
Inconel 625/AISI 413 Stainless Steel Functionally Graded Material Produced by Direct Laser Deposition

 ,
,  ,
, 

Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
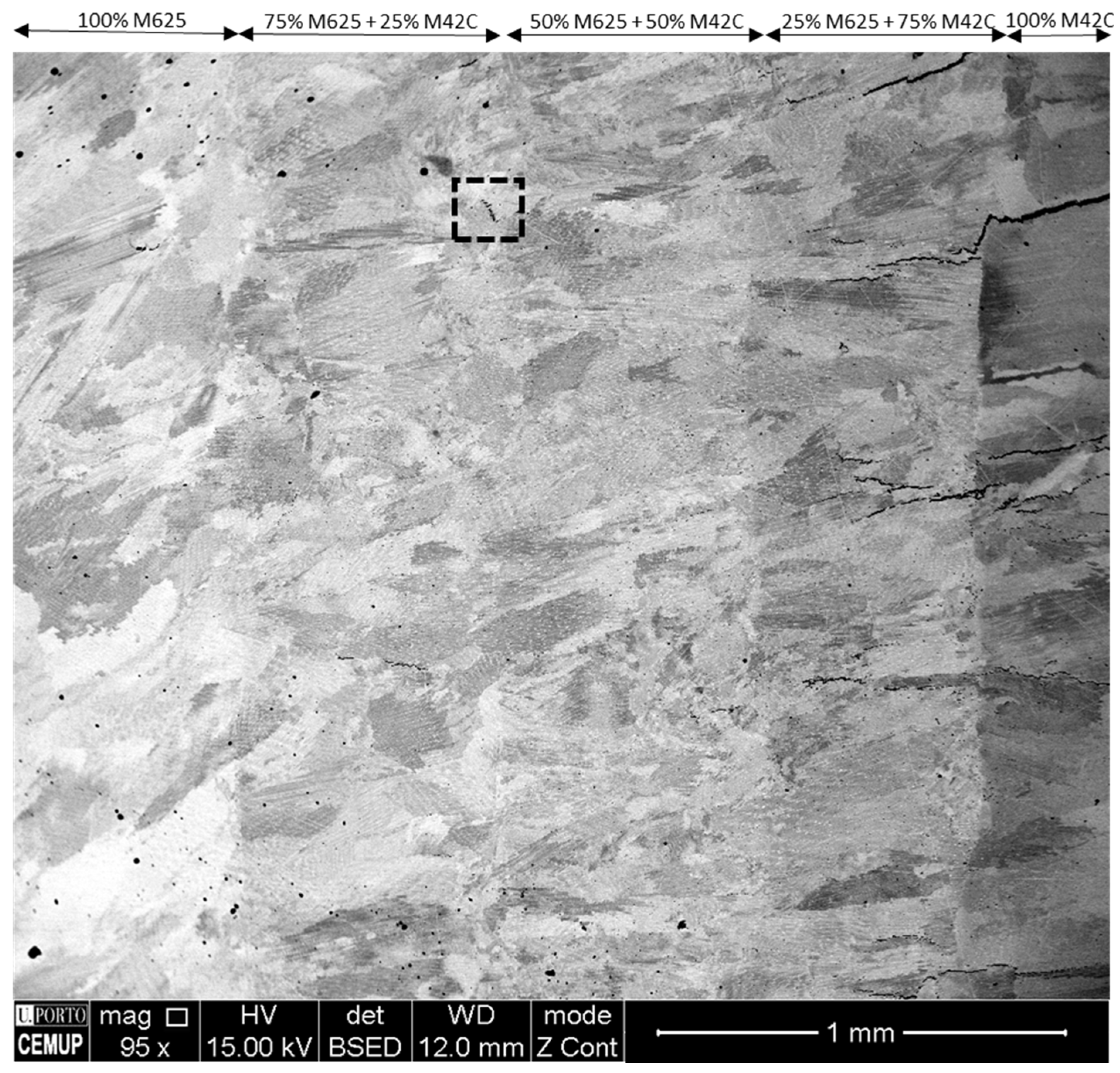
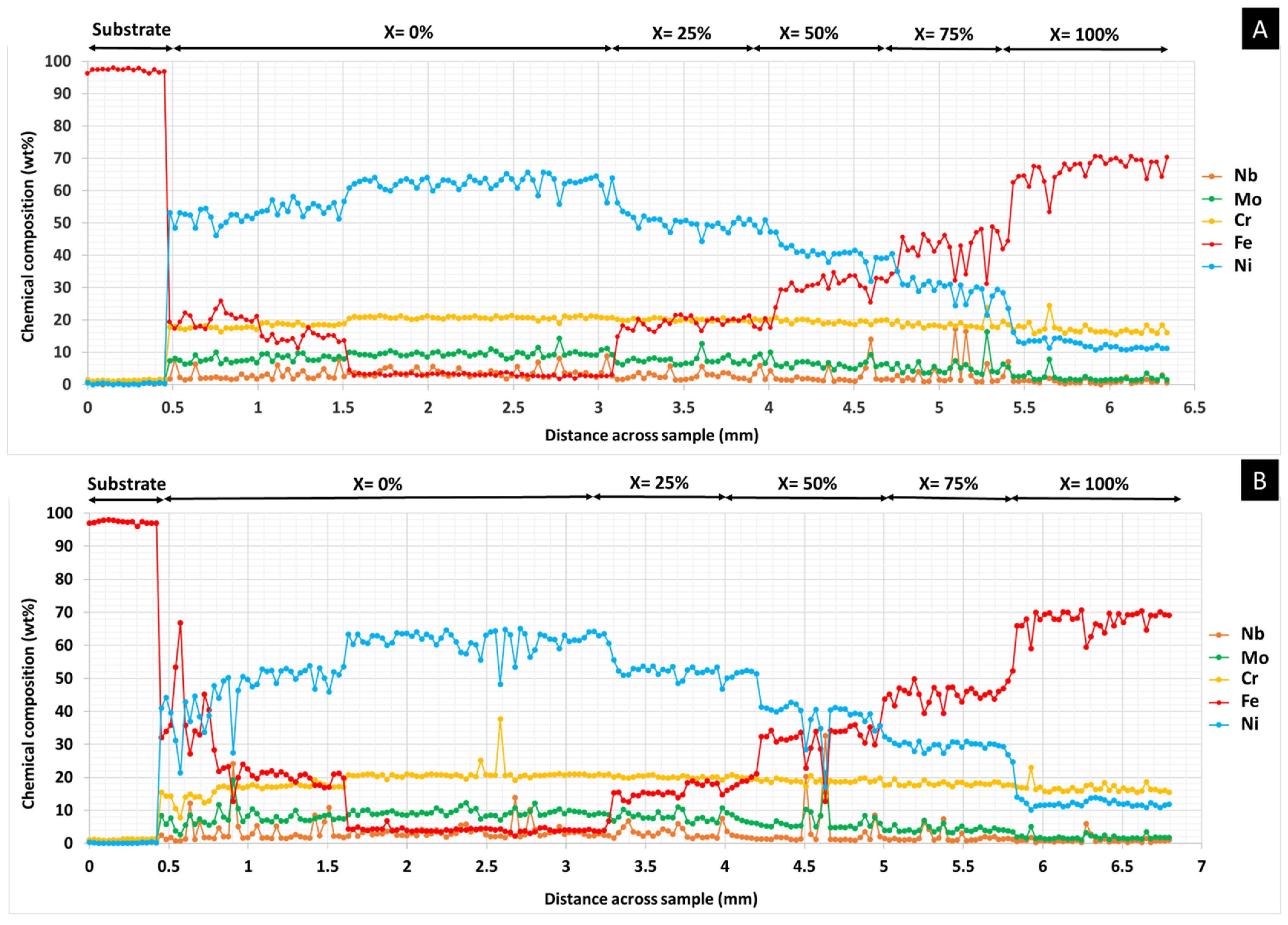
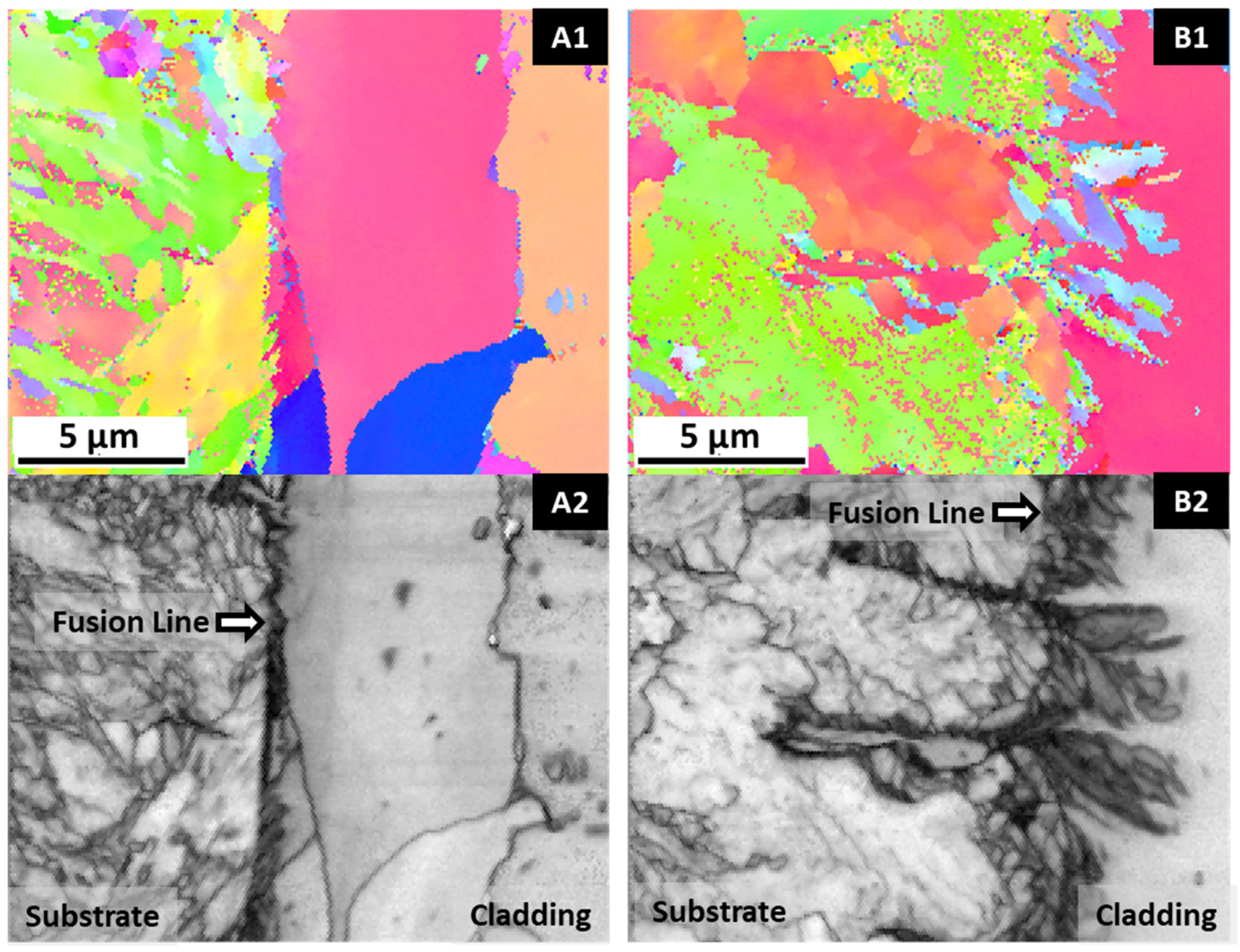
3.1. Microstructural and Chemical Evaluations
3.2. Microhardness Mapping
4. Conclusions
- Cracking-free production of the Inconel 625/AISI 431 steel FGM, applying DLD, is only verified up to a certain composition. The addition of stainless steel cannot exceed 50 wt.%.
- The metallurgical bonding of deposits to substrates and between the various layers of the FGM is ensured by the diffusion in the liquid state of the alloy constituents, the remelting effect, and epitaxial growth.
- The grain microstructure in Inconel 625/AISI 431 FGM is essentially columnar, regardless of preheating.
- Preheating influenced the microstructural evolution and microhardness in the substrate and the first deposited layers; the region of planar grains observed in the vicinity of the substrate only formed without preheating. A marked increase in grain size and a reduction in martensite was observed in the preheated substrate HAZ, decreasing the hardness of this region.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sobczak, J.J.; Drenchev, L. Metallic Functionally Graded Materials: A Specific Class of Advanced Composites. J. Mater. Sci. Technol. 2013, 29, 297–316. [Google Scholar] [CrossRef]
- Durejko, T.; Zietala, M.; Polkowski, W.; Czujko, T. Thin wall tubes with Fe3Al/SS316L graded structure obtained by using laser engineered net shaping technology. Mater. Des. 2014, 63, 766–774. [Google Scholar] [CrossRef]
- Sarathchandra, D.T.; Kanmani Subbu, S.; Venkaiah, N. Functionally graded materials and processing techniques: An art of review. Mater. Today Proc. 2018, 5, 21328–21334. [Google Scholar] [CrossRef]
- Zhang, B.; Jaiswal, P.; Rai, R.; Nelaturi, S. Additive Manufacturing of Functionally Graded Material Objects: A Review. J. Comput. Inf. Sci. Eng. 2018, 18, 1215–1231. [Google Scholar] [CrossRef]
- Loh, G.H.; Pei, E.; Harrison, D.; Monzón, M.D. An overview of functionally graded additive manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar] [CrossRef] [Green Version]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Mahamood, R.M. Laser Metal Deposition of Metals and Alloys; Springer International Publishing: Berlin/Heidelberg, Germany, 2018; pp. 37–90. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Costa, L.; Vilar, R. Laser powder deposition. Rapid Prototyp. J. 2009, 4, 264–279. [Google Scholar] [CrossRef]
- Reichardt, A. Additive Manufacturing of Metal-Based Functionally Graded Materials; University of California: Berkeley, CA, USA, 2017; pp. 6–82. [Google Scholar]
- Chen, B.; Su, Y.; Xie, Z.; Tan, C.; Feng, J. Development and characterization of 316L/Inconel625 functionally graded material fabricated by laser direct metal deposition. Opt. Laser Technol. 2020, 123, 105916. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.; Beese, A.M. Functionally graded material of 304L stainless steel and inconel 625 fabricated by directed energy deposition: Characterization and thermodynamic modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef] [Green Version]
- Dass, A.; Moridi, A. State of the art in directed energy deposition: From additive manufacturing to materials design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef] [Green Version]
- Koike, R.; Unotoro, I.; Kakinuma, Y.; Aoyama, T.; Oda, Y.; Kuriya, T.; Fujishima, M. Evaluation for mechanical characteristics of Inconel625-SUS316L joint produced with direct energy deposition. Procedia Manuf. 2017, 14, 105–110. [Google Scholar] [CrossRef]
- Meera Mirzana, I.; Krishana Mohana Rao, G.; Ur Raheman, S.; Zaki Ahmed, M. Fabrication and Micro-structural study of Functionally Graded Material Disc of SS316/IN625. Mater. Today Proc. 2016, 3, 4236–4241. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Liou, F. Fabrication of SS316L-IN625 functionally graded materials by powder-fed directed energy deposition. Sci. Technol. Weld. Join. 2019, 24, 504–516. [Google Scholar] [CrossRef]
- Liang, X.; Wu, D.; Li, Q.; Jiang, L. Laser rapid manufacturing of stainless steel 316L/Inconel718 functionally graded materials: Microstructure evolution and mechanical properties. Int. J. Opt. 2010, 1–6. [Google Scholar] [CrossRef]
- Weng, F.; Liu, Y.; Chew, Y.; Wang, L.; Lee, B.Y.; Bi, G. Repair feasibility of SS416 stainless steel via laser aided additive manufacturing with SS410/Inconel625 powders. IOP Conf. Ser. Mater. Sci. Eng. 2020, 744, 012031. [Google Scholar] [CrossRef]
- Meng, W.; Zhang, W.; Zhang, W.; Yin, X.; Guo, L.; Cui, B. Additive fabrication of 316L/Inconel625/Ti6Al4V functionally graded materials by laser synchronous preheating. Int. J. Adv. Manuf. Technol. 2019, 104, 2525–2538. [Google Scholar] [CrossRef]
- Su, J.; Qiu, X.; Xing, F.; Ruan, Y. Effect of preheating temperature on microstructure and properties of 42CrMo4/38mnvs6 heterogeneous laser welded joint. Metals 2019, 9, 870. [Google Scholar] [CrossRef] [Green Version]
- Sun, C.; Fu, P.X.; Liu, H.W.; Liu, H.H.; Du, N.Y. Effect of tempering temperature on the low temperature impact toughness of 42CrMo4-V steel. Metals 2018, 8, 232. [Google Scholar] [CrossRef] [Green Version]
- British Standards Institution. Steels and Nickel Alloys for Fasteners with Specified Elevated and/or Low Temperature; British Standards Institution: London, UK, 2006. [Google Scholar]
- Ferreira, A.A.; Darabi, R.; Sousa, J.P.; Cruz, J.M.; Reis, A.R.; Vieira, M.F. Optimization of direct laser deposition of a martensitic steel powder (Metco 42c) on 42CrMo4 steel. Metals 2021, 11, 672. [Google Scholar] [CrossRef]
- Ferreira, A.A.; Amaral, R.L.; Romio, P.C.; Cruz, J.M.; Reis, A.R.; Vieira, M.F. Deposition of Nickel-Based Superalloy Claddings on Low Alloy Structural Steel by Direct Laser Deposition. Metals 2021, 11, 1326. [Google Scholar] [CrossRef]
- Davies, E.R. Introduction to Texture Analysis; Taylor & Francis Group: London, UK, 2008; pp. 175–201. ISBN 978-1-4200-6365-3. [Google Scholar]
- Ocelík, V.; Hemmati, I.; De Hosson, J.T.M. The influence of processing speed on the properties of laser surface deposits. Surf. Contact Mech. Incl. Tribol. XII 2015, 1, 93–103. [Google Scholar] [CrossRef] [Green Version]
- Guo, Q.; Chen, S.; Wei, M.; Liang, J.; Liu, C.; Wang, M. Formation and Elimination Mechanism of Lack of Fusion and Cracks in Direct Laser Deposition 24CrNiMoY Alloy Steel. J. Mater. Eng. Perform. 2020, 29, 6439–6454. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, F.; Zhang, K.; Nie, P.; Hosseini, S.R.E.; Feng, K.; Li, Z. Dendritic microstructure and hot cracking of laser additive manufactured Inconel 718 under improved base cooling. J. Alloys Compd. 2016, 670, 312–321. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, Y.; Xu, M.; Ma, C.; Zhang, Q.; Wang, L.; Yao, J.; Li, Z. Study on the element segregation and Laves phase formation in the laser metal deposited IN718 superalloy by flat top laser and gaussian distribution laser. Mater. Sci. Eng. A 2019, 754, 339–347. [Google Scholar] [CrossRef]
- Long, Y.T.; Nie, P.L.; Li, Z.G.; Huang, J.; Li, X.; Xu, X.M. Segregation of niobium in laser cladding Inconel 718 superalloy. Trans. Nonferrous Met. Soc. China 2016, 26, 431–436. [Google Scholar] [CrossRef]
- Xiao, H.; Li, S.; Han, X.; Mazumder, J.; Song, L. Laves phase control of Inconel 718 alloy using quasi-continuous-wave laser additive manufacturing. Mater. Des. 2017, 122, 330–339. [Google Scholar] [CrossRef]
- Singh, G.; Vasudev, H.; Bansal, A.; Vardhan, S.; Sharma, S. Microwave cladding of Inconel-625 on mild steel substrate for corrosion protection. Mater. Res. Express 2020, 7, 026512. [Google Scholar] [CrossRef]
- Wang, L.; Dong, J.; Tian, Y.; Zhang, L. Microsegregation and Rayleigh number variation during the solidification of superalloy Inconel 718. Mineral Metall. Mater. 2008, 15, 594–599. [Google Scholar] [CrossRef]
- Knorovsky, G.A.; Cieslak, M.J.; Headley, T.J. INCONEL 718 A Solidification Diagram. Met. Mater. Trans. A 1989, 20, 2149–2158. [Google Scholar] [CrossRef]
- Petrzak, P.; Kowalski, K.; Blicharski, M. Analysis of phase transformations in Inconel 625 alloy during annealing. Acta Phys. Pol. A 2016, 130, 1041–1044. [Google Scholar] [CrossRef]
- Reichardt, A.; Shapiro, A.A.; Otis, R.; Dillon, R.P.; Borgonia, J.P.; McEnerney, B.W.; Hosemann, P.; Beese, A.M. Advances in additive manufacturing of metal-based functionally graded materials. Int. Mater. Rev. 2020, 66, 1–29. [Google Scholar] [CrossRef]
- Feng, K.; Feng, K.; Chena, Y.; Denga, P.; Li, Y.; Zhao, H.; Lu, F.; Li, R.; Jian, H.; Li, Z. Improved high-temperature hardness and wear resistance of Inconel 625 coatings fabricated by laser cladding. J. Mater. Process. Technol. 2017, 243, 82–91. [Google Scholar] [CrossRef]
- Li, S.; Wei, Q.; Shi, Y.; Chua, C.K.; Zhu, Z.; Zhang, D. Microstructure Characteristics of Inconel 625 Superalloy Manufactured by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 946–952. [Google Scholar] [CrossRef]
- Zhaoyang, L.; Jiayang, S. Characterization of Microstructure, Precipitations and Microsegregation in Laser Additive Manufactured Nickel-Based Single-Crystal Superalloy. Materials 2020, 13, 2300. [Google Scholar] [CrossRef]
- Kurz, W.; Bezençon, C.; Gäumann, M. Columnar to equiaxed transition in solidification processing. Sci. Technol. Adv. Mater. 2001, 2, 185–191. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Microstructural characterization of AISI 431 martensitic stainless steel laser-deposited coatings. J. Mater. Sci. 2011, 46, 3405–3414. [Google Scholar] [CrossRef] [Green Version]
- Ding, C.; Cui, X.; Jiao, J.; Zhu, P. Effects of substrate preheating temperatures on the microstructure, properties, and residual stress of 12CrNi2 prepared by laser cladding deposition technique. Materials 2018, 11, 2401. [Google Scholar] [CrossRef] [Green Version]
- Corbin, D.J.; Nassar, A.R.; Reutzel, E.W.; Beese, A.M.; Michaleris, P. Effect of substrate thickness and preheating on the distortion of laser deposited Ti-6Al-4V. J. Manuf. Sci. Eng. Trans. ASME 2018, 140, 6. [Google Scholar] [CrossRef] [Green Version]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, S.; Zhang, C.; Wu, C.; Wang, J.; Chen, J.; Sun, Z. Microstructure evolution and EBSD analysis of a graded steel fabricated by laser additive manufacturing. Vaccum 2017, 141, 68–81. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Fe | Ni | Cr | Mo | Nb | Si | C |
|---|---|---|---|---|---|---|---|
| M42C | 78.6 | 1.9 | 17.3 | - | - | 2.0 | 0.2 |
| M625 | 4.1 | 60.8 | 21.3 | 9.2 | 4.6 | - | - |
| Zone | C | O | Si | Nb | Mo | Cr | Fe | Ni | Mn |
|---|---|---|---|---|---|---|---|---|---|
| Z1 | 0.9 | - | 0.5 | 2.9 | 7.8 | 16.6 | 22.3 | 49.0 | - |
| Z2 | 0.9 | - | 0.3 | 0.0 | 0.0 | 1.5 | 97.3 | 0.0 | - |
| Z3 | 0.7 | - | 0.5 | 2.7 | 6.2 | 13.6 | 37.1 | 39.2 | - |
| Z4 | 0.7 | - | 0.4 | 1.2 | 3.2 | 6.9 | 69.1 | 18.5 | - |
| Z5 | 0.7 | 16.9 | 0.4 | 9.2 | 5.2 | 28.2 | 8.8 | 22.5 | 8.1 |
| Z6 | 1.8 | - | 2.3 | 12.0 | 24.4 | 14.3 | 10.5 | 34.7 | - |
| Z7 | 0.7 | - | 2.4 | 11.8 | 24.3 | 15.3 | 10.0 | 35.5 | - |
| Z8 | 1.1 | 12.9 | 8.3 | 6.3 | 6.4 | 19.9 | 12.0 | 27.5 | 5.6 |
| Z9 | 1.0 | - | 1.8 | 5.2 | 26.2 | 16.0 | 13.9 | 35.9 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, A.A.; Emadinia, O.; Cruz, J.M.; Reis, A.R.; Vieira, M.F. Inconel 625/AISI 413 Stainless Steel Functionally Graded Material Produced by Direct Laser Deposition. Materials 2021, 14, 5595. https://doi.org/10.3390/ma14195595
Ferreira AA, Emadinia O, Cruz JM, Reis AR, Vieira MF. Inconel 625/AISI 413 Stainless Steel Functionally Graded Material Produced by Direct Laser Deposition. Materials. 2021; 14(19):5595. https://doi.org/10.3390/ma14195595
Chicago/Turabian StyleFerreira, André Alves, Omid Emadinia, João Manuel Cruz, Ana Rosanete Reis, and Manuel Fernando Vieira. 2021. "Inconel 625/AISI 413 Stainless Steel Functionally Graded Material Produced by Direct Laser Deposition" Materials 14, no. 19: 5595. https://doi.org/10.3390/ma14195595
APA StyleFerreira, A. A., Emadinia, O., Cruz, J. M., Reis, A. R., & Vieira, M. F. (2021). Inconel 625/AISI 413 Stainless Steel Functionally Graded Material Produced by Direct Laser Deposition. Materials, 14(19), 5595. https://doi.org/10.3390/ma14195595