
Temperature Dependence of Deformation Behaviors in High Manganese Austenitic Steel for Cryogenic Applications



Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material Preparation
2.2. Tensile Test
2.3. Microstructure Characterizations
2.3.1. Electron Backscatter Diffraction
2.3.2. Transmission Electron Microscopy
3. Results and Discussion
3.1. Tensile Properties at Different Temperatures
3.2. Microstructure Characteristics before Deformation
3.3. Microstructure Characteristics after Tensile Deformation at Different Temperatures
3.3.1. EBSD Observations
3.3.2. TEM Observations
4. Conclusions
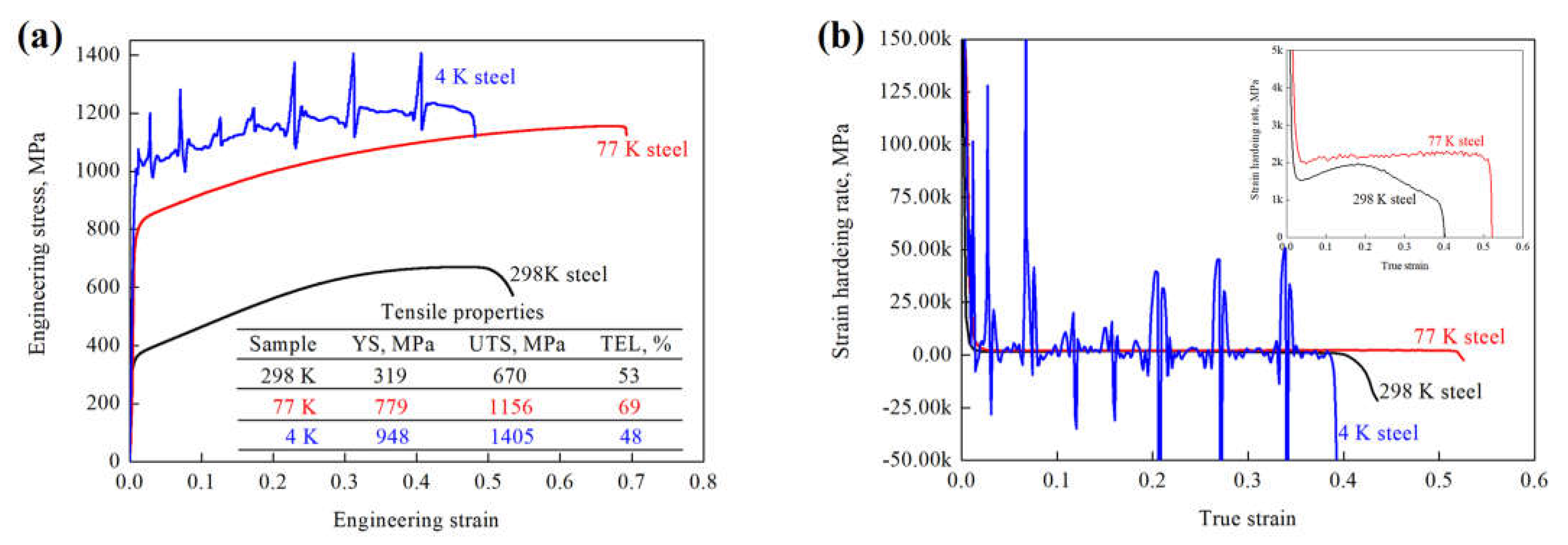
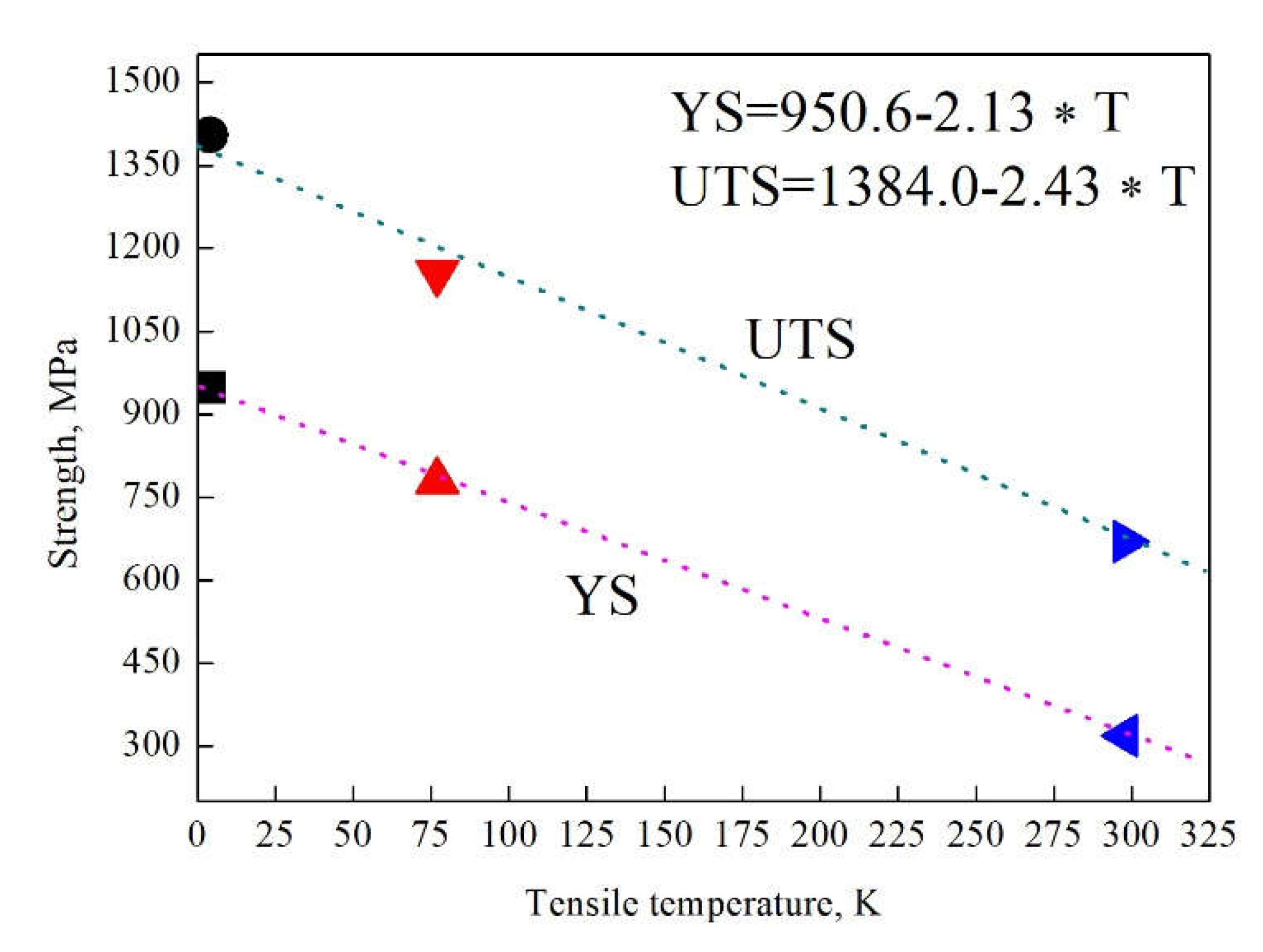
- It is normal that both YS and UTS increased with the lowering of deformation temperature, whereas the TEL exhibited an obvious increase at 77 K and only a slight decrease in TEL at 4 K compared with the one at 298 K, thus overcoming the long-standing strength–ductility trade-off.
- In the main deformation stage, the SHR of the 298 K steel was typical for high manganese TWIP steels. A high and constant SHR led to a high ductility in the 77 K steel. However, the 4 K steel exhibited multi-peak strain hardening behaviors.
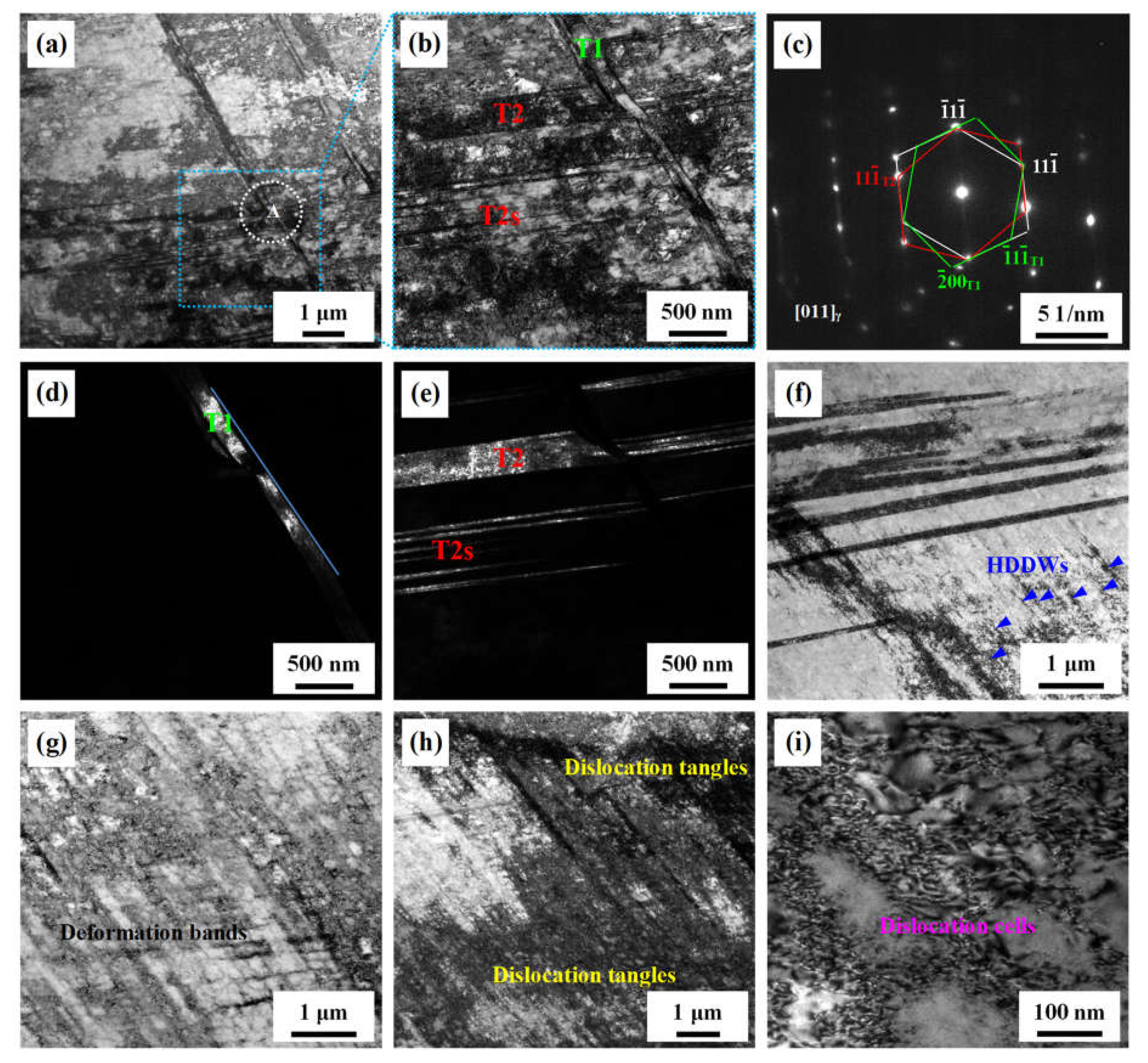
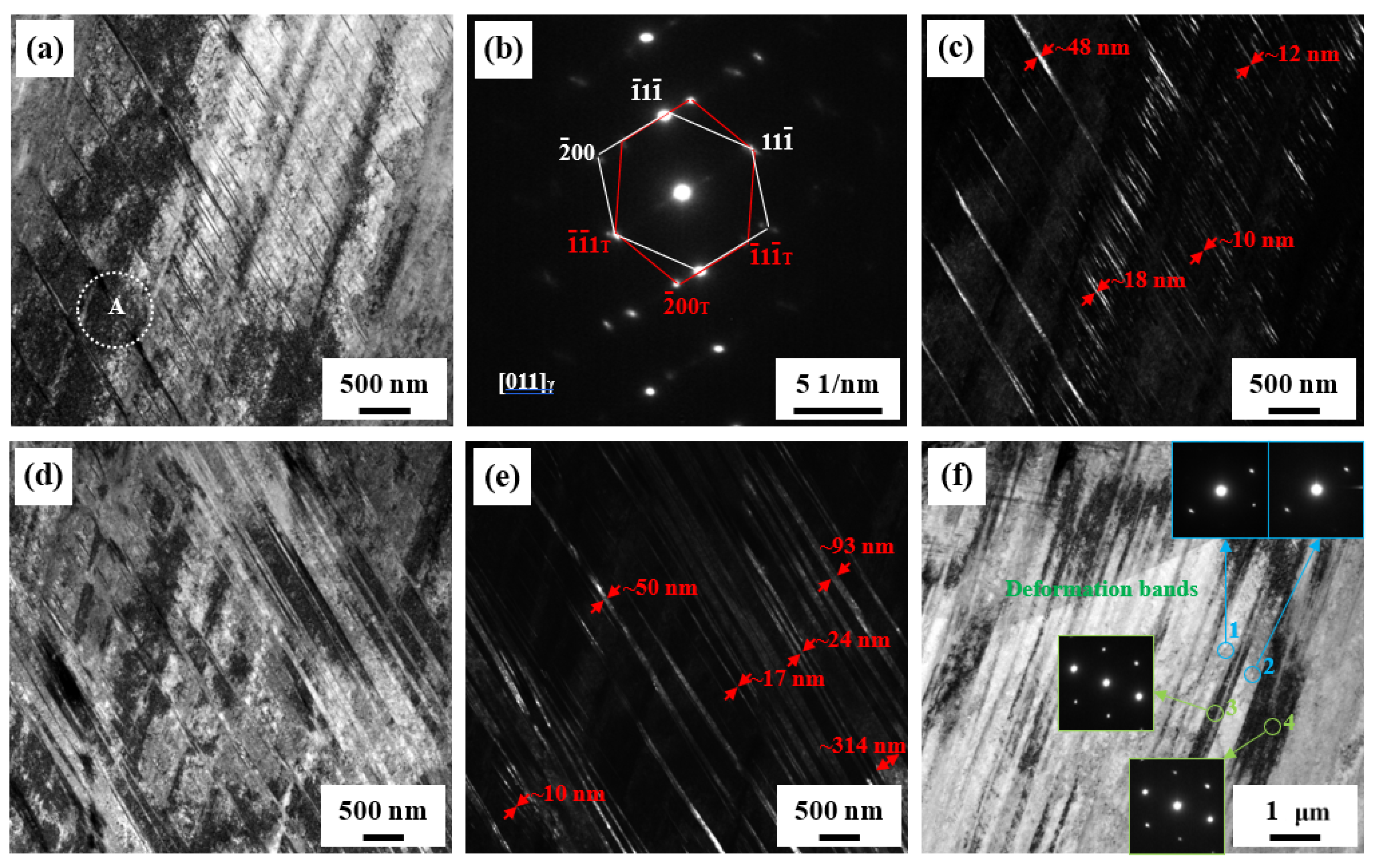
- With the lowering of deformation temperature, the major change in the deformation mechanism was as follows: certain twinning → sufficient twinning → little twinning. This change is consistent with the change in TEL, indicating that the mechanical twinning indeed provided a high and stable strain hardening capacity. Thus, a high TEL could be obtained.
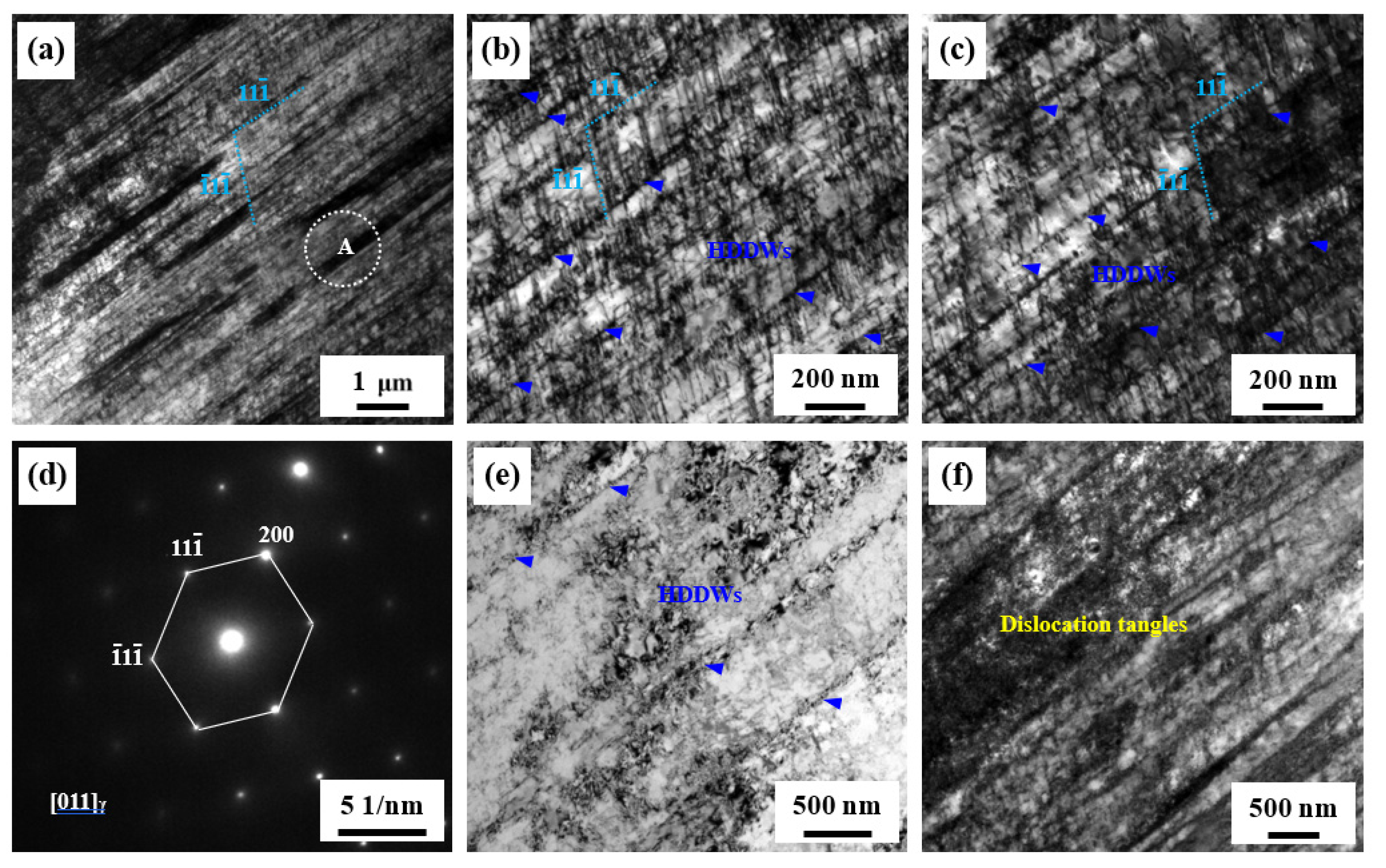
- Interestingly, it was found that although the SFE of the steel was ~34.4 mJ/m2 at 4 K, sufficient twinning was not observed. Instead, numerous planar dislocation arrays and microbands could be observed. This may be also a reason for the formation of serrations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Chen, S.; Rana, R.; Haldar, A.; Ray, R.K. Current state of Fe-Mn-Al-C low density steels. Prog. Mater. Sci. 2017, 89, 345–391. [Google Scholar] [CrossRef]
- Opiela, M.; Fojt-Dymara, G.; Grajcar, A.; Borek, W. Effect of Grain Size on the Microstructure and Strain Hardening Behavior of Solution Heat-Treated Low-C High-Mn Steel. Materials 2020, 13, 1489. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ma, Y.; Song, W.; Bleck, W. Investigation of the Microstructure Evolution in a Fe-17Mn-1.5Al-0.3C Steel via In Situ Synchrotron X-ray Diffraction during a Tensile Test. Materials 2017, 10, 1129. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.K.; Lee, S.G.; Park, Y.H.; Han, I.W.; Morris, J.W., Jr. High manganese austenitic steel for cryogenic applications. In Proceedings of the Twenty-Second International Offshore and Polar Engineering Conference, Rhodes, Greece, 17–22 June 2012; pp. 29–35. [Google Scholar]
- Lee, J.; Sohn, S.S.; Hong, S.; Suh, B.-C.; Kim, S.-K.; Lee, B.-J.; Kim, N.J.; Lee, S. Effects of Mn Addition on Tensile and Charpy Impact Properties in Austenitic Fe-Mn-C-Al-Based Steels for Cryogenic Applications. Met. Mater. Trans. A 2014, 45, 5419–5430. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Dong, F.-T.; Jiang, H.-L.; Liu, Z.-Y.; Wang, G.-D. Influence of final rolling temperature on microstructure and mechanical properties in a hot-rolled TWIP steel for cryogenic application. Mater. Sci. Eng. A 2018, 724, 330–334. [Google Scholar] [CrossRef]
- Kim, H.; Ha, Y.; Kwon, K.H.; Kang, M.; Kim, N.J.; Lee, S. Interpretation of cryogenic-temperature Charpy impact toughness by microstructural evolution of dynamically compressed specimens in austenitic 0.4C–(22–26)Mn steels. Acta Mater. 2015, 87, 332–343. [Google Scholar] [CrossRef]
- Sohn, S.S.; Hong, S.; Lee, J.; Suh, B.C.; Kim, S.K.; Lee, B.J.; Kim, N.J.; Lee, S. Effects of Mn and Al contents on cryogenic-temperature tensile and Charpy impact properties in four austenitic high-Mn steels. Acta Mater. 2015, 100, 39–52. [Google Scholar] [CrossRef]
- Kim, H.; Park, J.; Jung, J.E.; Sohn, S.S.; Lee, S. Interpretation of cryogenic-temperature Charpy fracture initiation and propagation energies by microstructural evolution occurring during dynamic compressive test of austenitic Fe–(0.4,1.0)C–18Mn steels. Mater. Sci. Eng. A 2015, 641, 340–347. [Google Scholar] [CrossRef]
- Kim, H.; Park, J.; Ha, Y.; Kim, W.; Sohn, S.S.; Kim, H.S.; Lee, B.J.; Kim, N.J.; Lee, S. Dynamic tension–compression asymmetry of martensitic transformation in austenitic Fe–(0.4,1.0)C–18Mn steels for cryogenic applications. Acta Mater. 2015, 96, 37–46. [Google Scholar] [CrossRef]
- Pierce, D.; Jiménez, J.; Bentley, J.; Raabe, D.; Wittig, J. The influence of stacking fault energy on the microstructural and strain-hardening evolution of Fe–Mn–Al–Si steels during tensile deformation. Acta Mater. 2015, 100, 178–190. [Google Scholar] [CrossRef]
- Luo, Z.C.; Huang, M.X. Revisit the role of deformation twins on the work-hardening behavior of twinning-induced plasticity steels. Scr. Mater. 2018, 142, 28–31. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuchida, N.; Terada, D.; Tsuji, N.; Tanaka, Y.; Takemura, A.; Kunishige, K. Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 2008, 59, 963–966. [Google Scholar] [CrossRef]
- Lee, S.I.; Lee, S.Y.; Han, J.H.; Li, P.; Misra, R.D.K.; Hwang, B. Deformation behavior and tensile properties of an austenitic Fe-24Mn-4Cr-0.5C high-manganese steel: Effect of grain size, Mater. Sci. Eng. A 2019, 742, 334–343. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Yang, M.; Zhou, L.; Wang, C.; Jiang, P.; Yuan, F.; Ma, E.; Wu, X. High impact toughness of CrCoNi medium-entropy alloy at liquid-helium temperature. Scr. Mater. 2019, 172, 66–71. [Google Scholar] [CrossRef]
- Read, D.T.; Reed, R.P. Heating Effects During Tensile Tests of Aisi 304L Stainless Steel At 4 K. Adv. Cryog. Eng. Mater. 1980, 26, 91–101. [Google Scholar] [CrossRef]
- Wu, Z.; Li, L.; Huang, C.; Huang, R.; Li, S.; Qin, J.; Liu, H.; Wu, Y. Mechanical tensile test of the full-size ITER TF conductor jacket materials at 4.2K. Fusion Eng. Des. 2013, 88, 2810–2813. [Google Scholar] [CrossRef]
- Pustovalov, V.V. Jump-like deformation of metals and alloys at low temperatures. Low Temp. Phys. 2008, 34, 871–913. [Google Scholar] [CrossRef]
- Strizhalo, V.A.; Vorob’Ev, E.V. Low-temperature interrupted yield of structural alloys. Strength Mater. 1993, 25, 576–583. [Google Scholar] [CrossRef]
- Bouaziz, O.; Guelton, N. Modelling of TWIP effect on work-hardening. Mater. Sci. Eng. A 2001, 319–321, 246–249. [Google Scholar] [CrossRef]
- Abbaschian, R.; Abbaschian, L.; Reed-Hill, R.E. Physical Metallurgy Principles, 4th ed.; Cengage Learning Inc.: Stamford, CT, USA, 2008; pp. 521–560. [Google Scholar]
- Singh, G.; Bajargan, G.; Datta, R.; Ramamurty, U. Deformation and strength of Ti–6Al–4V alloyed with B at cryogenic temperatures. Mater. Sci. Eng. A 2014, 611, 45–57. [Google Scholar] [CrossRef]
- Cottrell, A.; Bilby, B. LX. A mechanism for the growth of deformation twins in crystals. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1951, 42, 573–581. [Google Scholar] [CrossRef]
- Mori, T.; Fujita, H. Dislocation reactions during deformation twinning in Cu-11at.% Al single crystals. Acta Met. 1980, 28, 771–776. [Google Scholar] [CrossRef]
- Mahajan, S.; Chin, G. Formation of deformation twins in f.c.c. crystals. Acta Met. 1973, 21, 1353–1363. [Google Scholar] [CrossRef]
- Lv, X.; Zhang, J.; Harada, H. Twin-dislocation and twin–twin interactions during cyclic deformation of a nickel-base single crystal TMS-82 superalloy. Int. J. Fatigue 2014, 66, 246–251. [Google Scholar] [CrossRef]
- Han, J.; da Silva, A.K.; Ponge, D.; Raabe, D.; Lee, S.-M.; Lee, Y.-K.; Hwang, B. The effects of prior austenite grain boundaries and microstructural morphology on the impact toughness of intercritically annealed medium Mn steel. Acta Mater. 2017, 122, 199–206. [Google Scholar] [CrossRef]
- Zhao, S.; Zhu, Q.; An, X.; Wei, H.; Song, K.; Mao, S.X.; Wang, J. In situ atomistic observation of the deformation mechanism of Au nanowires with twin–twin intersection. J. Mater. Sci. Technol. 2020, 53, 118–125. [Google Scholar] [CrossRef]
- Escobar, D.P.; Dafé, S.; Santos, D.B. Martensite reversion and texture formation in 17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing. J. Mater. Res. Technol. 2015, 4, 162–170. [Google Scholar] [CrossRef] [Green Version]
- de Bellefon, G.M.; Gussev, M.; Stoica, A.D.; van Duysen, J.; Sridharan, K. Examining the influence of stacking fault width on deformation twinning in an austenitic stainless steel. Scr. Mater. 2018, 157, 162–166. [Google Scholar] [CrossRef]
- Rahman, K.; Vorontsov, V.; Dye, D. The effect of grain size on the twin initiation stress in a TWIP steel. Acta Mater. 2015, 89, 247–257. [Google Scholar] [CrossRef] [Green Version]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe–22wt.% Mn–0.6wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Multistage strain hardening through dislocation substructure and twinning in a high strength and ductile weight-reduced Fe–Mn–Al–C steel. Acta Mater. 2012, 60, 5791–5802. [Google Scholar] [CrossRef]
- Yoo, J.D.; Park, K.T. Microband-induced plasticity in a high Mn–Al–C light steel. Mater. Sci. Eng. A 2008, 496, 417–424. [Google Scholar] [CrossRef]
- Yoo, J.; Hwang, S.; Park, K.-T. Origin of Extended Tensile Ductility of a Fe-28Mn-10Al-1C Steel. Met. Mater. Trans. A 2009, 40, 1520–1523. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Al | P | S | Fe | SFE (298 K), mJ/m2 | SFE (77 K), mJ/m2 | SFE (4 K), mJ/m2 |
|---|---|---|---|---|---|---|---|---|---|
| 0.6 | 0.5 | 24.2 | 4.9 | 0.0029 | 0.011 | balance | 63.6 | 38.6 | 34.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Li, S.; Ren, J.-K.; Liu, Z.-Y. Temperature Dependence of Deformation Behaviors in High Manganese Austenitic Steel for Cryogenic Applications. Materials 2021, 14, 5426. https://doi.org/10.3390/ma14185426
Chen J, Li S, Ren J-K, Liu Z-Y. Temperature Dependence of Deformation Behaviors in High Manganese Austenitic Steel for Cryogenic Applications. Materials. 2021; 14(18):5426. https://doi.org/10.3390/ma14185426
Chicago/Turabian StyleChen, Jun, Shuang Li, Jia-Kuan Ren, and Zhen-Yu Liu. 2021. "Temperature Dependence of Deformation Behaviors in High Manganese Austenitic Steel for Cryogenic Applications" Materials 14, no. 18: 5426. https://doi.org/10.3390/ma14185426
APA StyleChen, J., Li, S., Ren, J.-K., & Liu, Z.-Y. (2021). Temperature Dependence of Deformation Behaviors in High Manganese Austenitic Steel for Cryogenic Applications. Materials, 14(18), 5426. https://doi.org/10.3390/ma14185426