
Spark Plasma Sintering of AlN/Al Functionally Graded Materials



 and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication Process
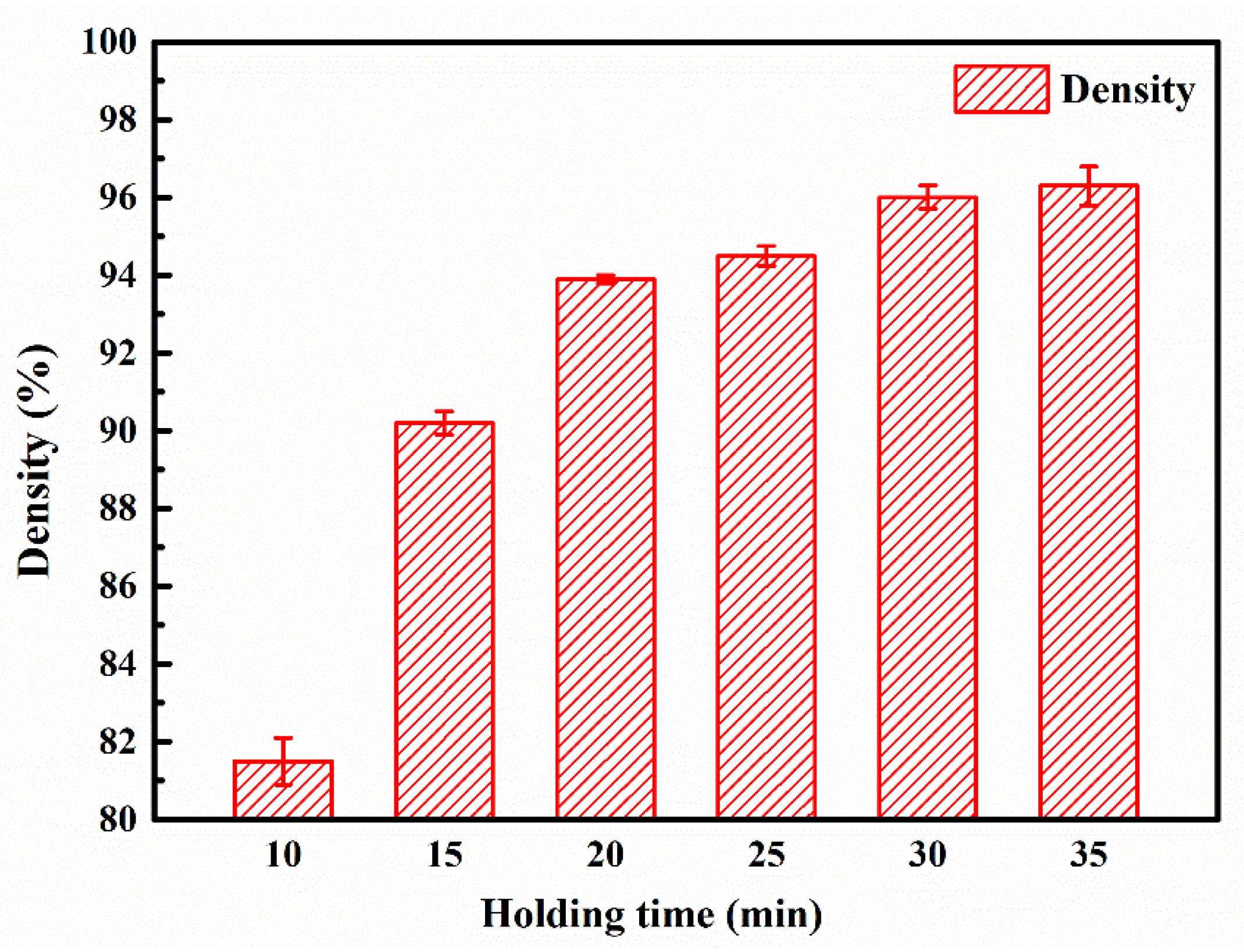
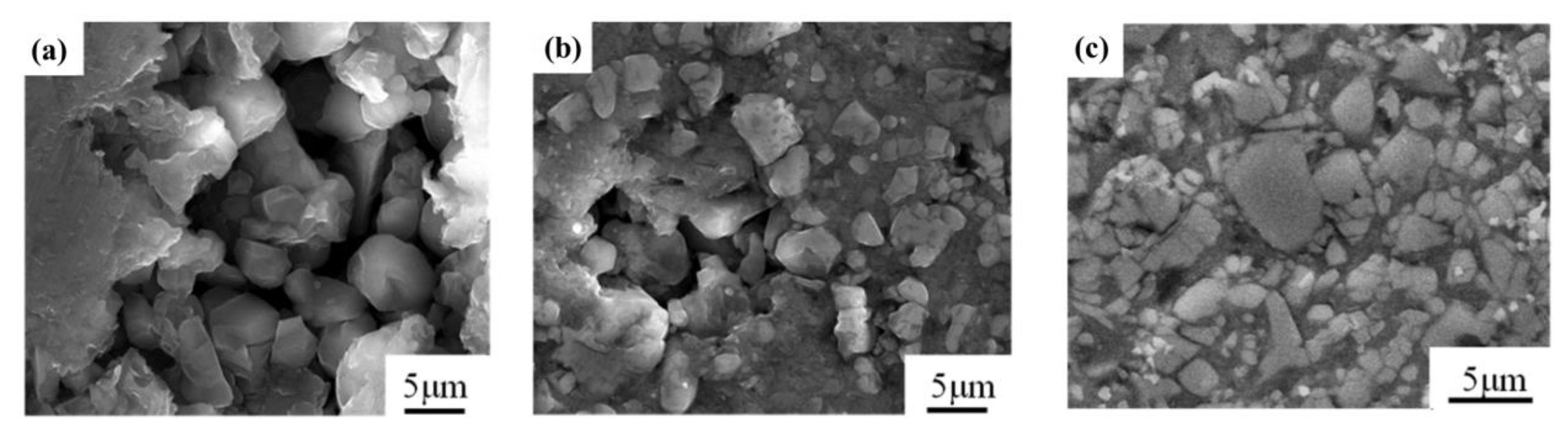
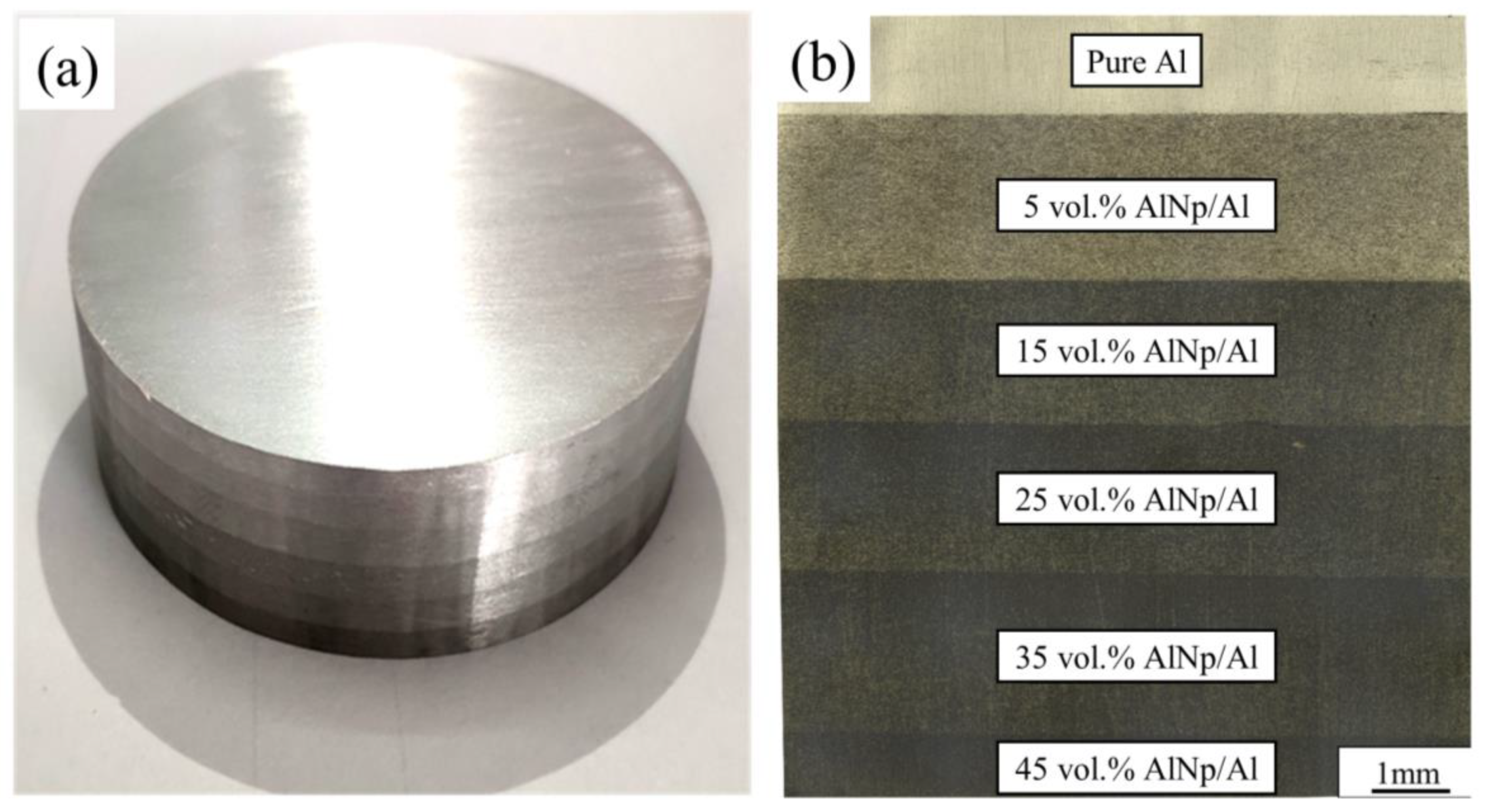
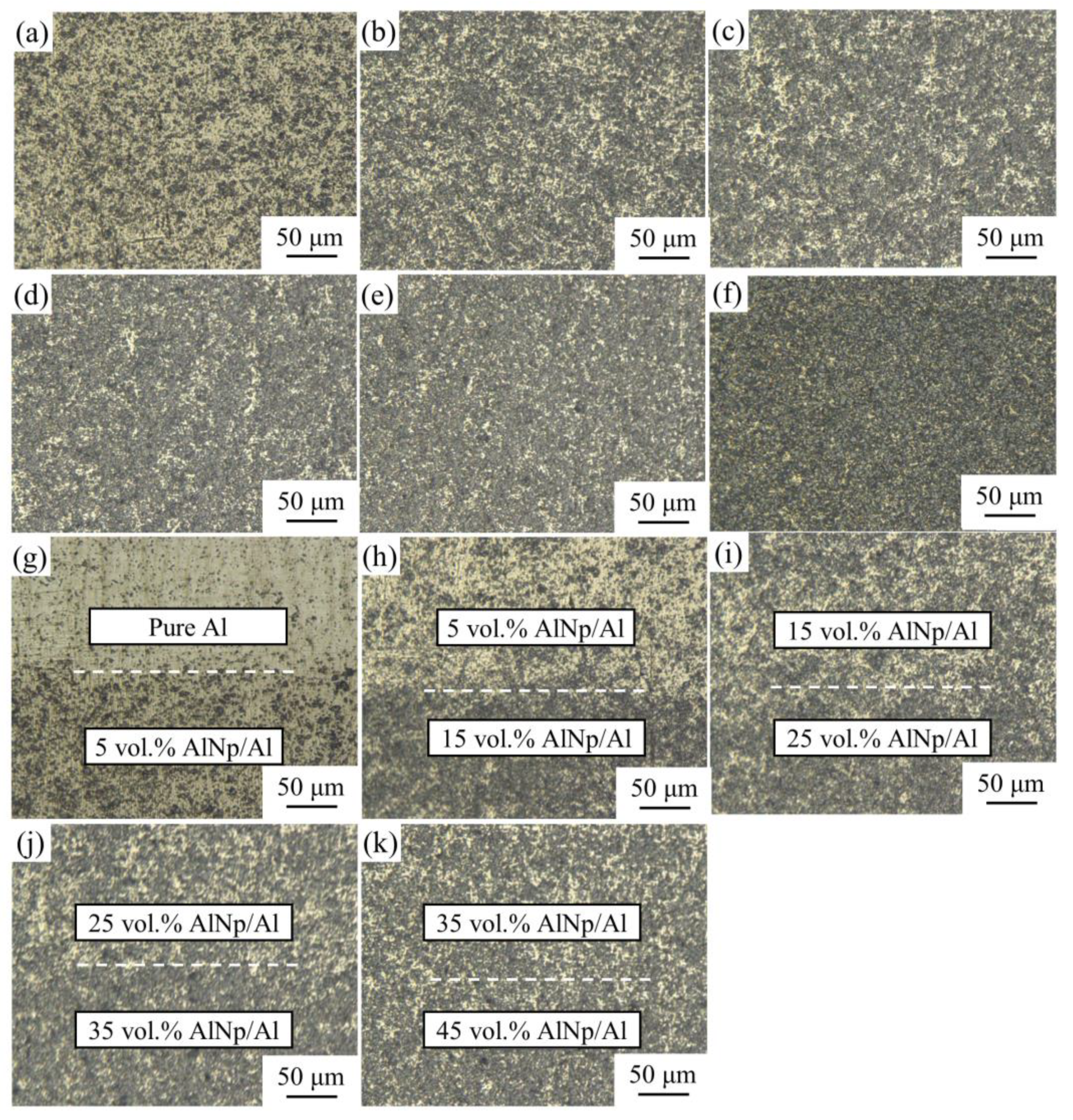
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nikbakht, S.; Kamarian, S.; Shakeri, M. A review on optimization of composite structures Part II: Functionally graded materials. Compos. Struct. 2019, 214, 83–102. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Z.; Li, C.; Yu, Z. Temperature gradient field sintering of Ti–TiB–TiB2 functionally graded material. Ceram. Int. 2015, 41, 13844–13849. [Google Scholar] [CrossRef]
- Martinez-Paneda, E. On the finite element implementation of functionally graded materials. Materials 2019, 12, 287. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.; Sun, J.Y.; Dong, J.; He, X.T. One-dimensional and two-dimensional analytical solutions for functionally graded beams with different moduli in tension and compression. Materials 2018, 11, 830. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- El-Gallab, M.; Sklad, M. Machining of Al SiC particulate metal-matrix composites. J. Mater. Process. Technol. 1998, 83, 151–158. [Google Scholar] [CrossRef]
- Yan, Y.W.; Geng, L. Effects of particle size on the thermal expansion behavior of SiCp/Al composites. J. Mater. Sci. 2007, 42, 6433–6438. [Google Scholar] [CrossRef]
- Lii, D.F.; Huang, J.L.; Chang, S.T. The mechanical properties of AlN Al composites manufactured by squeeze casting. J. Eur. Ceram. Soc. 2002, 22, 253–261. [Google Scholar] [CrossRef]
- Ma, C.; Li, Y.; Yan, M.; Sun, Y.; Sun, J. Investigation on a postmortem resin-bonded Al-Si-Al2O3 sliding gate with functional gradient feature. Ceram. Int. 2018, 44, 6384–6389. [Google Scholar] [CrossRef]
- Yu, Y.; Yao, C.; Zhang, Y.; Xu, G.; Li, T.; Zhang, L. Effect of B4C Particle Size on the Properties of Al/(Al–B4C)/Al Functionally Gradient Material. Powder Metall. Met. Ceram. 2020, 58, 737–742. [Google Scholar] [CrossRef]
- Wu, K.; Scheler, S.; Park, H.S.; Willert-Porada, M. Pressureless sintering of ZrO2–ZrSiO4/NiCr functionally graded materials with a shrinkage matching process. J. Eur. Ceram. Soc. 2013, 33, 1111–1121. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, G.; Chen, G.; Jiang, L.; Luan, B. The thermal expansion and mechanical properties of high reinforcement content SiCp/Al composites fabricated by squeeze casting technology. Compos. Part A Appl. Sci. Manuf. 2003, 34, 1023–1027. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, G.Q.; Wu, G.H.; Xiu, Z.Y.; Luan, B.F. Property characteristics of a AlNp/Al composite fabricated by squeeze casting technology. Mater. Lett. 2003, 57, 1453–1458. [Google Scholar] [CrossRef]
- Wu, H.; Leng, J.; Teng, X.; Su, T.; Li, Q.; Li, J.; Wu, J.; Xu, D.; Zhu, Y. Characterizing the interactions of edge dislocation dipole in hexagonal close packed Ti-Al alloys. Mater. Des. 2019, 164, 107559. [Google Scholar] [CrossRef]
- Wu, H.; Fan, G.H.; Huang, M.; Geng, L.; Cui, X.P.; Xie, H.L. Deformation behavior of brittle/ductile multilayered composites under interface constraint effect. Int. J. Plast. 2017, 89, 96–109. [Google Scholar] [CrossRef]
- Omori, M. Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS). Mat. Sci. Eng. A Struct. 2000, 287, 183–188. [Google Scholar] [CrossRef]
- Ghasali, E.; Pakseresht, A.; Rahbari, A.; Eslami-shahed, H.; Alizadeh, M.; Ebadzadeh, T. Mechanical properties and microstructure characterization of spark plasma and conventional sintering of Al–SiC–TiC composites. J. Alloys Compd. 2016, 666, 366–371. [Google Scholar] [CrossRef]
- Kurita, H.; Kwon, H.; Estili, M.; Kawasaki, A. Multi-Walled Carbon Nanotube-Aluminum Matrix Composites Prepared by Combination of Hetero-Agglomeration Method, Spark Plasma Sintering and Hot Extrusion. Mater. Trans. 2011, 52, 1960–1965. [Google Scholar] [CrossRef] [Green Version]
- Zhou, C.; Zhang, Q.; Liu, S.; Zhou, T.; Jokisaari, J.R.; Wu, G. Microstructure and thermal expansion analysis of porous ZrW2O8/Al composite. J. Alloys Compd. 2016, 670, 182–187. [Google Scholar] [CrossRef]
- Tan, Z.; Ji, G.; Addad, A.; Li, Z.; Silvain, J.-F.; Zhang, D. Tailoring interfacial bonding states of highly thermal performance diamond/Al composites: Spark plasma sintering vs. vacuum hot pressing. Compos. Part A Appl. Sci. Manuf. 2016, 91, 9–19. [Google Scholar] [CrossRef]
- Saheb, N.; Iqbal, Z.; Khalil, A.; Hakeem, A.S.; Al Aqeeli, N.; Laoui, T.; Al-Qutub, A.; Kirchner, R. Spark plasma sintering of metals and metal matrix nanocomposites: A review. J. Nanomater. 2012, 12, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Gürbüz, M.; Can Şenel, M.; Koç, E. The effect of sintering time, temperature, and graphene addition on the hardness and microstructure of aluminum composites. J. Compos. Mater. 2017, 52, 553–563. [Google Scholar] [CrossRef]
- Wang, H.; Tang, F.; Li, G.; Zhang, D.; Liu, M.; Kai, X. Microstructure and properties of B4Cp/Al composite prepared by microwave sintering with low temperature. Mater. Res. Express. 2020, 7, 096511. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, W.N.; Du, L.; Zhang, X.; Cheng, L.L.; Yan, C.; Liu, Y.; Yang, S.B. Evaluation of the interface stability of Al/AlN multilayered composites under thermal stress. Surf. Coat. Technol. 2021, 414, 127117. [Google Scholar] [CrossRef]
- Han, B.; Liu, S.; Wang, X.; Liang, Y.; Xia, Y.; Cui, C. Simultaneously improving strength and ductility of hybrid Al–Si matrix composite with polyphasic and multi-scale ceramic particles. Mater. Sci. Eng. A 2021, 804, 140517. [Google Scholar] [CrossRef]
- Bian, Y.; Gao, T.; Liu, G.; Ma, X.; Ren, Y.; Liu, X. Design of an in–situ multi–scale particles reinforced (Al2O3+ZrB2+AlN)/Al composite with high strength, elasticity modulus and thermal stability. Mater. Sci. Eng. A 2020, 775, 138983. [Google Scholar] [CrossRef]
- Yang, H.; Zander, D.; Huang, Y.; Kainer, K.U.; Dieringa, H. Individual/synergistic effects of Al and AlN on the microstructural evolution and creep resistance of Elektron21 alloy. Mater. Sci. Eng. A 2020, 777, 139072. [Google Scholar] [CrossRef]
- Yang, H.; Huang, Y.; Song, B.; Kainer, K.U.; Dieringa, H. Enhancing the creep resistance of AlN/Al nanoparticles reinforced Mg-2.85Nd-0.92Gd-0.41Zr-0.29Zn alloy by a high shear dispersion technique. Mater. Sci. Eng. A 2019, 755, 18–27. [Google Scholar] [CrossRef]
- Schapery, R.A. Thermal Expansion Coefficients of Composite Materials Based on Energy Principles. J. Compos. Mater. 1968, 2, 380–404. [Google Scholar] [CrossRef]
- Turner, P.S. Thermal-Expansion Stresses in Reinforced Plastics. J. Res. NBS 1946, 37, 1207–1217. [Google Scholar] [CrossRef]
- Kerner, E.H. The Elastic and Thermo-elastic Properties of Composite Media. Proc. Phys. Soc. Lond. 1956, 69, 808–815. [Google Scholar] [CrossRef]
- Chen, G.; Yang, W.; Ma, K.; Hussain, M.; Jiang, L.; Wu, G. Aging and thermal expansion behavior of Si3N4p/2024Al composite fabricated by pressure infiltration method. Trans. Nonferrous Met. Soc. China 2011, 21, 262–273. [Google Scholar] [CrossRef]
- Lian, H.; Christiansen, A.N.; Tortorelli, D.A.; Sigmund, O.; Aage, N. Combined shape and topology optimization for minimization of maximal von Mises stress. Struct. Multidiscipl. Optim. 2017, 55, 1541–1557. [Google Scholar] [CrossRef] [Green Version]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiu, Z.; Ju, B.; Liu, S.; Song, Y.; Du, J.; Li, Z.; Zhou, C.; Yang, W.; Wu, G. Spark Plasma Sintering of AlN/Al Functionally Graded Materials. Materials 2021, 14, 4893. https://doi.org/10.3390/ma14174893
Xiu Z, Ju B, Liu S, Song Y, Du J, Li Z, Zhou C, Yang W, Wu G. Spark Plasma Sintering of AlN/Al Functionally Graded Materials. Materials. 2021; 14(17):4893. https://doi.org/10.3390/ma14174893
Chicago/Turabian StyleXiu, Ziyang, Boyu Ju, Saiyue Liu, Yiwei Song, Jindan Du, Zhimin Li, Chang Zhou, Wenshu Yang, and Gaohui Wu. 2021. "Spark Plasma Sintering of AlN/Al Functionally Graded Materials" Materials 14, no. 17: 4893. https://doi.org/10.3390/ma14174893
APA StyleXiu, Z., Ju, B., Liu, S., Song, Y., Du, J., Li, Z., Zhou, C., Yang, W., & Wu, G. (2021). Spark Plasma Sintering of AlN/Al Functionally Graded Materials. Materials, 14(17), 4893. https://doi.org/10.3390/ma14174893