1. Introduction
Steels are commonly classified as high-strength steels if their yield strength exceeds 460 MPa. Traditionally, high-strength steels are employed in engineering structures and mechanical engineering products. In the construction industry, high-strength steels can be used for either entire load-bearing structures, or key (high-stressed) structural components only. With this advantage, they are used in structures such as silos, tanks, hoppers, towers, and masts; for load-bearing structures in manufacturing facilities; and for load-bearing elements in bridges and footbridges [
1]. These applications are implied by their high strength, which allows the transmission of high-intensity loads while using more economically sized elements [
2].
The structures are typically exposed to conditions causing atmospheric corrosion. Atmospheric corrosion of structures and structural members made from steel represents an important technical and economic problem, which concerns standard-quality steels (i.e., steels with a yield strength of up to 460 MPa, mainly steels S235 and S355) as well as high-strength steels. Hence, the protection of the surface of steel members constitutes an important issue. Hot-dip galvanizing is one of the most common ways of protecting steel elements against corrosion due to the cost-effectivity and low impact of the process on the environment. Its main advantages include long-term corrosion protection (long-term experience shows that it can last up to 50 years [
3]), a high level of mechanical resilience, and perfect all-round protection in cavities and on edges. The lifetime of zinc coating is inversely proportional to the corrosion rate.
Table 1 shows that depending on the category of corrosion aggressivity of the atmosphere (given by EN ISO 9223 [
4]), the protection of steel members by zinc coating can be very effective.
The chemical composition of steels with a high level of yield strengths of up to 700 MPa is very similar to the composition of standard-quality structural steels, and modern high-strength steels achieve their strength exclusively by way of the manufacturing process [
5]. Within the process, the steels are subjected to controlled thermomechanical rolling, rolling with quenching (accelerated cooling is provided by intensive jets of cold water), and subsequent tempering. This sophisticated process reduces the requirements on the content of alloying elements. Quenched and tempered high-strength steels have low values of carbon equivalent, which improves their weldability.
The process of hot-dip galvanizing involves dipping a steel element into a kettle with molten zinc. The temperature of molten zinc is, however, approximately 450 °C [
6]. Zinc and steel react under these conditions with one another, forming iron–zinc alloy layers on the surface of the steel [
7].
With standard-quality steels, hot-dip galvanizing is a very common and time-proven way of protecting steel structures against the action of atmospheric corrosion. However, the application of hot-dip galvanizing to structures made of high-strength steels can lead to drawbacks related to the loss of strength of the steel. This effect is a consequence of the heat introduced during the hot-dip galvanization process. With certain types of high-strength steels, the manufacturers do not recommend any thermal processing of the steels, as it may lead to deterioration of the mechanical properties (yield strength, tensile strength, and hardness) [
8,
9,
10]. Nonetheless, the extent of the decrease in strength or hardness resulting from the hot-dip galvanizing process is not known for a combination of the different steel types for structural details. The desired mechanical properties may be achieved despite the use of hot-dip galvanizing by selecting suitable high-strength steel while benefiting from complex corrosion protection.
Nowadays, the design of steel structural elements made of both standard-quality steels (S235 to S355) as well as the higher-strength steels S420 and S460, is covered in European standard document EN 1993-1-1 (2006) [
11]. Document EN 1993-1-8 (2006) [
12] applies to the design of joints and connections, particularly for statically loaded structures made from steel of grade S235 to S460. Last but not least, standard EN 1993-1-12 (2008) [
13] supplies additional rules for the use of steels of strength grades up to S700 in structures. Nonetheless, the use of steels with strengths above S700 is not supported in today’s European standard documents. European standard documents also apply to the zinc coatings of high-strength steels. Hot-dip galvanization is a relatively simple process to specify and is covered by the standard EN ISO 1461 [
14].
Over the last few decades, companies, public institutions, and organs of state administration have been showing an increasing interest in the influence of products and services on the environment. A study of EGGA/IZA-Europe (European General Galvanizers Association/The International Zinc Association) suggested including hot-dip galvanizing among technologies considered “green,” as it effectively saves natural resources by the efficient protection of steel [
15]. Hence, it lowers the energy requirements in comparison to standard coatings.
Recently, environmentally clean technologies have been requested. These include, for example, laser technologies [
16,
17]. The coating applied by these technologies shows good adhesion to the steel surface, good corrosion protection, and mechanical resistance. However, the technologies are more suitable for small products than civil engineering structures or large machine structures. An alternative technology for corrosion protection is thermal spray methods, employing flame, plasma, or an electric arc. Zinc and aluminum alloys (e.g., Zinacor 850) are mainly used for spraying.
A more precise specification of the negative influence of hot-dip galvanizing on the mechanical properties of high-strength steels is not provided in the standard documents. This paper deals with the issue, and the extent of the negative influence of hot-dip galvanizing on the mechanical properties (strength and hardness) is discussed in detail. The main focus is the experimental assessment of the influence of hot-dip galvanizing on the mechanical properties of selected high-strength steels with yield strength ranging from 460 to 1250 MPa.
2. The Process of Hot-Dip Galvanizing
Hot-dip galvanizing is a metallurgical process where a coating is created on the surface of a steel sheet by mutual reaction of the base material of the product and molten zinc from a bath [
18]. The thickness, structure, and quality of the zinc coating are strongly impacted by the composition of the molten zinc and by the condition of the steel surface [
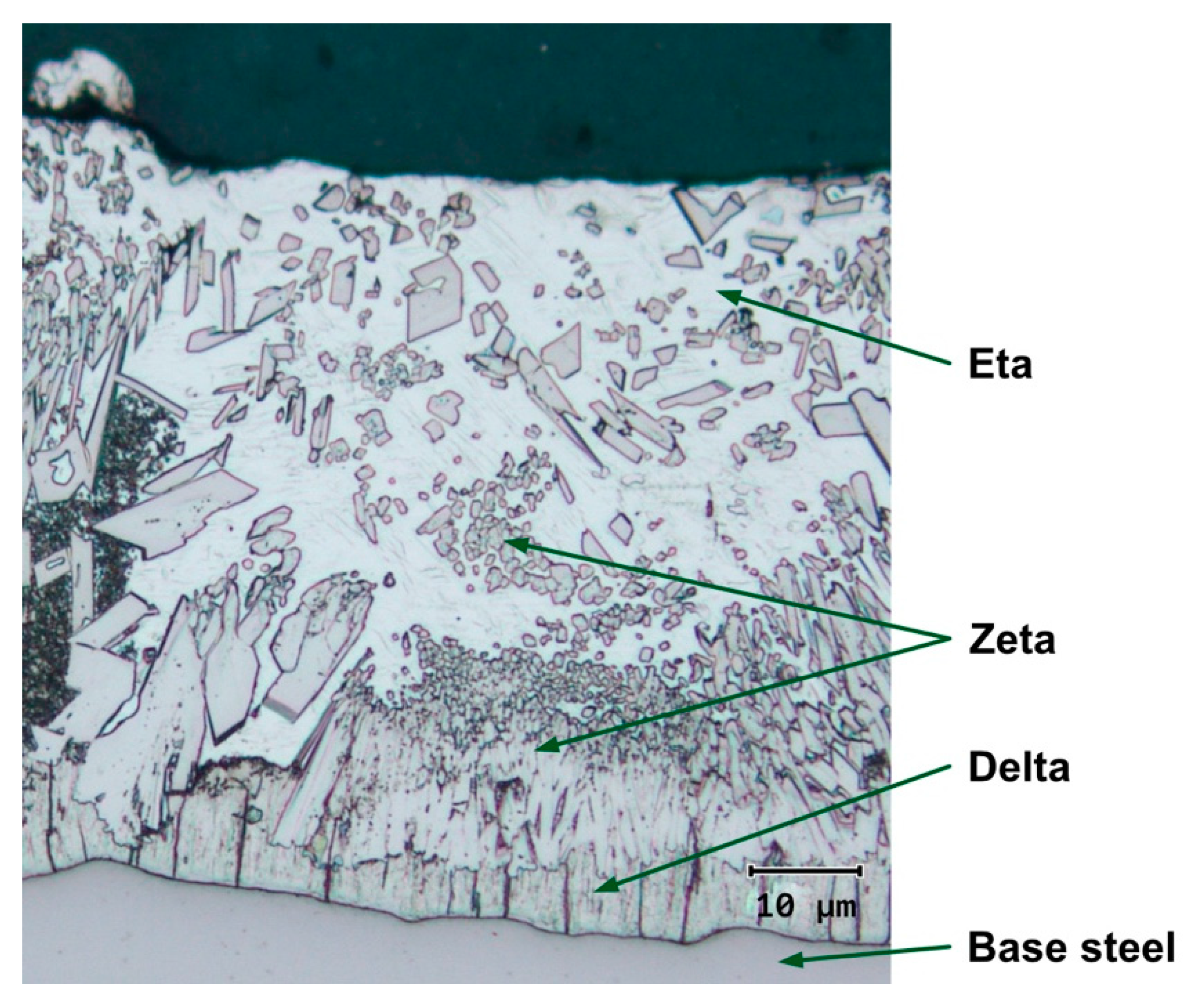
19]. Within the metallurgical reaction of iron with molten zinc, intermetallic phases of iron and zinc are gradually created (gamma, delta, zeta). The phases form layers in which the content of iron drops from the zinc–iron interface towards the surface (see
Figure 1): The zeta phase contains 5.8 to 6.7 wt.% Fe, the delta phase 7 to 11.5 wt.% Fe, and the gamma phase 21 to 28 wt.% Fe. During the extraction from the bath, a layer of pure Zn (eta phase) with <0.03 wt.% Fe is formed on the surface [
20].
Sheet metal and structures are galvanized with almost pure zinc and alloying elements, which are not soluble in the solid eta phase of zinc (Sn, Ni, Pb). These elements form randomly oriented crystals during the crystallization of the surface layer of the zinc.
Hot-dip galvanizing is mostly carried out in baths at temperatures ranging from 445 to 460 °C [
6,
21]. The metallurgical processes themselves are influenced by the involved alloying elements, mainly Ni, Al, and Sn [
22,
23]. The optimum amount of nickel in the zinc bath typically ranges from 0.04 to 0.06 wt.%. The content of Ni above 0.06 wt.% leads to the formation of FeZnNi phase particles, the so-called floating dross, which adversely influences the hot-dip galvanizing process.
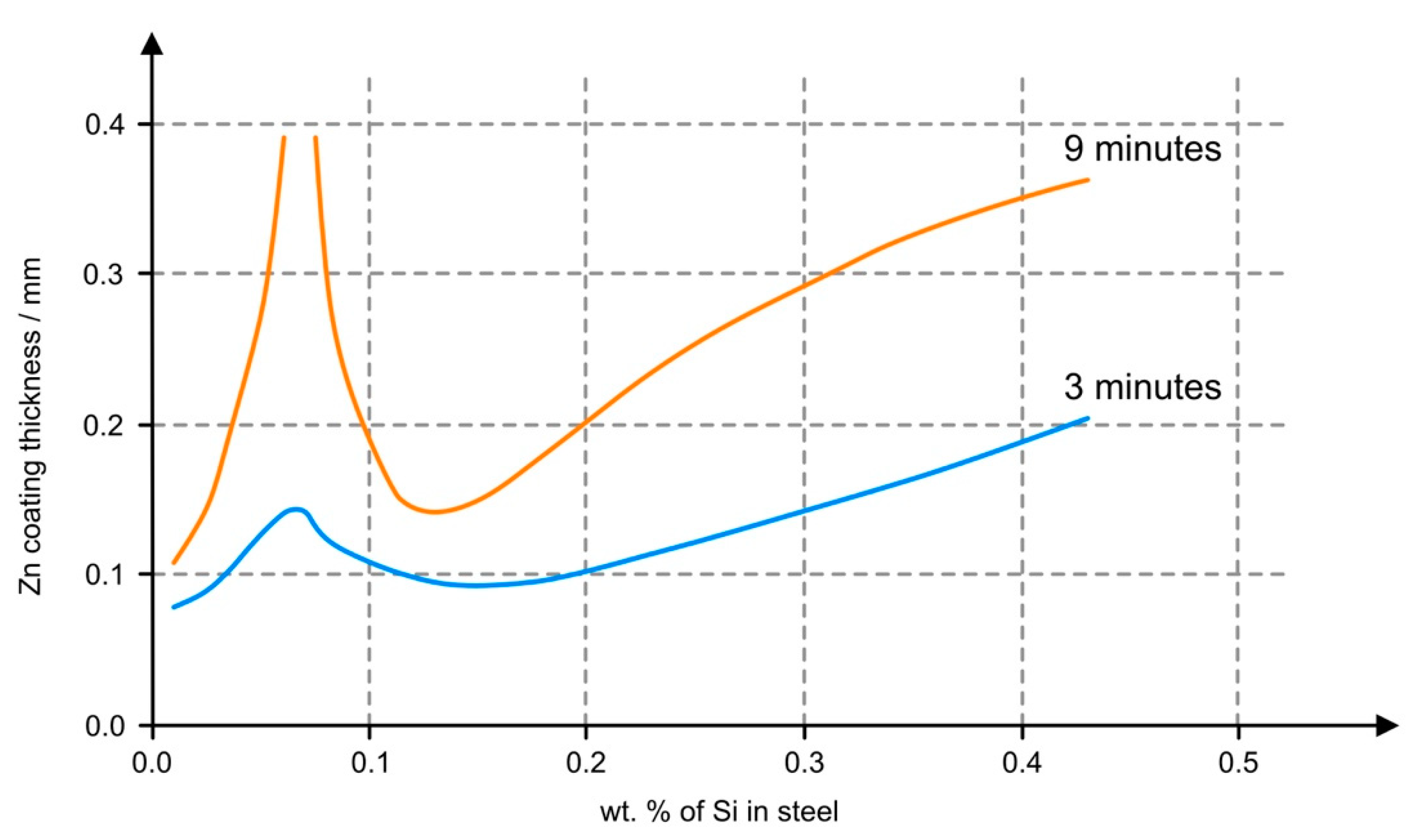
Nickel (Ni) in the zinc bath reduces the growth speed of zinc coating on the surface of Sandelin steels with the content of Si ranging from 0.03 to 0.12 wt.%. With Sebisty steels (0.12 to 0.22 wt.% of Si) and steels with high Si content (above 0.22 wt.%), Ni does not change the growth kinetics and the growth rate is approximately linear. The presence of higher amounts of Ni in the zinc bath has an unfavorable effect on the creation of hard zinc. On the other hand, if the content of Ni in the bath drops below 0.03%, its influence on the reaction between steel and zinc considerably decreases. Aluminum (Al) is only added in small quantities (0.001 to 0.01%) to increase the luster of the coating. Bismuth (Bi) increases the fluidity of the molten zinc mixture; typically, the content of Bi ranges between 0.1 and 0.2 wt.%. Tin (Sn) gives the zinc layer a characteristic spangle pattern. The content of tin in molten zinc is approximately 1 wt.%. A combination of both Bi and Sn is used to lower the melting temperature of the zinc in the kettle, as the melting temperature of the individual elements is lower than the melting temperature of Zn. Another property of the individual elements is that they are soluble neither in zinc nor in the iron–zinc intermetallic phases. Hence, they form eutectic compounds on the surface of the coating [
7,
22,
23,
24,
25,
26].
As discussed above, the usual temperature of a zinc bath is about 450 °C [
7]. The heat introduced within hot-dip galvanizing can adversely impact the mechanical properties of quenched and tempered high-strength steels [
27,
28]. Steels with a yield strength above 1000 MPa may lose up to 25% of the strength at the temperature of hot-dip galvanization due to the tempering temperature during galvanization being higher than the temperature within manufacturing. The strength of carbon steels, on the other hand, does not change or may slightly increase during hot-dip galvanizing. The elongation does not change but the impact energy mildly decreases. Residual tension after welding decreases by hot-dip galvanizing.
Fatigue strength of the hot-dip galvanized steels is given by the type of steel. In the case of aluminum-killed steel, there is only a relatively small decrease in strength; however, in the case of silicon-killed steel, the decrease can be significant. The cause of these differences is the differing composition of the intermetallic phases of iron and zinc. As a result of the fatigue stress, fractures in the coating are created. These fractures subsequently initiate the formation of cracks in the surface of the steel. As long as the zinc coating on the steel surface remains intact, the fatigue strength is not impacted by the coating and the decrease in fatigue strength caused by hot-dip galvanizing is significantly smaller than the decrease otherwise caused by the corrosion attack [
24].
Furthermore, hot-dip galvanizing does not cause an increase in hydrogen embrittlement, since the hydrogen absorbed during pickling by hydrochloric acid is subsequently released by the heat from the process. Intergranular embrittlement, which can occur in certain cases with hot-dip galvanizing, is caused by the penetration of zinc into the borders of the steel grains. This phenomenon occurs due to increased tension in the structural element. It is therefore recommended to anneal the steel at a temperature higher than the temperature in molten zinc, i.e., above 460 °C [
29,
30].
5. Discussion
The unfavorable influence of hot-dip galvanizing (a form of heat process) on the yield and tensile strength is a known phenomenon. Several studies devoted to the phenomenon were published, e.g., [
27,
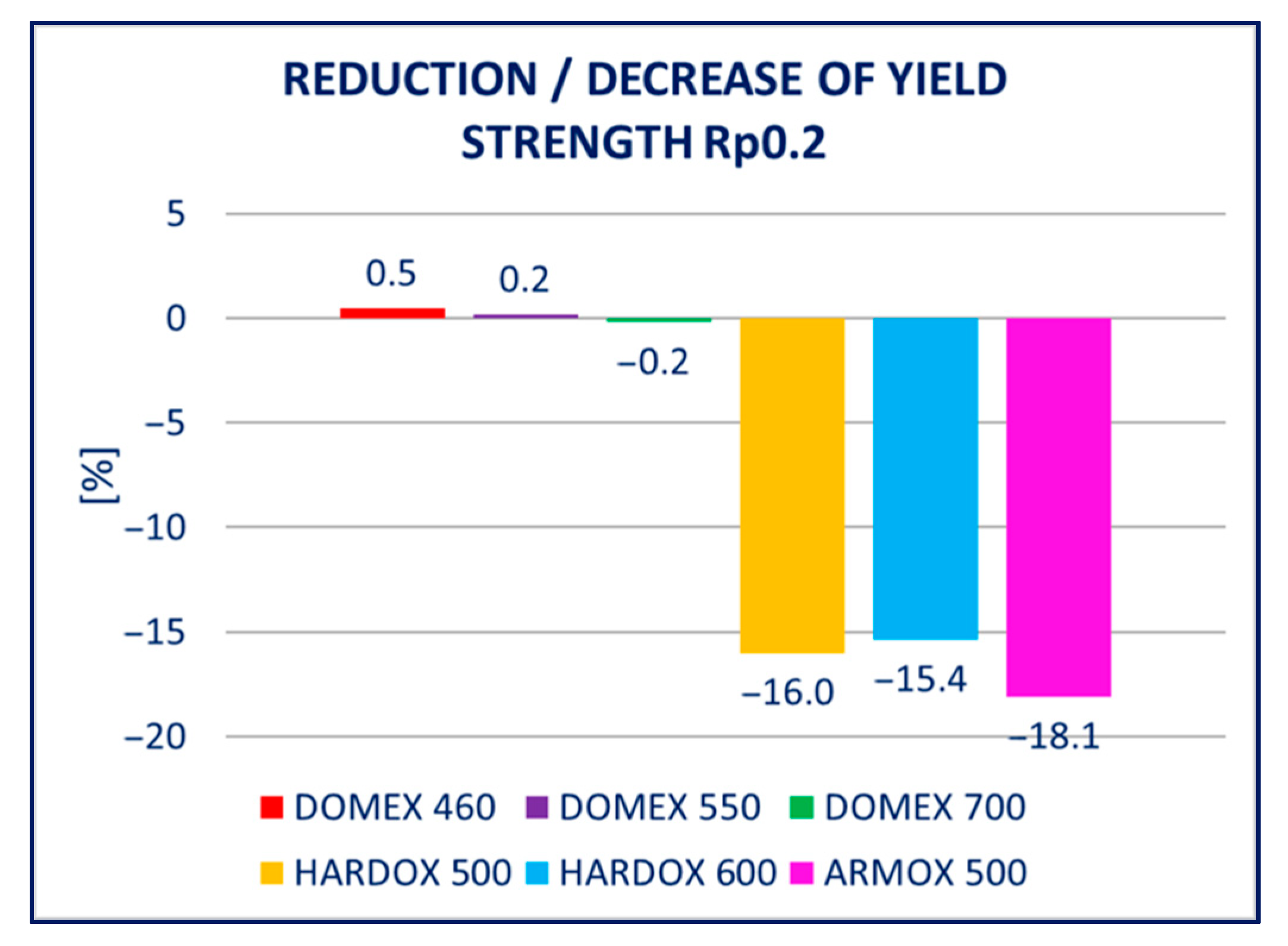
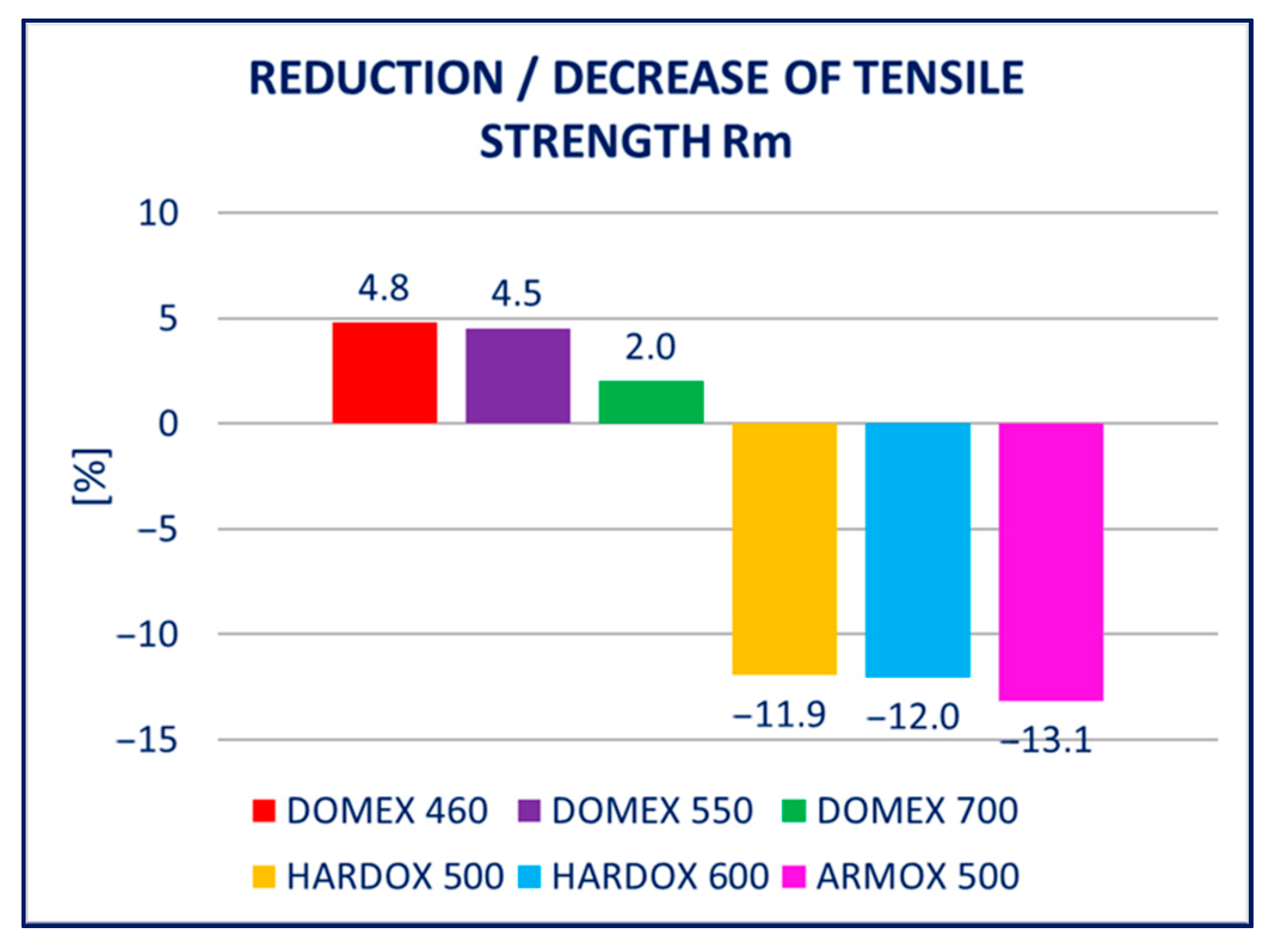
28]. Overall, the studies dealt with the influence of hot-dip galvanization of the steels with a tensile strength below 700 MPa. Our study included the different types of high-strength steels with tensile strength ranging from 600 to 1800 MPa. The study aimed to verify and quantify the influence of hot-dip galvanizing on the yield and tensile strength (summarized in
Figure 17 and
Figure 18), but also to evaluate the impact on the hardness of the material (summarized in
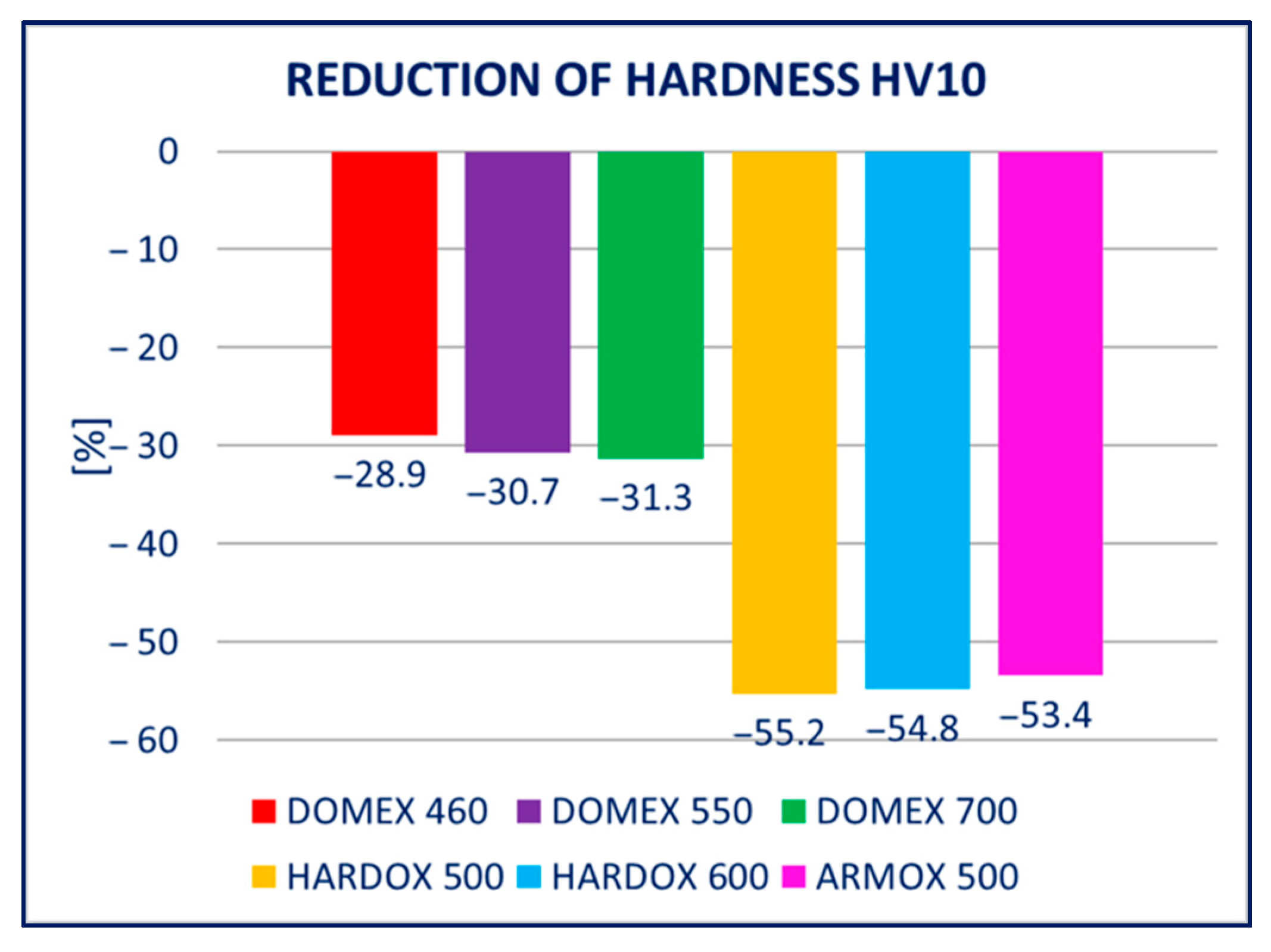
Figure 19).
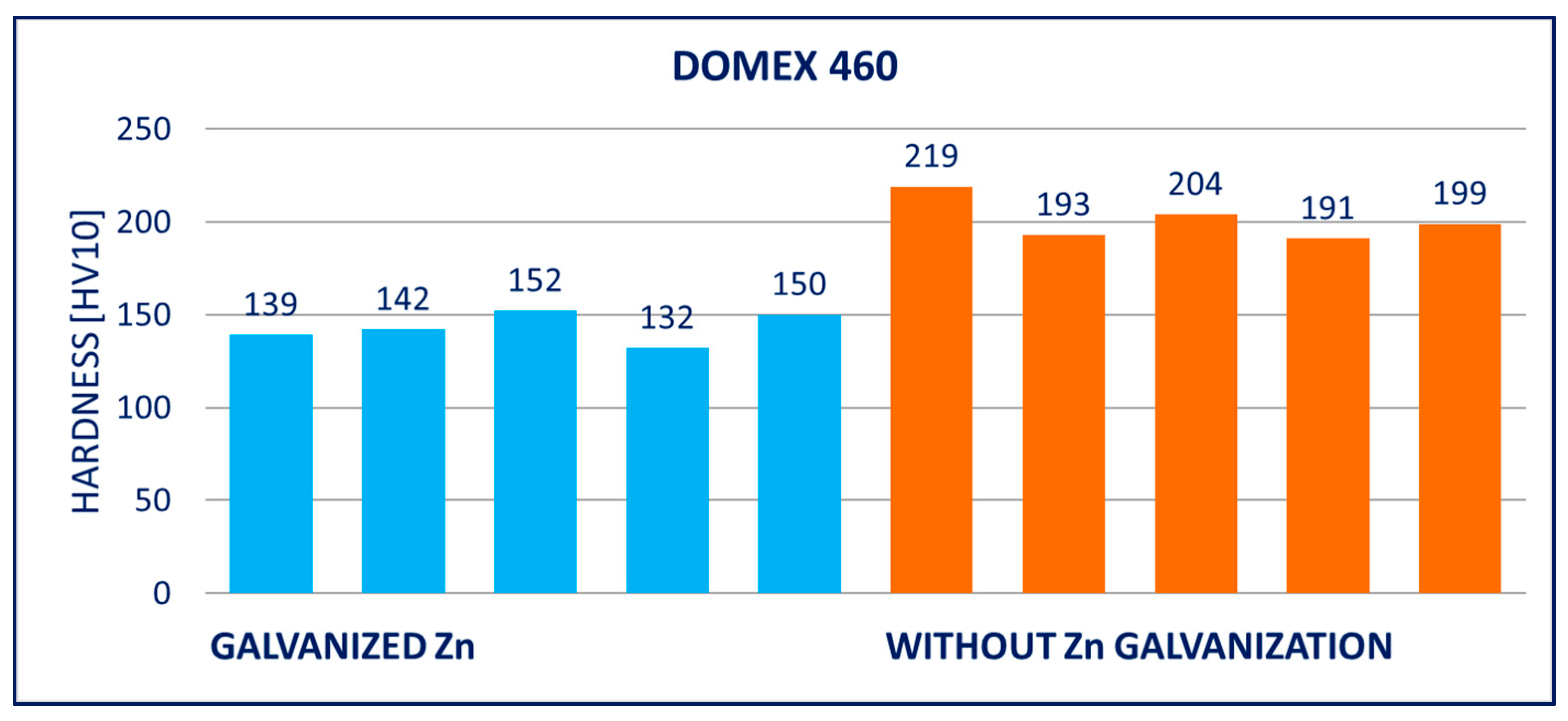
DOMEX 460: After hot-dip galvanizing, the mechanical properties of the steel improved. The yield strength Rp0.2 was increased by 20 to 30 MPa and the tensile strength Rm also increased slightly. The elongation A did not change. The experiment did not show any negative impact of hot-dip galvanization on the mechanical properties of this steel; instead, slight improvements were recorded.
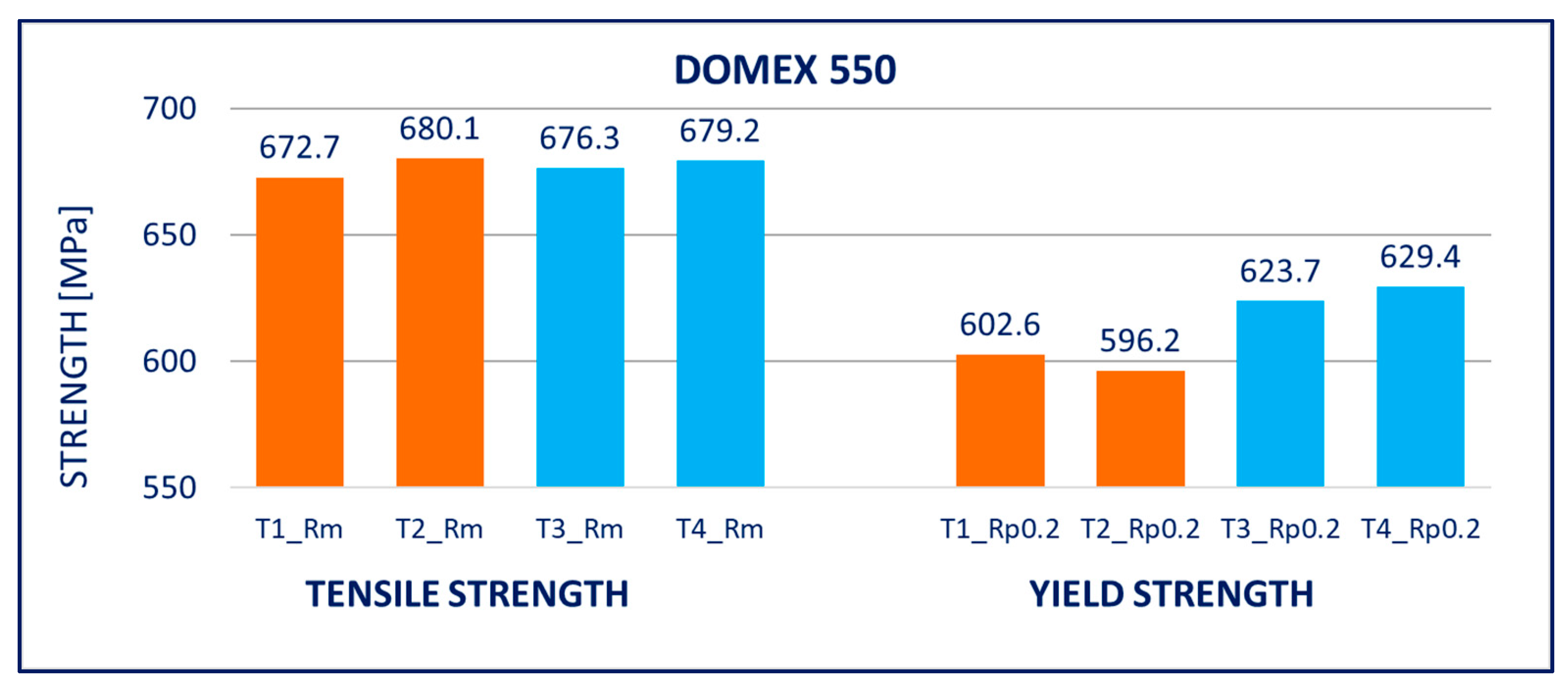
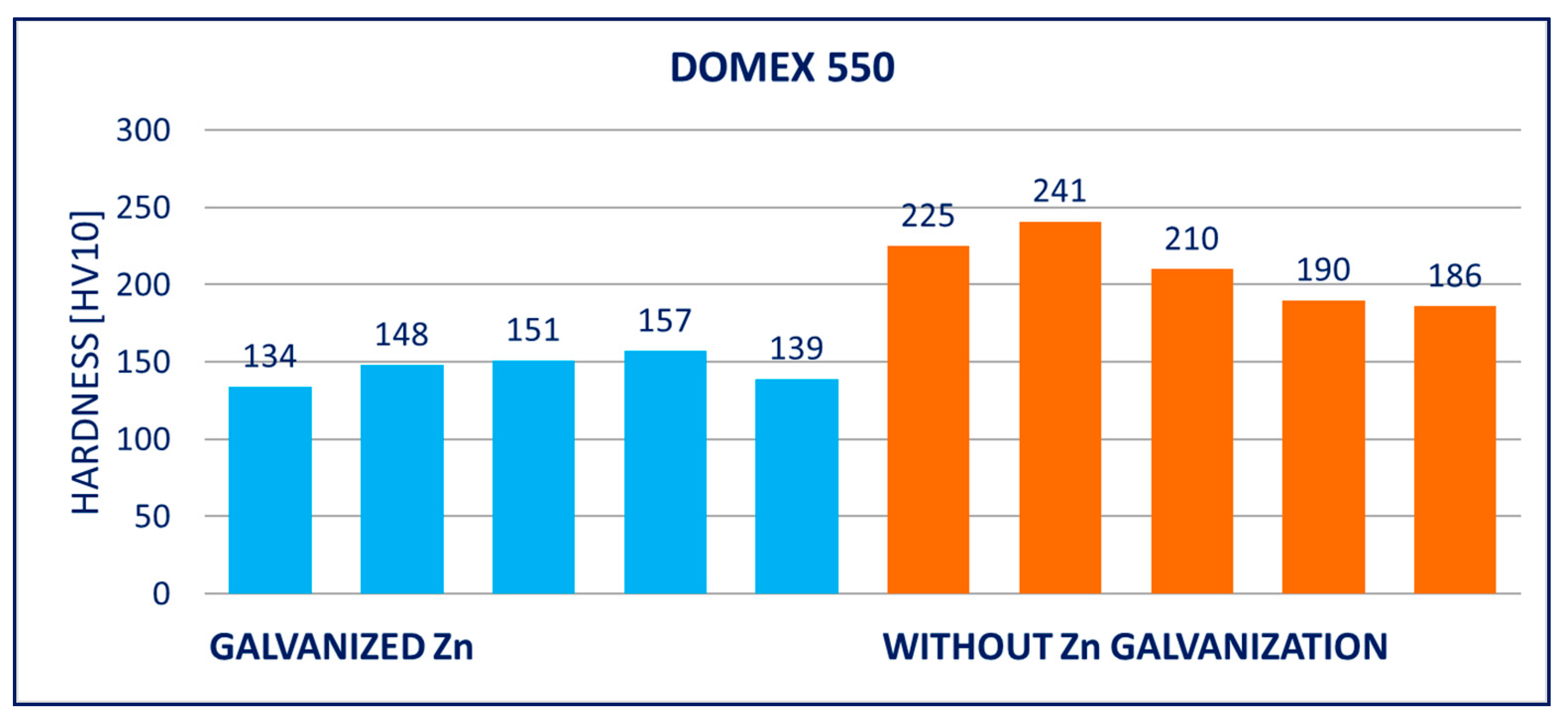
DOMEX 550: The mechanical properties slightly changed after hot-dip galvanizing. The yield strength Rp0.2 was increased by 20 to 30 MPa and the tensile strength Rm remained unchanged; however, the elongation A increased by 14%. The experiments showed that the hot-dip galvanization of this steel does not have a negative influence on its strength.
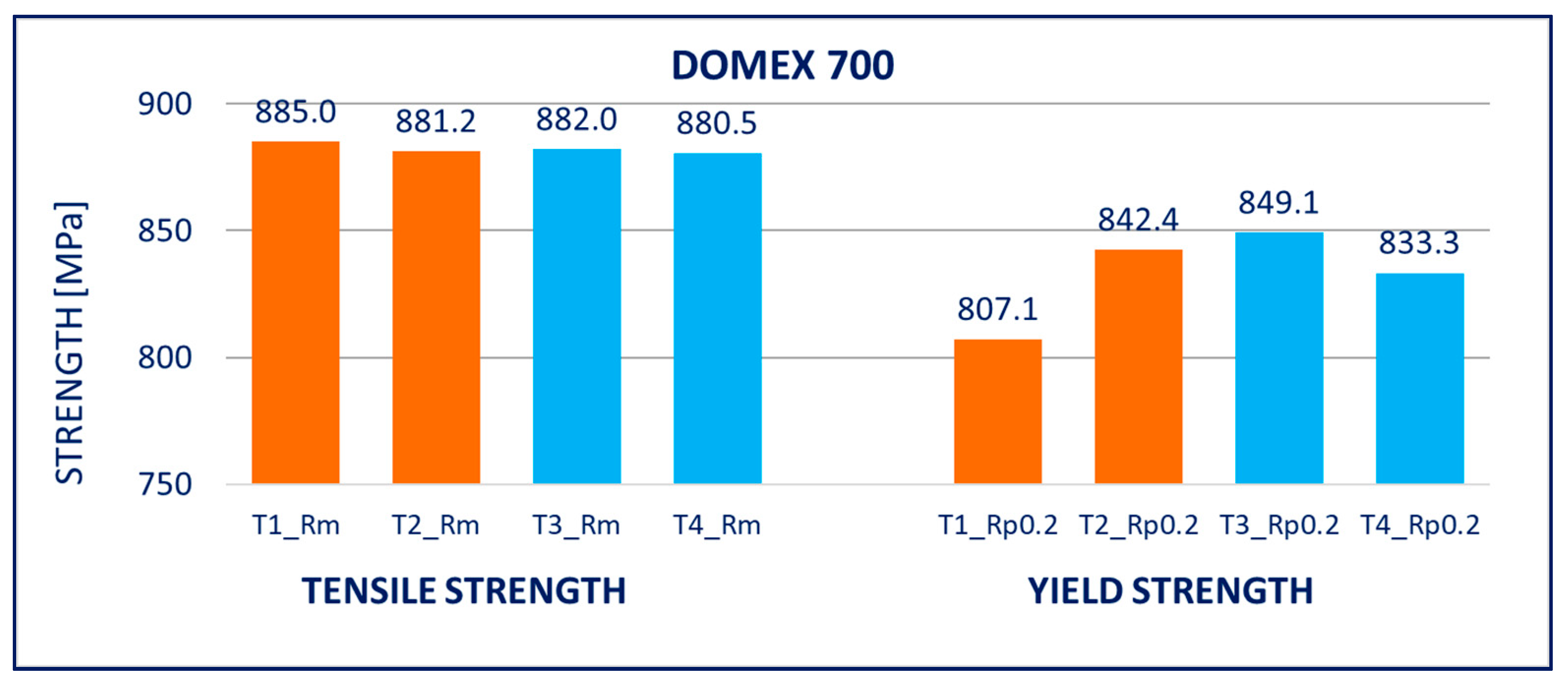
DOMEX 700: The mechanical properties remained almost unchanged after hot-dip galvanization. The yield strength Rp0.2, the tensile strength Rm, and the elongation A remained constant and corresponded to the initial values, i.e., the values before galvanizing.
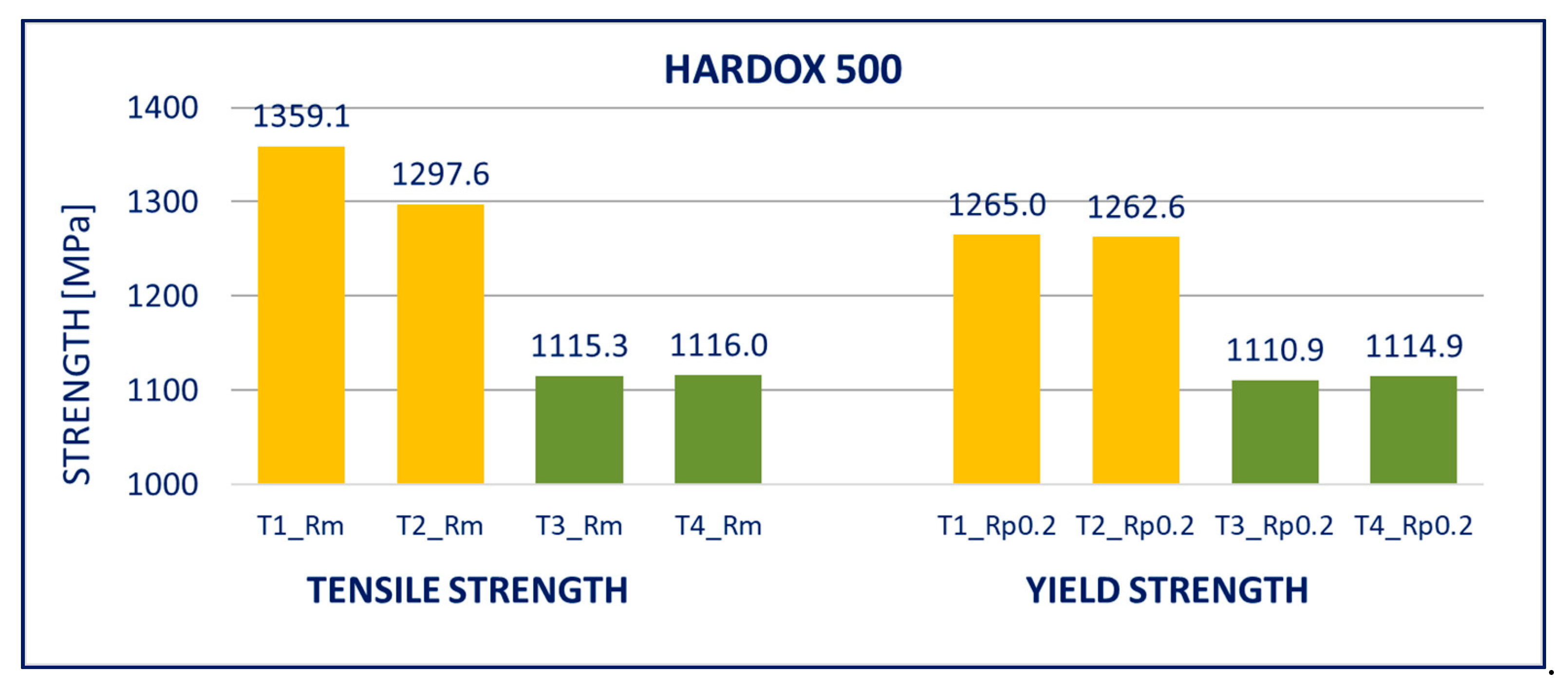
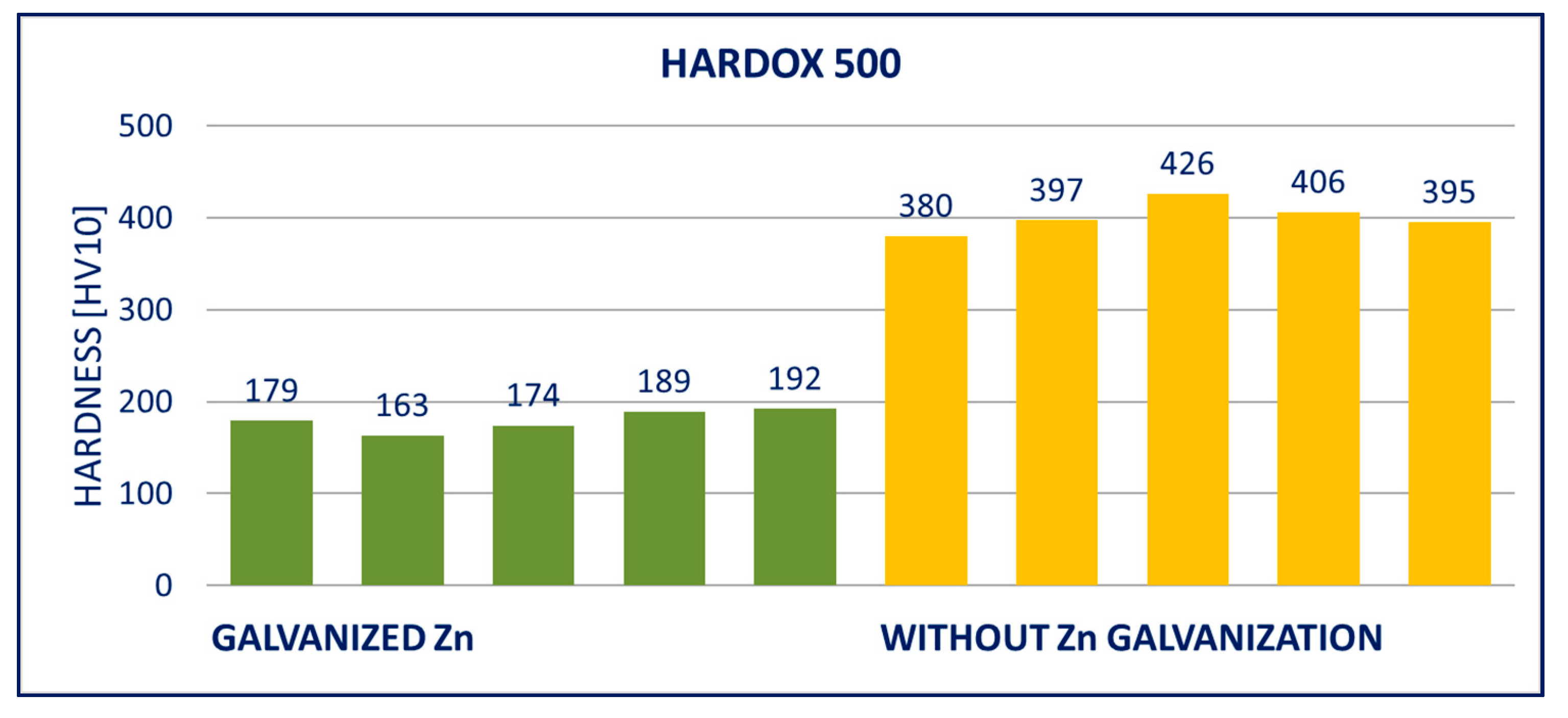
HARDOX 500: The mechanical properties of this steel were significantly worse after hot-dip galvanizing. The yield strength Rp0.2, as well as the tensile strength Rm, decreased by almost 150 MPa because of the galvanization process. Elongation A was not significantly changed by galvanizing.
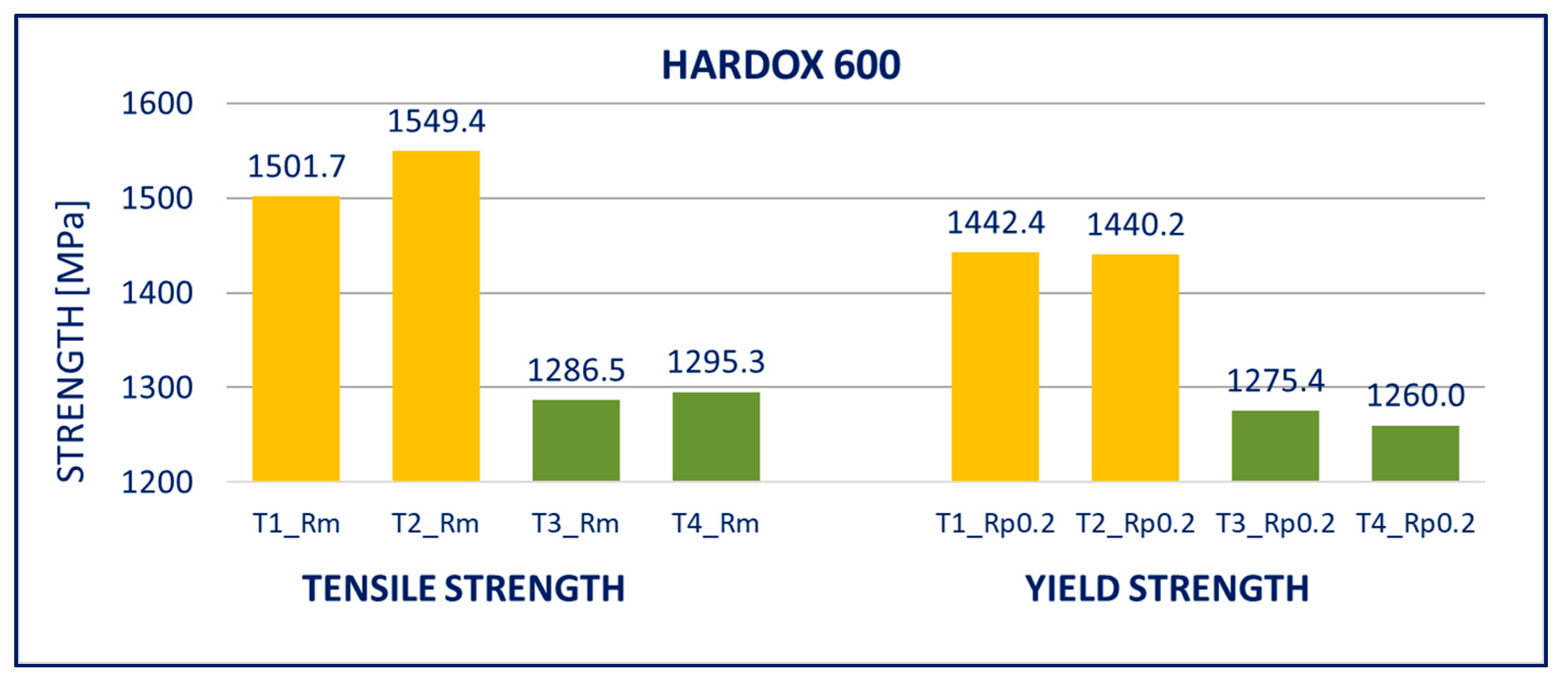
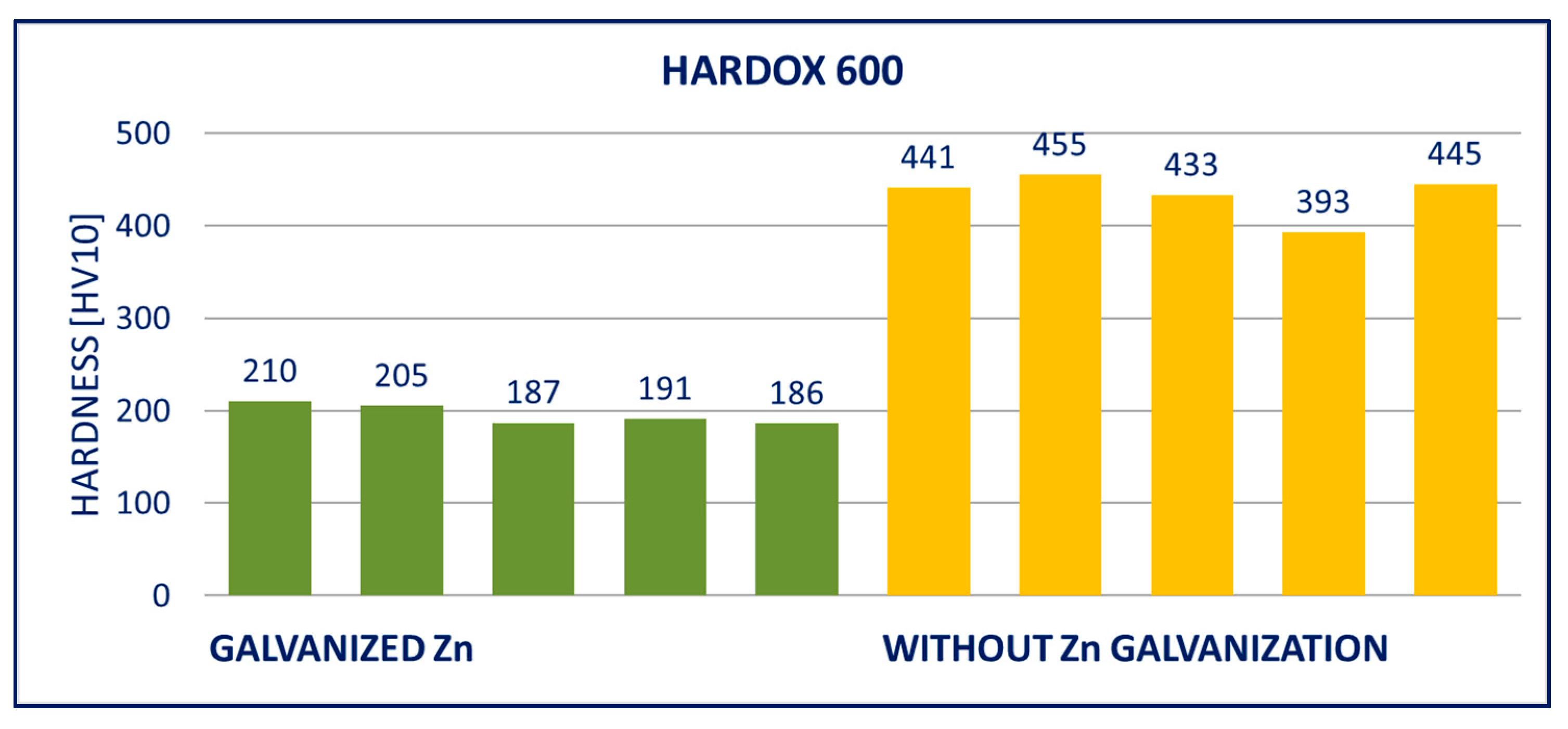
HARDOX 600: The mechanical properties of the steel deteriorated very significantly by the process of hot-dip galvanizing. It affected mainly the yield strength Rp0.2 and tensile strength Rm. Elongation A remained unchanged. The yield strength Rp0.2 decreased by almost 150 MPa and the tensile strength Rm by more than 250 MPa.
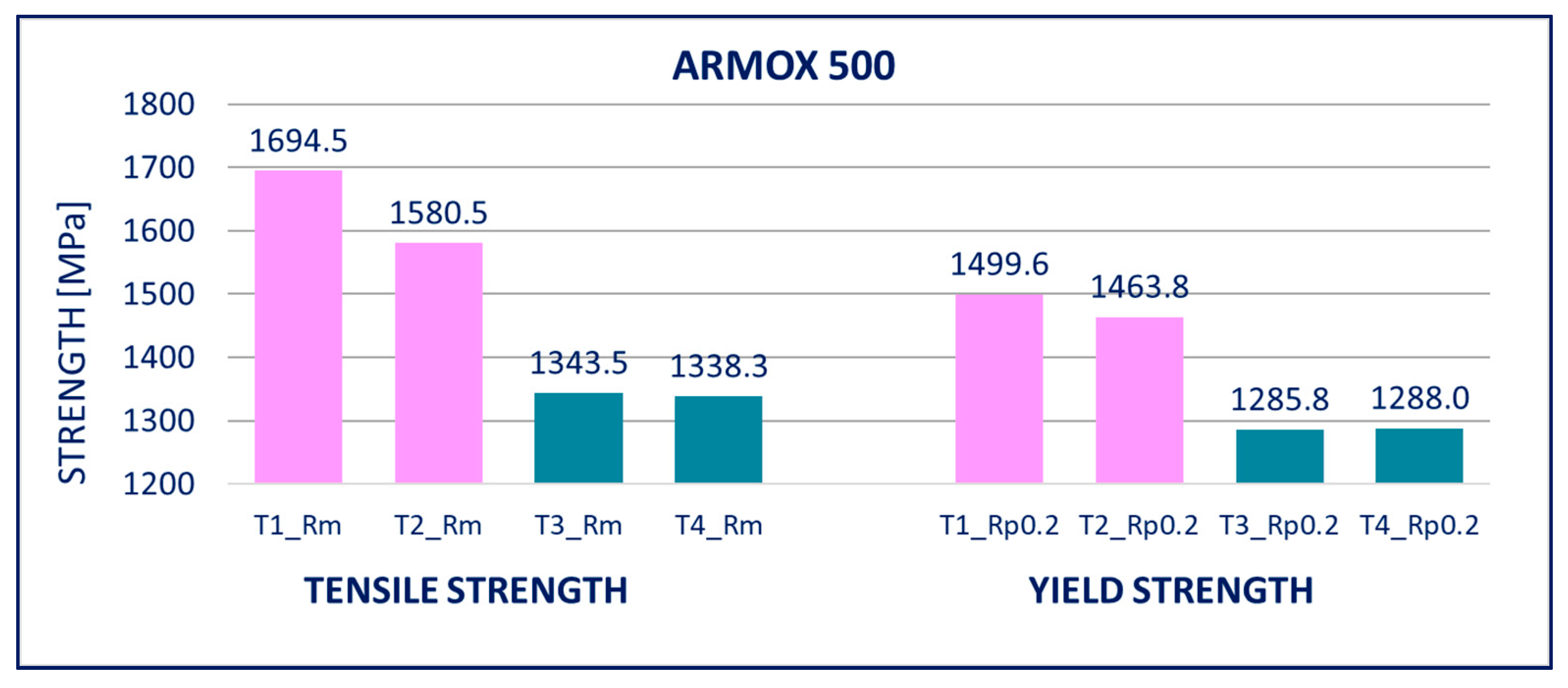
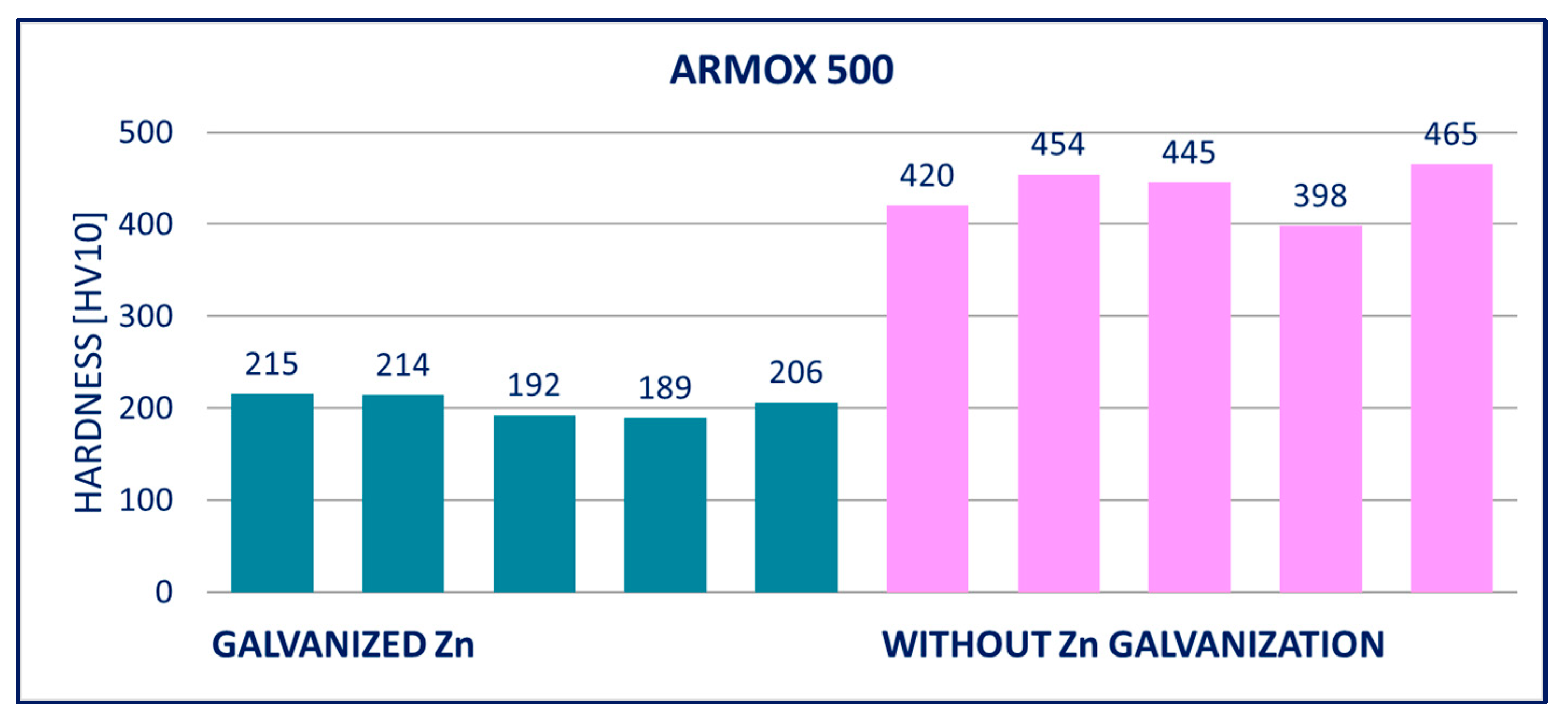
ARMOX 500: After hot-dip galvanizing, significant weakening of the mechanical properties was observed. The yield strength Rp0.2 and the ultimate strength Rm were mainly impacted, whereas elongation A only increased slightly. The yield strength Rp0.2 decreased by approximately 300 MPa and the tensile strength Rm by more than 400 MPa. Out of all the tested steels, hot-dip galvanization had the most negative impact on ARMOX 500.
Within the manufacturing process, HARDOX and ARMOX steels are tempered to a temperature of approximately 200 °C. Due to the low tempering temperature, the steels consist mainly of tetragonal martensite, and the yield strength ranges above 1200 MPa. Decomposition of the tetragonal martensite to cubic martensite with lower carbon content and transition iron carbide (ε-carbide) with a close-packed hexagonal structure is the key process occurring during tempering of the steels. At temperatures between 200 and 300 °C, the residual austenite decomposes, and lower bainite is formed. This structure is similar to the structure of martensite tempered to the same temperature. When the steel is heated above 300 °C, the low-carbon martensite decomposes to ferrite, and simultaneously, cementite is formed. The amount of precipitate of cementite gradually increases as particles of ε-carbide decay. Simultaneously, the C content in the matrix decreases due to the formation of stable carbide Fe
3C (cementite). These changes lead to decreased strength (
Figure 8,
Figure 9 and
Figure 10) and hardness (
Figure 14,
Figure 15 and
Figure 16) and increased plasticity and toughness. The conclusions are supported by the different hardness measured on the surface of the specimens (after removal of the zinc coating) and in the core (discussed in the 10th paragraph of this section). The dependence of the decrease of hardness on the temperature is discussed in the available literature [
38,
39].
The structural phases are stable with the DOMEX steels, which are tempered to 550 °C during the manufacturing process. Hence, the changes in the mechanical properties resulting from hot-dip galvanizing are not significant. On the other hand, the DOMEX steels are microalloyed with Ti, Nb, and V. As a result of the heat process, the formation of carbides, nitrides, and carbonitrides may occur. The presence of these phases explains the slight increase in the tensile mechanical properties.
Softening of the surface parts occurs as a result of the process of hot-dip galvanization. A light layer below the grinded zinc coating was observed in photomicrographs. There was a decreased C content in this layer, which negatively impacted the hardness. The extent of this effect can be illustrated in the example of the DOMEX 700 and HARDOX 500 steels. The hardness was measured with the method by Vickers HV10. The hardness HV10 measured in the softened zone of a test specimen made of DOMEX 700 ranged from 185 to 208. The hardness HV10 measured at the core of the specimen was in the interval of 256 to 268. For comparison, the hardness HV10 of the non-galvanized specimen ranged from 256 to 272. The hardness HV10 measured in the softened zone of a test specimen made of HARDOX 500 and at the core of the specimen ranged from 202 to 230 and from 316 to 339, respectively. The hardness HV10 of the non-galvanized specimen ranged from 378 to 415.
Very recently, a study devoted to hot-dip galvanizing of thin-walled steel tubes made of ultra-high-strength steels was published [
40]. The studied steels contained 0.23 wt.% of C, 0.8 wt.% of Si, 1.7 wt.% of Mn, 1.5 wt.% of Cr, 1.0 wt.% of Ni, 0.5 wt.% of Mo, and 0.005 wt.% of B. The authors reported a decrease in the strength of the steels from 1373 MPa (before galvanization) to 1100 MPa (after galvanization). Similar results were obtained by Gunalan and Mahendran [
41], who reported a decrease in strength of 17%, and by Azhari et al. [
42], who reported a decrease in strength of 14%. The published structures of the zinc coating show high similarity with our results: the relatively low thickness of the delta phase and large randomly oriented crystals of the zeta phase.
The performed experiments show the negative influence of hot-dip galvanizing on the hardness of the material. All types of steel suffered from a significant decrease in hardness, particularly steels with higher yield strength. The smallest decrease in hardness resulting from the galvanization process was measured for DOMEX steels. The decrease ranged from 60 HV (DOMEX 460) to 80 HV (DOMEX 700). With HARDOX steels, the observed decrease in hardness was 220 HV and 240 HV for HARDOX 500 and 600, respectively. With ARMOX 500 steel, a decrease in hardness of 230 HV resulting from hot-dip galvanizing was observed.
6. Conclusions
Experimental research has confirmed that hot-dip galvanizing causes a significant deterioration of the mechanical properties of selected types of high-strength steels.
The key advantage of DOMEX-type high-strength steels is the high strength of the material (yield and tensile strength). Only a slight change in the mechanical properties after hot-dip galvanization was observed with steels with a characteristic value of yield strength of 460 MPa, 550 MPa, and 700 MPa. There was a slight increase in the yield strength; however, the ultimate strength remained almost unchanged by the process. Plastic properties, namely, the elongation, also remained unchanged for most steel classes. Hot-dip galvanizing can be recommended as an anti-corrosive protection for this type of steel without any major drawback.
HARDOX and ARMOX steels are characteristic by their high hardness together with the high strength of the materials. They have high yield strength (min. 1200 MPa) and tensile strength (1350 to 1750 MPa). With this type of steel, the change in yield strength and tensile strength resulting from the hot-dip galvanization was tremendous. The yield strength of these steels dropped by up to 150 MPa, and the ultimate strength fell by more than 200 MPa. At the same time, the elongation increased due to the drop in strength and hardness.
The influence of hot-dip galvanization on the hardness of high-strength steels is also significant. The weakening of strength and hardness occurs due to the additional tempering of the martensitic structure. All types of steel suffered from a significant decrease in hardness, particularly the steels with higher yield and tensile strength. In the case of the DOMEX-type steels, the measured decrease was mostly around 70 HV. The decrease in hardness of approximately 60 HV on average was observed for steels with a yield strength of up to 600 MPa, approximately 75 HV for the steels with a yield strength of 700 MPa. In all cases, the decrease in hardness was approximately 30%. In the case of the ARMOX and HARDOX steel types, the hardness decreased by a maximum of 220 to 240 HV due to the hot-dip galvanization, which was approximately 55%.
The results imply that only steels with lower strength are suitable for hot-dip galvanization. The upper level of the yield-strength limit was estimated as Rp0.2 = 700 MPa. Steels with a higher yield-strength level and high hardness, e.g., HARDOX and ARMOX steels, are tempered to only 200 °C during production. The change in the mechanical properties is due to the influence of the galvanizing temperature (usually ranges from 445 to 460 °C).
Anti-corrosive protection of this type of steel with the use of hot-dip galvanizing can be recommended only for high-strength steels with a yield strength below 700 MPa and high-strength steels for which the extent of the decrease in the mechanical properties is known.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}