A Study on the Effect of Adhesive Cavities on the Scuffing Initiation in a Sliding Contact



Abstract
1. Introduction
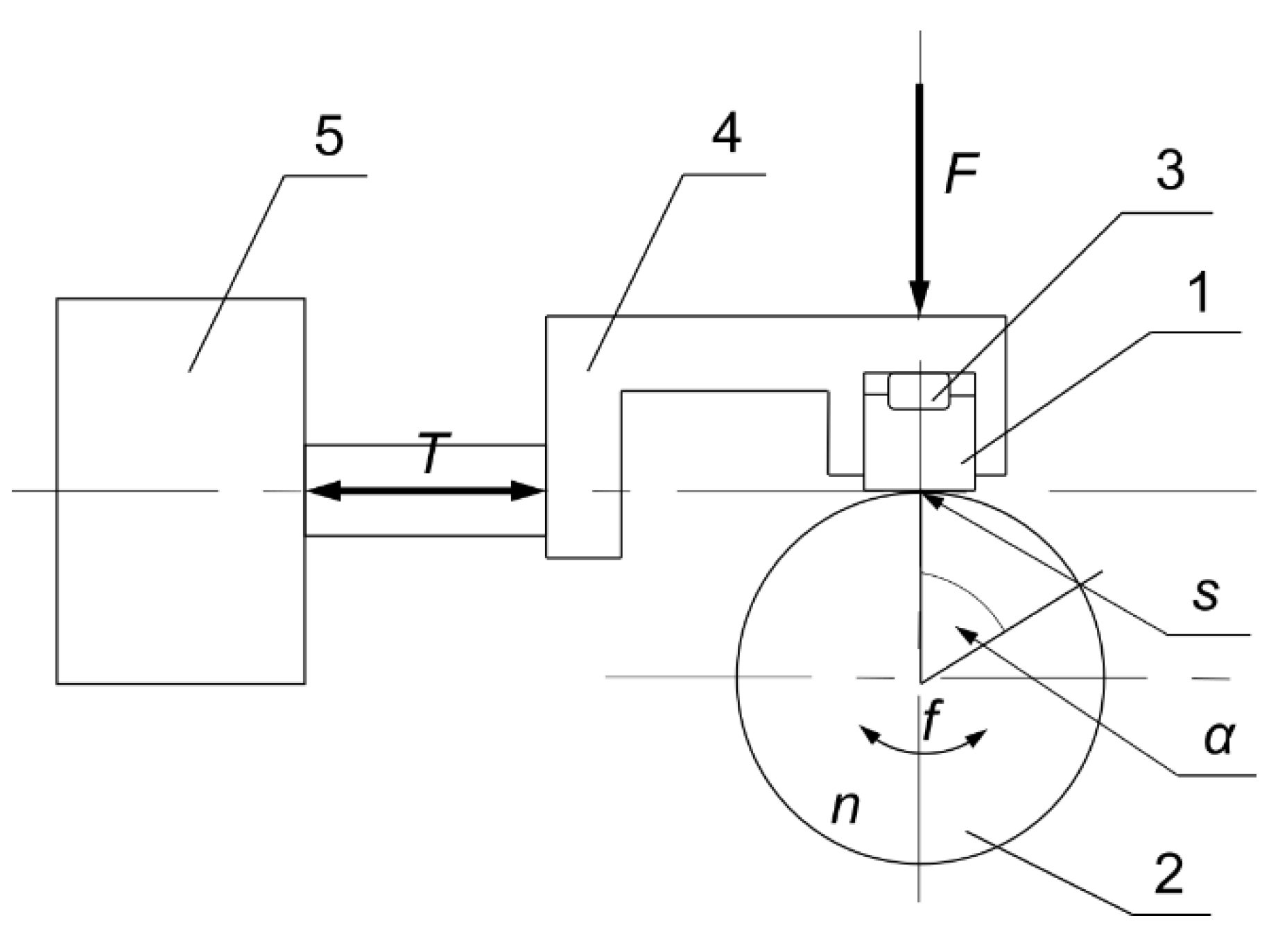
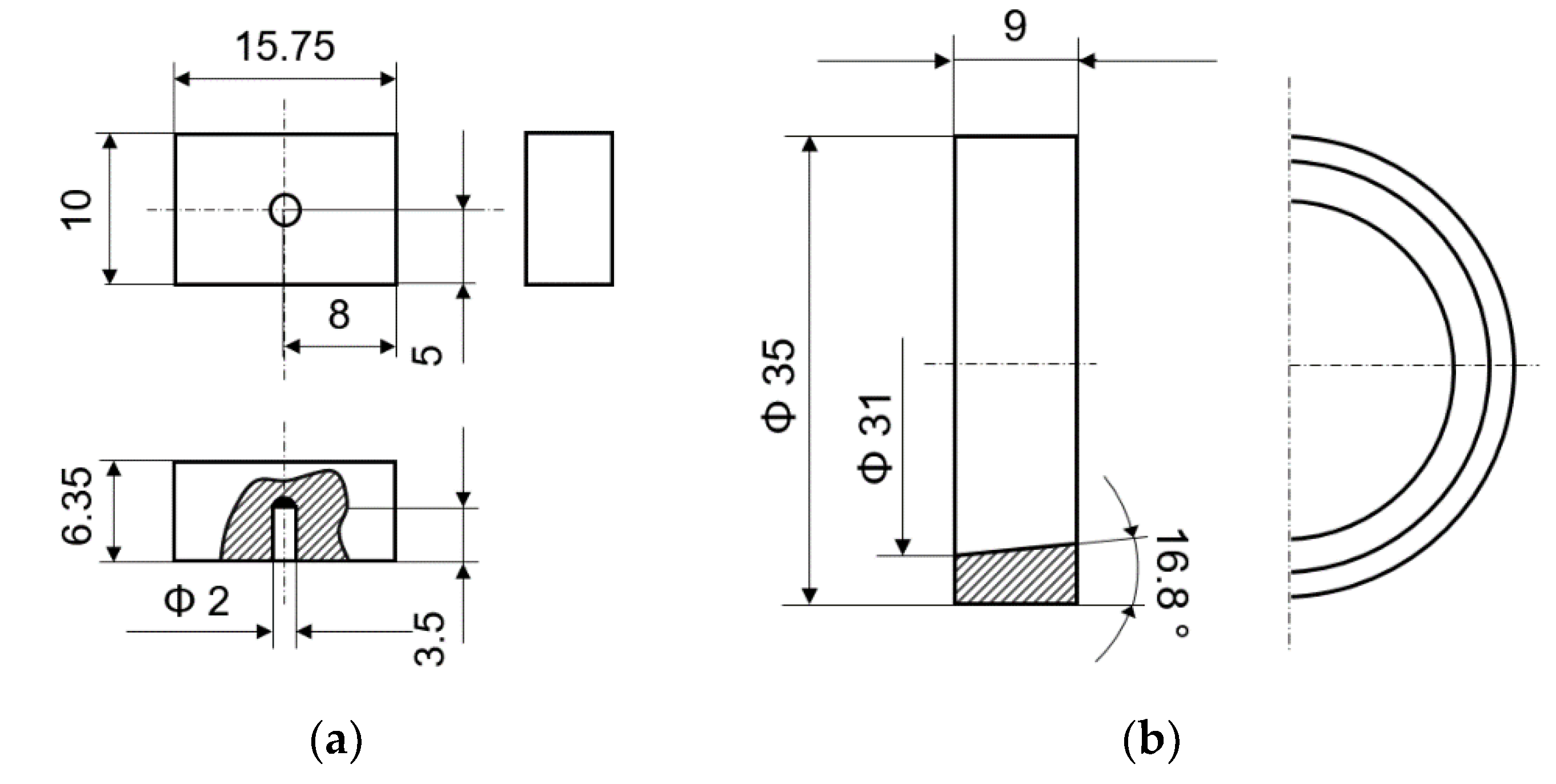
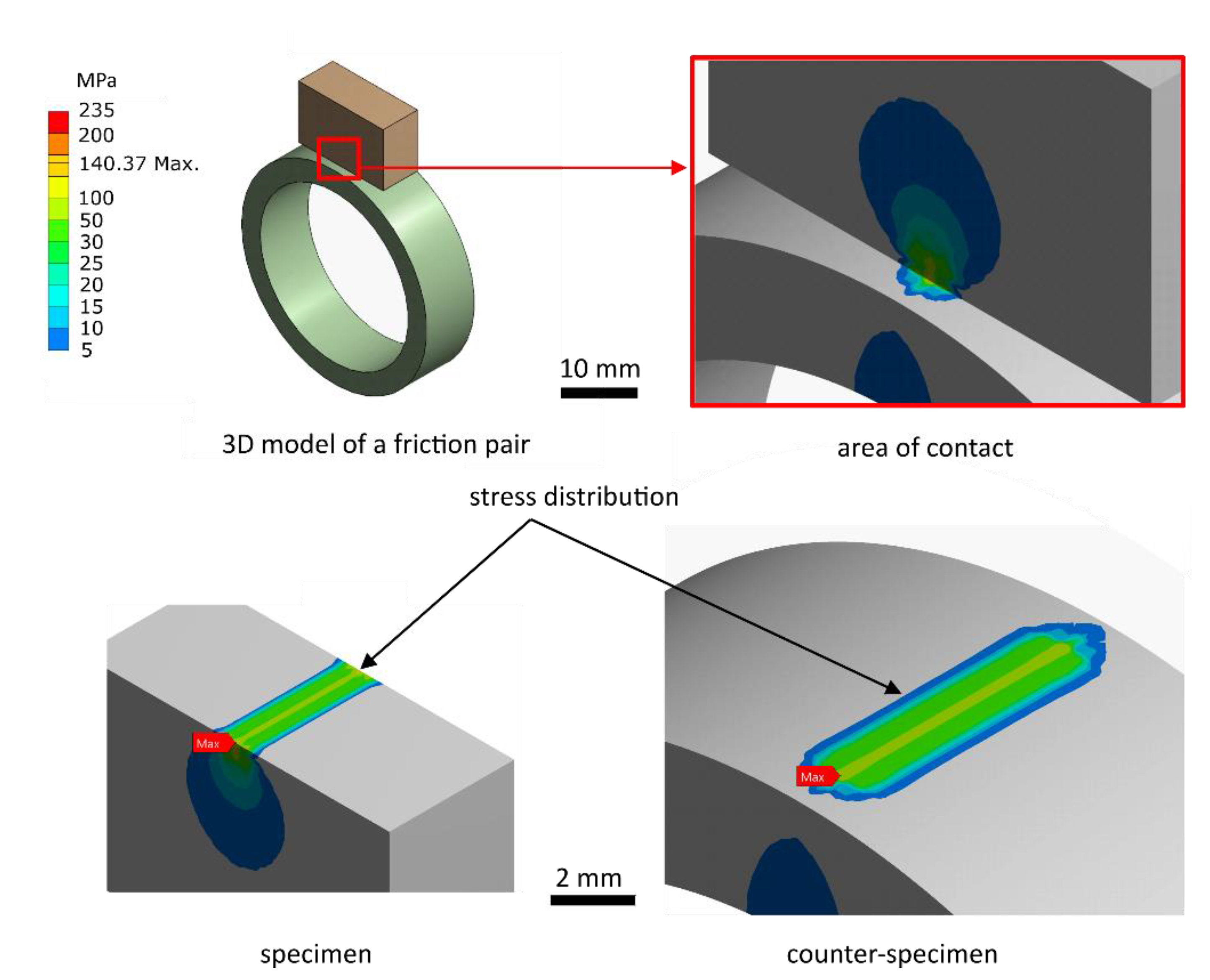
2. Materials and Methods
- combining the components of the friction pair in the oscillating or directional motion,
- leading to direct metal-metal contact,
- the occurrence of adhesive wear,
- the occurrence of abrasive wear.
3. Results, Analysis and Discussion
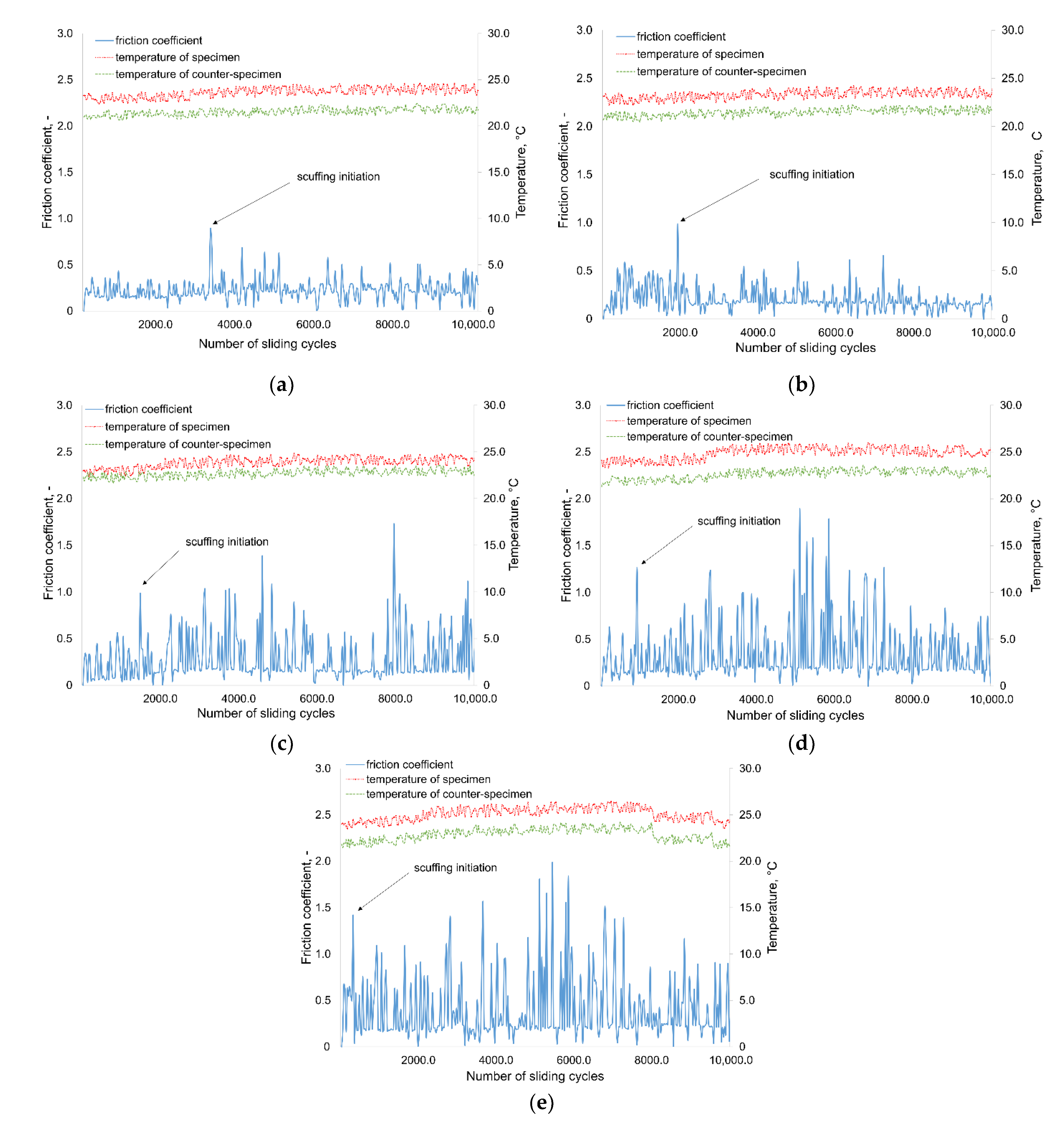
3.1. Analysis of the Results of Wear and Temperature Measurements in the Contact Area
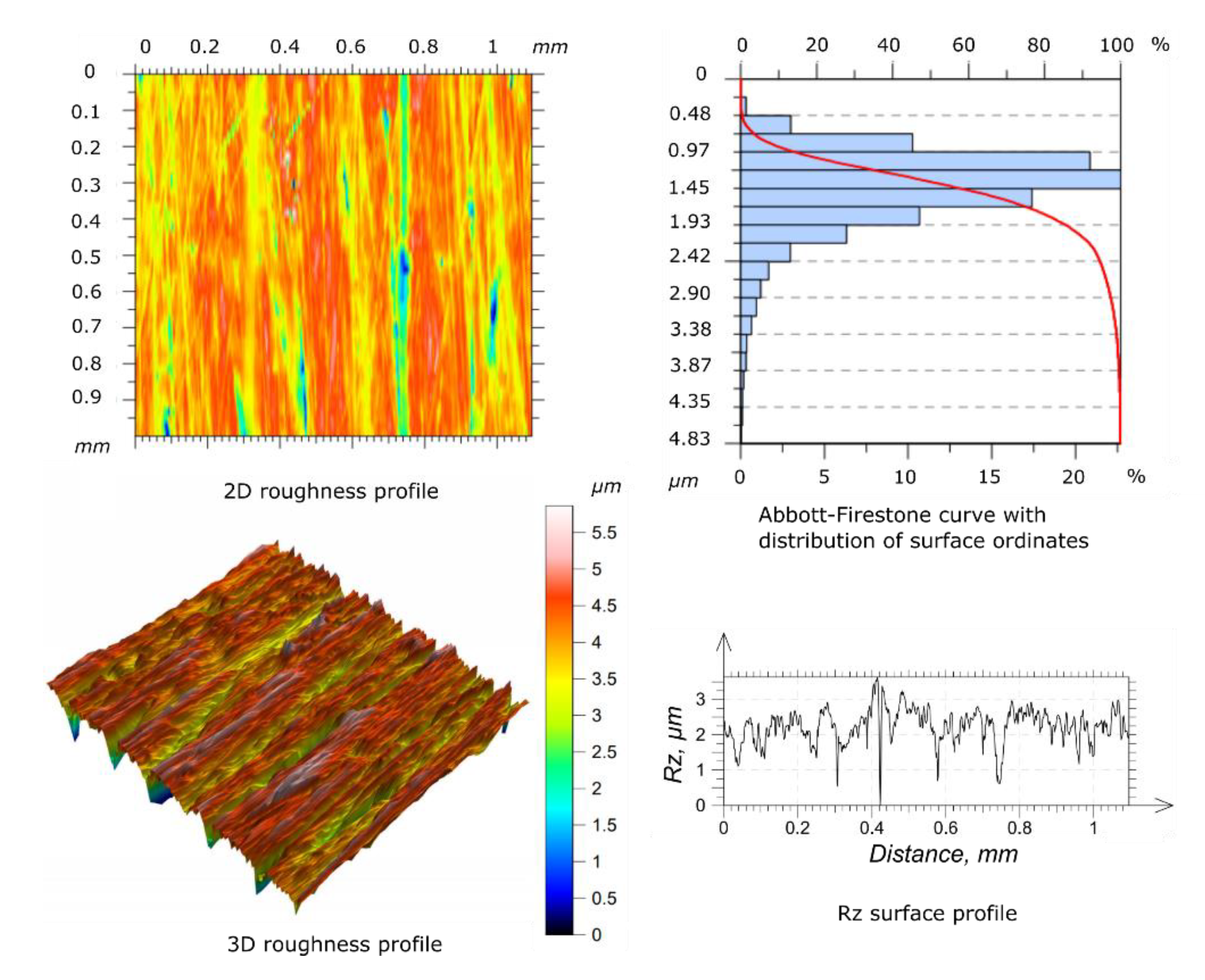
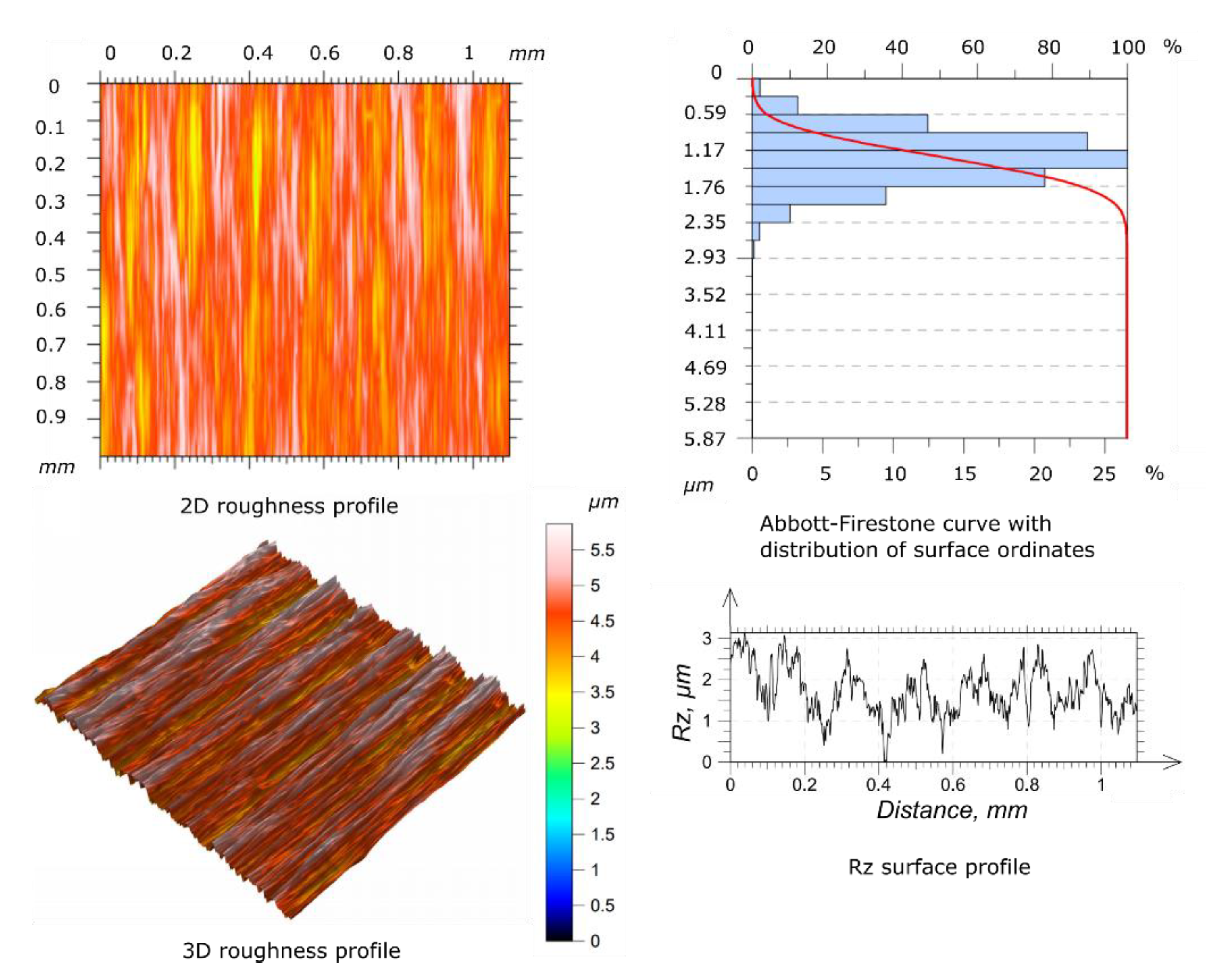
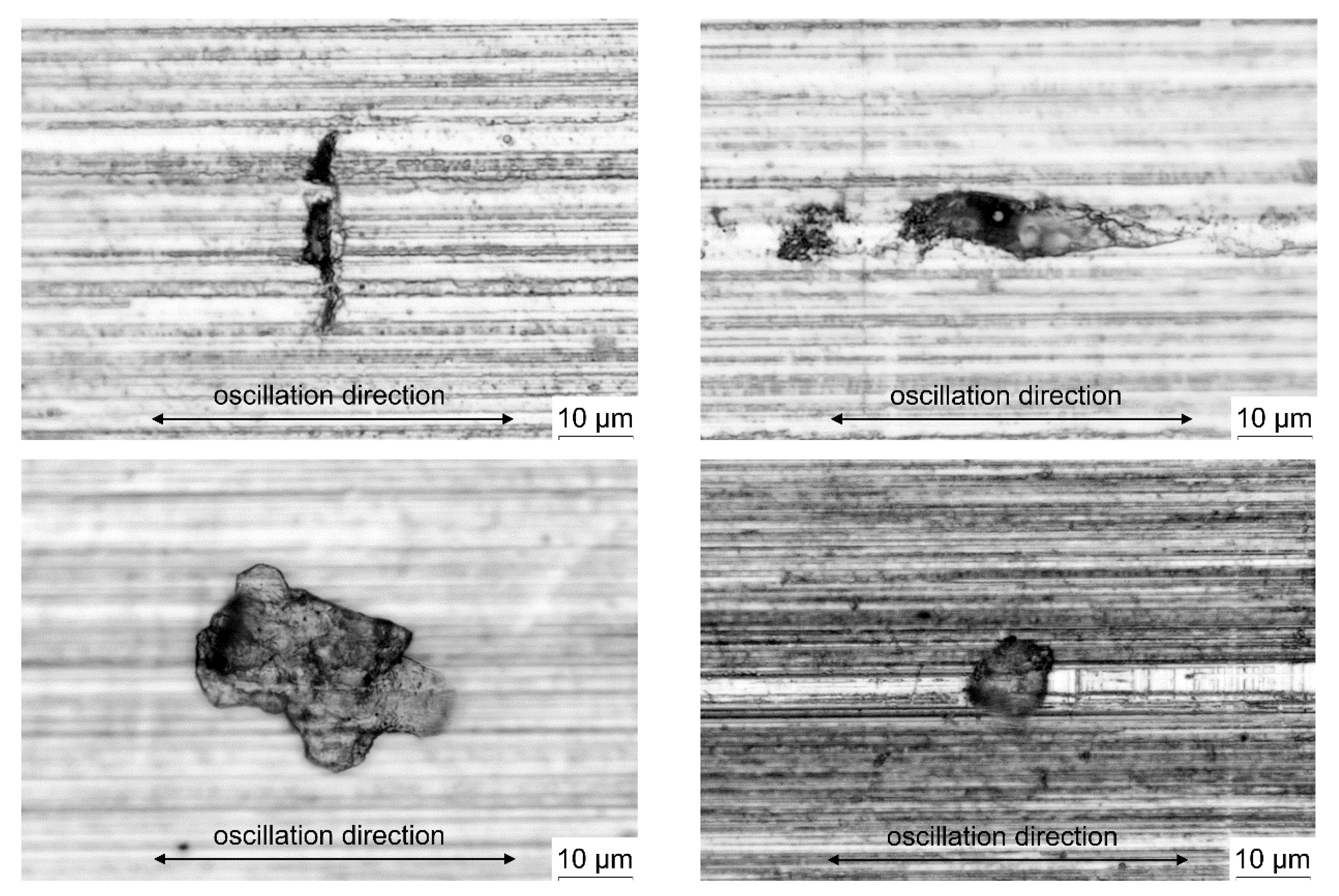
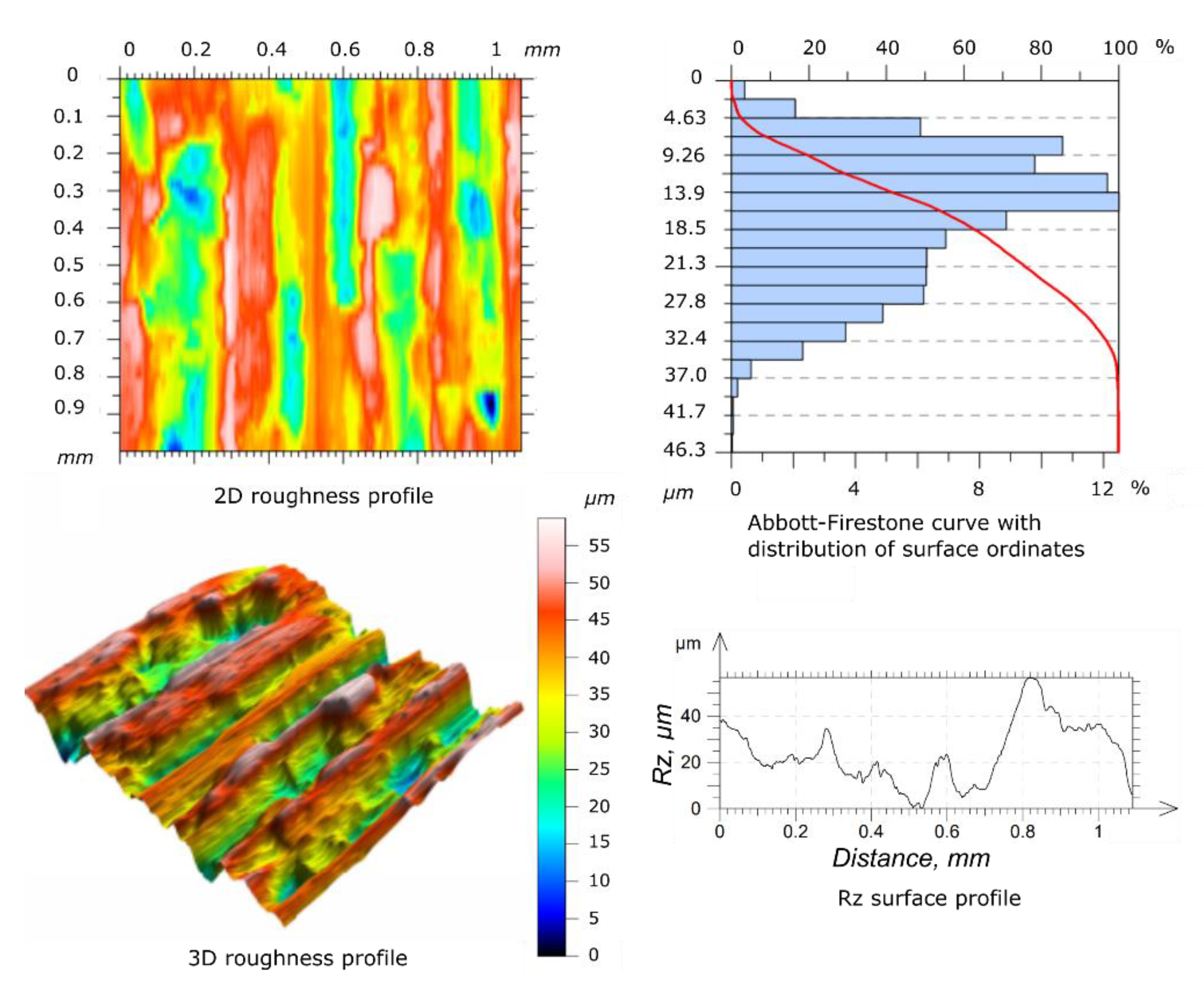
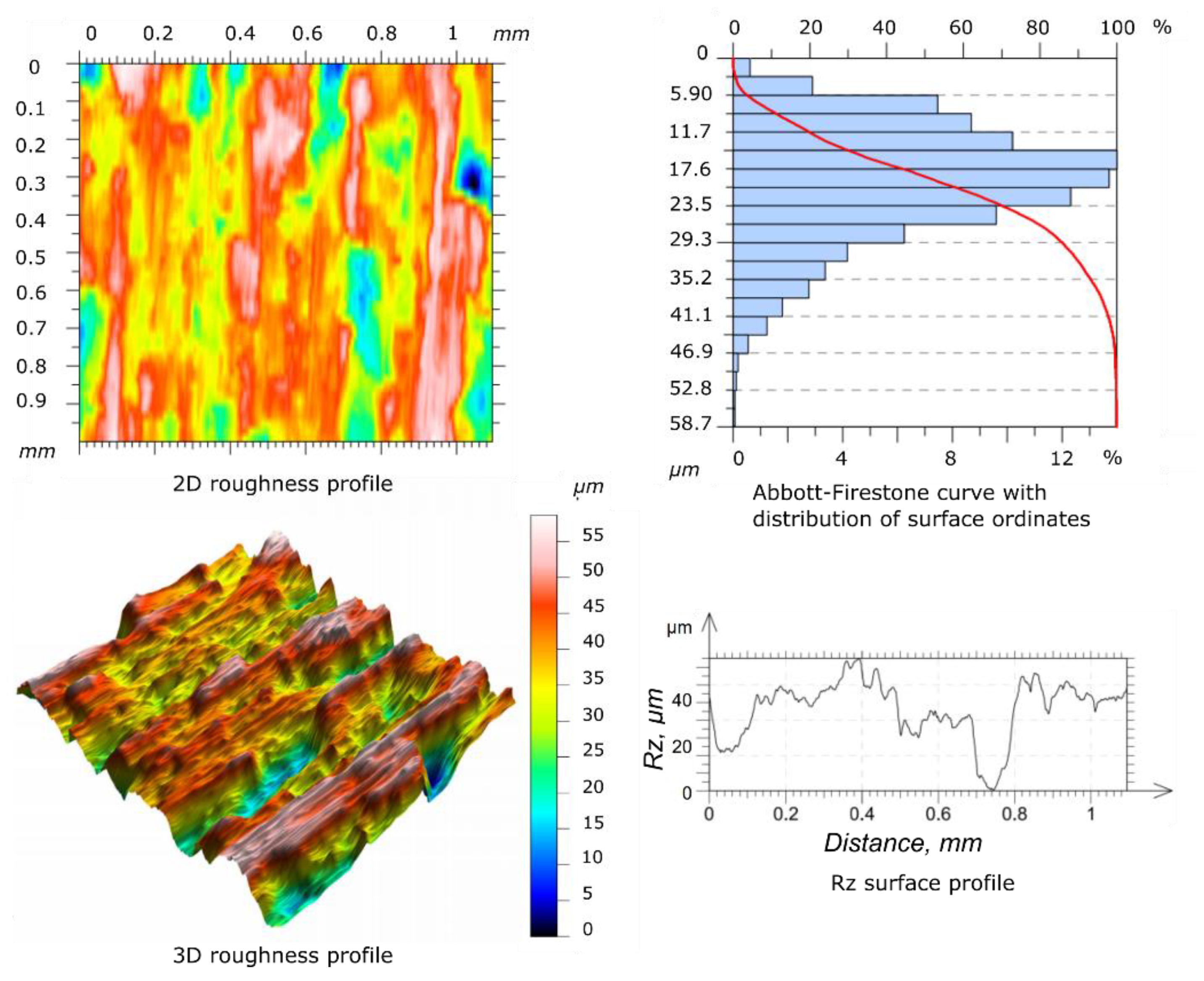
3.2. Results Analysis of Worn Surfaces in the Contact Area
4. Conclusions
- The cavities appearing on the surfaces of the tested components occur regardless of the applied value of the oscillation frequency (within the accepted range).
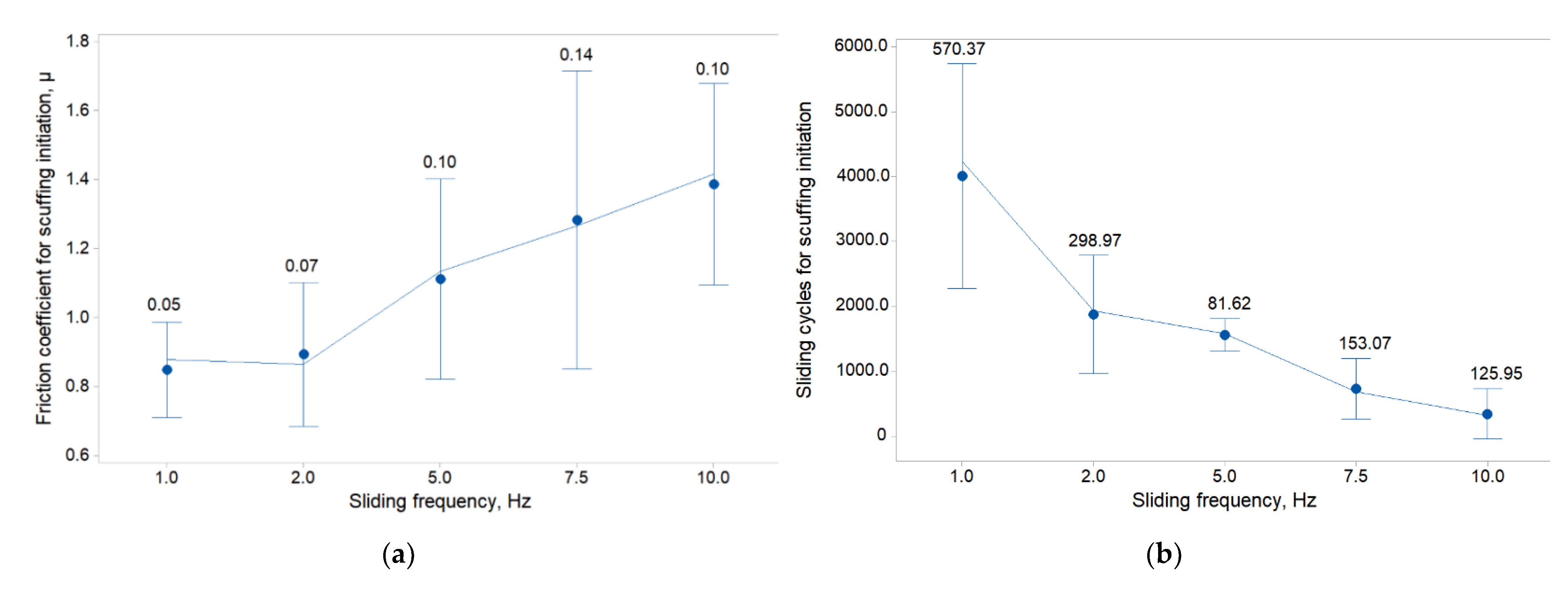
- The effect of the oscillation frequency on the value of the friction coefficient and the number of operating cycles at which scuffing is initiated is significant only for selected frequency intervals (from 2 to 5 Hz in case of friction coefficient, from 1 to 2 Hz in case of operating cycles).
- The occurring symptoms of scuffing (sudden increase in the friction coefficient values and adhesive cavities on the worn surfaces) are independent of the oscillation frequency values adopted for the study.
- By increasing the oscillation frequency, the deviation of the friction coefficient values initiating scuffing increases, while the number if operating cycles at which scuffing symptoms are observed decreases (with little exceptions).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yagi, K.; Ebisu, Y.; Sugimura, J.; Kajita, S.; Ohmori, T.; Suzuki, A. In situ observation of wear process before and during scuffing in sliding contact. Tribol. Lett. 2011, 43, 361–368. [Google Scholar] [CrossRef]
- Möller, P.; De Vall, P.L. An investigation into lubrication and oxide breakdown during load-carrying capacity testing. Tribol. Trans. 2014, 57, 890–898. [Google Scholar] [CrossRef][Green Version]
- Chu, H.Y.; Hsu, W.C.; Lin, J.F. Scuffing mechanism during oil-lubricated block-on-ring test with diamond nanoparticles as oil additive. Wear 2010, 268, 1423–1433. [Google Scholar] [CrossRef]
- Jeong, S.H.; Shin, Y.H.; Kim, H.J.; Song, S.J.; Lee, Y.Z. A study on scuffing and transition of friction and wear of TiN films using ultrasonic backward radiation. Wear 2007, 263, 1386–1389. [Google Scholar] [CrossRef]
- Cho, D.H.; Lee, Y.Z. Evaluation of ring surfaces with several coatings for friction, wear and scuffing life. Trans. Nonferrous Met. Soc. China 2009, 19, 992–996. [Google Scholar] [CrossRef]
- Kalbarczyk, M.; Michalczewski, R.; Piekoszewski, W.; Szczerek, M. The influence of oils on the scuffing of concentrated friction joints with low-friction coated elements. Eksploat. i Niezawodn. 2013, 15, 319–324. [Google Scholar]
- Galligan, J.; Torrance, A.A.; Liraut, G. A scuffing test for piston ring/bore combinations. Part I. Stearic acid lubrication. Wear 1999, 236, 199–209. [Google Scholar] [CrossRef]
- Saeidi, F.; Shevchik, S.A.; Wasmer, K. Automatic detection of scuffing using acoustic emission. Tribol. Int. 2016, 94, 112–117. [Google Scholar] [CrossRef]
- Matsuzaki, Y.; Yagi, K.; Sugimura, J. In-situ observation system for friction surfaces during scuffing of steel. Wear 2017, 386, 165–172. [Google Scholar] [CrossRef]
- Bowman, W.F.; Stachowiak, G.W. A review of scuffing models. Tribol. Lett. 1996, 2, 113–131. [Google Scholar] [CrossRef]
- Fein, R.S. Transition Temperatures with Four Ball Machine. ASLE Trans. 1960, 3, 34–39. [Google Scholar] [CrossRef]
- Cho, D.H.; Lee, Y.Z. Comparison of scuffing life between unidirectional and reciprocating sliding motion. Wear 2011, 271, 1637–1641. [Google Scholar] [CrossRef]
- Moosavian, A.; Najafi, G.; Ghobadian, B.; Mirsalim, M.; Jafari, S.M.; Shargi, P. Piston scuffing identification in an IC engine by vibration analysis. Appl. Acoust. 2016, 102, 40–48. [Google Scholar] [CrossRef]
- Kovalchenko, A.M.; Blau, P.J.; Qu, J.; Danyluk, S. Scuffing tendencies of different metals against copper under non-lubricated conditions. Wear 2011, 271, 2998–3006. [Google Scholar] [CrossRef]
- Sofftritti, C.; Merlin, M.; Vazquez, R.; Fortini, A.; Garagnani, G.L. Failure analysis of worn valve train components of a four-cylinder diesel engine. Eng. Fail. Anal. 2018, 92, 528–538. [Google Scholar] [CrossRef]
- Omar, D.; Rantatalo, M. Gear fault models and dynamics-based modelling for gear fault detection—A review. Eng. Fail. Anal. 2020, 117, 104798. [Google Scholar]
- Castro, J.; Seabra, J. Influence of mass temperature on gear scuffing. Tribol. Int. 2018, 119, 112–117. [Google Scholar] [CrossRef]
- Olander, P.; Eskildsen, S.S.; Fogh, J.W.; Hollman, P.; Jacobson, S. Testing scuffing resistance of materials for marine 2-stroke engines—Difficulties with lab scale testing of a complex phenomenon. Wear 2015, 340–341, 9–18. [Google Scholar] [CrossRef]
- Lorenzo-Martin, C.; Ajayi, O.O.; Routbort, J.L. Evaluation of scuffing behavior of single-crystal zirconia ceramic materials. Wear 2007, 263, 872–877. [Google Scholar] [CrossRef]
- Qu, J.; Truhan, J.J.; Blau, P.J.; Meyer, H.M., III. Scuffing transition diagrams for a heavy duty diesel fuel injector materials in ultra low-sulfur fuel-lubricated environment. Wear 2005, 259, 1031–1040. [Google Scholar] [CrossRef]
- Sagraloff, N.; Winkler, K.J.; Tobie, T.; Stahl, K.; Folland, C.; Asam, T. Investigation on the Scuffing and Wear Characteristic Performance of an Oil Free Water-Based Lubricant for Gear Applications. Lubricants 2021, 9, 24. [Google Scholar] [CrossRef]
- Chang, L.; Jeng, Y.-R.; Huang, P.-Y. Modeling and analysis of the meshing losses of involute spur gears in high speed and high-load conditions. J. Tribol. 2013, 135, 11504. [Google Scholar] [CrossRef]
- Li, W.; Yu, B.; Ye, B.; Shen, Y.; Huand, R.; Du, F. Effects of Cast-Iron Surface Texturing on the Anti-Scuffing Performance under Starved Lubrication. Materials 2019, 12, 1586. [Google Scholar] [CrossRef]
- Michalczewski, R.; Piekoszewski, W.; Tuszyński, W.; Szczerek, M.; Wulczyński, J. The new methods for scuffing and pitting investigation for heavy loaded, lubricated elements. In Tribology—Lubricants and Lubrication; Kuo, C.-H., Ed.; InTech: Rijeka, Croatia, 2011; pp. 305–320. [Google Scholar]
- Li, S.; Kahraman, A. A scuffing model for spur gear contacts. Mech. Mach. Theory 2021, 156, 1–15, in press. [Google Scholar] [CrossRef]
- Ajayi, O.O.; Lorenzo-Martin, C.; Erck, R.A.; Fenske, G.R. Analytical predictive modeling of scuffing initiation in metallic materials in sliding contact. Wear 2013, 301, 57–61. [Google Scholar] [CrossRef]
- Zhang, C.; Peng, B.; Gu, L.; Wang, T. A scuffing criterion of steels based on the friction-induced adiabatic shear instability. Tribol. Int. 2020, 148, 1–6, in press. [Google Scholar] [CrossRef]
- Savolainen, M.; Lehtovaara, A. An experimental investigation of scuffing initiation due to axial displacement in a rolling/sliding contact. Tribol. Int. 2018, 119, 688–697. [Google Scholar] [CrossRef]
- Kaczor, G. Scuffing Tendencies under the Oscillatory Motion. Ph.D. Thesis, Cracow University of Technology, Cracow, Poland, 2018. [Google Scholar]
- Li, W.; Kahraman, A.; Anderson, N.; Wedeven, L.D. A model to predict scuffing failures of a ball-on-disk contact. Tribol. Int. 2013, 60, 233–245. [Google Scholar] [CrossRef]
- Nosal, S. Tribological Aspects of Seizing Sliding Nodes, 3rd ed.; Publishing House of Poznan University of Technology: Poznan, Poland, 1998. [Google Scholar]
- ISO 4287:1997. Geometrical Product Specifications (GPS) – Surface Texture: Profile Method – Terms, Definitions and Surface Parameters; ISO: Geneva, Switzerland, 1997. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Value |
|---|---|
| Yield strength Re, MPa | 235 |
| Tensile strength Rm, MPa | 410 |
| Brinell Hardness HB, - | 140 |
| Relative elongation A5, % | 21–24 |
| Designation | Specimen | Counter-Specimen |
|---|---|---|
| Ra, µm | 0.37 | 0.43 |
| Rz, µm | 3.52 | 2.61 |
| Designation | Specimen | Counter-Specimen |
|---|---|---|
| Ra, µm | 6.40 | 5.20 |
| Rz, µm | 37.20 | 30.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaczor, G.; Machno, M. A Study on the Effect of Adhesive Cavities on the Scuffing Initiation in a Sliding Contact. Materials 2021, 14, 4296. https://doi.org/10.3390/ma14154296
Kaczor G, Machno M. A Study on the Effect of Adhesive Cavities on the Scuffing Initiation in a Sliding Contact. Materials. 2021; 14(15):4296. https://doi.org/10.3390/ma14154296
Chicago/Turabian StyleKaczor, Grzegorz, and Magdalena Machno. 2021. "A Study on the Effect of Adhesive Cavities on the Scuffing Initiation in a Sliding Contact" Materials 14, no. 15: 4296. https://doi.org/10.3390/ma14154296
APA StyleKaczor, G., & Machno, M. (2021). A Study on the Effect of Adhesive Cavities on the Scuffing Initiation in a Sliding Contact. Materials, 14(15), 4296. https://doi.org/10.3390/ma14154296