
Modification of Mechanical Properties in Directed Energy Deposition by a Static Magnetic Field: Experimental and Theoretical Analysis

 , , , ,
, , , ,  ,
,  and
and 
Abstract
:1. Introduction
2. Theoretical Methods
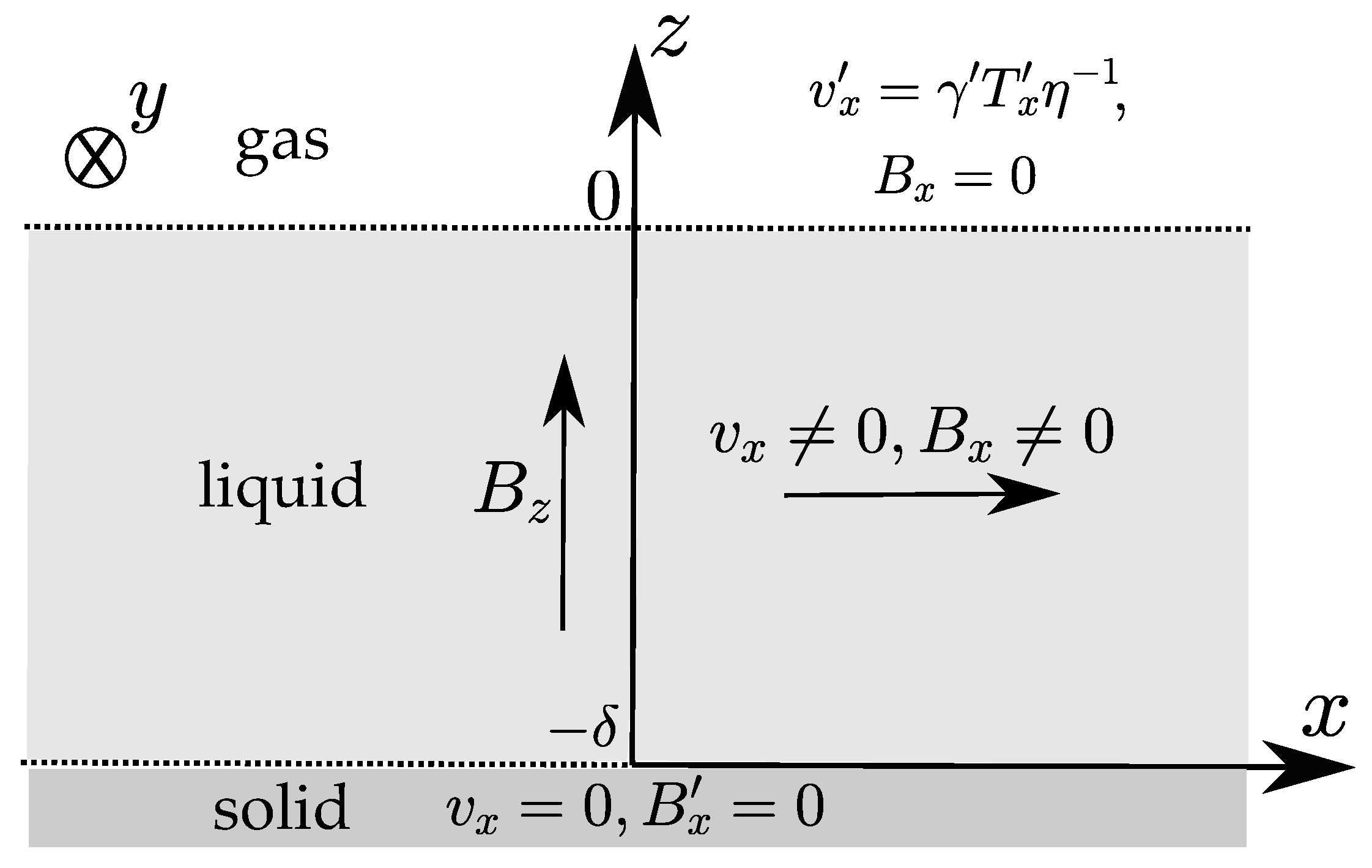
2.1. Fluid Flow in the Molten Pool
2.2. Fluid Flow in the Mushy Zone
3. Experimental Methods
3.1. Sample Preparation
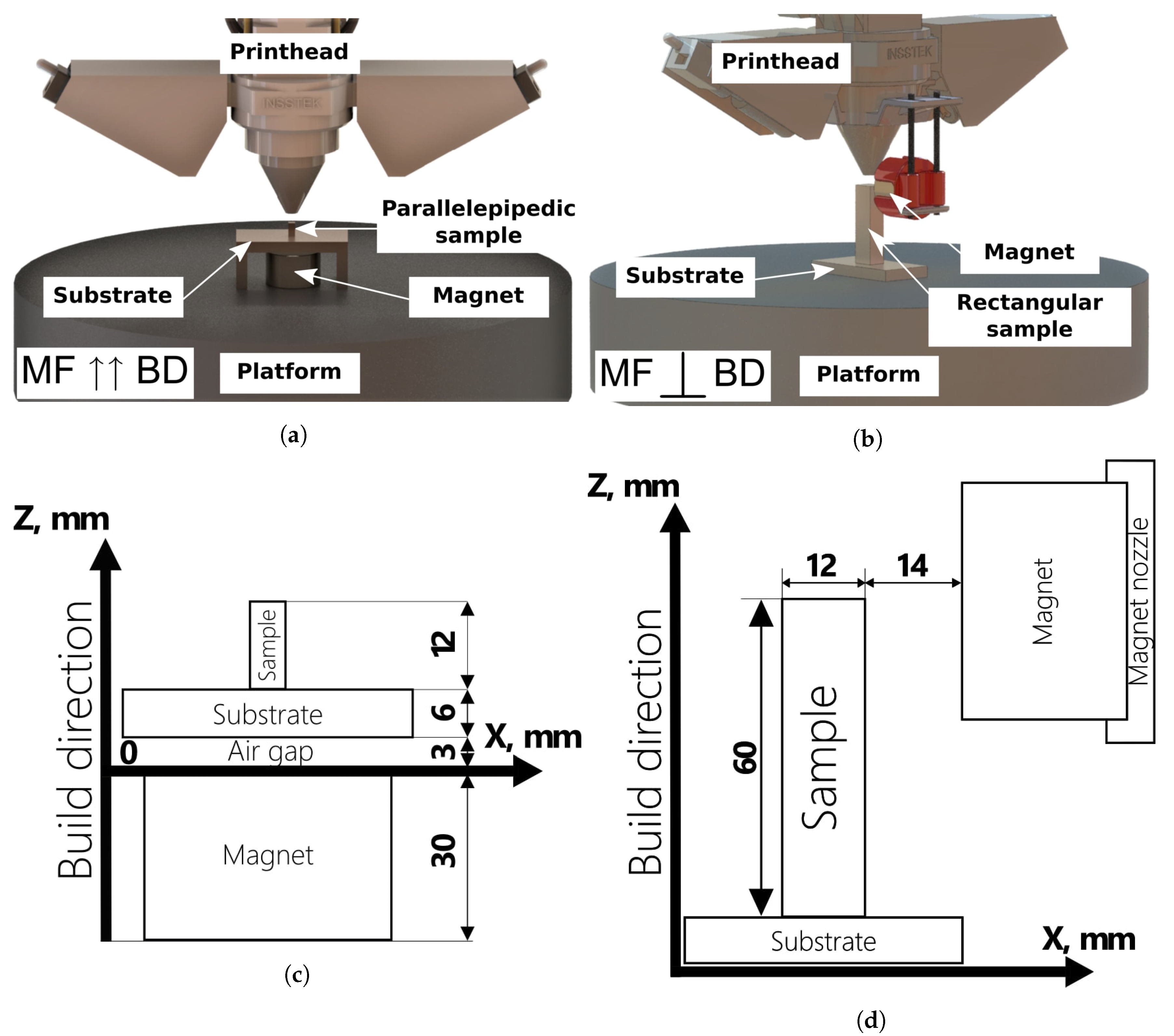
3.2. External Magnetic Field
3.3. Microstructure and Mechanical Properties Characterization
4. Results and Discussion
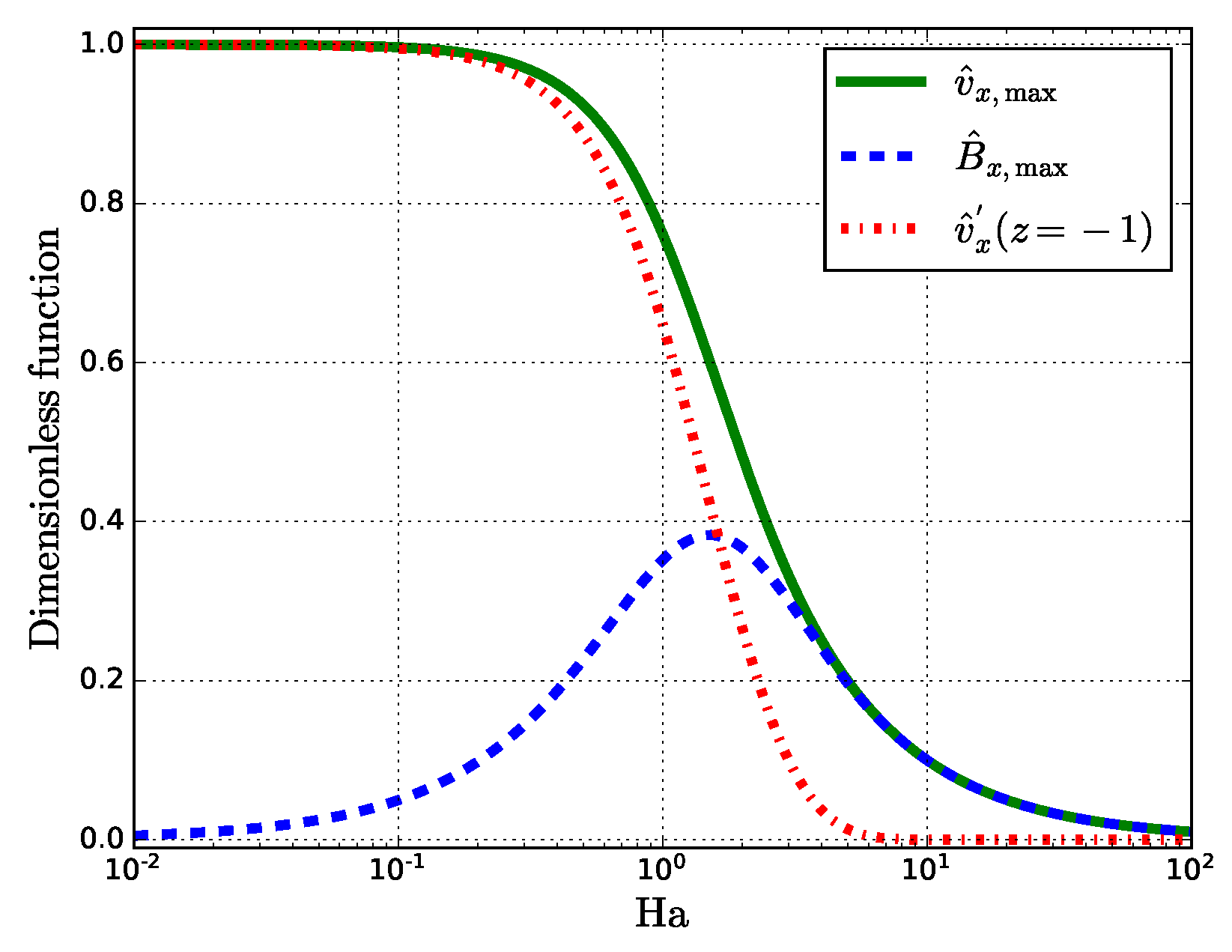
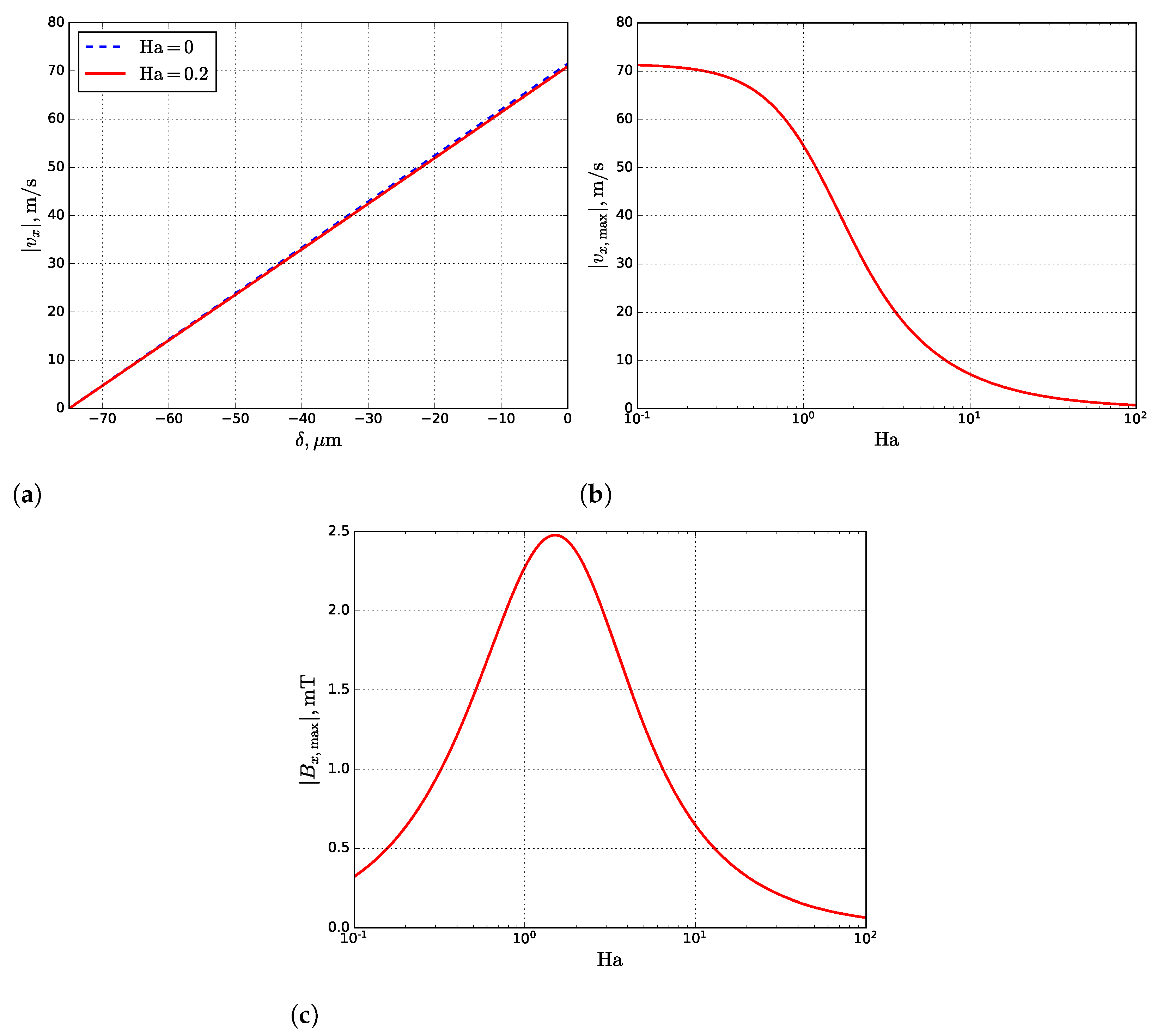
4.1. Theoretical Analysis
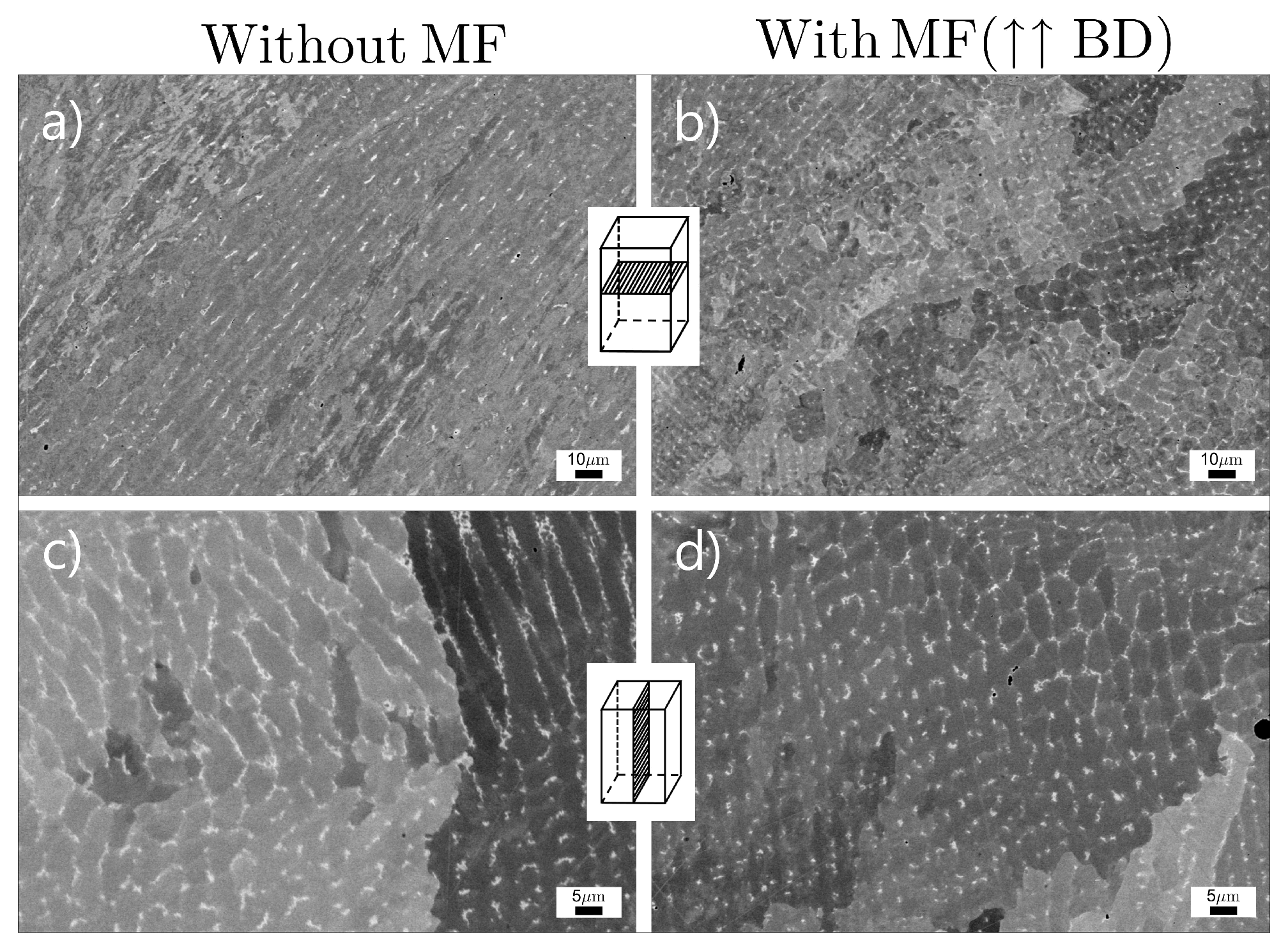
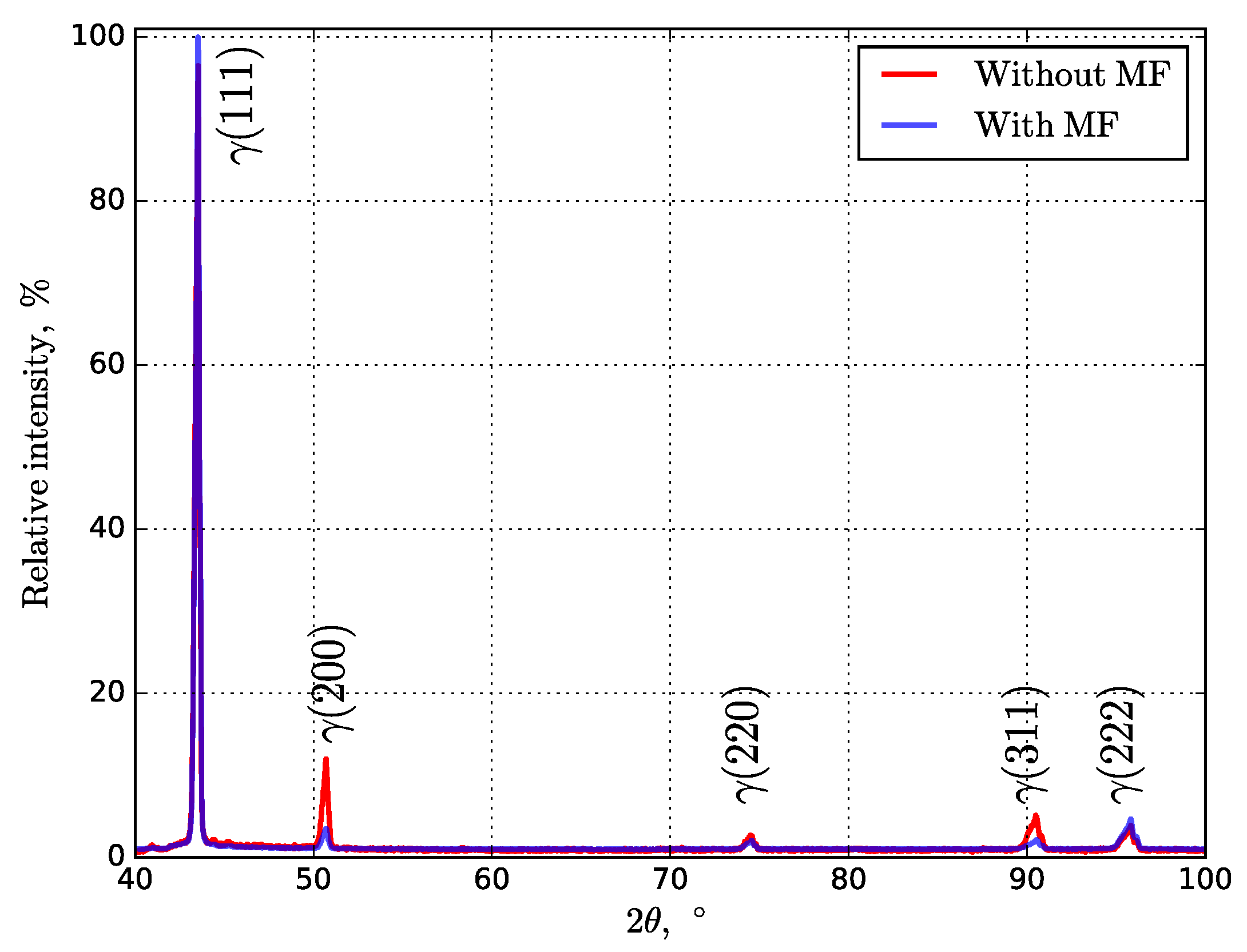
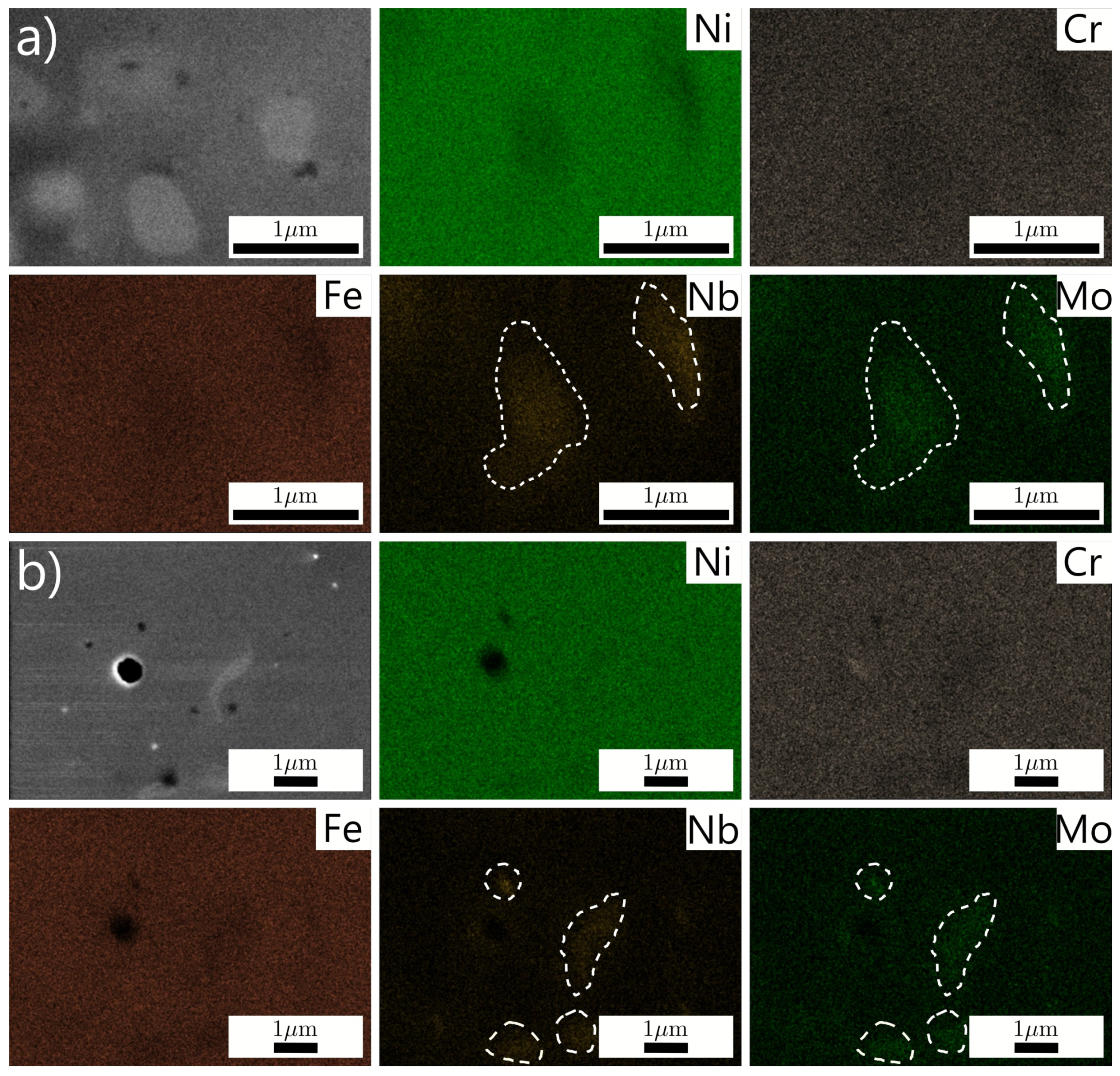
4.2. Microstructural and Phase Analysis
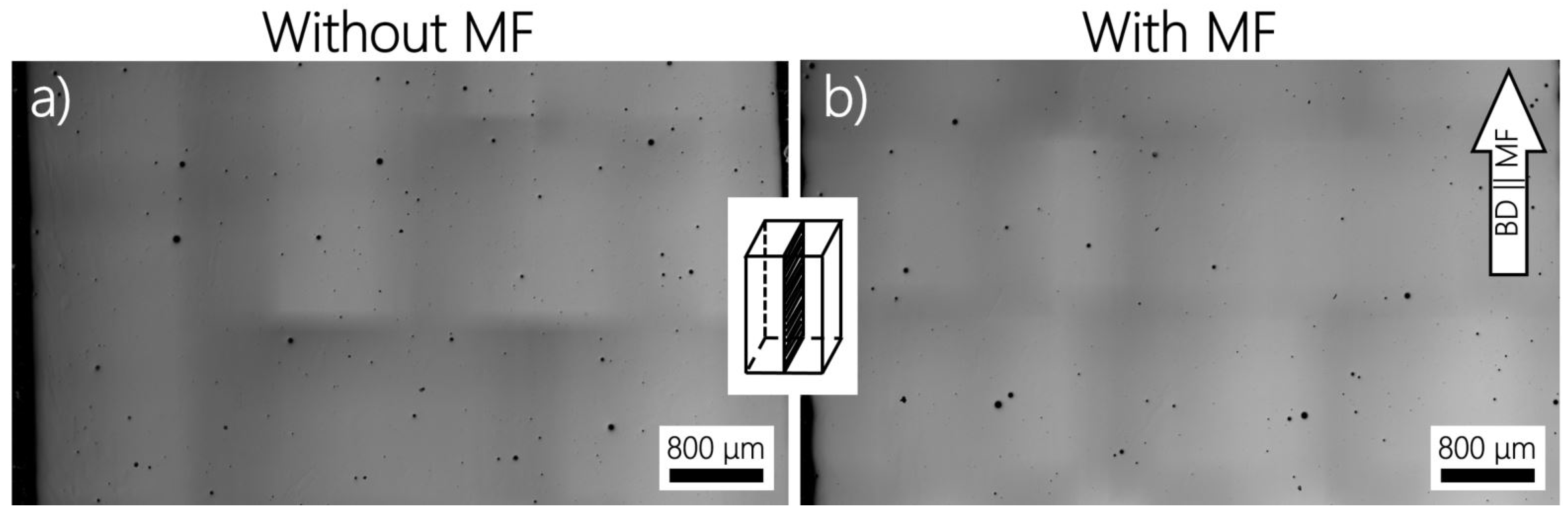
4.3. Porosity, Microhardness, and Mechanical Testing
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015; pp. 1–498. [Google Scholar] [CrossRef]
- Piscopo, G.; Atzeni, E.; Salmi, A. A hybrid modeling of the physics-driven evolution of material addition and track generation in laser powder directed energy deposition. Materials 2019, 12, 2819. [Google Scholar] [CrossRef] [Green Version]
- Piscopo, G.; Salmi, A.; Atzeni, E. Influence of High-Productivity Process Parameters on the Surface Quality and Residual Stress State of AISI 316L Components Produced by Directed Energy Deposition. J. Mater. Eng. Perform. 2021. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.; Shi, J.; Su, Y. Effect of external magnetic field on the microstructure of 316L stainless steel fabricated by directed energy deposition. In Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition, Salt Lake City, UT, USA, 11–14 November 2019; Volume 2B-2019, pp. 1–5. [Google Scholar] [CrossRef]
- Du, D.; Dong, A.; Shu, D.; Wang, D.; Zhu, G.; Sun, B.; Lavernia, E.J. Influence of Static Magnetic Field on the Microstructure of Nickel-Based Superalloy by Laser-Directed Energy Deposition. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 3354–3359. [Google Scholar] [CrossRef]
- Kao, A.; Gan, T.; Tonry, C.; Krastins, I.; Pericleous, K. Study of thermoelectric magnetohydrodynamic convection on solute redistribution during laser additive manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 861, 1–8. [Google Scholar] [CrossRef]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Zhang, D.; Bermingham, M.J.; Lui, E.W.; Brandt, M.; StJohn, D.H.; Qian, M. Grain structure control during metal 3D printing by high-intensity ultrasound. Nat. Commun. 2020, 11, 142. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Zhao, Y.; Strayer, S.; Zhao, Y.; Aoyagi, K.; Koizumi, Y.; Chiba, A.; Xiong, W.; To, A.C. Elucidating the effect of preheating temperature on melt pool morphology variation in Inconel 718 laser powder bed fusion via simulation and experiment. Addit. Manuf. 2021, 37, 101642. [Google Scholar] [CrossRef]
- Saldi, Z.S. Marangoni Driven Free Surface Flows in Liquid Weld Pools. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2012. [Google Scholar]
- Leung, C.L.A.; Marussi, S.; Atwood, R.C.; Towrie, M.; Withers, P.J.; Lee, P.D. In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat. Commun. 2018, 9, 1355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xia, M.; Gu, D.; Yu, G.; Dai, D.; Chen, H.; Shi, Q. Selective laser melting 3D printing of Ni-based superalloy: Understanding thermodynamic mechanisms. Sci. Bull. 2016, 61, 1013–1022. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Aoyagi, K.; Yamanaka, K.; Chiba, A. Role of operating and environmental conditions in determining molten pool dynamics during electron beam melting and selective laser melting. Addit. Manuf. 2020, 36, 101559. [Google Scholar] [CrossRef]
- Tohru, M.; Ichiro, T. Effect of magnetic field on onset of Marangoni convection. Int. J. Heat Mass Transf. 1988, 31, 285–293. [Google Scholar] [CrossRef]
- Du, D.; Haley, J.C.; Dong, A.; Fautrelle, Y.; Shu, D.; Zhu, G.; Li, X.; Sun, B.; Lavernia, E.J. Influence of static magnetic field on microstructure and mechanical behavior of selective laser melted AlSi10Mg alloy. Mater. Des. 2019, 181, 107923. [Google Scholar] [CrossRef]
- Shercliff, J.A. Thermoelectric magnetohydrodynamics. J. Fluid Mech. 1979, 91, 231–251. [Google Scholar] [CrossRef]
- Lehmann, P.; Moreau, R.; Camel, D.; Bolcato, R. A simple analysis of the effect of convection on the structure of the mushy zone in the case of horizontal Bridgman solidification comparison with experimental results. J. Cryst. Growth 1998, 183, 690–704. [Google Scholar] [CrossRef]
- Lehmann, P.; Moreau, R.; Camel, D.; Bolcato, R. Modification of interdendritic convection in directional solidification by a uniform magnetic field. Acta Mater. 1998, 46, 4067–4079. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification; Number V. 1; Trans Tech Publications: Zurich, Switzerland, 1986. [Google Scholar]
- Strickland, J.; Nenchev, B.; Dong, H. On directional dendritic growth and primary spacing—A review. Crystals 2020, 10, 627. [Google Scholar] [CrossRef]
- Dupouy, M.D.; Camel, D.; Favier, J.J. Natural convective effects in directional dendritic solidification of binary metallic alloys: Dendritic array primary spacing. Acta Metall. Mater. 1992, 40, 1791–1801. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Texture control of Inconel 718 superalloy in laser additive manufacturing by an external magnetic field. J. Mater. Sci. 2019, 54, 9809–9823. [Google Scholar] [CrossRef]
- Liu, F.; Cheng, H.; Yu, X.; Yang, G.; Huang, C.; Lin, X.; Chen, J. Control of microstructure and mechanical properties of laser solid formed Inconel 718 superalloy by electromagnetic stirring. Opt. Laser Technol. 2018, 99, 342–350. [Google Scholar] [CrossRef]
- Landau, L.D.; Pitaevskii, L.P.; Lifshitz, E.M. Electrodynamics of Continuous Media: Course of Theoretical Physics. Volume 8, 2nd ed.; Butterworth–Heinemann: Oxford, UK, 1984; p. 460. [Google Scholar]
- Landau, L.D.; Lifshitz, E.M. Fluid Mechanics: Course of Theoretical Physics. Volume 6, 2nd ed.; Pergamon Press: Oxford, UK, 1987; p. 554. [Google Scholar]
- Shercliff, J.A. A Textbook of Magnetohydrodynamics; Pergamon Press: Oxford, UK, 1966; p. 1204. [Google Scholar] [CrossRef]
- Alboussiere, T.; Moreau, R.; Camel, D. Influence of a Magnetic Field on the Solidification of Metallic Alloys. Comptes Rendus I’Academie des Science 1991, 313, 749–755. [Google Scholar]
- Valencia, J.J.; Quested, P.N. Thermophysical Properties, ASM Handbook. ASM 2008, 15, 468–481. [Google Scholar] [CrossRef]
- Poirier, D.R. Permeability for flow of interdendritic liquid in columnar-dendritic alloys. Metall. Trans. B 1987, 18, 245–255. [Google Scholar] [CrossRef]
- Chamsri, K.; Bennethum, L.S. Permeability of fluid flow through a periodic array of cylinders. Appl. Math. Model. 2015, 39, 244–254. [Google Scholar] [CrossRef]
- Callister, W. Materials science and engineering: An introduction (2nd edition). Mater. Des. 1991, 12, 59. [Google Scholar] [CrossRef]
- Zhang, C.; Jahazi, M.; Gallego, P.I. On the impact of microsegregation model on the thermophysical and solidification behaviors of a large size steel ingot. Metals 2020, 10, 74. [Google Scholar] [CrossRef] [Green Version]
- Chang, S.; Stefanescu, D.M. A model for macrosegregation and its application to Al-Cu castings. Metall. Mater. Trans. Phys. Metall. Mater. Sci. 1996, 27, 2708–2721. [Google Scholar] [CrossRef]
- Beckermann, C.; Gu, J.P.; Boettinger, W.J. Development of a freckle predictor via Rayleigh number method for single-crystal nickel-base superalloy castings. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2000, 31, 2545–2557. [Google Scholar] [CrossRef]
- McElroy, D.L.; Williams, R.K.; Moore, J.P.; Graves, R.S.; Weaver, F.J. The Physical Properties of Inconel Alloy 718 from 300 to 1000 K BT-Thermal Conductivity 15; Springer: Boston, MA, USA, 1978; pp. 149–151. [Google Scholar] [CrossRef]
- Butts, D.A.; Gale, W.F. Equilibrium diagrams. In Smithells Metals Reference Book; Butterworth–Heinemann: Oxford, UK, 2003; pp. 1–534. [Google Scholar] [CrossRef]
- Knapp, G.L.; Raghavan, N.; Plotkowski, A.; DebRoy, T. Experiments and simulations on solidification microstructure for Inconel 718 in powder bed fusion electron beam additive manufacturing. Addit. Manuf. 2019, 25, 511–521. [Google Scholar] [CrossRef]
- Cao, L.; Yuan, X. Study on the Numerical Simulation of the SLM Molten Pool Dynamic Behavior of a Nickel-Based Superalloy on the Workpiece Scale. Materials 2019, 12, 2272. [Google Scholar] [CrossRef] [Green Version]
- Knorovsky, G.A.; Cieslak, M.J.; Headley, T.J.; Romig, A.D.; Hammetter, W.F. INCONEL 718: A solidification diagram. Metall. Trans. A 1989, 20, 2149–2158. [Google Scholar] [CrossRef]
- Nastac, L.; Stefanescu, D.M. Macrotransport-solidification kinetics modeling of equiaxed dendritic growth: Part II. Computation problems and validation on INCONEL 718 superalloy castings. Metall. Mater. Trans. A 1996, 27, 4075–4083. [Google Scholar] [CrossRef]
- Chakraborty, S.S.; Dutta, S. Estimation of dilution in laser cladding based on energy balance approach using regression analysis. Sadhana Acad. Proc. Eng. Sci. 2019, 44, 150. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Fautrelle, Y.; Ren, Z. Influence of thermoelectric effects on the solid-liquid interface shape and cellular morphology in the mushy zone during the directional solidification of Al-Cu alloys under a magnetic field. Acta Mater. 2007, 55, 3803–3813. [Google Scholar] [CrossRef]
- Mukhtarova, K.S.; Shakhov, R.V.; Mukhtarov, S.K.; Smirnov, V.V.; Imayev, V.M. Microstructure and mechanical properties of the inconel 718 superalloy manufactured by selective laser melting. Lett. Mater. 2019, 9, 480–484. [Google Scholar] [CrossRef] [Green Version]
- Shakhov, R.V.; Mukhtarova, K.S. Nb rich precipitates in Inconel 718 produced by selective laser melting. Lett. Mater. 2018, 8, 105–109. [Google Scholar] [CrossRef]
- Caliari, F.R.; Guimarães, N.M.; Reis, D.A.P.; Couto, A.A.; De Moura Neto, C.; Candioto, K.C.G. Study of the secondary phases in Inconel 718 aged superalloy using thermodynamics modeling. Key Eng. Mater. 2013, 553, 23–28. [Google Scholar] [CrossRef]
- Yong, C.K.; Gibbons, G.J.; Wong, C.C.; West, G. A Critical Review of the Material Characteristics of Additive Manufactured IN718 for High-Temperature Application. Metals 2020, 10, 1576. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, Y.; Xu, M.; Ma, C.; Zhang, Q.; Wang, L.; Yao, J.; Li, Z. Study on the element segregation and Laves phase formation in the laser metal deposited IN718 superalloy by flat top laser and gaussian distribution laser. Mater. Sci. Eng. A 2019, 754, 339–347. [Google Scholar] [CrossRef]
- Ng, G.K.L.; Jarfors, A.E.; Bi, G.; Zheng, H.Y. Porosity formation and gas bubble retention in laser metal deposition. Appl. Phys. A Mater. Sci. Process. 2009, 97, 641–649. [Google Scholar] [CrossRef]
- Wolff, S.J.; Wang, H.; Gould, B.; Parab, N.; Wu, Z.; Zhao, C.; Greco, A.; Sun, T. In situ X-ray imaging of pore formation mechanisms and dynamics in laser powder-blown directed energy deposition additive manufacturing. Int. J. Mach. Tools Manuf. 2021, 166, 103743. [Google Scholar] [CrossRef]
- Anderson, M.; Thielin, A.L.; Bridier, F.; Bocher, P.; Savoie, J. δ Phase precipitation in Inconel 718 and associated mechanical properties. Mater. Sci. Eng. A 2017, 679, 48–55. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Unit |
|---|---|---|
| Powder feed rate | 4.0 | g min−1 |
| Default laser power | 375 | W |
| Scan speed | 800 | mm min−1 |
| Layer thickness | 250 | μm |
| Hatch spacing | 500 | μm |
| Laser spot diameter | 800 | μm |
| Shielding gas (argon) | 0.01 | m3 min−1 |
| Volume energy density | 225 | J mm−3 |
| Physical Property | Symbol | Value | Unit |
|---|---|---|---|
| Density of liquid | 7.40 [27] a | g cm−3 | |
| Density of solid | 8.19 [27] b | g cm−1 | |
| Electrical conductivity of liquid | 0.72 [34] | MS m−1 | |
| Electrical conductivity of solid | 0.85 [34,35] b | MS m−1 | |
| Dynamic viscosity | 7.2 [27] a | mPa s | |
| Temperature coefficient of the surface tension | −0.37 [36] | mJ m−2 K−1 | |
| Melting (liquidus) temperature | 1609 [27] | K | |
| Boiling temperature | 3000 [37] | K | |
| Solidus temperature | 1533 [27] | K | |
| Eutectic temperature | 1471 [38] | K | |
| Absolute Seebeck coefficient of the liquid | −7.08 [34] a | μV K−1 | |
| Absolute Seebeck coefficient of the solid | −1.41 [34] b | μV K−1 | |
| Eutectic concentration | 19.1 [38] | wt.% | |
| Initial concentration | 4.7 | wt.% | |
| Diffusion coefficient | D | 3 [39] | nm2 s−1 |
| Vertical static MF | 203 | ||
| Horizontal static MF | 150 | ||
| Depth of the molten pool | 75 c | μm | |
| PDAS | 10 d | μm |
| Physical Property | Symbol | Value | Unit |
|---|---|---|---|
| Temperature gradient | 1.9 × 107 | K m−1 | |
| 1.3 × 107 | |||
| Maximum fluid velocity | 70.9 a | m s−1 | |
| U | 21 × 10−3 b | ||
| Maximum induced MF | 0.5 × 10−3 a | T | |
| Maximum induced/external MF ratio | 2 × 10−3 | − | |
| Lorentz–buoyancy ratio | 5 × 102 b | − | |
| Hartmann number | Ha | 0.2 a | − |
| Péclet number | Pe | 70 b | − |
| Element content, wt.% | ||||||||
|---|---|---|---|---|---|---|---|---|
| Ti | Cr | Mn | Fe | Ni | Ta | Nb | Mo | |
| No | 3.8 ± 0.2 | 8.7 ± 0.4 | 1.0 ± 0.1 | 9.0 ± 0.5 | 57.4 ± 3.1 | 0.9 ± 0.1 | 14.1 ± 1.1 | 5.2 ± 0.6 |
| With | 3.7 ± 0.2 | 10.2 ± 0.5 | 1.0 ± 0.1 | 11.8 ± 0.6 | 51.7 ± 2.8 | 1.2 ± 0.1 | 9.1 ± 0.7 | 5.4 ± 0.6 |
| Element content, 10−4 wt.% | ||||||||
| N2 | O2 | H2 | ||||||
| No | 42 | 45 | 0.2 | |||||
| With | 40 | 45 | 0.5 | |||||
| Porosity, % | Hardness, HV | , MPa | , MPa | , % | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Top | Front | Top | Front | Hor | Vert | Hor | Vert | Hor | Vert | |
| No | 0.1 | 0.3 ± 0.1 | 281 ± 11 | 273 ± 14 | 1056 ± 11 | 821 ± 22 | 662 ± 5 | 511 ± 47 | 23 ± 1 | 23 ± 5 |
| With | 0.1 | 0.2 ± 0.1 | 267 ± 14 | 278 ± 19 | 1063 ± 2 | 831 ± 31 | 669 ± 14 | 499 ± 25 | 23 ± 1 | 27 ± 7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Filimonov, A.M.; Rogozin, O.A.; Dubinin, O.N.; Kuzminova, Y.O.; Shibalova, A.A.; Okulov, I.V.; Akhatov, I.S.; Evlashin, S.A. Modification of Mechanical Properties in Directed Energy Deposition by a Static Magnetic Field: Experimental and Theoretical Analysis. Materials 2021, 14, 5190. https://doi.org/10.3390/ma14185190
Filimonov AM, Rogozin OA, Dubinin ON, Kuzminova YO, Shibalova AA, Okulov IV, Akhatov IS, Evlashin SA. Modification of Mechanical Properties in Directed Energy Deposition by a Static Magnetic Field: Experimental and Theoretical Analysis. Materials. 2021; 14(18):5190. https://doi.org/10.3390/ma14185190
Chicago/Turabian StyleFilimonov, Aleksandr M., Oleg A. Rogozin, Oleg N. Dubinin, Yulia O. Kuzminova, Anastasia A. Shibalova, Ilya V. Okulov, Iskander S. Akhatov, and Stanislav A. Evlashin. 2021. "Modification of Mechanical Properties in Directed Energy Deposition by a Static Magnetic Field: Experimental and Theoretical Analysis" Materials 14, no. 18: 5190. https://doi.org/10.3390/ma14185190
APA StyleFilimonov, A. M., Rogozin, O. A., Dubinin, O. N., Kuzminova, Y. O., Shibalova, A. A., Okulov, I. V., Akhatov, I. S., & Evlashin, S. A. (2021). Modification of Mechanical Properties in Directed Energy Deposition by a Static Magnetic Field: Experimental and Theoretical Analysis. Materials, 14(18), 5190. https://doi.org/10.3390/ma14185190