
Material Monitoring of a Composite Dome Pavilion Made by Robotic Coreless Filament Winding



Abstract
:1. Introduction
2. Materials and Methods
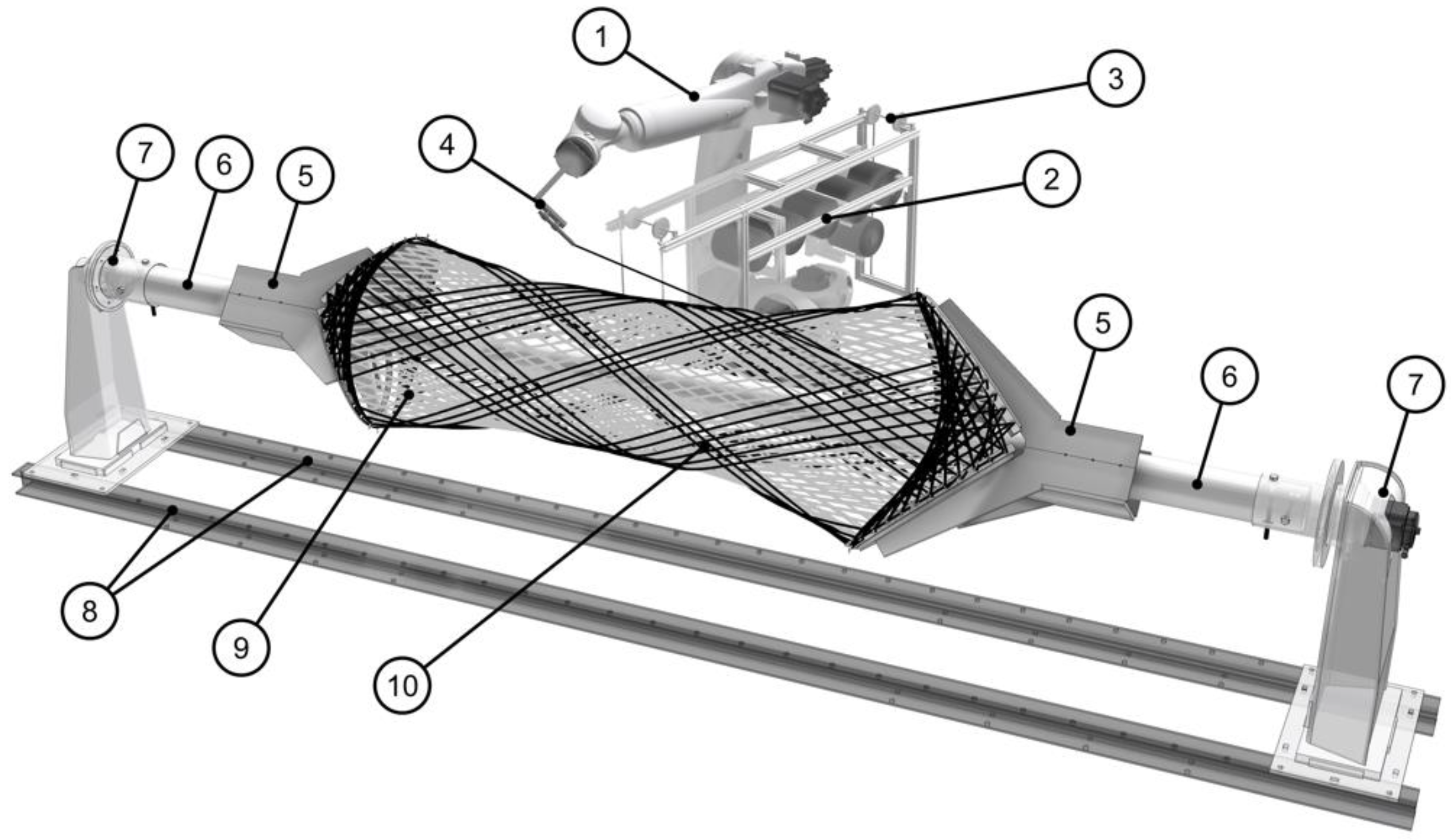
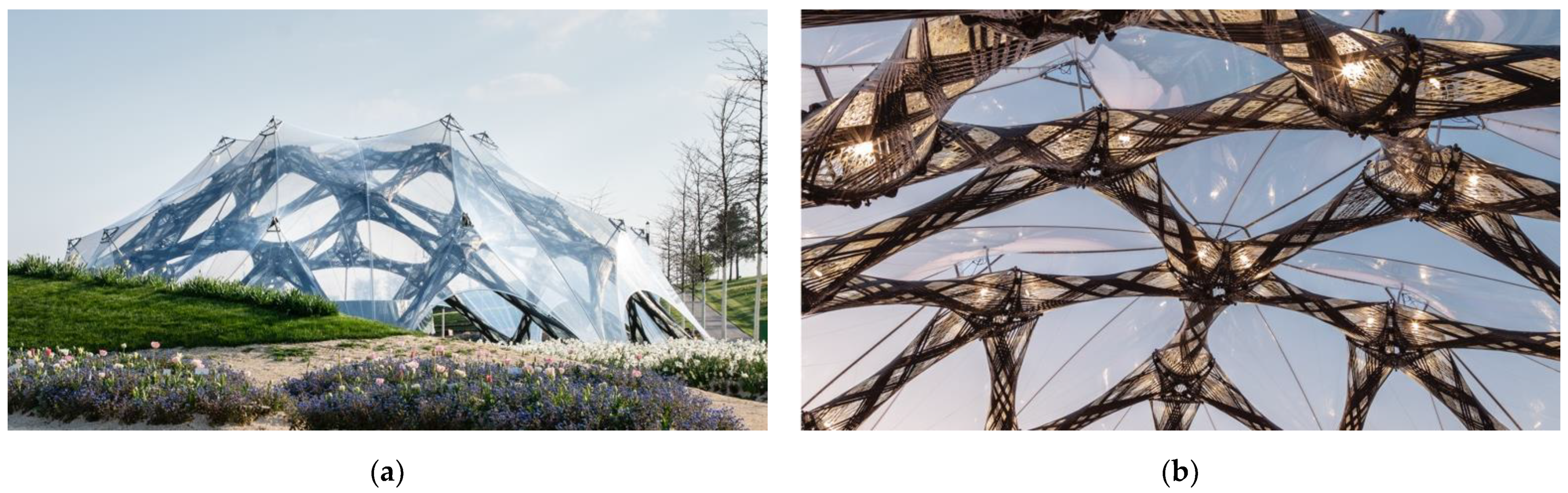
2.1. The Object of this Study—BUGA Fiber Pavilion
2.2. Inspection Methods
2.3. Theoretical Expectations
3. Results
3.1. On-Site Inspections and Building Monitoring
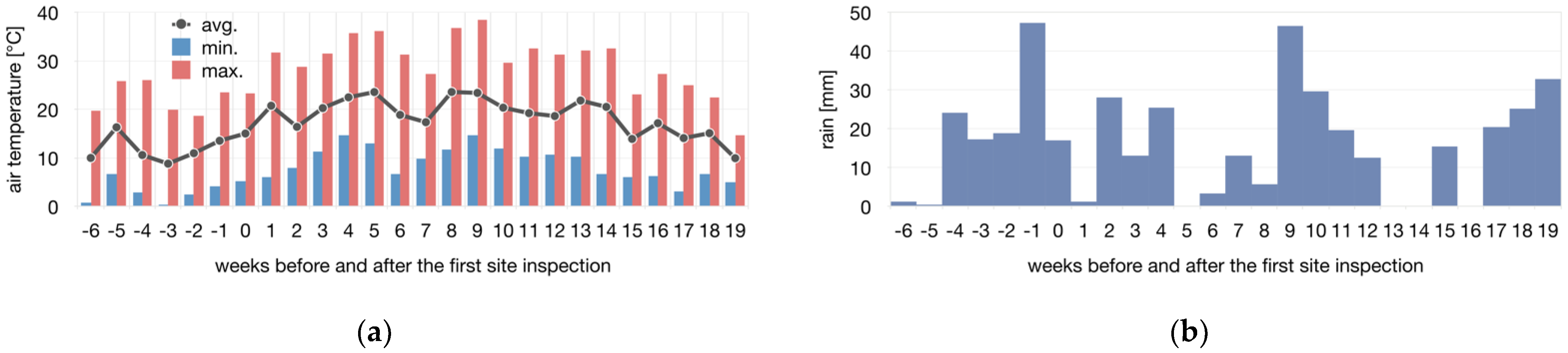
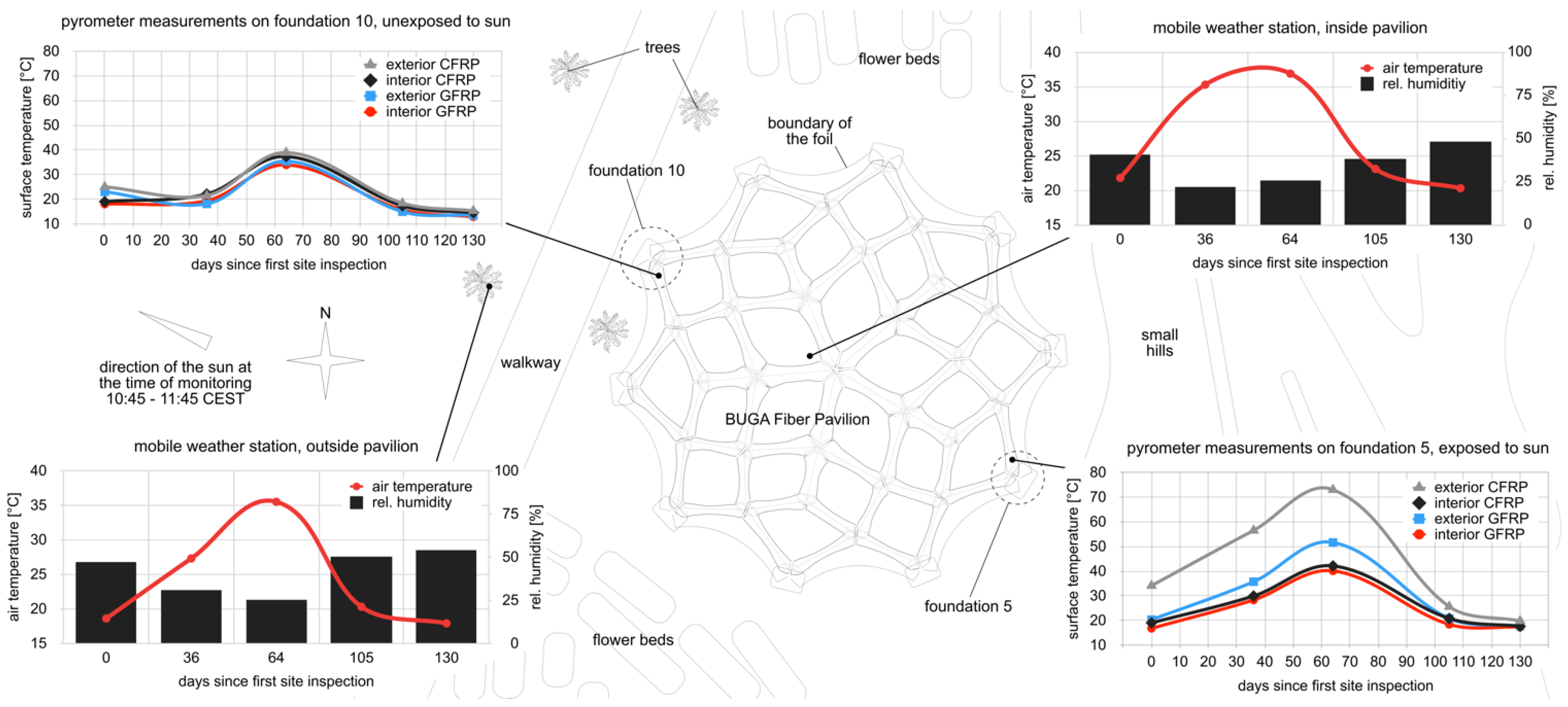
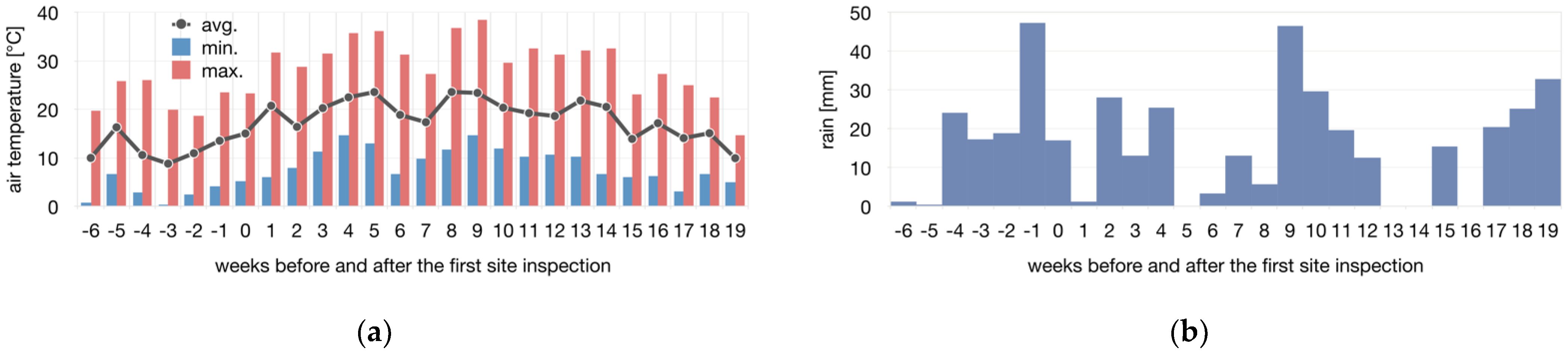
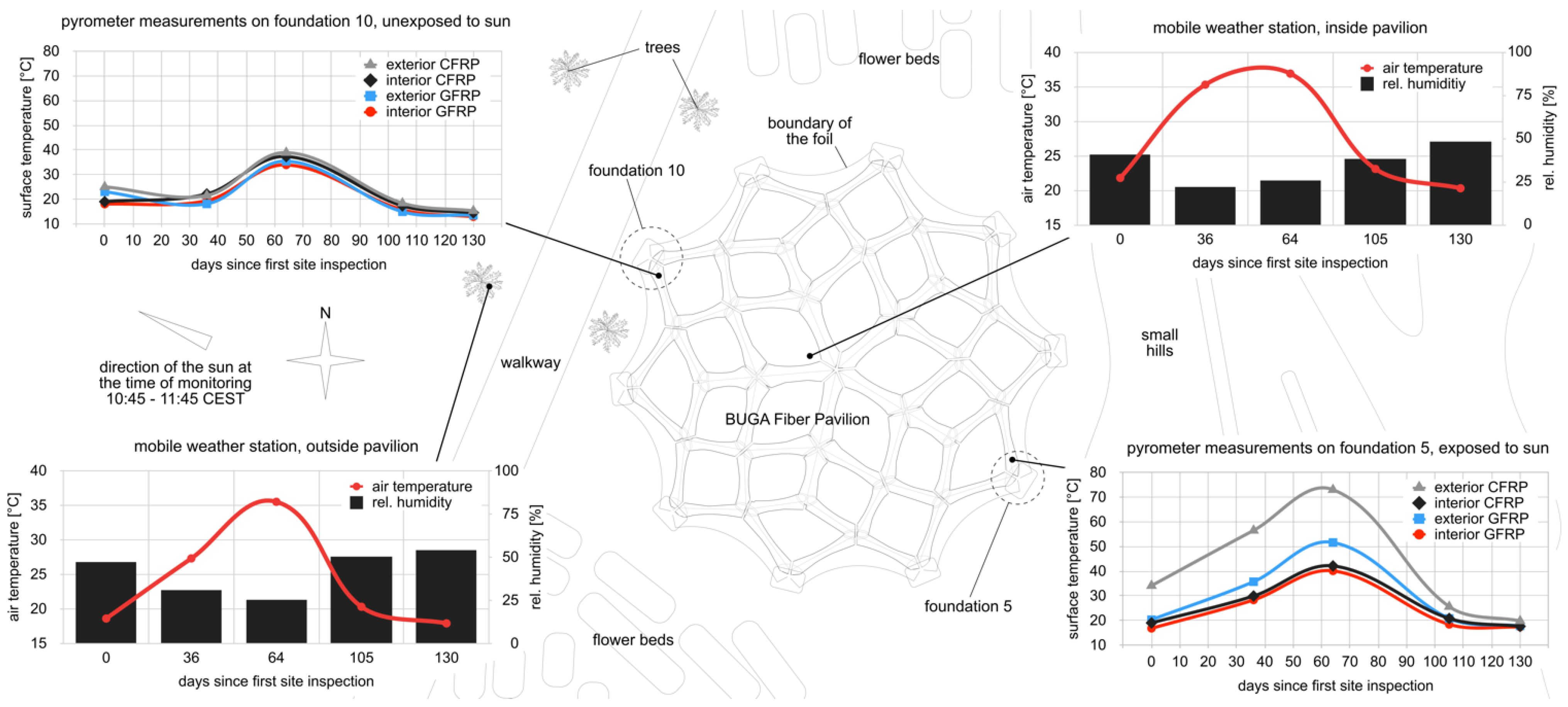
3.1.1. In Situ Measurements
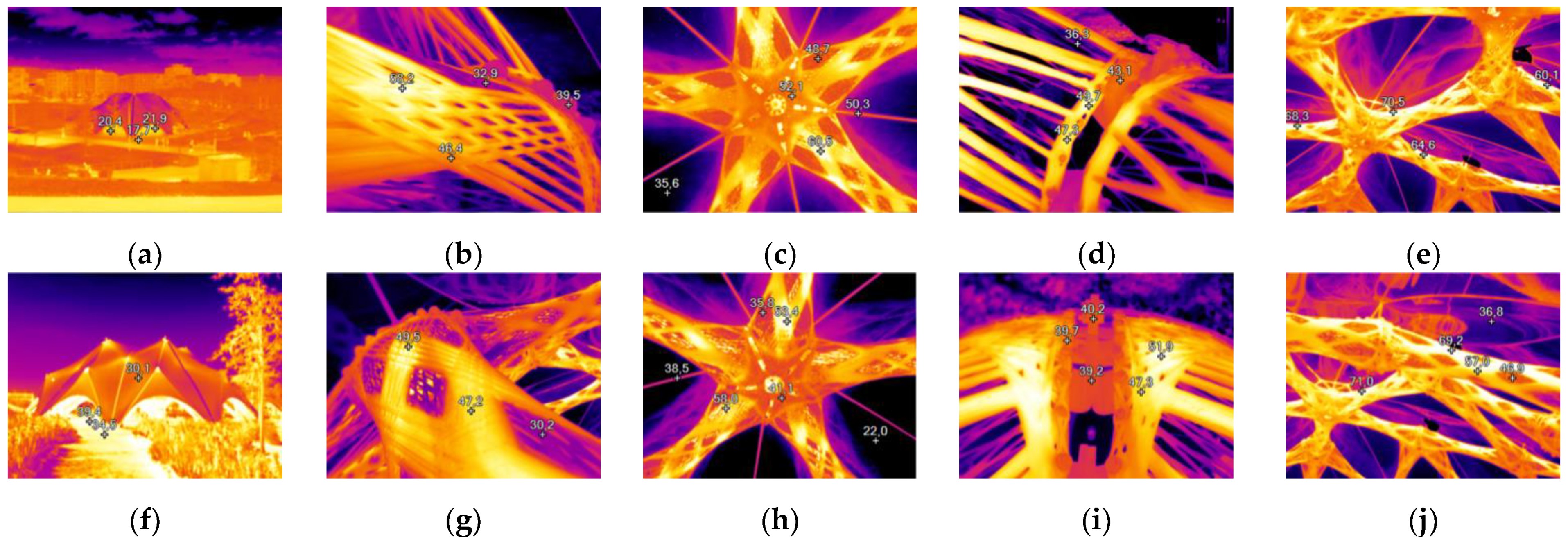
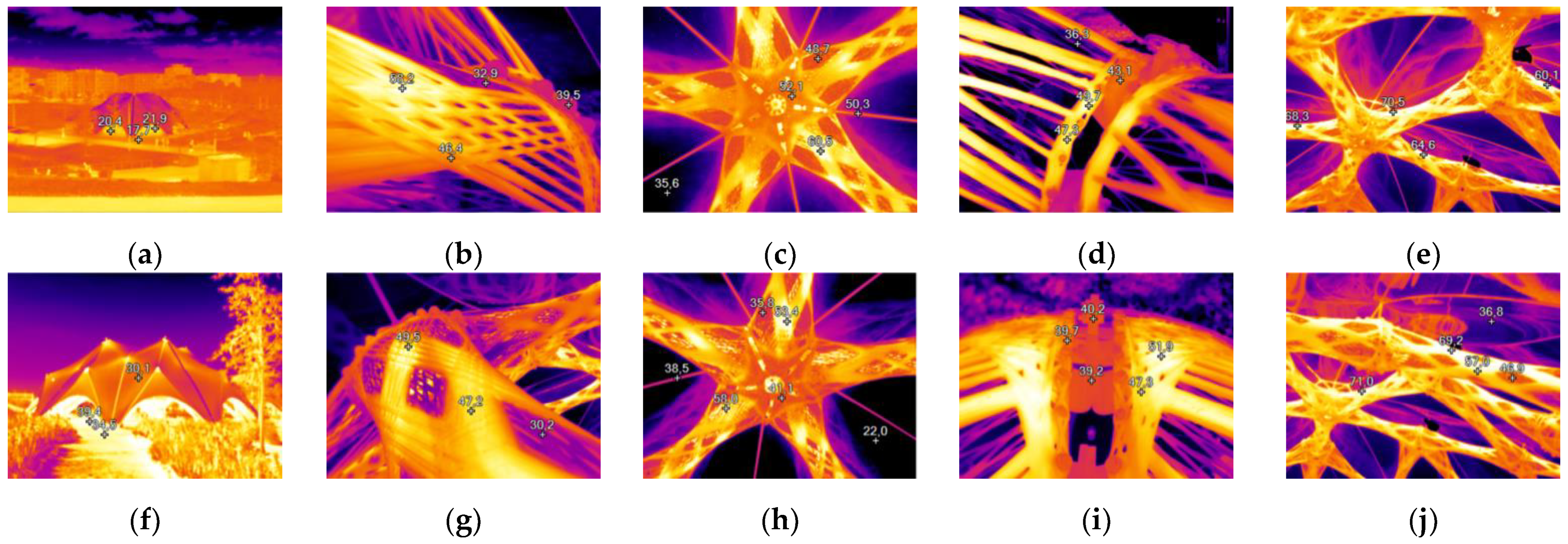
3.1.2. Thermal Distribution Monitoring
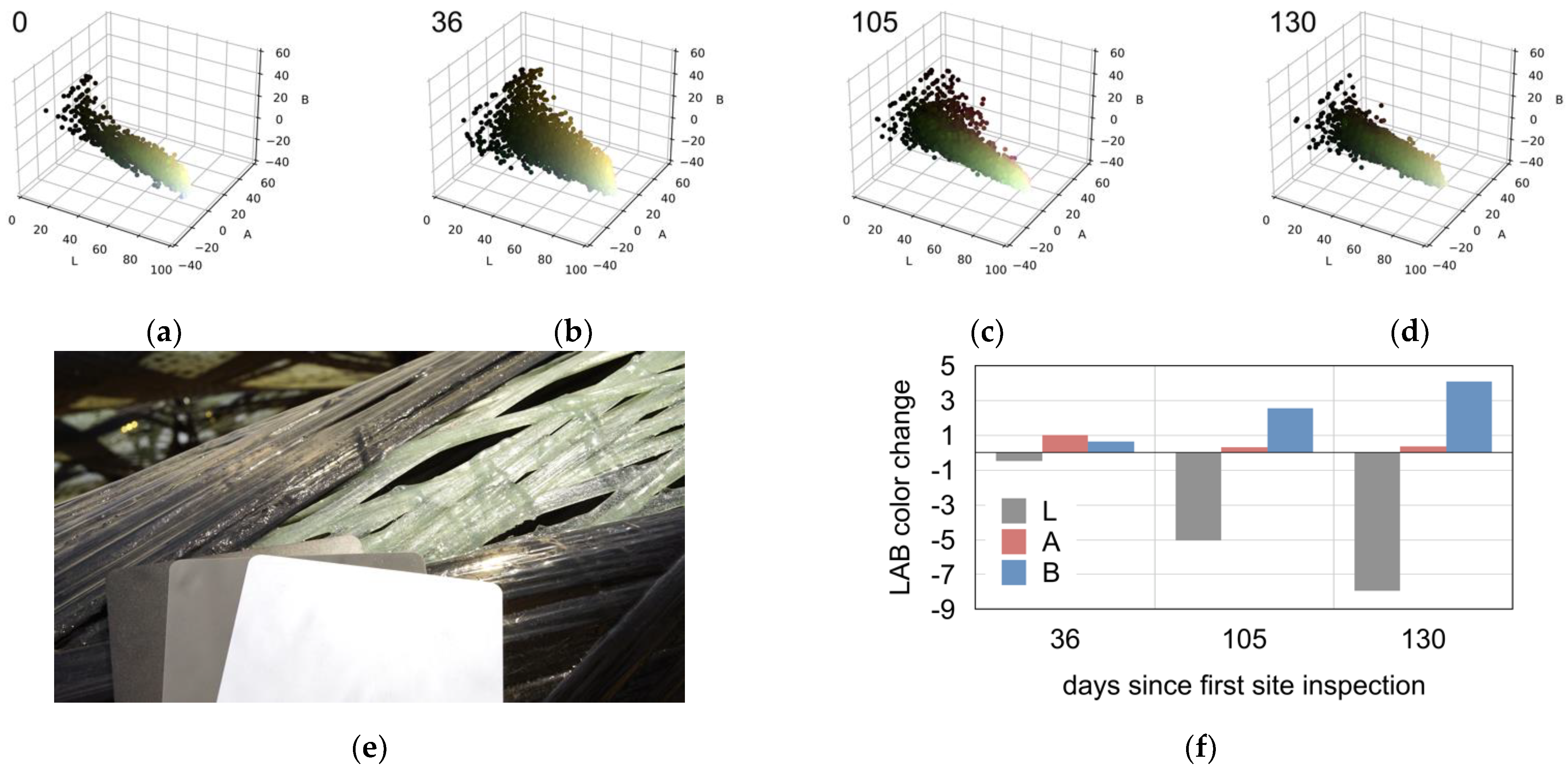
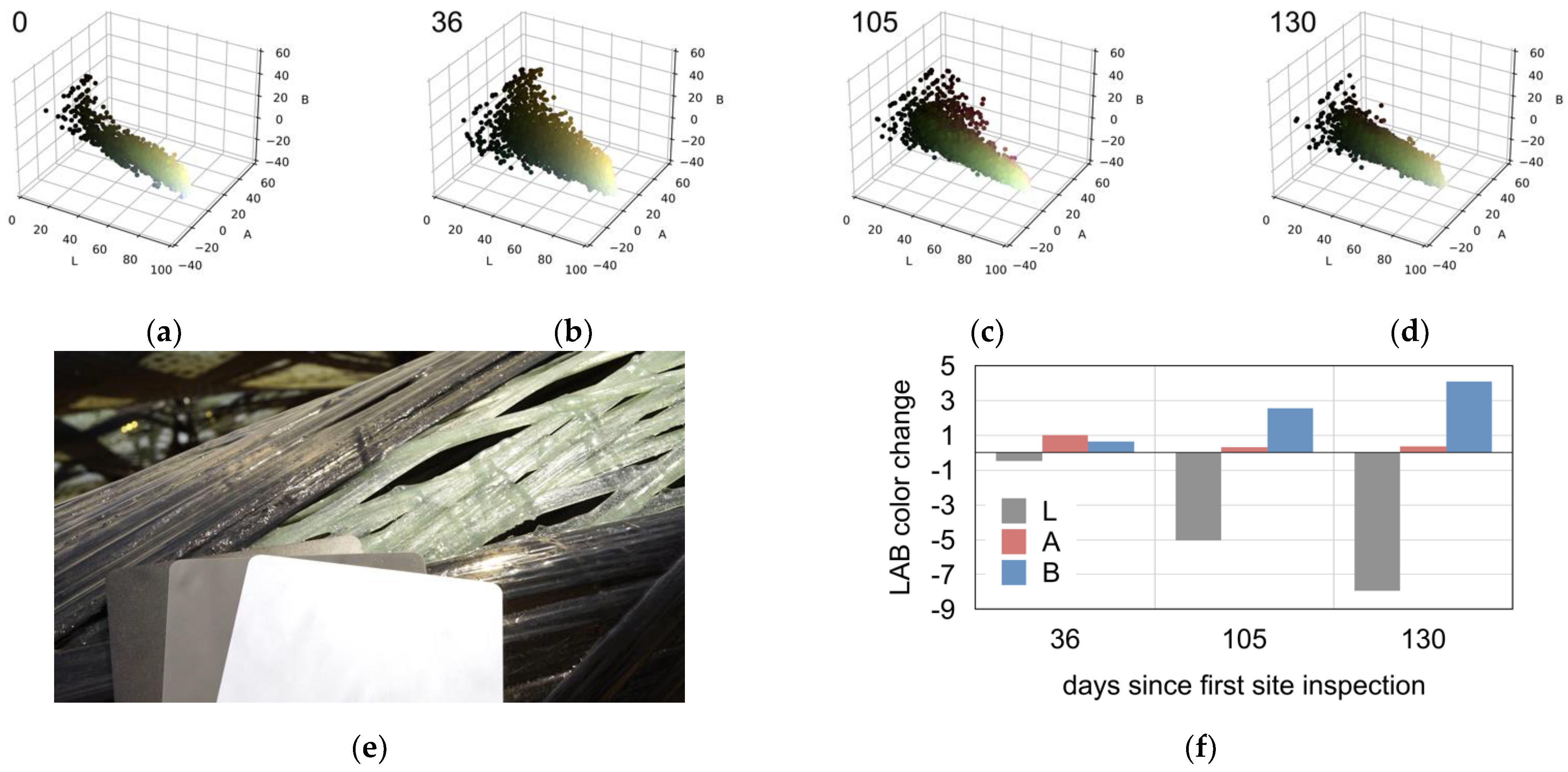
3.1.3. Yellowing of the Thermoset Matrix System
3.2. Material Inspection on the Supporting Structure
3.2.1. Fiber Volume Ratio Determination
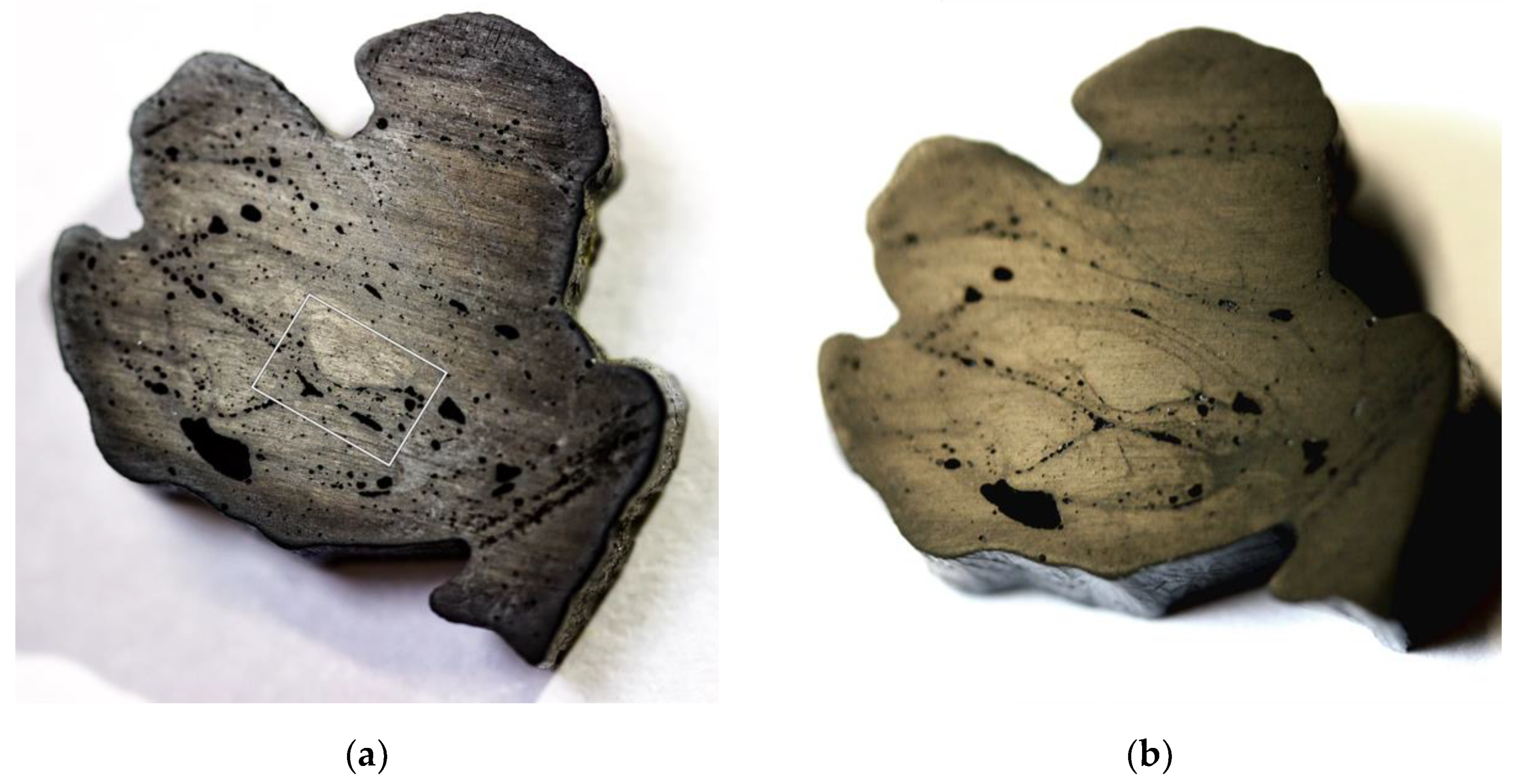
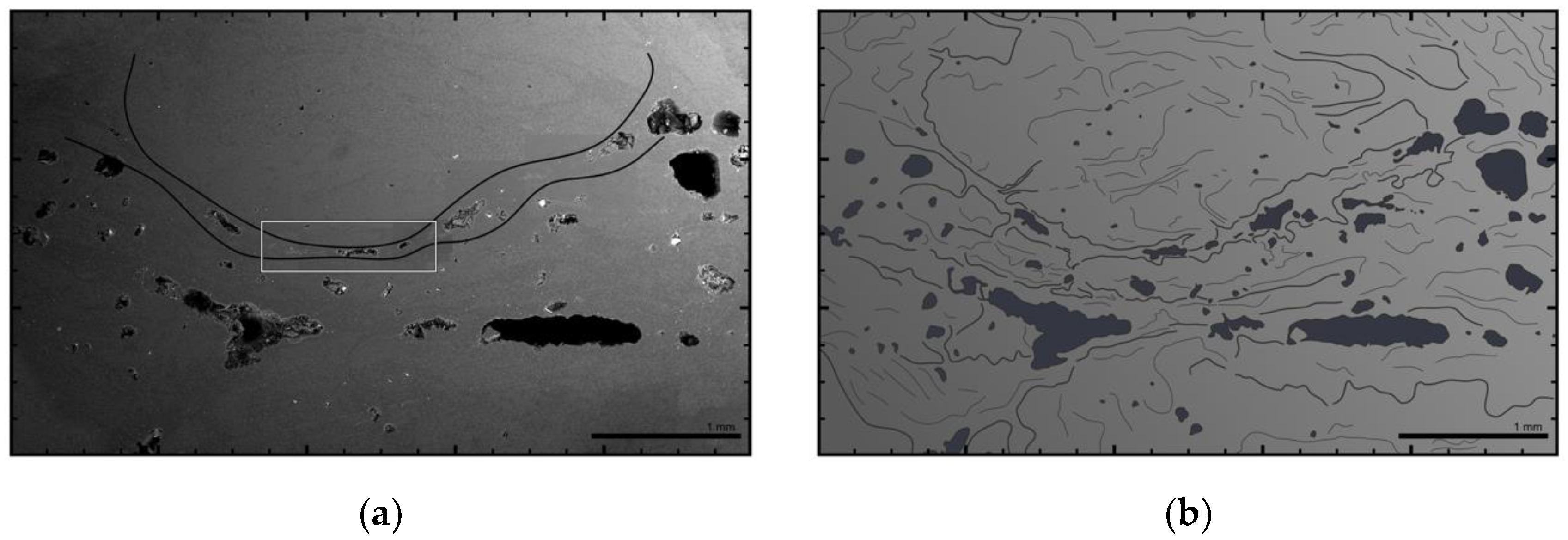
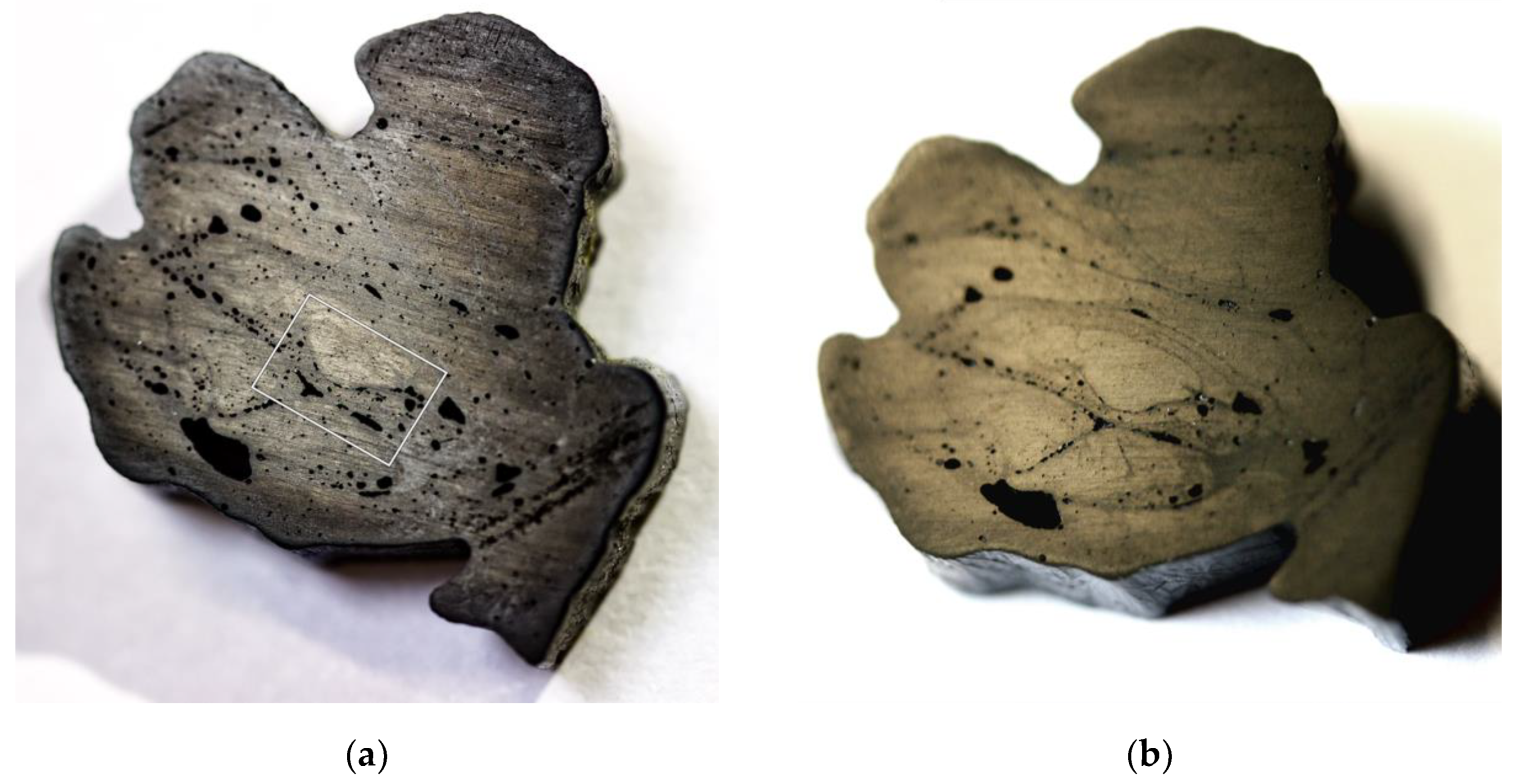
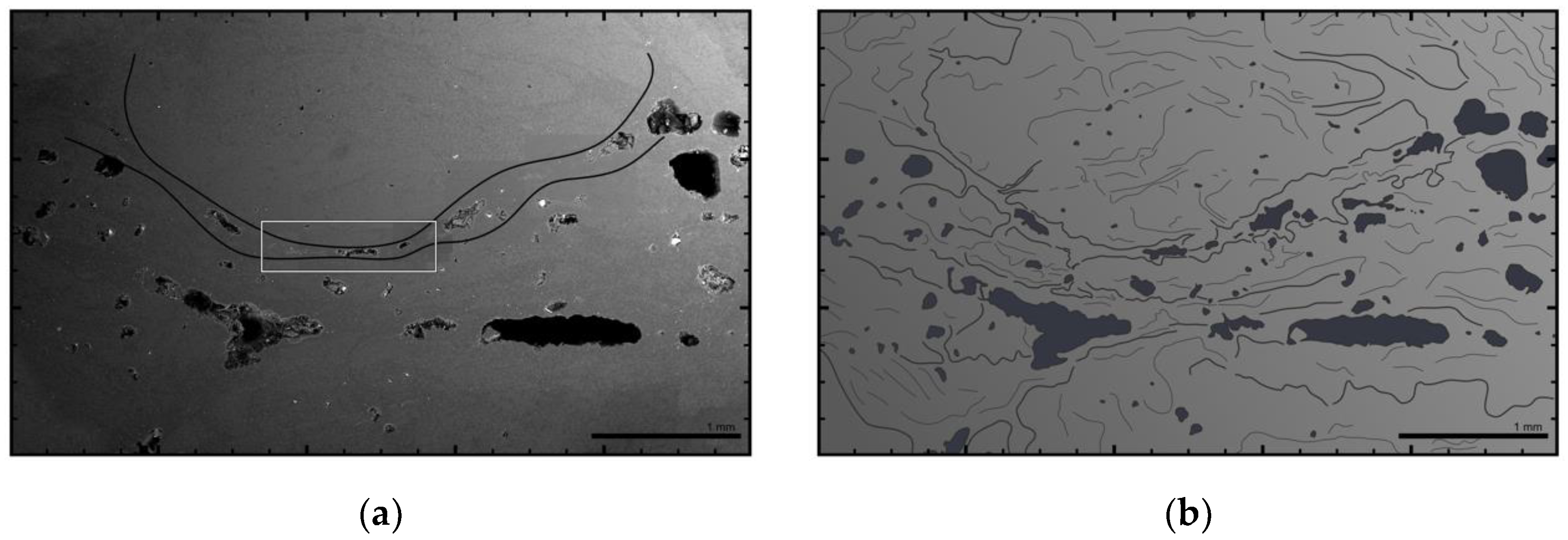
3.2.2. SEM Scans on Fiber Bundle Cross-Sections
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Construction Composites Market Size, Share & Trends Analysis Report by Fiber Type (Carbon Fiber, Glass Fiber, Others), By Resin Type, By Application, By Region, And Segment Forecasts, 2018–2025. Available online: https://www.grandviewresearch.com/industry-analysis/construction-composites-market (accessed on 28 August 2021).
- Soutis, C. Carbon fiber reinforced plastics in aircraft construction. Mater. Sci. Eng. A 2005, 412, 171–176. [Google Scholar] [CrossRef]
- Woods, B.K.; Hill, I.; Friswell, M.I. Ultra-efficient wound composite truss structures. Compos. Part A Appl. Sci. Manuf. 2016, 90, 111–124. [Google Scholar] [CrossRef] [Green Version]
- Torres, A.; Brandt, J.; Lear, K.; Liu, J. A looming tragedy of the sand commons. Science 2017, 357, 970–971. [Google Scholar] [CrossRef] [PubMed]
- United Nations, Department of Economic and Social Affairs, Population Division. World Urbanization Prospects: The 2014 Revision. Available online: https://www.compassion.com/multimedia/world-urbanization-prospects.pdf (accessed on 28 August 2021).
- United Nations. Towards a Zero-Emission, Efficient, and Resilient Buildings and Construction Sector—Global Status Report 2017. Available online: https://www.worldgbc.org/sites/default/files/UNEP%20188_GABC_en%20%28web%29.pdf (accessed on 28 August 2021).
- Bundesanstalt für Wasserbau. BAW Merkblatt—Flächige Instandsetzung von Wasserbauwerken mit textilbewehrten Mörtel- und Betonschichten (MITEX). Available online: https://izw.baw.de/publikationen/merkblaetter/0/BAWMerkblatt_MITEX_Instandsetzung_Wasserbauwerke_2019.pdf (accessed on 28 August 2021).
- Born, L.; Körner, A.; Mader, A.; Schieber, G.; Milwich, M.; Knippers, J.; Gresser, G.T. Adaptive FRP Structures for Exterior Applications. Adv. Mater. Lett. 2019, 10, 913–918. [Google Scholar] [CrossRef]
- Knippers, J.; Koslowski, V.; Oppe, M. Faserverbundwerkstoffe im Bauwesen. In Stahlbau-Kalender 2020, 22nd ed.; Kuhlmann, U., Ed.; Ernst & Sohn: Berlin, Germany, 2020; pp. 611–670. [Google Scholar]
- Fakultät für Architektur—RWTH Aachen. Textilbetonbrücke Albstadt-Lautlingen. Available online: https://arch.rwth-aachen.de/cms/Architektur/Forschung/Verbundforschung/NEU/~cxpj/Textilbetonbruecke-Albstadt-Lautlingen/ (accessed on 28 August 2021).
- Kovaleva, D.; Gericke, O.; Wulle, F.; Mindermann, P.; Sobek, W.; Verl, A.; Gresser, G.T. Rosenstein Pavilion: A lightweight concrete shell based on principles of biological structures. In Biomimetics for Architecture: Learning from Nature; Knippers, J., Schmid, U., Speck, T., Eds.; De Gruyter: Berlin, Germany; Boston, MA, USA, 2019; pp. 92–101. [Google Scholar]
- Thyssenkrupp Carbon Components, Carbon4ReBAR. Available online: https://www.thyssenkrupp-carbon-components.com/en/products/carbon4rebar/ (accessed on 28 August 2021).
- Elghaish, F.; Matarneh, S.; Talebi, S.; Kagioglou, M.; Hosseini, M.R.; Abrishami, S. Toward digitalization in the construction industry with immersive and drones technologies: A critical literature review. Smart Sustain. Built Environ. 2020. [Google Scholar] [CrossRef]
- The University of Tennessee, Knoxville. Filament Tower Part of Exhibit Columbus Exhibition. Available online: https://archdesign.utk.edu/filament-tower-opening/ (accessed on 28 August 2021).
- Prado, M.; Dörstelmann, M.; Menges, A.; Solly, J.; Knippers, J. Elytra Filament Pavilion: Robotic Filament Winding for Structural Composite Building Systems. In Fabricate 2017; Menges, A., Sheil, B., Glynn, R., Skavara, M., Eds.; UCL Press: London, UK, 2017; pp. 224–231. [Google Scholar]
- HA-CO Carbon GmbH. Mae West, München. Available online: https://www.ha-co.de/arbeit/produkte/architektur (accessed on 28 August 2021).
- Mindermann, P.; Gresser, G.T. Robotic 3D Deposition of Impregnated Carbon Rovings with Gradient Properties for Primary Structures. In Proceedings of the 69th International Astronautical Congress, Bremen, Germany, 1–5 October 2018; IAF: Paris, France, 2018; p. 42747. [Google Scholar]
- ICD/ITKE Research Pavilions—Overview of ICD/ITKE Research Pavilions and Demonstrators. Available online: https://www.itke.uni-stuttgart.de/research/icd-itke-research-pavilions/ (accessed on 28 August 2021).
- Dambrosio, N.; Zechmeister, C.; Bodea, S.; Koslowski, V.; Gil Pérez, M.; Rongen, B.; Knippers, J.; Menges, A. Buga Fibre Pavilion—Towards an architectural application of novel fiber composite building systems. In Acadia 2019—Ubiquity and Autonomy; Bieg, K., Briscoe, D., Odom, C., Eds.; Acadia: Fargo, ND, USA, 2007; pp. 140–149. [Google Scholar]
- Gil Pérez, M.; Rongen, B.; Koslowski, V.; Knippers, J. Structural Design, Optimization and Detailing of the BUGA Fibre Pavilion. Int. J. Space Struct. 2020, 35, 147–159. [Google Scholar] [CrossRef]
- Bodea, S.; Mindermann, P.; Gresser, G.T.; Menges, A. Additive Manufacturing of Large Coreless Filament Wound Composite Elements for Building Construction. 3d Print. Addit. Manuf. 2021. [Google Scholar] [CrossRef]
- Gil Pérez, M.; Rongen, B.; Koslowski, V.; Knippers, J. Structural design assisted by testing for modular coreless filament-wound composites: The BUGA Fibre Pavilion. Constr. Build Mater. 2021, 301, 124303. [Google Scholar] [CrossRef]
- Menges, A.; Knippers, J.; Wagner, H.J.; Zechmeister, C. Pilotprojekte für ein Integratives Computerbasiertes Planen und Bauen. In Baustatik—Baupraxis, 14th ed.; Bischoff, M., Scheven, M., Bastian, O., Eds.; University of Stuttgart: Stuttgart, Germany, 2020; pp. 67–79. [Google Scholar]
- Vukorep, I.; Schück, W.; Brunnhofer, P. Big Scale Landscape Project from Design to Fabrication: A Report on Digital Methods. J. Digit. Landsc. Archit. 2021, 6, 394–401. [Google Scholar]
- Rongen, B.; Koslowski, V.; Gil Pérez, M.; Knippers, J. Structural optimisation and rationalisation of the BUGA fibre composite dome. In Proceedings of the IASS Annual Symposium—Structural Membranes—Form and Force, Barcelona, Spain, 7–10 October 2019. [Google Scholar]
- Zechmeister, C.; Bodea, S.; Dambrosio, N.; Menges, A. Design for long-span coreless wound, structural composite building elements. In Impact: Design with All Senses; Gengnagel, C., Baverel, O., Burry, J., Ramsgaard-Thomsen, M., Weinzierl, S., Eds.; Springer: Berlin, Germany, 2020; pp. 401–415. [Google Scholar]
- Teijin Carbon Europe GmbH. Tenax Filamentgarn. Available online: https://www.teijincarbon.com/fileadmin/PDF/Datenblätter_dt/Filament-Produktprogramm__EU__v27_2018-06-27_DT.pdf (accessed on 28 August 2021).
- Owens Corning. Type 30 Single-End Roving—PIPESTRAND S2300. Available online: https://www.owenscorning.com/en-us/composites/product/pipestrand-roving-s2300-and-s2500 (accessed on 28 August 2021).
- Mindermann, P.; Bodea, S.; Menges, A.; Gresser, G.T. Development of an Impregnation End-Effector with Fiber Tension Monitoring for Robotic Coreless Filament Winding. Processes 2021, 9, 806. [Google Scholar] [CrossRef]
- Hexion. EPIKOTE Resins. Available online: https://www.hexion.com/en-GB/brand/epikote (accessed on 28 August 2021).
- HP-Textiles. Technisches Datenblatt—BEL Serie. Available online: https://www.hp-textiles.com/TDS/DE/Fuellstoffe_Additive/HP-BEL_Serie/GTDS.pdf (accessed on 28 August 2021).
- Colorimetry Part 4: CIE 1976 L*A*B*Colour Space. Available online: https://cie.co.at/publications/colorimetry-part-4-cie-1976-lab-colour-space-1 (accessed on 28 August 2021).
- Fluke Corporation. Wärmebildkamera Fluke TiX500. Available online: https://www.fluke.com/de-de/produkt/waermebildkameras/tix500 (accessed on 28 August 2021).
- DIN 16459:2019-12—Determination of the Fiber Volume Content of Fiber-Reinforced Plastics by Thermogravimetric Analysis (TGA). Available online: https://www.beuth.de/en/standard/din-16459/310388791 (accessed on 28 August 2021).
- Bau-Überwachungsverein (BÜV e.V.). Tragende Kunststoffbauteile—Entwurf, Bemessung, Konstruktion; Springer: Wiesbaden, Germany, 5 November 2014. [Google Scholar]
- Stankovic, D.; Bisby, L.A.; Terraso, G.P. Influence of Temperature on the Mechanical Performance of Unidirectional Carbon Fiber Reinforced Polymer Straps. Materials 2021, 14, 1903. [Google Scholar] [CrossRef] [PubMed]
- Redmond, M.; Mastropietro, A.J. Thermophysical and Optical Properties of Materials Considered for use on the LDSD Test Vehicle. In Proceedings of the 45th International Conference on Environmental Systems, Bellevue, WA, USA, 12–16 July 2015. [Google Scholar]
- DIN EN 1991-1-5/NA:2010-12. National Annex—Nationally Determined Parameters—Eurocode 1: Actions on Structures—Part 1–5: General Actions—Thermal Actions; European Standard: Pilsen, Czech Republic, 3 November 2003; Available online: https://www.beuth.de/en/standard/din-en-1991-1-5-na/134860755 (accessed on 28 August 2021).
- Meteostat.net. Raw Data: NOAA, Deutscher Wetterdienst, Heilbronn—Wetterrückblick & Klimadaten. 2021. Available online: https://meteostat.net/de/place/DE-OSL9 (accessed on 28 August 2021).
- Wang, P.H.; Sterkenburg, R.; Kim, G.; He, Y. Investigating the Void Content, Fiber Content, and Fiber Orientation of 3D Printed Recycled Carbon Fiber. Key Eng. Mater. 2019, 801, 276–281. [Google Scholar] [CrossRef]
- Wang, Q.; Li, T.; Wang, B.; Liu, C.; Huang, Q.; Ren, M. Prediction of void growth and fiber volume fraction based on filament winding process mechanics. Comp. Struct. 2020, 246, 112432. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Used Raw Material | Processing Method | Internal Interaction | Intended Function | Environmental Interaction | Form-Defining Characteristics |
|---|---|---|---|---|---|
| Teijin Tenax-E STS40 F13 48K 3200tex | Robotic coreless filament winding and thermal curing | Mutual displacement due to tension and friction, becoming a composite | Reinforcement of the component | Insignificant | Lattice fiber composite structure conforming to the BUGA building system |
| Owens Corning PipeStrand S2300 2400tex LS BP11 S CF A | Shaping of the fiber body by pushing carbon fiber outwards | ||||
| 71.9 wt % Hexion Epikote MGS LR 135, 16.4 wt% Hexion Epikure MGS LH 137/138, 8.8 wt % Hexion Epikure MGS LH 287 | Matrix of the composite, adhesive joint to the sleeves | Aging due to sun exposure, etc. | |||
| 2.9 wt% HP-Textiles BEL-91 | Yellowing inhibitor | ||||
| Aluminum, EN AW 6082 | Sleeves mounted by bolt connection | Adhesive joint with C/GFRP | Winding pins and force transmission sleeves | Insignificant | |
| Steel, S355MC (1.0976) | Angles mounted by bolt connection | Frictional connection with the sleeves | Connector and tolerance compensation | Angles cold-formed from planar material |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mindermann, P.; Rongen, B.; Gubetini, D.; Knippers, J.; Gresser, G.T. Material Monitoring of a Composite Dome Pavilion Made by Robotic Coreless Filament Winding. Materials 2021, 14, 5509. https://doi.org/10.3390/ma14195509
Mindermann P, Rongen B, Gubetini D, Knippers J, Gresser GT. Material Monitoring of a Composite Dome Pavilion Made by Robotic Coreless Filament Winding. Materials. 2021; 14(19):5509. https://doi.org/10.3390/ma14195509
Chicago/Turabian StyleMindermann, Pascal, Bas Rongen, Drilon Gubetini, Jan Knippers, and Götz T. Gresser. 2021. "Material Monitoring of a Composite Dome Pavilion Made by Robotic Coreless Filament Winding" Materials 14, no. 19: 5509. https://doi.org/10.3390/ma14195509
APA StyleMindermann, P., Rongen, B., Gubetini, D., Knippers, J., & Gresser, G. T. (2021). Material Monitoring of a Composite Dome Pavilion Made by Robotic Coreless Filament Winding. Materials, 14(19), 5509. https://doi.org/10.3390/ma14195509