
Numerical Analysis on Erosion and Optimization of a Blast Furnace Main Trough

 , ,
, ,  ,
, 
Abstract
1. Introduction
2. Mathematical Approach
2.1. Governing Equations of Hot Metal
2.1.1. Mass Conservation
2.1.2. Momentum Conservation
2.1.3. Energy Conservation
2.1.4. Wall Shear Stress
2.2. Governing Equations of Refractory
2.2.1. Fourier Equation
2.2.2. Momentum balance
2.2.3. Strain Displacement
2.2.4. Elasticity
2.3. Conjugated Heat Transfer
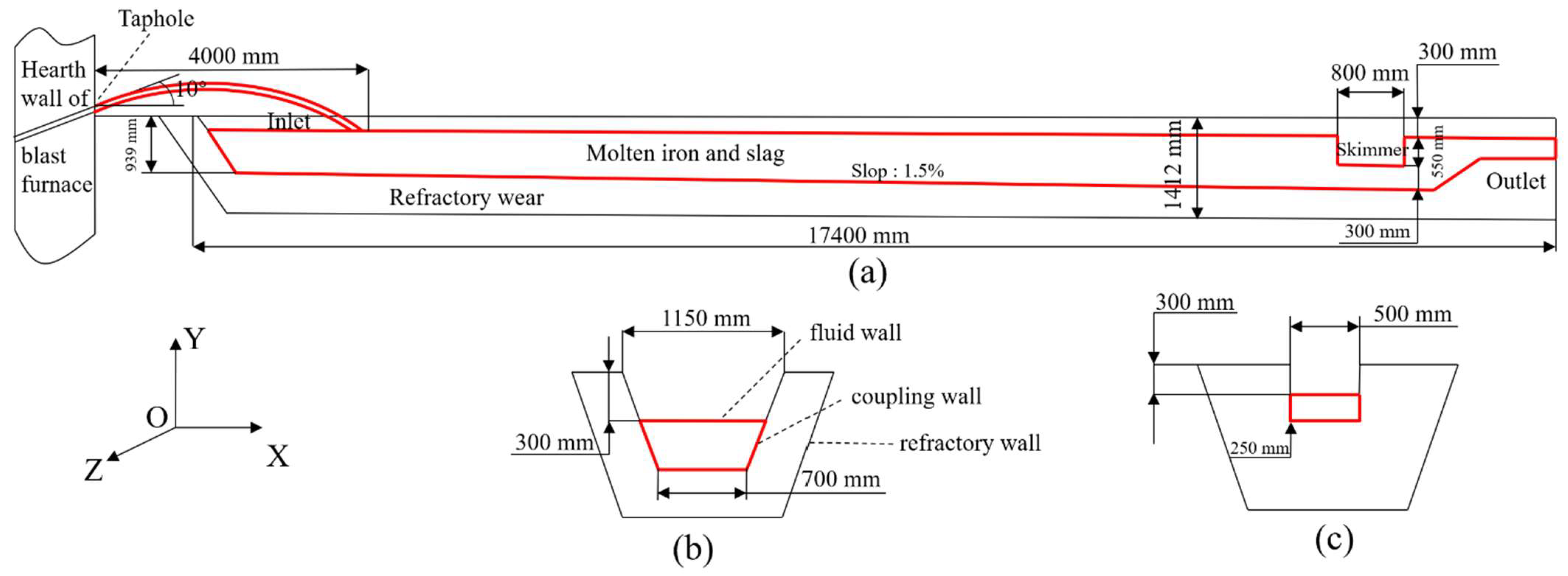
3. Model Configuration
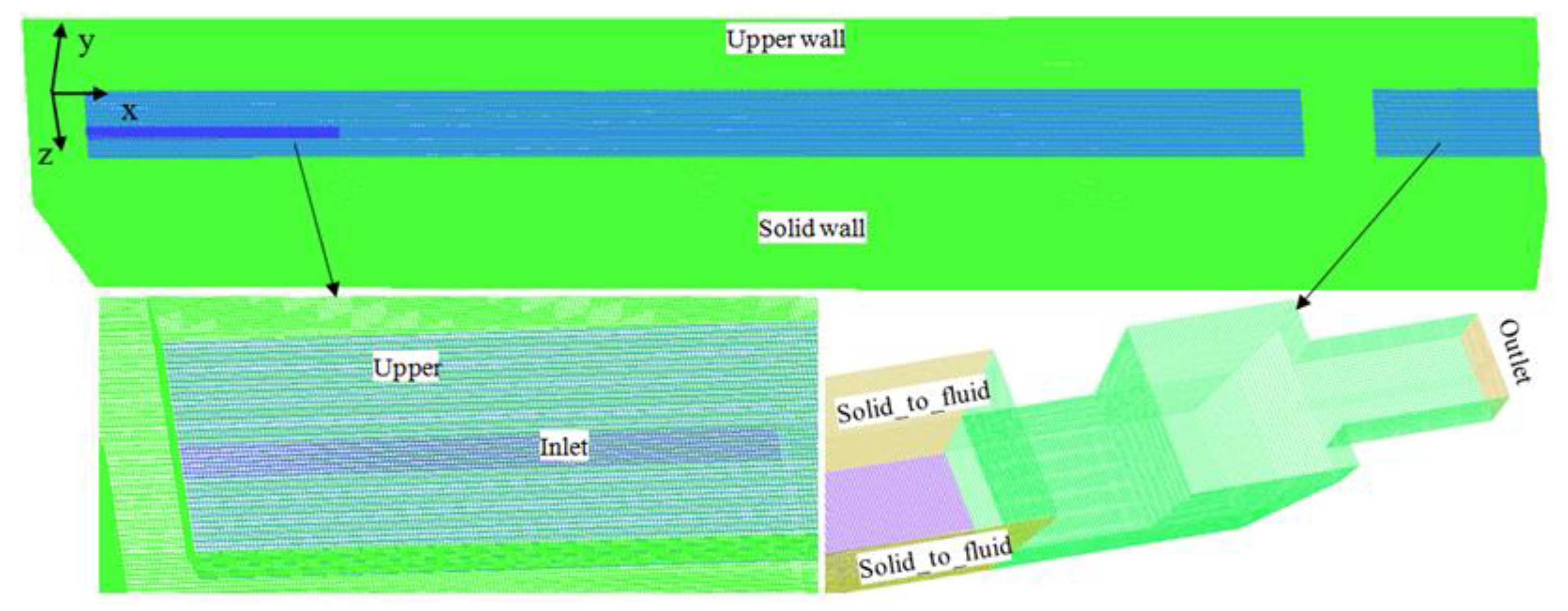
3.1. Mathematical Model
3.2. Assumptions
- (1)
- Hot metal is an incompressible Newtonian fluids;
- (2)
- Thermophysical parameters are constant;
- (3)
- The Marangoni effect and chemical reactions are ignorable;
- (4)
- Only hot metal is considered in the main trough;
- (5)
- The main trough lining is intact and experiences no corrosion.
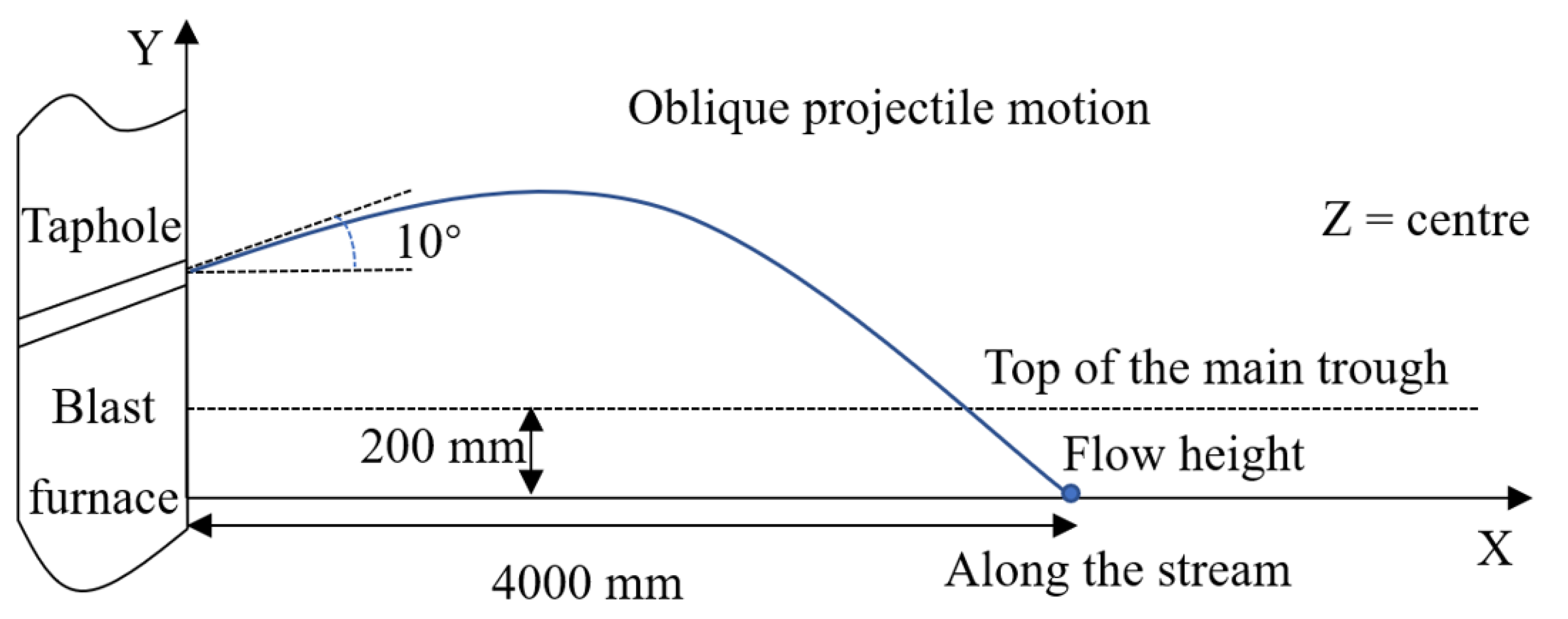
3.3. Boundary Conditions
3.3.1. Inlet Boundary Conditions
3.3.2. Outlet Boundary Conditions
3.3.3. Wall Boundary Conditions
3.3.4. Internal Field Boundary Conditions
3.3.5. Time Step and Sub-Iterations
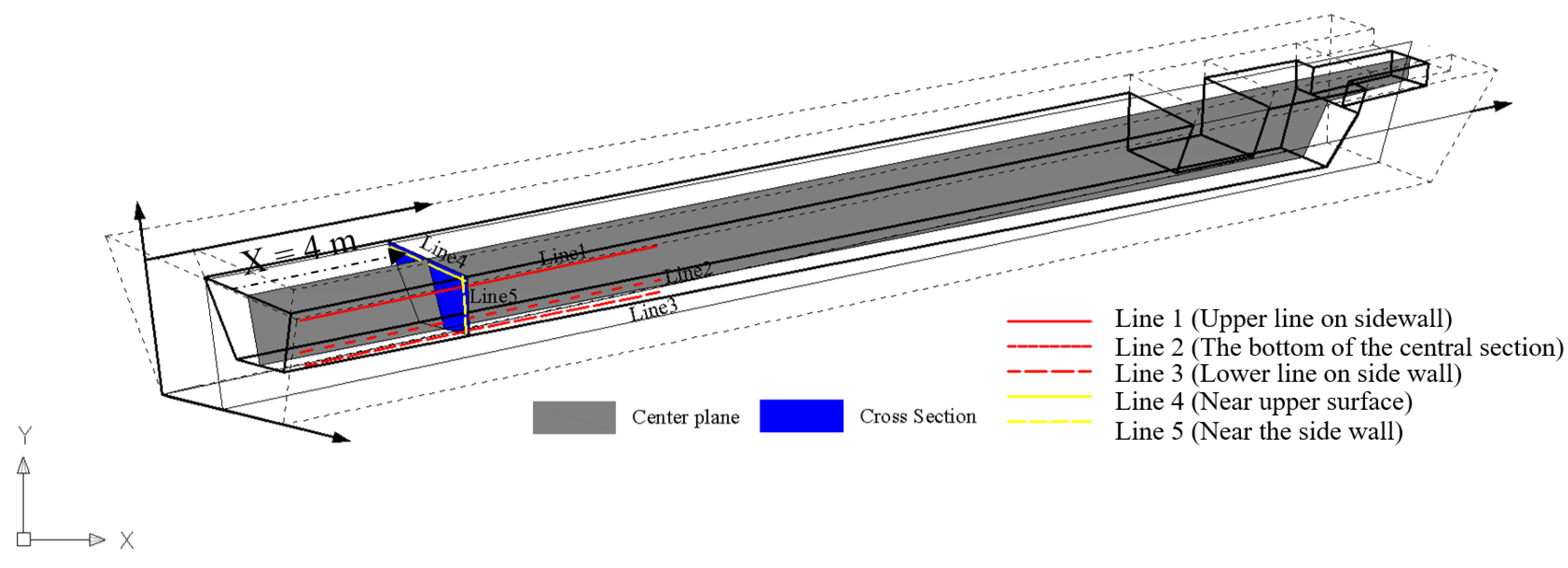
4. Results and Discussion
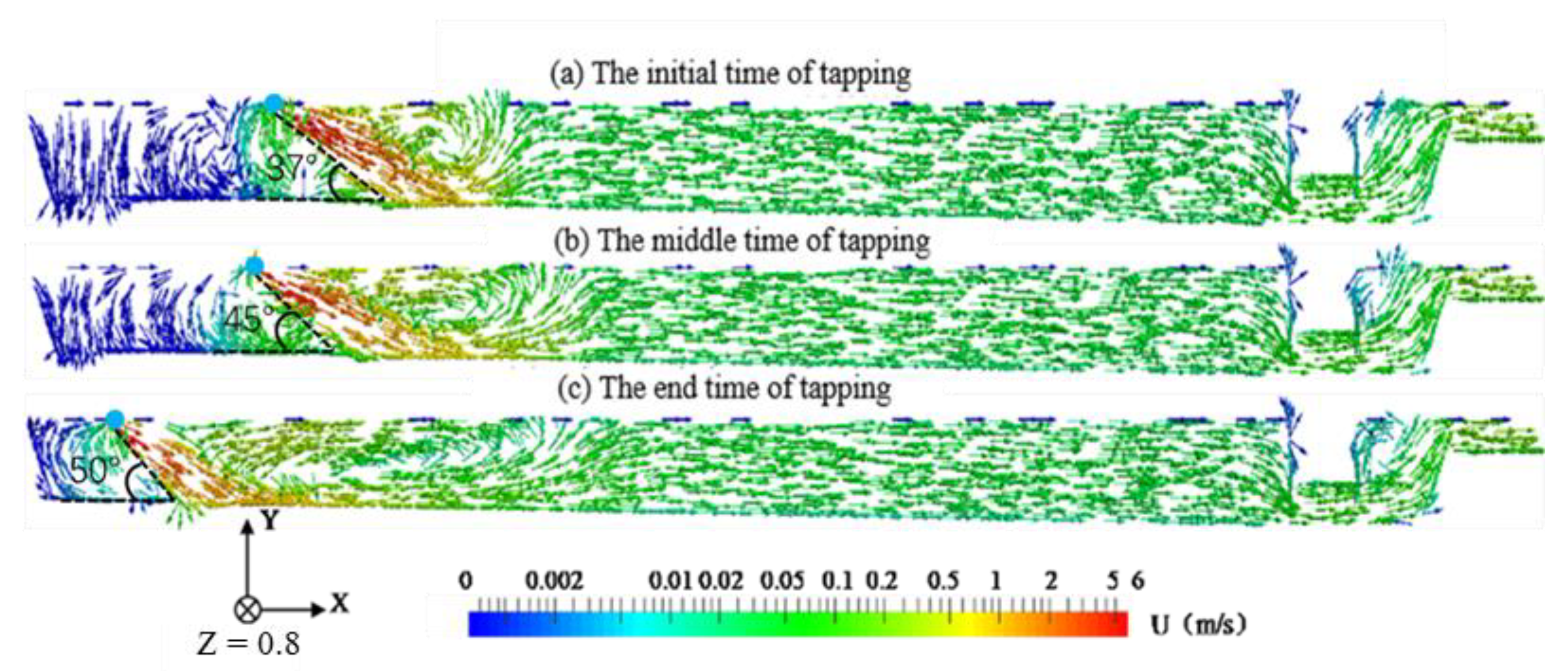
4.1. Velocity Distribution of the Fluid in the Main Trough
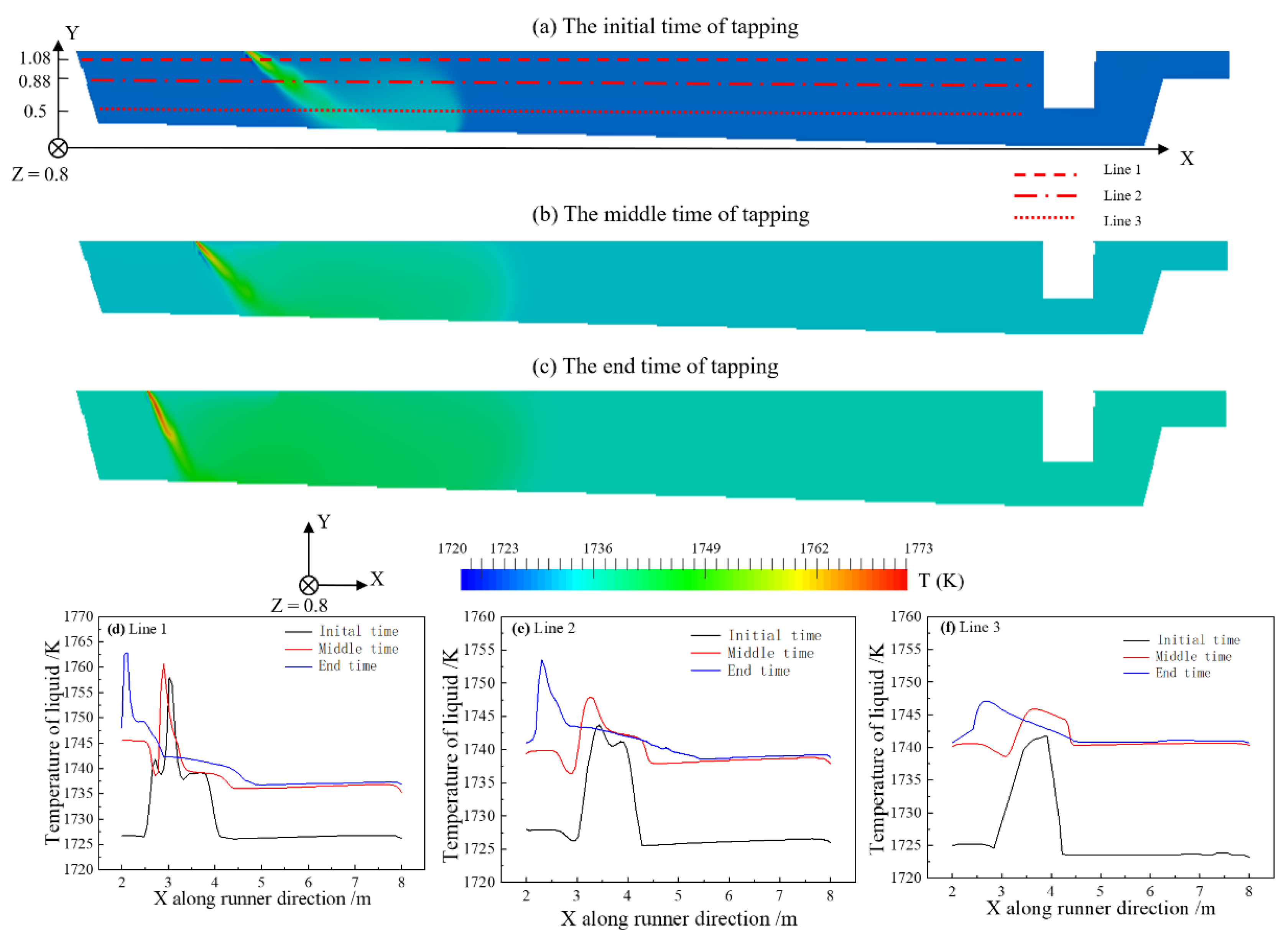
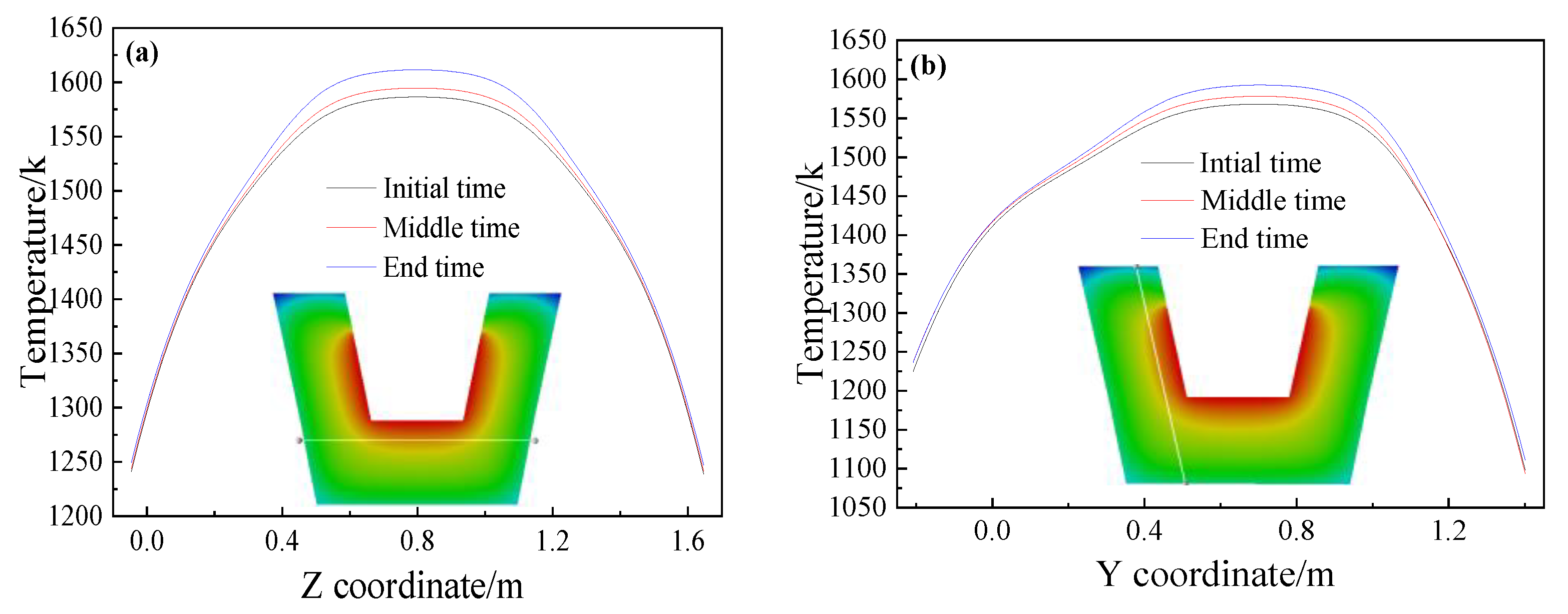
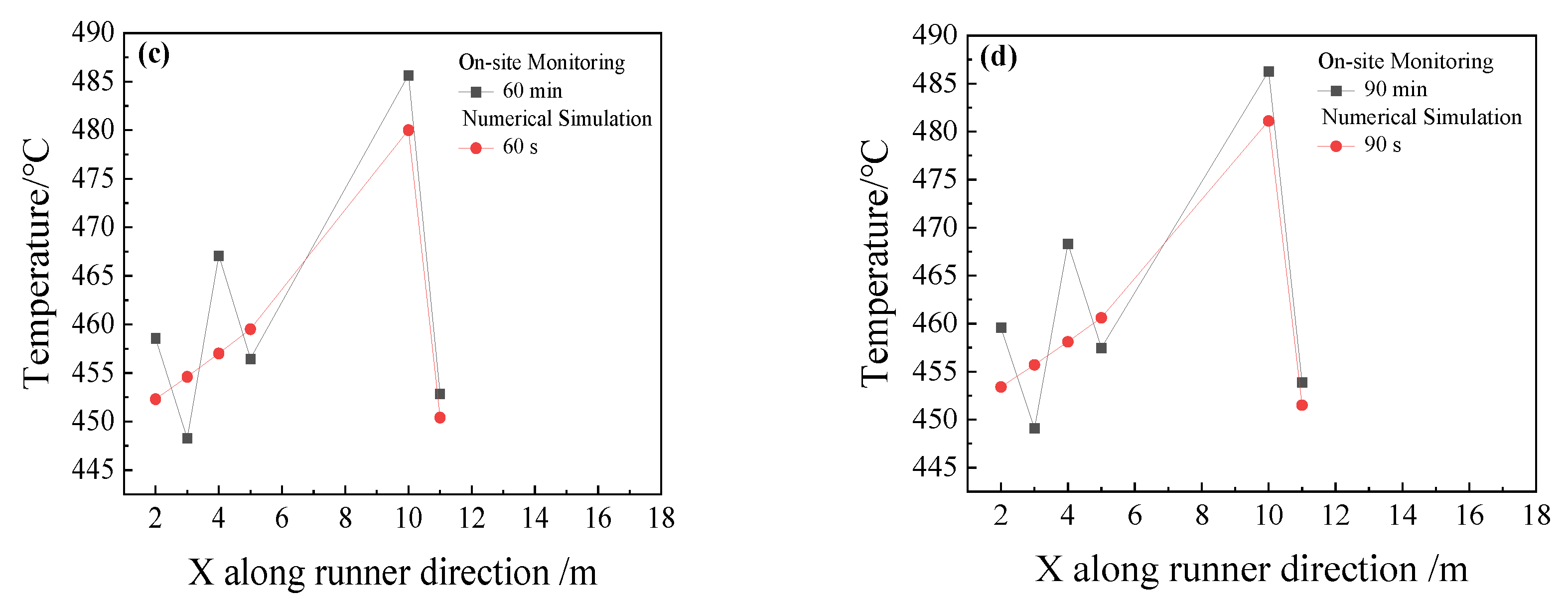
4.2. Temperature Distribution of the Main Trough
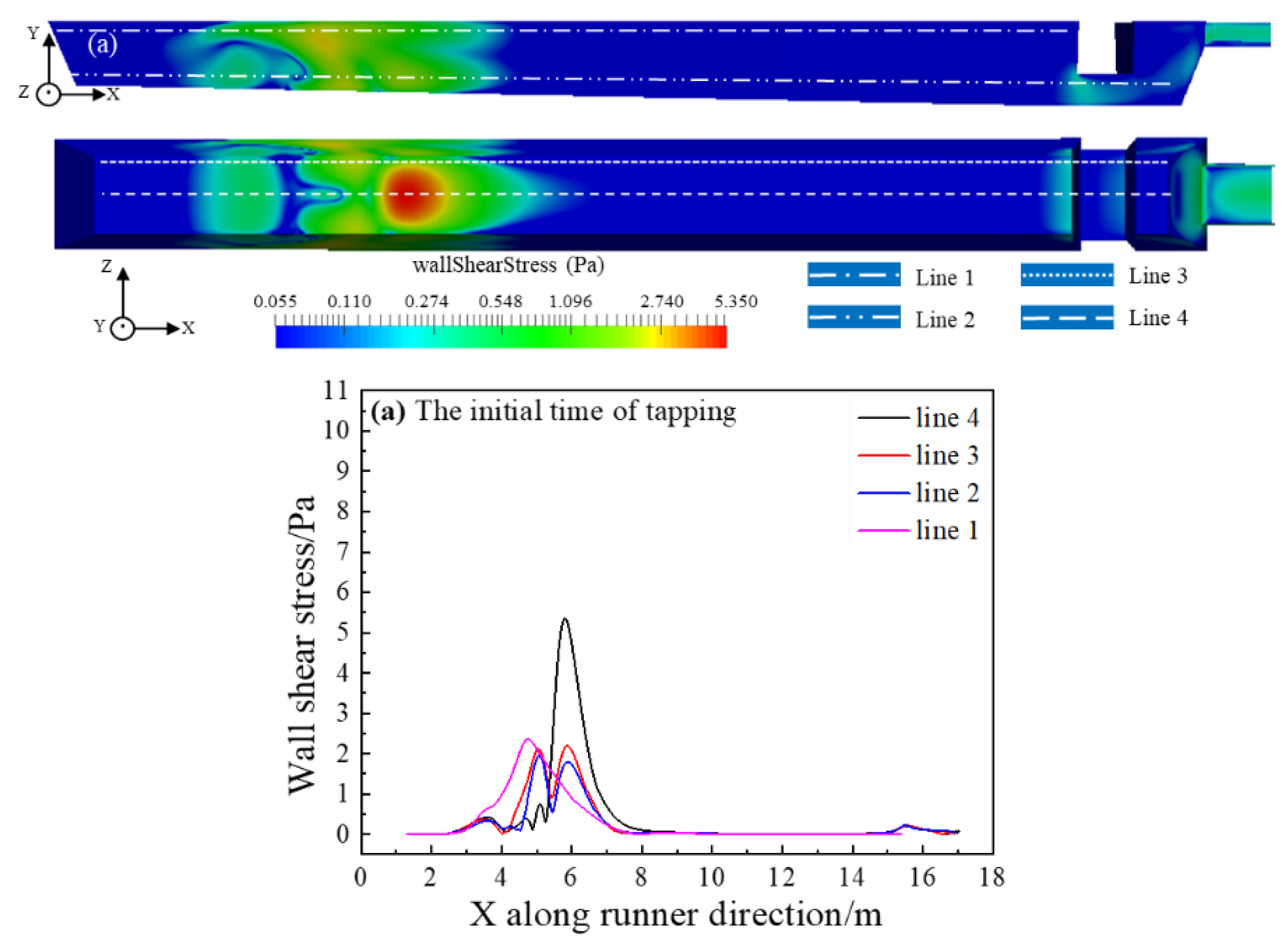
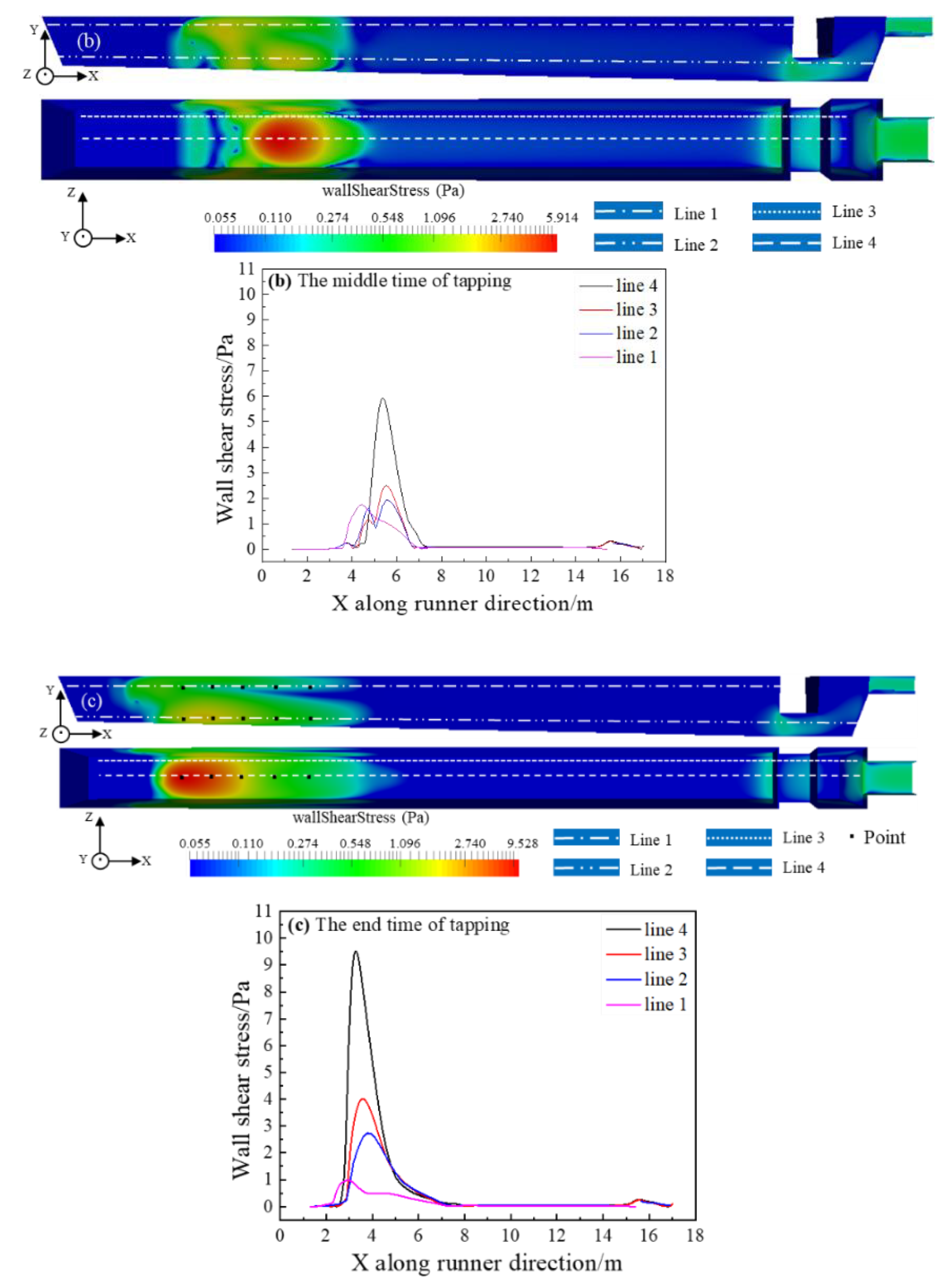
4.3. Wall Shear Stress
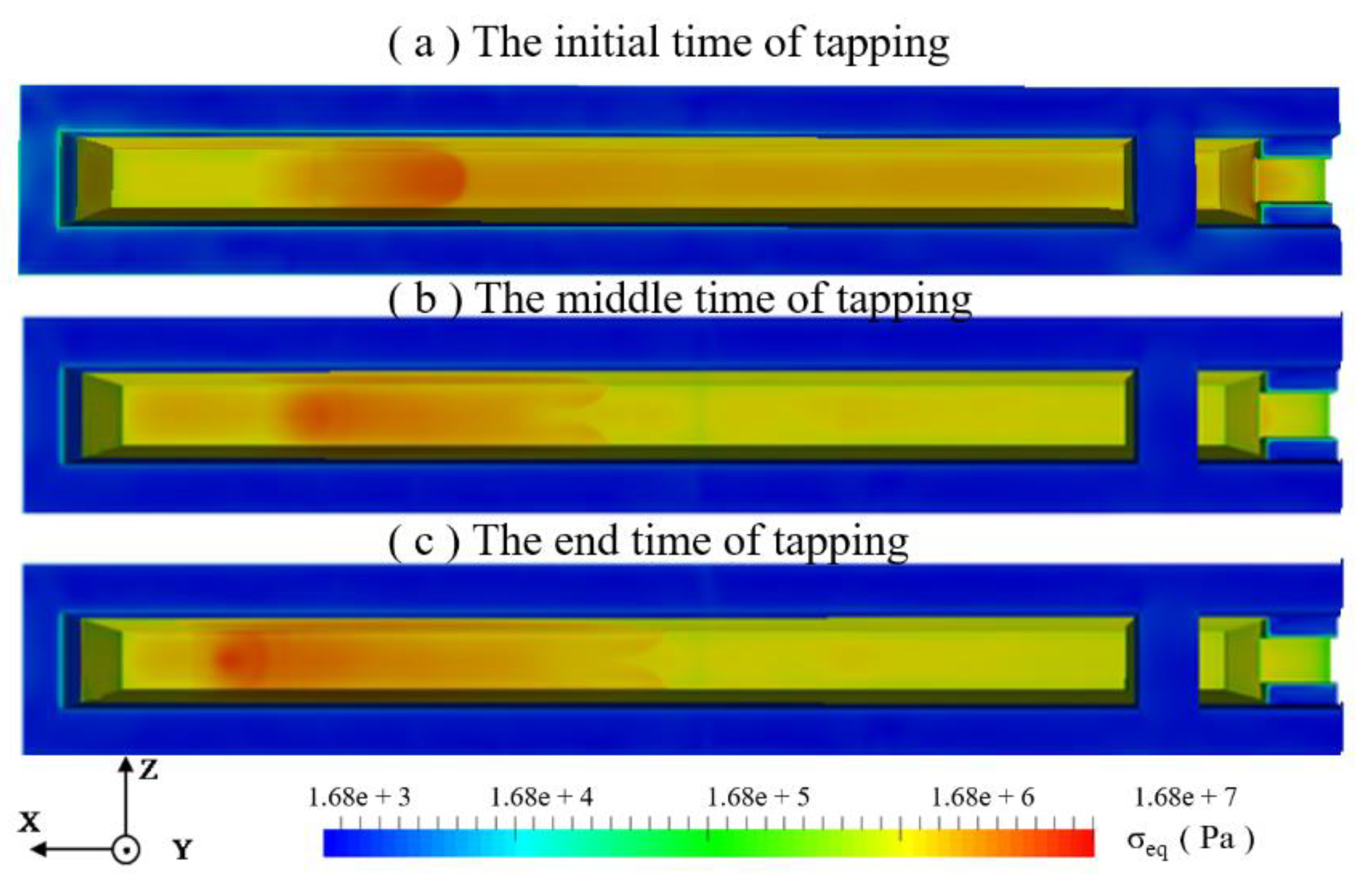
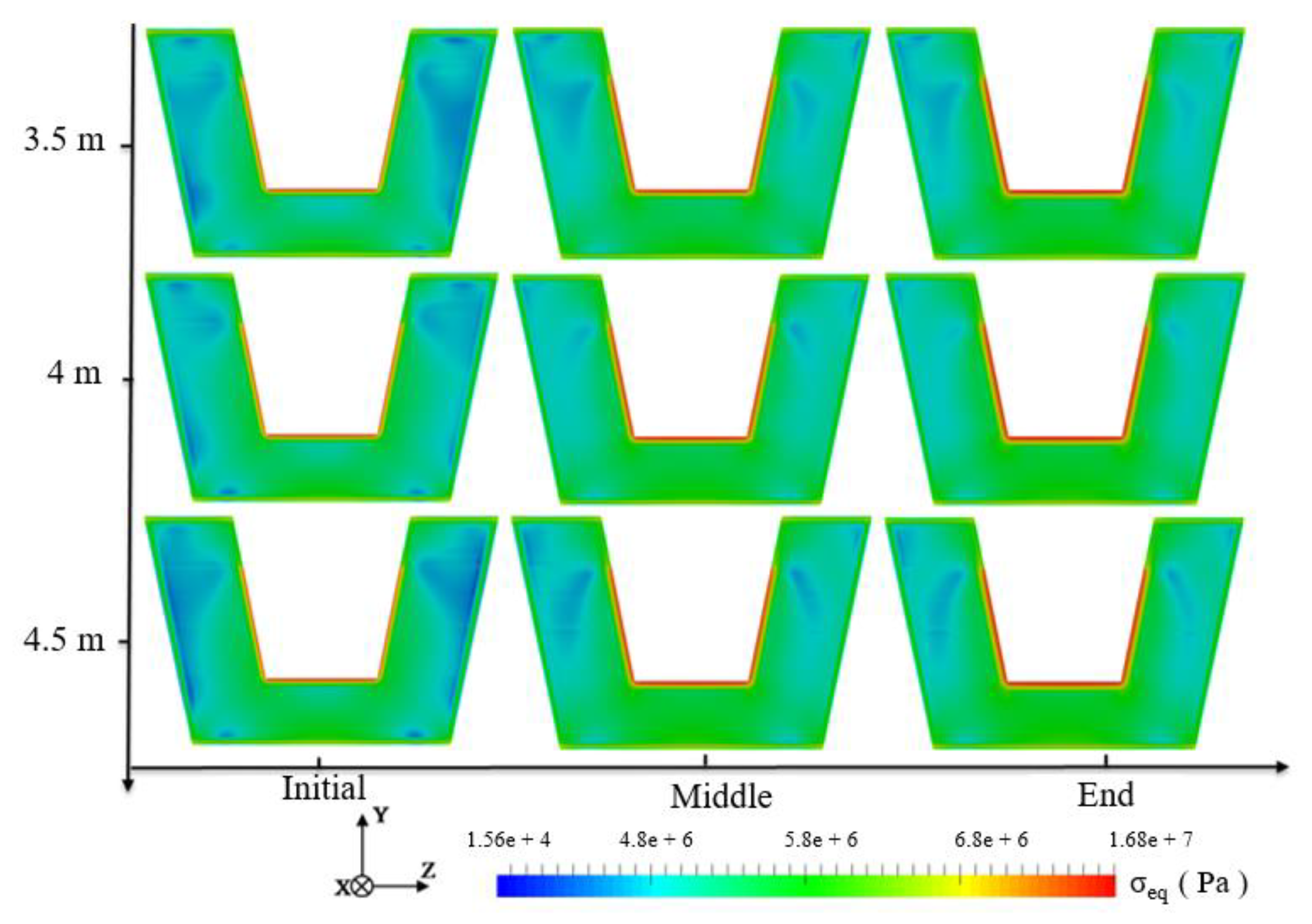
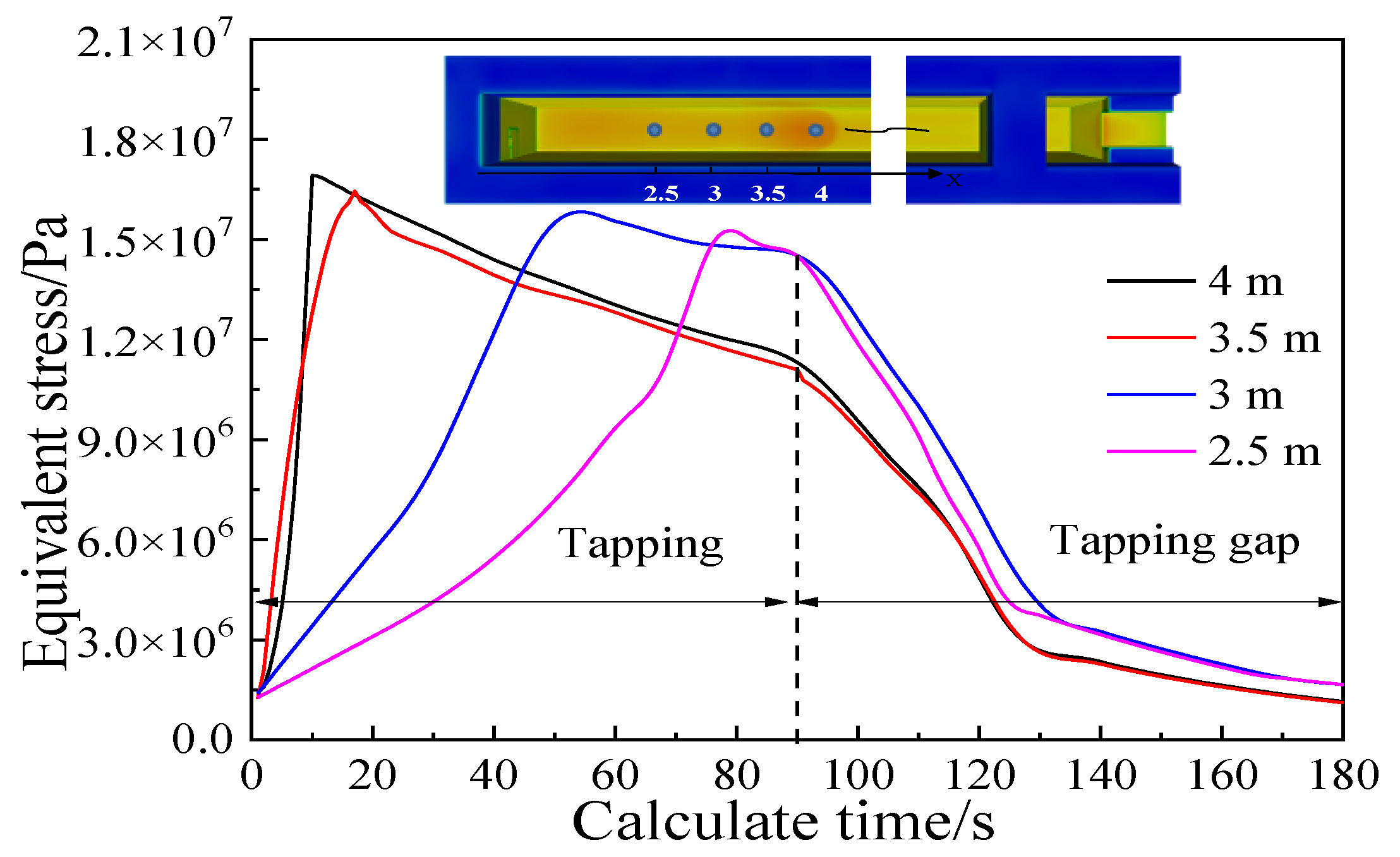
4.4. Wall Thermal Axial Stress
4.5. Effect of Baffle Size
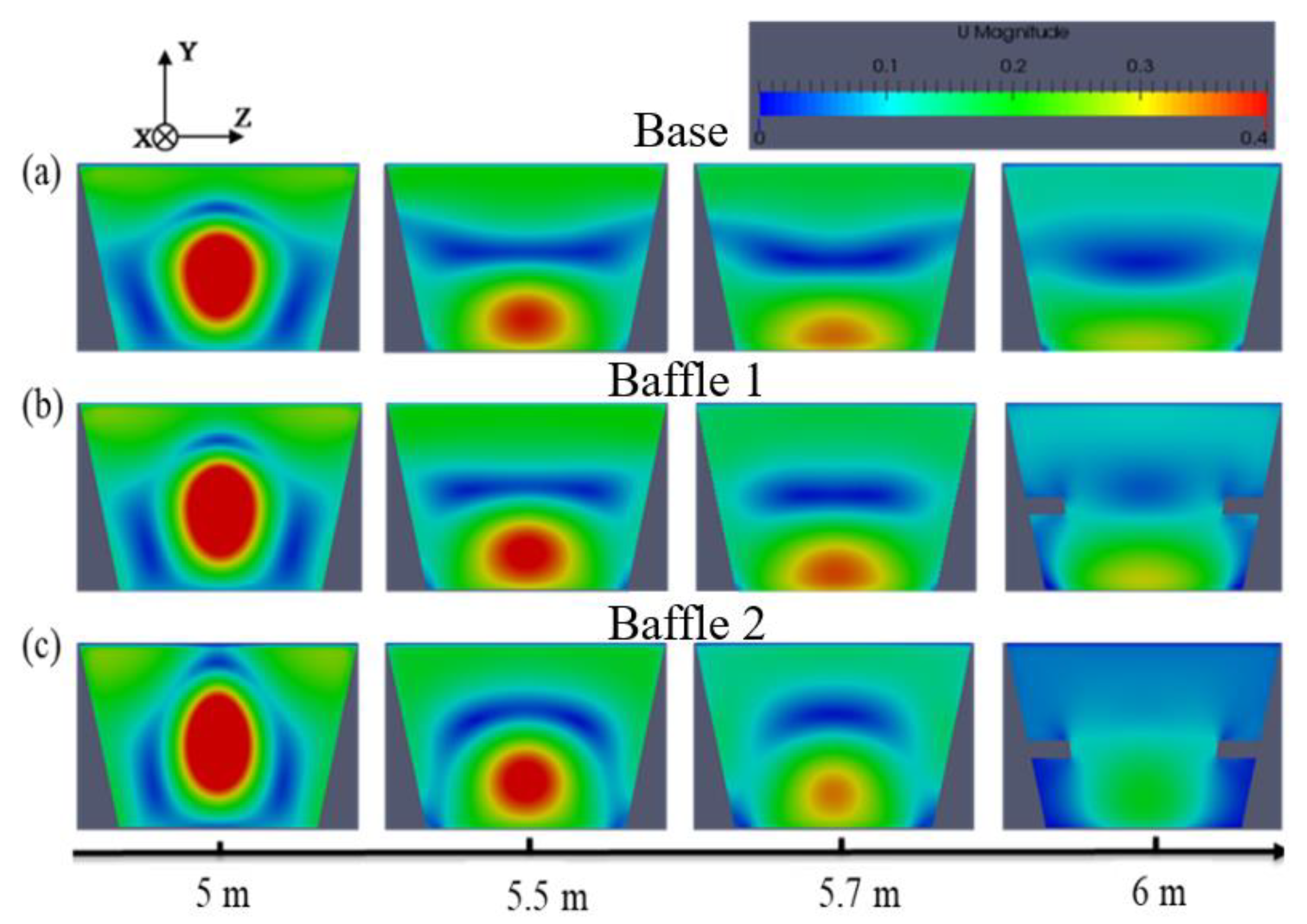
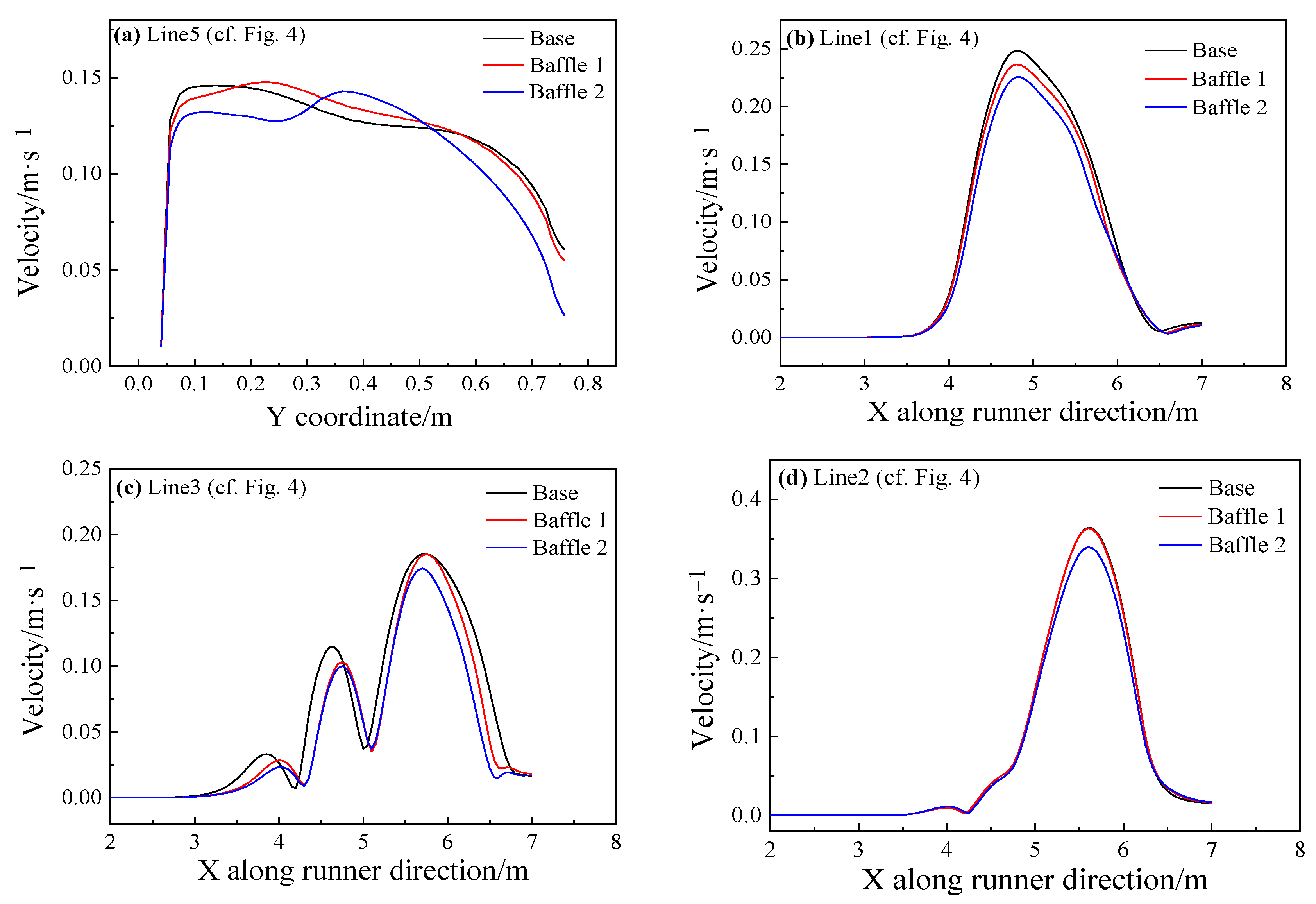
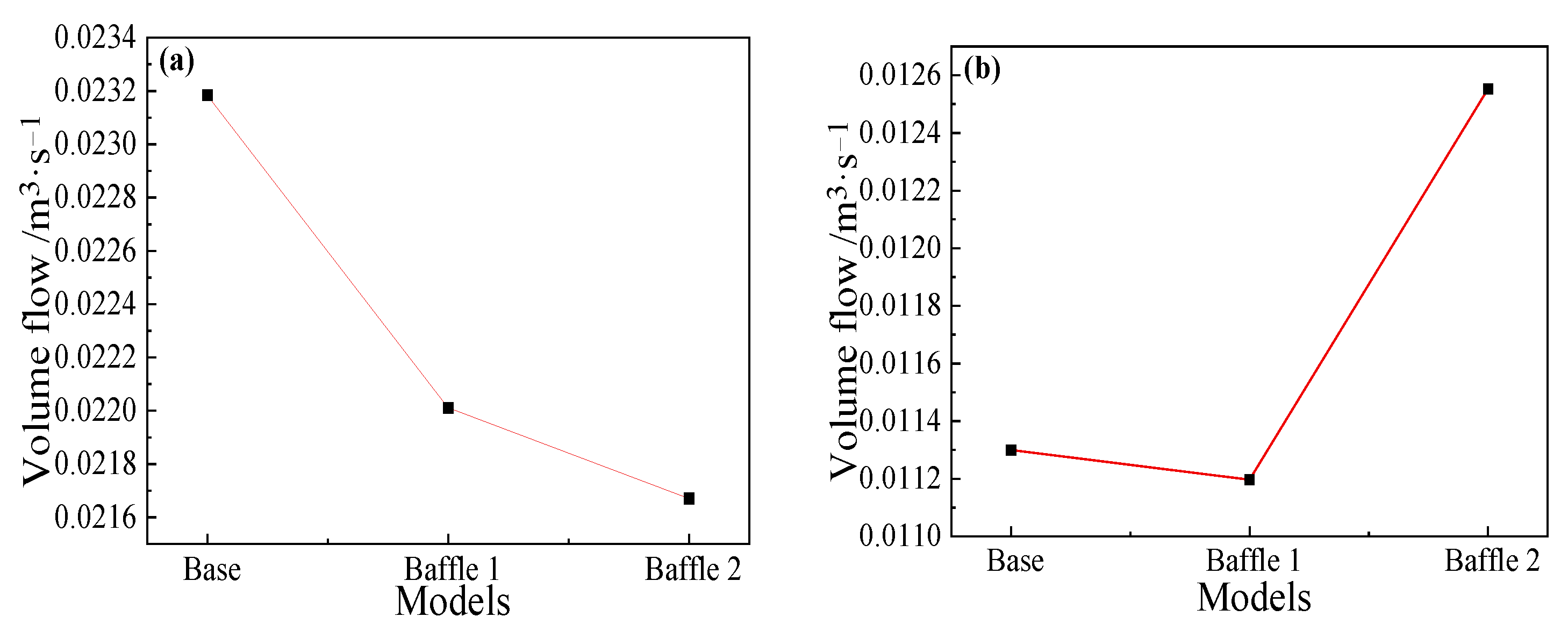
4.5.1. Main Channel Flow Field
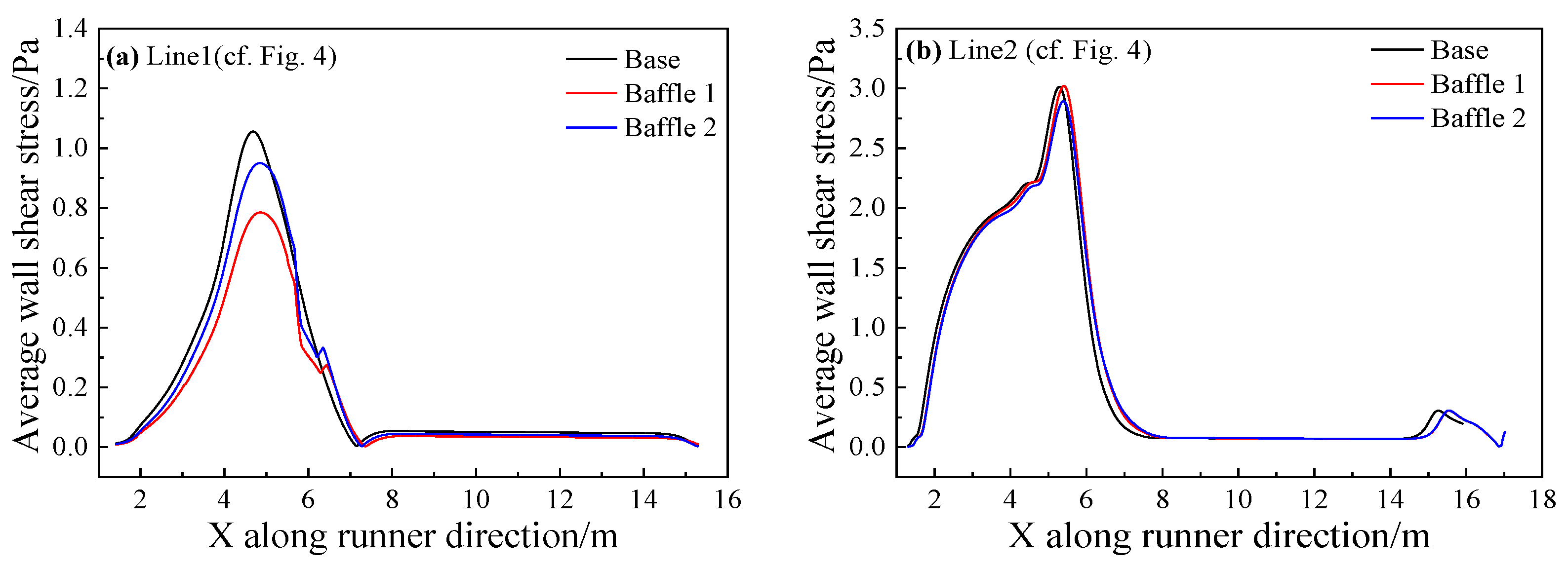
4.5.2. Stress analysis
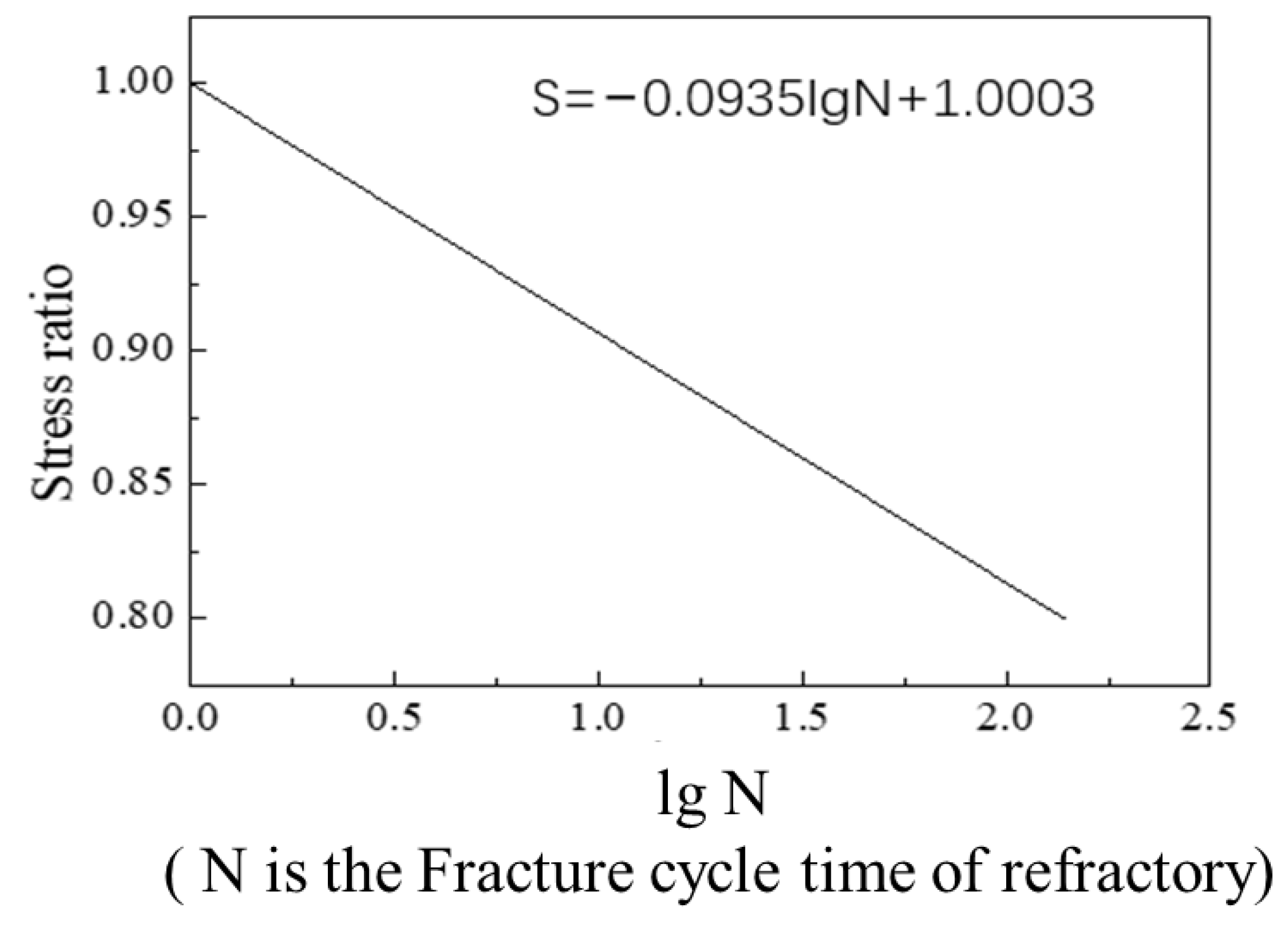
4.5.3. Fatigue Life
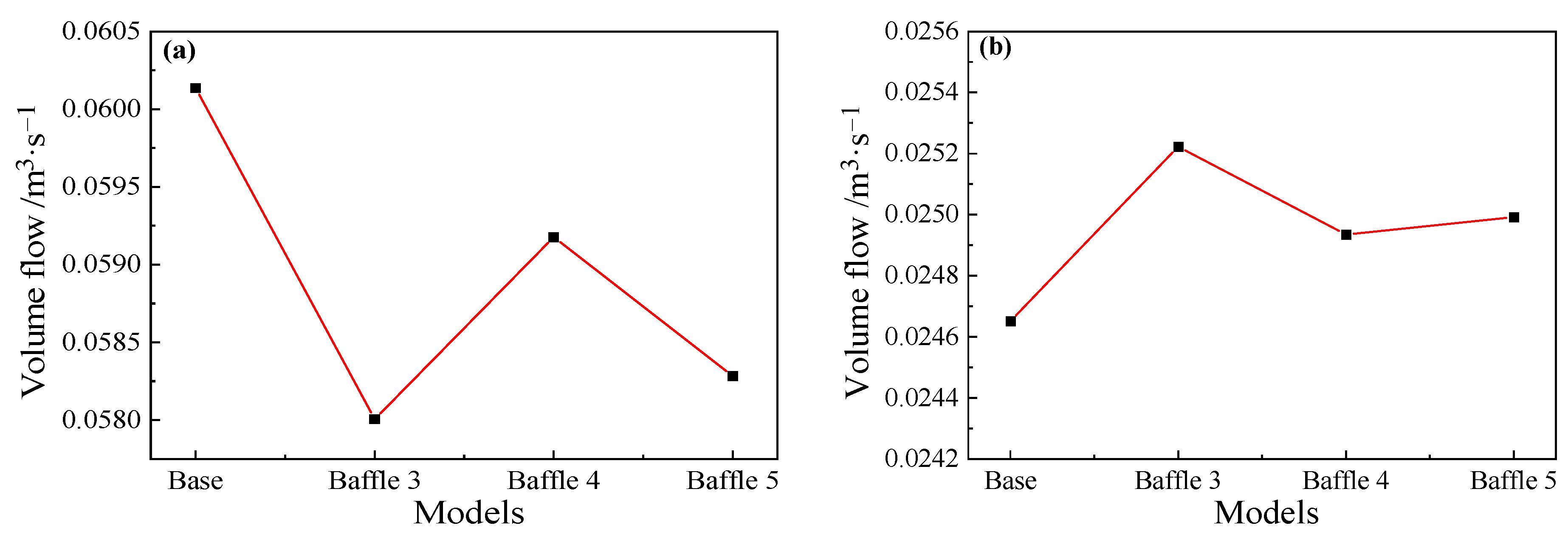
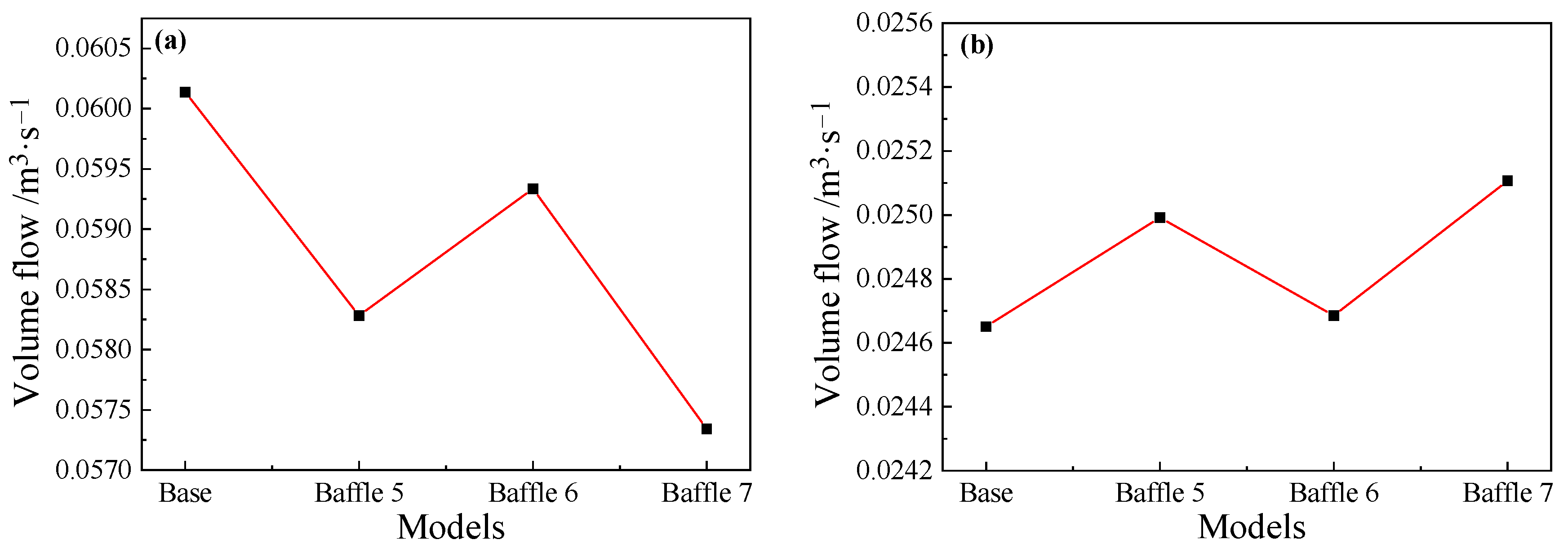
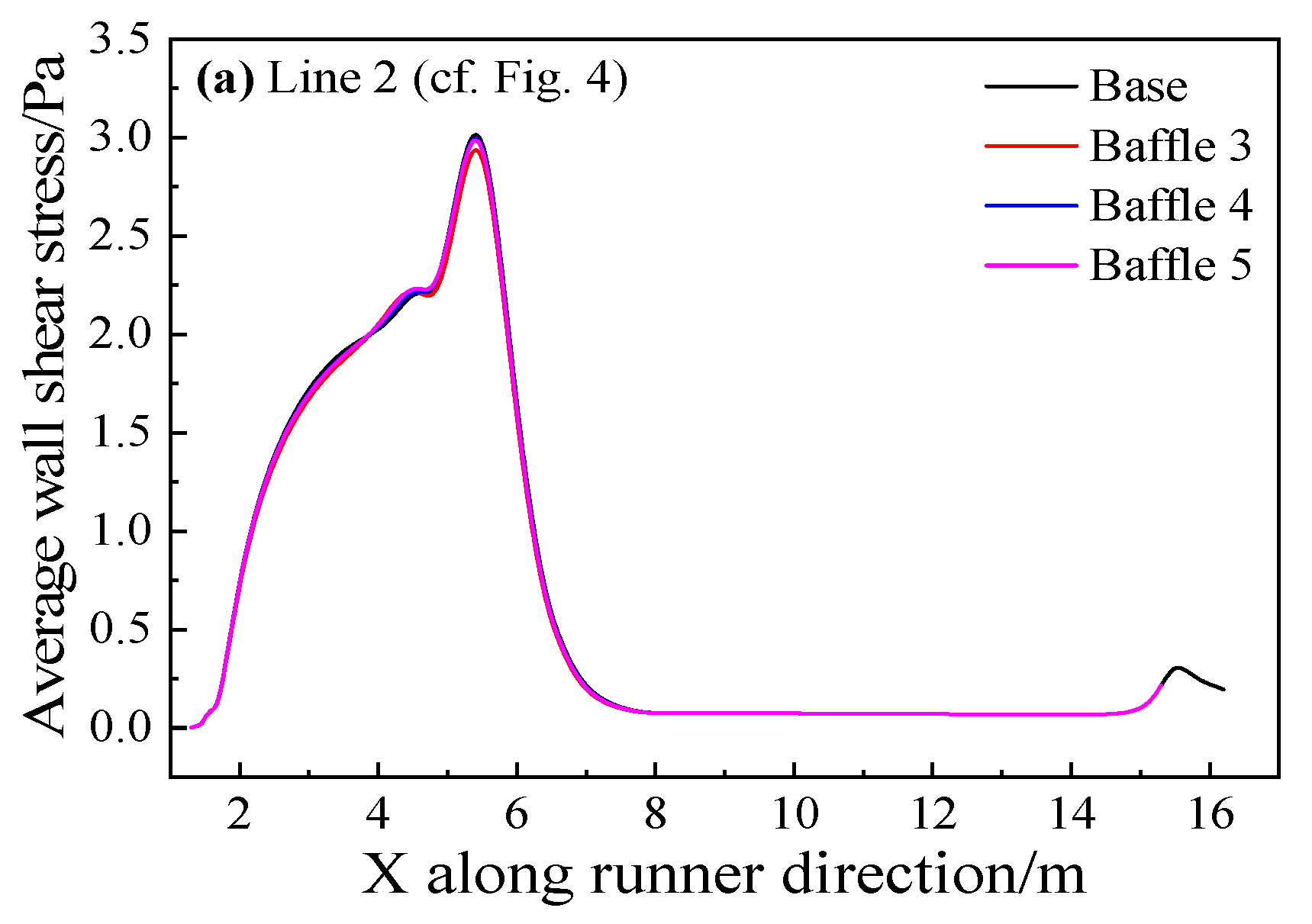
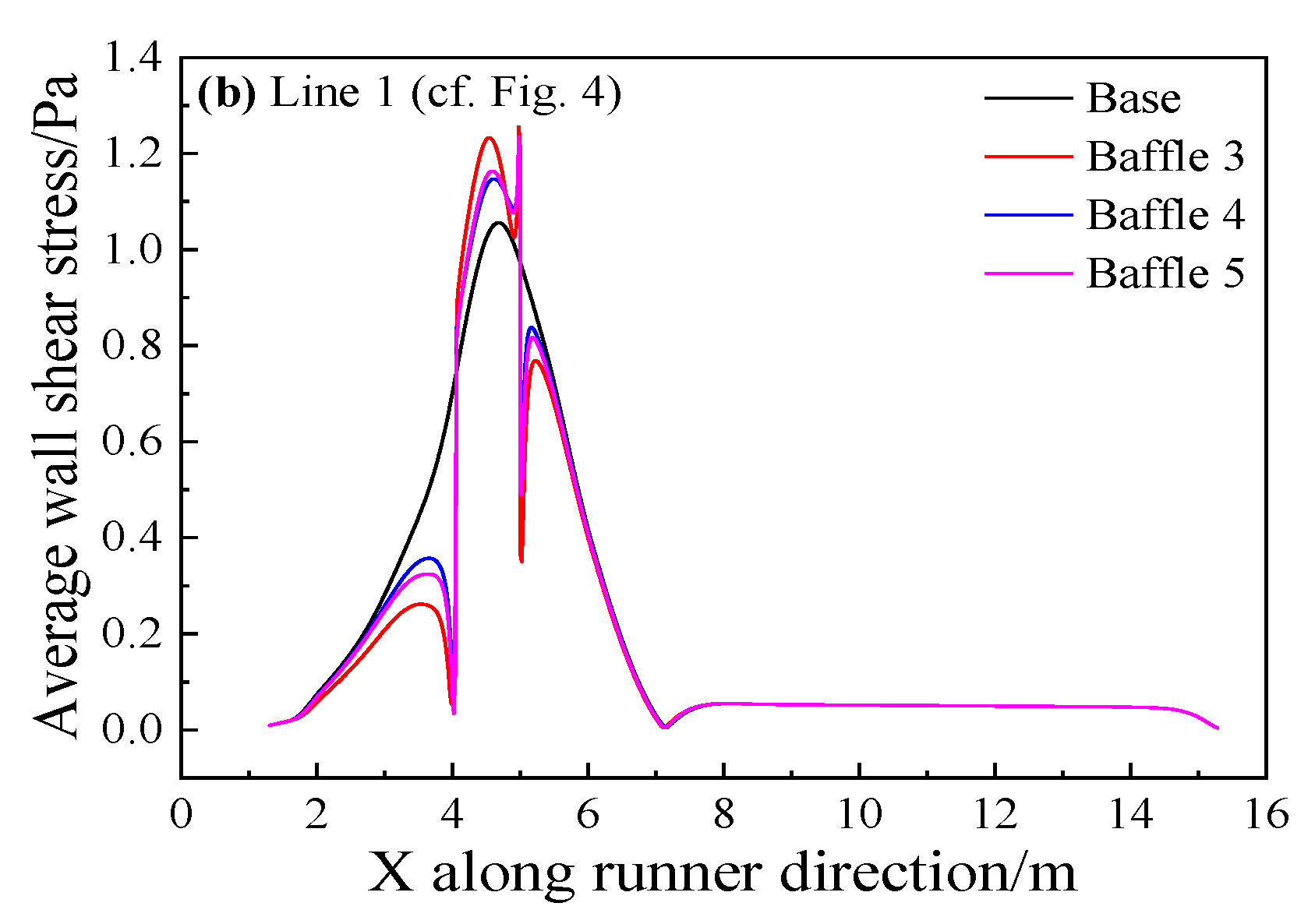
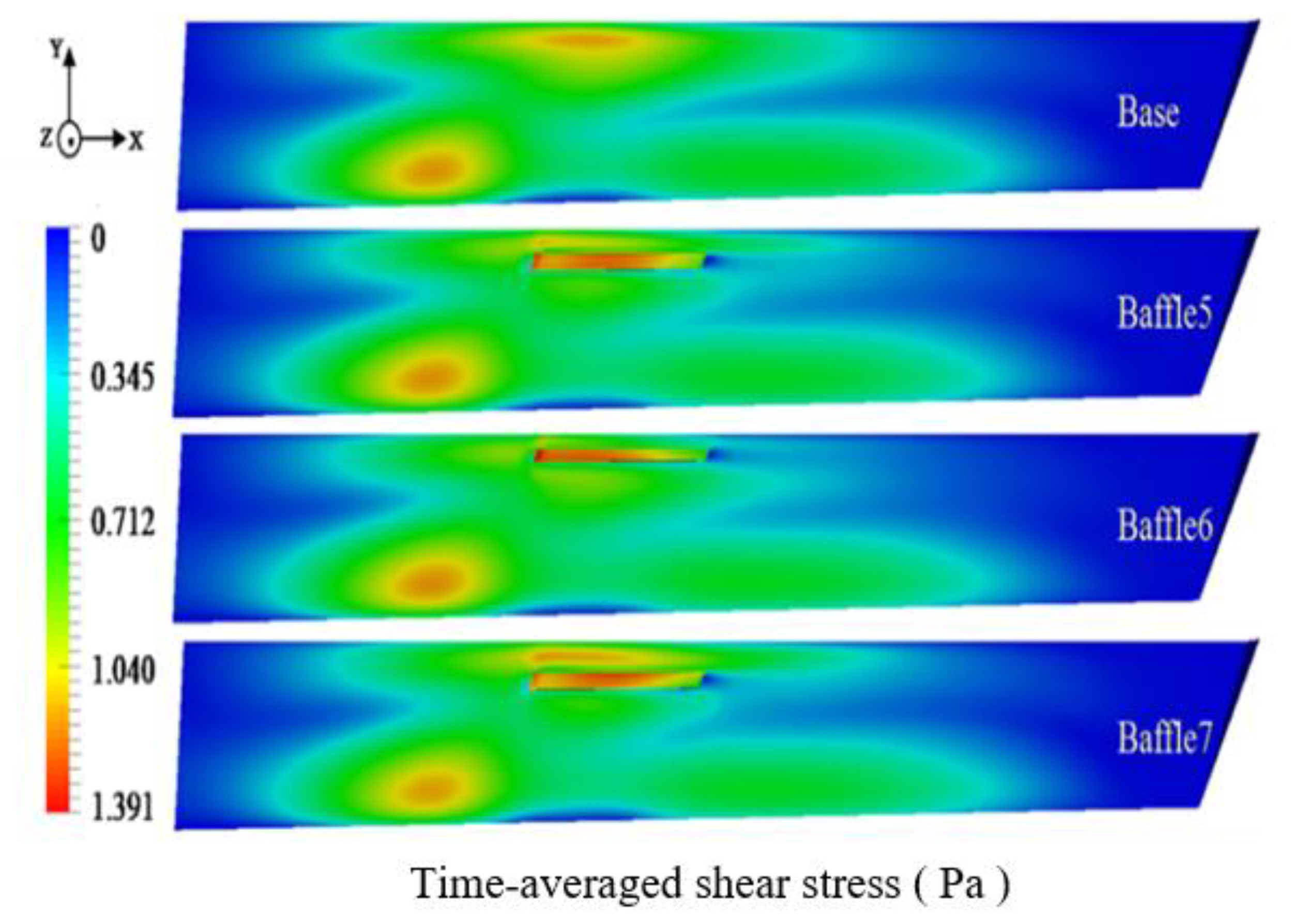
4.6. Effect of Baffle Width and Length
4.6.1. Flow Field Analysis
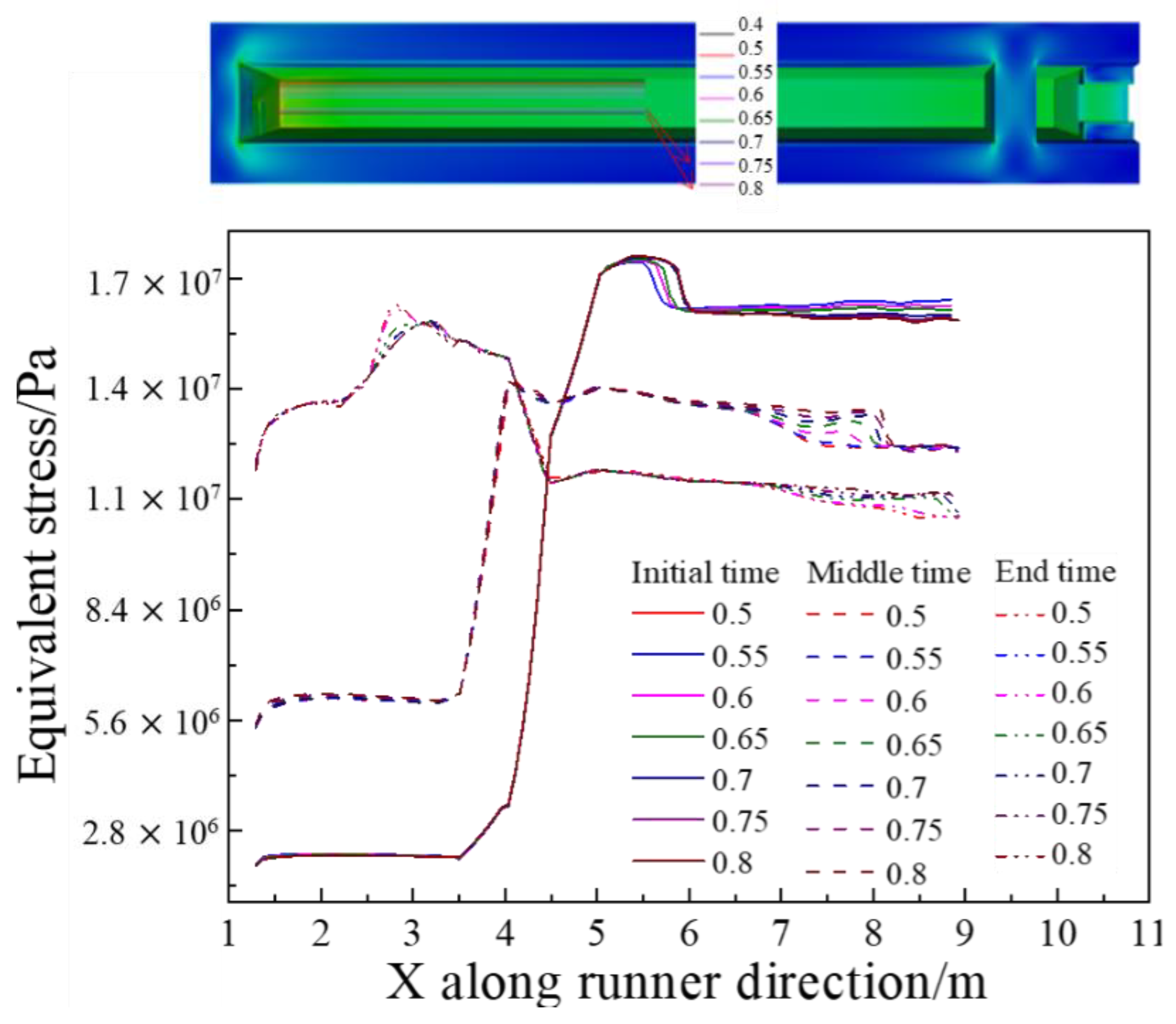
4.6.2. Stress Analysis
5. Conclusions
- (1)
- Turbulence intensity downstream of the hot metal dropping position becomes weaker and the turbulence ranges become larger (2~6.5 m from the beginning of the trough);
- (2)
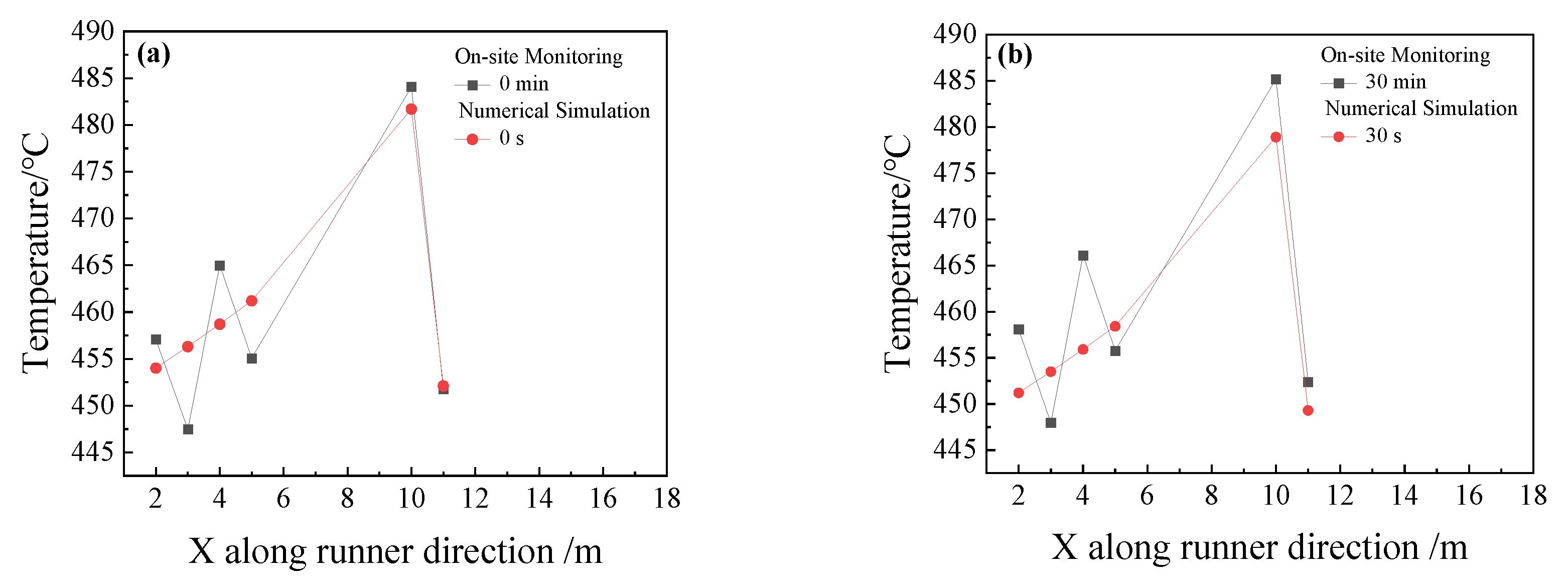
- Maximum thermal stress appears at 4 m from the beginning of the main trough, which is the position of the minimum fatigue life of the trough. In the simulation, fatigue life of a new trough refractory is estimated to be 190 times hot metal’s tapping, which agrees well with the practice in the steel plant;
- (3)
- Installation of baffles of the sidewall at the 5.8~6.2 m position can suppress the turbulence of hot metal. The suppression effect of a big baffle (named Baffle 2 in this study) is better than a small one (Baffle 1), and the minimum fatigue life of the main trough is estimated to increase by 15 tappings (i.e., about 2 days of operation);
- (4)
- Setting up baffles at the upper part of the sidewall at the 4~5 m position can inhibit the backflow of hot metal. Among the studied alternatives, Baffle 5 shows the highest inhibition performance on the backflow, but the minimum fatigue life remains unaffected.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ouedraogo, E.; Prompt, N. High-temperature mechanical characterisation of an alumina refractory concrete for Blast Furnace main trough: PART II. Material behaviour. J. Eur. Ceram. Soc. 2008, 28, 2859–2865. [Google Scholar] [CrossRef]
- Kumar, A.; Khan, S.A.; Biswas, S.; Pal, A. Strategic steps towards longer and reliable blast furnace trough campaign—Tata Steel experience. Ironmak. Steelmak. 2013, 37, 15–20. [Google Scholar] [CrossRef]
- Lü, C.Y. Research on Al2O3-SiC-C Castables for Blast Furnace Trough Strengthened by Sialon In-situ Synthesized. Refractoriesl 2009, 43, 183–186. [Google Scholar]
- Qinglin, H.E.; Evans, G.; Zulli, P.; Tanzil, F.; Lee, B. Flow Characteristics in a Blast Furnace Trough. ISIJ Int. 2002, 42, 844–851. [Google Scholar]
- Chang, C.M.; Lin, Y.S.; Pan, C.N.; Cheng, W.T. Numerical Analysis on the Refractory Wear of the Blast Furnace Main Trough. Adv. Sci. Technol. 2014, 92, 294–300. [Google Scholar] [CrossRef]
- Liu, X.G.; Zuo, H.B.; Xü, R.S. Numerical simulation of the flow field in the blast furnace taphole. J. Wuhan Univ. Technol. 2014, 37, 106–110. [Google Scholar]
- Kim, H.; Ozturk, B.; Fruehan, R.J. Slag-metal Separation in the Blast Furnace Trough. ISIJ Int. 1998, 38, 430–439. [Google Scholar] [CrossRef]
- Dash, S.K.; Ajmani, S.K. A fluid dynamic analysis of the blast furnace trough at Tata Steel. Proc. Natl. Semin. Comput. Appl. Mater. Metall. Eng. 1996, 3, 26–36. [Google Scholar]
- Kou, M.; Yao, S.; Wu, S.; Zhou, H.; Xu, J. Effects of Blast Furnace Main Trough Geometry on the Slag-Metal Separation Based on Numerical Simulation. Steel Res. Int. 2019, 90, 1–7. [Google Scholar] [CrossRef]
- Sun, C.Y. Study of Hydraulic Model Experiment on Flowing of Hot Metal in Iron Runner. Master’s Thesis, Liaoning University of Science and Technology, Liaoning, China, January 2006. [Google Scholar]
- Wang, L.; Pan, C.N.; Cheng, W.T. Numerical Analysis on Flow Behavior of Molten Iron and Slag in Main Trough of Blast Furnace during Tapping Process. Adv. Numer. Anal. 2017, 1–10. [Google Scholar] [CrossRef]
- Antonov, A.A.; MarYasov, M.F.; Khoroshikov, V.V. Design changes to main troughs to reduce loss of pig iron with slag. Metallurgist 1984, 28, 85–86. [Google Scholar] [CrossRef]
- Luomala, M.J.; Paananen, T.T.; Köykkä, M.J.; Fabritius, T.J.; Nevala, H.; Härkki, J.J. Modelling of fluid flows in the blast furnace trough. Steel Res. Int. 2001, 72, 130–135. [Google Scholar] [CrossRef]
- Ren, Y.X.; Chen, H.X. Fundamentals of Computational Fluid Dynamic; Tsinghua University Press: Beijing, China, 2006. [Google Scholar]
- George, H.F.; Qureshi, F. Newton’s Law of Viscosity, Newtonian and Non-Newtonian Fluids. In Encyclopedia of Tribology; Springer Press: New York, NY, USA, 2013; pp. 2416–2420. [Google Scholar]
- Dong, S.; Wu, S. A Modified Navier-Stokes Equation for Incompressible Fluid Flow. Procedia Eng. 2015, 126, 169–173. [Google Scholar] [CrossRef][Green Version]
- Zhu, W.; Wang, J.; Yang, L.; Zhou, Y.; Wei, Y.; Wu, R. Modeling and simulation of the temperature and stress fields in a 3D turbine blade coated with thermal barrier coatings. Surf. Coat. Technol. 2017, 315, 443–453. [Google Scholar] [CrossRef]
- Chen, D.L.; Rao, G.; Wei, G.Q. Basic Principles and Engineering Application of Finite Element Method for Structural Analysis. Basic Princ. Eng. Appl. Finite Elem. Method Struct. Anal. 2012, 154, 45–50. [Google Scholar]
- Ge, Y.; Li, M.; Wei, H.; Liang, D.; Yu, Y. Numerical Analysis on Velocity and Temperature of the Fluid in a Blast Furnace Main Trough. Processes 2020, 8, 249. [Google Scholar] [CrossRef]
- Liu, C.B.; Zhu, W.J.; Shang, X.R.; Wang, F.L.; Qiao, S.G. Conjugate Heat Transfer Analysis of Manipulator Pipe Based on SolidWorks Flow Simulation. Sci. Technol. Innov. Her. 2013, 5, 79–80. [Google Scholar]
- Duan, G.J. Study on Main Iron Runner Structure and Its Cooling Mode. Ironmaking 2011, 30, 13–15. [Google Scholar]
- Han, W.-G.; Li, X.-P.; Liu, J.-H.; Zhang, C.-X.; Zhou, J.-C.; Shi, X.-Y. Temperature drop of hot metal during BF tapping in Shougang Jingtang. Iron Steel 2017, 52, 13–17. [Google Scholar]
- Jie, L.; Huazhi, G.; Meijie, Z.; Ao, H.; Hongming, L. Improvement in fatigue resistance performance of corundum castables with addition of different size calcium hexaluminate particles. Ceram. Int. 2019, 45, 225–232. [Google Scholar]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Density of hot metal (kg × m−3) | 6900 |
| Viscosity of hot metal (kg × m−1×s−1) | 0.0045 |
| Thermal conductivity of hot metal (W × m−1 × K−1) | 16.5 |
| Specific heat capacity of hot metal (J × kg−1 × K−1) | 850 |
| Hot metal production rate (t × d−1) | 3400 |
| Density of the refractory (kg × m−3) | 2850 |
| Thermal conductivity of the refractory (W × m−1 × K−1) | 2.6 |
| Specific heat capacity of the refractory (J × kg−1 × K−1) | 750 |
| Parameters | Value |
|---|---|
| Diameter of taphole | 60 mm |
| Angle of taphole | 10° |
| The farthest dropping position of molten iron (DPMI) | 4 m |
| Hot metal level in main trough | 200 mm |
| Tapping time | 90 min |
| Number of tappings per day | 14 |
| Baffle Size | Baffle 1 (Small) | Baffle 2 (Big) |
|---|---|---|
| Length (X)/mm | 500 | 800 |
| Width (Z)/mm | 165 | 165 |
| Height (Y)/mm | 100 | 100 |
| Baffle Size | Baffle 3 | Baffle 4 | Baffle 5 | Baffle 6 | Baffle 7 |
|---|---|---|---|---|---|
| Length (X)/mm | 1000 | 1000 | 1000 | 1000 | 1000 |
| Width (Z)/mm | 100 | 50 | 75 | 75 | 75 |
| Height (Y)/mm | 90 | 90 | 90 | 70 | 90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, H.; Chen, H.; Ge, Y.; Wei, H.; Li, Y.; Saxén, H.; Wang, X.; Yu, Y. Numerical Analysis on Erosion and Optimization of a Blast Furnace Main Trough. Materials 2021, 14, 4851. https://doi.org/10.3390/ma14174851
Yao H, Chen H, Ge Y, Wei H, Li Y, Saxén H, Wang X, Yu Y. Numerical Analysis on Erosion and Optimization of a Blast Furnace Main Trough. Materials. 2021; 14(17):4851. https://doi.org/10.3390/ma14174851
Chicago/Turabian StyleYao, Hao, Huiting Chen, Yao Ge, Han Wei, Ying Li, Henrik Saxén, Xuebin Wang, and Yaowei Yu. 2021. "Numerical Analysis on Erosion and Optimization of a Blast Furnace Main Trough" Materials 14, no. 17: 4851. https://doi.org/10.3390/ma14174851
APA StyleYao, H., Chen, H., Ge, Y., Wei, H., Li, Y., Saxén, H., Wang, X., & Yu, Y. (2021). Numerical Analysis on Erosion and Optimization of a Blast Furnace Main Trough. Materials, 14(17), 4851. https://doi.org/10.3390/ma14174851