
Features of Filler Wire Melting and Transferring in Wire-Arc Additive Manufacturing of Metal Workpieces


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Droplet Transferring
3.2. Current Polarity
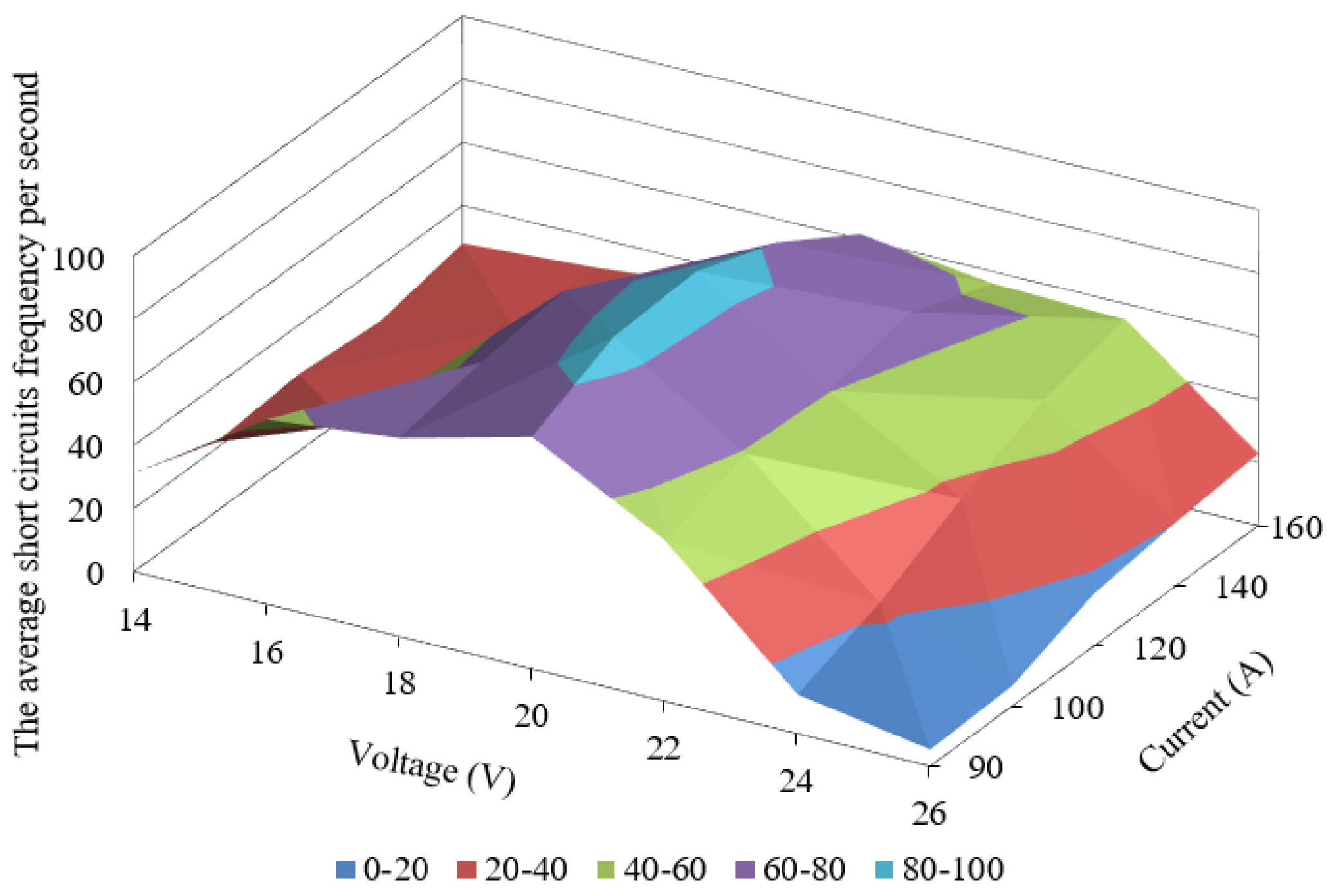
3.3. Influence of Energy Parameters
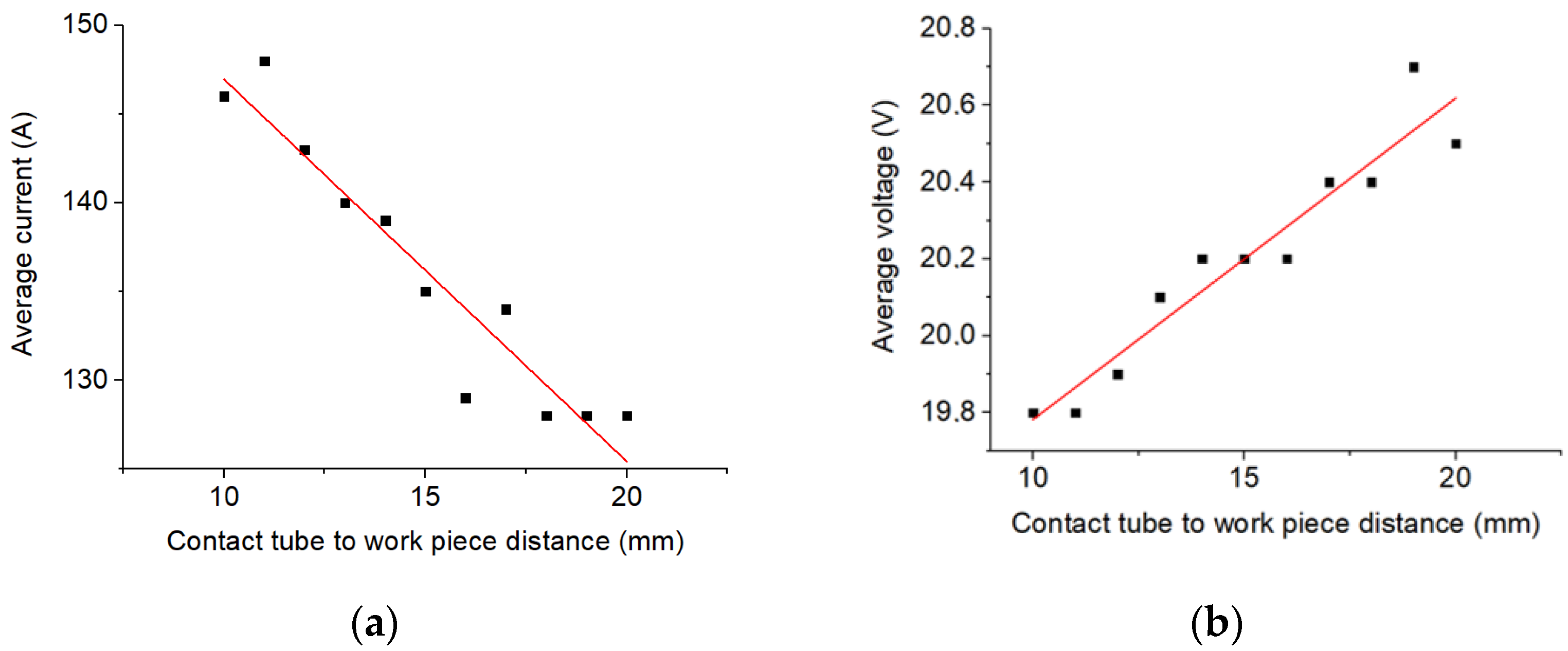
3.4. Electrode Stickout Influence
3.5. Cladding Speed Influence
4. Conclusions
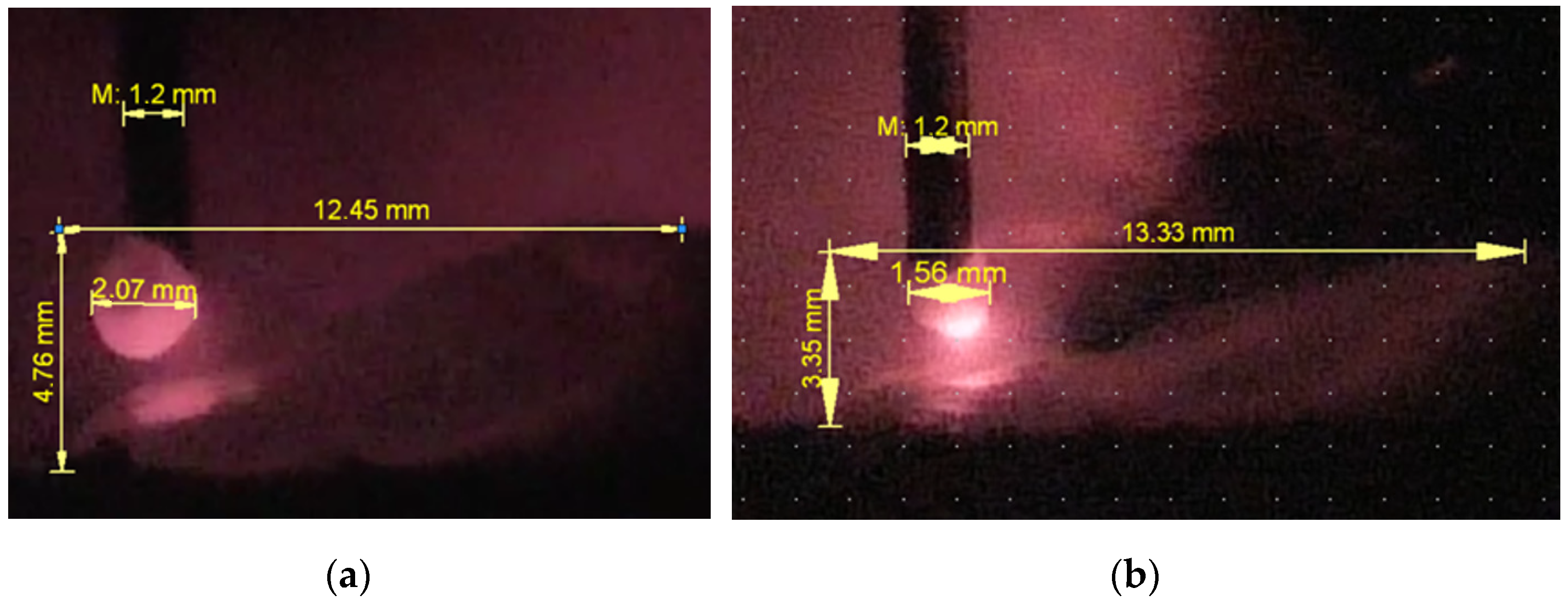
- The arc column height plays a key role for deposition, ensuring a stable transfer of the filler material through the arc space. It is influenced by the main process parameters: welding current and filler wire feed, voltage. Selecting optimal parameters allows us to obtain minimal welding arc fluctuations during cladding, and consequently, better formation of deposited layers. The optimal transfer is achieved at an arc height of 1.1–1.2 mm for wires with a diameter of 1.2 mm.
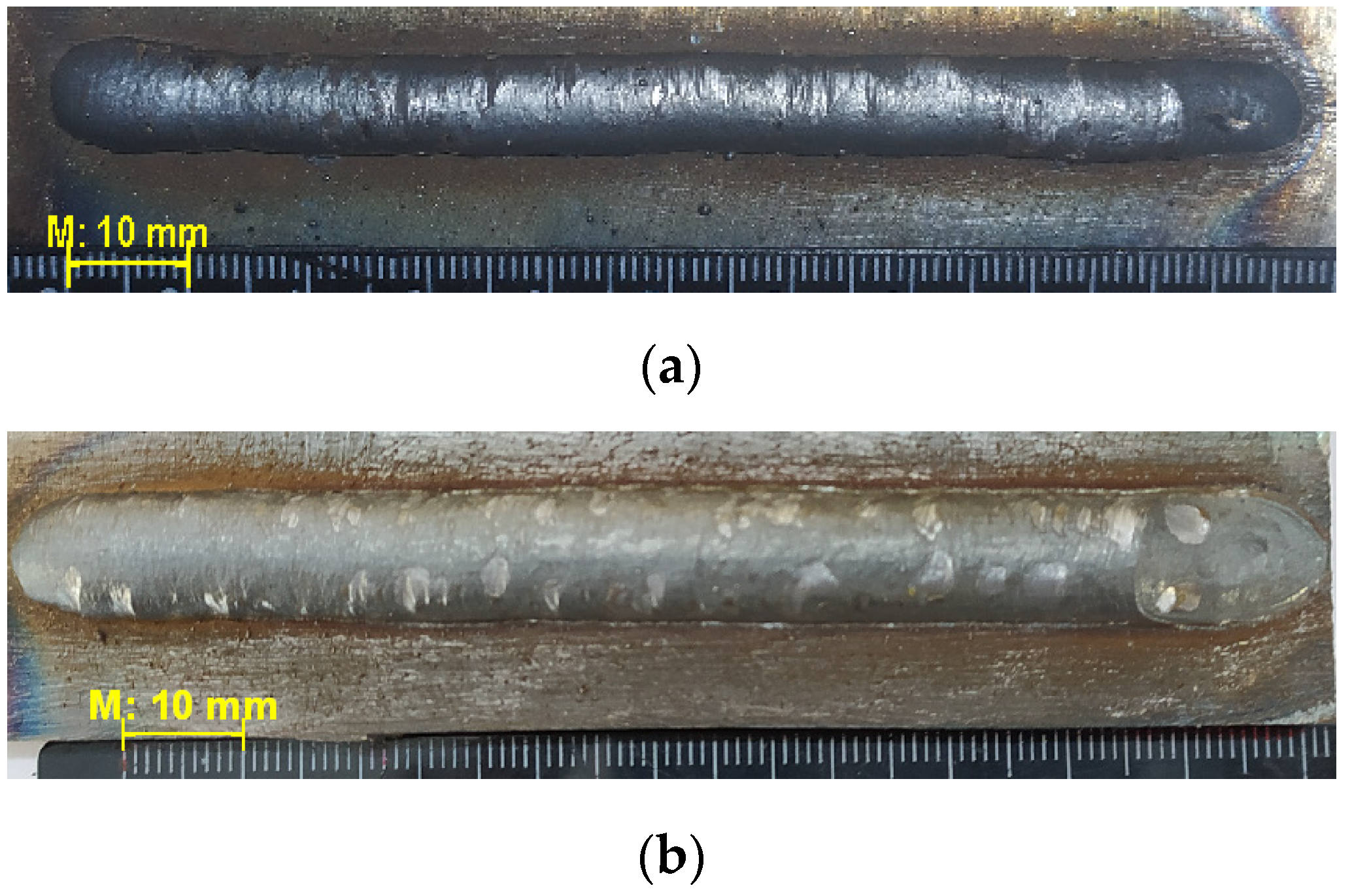
- The most stable filler material transfer is achieved at the reversed polarity.
- In the course of cladding, electrode stickout strict control is required to achieve stable formation of deposited layers. In this regard, it is required to take measures to select the optimal layer increment in order to prevent an increase in the electrode stickout, or use special triangulating sensors to control the welding tip height during pauses between layers. Feedback systems will prevent changes in the drop transfer by continuous adjustment of the electrode wire stickout length which positively affects the stability of the surfacing process.
- It is noted that the number of short circuits per track unit can affect the stability of the formation of deposited layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Sudhanshu, S.R.; Pradeep, K. Wire arc additive manufacturing (WAAM): A new process to shape engineering materials. J. Mater. Today Proc. 2021, 44 Pt 1, 118–128. [Google Scholar]
- Ke, Y.; Xiong, J. Microstructure and mechanical properties of double-wire feed GTA additive manufactured 308L stainless steel. J. Rapid Prototyp. 2020, 26, 1503–1513. [Google Scholar] [CrossRef]
- Tsibulskiy, I.A.; Somonov, V.V.; Korsmik, R.S.; Gushchina, M.O.; Eremeev, A.D. The influence of technological parameters on the structure formation of aluminum alloys during direct deposition of wire. J. Phys. Conf. Ser. 2018, 1109, 012032. [Google Scholar] [CrossRef]
- Wenhao, H.; Shujun, C.; Jun, X.; Xiaoqing, J.; Yinzhou, J. Laser wire-feed metal additive manufacturing of the Al alloy. J. Opt. Laser Technol. 2021, 134, 106627. [Google Scholar]
- Voropaev, A.A.; Akhmetov, A.D.; Hassel, T.; Klimov, G.G. Research of the Structure Defects at Wire-Feed Laser and Laser-Arc Deposition with AlMg6. J. Key Eng. Mater. 2019, 822, 504–511. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Wu, C.S.; Zou, D.G.; Gao, J.Q. Determining the critical transition current for metal transfer in gas metal arc welding (GMAW). J. Front. Mater. Sci. China 2008, 2, 397–401. [Google Scholar] [CrossRef]
- Xiong, J.; Li, Y.; Li, R.; Yin, Z. Influences of process parameters on surface roughness of multi-layer single-pass thin-walled parts in GMAW-based additive manufacturing. J. Mater. Process. Tech. 2018, 252, 128–136. [Google Scholar] [CrossRef]
- Liu, S.; Siewert, T.A. Metal Transfer in Gas Metal Arc Welding: Droplet Rate. WRC Bull. 1989, 329, 52–58. [Google Scholar]
- Panchenko, O.; Kurushkin, D.; Mushnikov, I.; Khismatullin, A.; Popovich, A. A high-performance WAAM process for Al–Mg–Mn using controlled short-circuiting metal transfer at increased wire feed rate and increased travel speed. J. Mater. Des. 2020, 195, 109040. [Google Scholar] [CrossRef]
- Scotti, F.M.; Teixeira, F.R.; LJ da Silvaa Araújoa, D.B.; Reisa, R.P. Thermal management in WAAM through the CMT Advanced process and an active cooling technique. J. Manuf. Process. 2020, 57, 23–35. [Google Scholar] [CrossRef]
- Zhonga, Y.; Zhenga, Z.; Cheng Wangb, J.L. Fabrication of 316L nuclear nozzles on the main pipeline with large curvature by CMT wire arc additive manufacturing and self-developed slicing algorithm. J. Mater. Sci. Eng. A 2021, 820, 141539. [Google Scholar] [CrossRef]
- Zhangab, X.; Zhoua, Q.; Wanga, K.; Penga, Y.; Dingb, J.; Konga, J.; Williamsb, S. Study on microstructure and tensile properties of high nitrogen Cr-Mn steel processed by CMT wire and arc additive manufacturing. J. Mater. Des. 2019, 166, 107611. [Google Scholar] [CrossRef]
- Wanga, C.; Liua, T.G.; Zhub, P.; Lua, Y.H.; Shojia, T. Study on microstructure and tensile properties of 316L stainless steel fabricated by CMT wire and arc additive manufacturing. J. Mater. Sci. Eng. A 2020, 796, 140006. [Google Scholar] [CrossRef]
- Cadiou, S.; Courtois, M.; Carin, M.; Berckmans, W.; Le masson, P. 3D heat transfer, fluid flow and electromagnetic model for cold metal transfer wire arc additive manufacturing (Cmt-Waam). J. Addit. Manuf. 2020, 36, 101541. [Google Scholar]
- Fang, X.; Ren, C.; Zhang, L.; Wang, C.; Huang, K.; Lu, B. A model of bead size based on the dynamic response of CMT-based wire and arc additive manufacturing process parameters. J. Rapid Prototyp. 2021, 27, 741–753. [Google Scholar] [CrossRef]
- Zhang, H.; Dai, F.; Huang, C.; Wang, G. End lateral extension path strategy for intersection in wire and arc additive manufactured 2319 aluminum alloy. J. Rapid Prototyp. 2020, 26, 360–369. [Google Scholar]
- Henckell, P.; Gierth, M.; Ali, Y.; Reimann, J.; Bergmann, J.P. Reduction of energy input in wire arc additive manufacturing (WAAM) with gas metal arc welding (GMAW). J. Mater. 2020, 13, 2491. [Google Scholar] [CrossRef]
- Adebayo, A.; Mehnen, J.; Tonnellier, X. Limiting Travel Speed in Additive Layer Manufacturing. In Proceedings of the 9th International Conference on Trends in Welding Research American Society for Metals, Chicago, IL, USA, 4–8 June 2012. [Google Scholar]
- Tang, S.; Wang, G.; Song, H.; Li, R.; Zhang, H. A novel method of bead modeling and control for wire and arc additive manufacturing. J. Rapid Prototyp. 2021, 27, 311–320. [Google Scholar] [CrossRef]
- Pokhodnya, I.K.; Suptel, A.M.; Shlepakov, B.N. Svarka Poroshkovoy Provolokoy [Welding with Powder Wire]; Naukova Dumka Publ.: Kiev, Ukraine, 1972; 223p. [Google Scholar]
- Yerokhin, A.A. Kinetika Metallurgicheskikh Protsessov Dugovoy Svarki [Kinetics of Metallurgical Processes of Arc Welding]; Mashinostroenie Publ.: Moscow, Russia, 1964; 256p. [Google Scholar]
- Eagar, T.W. The physics of arc welding processes. J. Adv. Join. Technol. 1986, 291, 61–68. [Google Scholar]
- Savage, W.F.; Strunck, S.S.; Ishikawa, Y. The Effect of Electrode Geometry in Gas Tungsten-Arc Welding. J. Weld. 1965, 11, 489–496. [Google Scholar]
- Golovchenko, V.S.; Nikonov, A.V. Svarka Sudovykh Konstruktsiy v Zashchitnykh Gazakh [Gas-Shielded Welding of Ship Structures]; Sudostroyeniye Publ.: Leningrad, Russia, 1972; 264p. [Google Scholar]
- Abioye, T.E.; Folkes, J.; Clare, A.T. A parametric study of Inconel 625 wire laser deposition. J. Mater. Process. Technol. 2013, 213, 2145–2151. [Google Scholar] [CrossRef] [Green Version]
- Rao, Z.H.; Zhou, J.; Liao, S.M.; Tsai, H.L. Three-dimensional modeling of transport phenomena and their effect on the formation of ripples in gas metal arc welding. J. Appl. Phys. 2010, 107, 054905. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Guo, H.; Tsai, H.L. Weld pool dynamics and the formation of ripples in 3D gas metal arc welding. J. Heat Mass Transf. 2008, 51, 2537–2552. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.W.; Rao, Z.H.; Liao, S.M.; Tsai, H.L. Numerical investigation of weld pool behaviors and ripple formation for a moving GTA welding under pulsed currents. J. Heat Mass Transf. 2015, 91, 990–1000. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Hermans, M.J.M.; Richardson, I.M. The effects of process parameters on melt-pool oscillatory behaviour in gas tungsten arc welding. J. Phys. 2021, 54, 275303. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Fe (%) | C (%) | S (%) | P (%) | Si (%) | Mn (%) | Cr (%) | Cu (%) | Ni (%) | As (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| substrate | Balance | 0.17–0.24 | Up to 0.04 | Up to 0.035 | 0.17–0.37 | 0.35–0.65 | Up to 0.25 | Up to 0.3 | - | 0.08 |
| wire | Balance | 0.1 | Up to 0.025 | Up to 0.03 | 0.75 | 1.5 | Up to 0.3 | Up to 0.3 | Up to 0.3 | - |
| Process Parameters I (A) | Average Arc Column Height (mm) |
|---|---|
| 90 | 1.5 |
| 101 | 1.23 |
| 122 | 1.11 |
| 140 | 0.85 |
| 160 | 1.19 |
| Process Parameters U (V) | Average Arc Column Height (mm) |
|---|---|
| 18 | 2.21 |
| 20 | 1.11 |
| 22 | 1.5 |
| 24 | 1.84 |
| 26 | 2.9 |
| Layer Number | Number of Short Circuits | Average Short Circuits Time (s) | Average Arc Burning Time (s) |
|---|---|---|---|
| The 1st layer | 100 | 0.0024 | 0.0075 |
| The 20th layer | 63 | 0.0037 | 0.012 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Voropaev, A.; Korsmik, R.; Tsibulskiy, I. Features of Filler Wire Melting and Transferring in Wire-Arc Additive Manufacturing of Metal Workpieces. Materials 2021, 14, 5077. https://doi.org/10.3390/ma14175077
Voropaev A, Korsmik R, Tsibulskiy I. Features of Filler Wire Melting and Transferring in Wire-Arc Additive Manufacturing of Metal Workpieces. Materials. 2021; 14(17):5077. https://doi.org/10.3390/ma14175077
Chicago/Turabian StyleVoropaev, Artem, Rudolf Korsmik, and Igor Tsibulskiy. 2021. "Features of Filler Wire Melting and Transferring in Wire-Arc Additive Manufacturing of Metal Workpieces" Materials 14, no. 17: 5077. https://doi.org/10.3390/ma14175077
APA StyleVoropaev, A., Korsmik, R., & Tsibulskiy, I. (2021). Features of Filler Wire Melting and Transferring in Wire-Arc Additive Manufacturing of Metal Workpieces. Materials, 14(17), 5077. https://doi.org/10.3390/ma14175077