
The Failure Mechanisms of Precast Geopolymer after Water Immersion



Abstract
:1. Introduction
2. Experimental Procedure
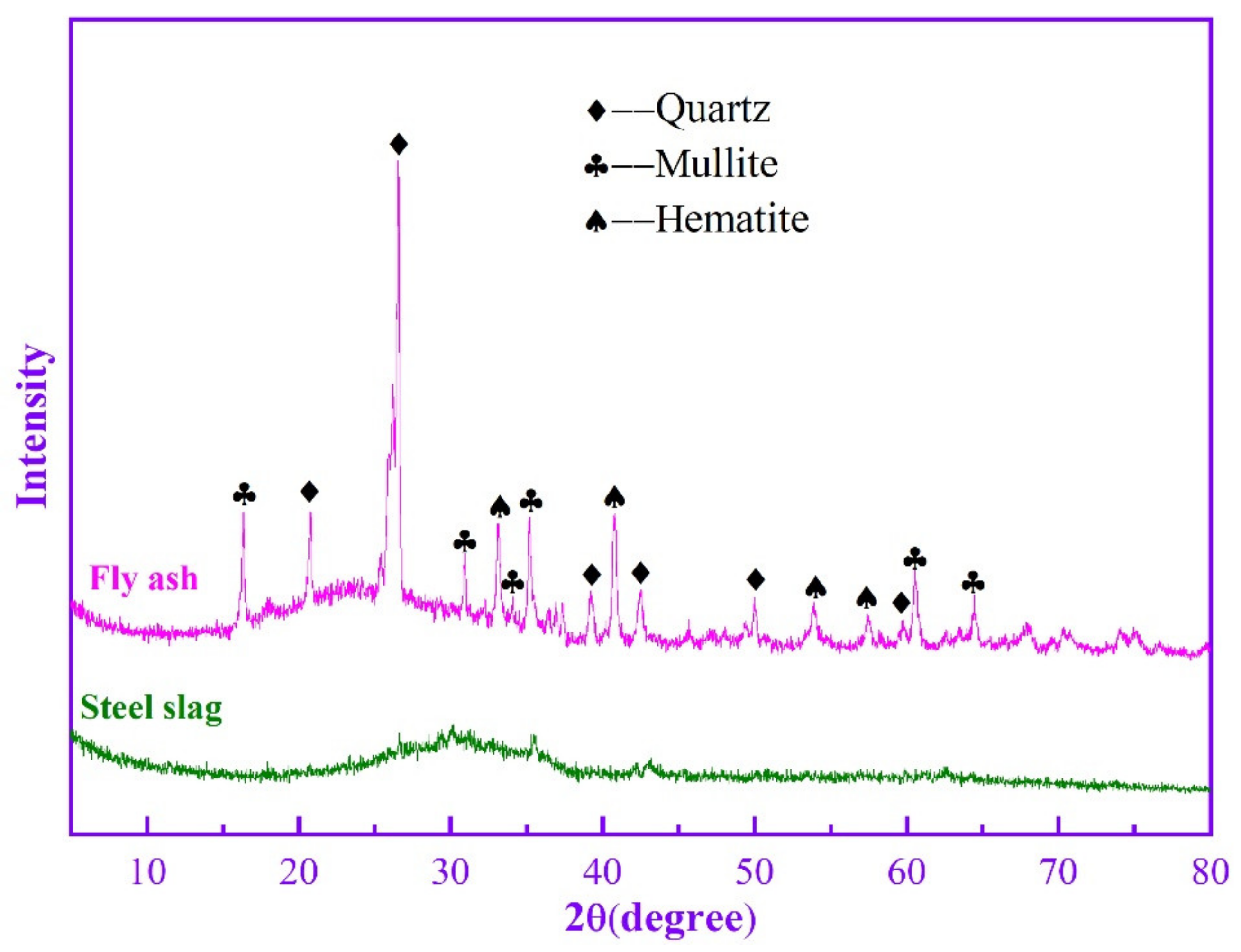
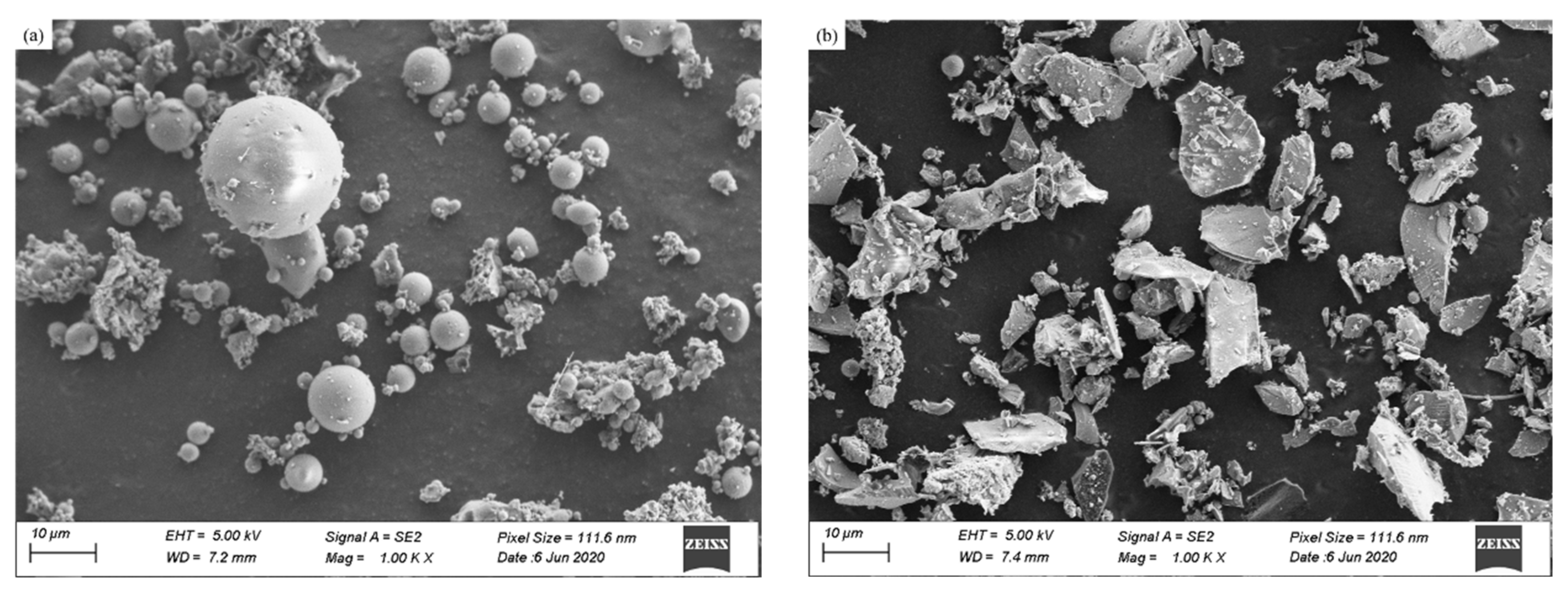
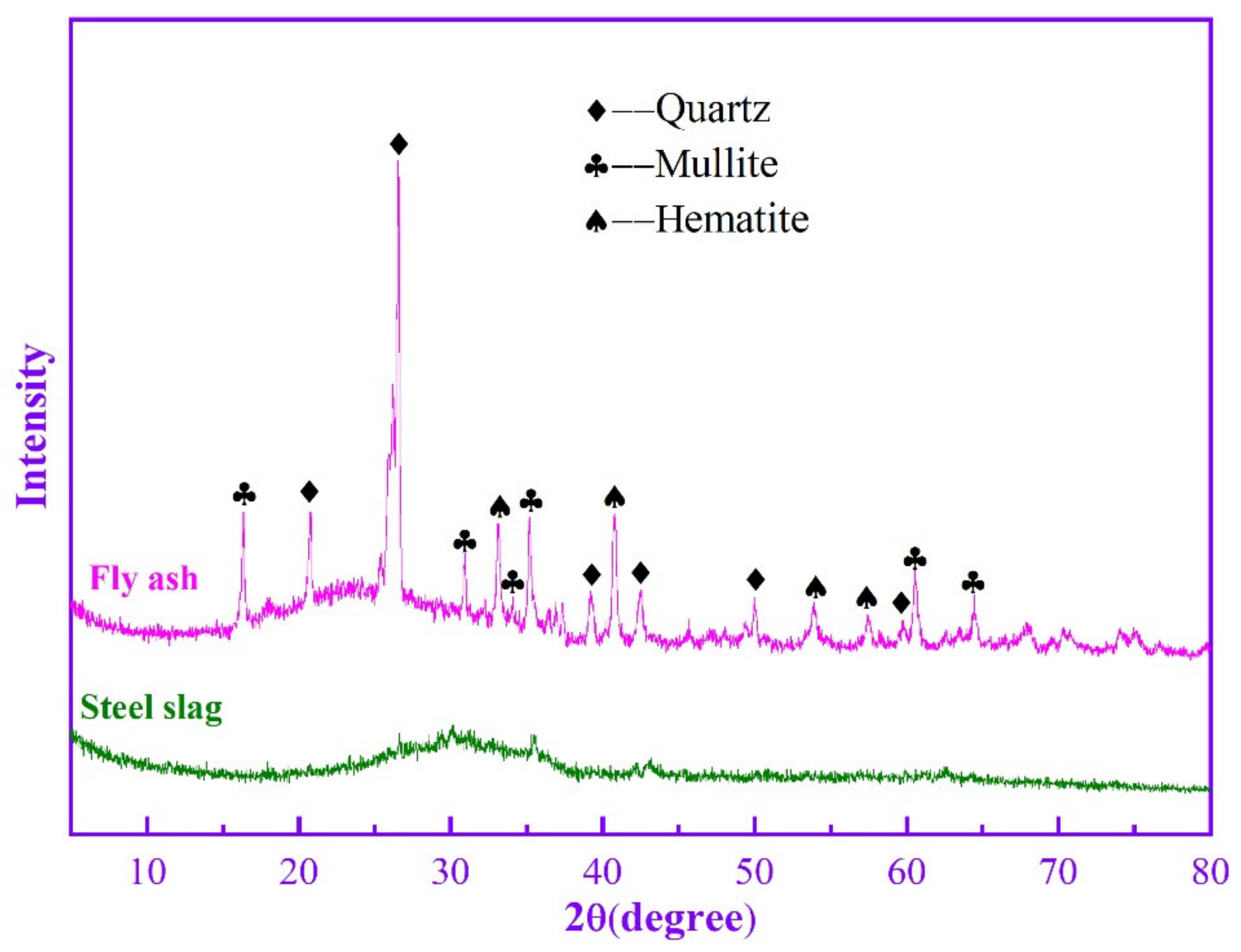
2.1. Materials
2.2. Synthesis of Geopolymers
2.3. Testing and Characterization
3. Results and Discussion
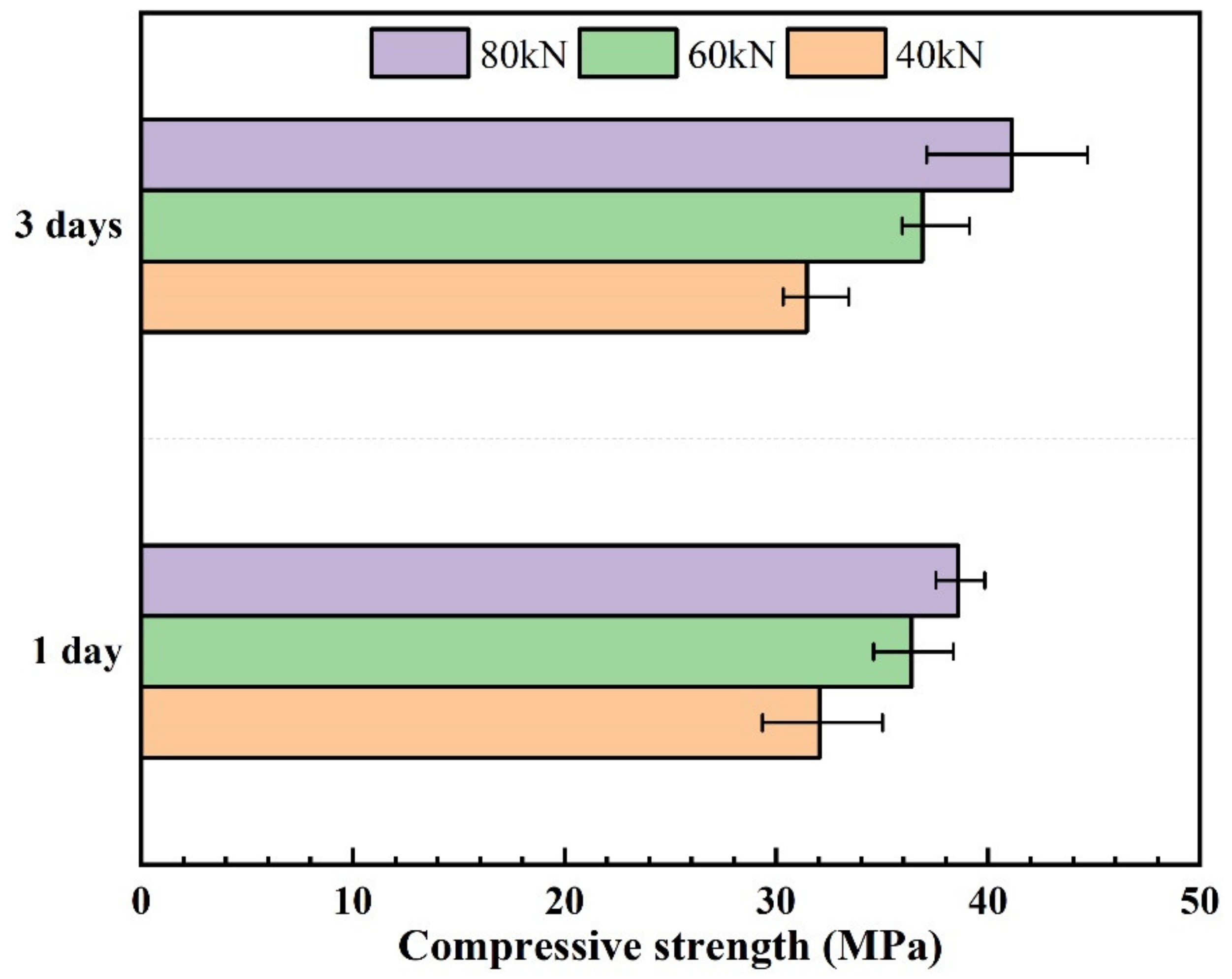
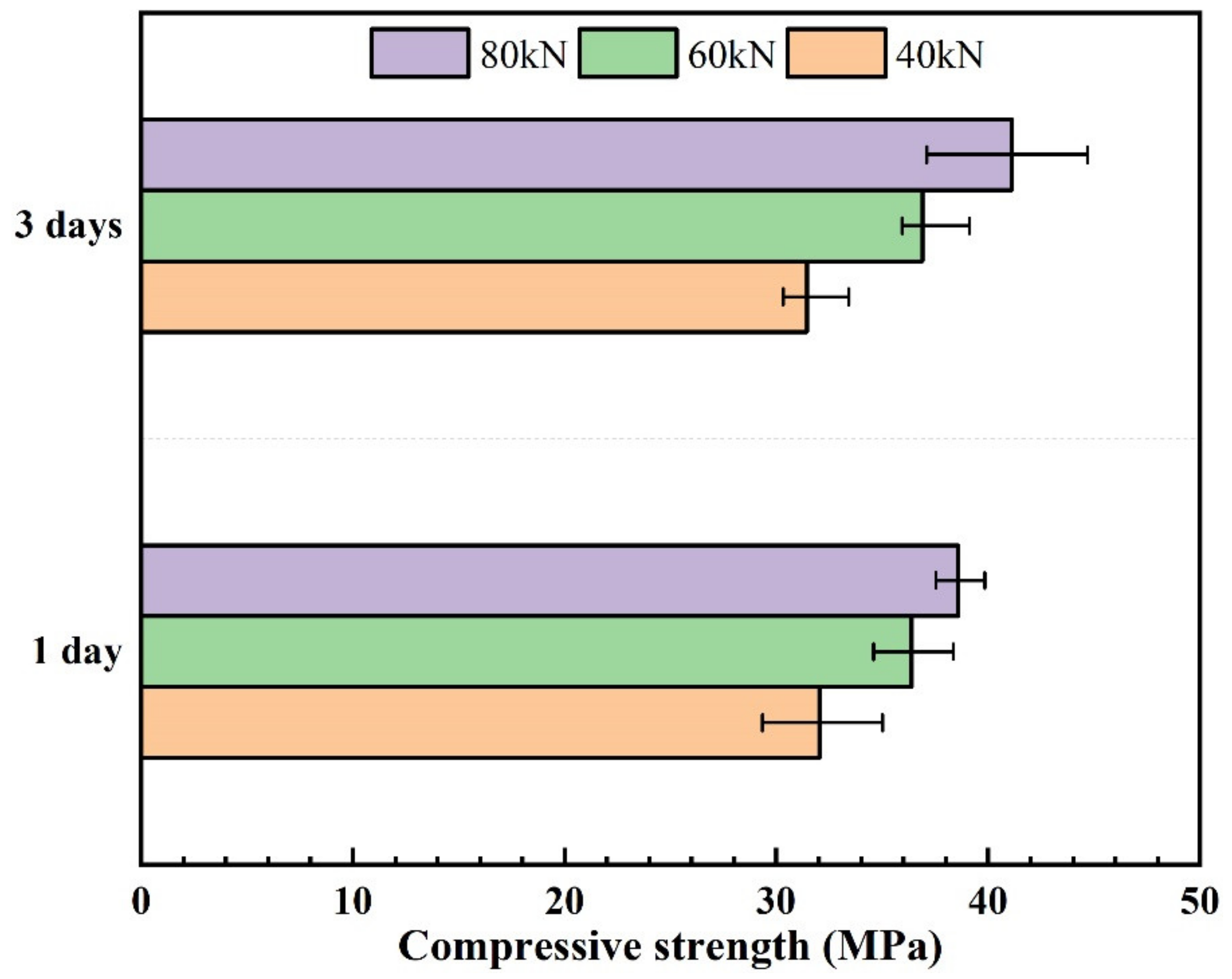
3.1. Choosing Appropriate Molding Pressure
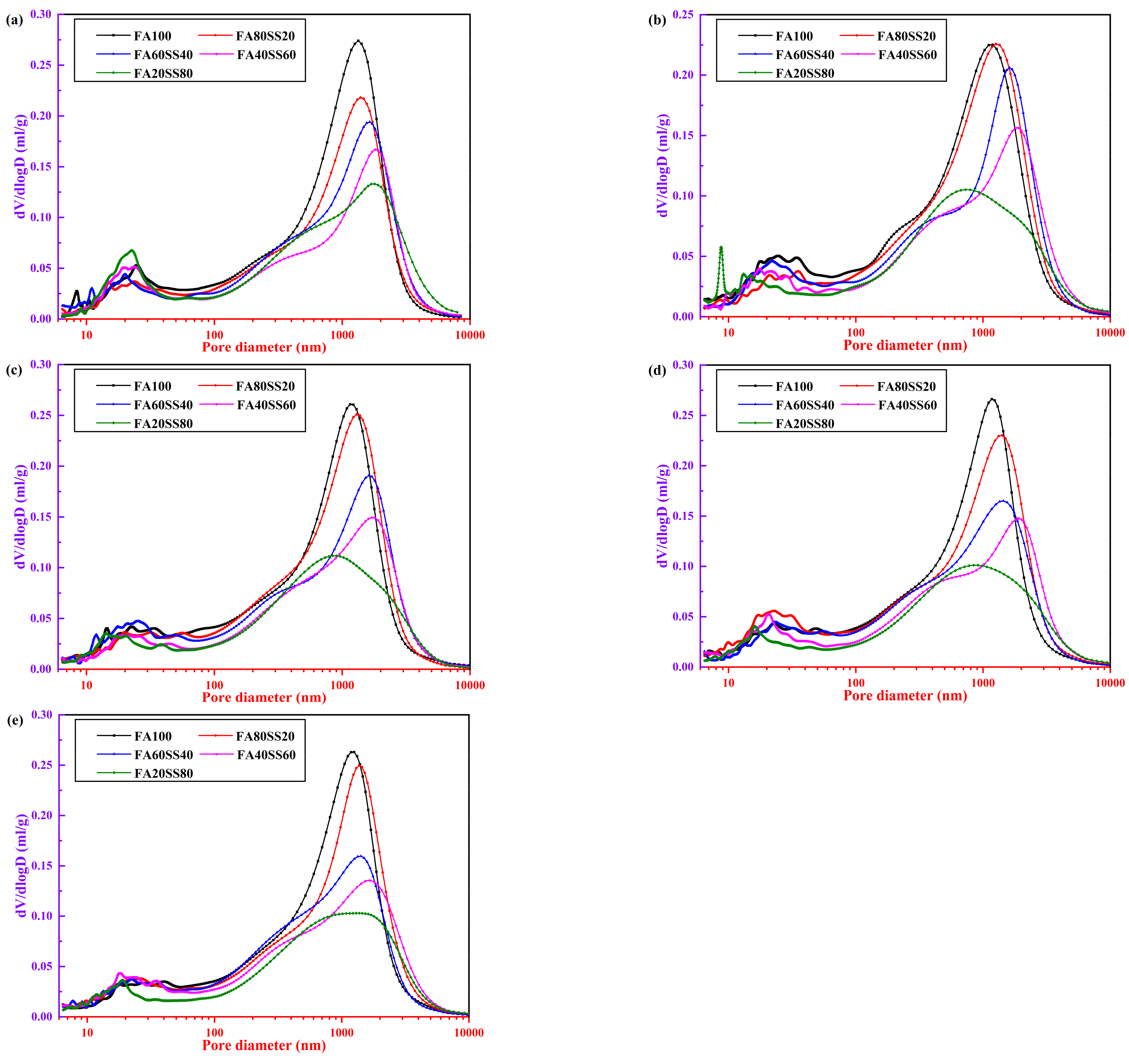
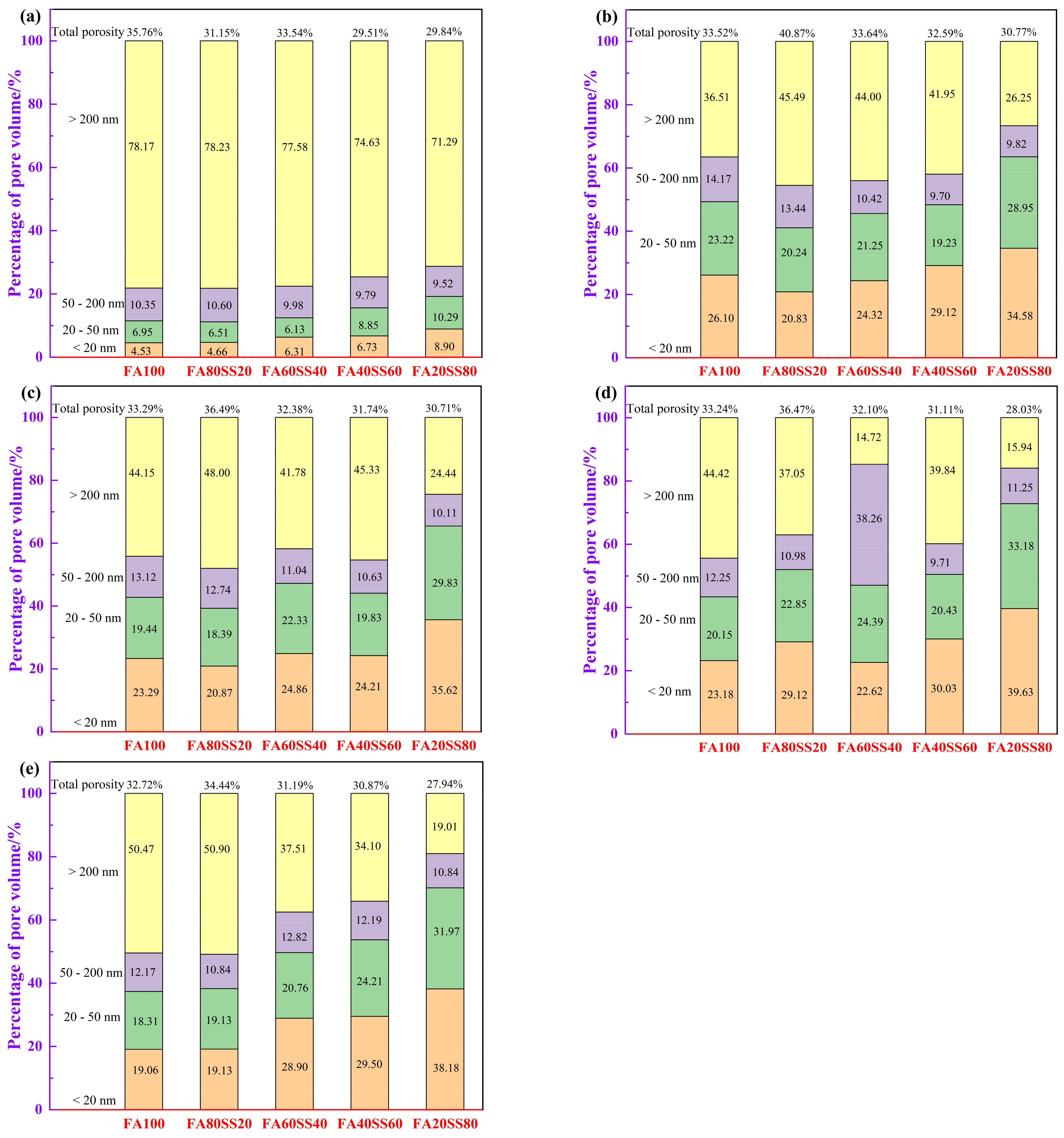
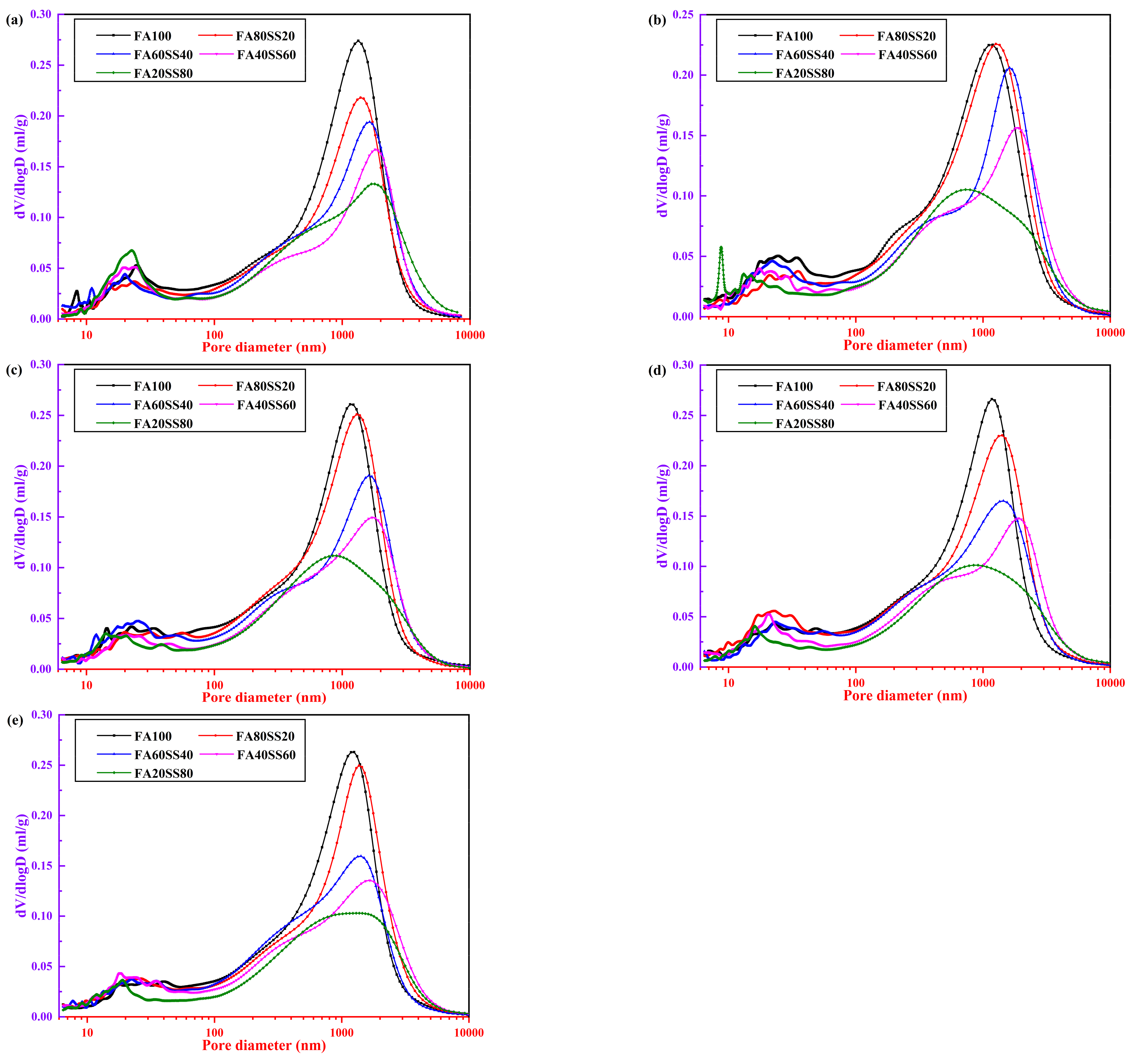
3.2. Pore Structure Analysis
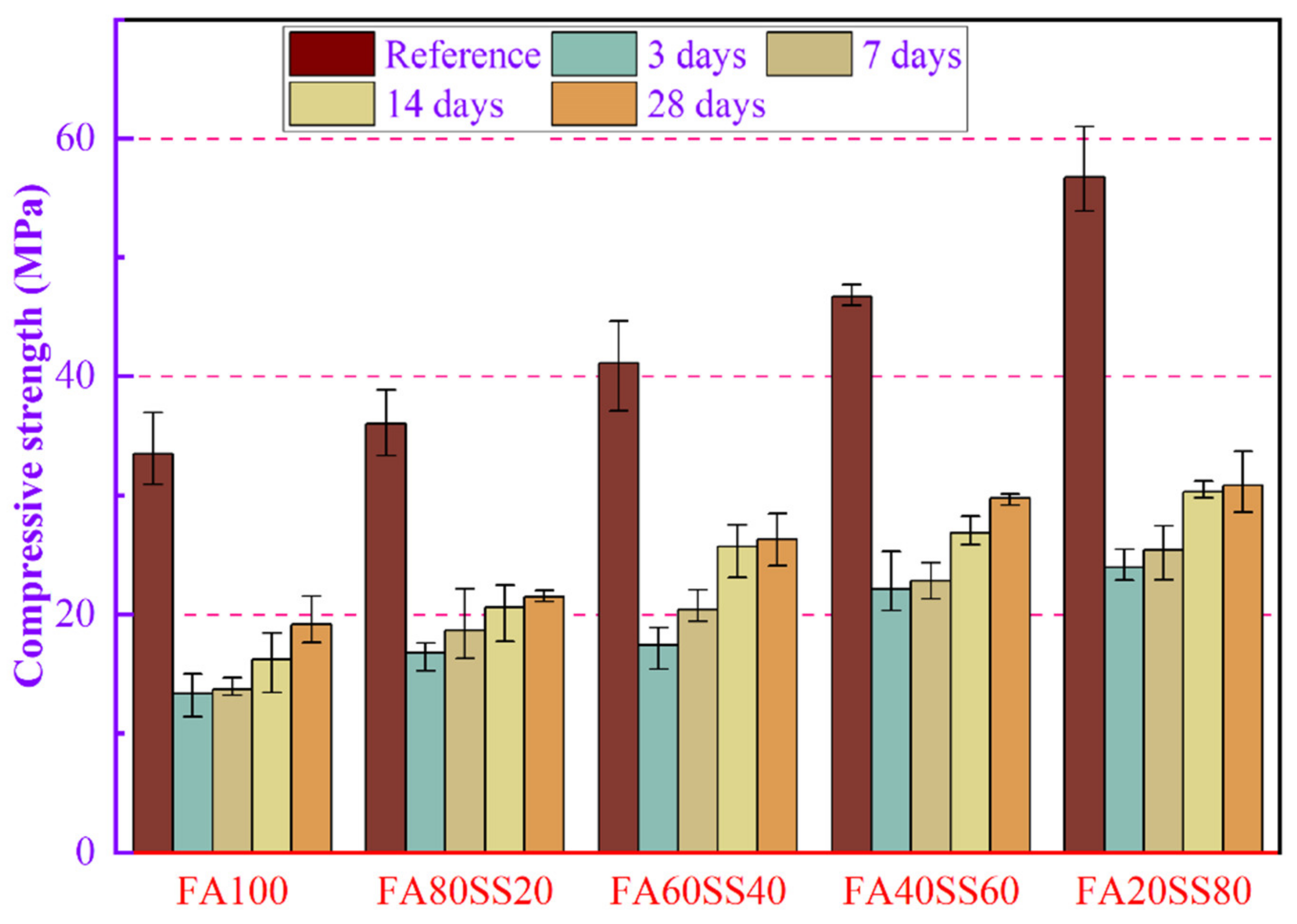
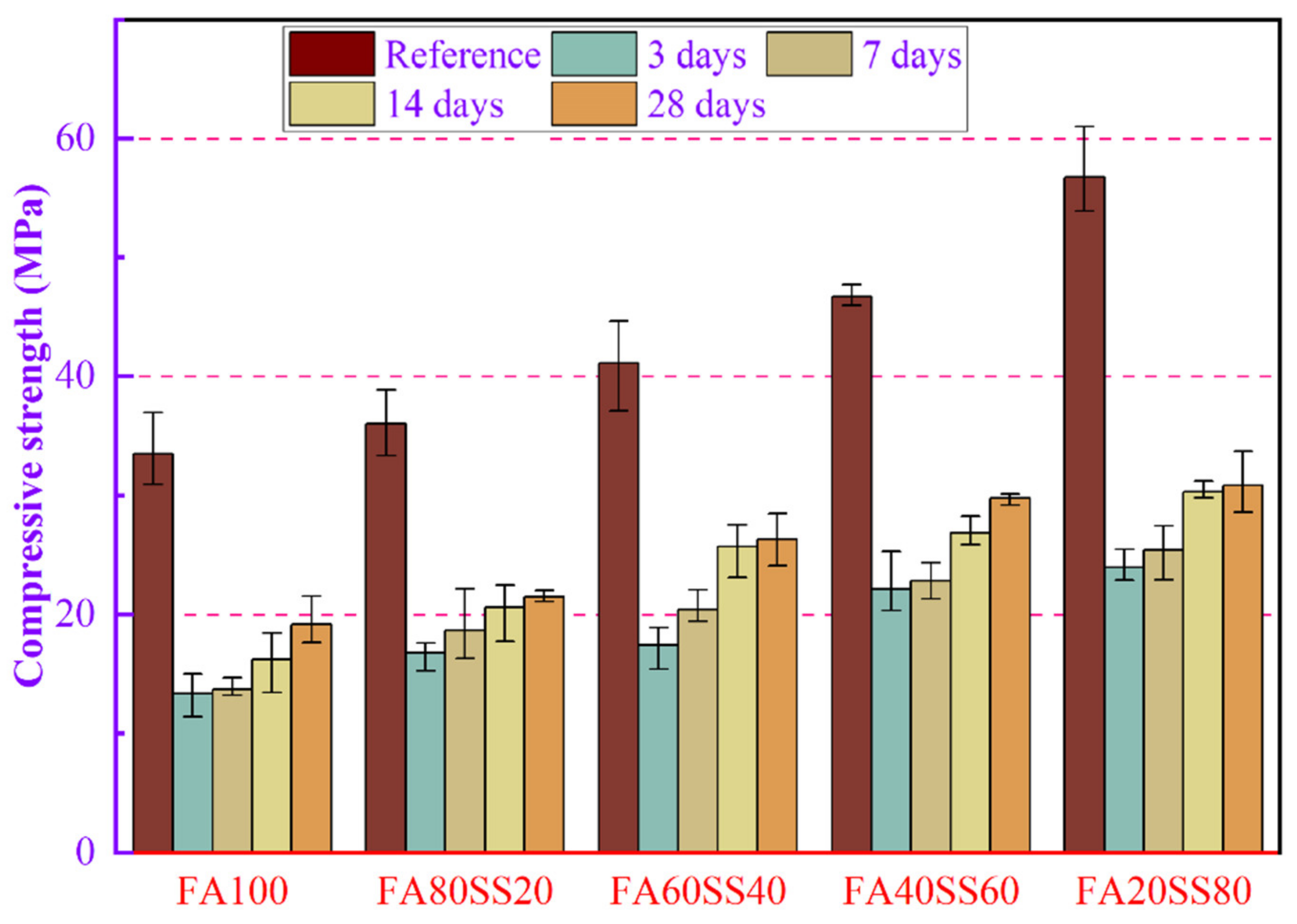
3.3. Loss of Compressive Strength after Water Immersion
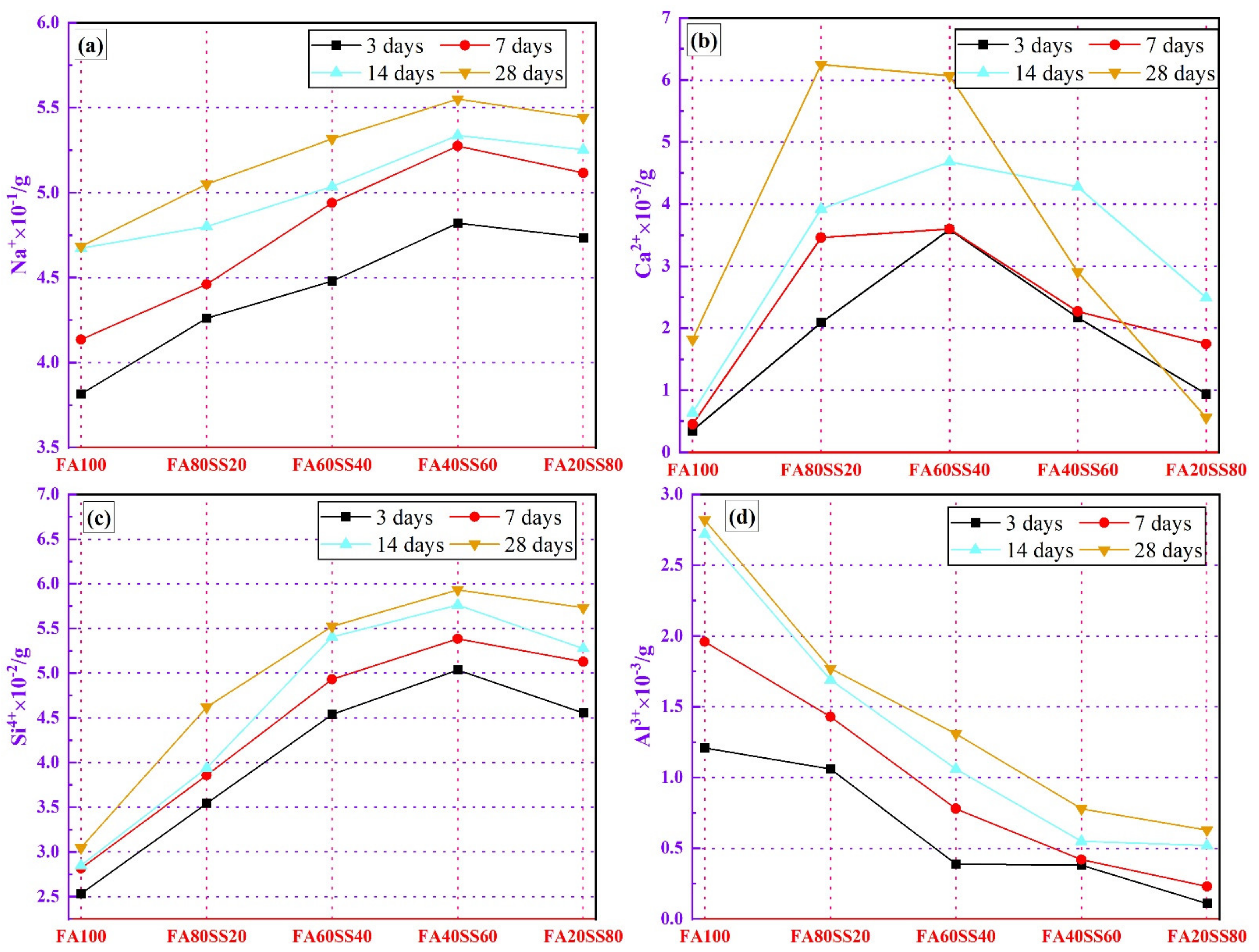
3.4. Evaluation of the Water-Resistance
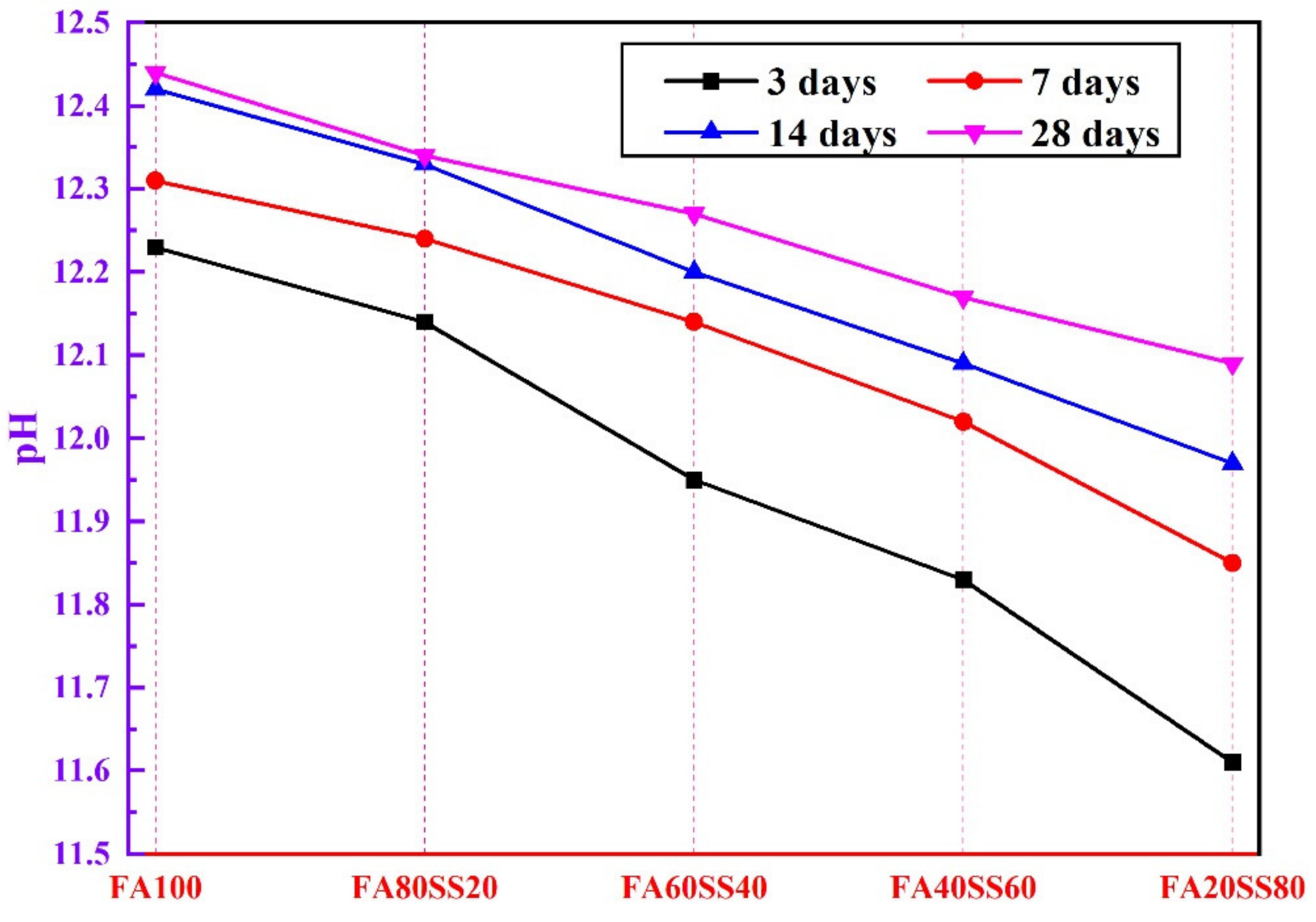
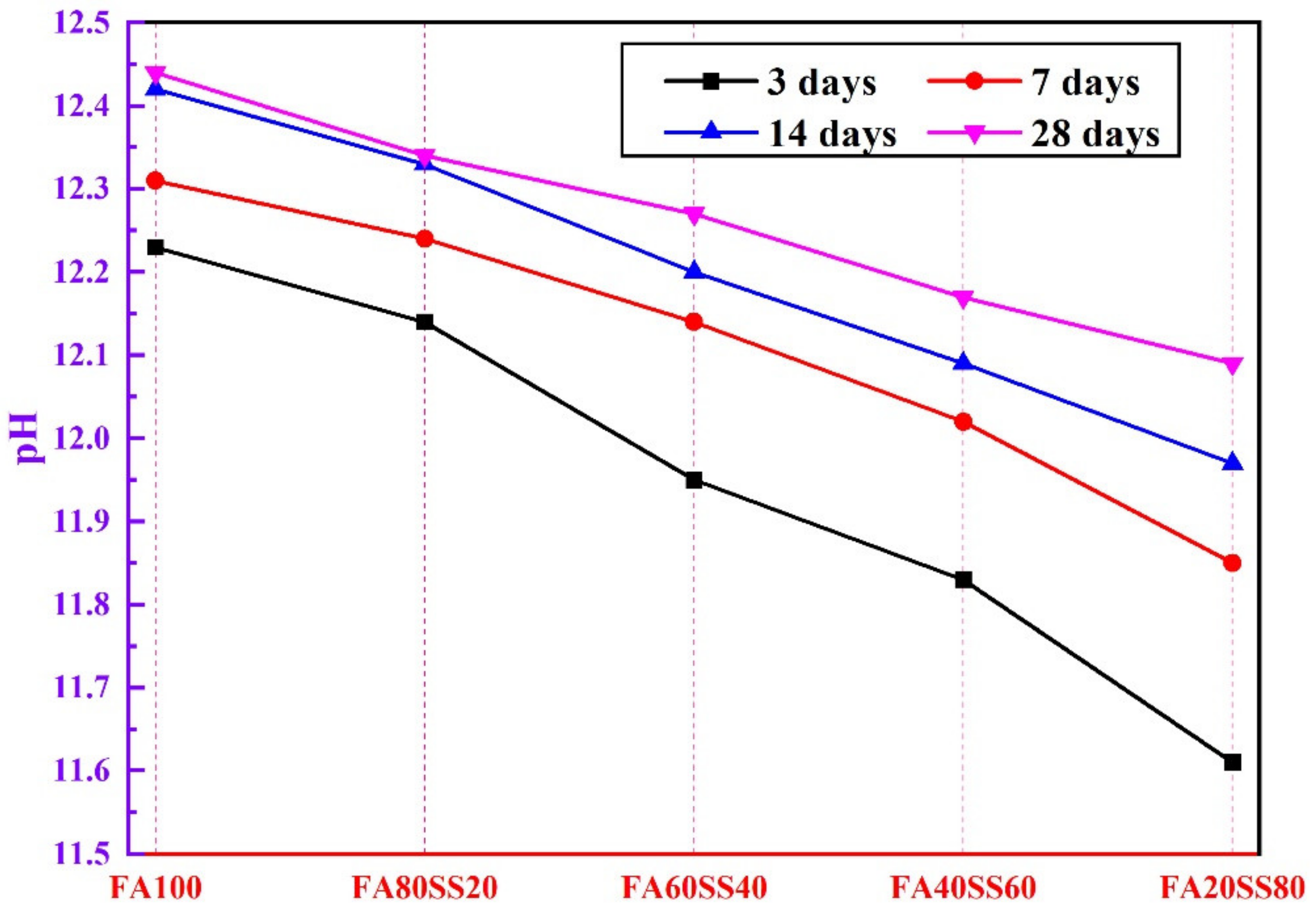
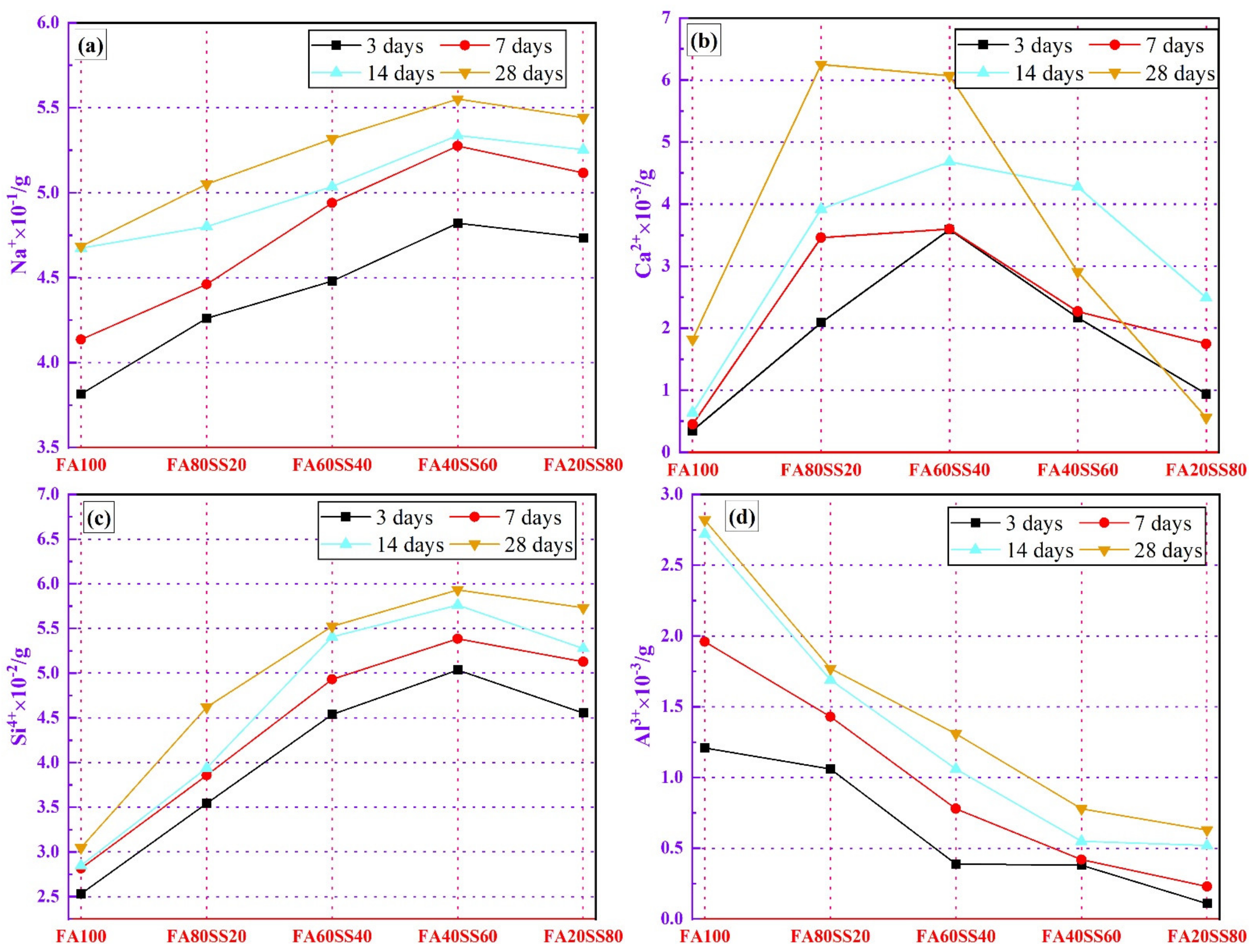
3.4.1. The pH Values of Leaching Solutions
3.4.2. The pH Values of Leaching Solutions
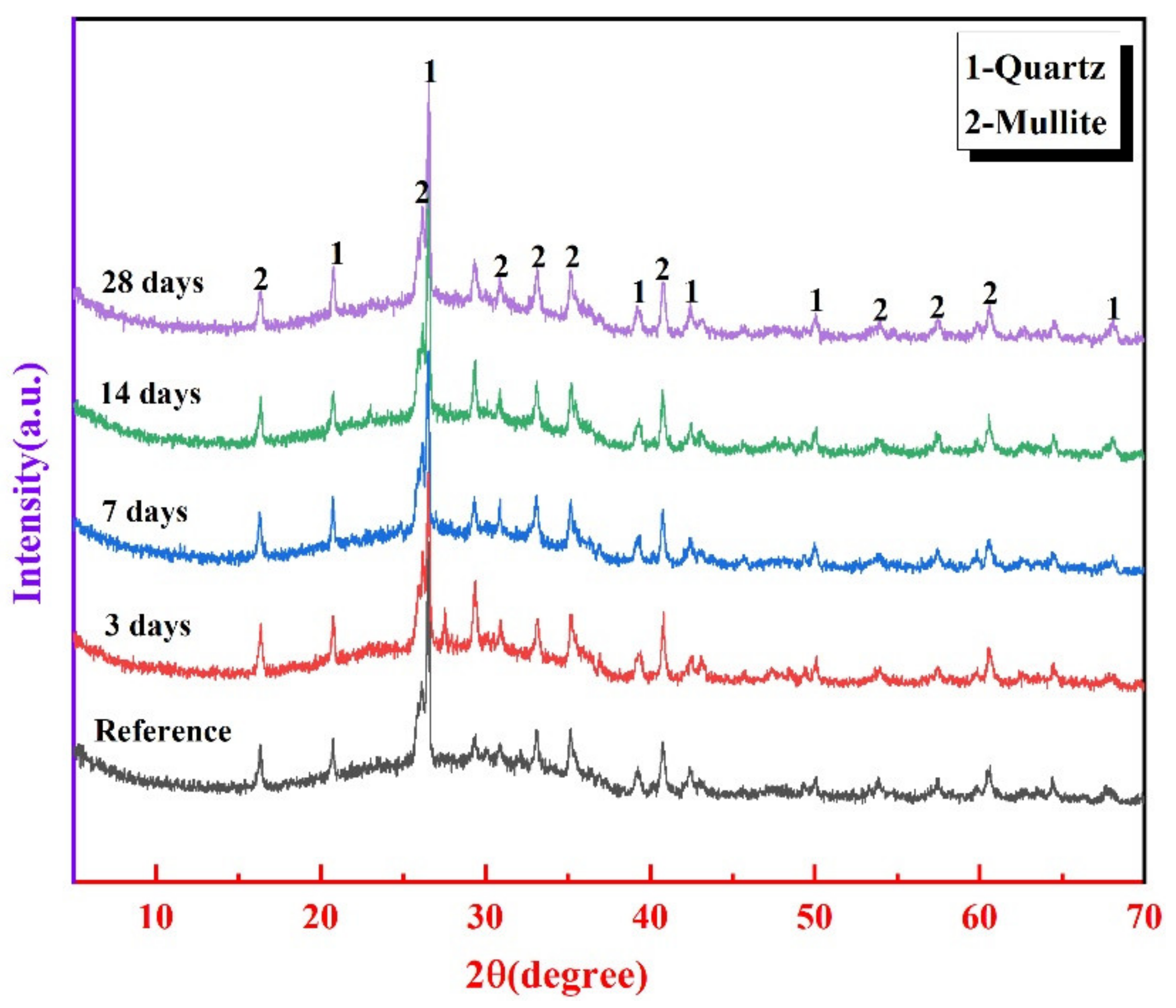
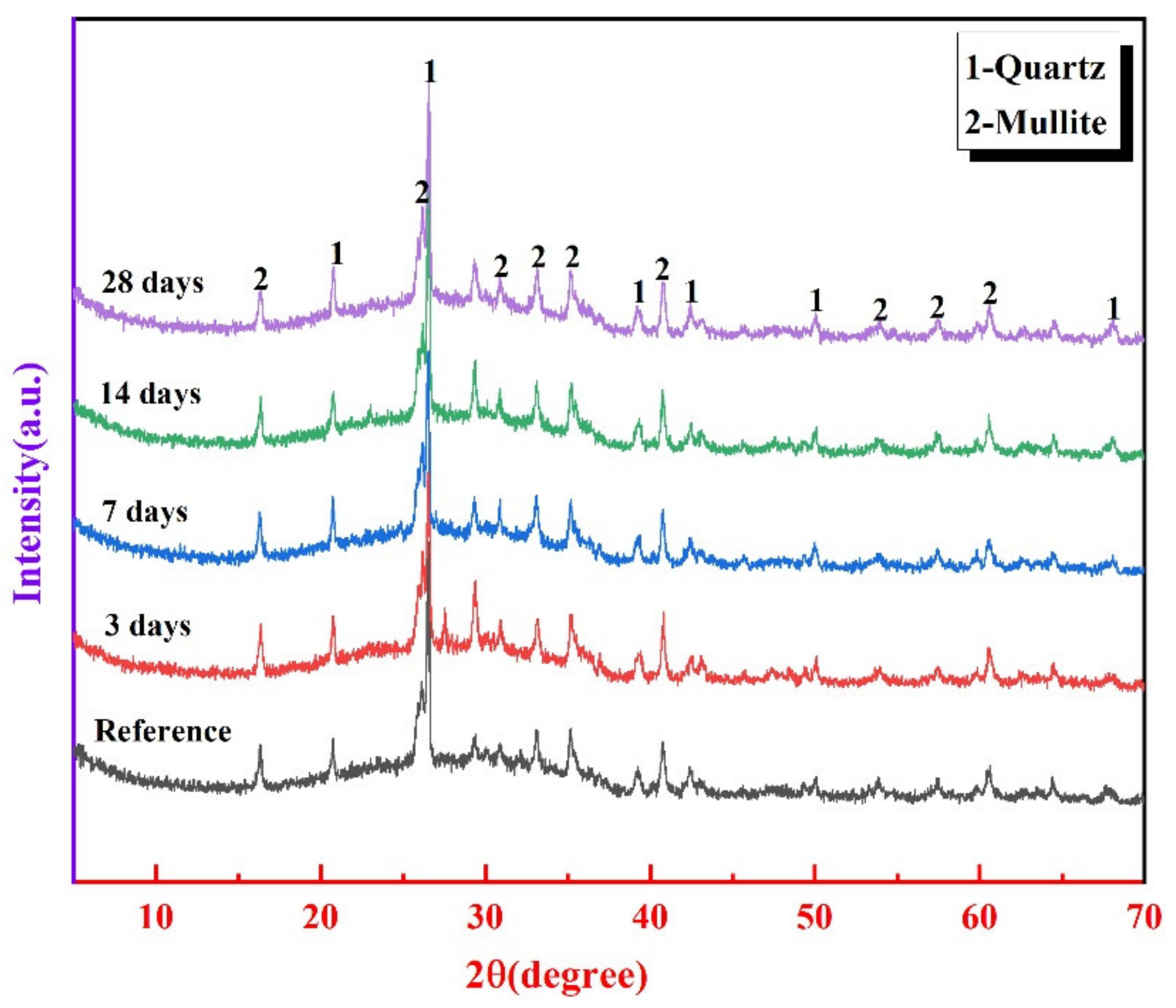
3.4.3. XRD Analysis
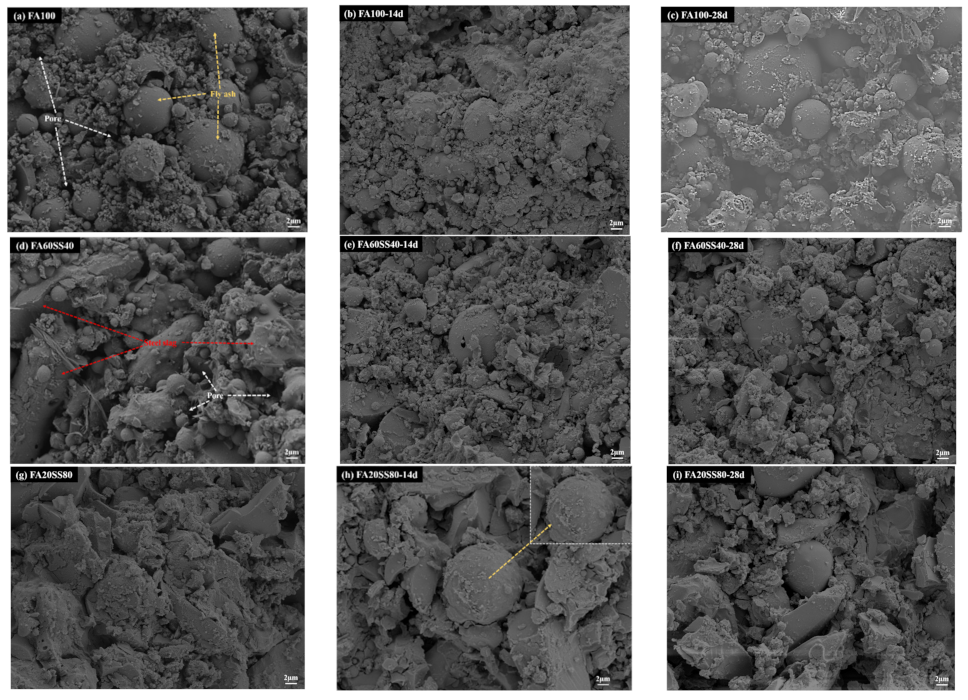
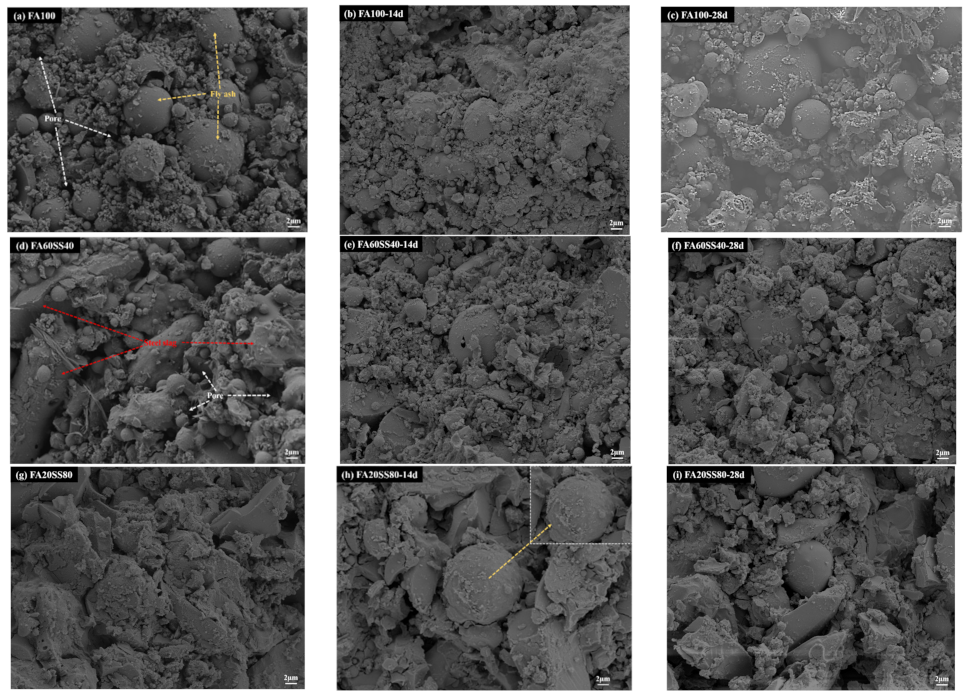
3.4.4. Morphology of Precast Geopolymers after Water Immersion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Phoo-ngernkham, T.; Maegawa, A.; Mishima, N.; Hatanaka, S.; Chindaprasirt, P. Effects of sodium hydroxide and sodium silicate solutions on compressive and shear bond strengths of FA-GBFS geopolymer. Constr. Build. Mater. 2015, 91, 1–8. [Google Scholar] [CrossRef]
- Shekhawat, P.; Sharma, G.; Singh, R.M. Microstructural and morphological development of eggshell powder and fly ash-based geopolymers. Constr. Build. Mater. 2020, 260, 119886. [Google Scholar] [CrossRef]
- Li, J.; Sun, P.; Li, J.X.; Lv, H.P.; Shao, L.; Du, D.Y. Synthesis of electrolytic manganese residue-fly ash based geopolymers with high compressive strength. Constr. Build. Mater. 2020, 248, 118489. [Google Scholar] [CrossRef]
- Liu, X.H.; Wu, Y.Y.; Li, M.S.; Jiang, P.; Guo, W.Q.; Zhang, W.S.; Zhang, Z.H.; Duan, P. Effects of graphene oxide on microstructure and mechanical properties of graphene oxide-geopolymer composites. Constr. Build. Mater. 2020, 247, 118544. [Google Scholar] [CrossRef]
- Duan, P.; Yan, C.J.; Zhou, W. Influence of partial replacement of fly ash by metakaolin on mechanical properties and microstructure of fly ash geopolymer paste exposed to sulfate attack. Ceram. Int. 2015, 42, 1–14. [Google Scholar] [CrossRef]
- Du, F.P.; Xie, S.S.; Zhang, F.; Tang, C.Y.; Chen, L.; Law, W.C.; Tsui, C.P. Microstructure and compressive properties of silicon carbide reinforced geopolymer. Compos. Part B Eng. 2016, 105, 93–100. [Google Scholar] [CrossRef] [Green Version]
- Xiao, R.; Zhang, Y.Y.; Jiang, X.; Polaczyk, P.; Ma, Y.T.; Huang, B.S. Alkali-activated slag supplemented with waste glass powder: Laboratory characterization, thermodynamic modelling and sustainability analysis. J. Clean. Prod. 2021, 286, 125554. [Google Scholar] [CrossRef]
- Yi, H.; Xu, G.P.; Cheng, H.G.; Wang, J.S.; Wan, Y.F.; Chen, H. An overview of utilization of steel slag. Procedia Environ. Sci. 2012, 16, 791–801. [Google Scholar] [CrossRef] [Green Version]
- Kua, H.W. Integrated policies to promote sustainable use of steel slag for construction—A consequential life cycle embodied energy and greenhouse gas emission perspective. Energy Build. 2015, 10, 133–143. [Google Scholar] [CrossRef]
- Li, J.X.; Yu, Q.J.; Wei, J.X.; Zhang, T.S. Structural characteristics and hydration kinetics of modified steel slag. Cem. Concr. Res. 2011, 41, 324–329. [Google Scholar] [CrossRef]
- Mo, L.W.; Zhang, F.; Deng, M.; Jin, F.; Al-Tabbaa, A.; Wang, A.G. Accelerated carbonation and performance of concrete made with steel slag as binding materials and aggregates. Cem. Concr. Compos. 2017, 83, 138–145. [Google Scholar] [CrossRef]
- Sun, P.; Guo, Z.C. Sintering preparation of porous sound-absorbing materials from steel slag. Trans. Nonferrous Met. Soc. China 2015, 25, 2230–2240. [Google Scholar] [CrossRef]
- Huang, S.H.; Peng, B.; Yang, Z.H.; Chai, L.Y.; Zhou, L.C. Chromium accumulation microorganism population and enzyme activities in soils around chromium containing slag heap of steel alloy factory. Trans. Nonferrous Met. Soc. China 2009, 19, 241–248. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, D.W.; Li, L.; Wang, J.X.; Shao, N.N.; Wang, D.M. Microstructure and phase evolution of alkali-activated steel slag during early age. Constr. Build. Mater. 2019, 204, 158–165. [Google Scholar] [CrossRef]
- You, N.Q.; Li, B.L.; Cao, R.L.; Shi, J.J.; Chen, C.; Zhang, Y.M. The influence of steel slag and ferronickel slag on the properties of alkali-activated slag mortar. Constr. Build. Mater. 2019, 227, 116614. [Google Scholar] [CrossRef]
- Guo, X.L.; Xiong, G.Y. Resistance of fiber-reinforced fly ash-steel slag based geopolymer mortar to sulfate attack and drying-wetting cycles. Constr. Build. Mater. 2021, 269, 121326. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, Z.W.; Zhu, Y.M.; Zhang, J.; Huang, T. Effects of redispersible polymer powders on the structural build-up of 3D printing cement paste with and without hydroxypropyl methylcellulose. Constr. Build. Mater. 2021, 267, 120551. [Google Scholar] [CrossRef]
- Gao, Y.; Gu, Y.H.; Mu, S.; Jiang, J.S.; Liu, J.P. The multifractal property of heterogeneous microstructure in cement paste. Fractals 2021, 29, 2140006. [Google Scholar] [CrossRef]
- Liu, H.; Huang, H.L.; Wu, X.T.; Wang, X.B.; Hu, J.; Wei, J.X.; Yu, Q.J. Promotion on self-healing of cracked cement paste by triethanolamine in a marine environment. Constr. Build. Mater. 2020, 242, 118–148. [Google Scholar] [CrossRef]
- Duan, P.; Yan, C.J.; Zhou, W.; Ren, D.M. Fresh properties, compressive strength and microstructure of fly ash geopolymer paste blended with iron ore tailing under thermal cycle. Constr. Build. Mater. 2016, 118, 76–88. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T.; Ng, C.T. Ambient- and oven-cured geopolymer concretes under active confinement. Constr. Build. Mater. 2019, 228, 116722. [Google Scholar] [CrossRef]
- Kaze, C.R.; Lemougna, P.N.; Alomayri, T.; Assaedi, H.; Adesina, A.; Das, S.K.; Lecomte-Nana, G.; Kamseu, E.; Melo, U.C.; Leonelli, C. Characterization and performance evaluation of laterite based geopolymer binder cured at different temperatures. Constr. Build. Mater. 2021, 270, 121443. [Google Scholar] [CrossRef]
- Kastiukas, G.; Ruan, S.Q.; Liang, S.; Zhou, X.M. Development of precast geopolymer concrete via oven and microwave radiation curing with an environmental assessment. J. Clean. Prod. 2020, 255, 120290. [Google Scholar] [CrossRef]
- Huang, J.Q.; Dai, J.G. Flexural performance of precast geopolymer concrete sandwich panel enabled by FRP connector. Compos. Struct. 2020, 248, 112563. [Google Scholar] [CrossRef]
- Wang, S.F.; Ma, X.; He, L.; Zhang, Z.H.; Li, L.F.; Li, Y.X. High strength inorganic-organic polymer composites (IOPC) manufactured by mold pressing of geopolymers. Constr. Build. Mater. 2019, 198, 501–511. [Google Scholar] [CrossRef]
- Zhang, L.C.; Zhou, J.K. Fractal characteristics of pore structure of hardened cement paste prepared by pressurized compact molding. Constr. Build. Mater. 2020, 259, 119856. [Google Scholar] [CrossRef]
- Ranjbara, N.; Mehralib, M.; Maheri, M.R.; Maheri, M. Hot-pressed geopolymer. Cem. Concr. Res. 2017, 100, 14–22. [Google Scholar] [CrossRef]
- Ranjbara, N.; Mehralib, M.; Maheri, M.R. Hot-pressed geopolymer: Dual effects of heat and curing time. Cem. Concr. Compos. 2017, 100, 1–8. [Google Scholar] [CrossRef]
- Ranjbara, N.; Kashefi, A.; Ye, G.; Mehralib, M. Effects of heat and pressure on hot-pressed geopolymer. Constr. Build. Mater. 2020, 231, 117106. [Google Scholar] [CrossRef]
- Silva, I.; Castro-Gomes, João P.; Albuquerque, A. Effect of immersion in water partially alkali-activated materials obtained of tungsten mine waste mud. Constr. Build. Mater. 2012, 35, 117–124. [Google Scholar] [CrossRef]
- Wongkeo, W.; Chaipanich, A. Compressive strength, microstructure and thermal analysis of autoclaved and air cured structural lightweight concrete made with coal bottom ash and silica fume. Mater. Sci. Eng. A 2010, 527, 3676–3684. [Google Scholar] [CrossRef]
- Zeng, Q.; Li, K.F.; Chong, T.F.; Dangla, P. Pore structure characterization of cement pastes blended with high-volume fly-ash. Cem. Concr. Res. 2012, 42, 194–204. [Google Scholar] [CrossRef]
- Abo-El-Enein, S.; Hanafi, A.S.; El-Hosiny, F.I. Effect of some acrylate-poly (ethylene glycol) copolymers as superplasticizers on the mechanical and surface properties of Portland cement pastes. Adsorpt. Sci. Technol. 2005, 23, 245–254. [Google Scholar] [CrossRef]
- Wu, Z.W.; Lian, H.Z. High Performance Concrete; China Railway Publishing House: Beijing, China, 1990. [Google Scholar]
- Zhang, Z.H.; Yao, X.; Zhu, H.J.; Chen, Y. Role of water in the synthesis of calcined kaolin-based geopolymer. Appl. Clay Sci. 2009, 43, 218–223. [Google Scholar]
- Zhang, Z.H.; Provis, J.L.; Reid, A.; Wang, H. Fly ash-based geopolymers: The relationship between composition, pore structure and efflorescence. Cem. Concr. Res. 2014, 64, 30–41. [Google Scholar] [CrossRef]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; Nicolas, R.S.; Hamdan, S.; Deventer, J.S.J. Modification of phase evolution in alkali-activated blast furnace slag by the incorporation of fly ash. Cem. Concr. Compos. 2014, 45, 125–135. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide/wt.% | SiO2 | Al2O3 | Fe2O3 | SO3 | TiO2 | MgO | P2O5 | Na2O | CaO | Other | LOI 1 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fly ash | 52.50 | 27.43 | 3.42 | 1.47 | 1.33 | 1.05 | 0.47 | 0.51 | 7.88 | 1.62 | 2.33 |
| Steel slag | 33.23 | 8.06 | 31.90 | 1.44 | 0.48 | 3.61 | 0.26 | 2.41 | 7.38 | 8.80 | 2.43 |
| Sample ID | Fly Ash/g | Steel Slag/g | NaOH (8 mol/L)/g | Na2SiO3/g | w/b |
|---|---|---|---|---|---|
| FA100 | 100 | 0 | 7 | 10.64 | 0.14 |
| FA80SS20 | 80 | 20 | 7 | 10.64 | 0.14 |
| FA60SS40 | 60 | 40 | 7 | 10.64 | 0.14 |
| FA40SS60 | 40 | 60 | 7 | 10.64 | 0.14 |
| FA20SS80 | 20 | 80 | 7 | 10.64 | 0.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Yu, L.; Xu, L.; Wu, K.; Yang, Z. The Failure Mechanisms of Precast Geopolymer after Water Immersion. Materials 2021, 14, 5299. https://doi.org/10.3390/ma14185299
Wang S, Yu L, Xu L, Wu K, Yang Z. The Failure Mechanisms of Precast Geopolymer after Water Immersion. Materials. 2021; 14(18):5299. https://doi.org/10.3390/ma14185299
Chicago/Turabian StyleWang, Shunfeng, Long Yu, Linglin Xu, Kai Wu, and Zhenghong Yang. 2021. "The Failure Mechanisms of Precast Geopolymer after Water Immersion" Materials 14, no. 18: 5299. https://doi.org/10.3390/ma14185299
APA StyleWang, S., Yu, L., Xu, L., Wu, K., & Yang, Z. (2021). The Failure Mechanisms of Precast Geopolymer after Water Immersion. Materials, 14(18), 5299. https://doi.org/10.3390/ma14185299