
Multilayer Casting of Eco-Efficient Self-Compacting Concrete with Reduced Binder Content



Abstract
:1. Introduction
2. Materials and Methods
2.1. Concrete Mixtures
2.2. Test Specimens
2.3. Test Procedures
2.3.1. Fresh and Hardened Properties of Concrete
2.3.2. Test of the Load-Bearing Capacity of a Joint
3. Results
3.1. Fresh and Hardened Properties of Concrete
3.2. The Load-Bearing Capacity of a Joint between Two Layers of Eco-Efficient SCC
3.3. Effect of Surface Preparation on the Load-Bearing Capacity
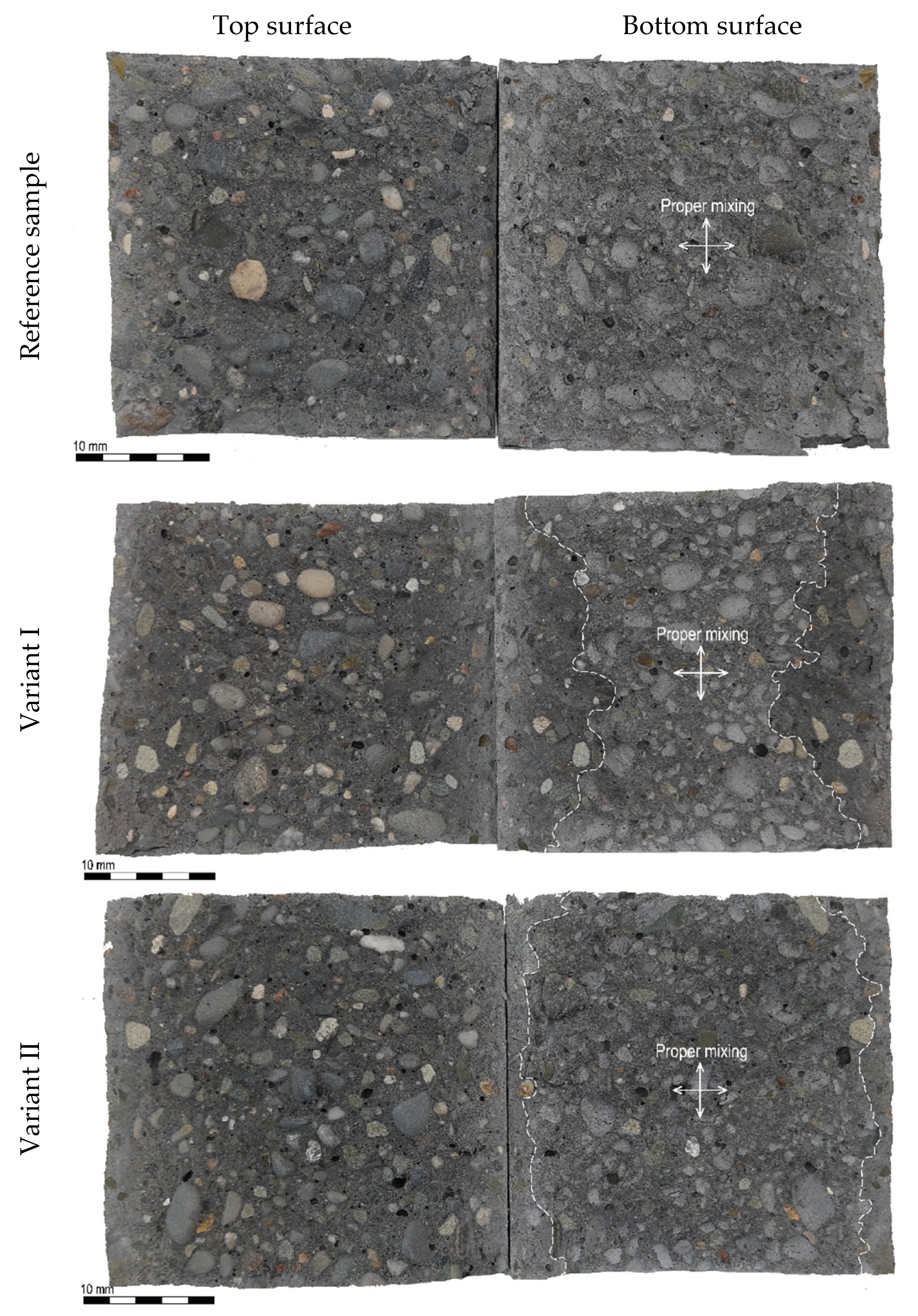
3.4. Failure Mechanism of the Joint between Two Layers of Eco-Efficient SCC
4. Discussion
5. Conclusions
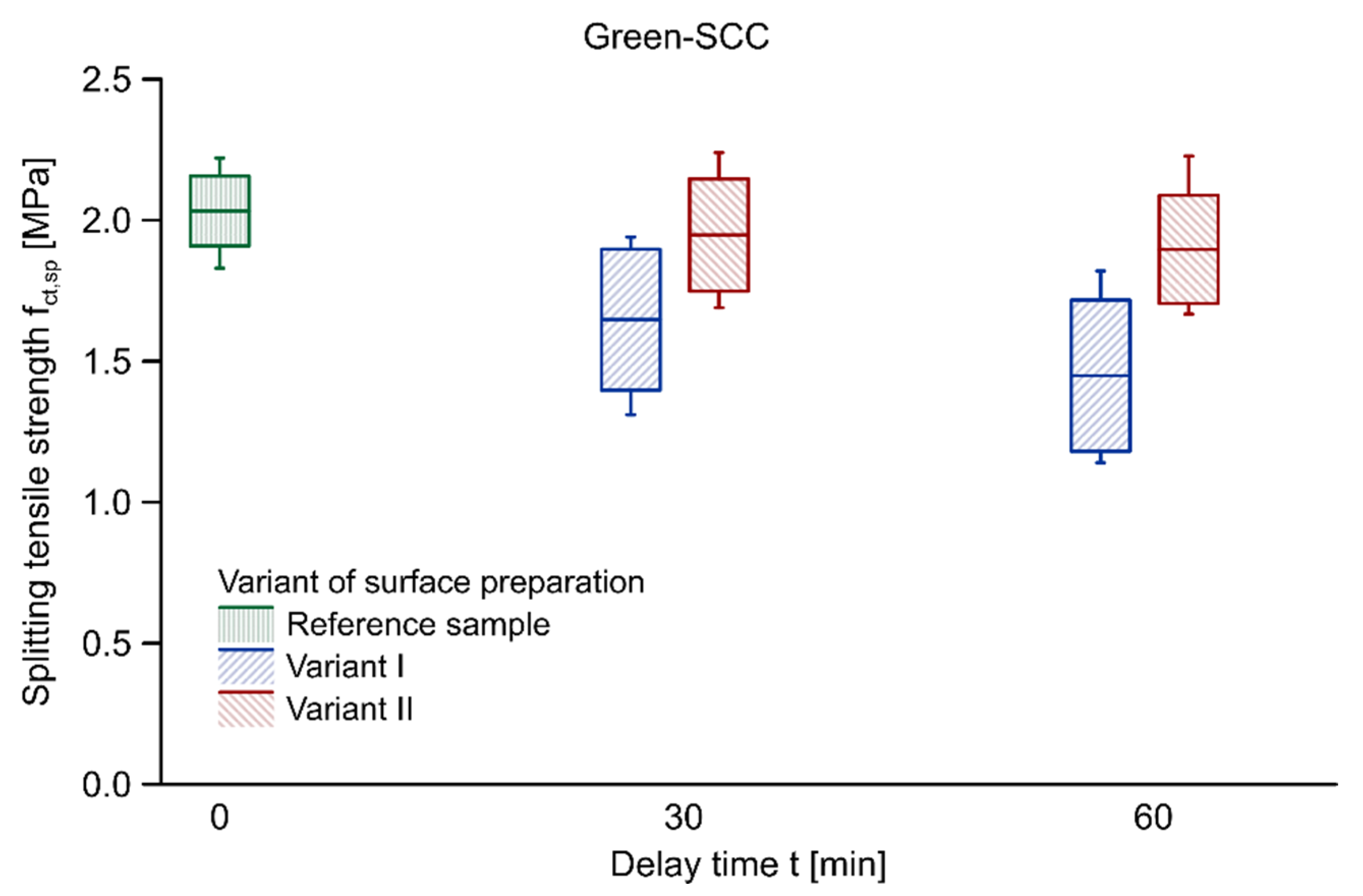
- In general, a decrease in the load-bearing capacity of a joint between two layers of eco-efficient SCC was observed with an increase in the duration of the delay time. The most substantial reduction was found for the technological variant connected with the free-flowing of the mixture over the previously laid layer. For delay times of 15, 30, 45, 60 min in the case of Eco-SCC, the average decrease in bond in relation to the reference sample was 8.5%, 12.9%, 16.1% and 24.3%, respectively. In the case of Green-SCC, for which delay times of 30 and 60 min were investigated, the reduction in relation to reference samples were 18.9% and 28.7%, respectively. In the technology variant connected with mechanical disturbance of the previously placed layer, a slight decrease, ranging between 2.1% and 10.5%, was obtained for Eco-SCC, and between 4.2% and 6.7% for Green-SCC.
- The current recommendations and normative guidelines for multilayer casting of self-compacting concrete appear to be insufficiently detailed regarding the time of delay between layers if there is no interference with the previously placed batch. On the basis of this research, in the case of concreting with intervals longer than 15 min between layers, it is recommended that a fresh layer should follow superficial plasticisation of the underlying layer to improve the bond at their interface.
- Due to its reduced binder content, eco-efficient SCC concrete is characterised by reduced structural build-up at rest, which contributes to a smaller decrease in the load-bearing capacity of a joint between two layers compared to traditional SCC concrete. In general, eco-efficient SCC would be more convenient in the multilayer casting technology than traditional SCCs that are rich in powder content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wałach, D. Analysis of factors affecting the environmental impact of concrete structures. Sustainability 2021, 13, 204. [Google Scholar] [CrossRef]
- Dybeł, P.; Kucharska, M. New Generation Concretes—Properties and Applications. IOP Conf. Ser. Mater. Sci. Eng. 2019, 603, 032016. [Google Scholar] [CrossRef]
- Megid, W.A.; Khayat, K.H. Bond strength in multilayer casting of self-consolidating concrete. ACI Struct. J. 2017, 114, 467–476. [Google Scholar] [CrossRef] [Green Version]
- Megid, W.A.; Khayat, K.H. Effect of structural buildup at rest of self-consolidating concrete on mechanical and transport properties of multilayer casting. Constr. Build. Mater. 2019, 196, 626–636. [Google Scholar] [CrossRef]
- Roussel, N.; Cussigh, F. Distinct-layer casting of SCC: The mechanical consequences of thixotropy. Cem. Concr. Res. 2008, 38, 624–632. [Google Scholar] [CrossRef]
- British Standards. EN 13670:2009. Execution of Concrete Structures; British Standards: London, UK, 2009. [Google Scholar]
- British Standards. EN 206-1. Concrete—Part 1: Specification, Performance, Production and Conformity; British Standards: London, UK, 2016. [Google Scholar]
- Thrane, L.N.; Nielsen, C.V.; Pade, C. Guidelines for Execution of SCC; Danish Technological Institute, Concrete Centre: Taastrup, Denmark, 2008; ISBN 8777567714. [Google Scholar]
- ACI Committee 237. ACI 237 R-07: Self-Consolidating Concrete; ACI Committee 237: Farmington Hills, MI, USA, 2007; ISBN 9780870312441. [Google Scholar]
- Self-Compacting Concrete European Project Group. The European Guidelines for Self-Compacting Concrete: Specification, Production and Use; International Bureau for Precast Concrete (BIBM): Cologne, Germany, 2005. [Google Scholar]
- Cheng, D.C. Thixotropy—A review. Int. J. Cosmet. Sci. 1987, 9, 151–191. [Google Scholar] [CrossRef] [PubMed]
- Khayat, K.H.; Omran, A.F.; Magdi, W.A. Evaluation of Thixotropy of Self-Consolidating Concrete and Influence on Concrete Performance. In Proceedings of the 3rd Iberian Congress on Self-Compacting Concrete, Progress and Opportunities, Madrid, Spain, 8–10 December 2012; pp. 1–14. [Google Scholar]
- Billberg, P. Form Pressure Generated by Self-Compacting Concrete—Influence of Thixotropy and Structural Behaviour at Rest; Royal Institute of Technology: Stockholm, Sweden, 2006. [Google Scholar]
- Khayat, K.H.; Omran, A.F.; Naji, S.; Billberg, P.; Yahia, A. Field-oriented test methods to evaluate structural build-up at rest of flowable mortar and concrete. Mater. Struct. Constr. 2012, 45, 1547–1564. [Google Scholar] [CrossRef]
- Megid, W.A.; Khayat, K.H. Evaluating structural buildup at rest of self-consolidating concrete using workability tests. ACI Mater. J. 2018, 115, 257–265. [Google Scholar] [CrossRef]
- Dybeł, P.; Kucharska, M. Effect of placement technology on the bond strength between two layers of self-compacting concrete. Materials 2020, 13, 3330. [Google Scholar] [CrossRef] [PubMed]
- Wałach, D. Impact of Delays during Concreting of Reinforced High-performance Concrete Beams. In Proceedings of the Procedia Engineering, Budapest, Hungary, 25–28 June 2016; Salame, C., Aillerie, M.P.P., Eds.; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; Volume 161, pp. 356–361. [Google Scholar]
- Wallevik, O.H.; Mansour, W.I.; Yazbeck, F.H.; Kristjansson, T.I. EcoCrete-Xtreme: Extreme performance of a sustainable concrete. In Proceedings of the International Symposium on Environmentally Friendly Concrete Eco-crete, Reykjavik, Iceland, 13–15 August 2014; pp. 3–10. [Google Scholar]
- Wallevik, O.H.; Mueller, F.V.; Hjartarson, B.; Kubens, S. The green alternative of self-compacting concrete, Eco-SCC. XVII IBAUSIL Weimar 2009, 1, 1105–1116. [Google Scholar]
- Esmaeilkhanian, B.; Khayat, K.H.; Wallevik, O.H. Mix design approach for low-powder self-consolidating concrete: Eco-SCC—Content optimization and performance. Mater. Struct. Constr. 2017, 50, 1–18. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 12620:2010. Aggregates for Concrete; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization. EN 933-1:2012. Tests for Geometrical Properties of Aggregates. Determination of Particle Size Distribution. SIEVING Method; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- European Committee for Standardization. EN 1097-3:2000. Tests for Mechanical and Physical Properties of Aggregates—Part 3: Determination of Loose Bulk Density and Voids; European Committee for Standardization: Brussels, Belgium, 2000. [Google Scholar]
- European Committee for Standardization. EN 12350-8. Testing Fresh Concrete, Part 8: Self-Compacting Concrete—Slump–Flow Test; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization. EN 12350-10. Testing Fresh Concrete, Part 10: Self-Compacting Concrete—L-Box Test; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- ASTM International. ASTM C1611. Standard Test Method for Slump Flow of Self-Consolidating Concrete; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- European Committee for Standardization. EN 12390-3. Testing Hardened Concrete. Compressive Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- European Committee for Standardization. EN 12390-6. Testing Hardened Concrete. Tensile Splitting Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- Ng, I.Y.T.; Wong, H.H.C.; Kwan, A. Passing ability and segregation stability of self-consolidating concrete with different aggregate proportions. Mag. Concr. Res. 2006, 58, 447–457. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, 5th ed.; Trans-Atlantic Publications, Inc.: Philadelphia, PA, USA, 2012. [Google Scholar]
- RILEM TC 188-CSC. Casting of Self Compacting Concrete; Skarendahl, A., Billberg, P., Eds.; RILEM Publications: Bagneux, France, 2006. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent Materials | Compositions | |
|---|---|---|
| Eco-SCC [kg/m3] | Green-SCC [kg/m3] | |
| Cement CEM I 42.5R | 218 | 285 |
| Water | 152 | 174 |
| Sand 0–2 mm | 922 | 700 |
| Gravel aggregate 2–8 mm | 540 | 530 |
| Gravel aggregate 8–16 mm | 367 | 530 |
| Fly ash | 75 | 100 |
| Silica fume | 11 | - |
| Superplasticizer | 2.61 | 2.44 |
| Mix Batch | Delay Time [min] | Slump-Flow [mm] | Slump-Flow Class | Slump-Flow Time T500 [s] | Viscosity Class | Fresh Visual Stability Index | L-Box Ratio | L-Box Class |
|---|---|---|---|---|---|---|---|---|
| Eco-SCC I | t = 0 min | 670 | SF2 | 1.6 | VS1 | 0 | 0.89 | PL2 |
| Eco-SCC II | t = 0 min | 680 | SF2 | 1.8 | VS1 | 0 | 0.92 | PL2 |
| Eco-SCC II | t = 15 min | 665 | SF2 | 2.0 | VS2 | 0 | 0.87 | PL2 |
| Eco-SCC II | t = 30 min | 675 | SF2 | 1.8 | VS1 | 0 | 0.89 | PL2 |
| Eco-SCC II | t = 45 min | 670 | SF2 | 1.7 | VS1 | 0 | 0.90 | PL2 |
| Green-SCC I | t = 0 min | 660 | SF2 | 2.2 | VS2 | 0 | 0.85 | PL2 |
| Green-SCC II | t = 0 min | 660 | SF2 | 2.3 | VS2 | 0 | 0.89 | PL2 |
| Green-SCC II | t = 30 min | 655 | SF1 | 2.5 | VS2 | 0 | 0.84 | PL2 |
| Mix Batch | Compressive Strength | |
|---|---|---|
| fcc [MPa] | SD [MPa] | |
| Eco-SCC I | 28.06 | 0.57 |
| Eco-SCC II | 30.05 | 2.10 |
| Green-SCC I | 33.40 | 1.67 |
| Green-SCC II | 34.16 | 2.73 |
| Concrete Mix | Variant of Surface Preparation | Delay Time between Successive Layers | Reduction Rate in Load-Bearing Capacity [MPa/min] | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| t = 0 min | t = 15 min | t = 30 min | t = 45 min | t = 60 min | ||||||||
| fct,sp [MPa] | SD [MPa] | fct,sp [MPa] | SD [MPa] | fct,sp [MPa] | SD [MPa] | fct,sp [MPa] | SD [MPa] | fct,sp [MPa] | SD [MPa] | |||
| Eco-SCC | Variant I | 1.73 | 0.19 | 1.58 | 0.21 | 1.50 | 0.30 | 1.45 | 0.23 | 1.31 | 0.25 | 0.00699 |
| Variant II | 1.65 | 0.20 | 1.69 | 0.25 | 1.58 | 0.22 | 1.55 | 0.20 | 0.00303 | |||
| Green-SCC | Variant I | 2.03 | 0.12 | - | - | 1.65 | 0.25 | - | - | 1.45 | 0.26 | 0.00973 |
| Variant II | - | - | 1.95 | 0.20 | - | - | 1.90 | 0.19 | 0.00227 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dybeł, P.; Kucharska, M. Multilayer Casting of Eco-Efficient Self-Compacting Concrete with Reduced Binder Content. Materials 2021, 14, 5685. https://doi.org/10.3390/ma14195685
Dybeł P, Kucharska M. Multilayer Casting of Eco-Efficient Self-Compacting Concrete with Reduced Binder Content. Materials. 2021; 14(19):5685. https://doi.org/10.3390/ma14195685
Chicago/Turabian StyleDybeł, Piotr, and Milena Kucharska. 2021. "Multilayer Casting of Eco-Efficient Self-Compacting Concrete with Reduced Binder Content" Materials 14, no. 19: 5685. https://doi.org/10.3390/ma14195685
APA StyleDybeł, P., & Kucharska, M. (2021). Multilayer Casting of Eco-Efficient Self-Compacting Concrete with Reduced Binder Content. Materials, 14(19), 5685. https://doi.org/10.3390/ma14195685