek, J., Ekrt, O., Németh, G., Málek, P., & Lejček, P. (2021). Microstructural Evolution of a 3003 Based Aluminium Alloy during the CSET Process. Materials, 14(19), 5770. https://doi.org/10.3390/ma14195770