
Testing the Sandblasting Process in the Manufacturing of Reference Spheres for Non-Contact Metrology Applications




Abstract
:1. Introduction
2. Materials and Methods
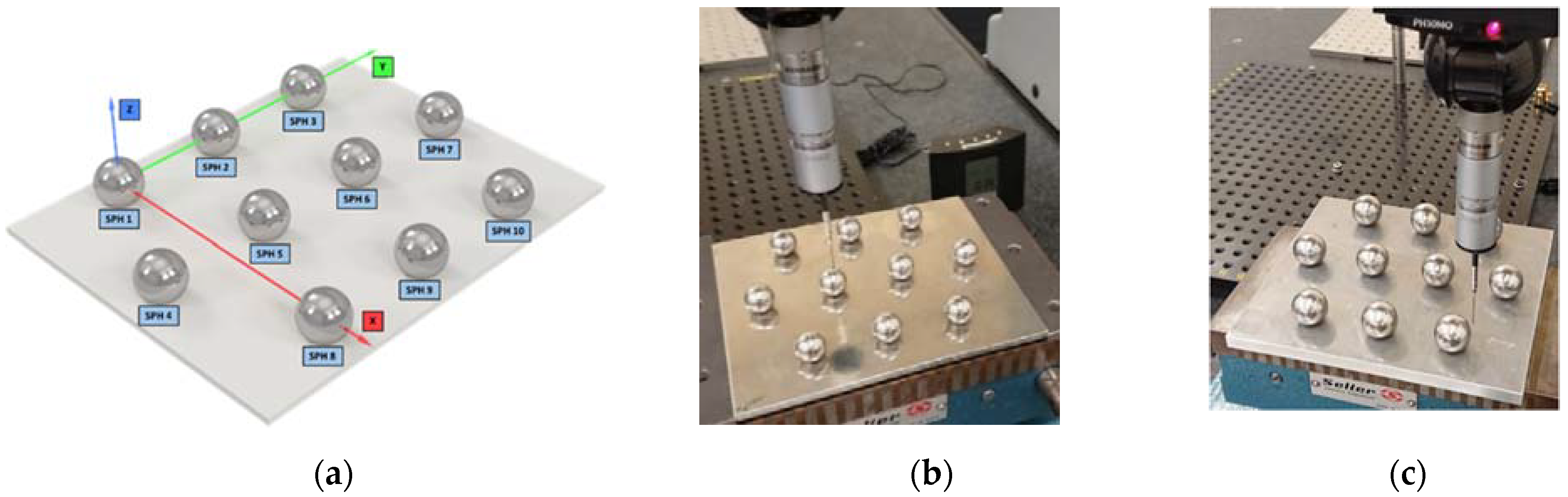
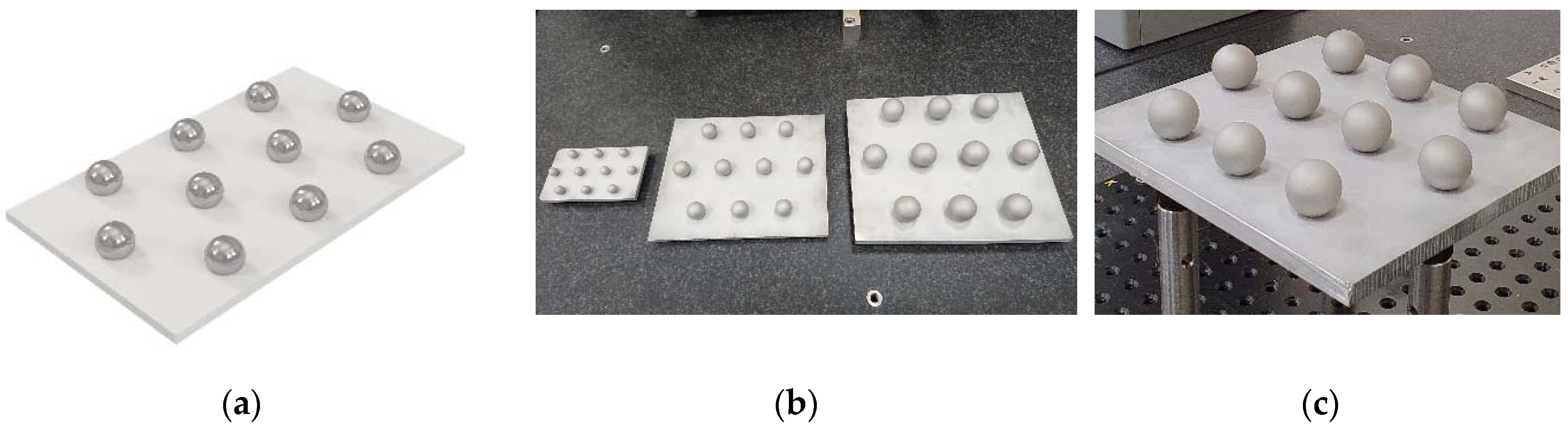
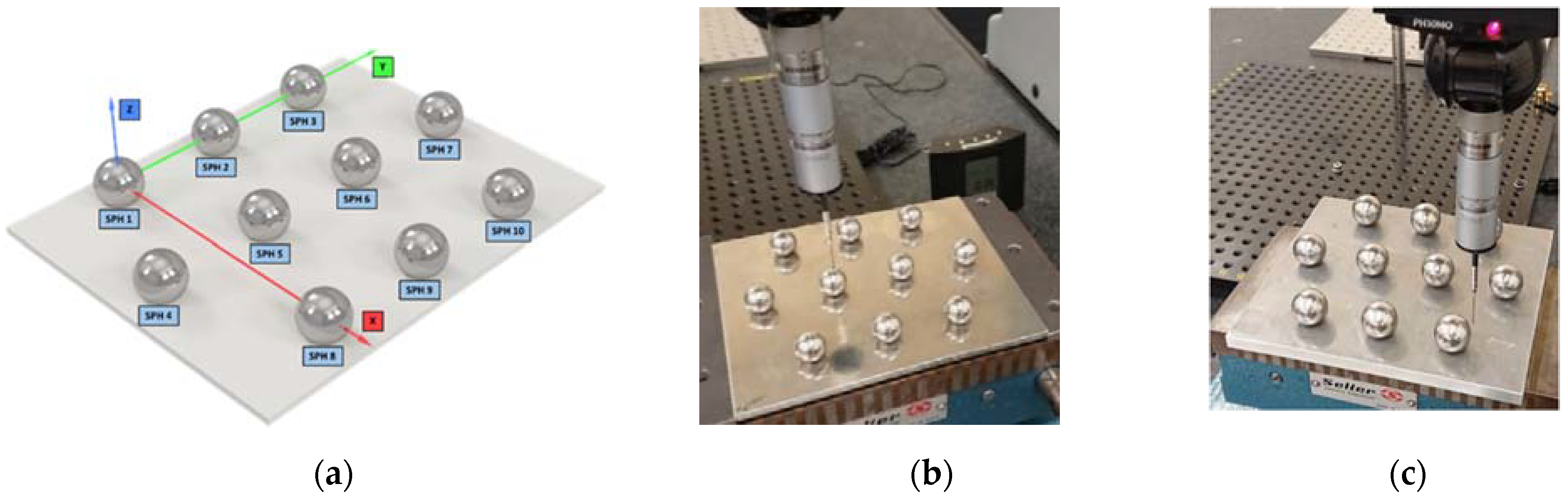
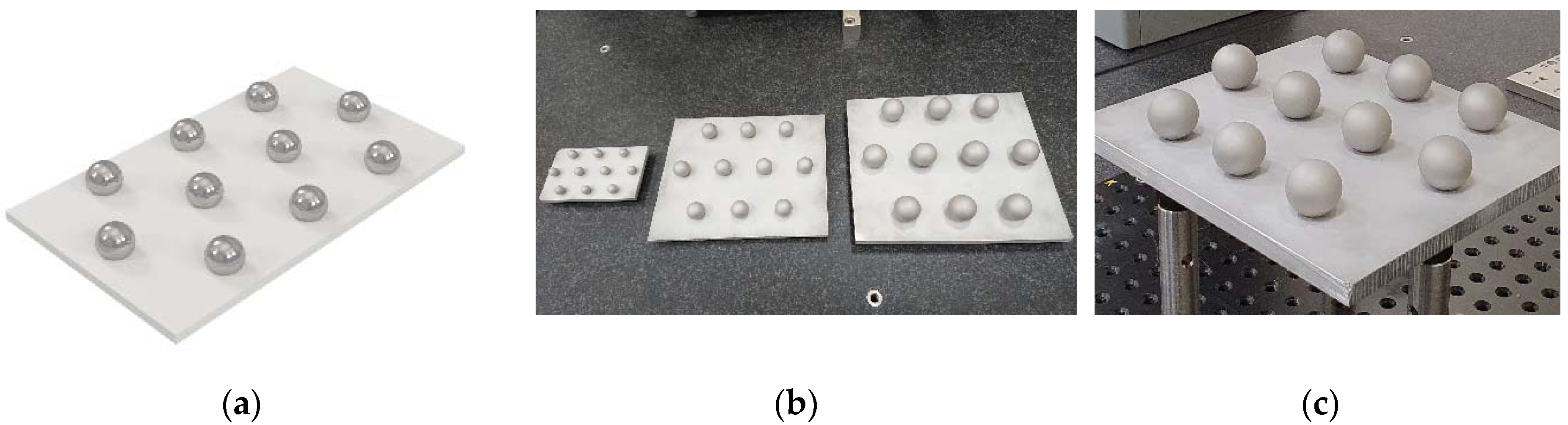
- Manufacture of sphere plates. Three sets of rectangular plates were manufactured so that 10 spheres of the same diameter are mounted on each plate. The layout of the spheres of each plate makes handling easy and allows the univocal identification of each sphere inside. The base plates were also made of stainless steel.
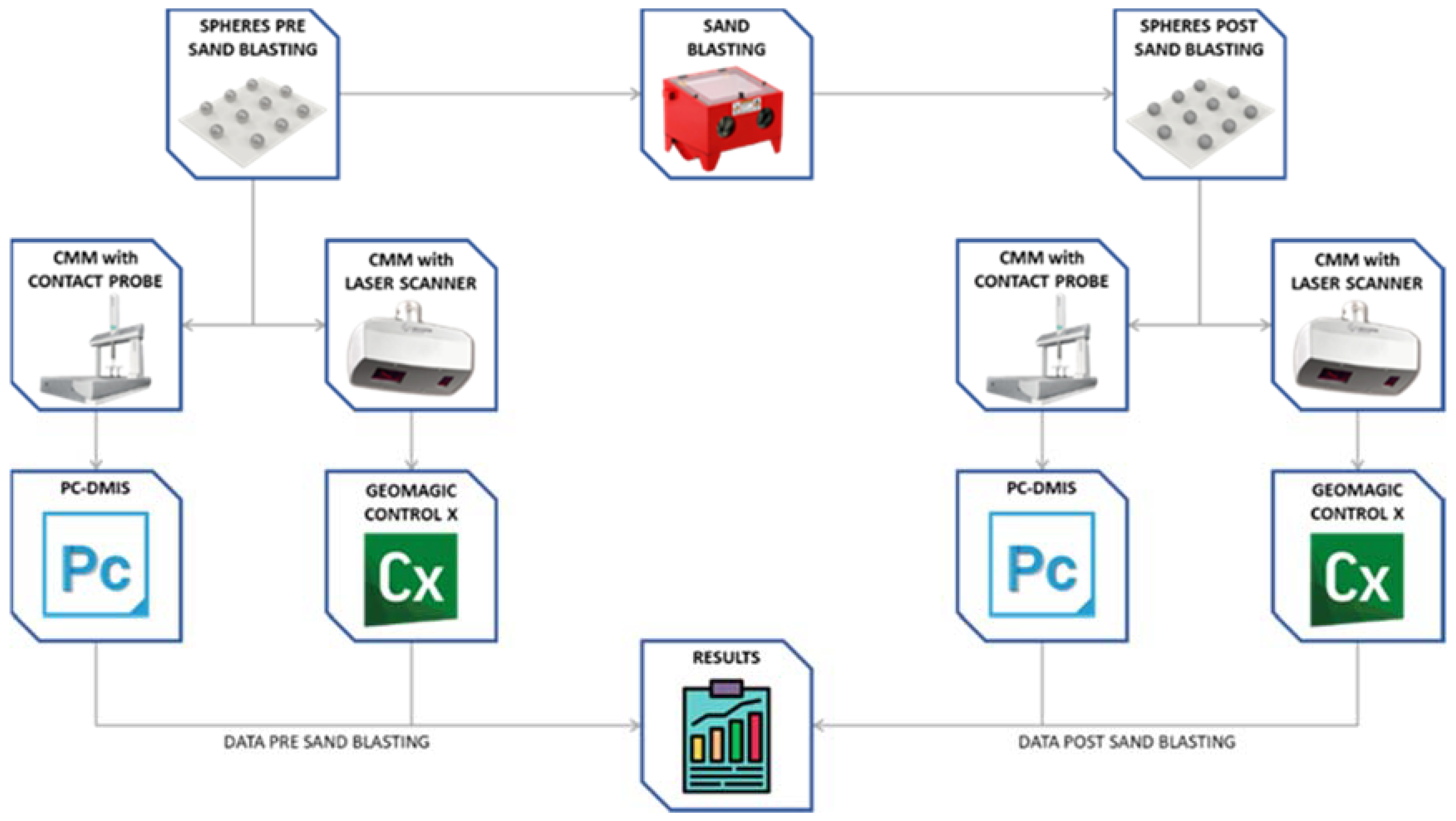
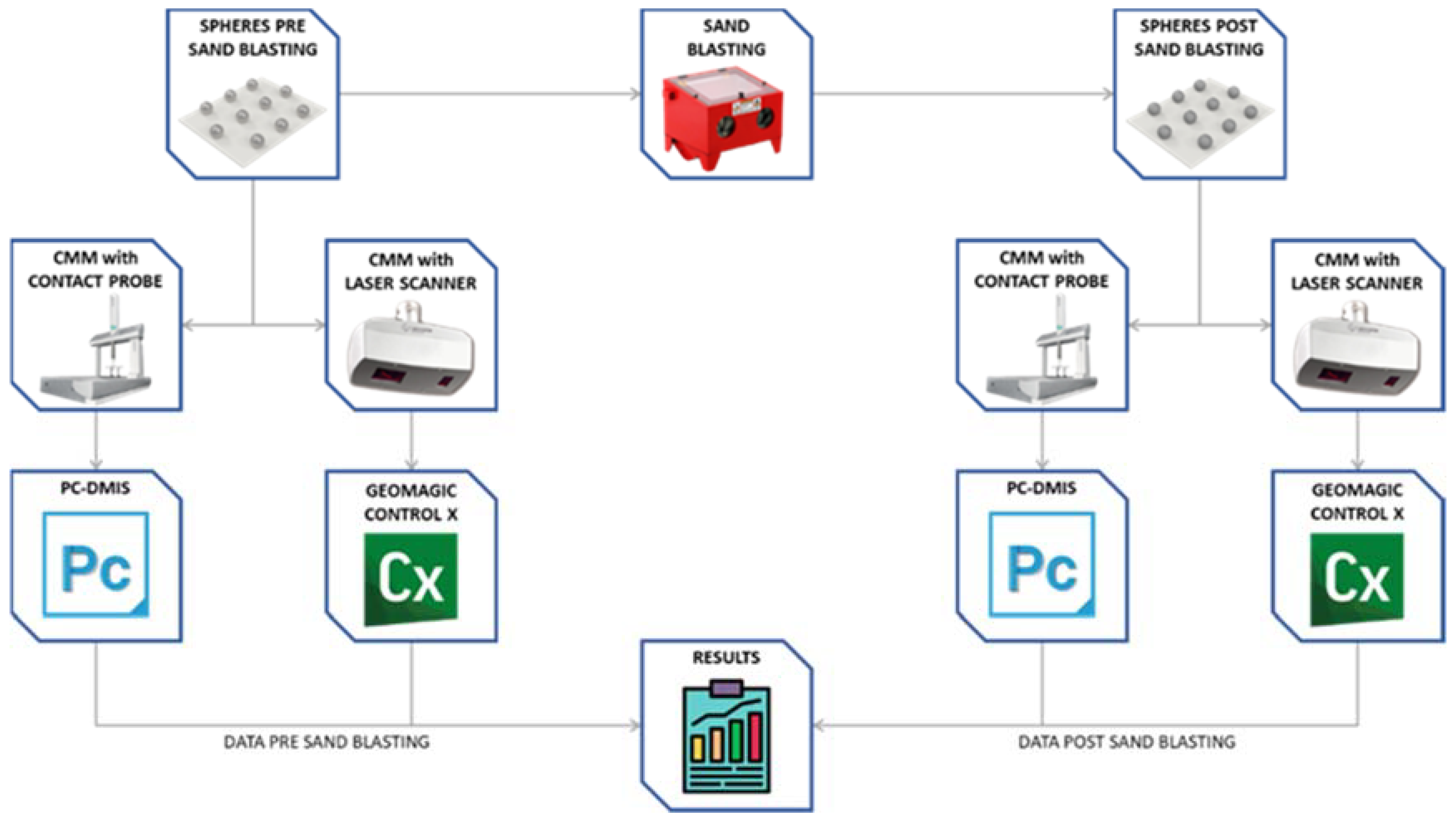
- Contact measurement. The 30 spheres were measured with the CMM obtaining reference values, both dimensional and geometrical, with high accuracy.
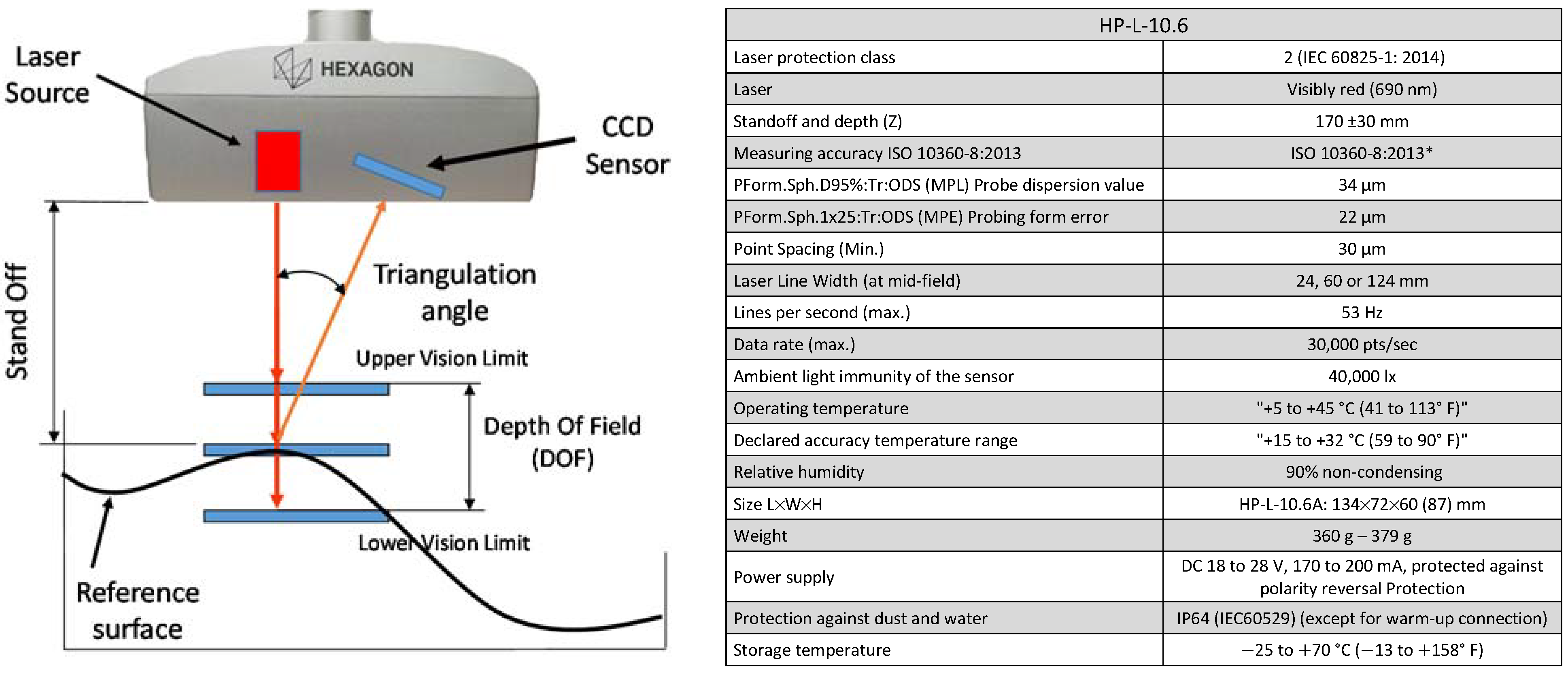
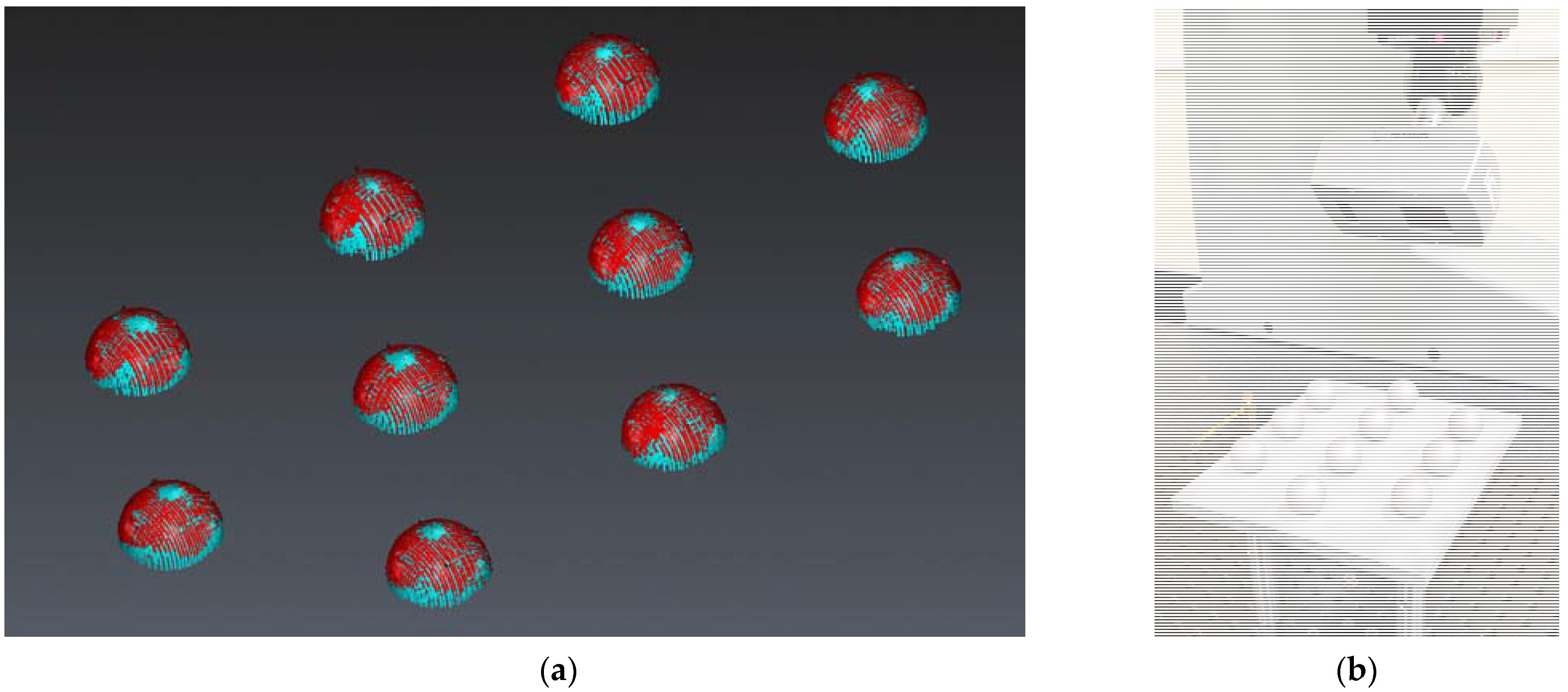
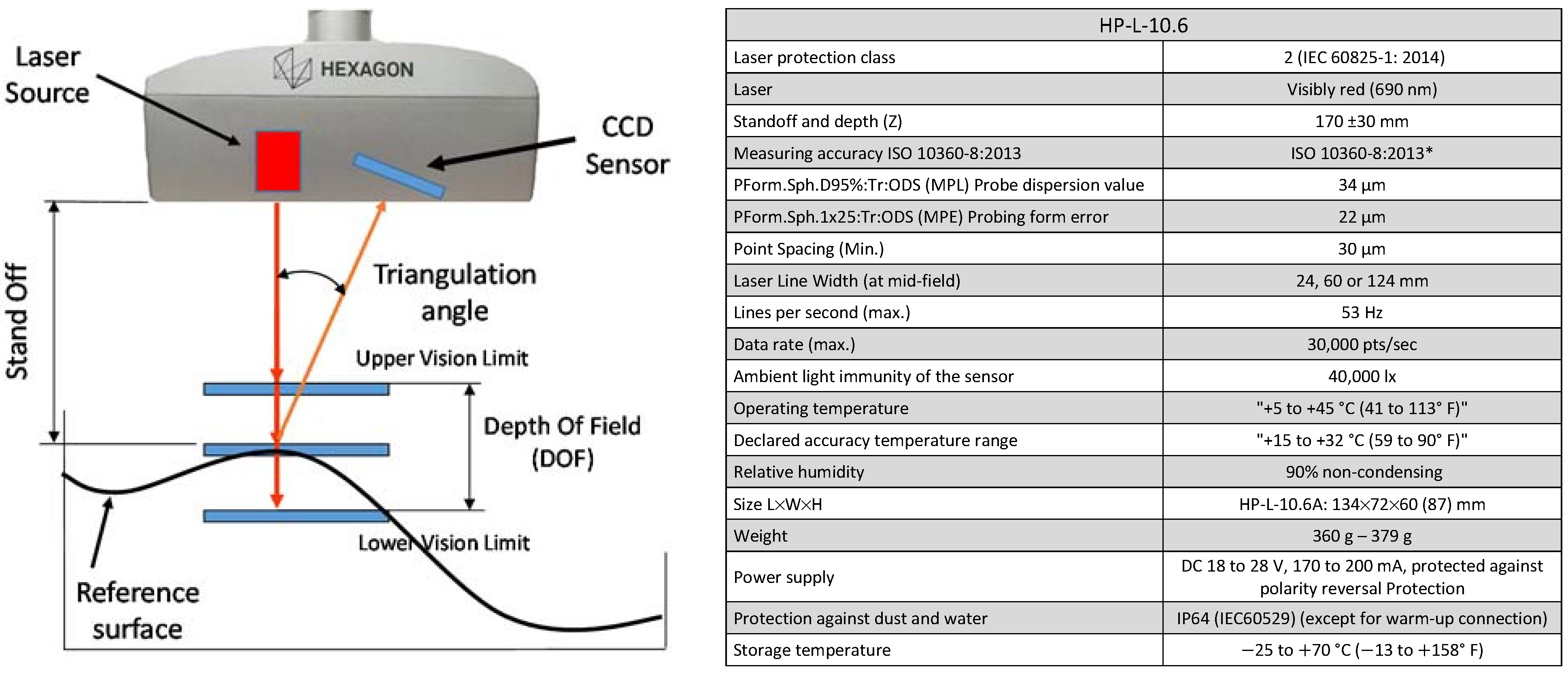
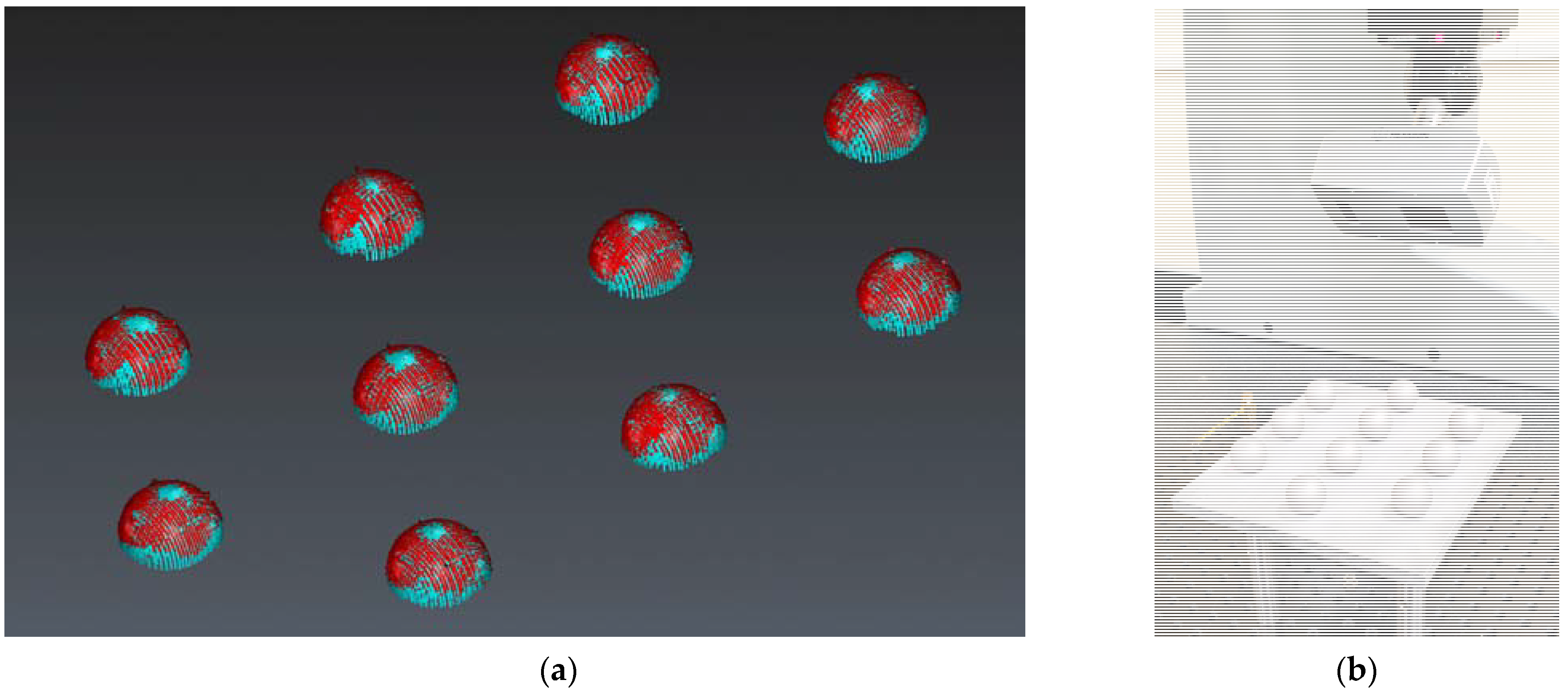
- Non-contact measurement. All 30 spheres were digitalized using non-contact measurement techniques by means of a laser triangulation sensor controlling the power in real time and automatically.
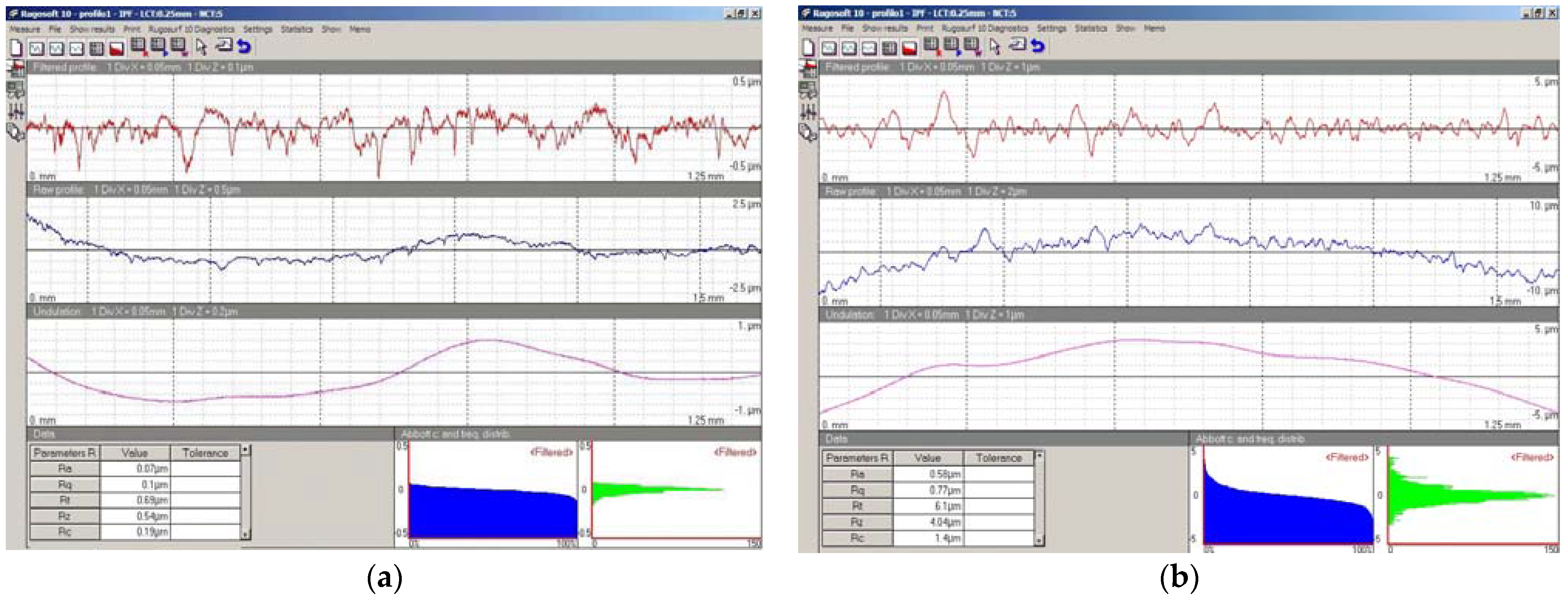
- Surface treatment of the samples. The surface condition of the spheres was modified by means of a sandblasting process with alumina oxide projection, obtaining sets with less brightness and a different texture.
- Contact and non-contact measurement of the treated sets. CMM measurements were repeated for the post-sandblasted spheres, both by contact (post-sandblasting reference measurements) and non-contact with the laser triangulation sensor.
- Analysis of results. The values of the measurements obtained from the contact measurements of the spheres before and after the sandblasting process were compared, as well as the point clouds obtained in both cases from the non-contact measurements.
Test Specimens Manufacturing and Justification of Material Selection
3. Results
3.1. Pre-Sandblasting Measurements
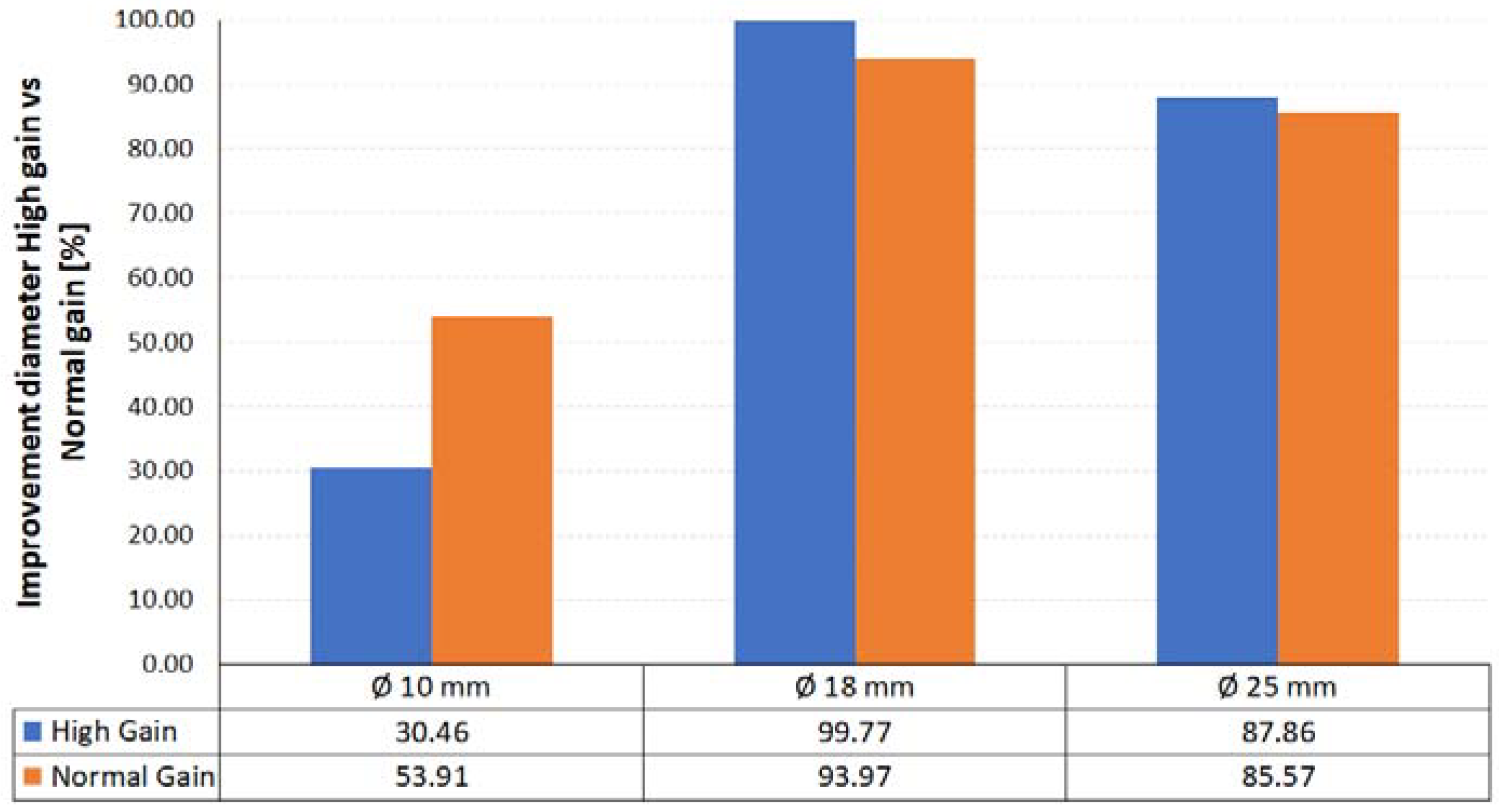
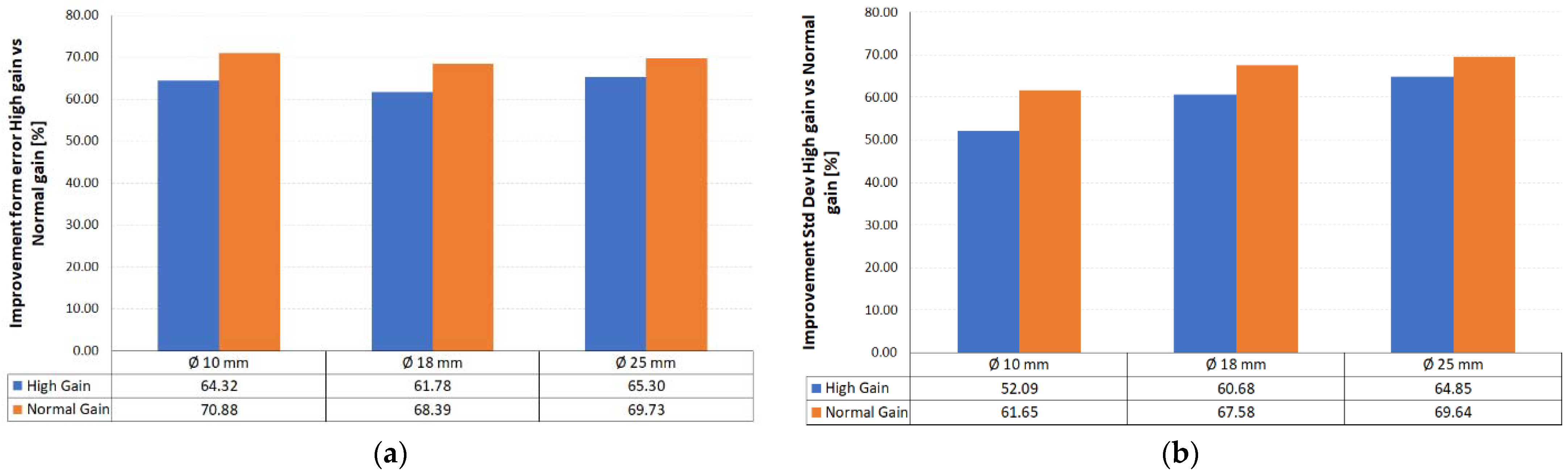
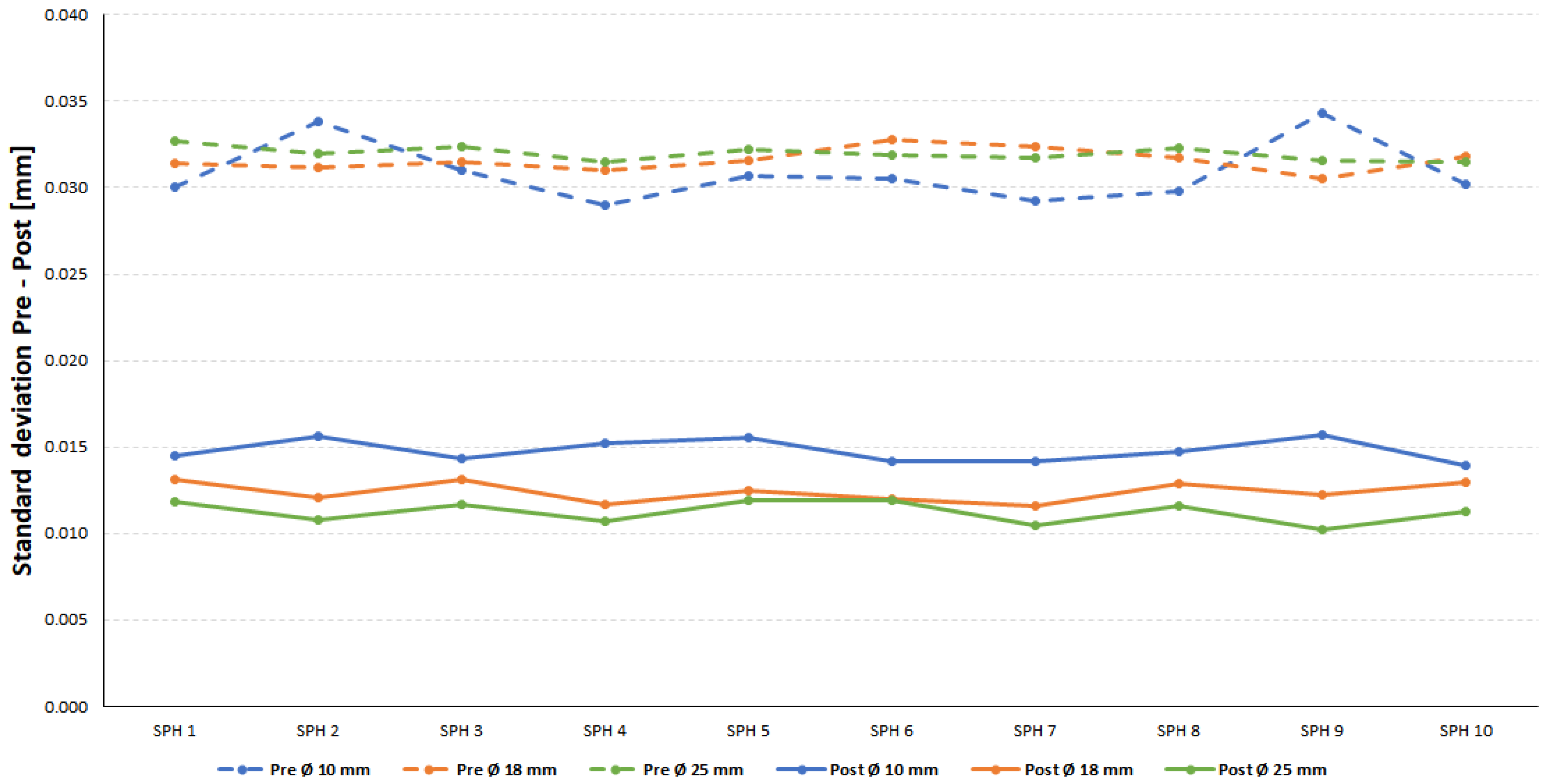
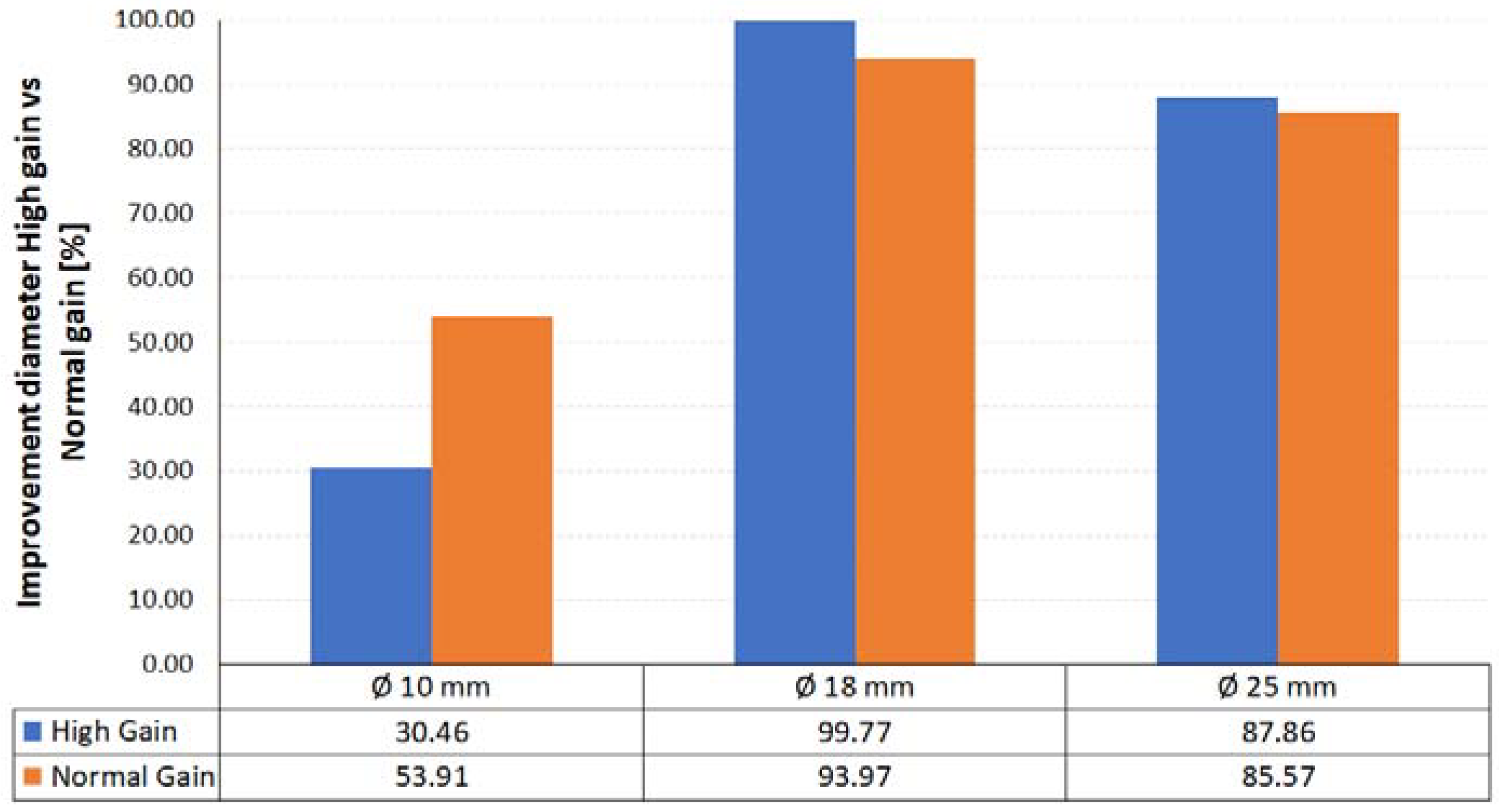
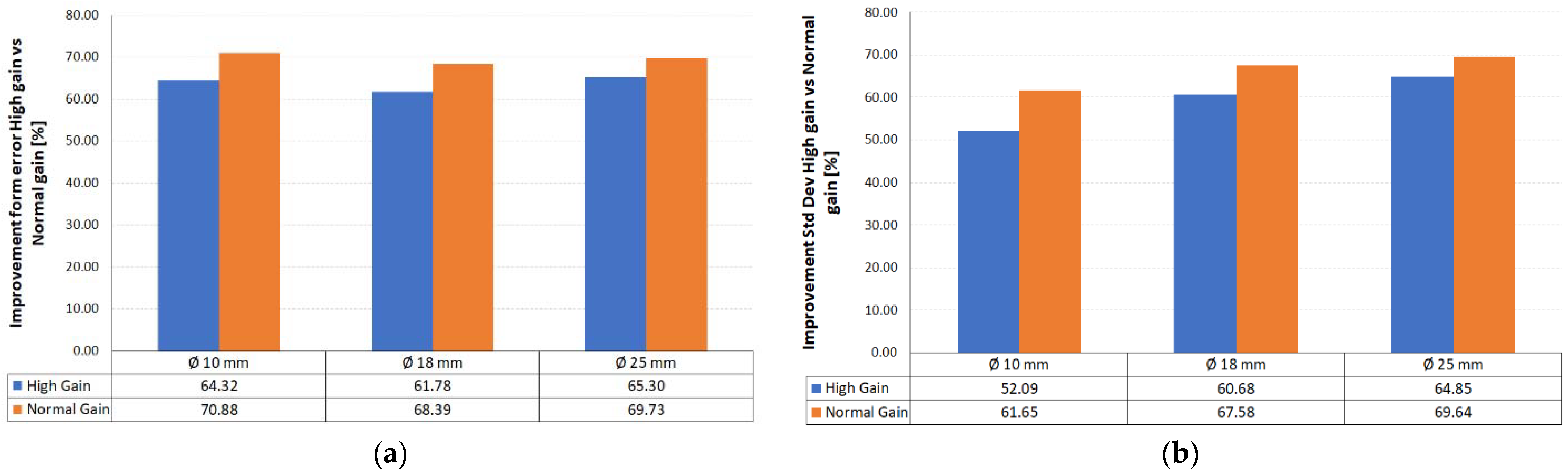
3.2. Sandblasting and Post-Sandblasting Measurement
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Van Gestel, N.; Cuypers, S.; Bleys, P.; Kruth, J.-P. A performance evaluation test for laser line scanners on CMMs. Opt. Lasers Eng. 2009, 47, 336–342. [Google Scholar] [CrossRef] [Green Version]
- ISO 10360-8. Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Systems (CMS)—Part 8: CMMs with Optical Distance Sensors; ISO: Geneva, Switzerland, 2013. [Google Scholar]
- VDI/VDE 2634-1,2,3. Optical 3D Measuring Systems—Imaging Systems with Point-by-Point Probing; The Association of German Engineers VDI: Berlin, Germany, 2002. [Google Scholar]
- Beraldin, J.-A.; Mackinnon, D.; Cournoyer, L. Metrological characterization of 3D imaging systems: Progress report on standards developments. In Proceedings of the 17th International Congress of Metrology, Paris, France, 21–24 September 2015; p. 13003. [Google Scholar] [CrossRef]
- Bešić, I.; Van Gestel, N.; Kruth, J.-P.; Bleys, P.; Hodolič, J. Accuracy improvement of laser line scanning for feature measurements on CMM. Opt. Lasers Eng. 2011, 201149, 1274–1280. [Google Scholar] [CrossRef]
- Boeckmans, B.; Probst, G.; Zhang, M.; Dewulf, W.; Kruth, J.-P. ISO 10360 verification tests applied to CMMs equipped with a laser line scanner. In Proceedings of the 9868 Dimensional Optical Metrology and Inspection for Practical Applications V of the SPIE Commercial + Scientific Sensing and Imaging, Baltimore, MD, USA, 17–21 April 2016. [Google Scholar] [CrossRef]
- Satyanarayana, A.; Krishna, M.; Chandrakanth, A.; Pradyumna, R. Influence of LASER CMM Process Parameters on Dimensional Inspection of Standard Spheres. Mater. Today Proc. 2018, 5, 3965–3970. [Google Scholar] [CrossRef]
- Wang, Y.; Feng, H.-Y. Effects of scanning orientation on outlier formation in 3D laser scanning of reflective surfaces. Opt. Lasers Eng. 2016, 81, 35–45. [Google Scholar] [CrossRef]
- Rak, M.; Woźniak, A.; Mayer, J.R.R. The influence of the scanning path of a laser scanner integrated with measuring arm on the surface digitalization. In Proceedings of the 10th International Scientific Conference Coordinate Measuring Technique, Bielsko-Biała, Poland, 23–25 April 2012. [Google Scholar] [CrossRef]
- Rak, M.; Woźniak, A. The influence of properties of a measured object on the surface digitalization performed by a laser scanner integrated with measuring arm. Pomiary Autom. Robot. 2012, 12, 76–81. [Google Scholar]
- Mendricky, R.; Langer, O. Influence of the material on the accuracy of optical digitalization. MM Sci. J. 2019, 2783–2789. [Google Scholar] [CrossRef]
- Cuesta, E.; Rico, J.C.; Fernández, P.; Blanco, D.; Valiño, G. Influence of roughness on surface scanning by means of a laser stripe system. Int. J. Adv. Manuf. Technol. 2009, 43, 1157–1166. [Google Scholar] [CrossRef]
- Mian, S.H.; Mannan, M.A.; Al-Ahmari, A.M. The influence of surface topology on the quality of the point cloud data acquired with laser line scanning probe. Sens. Rev. 2014, 34, 255–265. [Google Scholar] [CrossRef]
- Blanco, D.; Fernández, D.B.; Cuesta, E.; Mateos, S.; Beltrán, N. Influence of surface material on the quality of laser triangulation digitized point clouds for reverse engineering tasks. In Proceedings of the 2009 IEEE Conference on Emerging Technologies Factory Automation, Palma de Mallorca, Spain, 22–25 September 2009; pp. 1–8. [Google Scholar]
- Cuesta, E.; Álvarez, B.J.; Martínez-Pellitero, S.; Barreiro, J.; Patiño, H. Metrological evaluation of laser scanner integrated with measuring arm using optical feature-based gauge. Opt. Lasers Eng. 2019, 121, 120–132. [Google Scholar] [CrossRef]
- Guerra, M.-G.; De Chiffre, L.; Lavecchia, F.; Galantucci, L.-M. Use of miniature step gauges to assess the performance of 3D optical scanners and to evaluate the accuracy of a novel additive manufacture process. Sensors 2020, 20, 738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heczko, D.; Oščádal, P.; Kot, T.; Huczala, D.; Semjon, J.; Bobovský, Z. Increasing the reliability of data collection of laser line triangulation sensor by proper placement of the sensor. Sensors 2021, 21, 2890. [Google Scholar] [CrossRef] [PubMed]
- Cuesta, E.; González-Madruga, D.; Álvarez, B.-J.; García-Diéguez, M. Development of a behaviour curve for quality evaluation with optoelectronic profilometers. Key Eng. Mater. 2014, 615, 51–57. [Google Scholar] [CrossRef]
- Cuesta, E.; Giganto, S.; Álvarez, B.J.; Barreiro, J.; Martínez-Pellitero, S.; Meana, V. Laser line scanner aptitude for the measurement of Selective Laser Melting parts. Opt. Lasers Eng. 2021, 138, 106406. [Google Scholar] [CrossRef]
- ISO 3290-1. Rolling Bearings—Balls—Part 1: Steel Balls (DIN 5401: 2002-08); ISO: Geneva, Switzerland, 2014. [Google Scholar]
- ISO 10360-2. Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Machines (CMM)—Part 2: CMMs Used for Measuring Linear Dimensions; ISO: Geneva, Switzerland, 2009. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sphere Size | Average Diameter [mm] | Average Form Deviation [mm] | Average Best-fit Sphere Std. Dev. (Laser) | Average No. Points (Laser) | ||||
|---|---|---|---|---|---|---|---|---|
| CMM | Laser | Difference | CMM | Laser | Difference | |||
| Ø 10 mm | 10.0026 | 10.0137 | 0.0111 | 0.0035 | 0.1908 | 0.1873 | 0.0309 | 10,431 |
| Ø 18 mm | 17.9977 | 17.8846 | −0.1132 | 0.0023 | 0.1501 | 0.1478 | 0.0316 | 38,485 |
| Ø 25 mm | 25.0049 | 24.8608 | −0.1441 | 0.0028 | 0.1492 | 0.1464 | 0.0320 | 73,079 |
| Sphere Size | Average Diameter [mm] | Average Form Deviation [mm] | ||||
|---|---|---|---|---|---|---|
| Pre | Post | Difference | Pre | Post | Difference | |
| Ø 10 mm | 10.0026 | 10.0054 | 0.0028 | 0.0035 | 0.0046 | 0.0010 |
| Ø 18 mm | 17.9977 | 18.0004 | 0.0027 | 0.0023 | 0.0044 | 0.0021 |
| Ø 25 mm | 25.0049 | 25.0075 | 0.0026 | 0.0028 | 0.0047 | 0.0020 |
| Sphere Size | Average Diameter [mm] | Average Form Deviation [mm] | Average No. Points | ||||
|---|---|---|---|---|---|---|---|
| Pre | Post | Difference | Pre | Post | Difference | ||
| Ø 10 mm | 10.0137 | 9.9976 | −0.0161 | 0.1908 | 0.0681 | −0.1227 | 13,975 |
| Ø 18 mm | 17.8846 | 18.0006 | 0.1161 | 0.1501 | 0.0574 | −0.0927 | 43,052 |
| Ø 25 mm | 24.8608 | 25.0250 | 0.1642 | 0.1492 | 0.0518 | −0.0974 | 80,126 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meana, V.; Cuesta, E.; Álvarez, B.J. Testing the Sandblasting Process in the Manufacturing of Reference Spheres for Non-Contact Metrology Applications. Materials 2021, 14, 5187. https://doi.org/10.3390/ma14185187
Meana V, Cuesta E, Álvarez BJ. Testing the Sandblasting Process in the Manufacturing of Reference Spheres for Non-Contact Metrology Applications. Materials. 2021; 14(18):5187. https://doi.org/10.3390/ma14185187
Chicago/Turabian StyleMeana, Víctor, Eduardo Cuesta, and Braulio J. Álvarez. 2021. "Testing the Sandblasting Process in the Manufacturing of Reference Spheres for Non-Contact Metrology Applications" Materials 14, no. 18: 5187. https://doi.org/10.3390/ma14185187
APA StyleMeana, V., Cuesta, E., & Álvarez, B. J. (2021). Testing the Sandblasting Process in the Manufacturing of Reference Spheres for Non-Contact Metrology Applications. Materials, 14(18), 5187. https://doi.org/10.3390/ma14185187