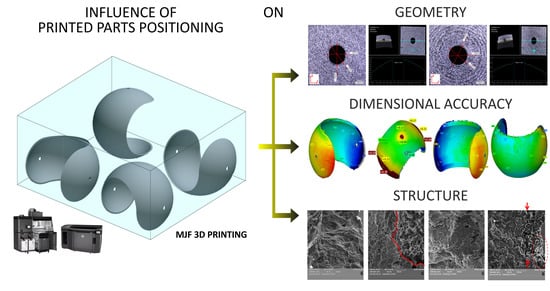
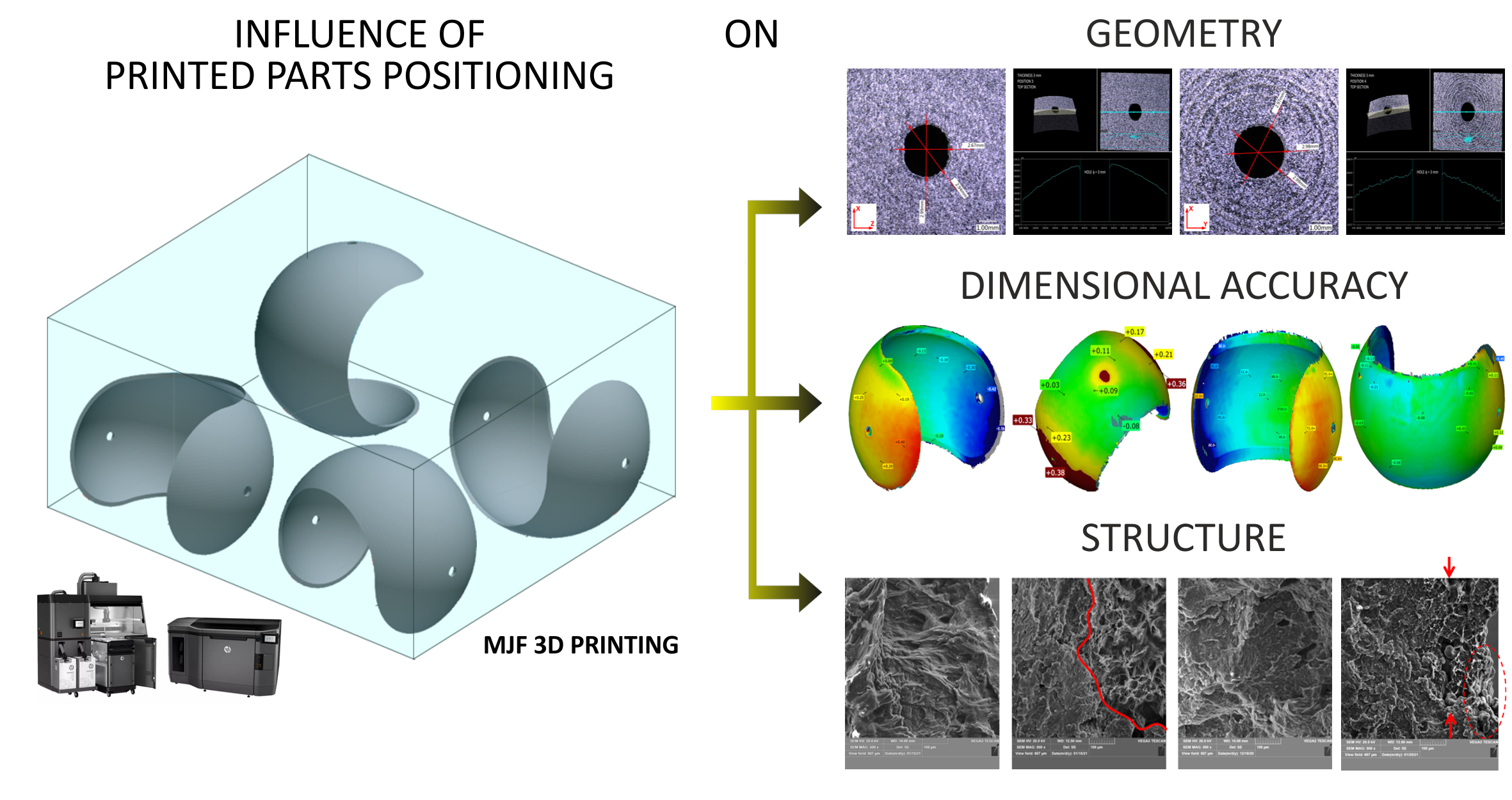
Study on Geometry, Dimensional Accuracy and Structure of Parts Produced by Multi Jet Fusion



Abstract
1. Introduction
- Measurements of the print using measuring tools such as calipers and micrometric screws;
- 3D scanning and digital measurements or analyses;
- Coordinate measuring machines (CMMs);
- Observations under light or scanning electron microscope;
- Computed tomography (usually X-ray microtomography).
2. Materials and Methods
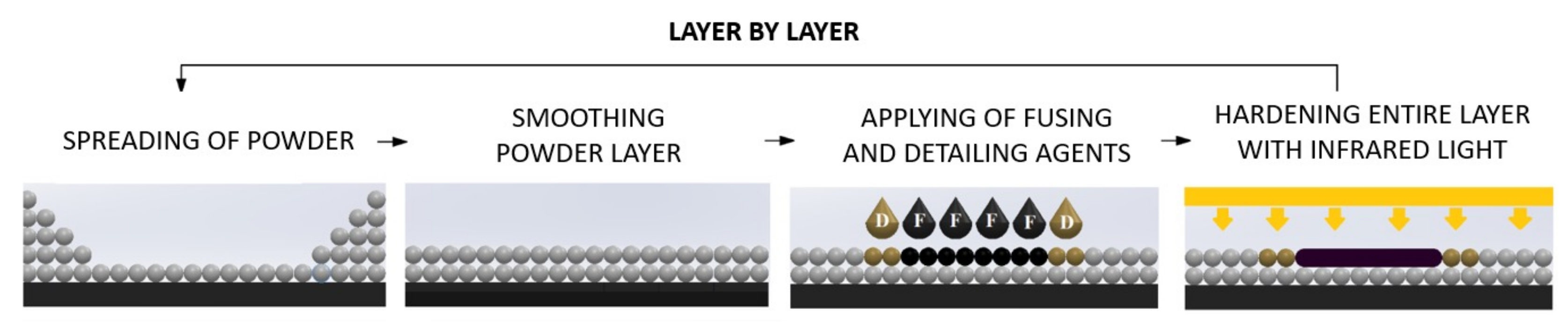
2.1. Parts Fabrication by Multi Jet Fusion
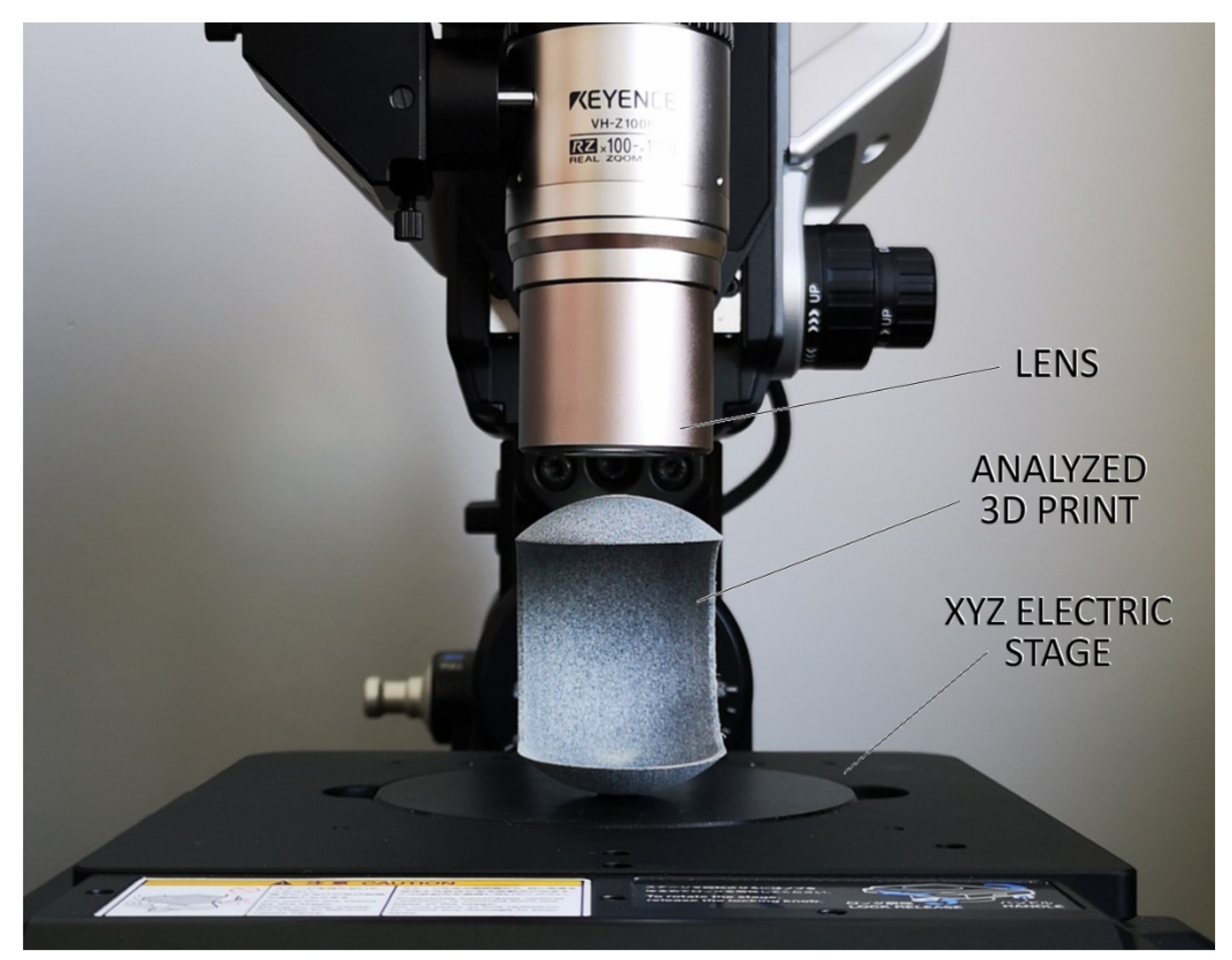
2.2. Roughness and Geometric Accuracy
2.3. Microstructure and Morphology
3. Results and Discussion
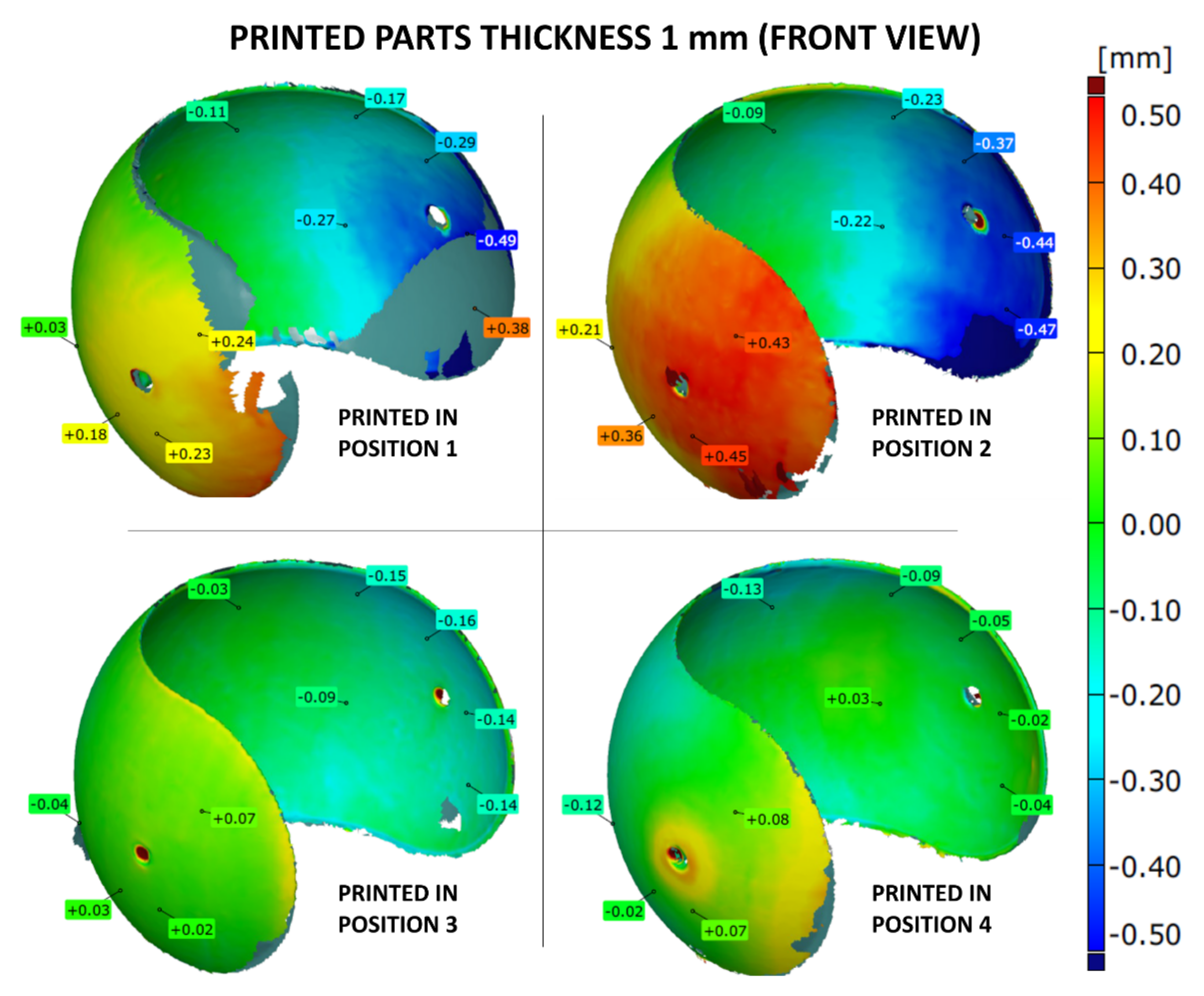
3.1. Geometric Accuracy
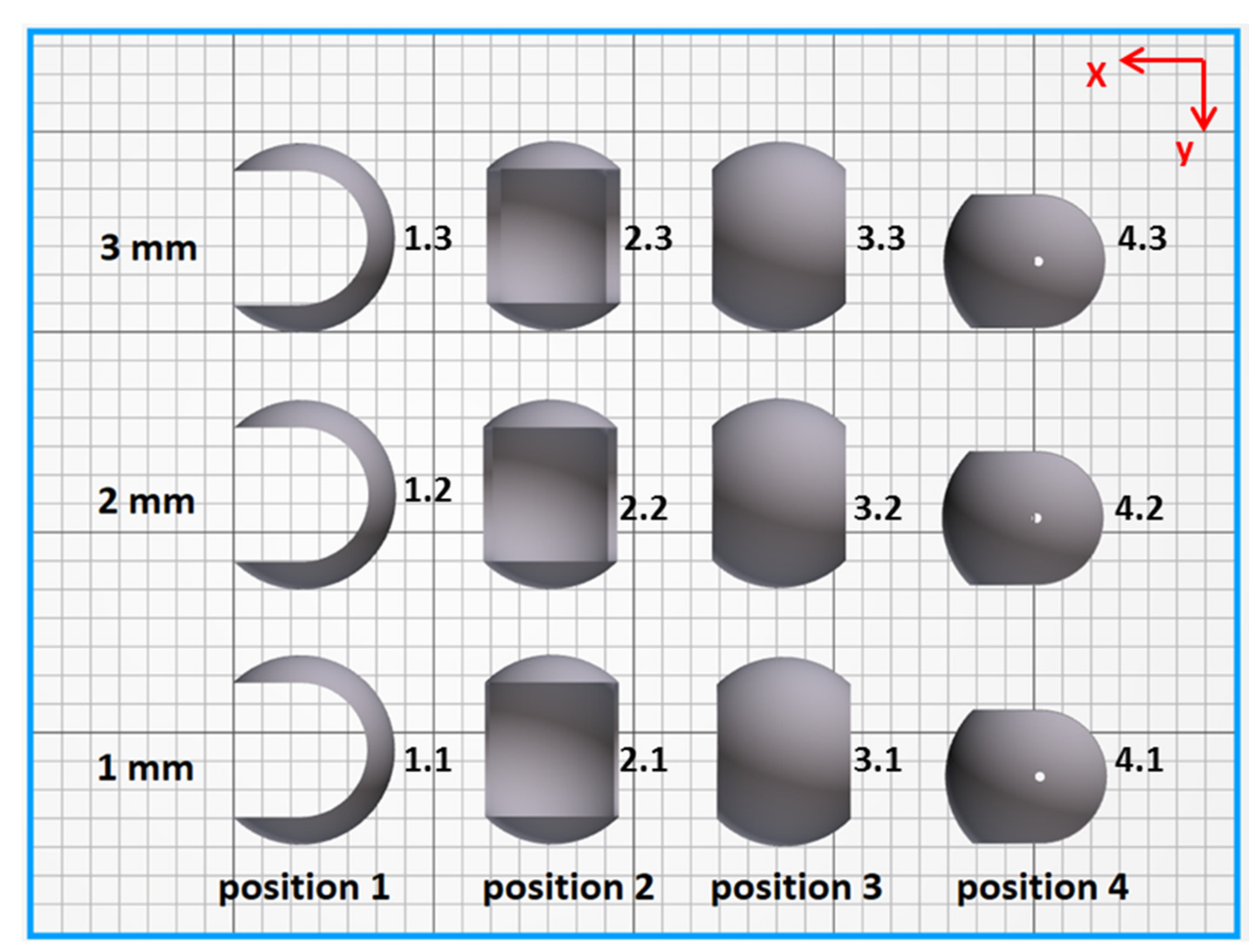
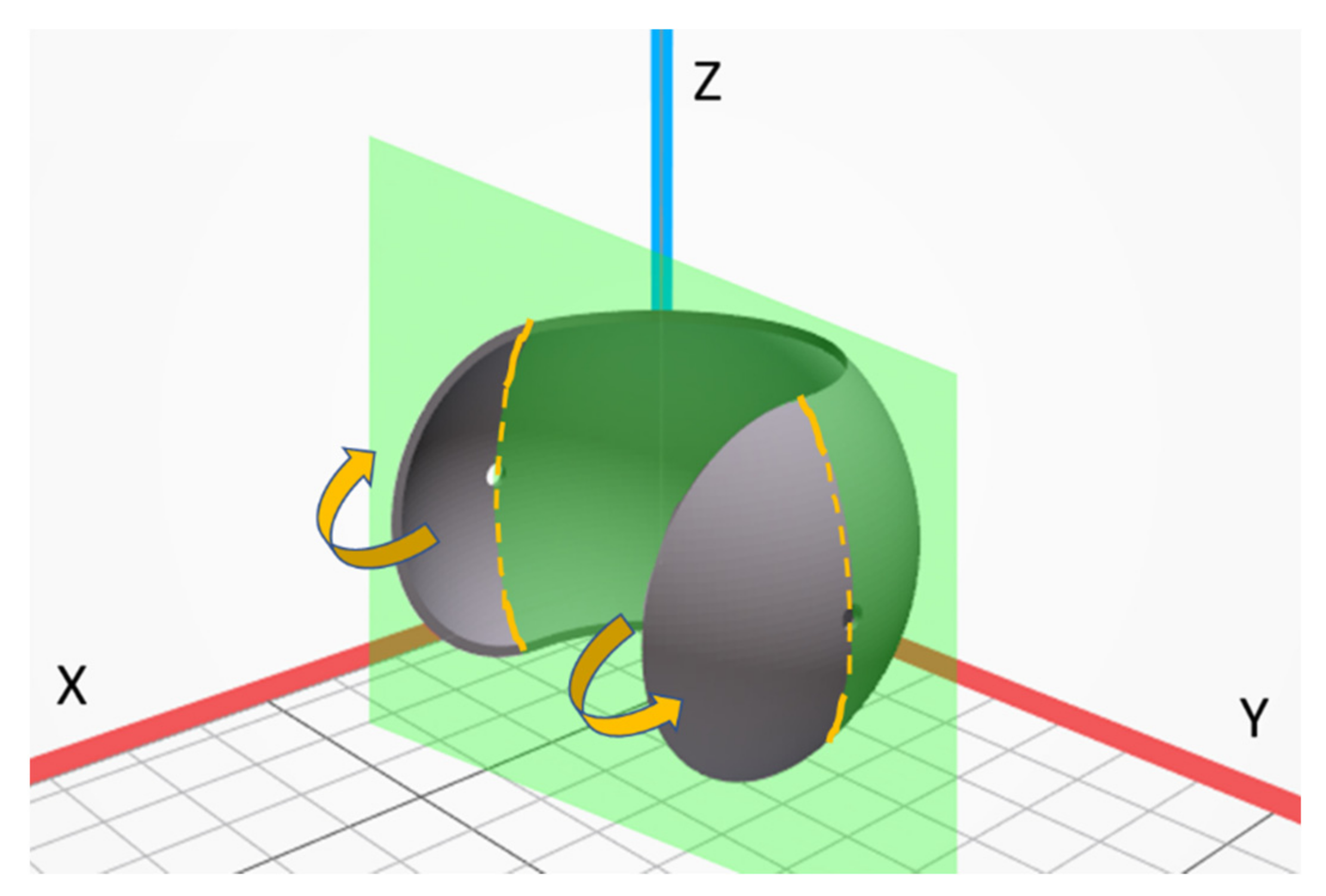
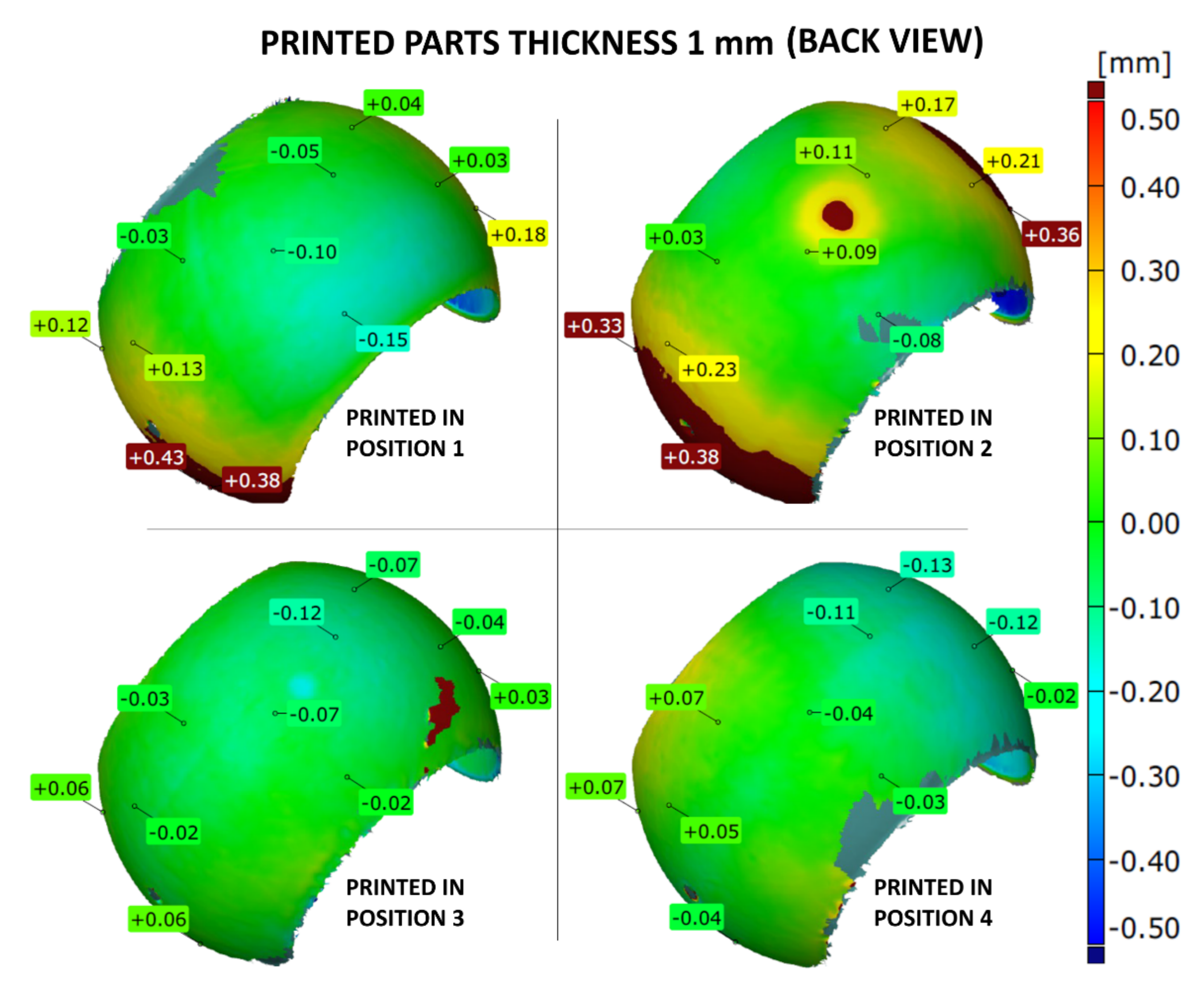
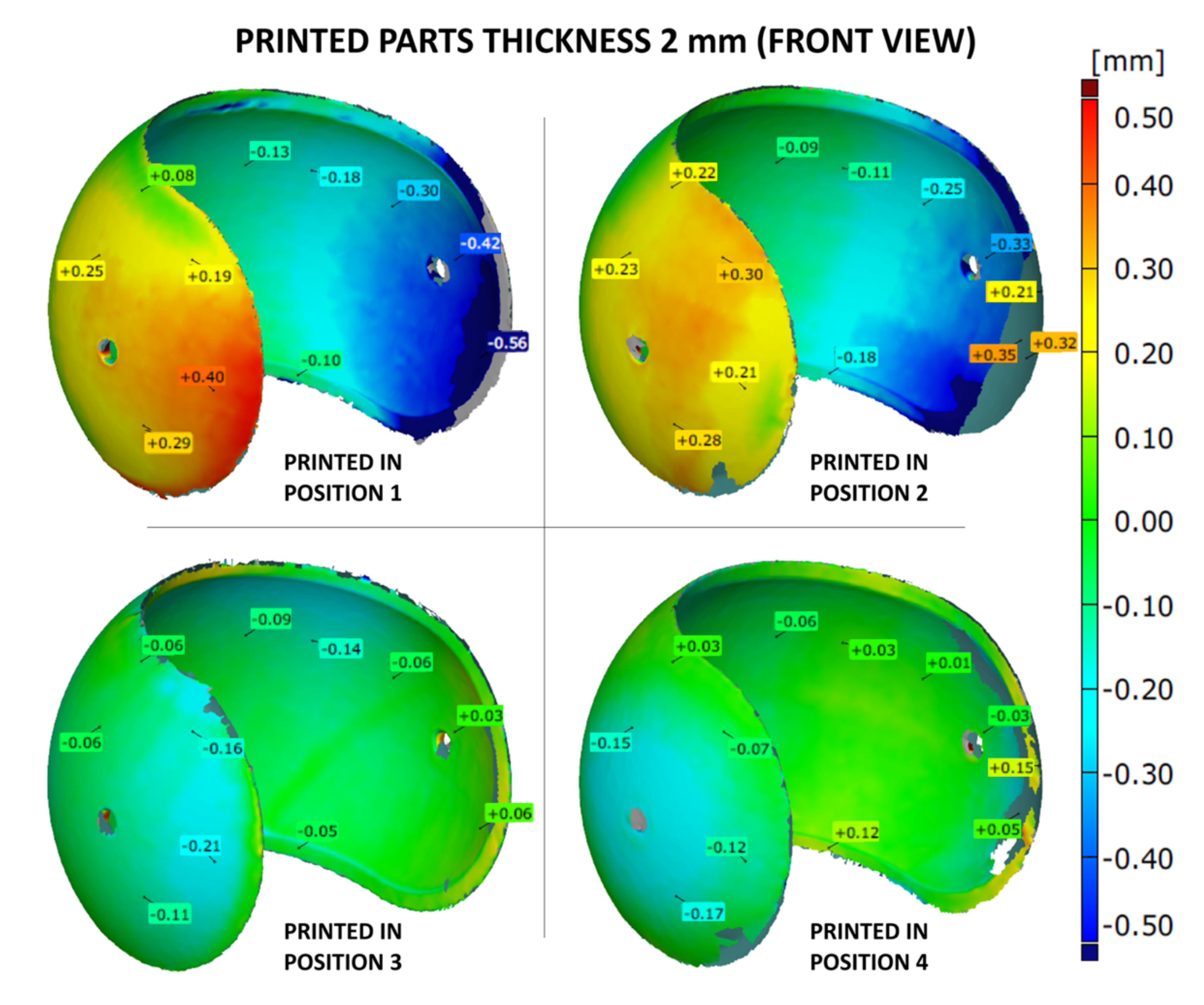
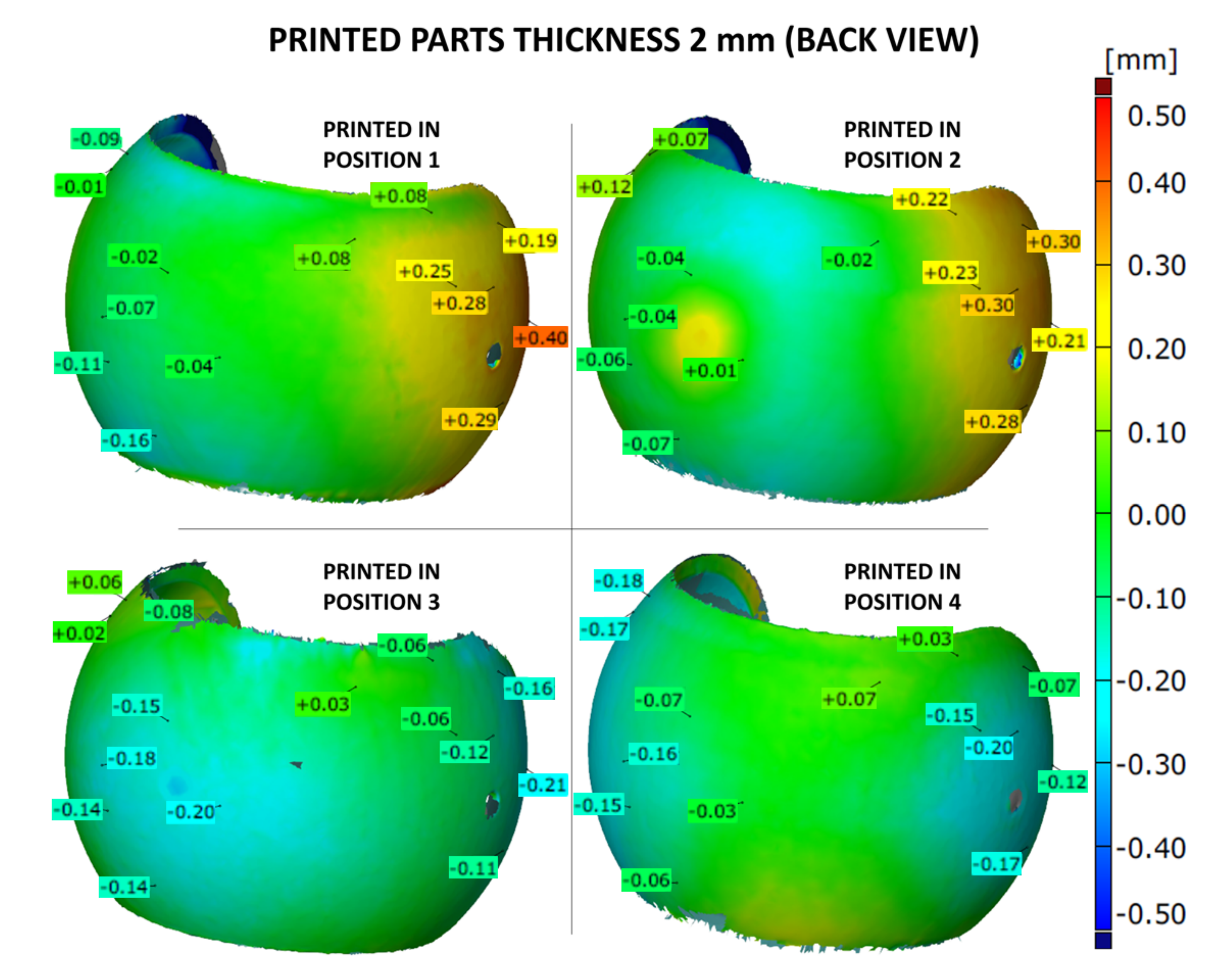
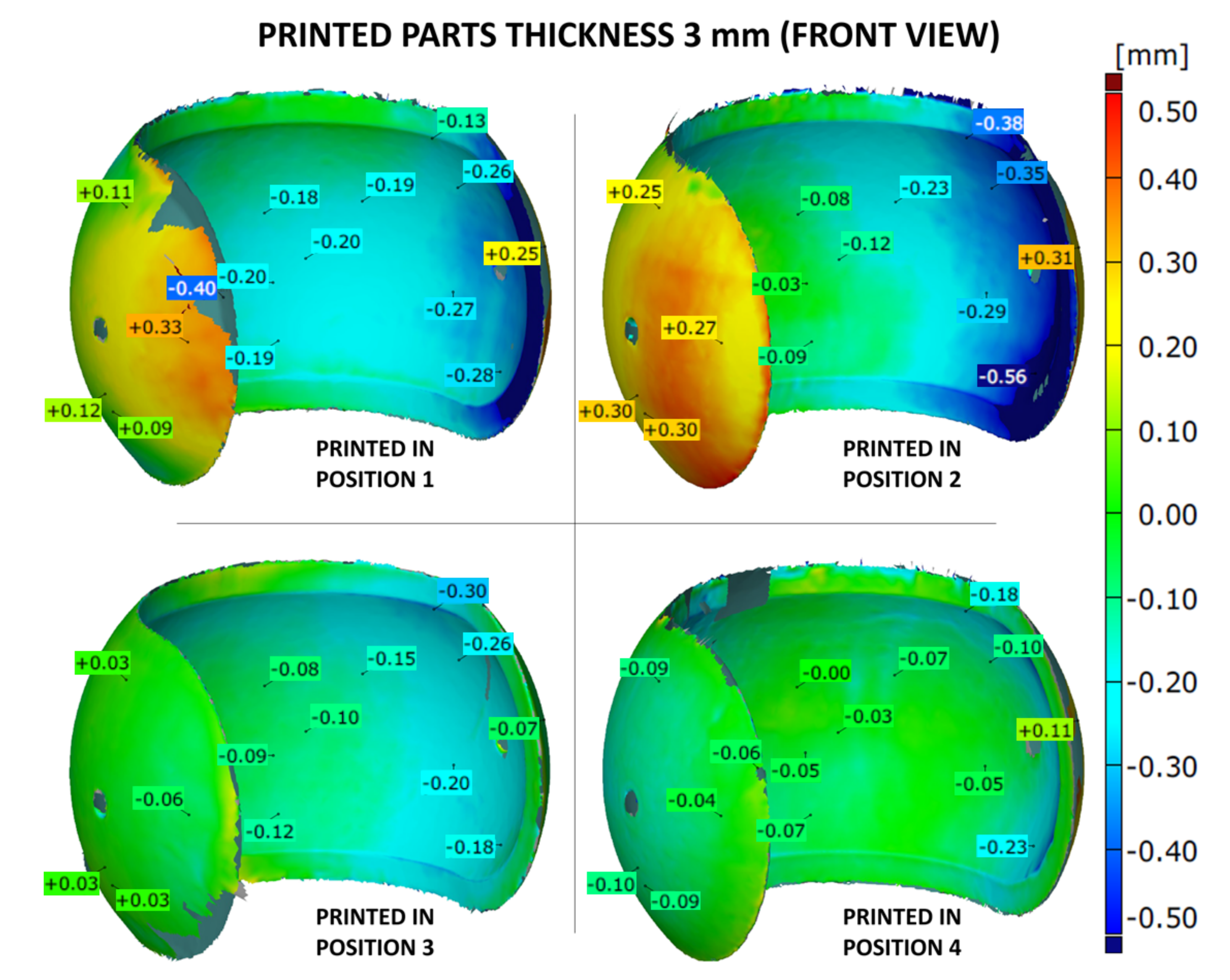
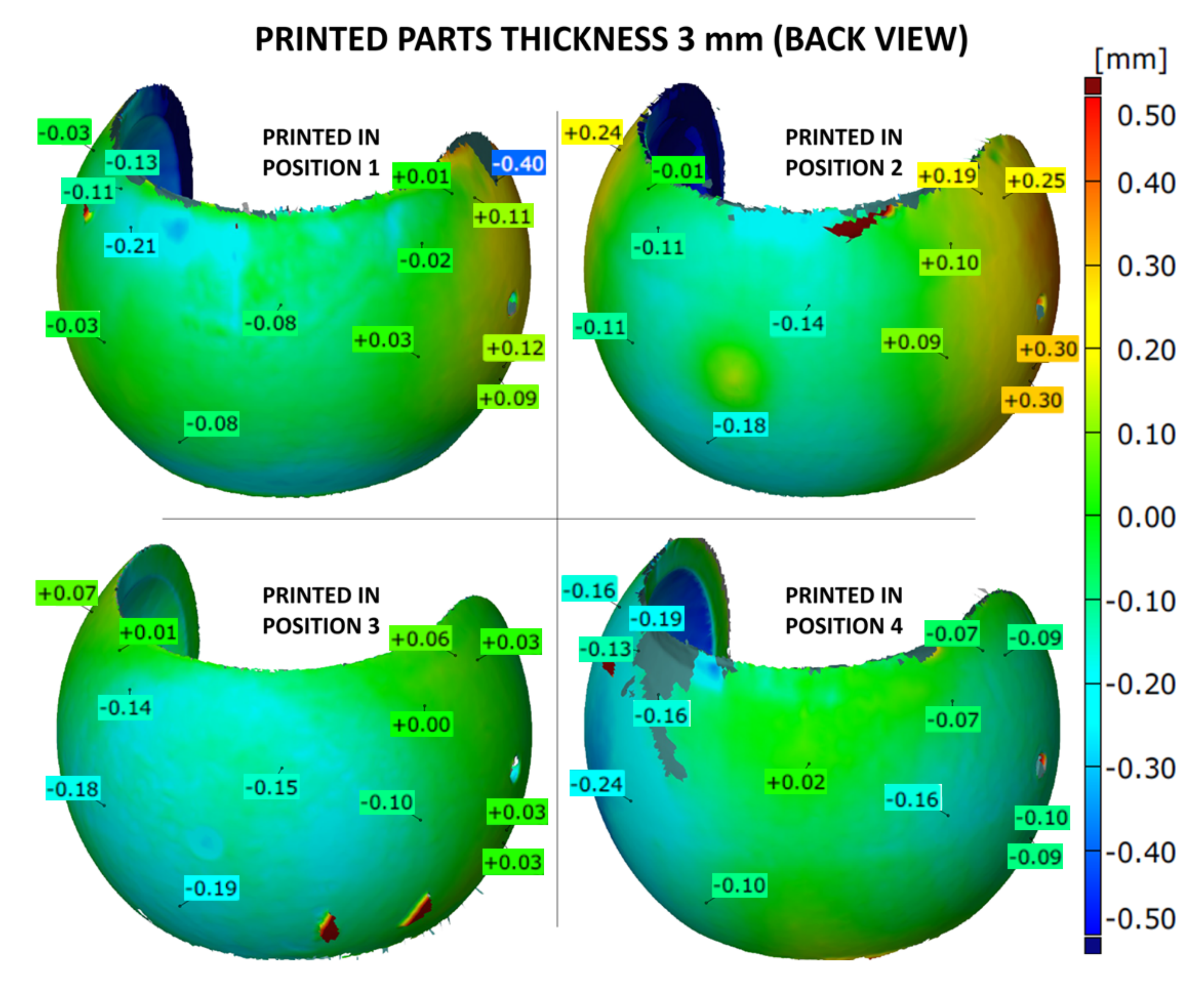
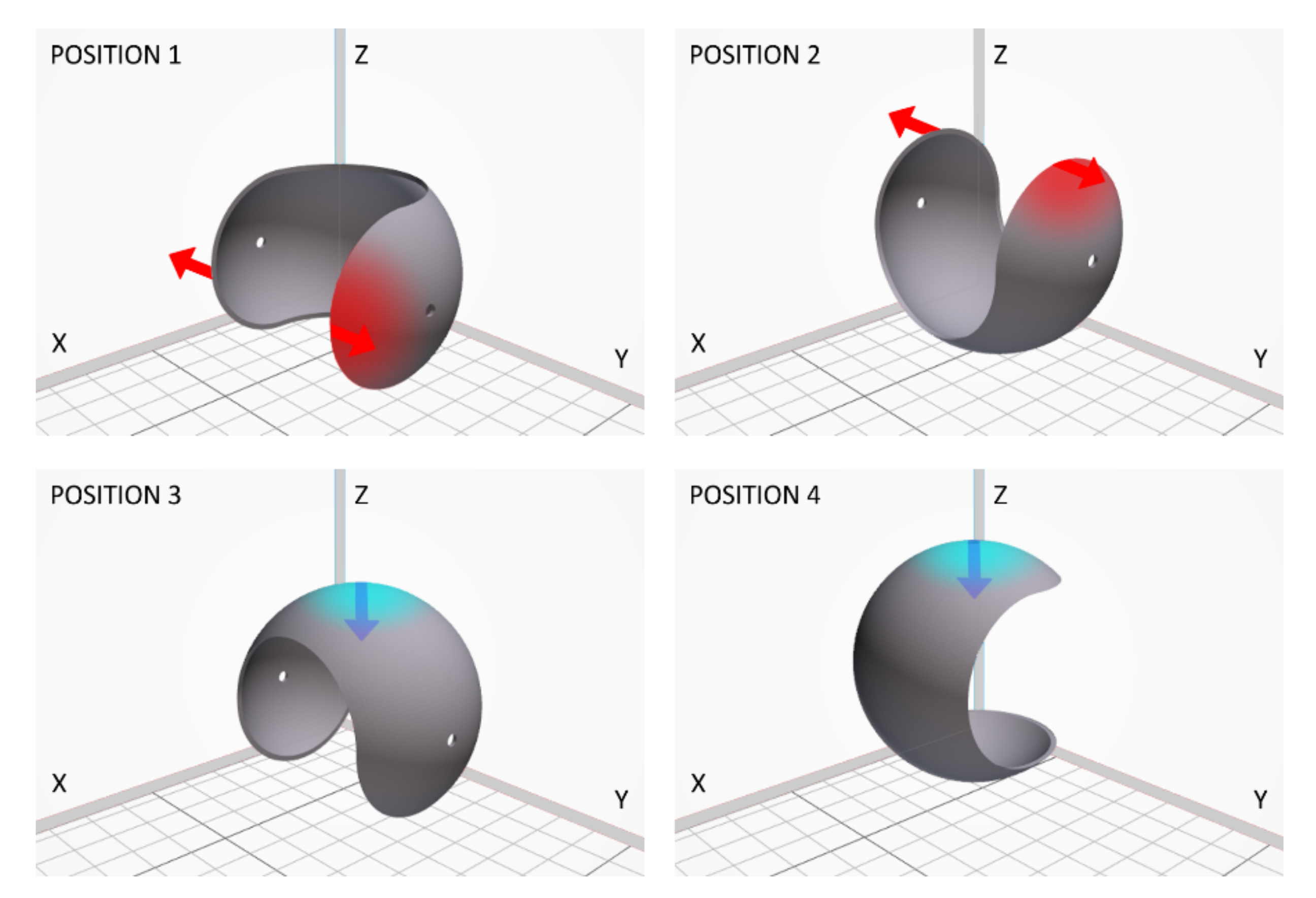
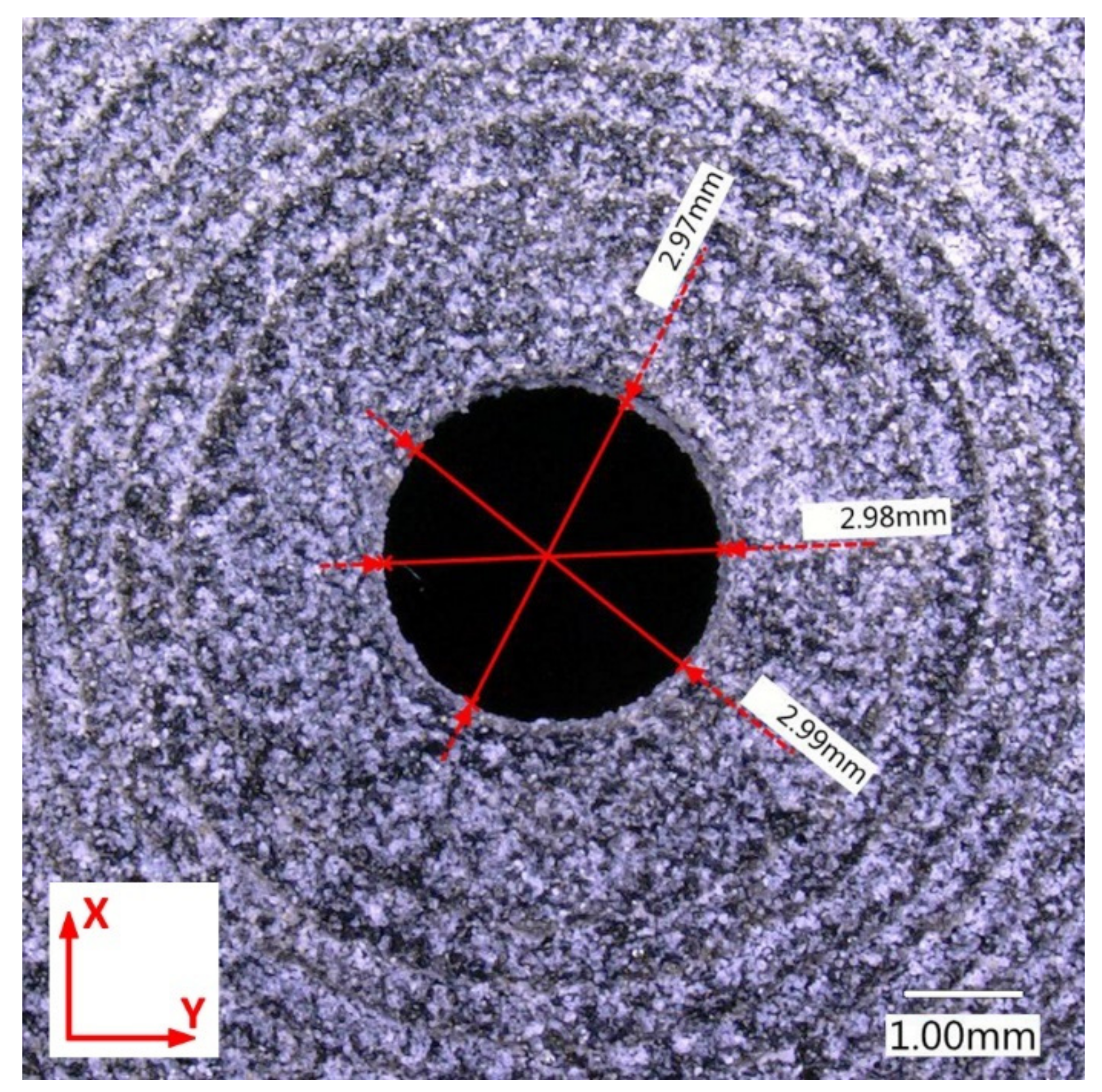
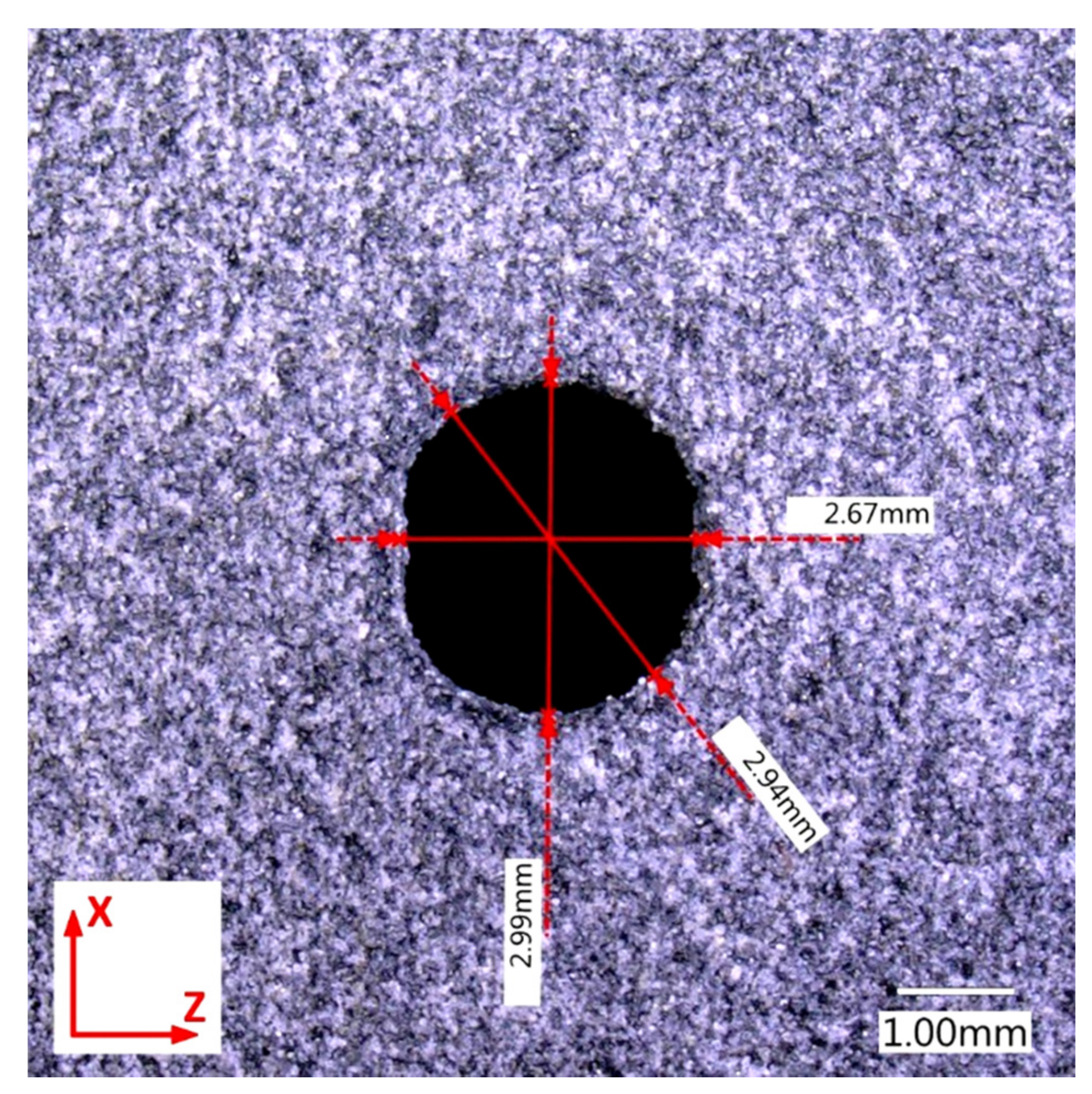
3.2. Shape and Dimensional Analysis of Prints as a Function of Orientation in the Chamber
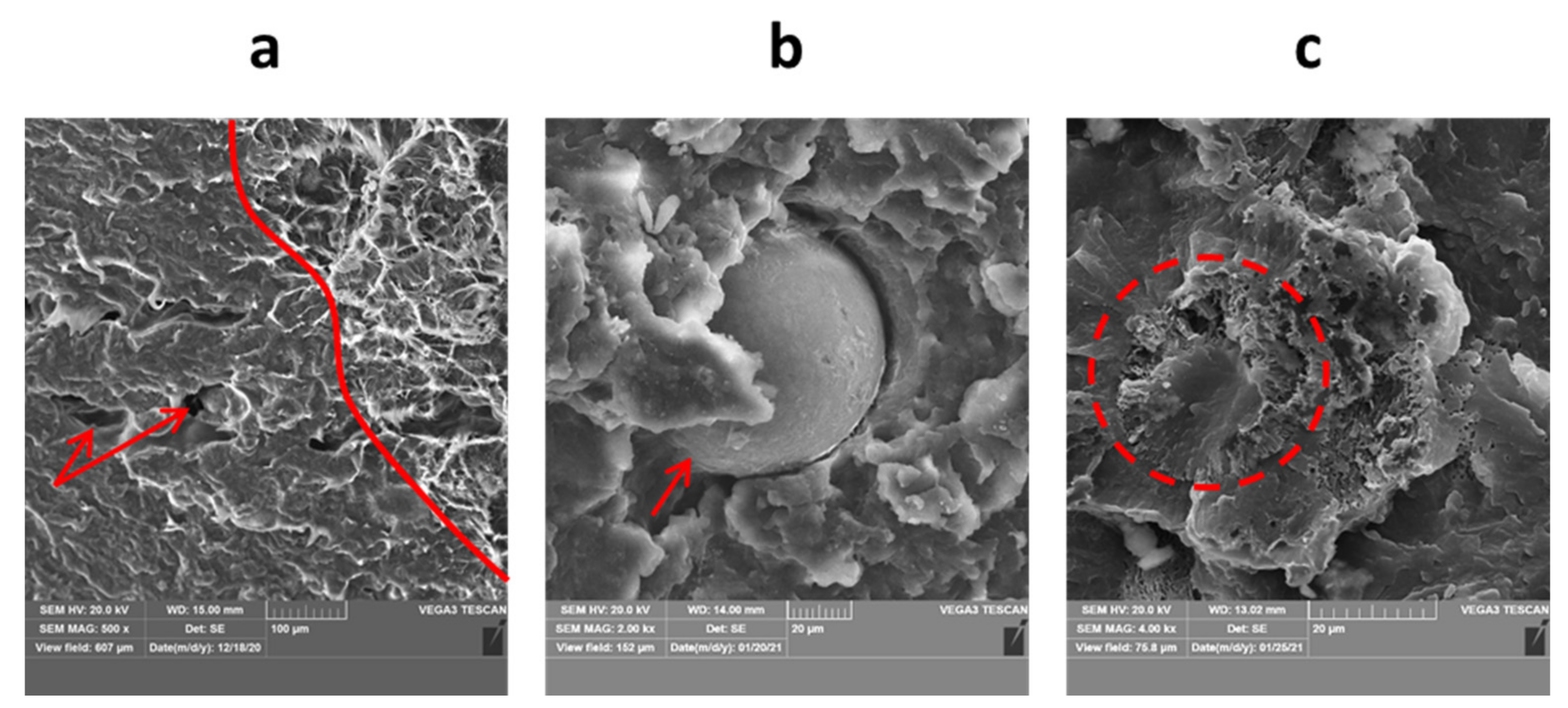
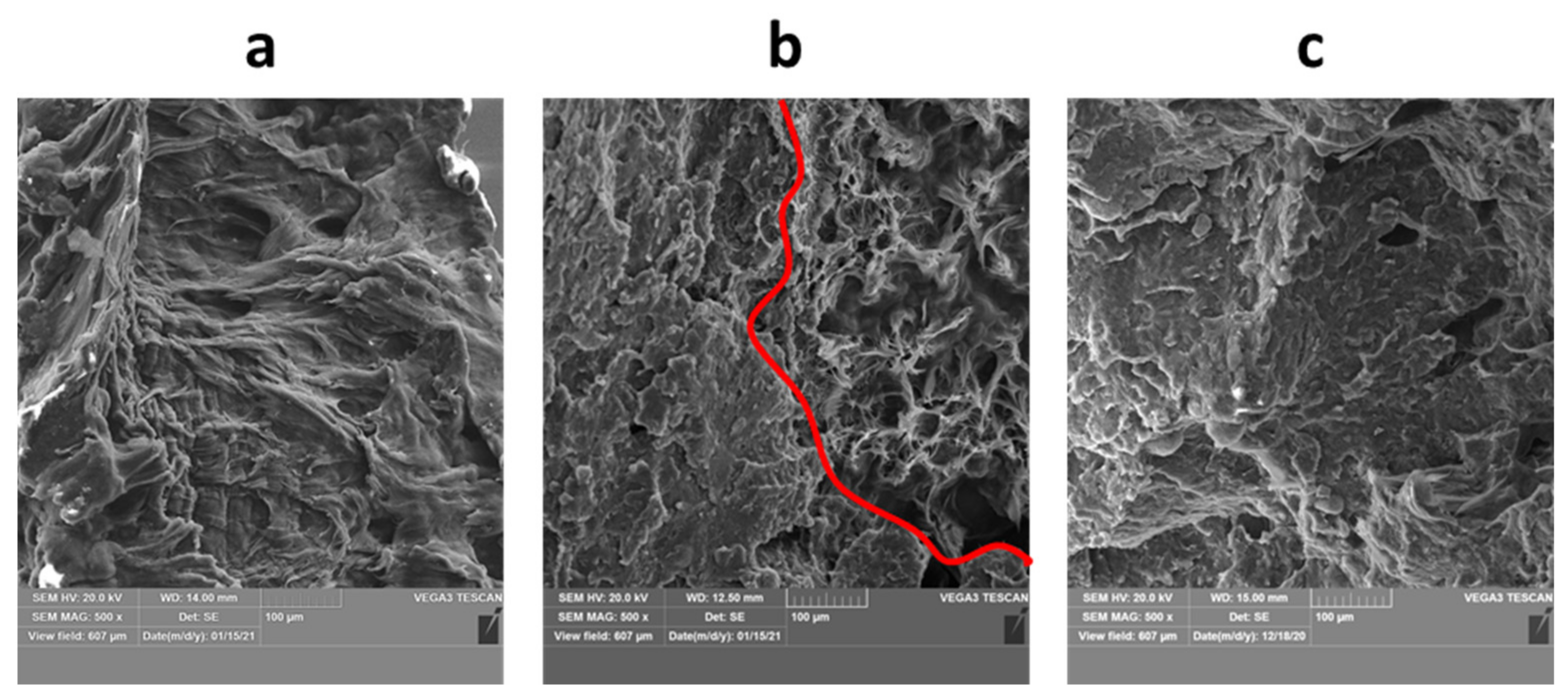
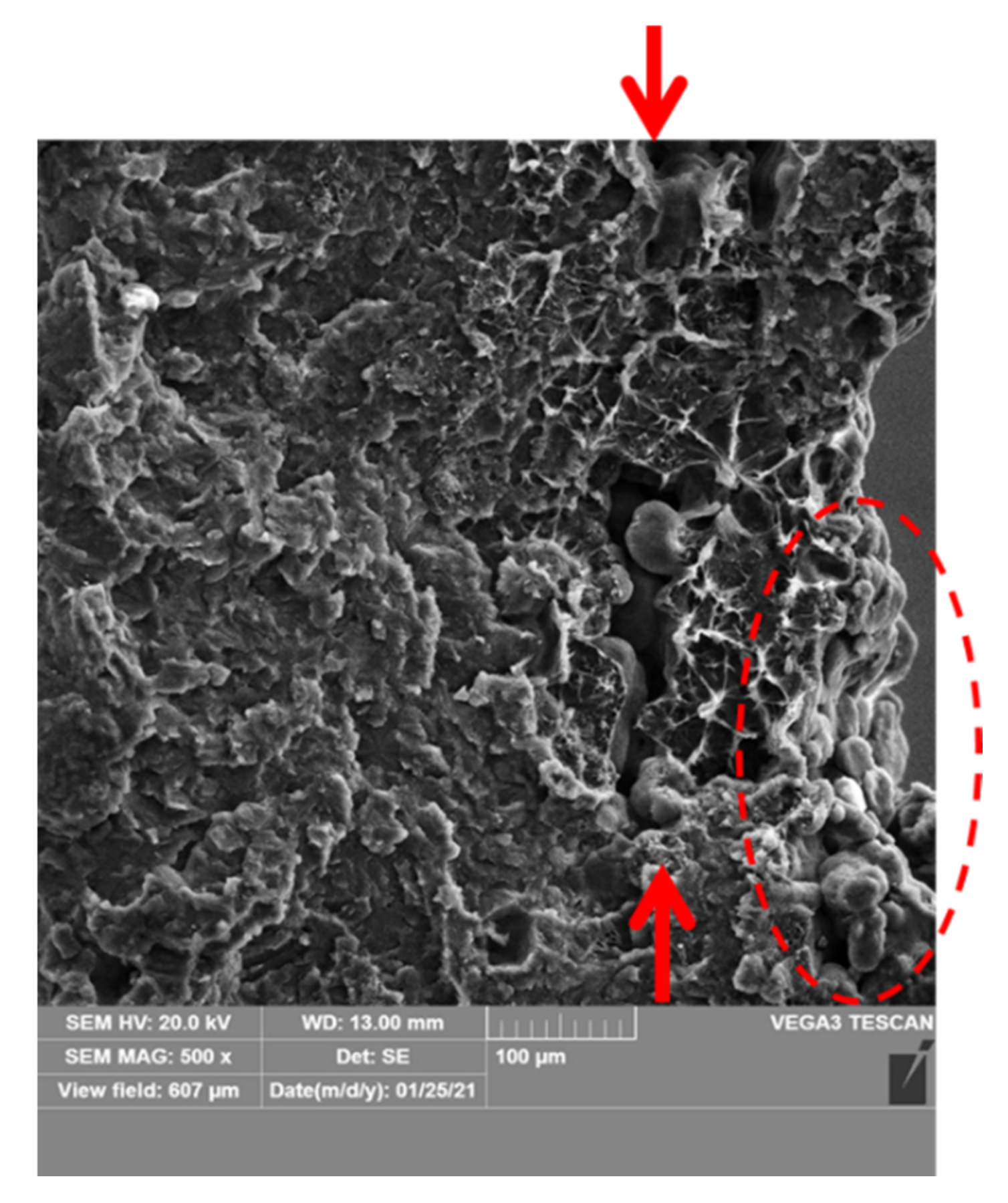
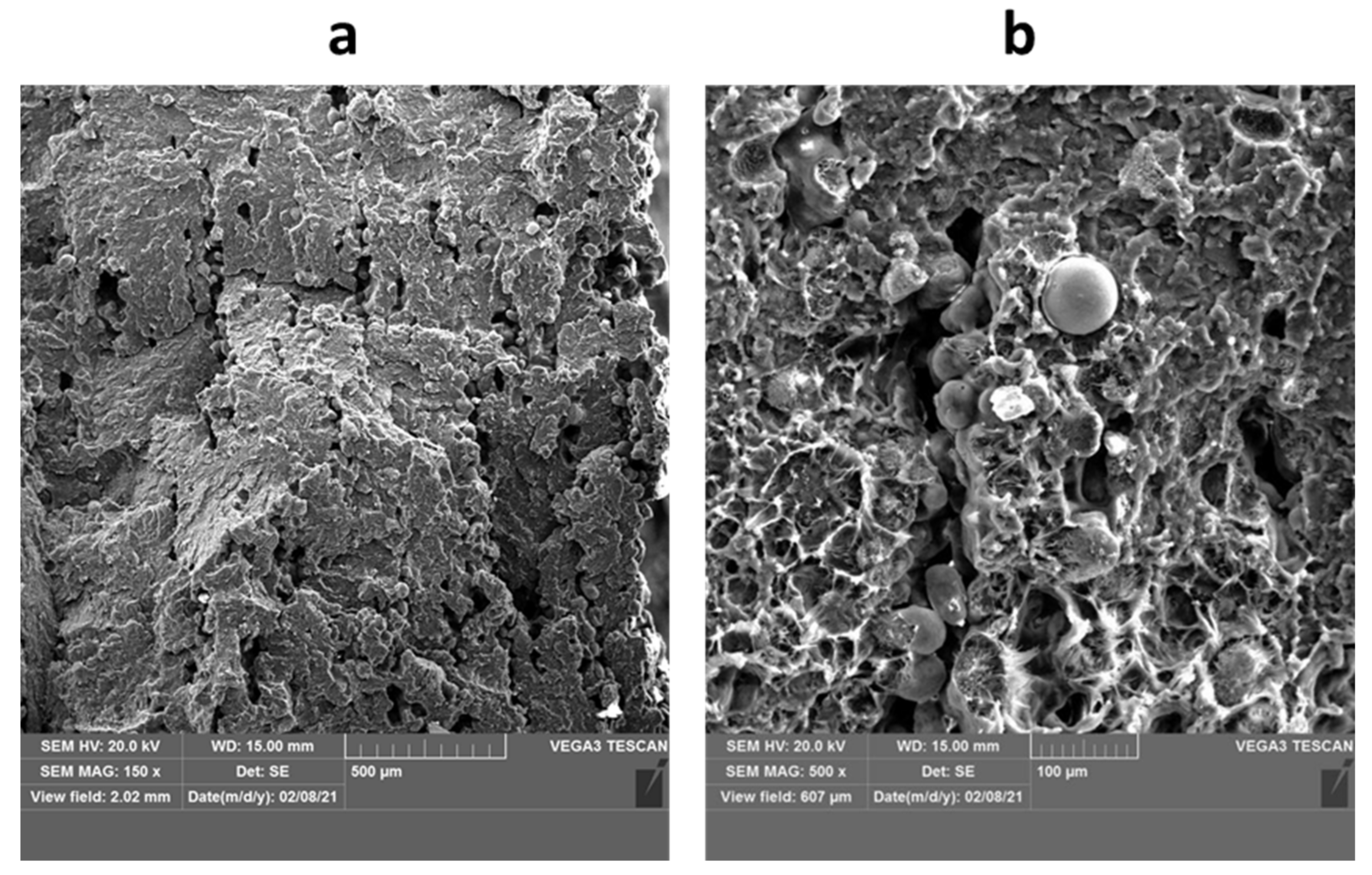
3.3. Microstructural Analysis of Fractured Surfaces
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Duvoisin, C.; Horst, D. Additive Manufacturing at Industry 4.0: A Review. Int. J. Eng. Tech. Res. 2018, 8, 3–8. [Google Scholar]
- Bandyopadhyay, A.; Gualtieri, T.; Heer, B.; Bose, S. Introduction to Additive Manufacturing. In Additive Manufacturing, 2nd ed.; Bandyopadhyay, A., Bose, S., Eds.; CRC Press: Boca Raton, FL, USA, 2019; pp. 1–23. [Google Scholar]
- Durakovic, B. Design for Additive Manufacturing: Benefits, Trends and Challenges. Period. Eng. Nat. Sci. 2018, 6, 179–191. [Google Scholar] [CrossRef]
- Ligon, S.; Liska, R.; Stampf, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Pereira, T.; Kennedy, J.; Potgieter, J. A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Procedia Manuf. 2019, 30, 11–18. [Google Scholar] [CrossRef]
- Attaran, M. Additive Manufacturing: The Most Promising Technology to Alter the Supply Chain and Logistics. J. Serv. Sci. Manag. 2017, 10, 189–205. [Google Scholar] [CrossRef]
- Garot, C.; Bettega, G.; Picart, C. Additive Manufacturing of Material Scaffolds for Bone Regeneration: Toward Application in the Clinics. Adv. Funct. Mater. 2021, 31, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef] [PubMed]
- Yaragatti, N.; Patnaik, A. A review on additive manufacturing of polymers composites. Mater. Today Proc. 2021, 14, 4150–4157. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Tawlik, M.; Nemat-Alla, M.; Dewidar, M. Enhancing the properties of aluminum alloys fabricated using wire þ arc additive manufacturing technique—A review. J. Mater. Res. Technol. 2021, 13, 754–768. [Google Scholar]
- Wang, K.; Du, D.; Liu, G.; Pu, Z.; Chang, B.; Ju, J. A study on the additive manufacturing of a high chromium Nickel-based superalloy by extreme high-speed laser metal deposition. Opt. Laser Technol. 2021, 133, 1–8. [Google Scholar] [CrossRef]
- Peng, S.; Mooraj, S.; Feng, R.; Liu, L.; Ren, J.; Liu, Y.; Kong, F.; Xiao, Z.; Zhu, C.; Liaw, P.; et al. Additive manufacturing of three-dimensional (3D)-architected CoCrFeNiMn high- entropy alloy with great energy absorption. Scr. Mater. 2021, 190, 46–51. [Google Scholar] [CrossRef]
- Alghamdi, S.; John, S.; Choudhury, N.; Dutta, N. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef]
- Alexander, A.; Wake, N.; Chepelev, L.; Brantner, P.; Ryan, J.; Wang, K. A guideline for 3D printing terminology in biomedical research utilizing ISO/ASTM standards. 3D Print. Med. 2021, 7, 1–8. [Google Scholar] [CrossRef]
- Chatham, C.; Long, T.; Williams, C. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- HP 3D Printing Materials. Available online: https://www8.hp.com/pl/pl/printers/3d-printers/materials.html?m802=1&tab=1 (accessed on 17 February 2021).
- Geng, Z.; Bidanda, B. Geometric precision analysis for Additive Manufacturing processes: A comparative study. Precis. Eng. 2021, 69, 68–76. [Google Scholar] [CrossRef]
- Chua, C.K.; Wong, C.H.; Yeong, W.Y. Benchmarking for Additive Manufacturing. In Standards, Quality Control and Measurement Sciences in 3D Printing and Additive Manufacturing, 1st ed.; Academic Press: Cambridge, MA, USA, 2017; pp. 181–212. [Google Scholar]
- Kudasik, T.; Markowska, O.; Miechowicz, S. Wykorzystanie optycznych pomiarów współrzędnościowych w określeniu dokładności geometrycznej prototypów implantów czaszkowych wykonanych technologią RP. Pomiary Autom. Kontrola 2014, 60, 195–198. [Google Scholar]
- Mendricky, R.; Fris, D. Analysis of the Accuracy and the Surface Roughness of FDM/FFF Technology and Optimisation of Process Parameters. Tech. Gaz. 2020, 4, 1166–1173. [Google Scholar]
- Fijołek, A.; Ryba, J.; Żak, P.; Lelito, J. Application of 3D printing technology to make the core of casting mould and dimensional control using a 3D scanner. Trans. Foundry Res. Inst. 2018, 58, 111–124. [Google Scholar]
- Fiedorczuk, K.; Reska, D.; Jurczuk, K.; Krętowski, M. The use of laser scanner and coordinate measurement machine in evaluation of geometrical precision in 3D PolyJet printing. Mechanik 2016, 11, 1604–1605. [Google Scholar] [CrossRef][Green Version]
- Nowacki, J.; Sieczkiewicz, N. Problems of determination of MultiJet 3D printing distortions using a 3D scanner. Arch. Mater. Sci. Eng. 2020, 103, 30–41. [Google Scholar] [CrossRef]
- Decker, N.; Wang, Y.; Huang, Q. Efficiently registering scan point clouds of 3D printed parts for shape accuracy assessment and modeling. J. Manuf. Syst. 2020, 56, 587–597. [Google Scholar] [CrossRef]
- Rivas Santos, V.M.; Thompson, A.; Sims-Waterhouse, D.; Maskery, I.; Woolliams, P.; Leach, R. Design and characterisation of an additive manufacturing benchmarking artefact following a design-for-metrology approach. Addit. Manuf. 2020, 32, 1–8. [Google Scholar] [CrossRef]
- Tiwari, K.; Kumar, S. Analysis of the factors affecting the dimensional accuracy of the 3D printed products. Mater. Today Proc. 2018, 5, 18674–18680. [Google Scholar] [CrossRef]
- O’Connor, H.J.; Dowling, D.P. Comparison between the properties of polyamide 12 and glass bead filled polyamide 12 using the multi jet fusion printing process. Addit. Manuf. 2020, 31, 1–8. [Google Scholar]
- Dvorak, K.; Zarybnicka, L.; Dvorakova, J. Quality Parameters of 3D Print Products by the BMLS Method. Manuf. Technol. 2019, 19, 209–215. [Google Scholar]
- Lee, P.-H.; Chung, H.; Lee, S.W.; Yoo, J.; Ko, J. Review: Dimensional Accuracy in Additive Manufacturing Processes. In Proceeding of the ASME 2014 International Manufacturing Science and Engineering Conference, Detroit, MI, USA, 9–13 June 2014. [Google Scholar]
- Caban, J.; Szala, M.; Kęsik, J.; Czuba, Ł. Wykorzystanie druku 3D w zastosowaniach automotive. Autobusy 2017, 6, 573–579. [Google Scholar]
- Xu, Z.; Wang, Y.; Wu, D.; Ananth, P.; Bai, J. The process and performance comparison of polyamide 12 manufactured by multi jet fusion and selective laser sintering. J. Manuf. Process. 2019, 47, 419–426. [Google Scholar] [CrossRef]
- Sağbaş, B. Effect of Orientation Angle on Surface Quality and Dimensional. Eur. Mech. Sci. 2020, 4, 47–52. [Google Scholar] [CrossRef]
- Dziubek, T.; Filip, M. Analysis and comparison of the accuracy of selected incremental manufacturing methods. Mechanik 2015, 12, 54–61. [Google Scholar] [CrossRef]
- Rachakonda, P.; Muralikrishnan, B.; Cournoyer, L.; Cheok, G.; Lee, V.; Shilling, M.; Sawyer, D. Methods and considerations to determine sphere center from terrestrial laser scanner point cloud data. Meas. Sci. Technol. 2017, 28, 1–41. [Google Scholar] [CrossRef] [PubMed]
- King, B.; Rennie, A.; Bennett, G. An efficient triangle mesh slicing algorithm for all topologies in additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 112, 1023–1033. [Google Scholar] [CrossRef]
- Mele, M.; Campana, G.; Monti, G.L. Modelling of the capillarity effect in Multi Jet Fusion technology. Addit. Manuf. 2019, 30, 100879. [Google Scholar] [CrossRef]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative study on 3D printing of polyamide 12 by selective laser sintering and multi jet fusion. J. Mater. Process. Technol. 2021, 288, 116882. [Google Scholar] [CrossRef]
- Shim, J.S.; Kim, J.-E.; Jeong, S.H.; Choi, Y.J.; Ryu, J.J. Printing accuracy, mechanical properties, surface characteristics, and microbial adhesion of 3D-printed resins with various printing orientations. J. Prosthet. Dent. 2020, 124, 468–475. [Google Scholar] [CrossRef]
- Multi Jet Fusion printing tips and tricks. In HP Guide; HP: Barcelona, Spain, 2018; pp. 1–21.
- Delfs, P.; Töws, M.; Schmid, H.-J. Optimized build orientation of additive manufactured parts for improved surface quality and build time. Addit. Manuf. 2016, 12, 314–320. [Google Scholar] [CrossRef]
- Haidiezul, A.H.M.; Aiman, A.F.; Bakar, B. Surface Finish Effects Using Coating Method on 3D Printing (FDM) Parts. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 318, p. 012065. [Google Scholar]
- O’Connor, H.J.; Dickson, A.N.; Dowling, D.P. Evaluation of the mechanical performance of polymer parts fabricated using a production scale multi jet fusion printing process. Addit. Manuf. 2018, 22, 381–387. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef]
- Choren, J.A.; Heinrich, S.M.; Silver-Thorn, M.B. Young’s modulus and porosity relationships for additive manufacturing applications. J. Mater. Sci. 2013, 48, 5103–5112. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Morales-Planas, S.; Minguella-Canela, J.; Lluma-Fuentes, J.; Travieso-Rodriguez, J.A.; García-Granada, A.A. Multi Jet Fusion PA12 Manufacturing Parameters for Watertightness, Strength and Tolerances. Materials 2018, 11, 1472. [Google Scholar] [CrossRef] [PubMed]
- Rosso, S.; Meneghello, R.; Biasetto, L.; Grigolato, L.; Concheri, G.; Savio, G. In-depth comparison of polyamide 12 parts manufactured by Multi Jet Fusion and Selective Laser Sintering. Addit. Manuf. 2020, 36, 101713. [Google Scholar]
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J. Mater. Process. Technol. 2017, 182, 477–488. [Google Scholar] [CrossRef]
- Cunningham, R.; Nicolas, A.; Madsen, J.; Fordan, E.; Anagnostou, E.; Sangid, M.D.; Rollet, A.D. Analyzing the effects of powder and post-processing on porosity and properties of electron beam melted Ti-6Al-4V. Mater. Res. Lett. 2017, 5, 516–525. [Google Scholar] [CrossRef]
- Lee, K.P.M.; Pandelidi, C.; Kajtaz, M. Build orientation effects on mechanical properties and porosity of polyamide-11 fabricated via multi jet fusion. Addit. Manuf. 2020, 36, 101533. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part Thickness | Part Section | Ra | Rz | Rt |
|---|---|---|---|---|
| 1 mm | top section | 20.1 | 93.6 | 126.2 |
| middle section | 8.1 | 43.2 | 56.7 | |
| bottom section | 9.8 | 52.2 | 68.1 | |
| 2 mm | top section | 19.7 | 89.9 | 118.6 |
| middle section | 7.9 | 41.9 | 53.9 | |
| bottom section | 9.4 | 51.2 | 63.3 | |
| 3 mm | top section | 19.1 | 85.2 | 104.7 |
| middle section | 7.6 | 39.7 | 47.6 | |
| bottom section | 9.3 | 48 | 57.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adach, M.; Sokołowski, P.; Piwowarczyk, T.; Nowak, K. Study on Geometry, Dimensional Accuracy and Structure of Parts Produced by Multi Jet Fusion. Materials 2021, 14, 4510. https://doi.org/10.3390/ma14164510
Adach M, Sokołowski P, Piwowarczyk T, Nowak K. Study on Geometry, Dimensional Accuracy and Structure of Parts Produced by Multi Jet Fusion. Materials. 2021; 14(16):4510. https://doi.org/10.3390/ma14164510
Chicago/Turabian StyleAdach, Martyna, Paweł Sokołowski, Tomasz Piwowarczyk, and Krzysztof Nowak. 2021. "Study on Geometry, Dimensional Accuracy and Structure of Parts Produced by Multi Jet Fusion" Materials 14, no. 16: 4510. https://doi.org/10.3390/ma14164510
APA StyleAdach, M., Sokołowski, P., Piwowarczyk, T., & Nowak, K. (2021). Study on Geometry, Dimensional Accuracy and Structure of Parts Produced by Multi Jet Fusion. Materials, 14(16), 4510. https://doi.org/10.3390/ma14164510