
Melt Electrospinning of PET and Composite PET-Aerogel Fibers: An Experimental and Modeling Study


Abstract
1. Introduction
2. Materials and Methods
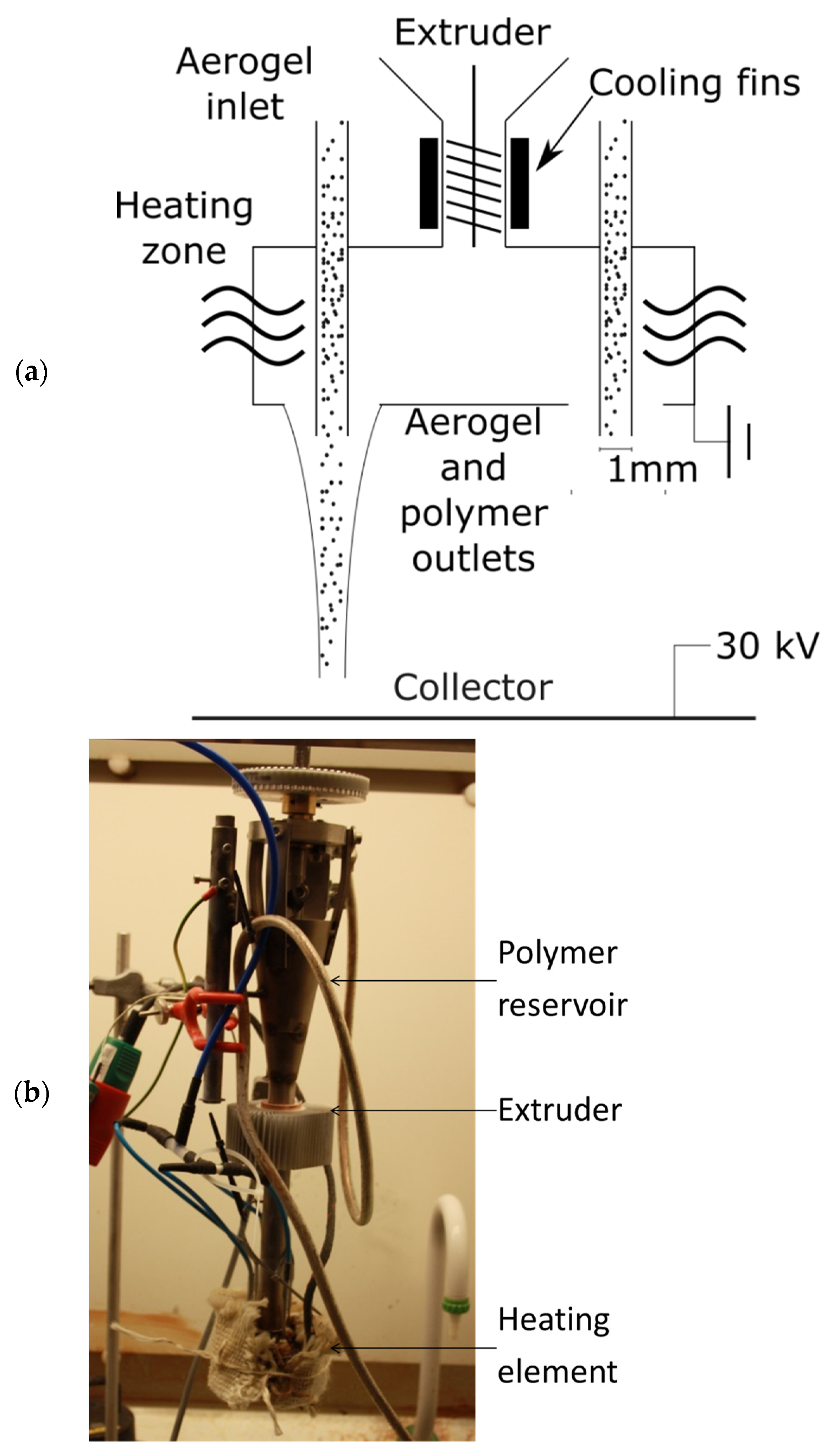
2.1. Electrospinning Experiments
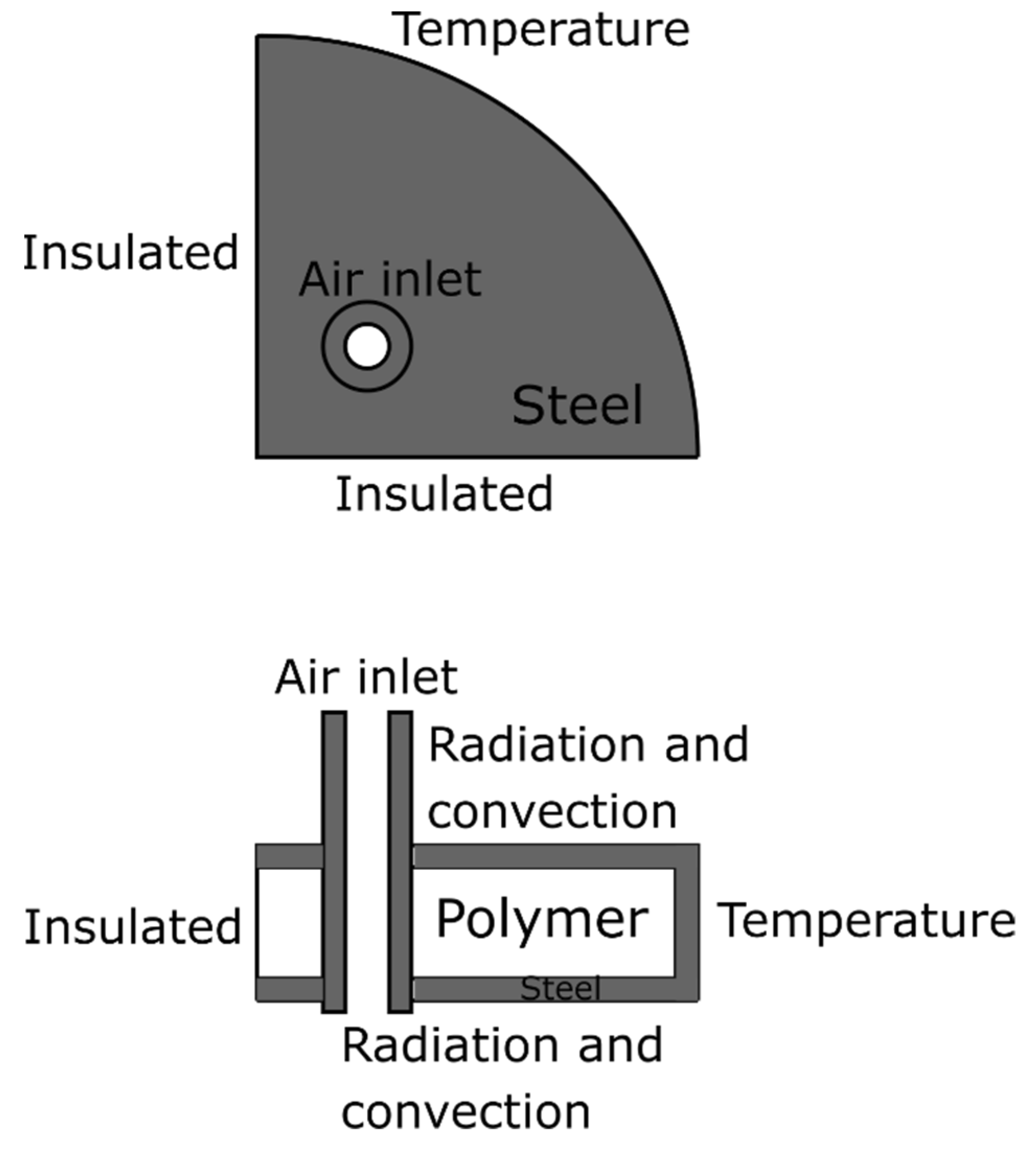
2.2. Multiphysics Simulations
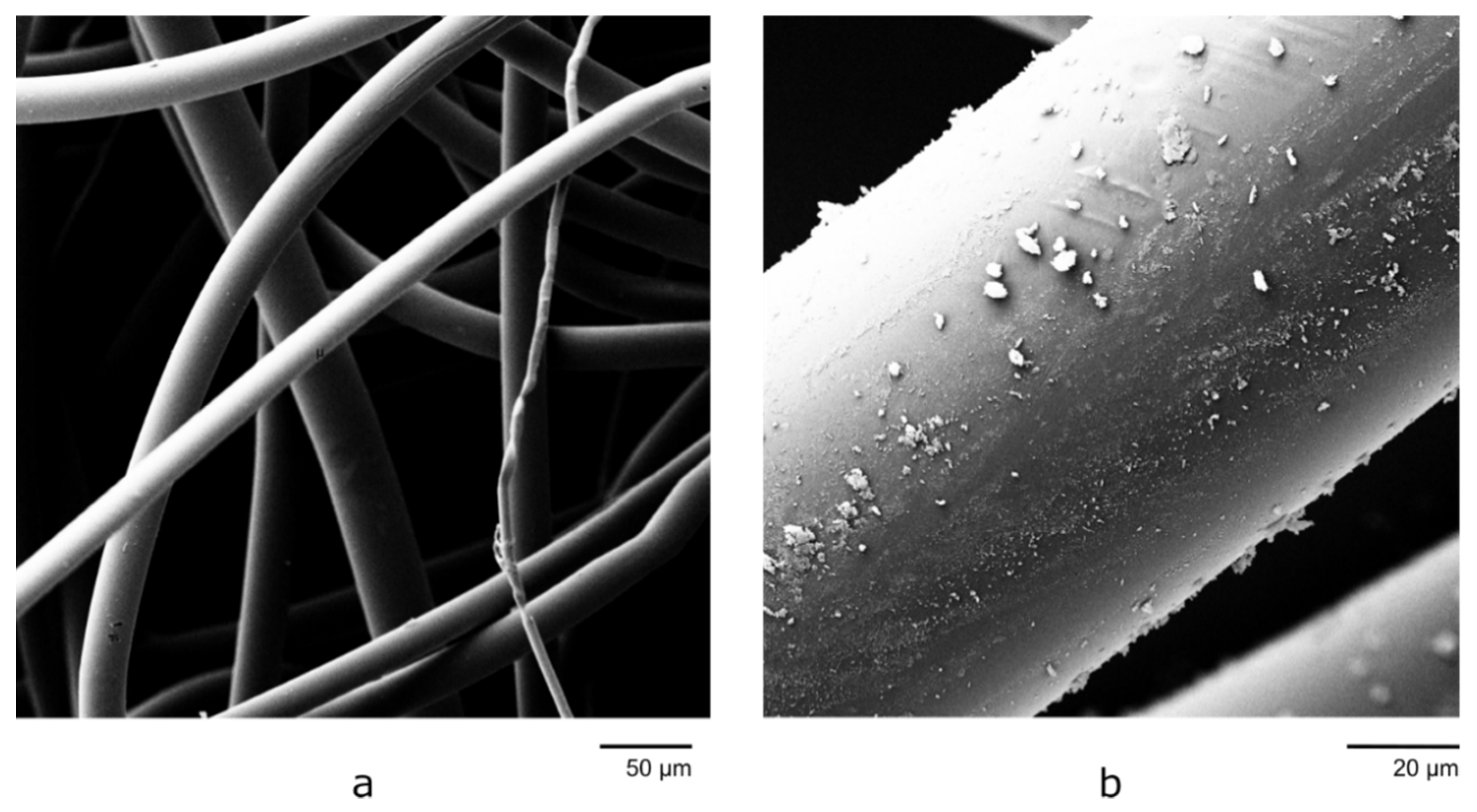
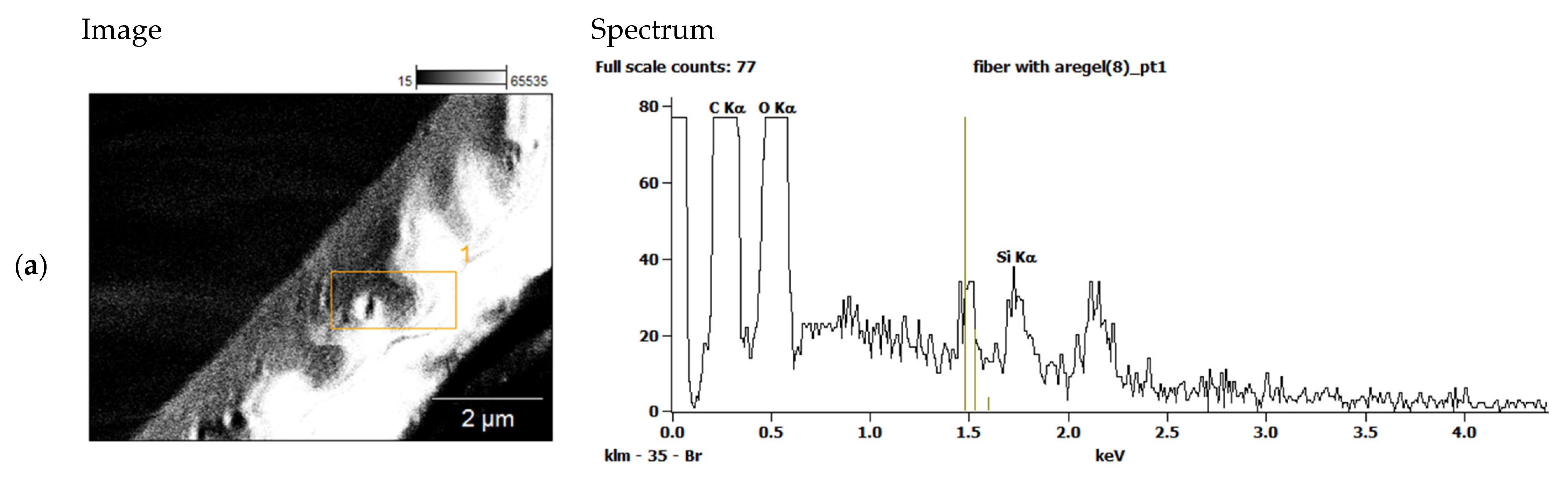
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Feltz, K.P.; Kalaf, E.A.G.; Chen, C.; Martin, R.S.; Sell, S.A. A Review of Electrospinning Manipulation Techniques to Direct Fiber Deposition and Maximize Pore Size. Electrospinning 2017, 1, 46–61. [Google Scholar] [CrossRef]
- Brown, T.D.; Dalton, P.D.; Hutmacher, D.W. Melt Electrospinning Today: An Opportune Time for an Emerging Polymer Process. Prog. Polym. Sci. 2016, 56, 116–166. [Google Scholar] [CrossRef]
- Cadafalch Gazquez, G.; Smulders, V.; Veldhuis, S.A.; Wieringa, P.; Moroni, L.; Boukamp, B.A.; Ten Elshof, J.E. Influence of Solution Properties and Process Parameters on the Formation and Morphology of YSZ and NiO Ceramic Nanofibers by Electrospinning. Nanomaterials 2017, 7, 16. [Google Scholar] [CrossRef]
- Beachley, V.; Wen, X. Effect of Electrospinning Parameters on the Nanofiber Diameter and Length. Mater. Sci. Eng. C 2009, 29, 663–668. [Google Scholar] [CrossRef]
- Haider, A.; Haider, S.; Kang, I.-K. A Comprehensive Review Summarizing the Effect of Electrospinning Parameters and Potential Applications of Nanofibers in Biomedical and Biotechnology. Arab. J. Chem. 2018, 11, 1165–1188. [Google Scholar] [CrossRef]
- Angammana, C.J.; Gerakopulos, R.J.; Jayaram, S.H. Mass Production of Nanocomposites Using Electrospinning. IEEE Trans. Ind. Appl. 2019, 55, 817–824. [Google Scholar] [CrossRef]
- Bolbasov, E.N.; Buznik, V.M.; Stankevich, K.S.; Goreninskii, S.I.; Ivanov, Y.N.; Kondrasenko, A.A.; Gryaznov, V.I.; Matsulev, A.N.; Tverdokhlebov, S.I. Composite Materials Obtained via Two-Nozzle Electrospinning from Polycarbonate and Vinylidene Fluoride/Tetrafluoroethylene Copolymer. Inorg. Mater. Appl. Res. 2018, 9, 184–191. [Google Scholar] [CrossRef]
- Chen, Y.; Jie, L.; Fie, Y.; Wang, H.; Gao, W. Preparation and Characterization of Electrospinning PLA/Curcumin Composite Membranes. Fibers Polym. 2010, 11, 1128–1131. [Google Scholar] [CrossRef]
- Persano, L.; Camposeo, A.; Tekmen, C.; Pisignano, D. Industrial Upscaling of Electrospinning and Applications of Polymer Nanofibers: A Review. Macromol. Mater. Eng. 2013, 298, 504–520. [Google Scholar] [CrossRef]
- Mirjalili, M.; Zohoori, S. Review for Application of Electrospinning and Electrospun Nanofibers Technology in Textile Industry. J. Nanostruct. Chem. 2016, 6, 207–213. [Google Scholar] [CrossRef]
- Mohtaram, F.; Borhani, S.; Ahmadpour, M.; Fojan, P.; Behjat, A.; Rubahn, H.-G.; Madsen, M. Electrospun ZnO Nanofiber Interlayers for Enhanced Performance of Organic Photovoltaic Devices. Sol. Energy 2020, 197, 311–316. [Google Scholar] [CrossRef]
- Mendes, A.C.; Stephansen, K.; Chronakis, I.S. Electrospinning of Food Proteins and Polysaccharides. Food Hydrocoll. 2017, 68, 53–68. [Google Scholar] [CrossRef]
- Eriksen, T.H.B.; Skovsen, E.; Fojan, P. Release of Antimicrobial Peptides from Electrospun Nanofibres as a Drug Delivery System. J. Biomed. Nanotechnol. 2013, 9, 492–498. [Google Scholar] [CrossRef] [PubMed]
- Christiansen, L.; Jensen, L.R.; Fojan, P. Electrospinning of Nonwoven Aerogel-Polyethene Terephthalate Composite Fiber Mats by Pneumatic Transport. J. Compos. Mater. 2019, 53, 2361–2366. [Google Scholar] [CrossRef]
- Christiansen, L.; Fojan, P. Solution Electrospinning of Particle-Polymer Composite Fibres. Manuf. Rev. 2016, 3, 1–6. [Google Scholar] [CrossRef][Green Version]
- Lyons, J.; Li, C.; Ko, F. Melt-Electrospinning Part I: Processing Parameters and Geometric Properties. Polymer 2004, 45, 7597–7603. [Google Scholar] [CrossRef]
- Dalton, P.D.; Grafahrend, D.; Klinkhammer, K.; Klee, D.; Möller, M. Electrospinning of Polymer Melts: Phenomenological Observations. Polymer 2007, 48, 6823–6833. [Google Scholar] [CrossRef]
- Koenig, K.; Beukenberg, K.; Langensiepen, F.; Seide, G. A New Prototype Melt-Electrospinning Device for the Production of Biobased Thermoplastic Sub-Microfibers and Nanofibers. Biomater. Res. 2019, 23, 10. [Google Scholar] [CrossRef]
- Abdul Mujeebu, M.; Ashraf, N.; Alsuwayigh, A. Energy Performance and Economic Viability of Nano Aerogel Glazing and Nano Vacuum Insulation Panel in Multi-Story Office Building. Energy 2016, 113, 949–956. [Google Scholar] [CrossRef]
- Jelle, B.P. Traditional, State-of-the-Art and Future Thermal Building Insulation Materials and Solutions–Properties, Requirements and Possibilities. Energy Build. 2011, 43, 2549–2563. [Google Scholar] [CrossRef]
- Shaid, A.; Furgusson, M.; Wang, L. Thermophysiological Comfort Analysis of Aerogel Nanoparticle Incorporated Fabric for Fire Fighter’s Protective Clothing. Chem. Mater. Eng. 2014, 2, 37–43. [Google Scholar] [CrossRef]
- Bheekhun, N.; Talib, A.; Rahim, A.; Hassan, M.R. Aerogels in Aerospace: An Overview. Adv. Mater. Sci. Eng. 2013, 2013, 406065. [Google Scholar] [CrossRef]
- Yang, X.; Duan, Y.; Feng, X.; Chen, T.; Xu, C.; Rui, X.; Ouyang, M.; Lu, L.; Han, X.; Ren, D. An Experimental Study on Preventing Thermal Runaway Propagation in Lithium-Ion Battery Module Using Aerogel and Liquid Cooling Plate Together. Fire Technol. 2020, 56, 2579–2602. [Google Scholar] [CrossRef]
- Van Vught, R. Simulating the Dynamical Behaviour of Electrospinning Processes; Eindhoven University of Technology: Eindhoven, The Netherlands, 2010. [Google Scholar]
- Zhmayev, E.; Cho, D.; Joo, Y.L. Modeling of Melt Electrospinning for Semi-Crystalline Polymers. Polymer 2010, 51, 274–290. [Google Scholar] [CrossRef]
- Li, K.; Xu, Y.; Liu, Y.; Mohideen, M.M.; He, H.; Ramakrishna, S. Dissipative Particle Dynamics Simulations of Centrifugal Melt Electrospinning. J. Mater. Sci. 2019, 54, 9958–9968. [Google Scholar] [CrossRef]
- Yousefi, S.; Tang, C.; Tafreshi, H.V.; Pourdeyhimi, B. Empirical Model to Simulate Morphology of Electrospun Polycaprolactone Mats. J. Appl. Polym. Sci. 2019, 136, 48242. [Google Scholar] [CrossRef]
- Samadian, H.; Mobasheri, H.; Hasanpour, S.; Faridi Majidi, R. Electrospinning of Polyacrylonitrile Nanofibers and Simulation of Electric Field via Finite Element Method. Nanomed. Res. J. 2017, 2, 87–92. [Google Scholar]
- Yin, Y.; Pan, Z.; Xiong, J. A Tensile Constitutive Relationship and a Finite Element Model of Electrospun Nanofibrous Mats. Nanomaterials 2018, 8, 29. [Google Scholar] [CrossRef] [PubMed]
- Polak-Kraśna, K.; Mazgajczyk, E.; Heikkilä, P.; Georgiadis, A. Parametric Finite Element Model and Mechanical Characterisation of Electrospun Materials for Biomedical Applications. Materials 2021, 14, 278. [Google Scholar] [CrossRef]
- Zheng, Y.; Zeng, Y.; Dong, X. Simulation of Jet Motion during Electrospinning Process through Coupled Multiphysics Method. Fibers Polym. 2019, 20, 113–119. [Google Scholar] [CrossRef]
- Cobetto, N.; Aubin, C.-É.; Parent, S.; Barchi, S.; Turgeon, I.; Labelle, H. 3D Correction of AIS in Braces Designed Using CAD/CAM and FEM: A Randomized Controlled Trial. Scoliosis Spinal Disord. 2017, 12, 24. [Google Scholar] [CrossRef]
- Williams, M.L.; Landel, R.F.; Ferry, J.D. The Temperature Dependence of Relaxation Mechanisms in Amorphous Polymers and Other Glass-Forming Liquids. J. Am. Chem. Soc. 1955, 77, 3701–3707. [Google Scholar] [CrossRef]
- Moldenaers, P.; Keunings, R. Theoretical and Applied Rheology. In Proceedings of the XIth International Congress on Rheology, Brussels, Belgium, 17–21 August 1992; Elsevier: Amsterdam, The Netherlands, 2013. ISBN 978-1-4832-9416-2. [Google Scholar]
- Kim, M.; Mohammad, L.N.; Elseifi, M.A. Effects of Various Extrapolation Techniques for Abbreviated Dynamic Modulus Test Data on the MEPDG Rutting Predictions. J. Mar. Sci. Technol. 2015, 23, 353–363. [Google Scholar]
- Rowe, G.M.; Sharrock, M.J. Alternate Shift Factor Relationship for Describing Temperature Dependency of Viscoelastic Behavior of Asphalt Materials. Transp. Res. Rec. 2011, 2207, 125–135. [Google Scholar] [CrossRef]
- Viscosity of Solutions and Suspensions. I. Theory|The Journal of Physical Chemistry. Available online: https://pubs.acs.org/doi/10.1021/j150458a001 (accessed on 5 August 2021).
- Viscosity of Solutions and Suspensions. II. Experimental Determination of the Viscosity–Concentration Function of Spherical Suspensions|The Journal of Physical Chemistry. Available online: https://pubs-acs-org.zorac.aub.aau.dk/doi/10.1021/j150458a002 (accessed on 5 August 2021).
- Qu, J.; Cherkaoui, M. Fundamentals of Micromechanics of Solids; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; pp. 1–386. ISBN 978-0-471-46451-8. [Google Scholar]
- Larsen, G.; Spretz, R.; Velarde-Ortiz, R. Use of Coaxial Gas Jackets to Stabilize Taylor Cones of Volatile Solutions and to Induce Particle-to-fiber Transitions. Adv. Mater. 2004, 16, 166–169. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| 0.1 | Pa·s | |
| 0.1–10,000 | Pa·s | |
| Ramping factor between each simulation | 10 | - |
| a | 0.001 | - |
| 150 | °C | |
| 250 | °C | |
| 0.1 | W/m·°C |
| Material | Distance (cm) | Temperature (°C) | Diameter (µm) | STD.DEV (µm) |
|---|---|---|---|---|
| PET | 7.4 | 280 | 29.5 | 8.3 |
| PET | 10.9 | 43.7 | 10.8 | |
| PET | 17.4 | 56.8 | 10.8 | |
| PET | 20.4 | 91.2 | 16.1 | |
| PET | 10.1 | 290 | 25.3 | 6.8 |
| PET | 20.0 | 42.1 | 14.1 | |
| PET | 20.9 | 36.4 | 8.3 | |
| PET | 7.4 | 300 | 19.9 | 5.5 |
| PET | 10.1 | 29.0 | 7.0 | |
| PET | 10.9 | 22.0 | 2.9 | |
| PET | 16.9 | 50.3 | 9.3 | |
| PET | 7.4 | 320 | 12.4 | 2.6 |
| Cellulose Acetate | 7.4 | 150 | 39.0 | 11.9 |
| Cellulose Acetate | 7.4 | 160 | 22.2 | 3.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Christiansen, L.; Gurevich, L.; Wang, D.; Fojan, P. Melt Electrospinning of PET and Composite PET-Aerogel Fibers: An Experimental and Modeling Study. Materials 2021, 14, 4699. https://doi.org/10.3390/ma14164699
Christiansen L, Gurevich L, Wang D, Fojan P. Melt Electrospinning of PET and Composite PET-Aerogel Fibers: An Experimental and Modeling Study. Materials. 2021; 14(16):4699. https://doi.org/10.3390/ma14164699
Chicago/Turabian StyleChristiansen, Lasse, Leonid Gurevich, Deyong Wang, and Peter Fojan. 2021. "Melt Electrospinning of PET and Composite PET-Aerogel Fibers: An Experimental and Modeling Study" Materials 14, no. 16: 4699. https://doi.org/10.3390/ma14164699
APA StyleChristiansen, L., Gurevich, L., Wang, D., & Fojan, P. (2021). Melt Electrospinning of PET and Composite PET-Aerogel Fibers: An Experimental and Modeling Study. Materials, 14(16), 4699. https://doi.org/10.3390/ma14164699