
Influence of Post-Weld Heat Treatment on Microstructure and Toughness Properties of 13MnNiMoR High Strength Low Alloy Steel Weld Joint

 ,
,  and
and
Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials and Sample Preparation
2.2. Post-Weld Heat Treatment Conditions
2.3. Characterization Methods
3. Results
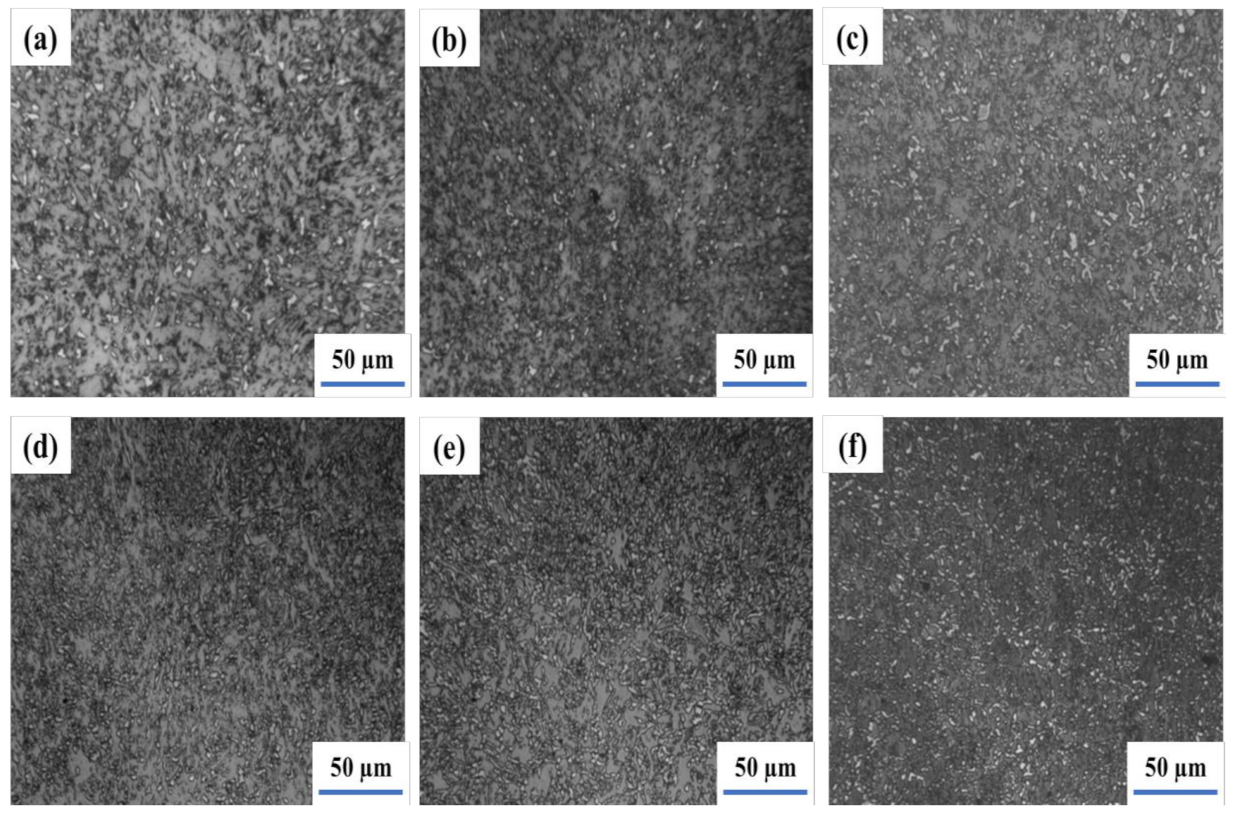
3.1. Microstructure Analysis
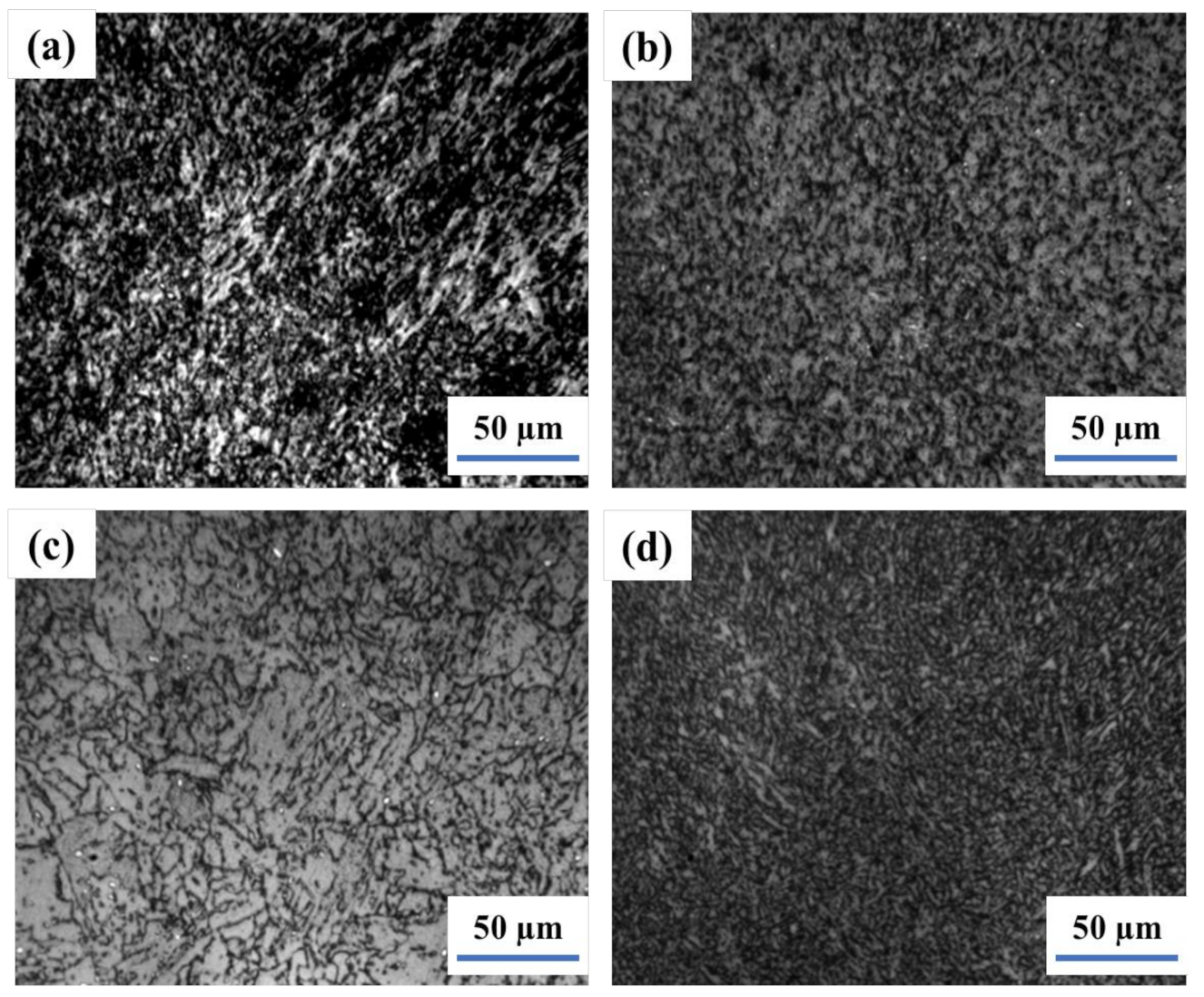
3.2. Martensite-Austenite Constituent Analysis
3.3. Impact Test Evaluation
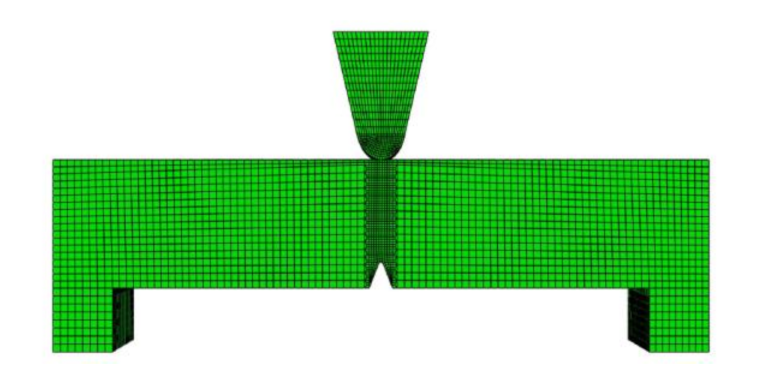
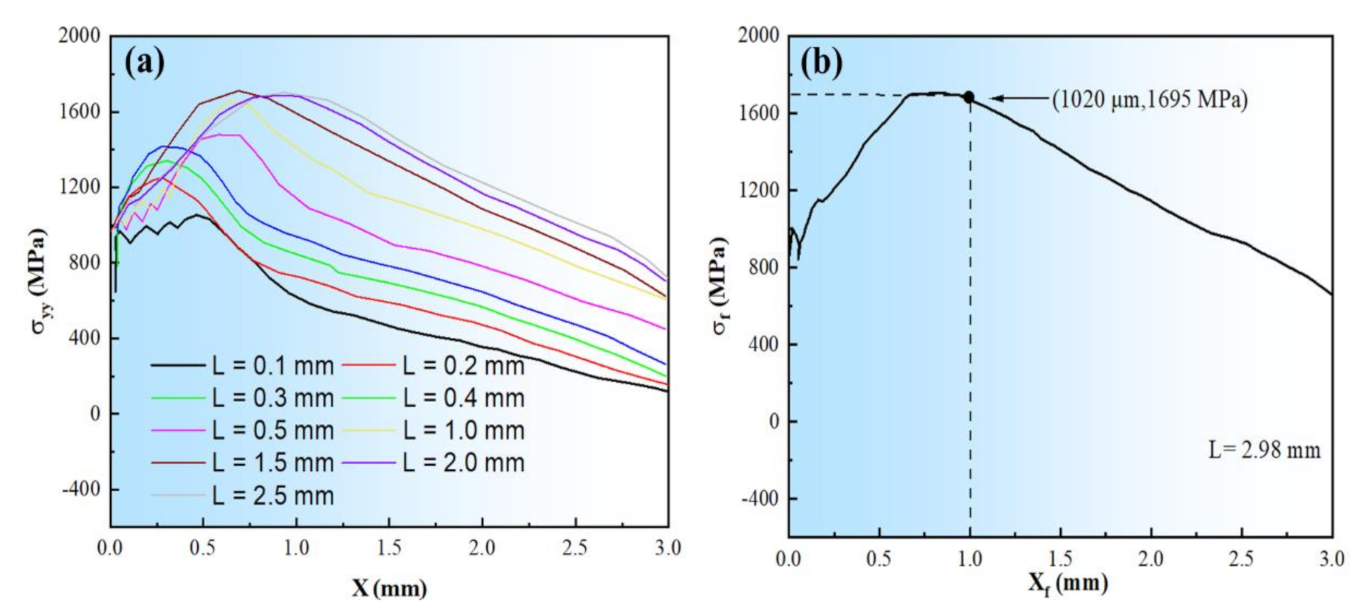
3.4. The Stress Field Calculation
4. Discussion
5. Conclusions
- (1)
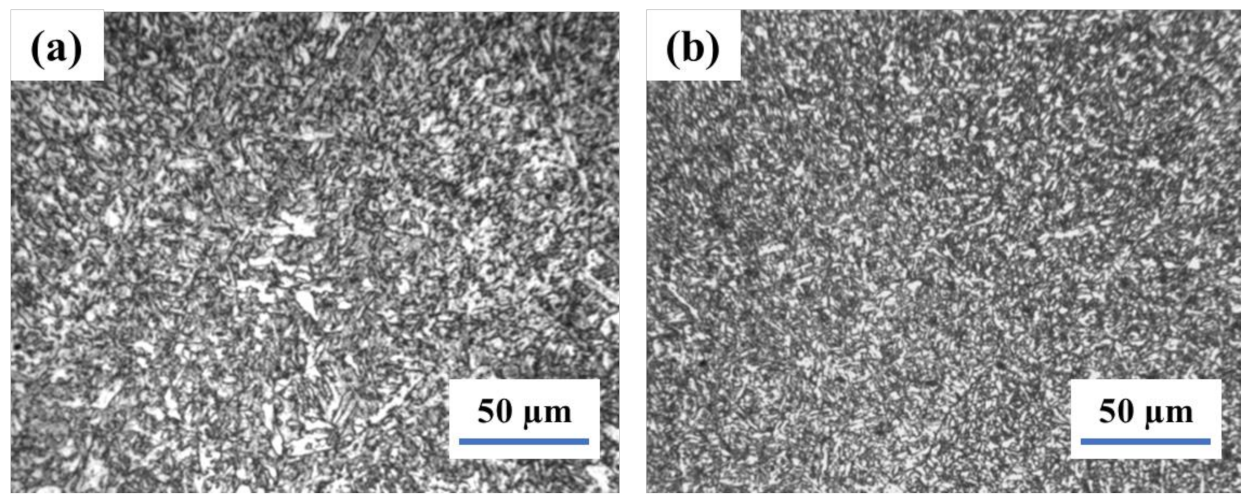
- A 13MnNiMoR thick steel plate was welded by submerged-arc welding, with welding flux SJ102 and wire H10Mn2NiMoA. The microstructure of the welding joint in the as-welded condition is acicular ferrite and fine bainite, and the toughness value is high.
- (2)
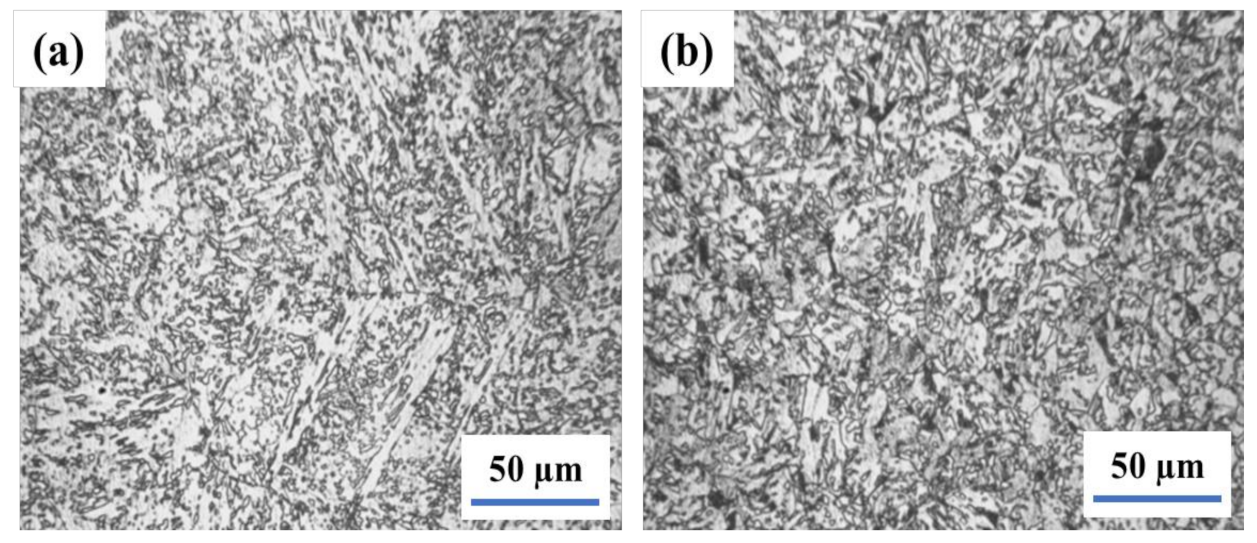
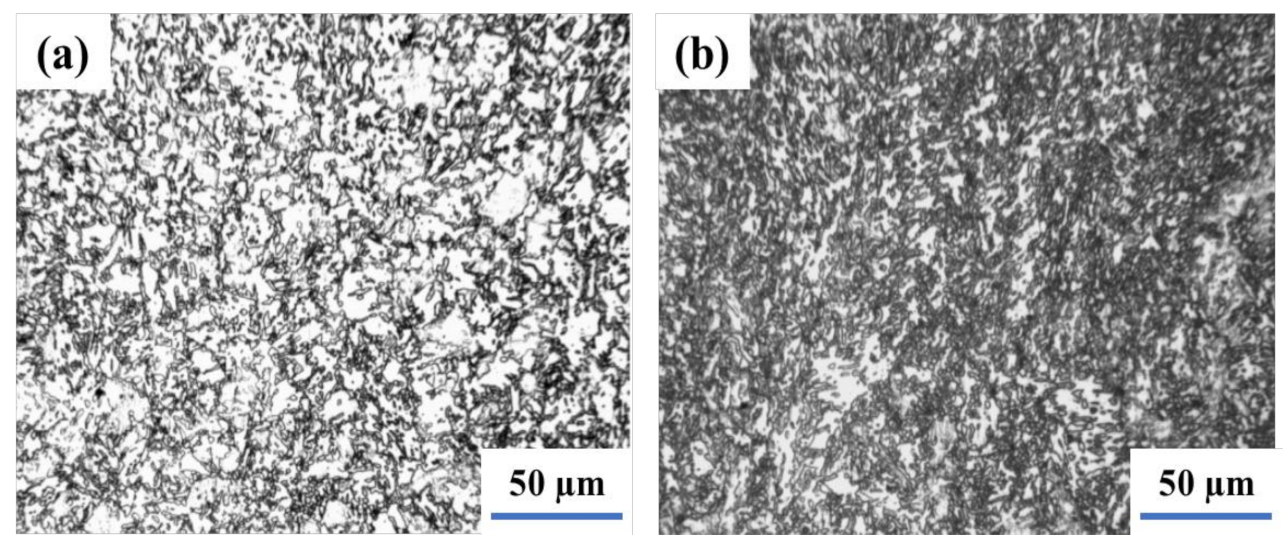
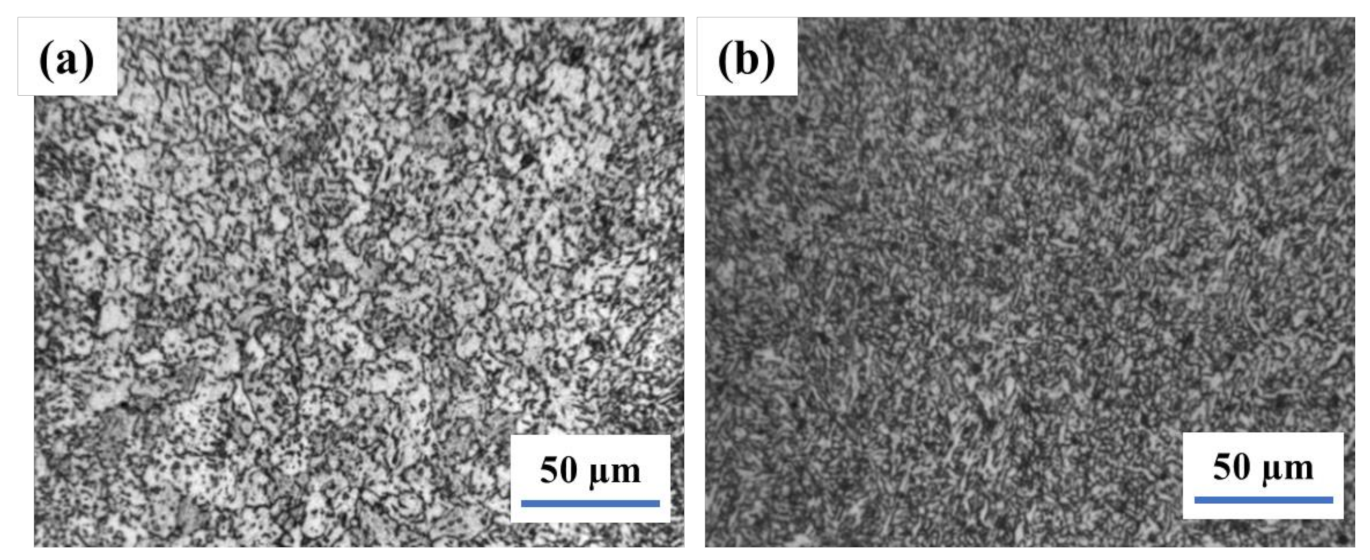
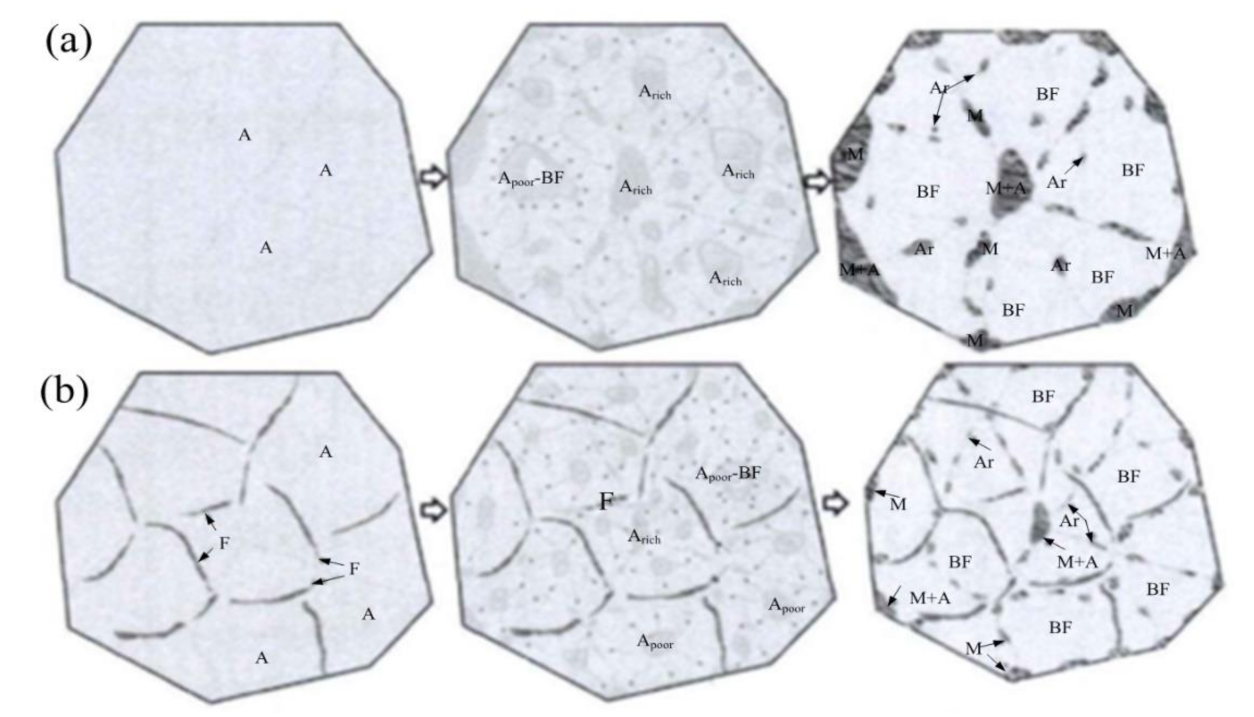
- Granular bainite occurred after hot stamping at 980 °C, normalizing at 920 °C, and intercritical normalizing at 740 °C; M-A constituents lead to the low toughness of the weld joint. After tempering from 620 to 660 °C followed by intercritical normalizing at 740 °C, most M-A constituents are decomposed, and bainite-ferrite in the weld and HAZ are transferred into recovered and recrystallized microstructure and fine ferrite, respectively. Thus, the toughness is improved and becomes higher than that in as-welded.
- (3)
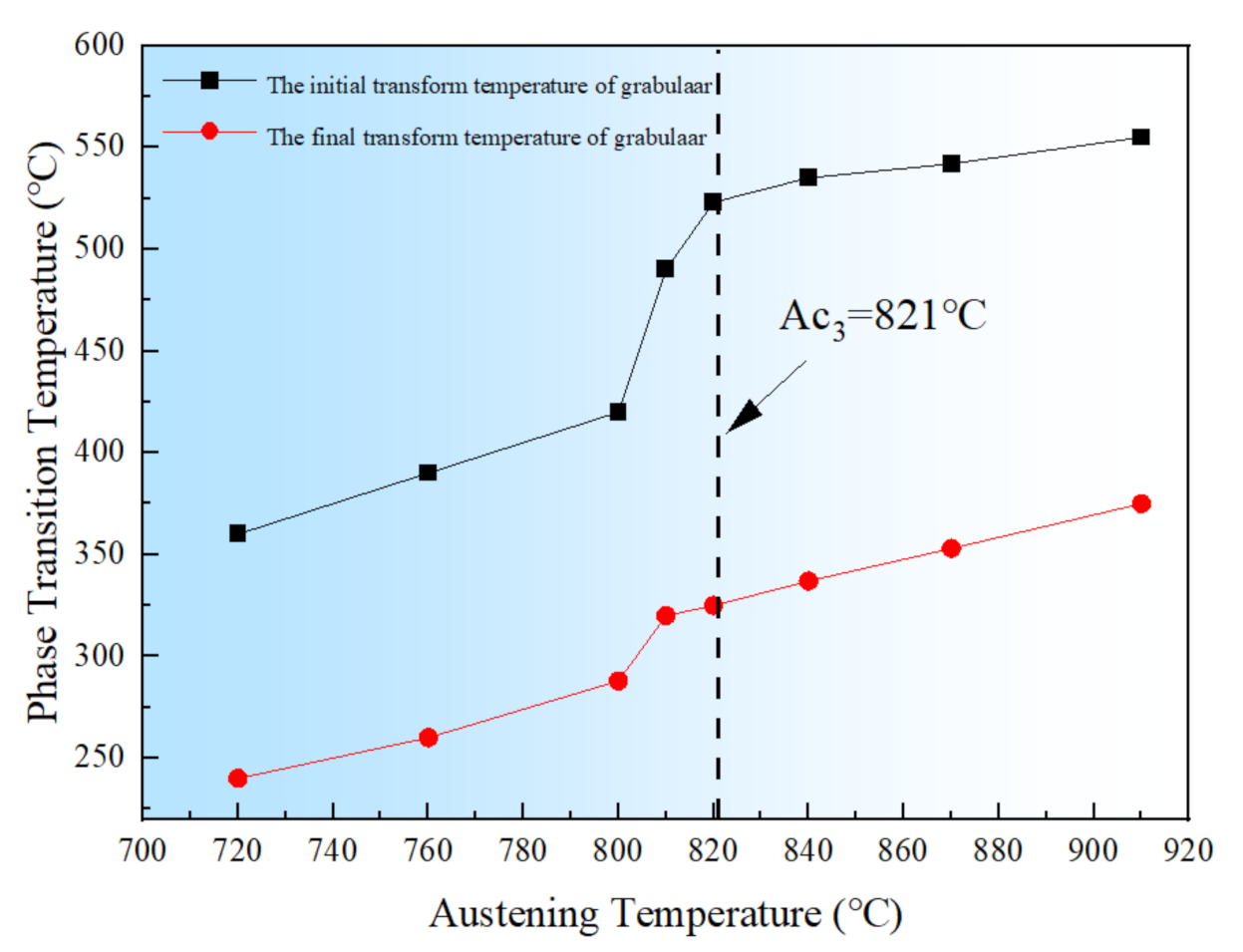
- During normalization at 740 °C, the concentration of Mo in ferrite was high and low in the austenite. After the cooling process, the austenite was converted into angular bainite, which results in low tempering resistance. After tempering from 620–660 °C, the angular bainite becomes recovered and recrystallized; thus, the toughness is improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Z.; Hu, X.; Yang, Z.; Yang, B.; Chen, J.; Luo, Y.; Song, M. Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint. Metals 2021, 11, 1–17. [Google Scholar]
- Alipooramirabad, H.; Paradowska, A.; Nafisi, S.; Reid, M.; Ghomashchi, R. Post-weld heat treatment of API 5l × 70 high strength low alloy steel welds. Materials 2020, 13, 5801. [Google Scholar] [CrossRef]
- Moeinifar, S.; Kokabi, A.H.; Madaah Hosseini, H.R. Influence of peak temperature during simulation and real thermal cycles on microstructure and fracture properties of the reheated zones. Mater. Des. 2010, 31, 2948–2955. [Google Scholar] [CrossRef]
- Songya, T.; Saifan, A.; Pengqian, G.; Dawy, I.; Saleh, B. Development of an automatic welding system for the boiler tube walls weld overlay. Metals 2020, 10, 1241. [Google Scholar] [CrossRef]
- Wu, K.; Yan, Y.; Cao, R.; Li, X.; Jiang, Y.; Yang, F.; Chen, J. Microstructure and charpy impact toughness of a 2.25Cr-1Mo-0.25V steelweld metal. Materials 2020, 13, 3013. [Google Scholar] [CrossRef]
- Smith, C.; Pistorius, P.G.H.; Wannenburg, J. The effect of a long post weld heat treatment on the integrity of a welded joint in a pressure vessel steel. Int. J. Press Vessel. Pip 1997, 70, 183–195. [Google Scholar] [CrossRef]
- Kalyankar, V.D.; Chudasama, G. Effect of post weld heat treatment on mechanical properties of pressure vessel steels. Mater. Today Proc. 2018, 5, 24675–24684. [Google Scholar] [CrossRef]
- Olabi, A.G.; Hashmi, M.S.J. The effect of post-weld heat-treatment on mechanical-properties and residual-stresses mapping in welded structural steel. J. Mater. Process. Tech. 1995, 55, 117–122. [Google Scholar] [CrossRef]
- Trindade, V.B.; Payão-Filho, J.C.; Guimarães, A.S.; Paranhos, R.P.R. Effect of normalizing heat treatment on the mechanical behaviour of low-alloy steel weld metals. Mater. Struct Constr. 2005, 38, 353–357. [Google Scholar] [CrossRef]
- Da Trindade Filho, V.B.; Guimarães, A.S.; Payão Filho, J.D.C.; Paranhos, R.P.D.R. Normalizing Heat Treatment Effect on Low Alloy Steel Weld Metals. J. Brazilian Soc. Mech. Sci. Eng. 2004, 26, 62–66. [Google Scholar] [CrossRef][Green Version]
- Jorge, J.C.F.; Souza, L.F.G.D.; Mendes, M.C.; Bott, I.S.; Araújo, L.S.; Dos Santos, V.R.; Evans, G. Microstructure characterization and its relationship with impact toughness of C-Mn and high strength low alloy steel weld metals—A review. J. Mater. Res. Technol. 2021, 10, 471–501. [Google Scholar] [CrossRef]
- Taniguchi, G.; Yamashita, K. Effects of post weld heat treatment (PWHT) temperature on mechanical properties of weld metals for high-Cr. Kobelco. Technol. Rev. 2013, 33–39. [Google Scholar]
- Pimenta, G.; Bastian, F. Influence of plate thickness on the mechanical properties of welded joints subjected to long-term postweld heat treatments. J. Mater. Eng. Perform. 2002, 11, 130–137. [Google Scholar]
- Vinoth Kumar, M.; Balasubramanian, V.; Rajakumar, S.; Albert, S.K. Stress corrosion cracking behaviour of gas tungsten arc welded super austenitic stainless-steel joints. Def. Technol. 2015, 11, 282–291. [Google Scholar] [CrossRef]
- Madhavan, S.; Kamaraj, M.; Arivazhagan, B. A comparative study on the microstructure and mechanical properties of fusion welded 9 Cr-1 Mo steel. J. Mater. Res. Technol. 2020, 9, 2223–2229. [Google Scholar] [CrossRef]
- Jorge, J.C.F.; Bott, I.S.; Souza, L.F.G.; Mendes, M.C.; Araújo, L.S.; Evans, G.M. Mechanical and microstructural behavior of C-Mn steel weld deposits with varying titanium contents. J. Mater. Res. Technol. 2019, 8, 4659–4671. [Google Scholar] [CrossRef]
- Ragu Nathan, S.; Balasubramanian, V.; Malarvizhi, S.; Rao, A.G. Effect of welding processes on mechanical and microstructural characteristics of high strength low alloy naval grade steel joints. Def. Technol. 2015, 11, 308–317. [Google Scholar] [CrossRef]
- Saleh, B.; Jiang, J.; Fathi, R.; Al-hababi, T.; Xu, Q.; Wang, L.; Song, D.; Ma, A. 30 Years of functionally graded materials: An overview of manufacturing methods, Applications and Future Challenges. Compos. Part. B Eng. 2020, 201, 1–46. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Vasudevan, M. A study of microstructure and mechanical properties of grade 91 steel A-TIG weld joint. J. Mater. Eng. Perform. 2013, 22, 3708–3716. [Google Scholar] [CrossRef]
- Peasura, P. Investigation of the effects of submerged arc welding process parameters on the mechanical properties of pressure vessel steel ASTM A283 Grade A. J. Eng. 2017, 2017, 9048324. [Google Scholar] [CrossRef]
- Venkata, K.A.; Kumar, S.; Dey, H.C.; Smith, D.J.; Bouchard, P.J.; Truman, C.E. Study on the effect of post weld heat treatment parameters on the relaxation of welding residual stresses in electron beam welded P91 steel plates. Procedia Eng. 2014, 86, 223–233. [Google Scholar] [CrossRef]
- Lee, K.H.; Jhung, M.J.; Kim, M.C.; Lee, B.S. Effects of tempering and PWHT on microstructures and mechanical properties of SA508 GR.4N steel. Nucl. Eng. Technol. 2014, 46, 413–422. [Google Scholar] [CrossRef]
- Dey, H.C.; Albert, S.K.; Bhaduri, A.K.; Roy, G.G.; Balakrishnan, R.; Panneerselvi, S. Effect of post-weld heat treatment (PWHT) time and multiple PWHT on mechanical properties of multi-pass TIG weld joints of modified 9Cr-1Mo steel. Weld. World 2014, 58, 389–395. [Google Scholar] [CrossRef]
- Sterjovski, Z.; Dunne, D.P.; Ambrose, S. Evaluation of cross-weld properties of quenched and tempered pressure vessel steel before and after PWHT. Int. J. Press Vessel. Pip 2004, 81, 465–470. [Google Scholar] [CrossRef]
- Ma, H.; Pan, W.; Zou, P.; Wang, Y. Effects of heat treatment on microstructure and mechanical properties of 13MnNiMoR. Heat Treatmentof. Metals 2012, 37, 20–23. [Google Scholar]
- Du, Y.; Ren, B.; Liu, L.; Tang, X.; Xue, X.; Zhu, W.; Ouyang, W. Effect of high temperature on mechanical properties of 13MnNiMoR. IOP Conf. Ser. Earth Environ. Sci. 2019, 330, 042047. [Google Scholar] [CrossRef]
- Yang, H.; Qu, J. Microstructure and Impact Toughness of the Intercritically Reheated Coarse-Grained Heat Affected Zone of 13MnNiMoR Steel. In Energy Materials; Springer: Cham, Switzerland, 2014; pp. 887–894. [Google Scholar]
- Chinese Standard. NB/T 47015 Welding specification for pressure vessels; National Energy Administration; Xinhua Publishing House: Beijing, China, 2011. [Google Scholar]
- Li, X.; Tian, S.; Gui, P. Microstructure and toughness of 13MnNiMoR steel welding joint after PWHT for SAW. Electr. Weld. Mach. 2017, 47, 63–67. [Google Scholar]
- LePera, F.S. Improved etching technique for the determination of percent martensite in high-strength dual-phase steels. Metallography 1979, 12, 263–268. [Google Scholar] [CrossRef]
- Sterjovski, Z.; Carr, D.G.; Dunne, D.P.; Ambrose, S. Effect of PWHT cycles on fatigue crack growth and toughness of quenched and tempered pressure vessel steels. Mater. Sci. Eng. A 2005, 391, 256–263. [Google Scholar] [CrossRef]
- ASTM International. ASTM E 23-07, Standard Test. Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Burgos, A.; Svoboda, H.; Zhang, Z.; Surian, E. Alternative PWHT to improve high-temperature mechanical properties of advanced 9Cr steel welds. J. Mater. Eng. Perform. 2018, 27, 6328–6338. [Google Scholar] [CrossRef]
- Liao, J.; Ikeuchi, K.; Matsuda, F. Toughness investigation on simulated weld HAZs of SQV-2A pressure vessel steel. Nucl. Eng. Des. 1998, 183, 9–20. [Google Scholar] [CrossRef]
- Haiko, O.; Kaijalainen, A.; Pallaspuro, S.; Hannula, J.; Porter, D.; Liimatainen, T.; Kömi, J. The effect of tempering on the microstructure and mechanical properties of a novel 0.4C press-hardening steel. Appl. Sci. 2019, 9, 4231. [Google Scholar] [CrossRef]
- Schlagradl, T.; Schneider, R.; Posch, G.; Schnitzer, R. Investigation of the hardness-toughness relationship of a welded joint after different heat treatment cycles. Weld. World 2013, 57, 113–121. [Google Scholar] [CrossRef]
- Guillal, A.; Abdelbaki, N.; Gaceb, M.; Bettayeb, M. Effects of martensite-austenite constituents on mechanical properties of heat affected zone in high strength pipeline steels-review. Chem. Eng. Trans. 2018, 70, 583–588. [Google Scholar]
- Jiang, Z.; Li, Y.; Yang, Z.; Wang, P.; Li, D.; Li, Y. The tempering behavior of martensite/austenite islands on the mechanical properties of a low alloy Mn-Ni-Mo steel with granular bainite. Mater. Today Commun. 2021, 26, 102166. [Google Scholar] [CrossRef]
- Xie, C.; Liu, Z.; He, X.; Wang, X.; Qiao, S. Effect of martensite–austenite constituents on impact toughness of pre-tempered MnNiMo bainitic steel. Mater. Charact. 2020, 161, 110139. [Google Scholar] [CrossRef]
- Welding Procedure Qualification for Pressure Equipment; NB/T 47014; National Energy Administration: Beijing, China, 2011.
- Qin, J.; Hua, J.; Sun, H.; Luo, Q. Microstructure and properties of narrow gap shield arc welding of NG-SAW(narrow gap shield arc welding) joint ofSA508-3 thick plate. Press. Vessel Technol. 2021, 38, 31–37. [Google Scholar]
- Ramachandran, D.C.; Kim, S.; Moon, J.; Lee, C.; Chung, J.; Biro, E.; Park, Y. Classification of martensite-austenite constituents according to its internal morphology in high-strength low alloy steel. Mater. Lett. 2020, 278, 128422. [Google Scholar] [CrossRef]
- Orowan, E. Fracture and strength of solids. Rep. Prog. Phys. 1949, 12, 185–232. [Google Scholar] [CrossRef]
- Luo, X.; Chen, X.; Wang, T.; Pan, S.; Wang, Z. Effect of morphologies of martensite–austenite constituents on impact toughness in intercritically reheated coarse-grained heat-affected zone of HSLA steel. Mater. Sci Eng A 2018, 710, 192–199. [Google Scholar] [CrossRef]
- Chandan, B.R.; Pramod, V.; Ramesha, C.M.; Sharanraj, V. Evaluation of mechanical properties of medium carbon low alloy forged steels quenched in water, Oil and Polymer. J. Mater. Sci. Eng. 2017, 6, 012185. [Google Scholar]
- Xie, Z.J.; Yuan, S.F.; Zhou, W.H.; Yang, R.J.; Guo, H.; Shang, C.J. Stabilization of retained austenite by the two-step intercritical heat treatment and its effect on the toughness of a low alloyed steel. Mater. Des. 2014, 59, 193–198. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | Cr | Ni | Mo | Nb | Rm (MPa) | Akv (−20 °C) |
|---|---|---|---|---|---|---|---|---|---|
| 13MnNiMoR | 0.13 | 1.47 | 0.4 | 0.28 | 0.82 | 0.32 | 0.014 | >570 | 50 |
| Welding Flux | SiO2 + TiO2 | CaO + MgO | Al2O3 + MnO | CaF2 | S | P |
|---|---|---|---|---|---|---|
| SJ102 | 19.7 | 33.93 | 24.83 | 20.89 | 0.029 | 0.029 |
| Element | C | Mn | Si | Cr | Ni | Mo | Cu | Ti | S | P |
|---|---|---|---|---|---|---|---|---|---|---|
| H10Mn2NiMoA | 0.084 | 1.79 | 0.28 | 0.1 | 0.82 | 0.62 | 0.12 | 0.071 | 0.004 | 0.005 |
| Layer | Welding Wire (Electrode) Diameter φ (mm) | Welding Current (A) | Welding Voltage (V) | Welding Speed (cm × min−1) |
|---|---|---|---|---|
| Backing welding | 4(E6017) | 160~180 | 22~24 | 20 |
| Cosmetic welding | 4(H10Mn2NiMoA) | 450~480 | 30~32 | 43~45 |
| Rest of welding | 4(H10Mn2NiMoA) | 580~600 | 30~32 | 42~44 |
| Heat Treatment | M-A Size in Weld (μm) | M-A Size in HAZ (μm) | M-A Density in Weld | M-A Density in HAZ |
|---|---|---|---|---|
| 980 °C hot stamping | 6 | 4 | 11.43% | 8.84% |
| 920 °C normalizing | 11 | 2.5 | 19.69% | 20.52% |
| 740 °C intercritical normalizing | 4 | 2.2 | 22.67% | 23.67% |
| Tempered Temperature | M-A Size in Weld (μm) | M-A Size in HAZ (μm) | M-A Density in Weld | M-A Density in HAZ |
|---|---|---|---|---|
| 620 °C | 1.7 | 2.0 | 1.89% | 2.41% |
| 640 °C | 1.6 | 1.8 | 1.21% | 2.13% |
| 660 °C | 1.3 | 1.2 | 0.83% | 0.43% |
| Scheme | Position | Impact Energy (J) | Average (J) | Deviation (100%) | ||
|---|---|---|---|---|---|---|
| As-welded | Weld | 60 | 59 | 49 | 56 | 8.9 |
| As-welded | HAZ | 94 | 110 | 126 | 110 | 11.9 |
| Hot stamping | Weld | 9 | 12 | 9 | 10 | 14.1 |
| Hot stamping | HAZ | 11 | 10 | 13 | 11 | 11.3 |
| normalizing | Weld | 10 | 11 | 8 | 10 | 12.5 |
| normalizing | HAZ | 9 | 11 | 10 | 10 | 8.2 |
| Intercritical normalizing | Weld | 19 | 17 | 13 | 16 | 15.6 |
| Intercritical normalizing | HAZ | 15 | 14 | 19 | 16 | 13.5 |
| 5(740 °C + 620 °C) | Weld | 46 | 46 | 62 | 51 | 14.8 |
| 5(740 °C + 620 °C) | HAZ | 64 | 64 | 68 | 65 | 2.9 |
| 6(740 °C + 640 °C) | Weld | 66 | 53 | 50 | 56 | 12.4 |
| 6(740 °C + 640 °C) | HAZ | 126 | 143 | 128 | 132 | 5.7 |
| 7(740 °C + 660 °C) | Weld | 89 | 105 | 114 | 103 | 10.0 |
| 7(740 °C + 660 °C) | HAZ | 169 | 129 | 116 | 138 | 16.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, S.; Xu, F.; Zhang, G.; Saifan, A.; Saleh, B.; Li, X. Influence of Post-Weld Heat Treatment on Microstructure and Toughness Properties of 13MnNiMoR High Strength Low Alloy Steel Weld Joint. Materials 2021, 14, 5336. https://doi.org/10.3390/ma14185336
Tian S, Xu F, Zhang G, Saifan A, Saleh B, Li X. Influence of Post-Weld Heat Treatment on Microstructure and Toughness Properties of 13MnNiMoR High Strength Low Alloy Steel Weld Joint. Materials. 2021; 14(18):5336. https://doi.org/10.3390/ma14185336
Chicago/Turabian StyleTian, Songya, Fan Xu, Genyuan Zhang, Adnan Saifan, Bassiouny Saleh, and Xiaobo Li. 2021. "Influence of Post-Weld Heat Treatment on Microstructure and Toughness Properties of 13MnNiMoR High Strength Low Alloy Steel Weld Joint" Materials 14, no. 18: 5336. https://doi.org/10.3390/ma14185336
APA StyleTian, S., Xu, F., Zhang, G., Saifan, A., Saleh, B., & Li, X. (2021). Influence of Post-Weld Heat Treatment on Microstructure and Toughness Properties of 13MnNiMoR High Strength Low Alloy Steel Weld Joint. Materials, 14(18), 5336. https://doi.org/10.3390/ma14185336