
Influence of Post Weld Heat Treatment on the Grain Size, and Mechanical Properties of the Alloy-800H Rotary Friction Weld Joints


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
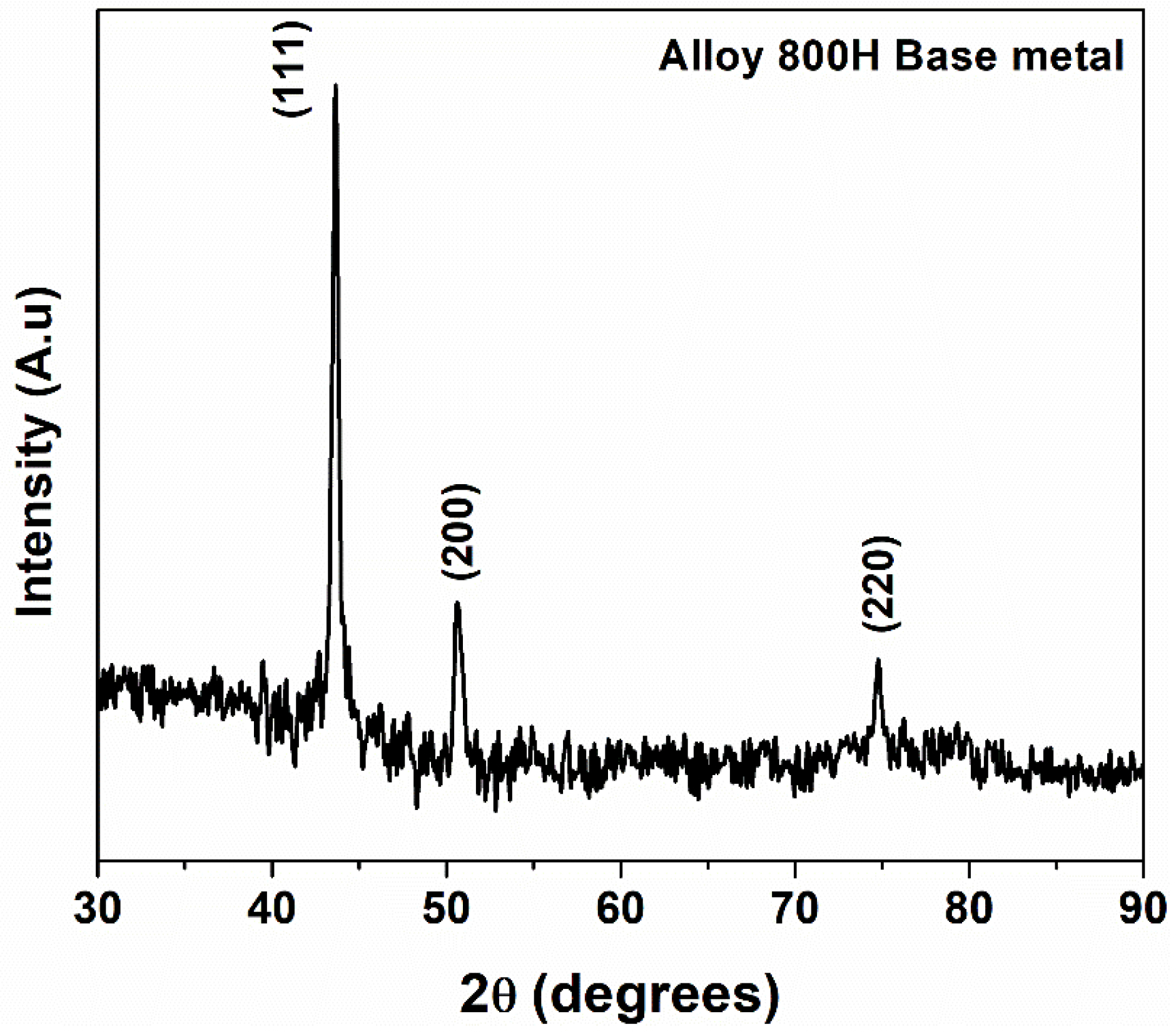
3.1. Microstructure
3.2. Mechanical Properties
4. Conclusions
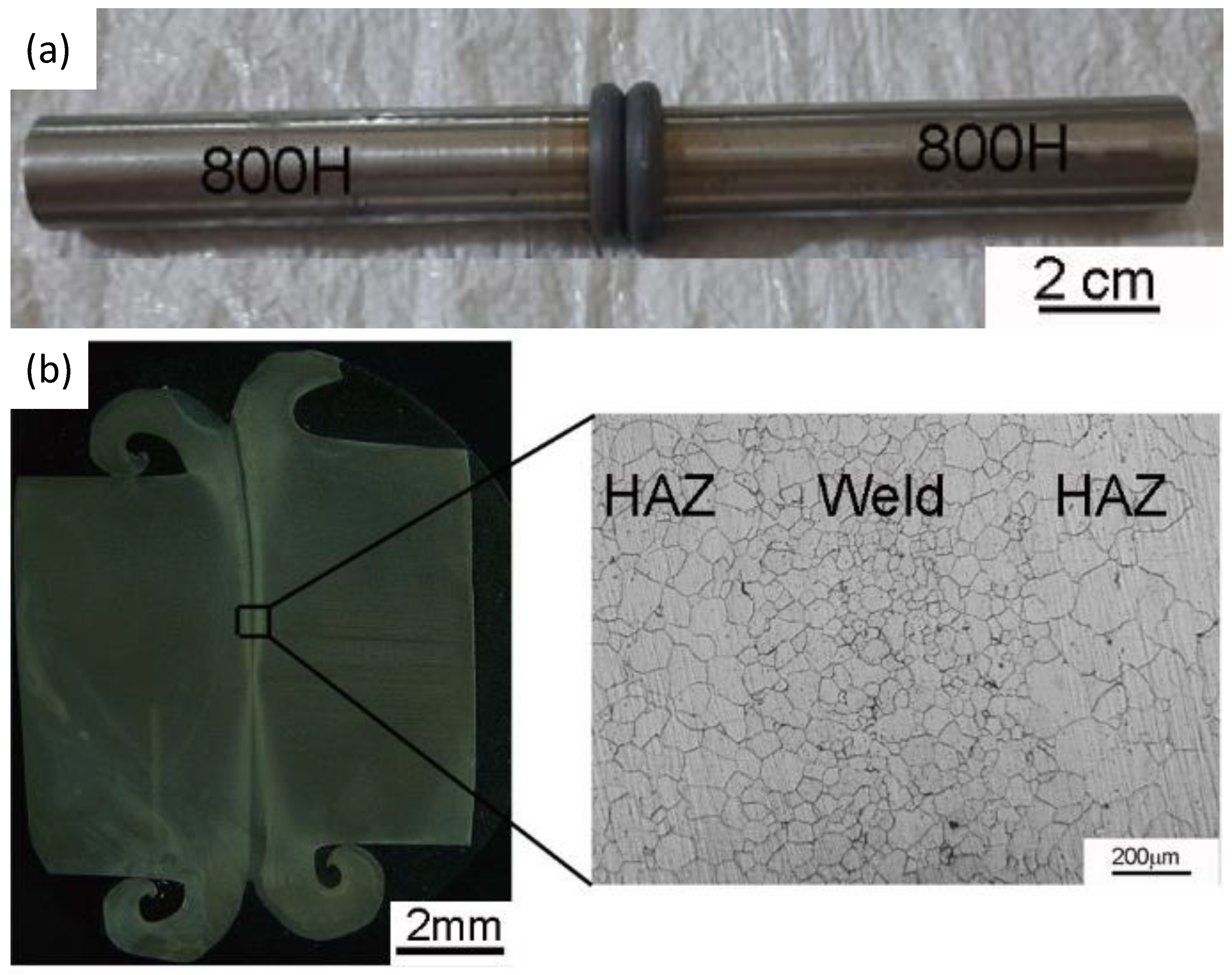
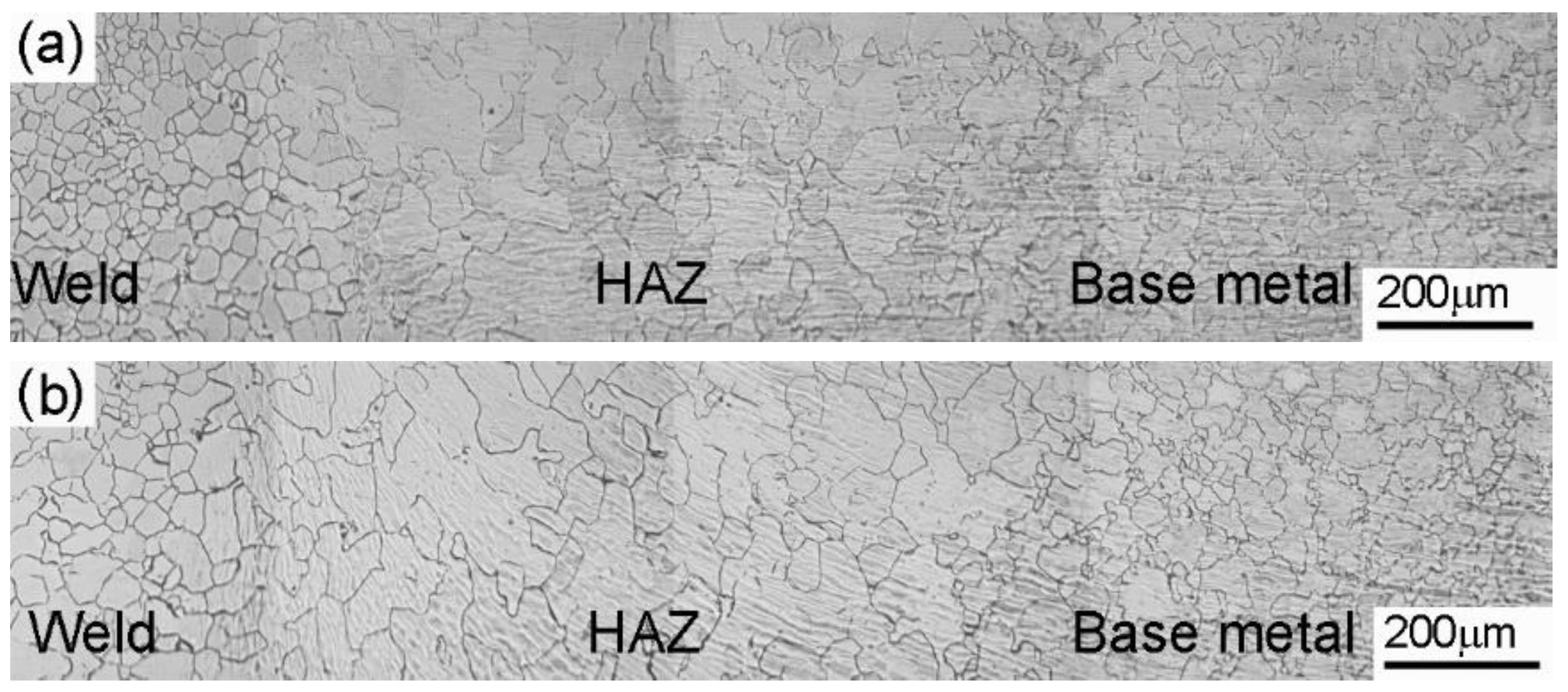
- The lowest grain size value was observed in the weld zone of the as-welded friction weld joints due to the dynamic recrystallization of the heavily strained grains in the plasticized region of the joint.
- The HAZ region experienced substantial grain growth due to the higher temperatures and the lack of precipitates in the single-phase austenite matrix.
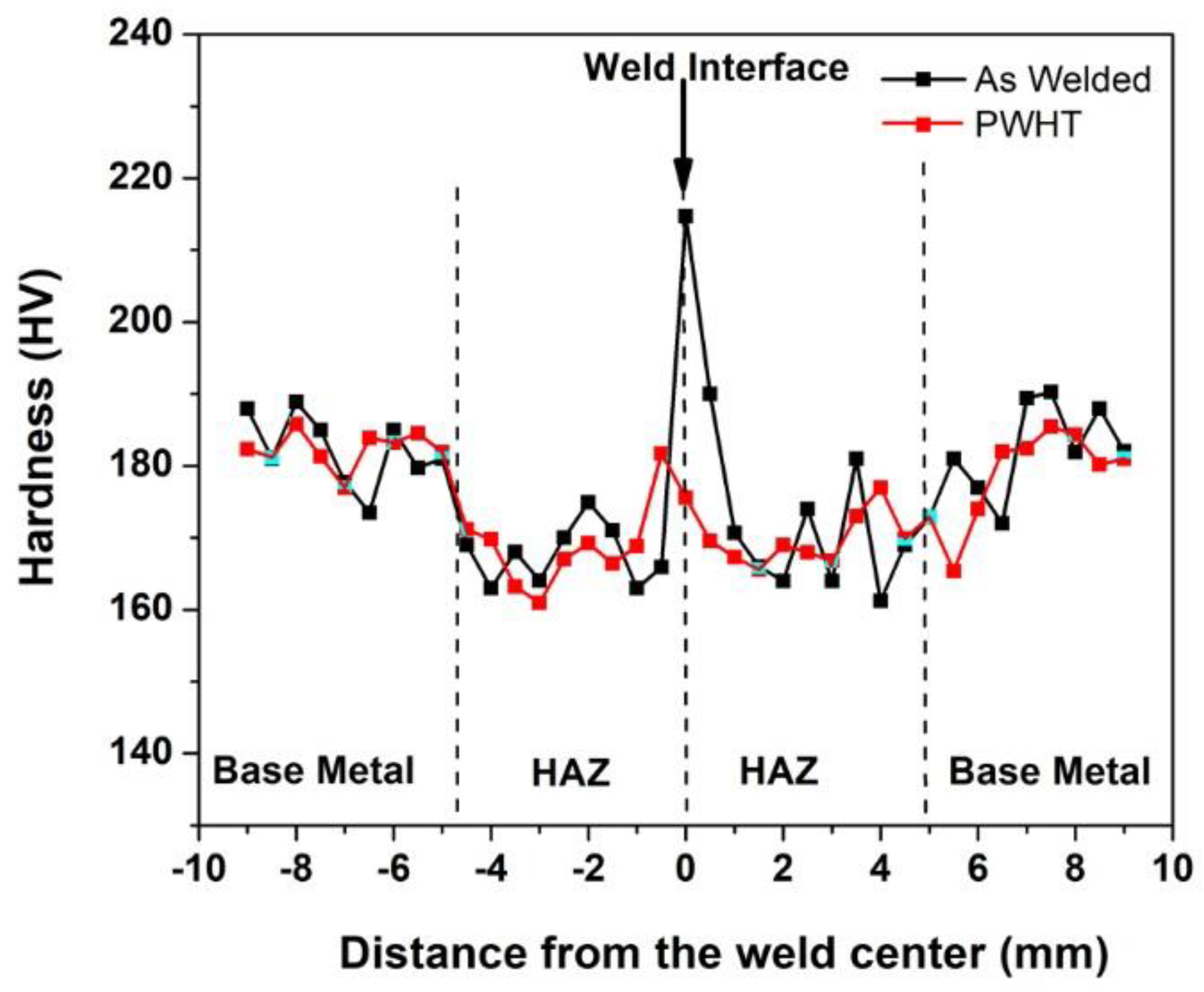
- Post-weld solution heat treatment resulted in grain growth with a decrease in the peak hardness in the weld zone. The average grain size weld metal in the as-welded condition was 20 ± 2 μm. In contrast, the weld metal grain size of the PWHT joints showed a higher grain size value of 35 ± 4 µm.
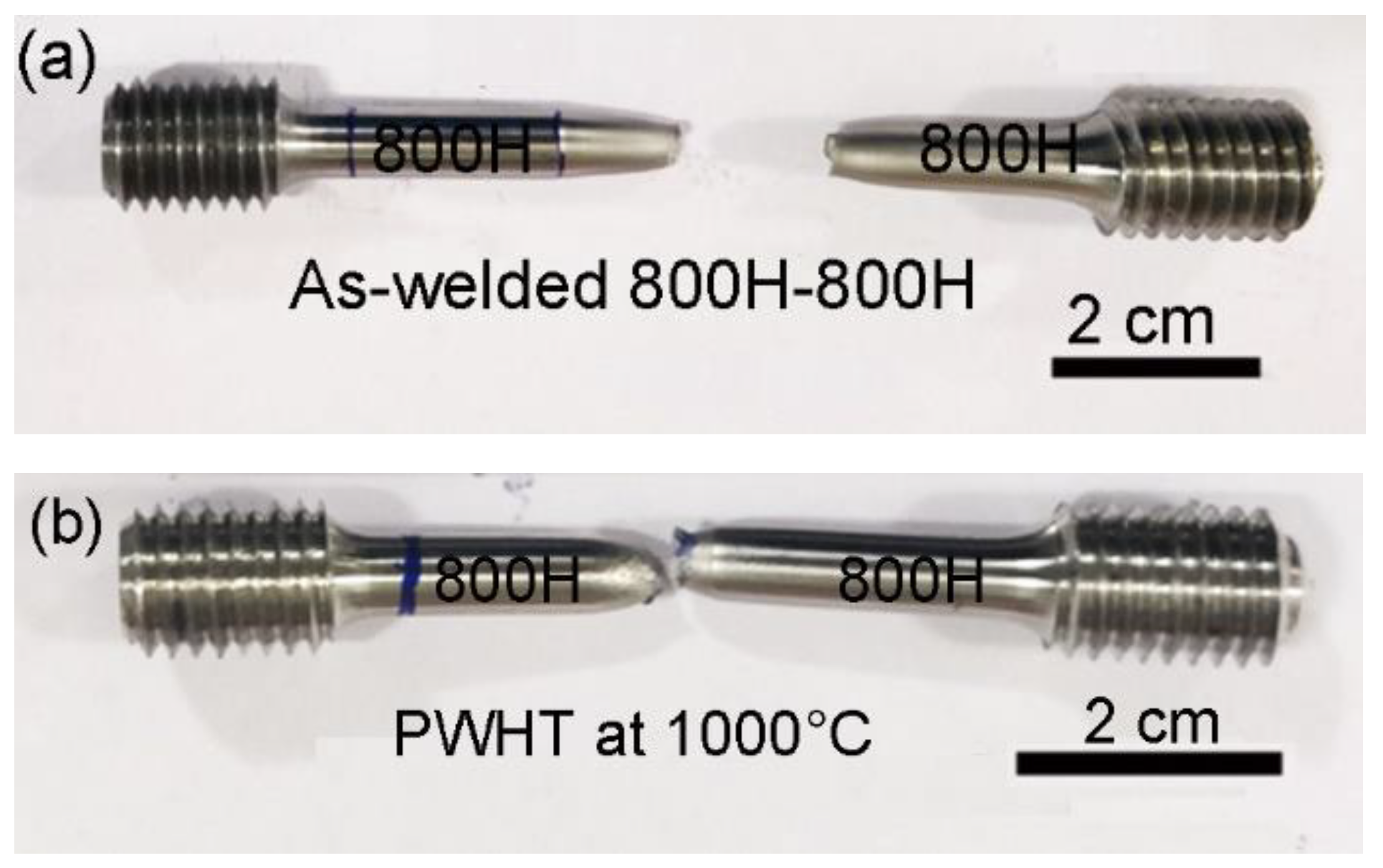
- Tensile specimens failed in the HAZ region for both as-welded and post-weld solution-treated weld joints due to the lower hardness value of the HAZ region as compared to the weld zone and base metal.
- The PWHT weld joints showed the improved high-temperature strength of the weld metal and shifted the failure location to the base metal.
- The PWHT resulted in a higher UTS and in percentage elongation values at higher temperatures compared to the as-welded joints. At high temperatures, grain boundaries are the weakest zones and play a major role in the deformation of the material. The weld metal with a higher grain size and a consequently lower grain boundary area displayed better mechanical performance at high temperatures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rao, K.B.S.; Schiffers, H.; Schuster, H.; Halford, G.R. Temperature and strain-rate effects on low-cycle fatigue behavior of alloy 800H. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27, 255–267. [Google Scholar] [CrossRef] [Green Version]
- Nafari, M.; Salemi Golezani, A. Heat affected zone creep characterization of INCOLOY 800H by means of small punch test. Eng. Fail. Anal. 2018, 94, 407–411. [Google Scholar] [CrossRef]
- Song, K.H.; Nakata, K. Microstructural and mechanical properties of friction-stir-welded and post-heat-treated Inconel 718 alloy. J. Alloys Compd. 2010, 505, 144–150. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kiser, S.D.; DuPont, J.N. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons: Hoboken, NJ, USA, 2011; ISBN 9780470087145. [Google Scholar]
- Ren, W.; Swindeman, R. Status of alloy 800h in considerations for the gen IV nuclear energy systems. J. Press. Vessel Technol. Trans. ASME 2014, 136, 054001. [Google Scholar] [CrossRef]
- Lippold, J.C. Investigation of Weld Cracking in Alloy 800. Weld. J. 1984, 63, 91. [Google Scholar]
- Anaele, J.U.; Onyemaobi, O.O.; Nwobodo, C.S.; Ugwuegbu, C.C. Effect of Electrode Types on the Solidification Cracking Susceptibility of Austenitic Stainless Steel Weld Metal. Int. J. Met. 2015, 2015, 213258. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, C.-C. Hot Cracking Susceptibility of 800H and 825 Nickel-Base Superalloys during Welding via Spot Varestraint Test. J. Met. Mater. Res. 2019, 2, 19–29. [Google Scholar] [CrossRef]
- Manikandan, M.; Gunachandran, R.; Vigneshwaran, M.; Sudhakar, S.; Srikanth, A.; Venkateshkannan, M.; Arivarasu, M.; Arivazhagan, N.; Rajan, D.N. Comparative Studies on Metallurgical and Mechanical Properties of Bimetallic Combination on Incoloy 800 and SS 316L Fabricated by Gas Metal and Shield Metal Arc Welding. Trans. Indian Inst. Met. 2017, 70, 749–757. [Google Scholar] [CrossRef]
- Sonoya, K.; Tomisawa, Y. Cracking by elevated temperature embrittlement in the HAZ of alloy 800H. Weld. Int. 1991, 5, 425–429. [Google Scholar] [CrossRef]
- Meshram, S.D.; Madhusudhan Reddy, G. Friction welding of AA6061 to AISI 4340 using silver interlayer. Def. Technol. 2015, 11, 292–298. [Google Scholar] [CrossRef] [Green Version]
- Satyanarayana, V.V.; Reddy, G.M.; Mohandas, T. Dissimilar metal friction welding of austenitic-ferritic stainless steels. J. Mater. Process. Technol. 2005, 160, 128–137. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Cormier, J. A Review on Inertia and Linear Friction Welding of Ni-Based Superalloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2015, 46, 1639–1669. [Google Scholar] [CrossRef]
- Ramesh, A.P.; Subramaniyan, M.; Eswaran, P. Review on friction welding of similar/dissimilar metals. J. Phys. Conf. Ser. 2019, 1362, 012032. [Google Scholar] [CrossRef]
- Smith, M.; Bichler, L.; Gholipour, J.; Wanjara, P. Mechanical properties and microstructural evolution of in-service Inconel 718 superalloy repaired by linear friction welding. Int. J. Adv. Manuf. Technol. 2017, 90, 1931–1946. [Google Scholar] [CrossRef]
- Anand, K.; Arun Kumar, S.; Tamilmannan, K.; Sathiya, P.; Arivazhagan, B. Metallurgical characterizations and mechanical properties on friction welding of Incoloy 800H joints. J. Mater. Res. 2016, 31, 2173–2185. [Google Scholar] [CrossRef]
- Drabble, D.J.; Bishop, C.M.; Kral, M.V. A microstructural study of grain boundary engineered alloy 800H. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 763–772. [Google Scholar] [CrossRef]
- Rehman, A.U.; Babu, N.K.; Talari, M.K.; Usmani, Y.S.; Al-Khalefah, H. Microstructure and Mechanical Properties of Dissimilar Friction Welding Ti-6Al-4V Alloy to Nitinol. Metals 2021, 11, 109. [Google Scholar] [CrossRef]
- Rehman, A.U.; Usmani, Y.; Al-Samhan, A.M.; Anwar, S. Rotary friction welding of inconel 718 to inconel 600. Metals 2021, 11, 244. [Google Scholar] [CrossRef]
- Wang, H.; Ikeuchi, K.; Aritoshi, M.; Takahashi, M.; Ikeda, A. Microstructures forming in friction welding of Inconel 718 alloy—Joint performance and its controlling factors in friction welding of Inconel 718 alloy. Weld. Int. 2009, 23, 670–678. [Google Scholar] [CrossRef]
- Masoumi, F.; Shahriari, D.; Monajati, H.; Cormier, J.; Flipo, B.C.D.; Devaux, A.; Jahazi, M. Linear friction welding of AD730TM Ni-base superalloy: Process-microstructure-property interactions. Mater. Des. 2019, 183, 108117. [Google Scholar] [CrossRef]
- Grajcar, A. Thermodynamic analysis of precipitation processes in Nb-Ti-microalloyed Si-Al TRIP steel. J. Therm. Anal. Calorim. 2014, 118, 1011–1020. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R. Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Talari, M.K.; Kishore Babu, N.; Kallip, K.; Leparoux, M.; Koller, R.E.; AlOgab, K.A.; Maeder, X. Microstructure, Mechanical, and Impression Creep Properties of AlMg5–0.5 vol% Al2O3 Nanocomposites. Adv. Eng. Mater. 2016, 18, 1958–1966. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni | Cr | C | Mn | Si | Al | Ti | Fe |
|---|---|---|---|---|---|---|---|---|
| Alloy 800H | 31.3 | 21.1 | 0.08 | 0.61 | 0.28 | 0.3 | 0.3 | bal. |
| Parameters | Explored Parameter Range | Final Chosen Parameter |
|---|---|---|
| Friction pressure (MPa) | 50–200 | 200 |
| Burn-off length (mm) | 2–6 | 4 |
| Upset pressure (MPa) | 100–400 | 400 |
| Upset time (s) | 4 (held constant) | 4 |
| Spindle speed (rev/min) | 2000 (held constant) | 2000 |
| Sample | Yield Strength (MPa) | Ultimate Tensile Strength (Mpa) | Elongation % | Failure Location |
|---|---|---|---|---|
| Base Metal-RT * | 201 ± 5 | 529 ± 6 | 56 ± 2 | - |
| As-welded-RT | 198 ± 5 | 484 ± 6 | 51 ± 2 | HAZ |
| PWHT-RT | 185 ± 8 | 485 ± 7 | 34 ± 4 | HAZ |
| Base Metal-HT # | 110 ± 4 | 319 ± 3 | 60 ± 5 | - |
| As-welded-HT | 112 ± 2 | 250 ± 2 | 23 ± 7 | WM |
| PWHT-HT | 130 ± 1 | 300 ± 6 | 54 ± 2 | BM |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anwar, S.; Rehman, A.U.; Usmani, Y.; Al-Samhan, A.M. Influence of Post Weld Heat Treatment on the Grain Size, and Mechanical Properties of the Alloy-800H Rotary Friction Weld Joints. Materials 2021, 14, 4366. https://doi.org/10.3390/ma14164366
Anwar S, Rehman AU, Usmani Y, Al-Samhan AM. Influence of Post Weld Heat Treatment on the Grain Size, and Mechanical Properties of the Alloy-800H Rotary Friction Weld Joints. Materials. 2021; 14(16):4366. https://doi.org/10.3390/ma14164366
Chicago/Turabian StyleAnwar, Saqib, Ateekh Ur Rehman, Yusuf Usmani, and Ali M. Al-Samhan. 2021. "Influence of Post Weld Heat Treatment on the Grain Size, and Mechanical Properties of the Alloy-800H Rotary Friction Weld Joints" Materials 14, no. 16: 4366. https://doi.org/10.3390/ma14164366
APA StyleAnwar, S., Rehman, A. U., Usmani, Y., & Al-Samhan, A. M. (2021). Influence of Post Weld Heat Treatment on the Grain Size, and Mechanical Properties of the Alloy-800H Rotary Friction Weld Joints. Materials, 14(16), 4366. https://doi.org/10.3390/ma14164366